
タンク用絶縁シール壁の製作方法
船舶の耐力構造部(50)内に組み込まれた、例えば液化ガス等の液体を収容するための断熱タンクの、壁を製作する方法であって、おおよそ矩形の既製ベースプレート(25)は、各軟質シートストリップ(35)の上方に、組み立てられており、上記ベースプレート(25)の組み立ては、上記ベースプレート(25)の底表面上に2つの平行な長手方向接着剤ストリップ(26、26’)を適用する工程を、含んでおり、上記ストリップ(26、26’)は、接着剤の無い長手方向の中央スペース(28)によって、分離されており、上記軟質シートストリップ(35)上に上記ベースプレート(25)を加圧することによって、軟質シートストリップ(35)上に、上記接着剤処理されたベースプレート(25)を、接着し、それにより、接着後に、上記長手方向中央スペース(28)が、少なくとも部分的に接着剤で満たされ、それにより、ベースプレート(25)の底表面におおよそ連続的な接着剤層を形成し、このおおよそ連続的な接着剤層が、シールを保証するために、上記軟質シートストリップ(35)の接着を強化する、工程を、含んでいる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば船舶の船体等の耐力構造部内に組み込まれている、タンク用の絶縁シール壁を、製作する方法、に関するものである。
【背景技術】
【0002】
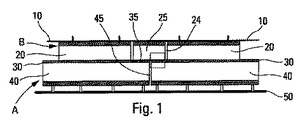
これらのタンクは、例えば液化ガス輸送用の船舶において、使用できるものである。これらのタンクは、液化ガスを低温で収容し且つその蒸発を制限するために、完全に密閉され且つ十分に絶縁されなければならない。図1を参照すると、これらの壁は、概ね、タンク内に収容されている製品と接触する第1膜10と、第1膜10と耐力構造部50との間に位置する第2膜30との、2つの連続するシール膜で、構成されており、これらの2つの膜は、2つの熱的に絶縁のバリア20、40と交互になっている。我々は、インバール(INVAR)又はステンレス鋼の第1膜10に付随した第1絶縁体20と、軟らかい又は硬い第2膜30に付随した第2絶縁体40と、で構成された、タンク壁、に精通している。この第2膜30は、少なくとも1つの連続した薄い金属板、例えばアルミニウム板を、備えており、そのアルミニウム板は、ガラス織物とアルミニウムとの間の結合を可能な限り保証するバインダーによって、2つのガラス繊維織物の間にサンドウィッチ状に接着されている。インバールは、36%のニッケル鋼であって、マイナス200度〜プラス400度の間で熱的に安定している。これらのタンクの絶縁シール壁は、1組の既製パネルを組み立てることにより、好ましくは製作されている。現行基準からすると、各既製パネルは、第1絶縁要素20と第2絶縁要素40とを備えた、矩形の平行六面体の全体形状を有しており、上方から見ると、第1矩形部及び第2矩形部の形状をそれぞれ有しており、その側面は、おおよそ平行であり、第1矩形部の長さ及び/又は幅は、周辺縁部を作るために、第2矩形部のものより短い。隣接する第2絶縁要素40の周辺縁部と、第1絶縁要素20の側壁とは、チャネル24を形成しており、チャネル24は、タンクの全長、全幅、全高さに渡って、延伸できる。第1絶縁体20の連続性は、チャネル24にベースプレート25を挿入することにより、達成される。第2膜30の連続性を確保するために、2つの隣接するパネルの間の接合位置において、上記周辺縁部は、上記ベースプレート25の挿入前に、軟質シートストリップ35で覆われており、少なくとも1つの連続する薄い金属シートを含んでいる。これらの異なるパネルの装着は、タンクの断熱性及び密閉性を保証するために、かなり厳密な作業、及び、高度な取付精度を、必要とする。軟質シートストリップ35の接着部と、2つの隣接するパネルの間に生成されたシール部は、種々の機械的ストレスに耐え且つ性能を長時間実現するために、特に正確で且つ強固でなくてはならない。実際、そのような船舶のタンクは、多くのストレスを受けている。従って、満たされる前のタンクを、メタン用ではマイナス160度程度、更にはマイナス170度の、かなりの低温に、冷却することは、壁を作る材料の異なる熱収縮によるストレスを生じさせる。加えて、移動時、船舶は、例えばうねりや波から多くのストレスの影響を受けているので、その船体の変形、従ってタンク壁の変形が、結果的に起こる。積み荷の動きは、タンク壁への高圧又は背圧によるストレスをもたらす。そして、隣接パネル間の接合領域は、種々の、静止摩擦、圧縮、及び/又はせん断応力の、影響を、受ける領域であり、従って、それらは、第2シールバリアの連続性を中断させないように、良好な機械的性能を、長時間維持しなくてはならない。しかしながら、この第2シールバリアが、特に軟質シートストリップの接着に関して、幾らかの脆弱性を示す傾向にあることが、明らかになっている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、上記記載の先行技術の欠点を改善することを、目的としている。
【課題を解決するための手段】
【0004】
本発明は、特に軟質シートストリップを接着するときの再現性及び耐久性に関して、冷たさに耐える方法を提供することを、特に目的としている。
【0005】
従って、本発明は、その主題として、船舶の耐力構造部内に組み込まれた、例えば液化ガス等の液体を収容するための断熱タンクの、壁を製作する方法を有しており、この壁は、タンク内に収容された製品と接触する第1シール膜と、第1断熱バリアと、第2シール膜と、耐力構造部に連結された第2断熱バリアと、を備えており、上記第2シール膜及び上記第2断熱バリアは、2つの隣接するパネルの間の空きスペースと並んで配置されている、既製パネルを、組み立てることによって、形成されており、軟質シートストリップは、第2シールの連続性を保証するために、2つの隣接するパネルの間の上記空きスペースの上方の上記チャネルにおいて、接着されており、上記第1断熱バリアは、各空きスペースの上方にチャネルを形成するために、パネル上に配置された既製パネルを組み立てることによって、形成されており、おおよそ矩形の既製ベースプレートは、各軟質シートストリップの上方の各チャネルに、組み立てられており、上記ベースプレートの組み立ては、上記ベースプレートの底表面上に2つの平行な長手方向接着剤ストリップを適用する工程を、含んでおり、上記ストリップは、接着剤の無い長手方向の中央スペースによって、分離されており、上記軟質シートストリップ上に上記ベースプレートを加圧することによって、軟質シートストリップ上に、チャネルにおける上記接着剤処理されたベースプレートを、接着し、それにより、接着後に、上記長手方向中央スペースが、少なくとも部分的に接着剤で満たされ、それにより、ベースプレートの底表面におおよそ連続的な接着剤層を形成し、このおおよそ連続的な接着剤層が、第2シール膜の密閉性を保証するために、上記軟質シートストリップの接着を強化する、工程を、含んでいる。
【0006】
有利には、適用時における、標準的なベースプレートに対する各長手方向接着剤ストリップの厚さが、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである。
【0007】
有利には、適用時における、各長手方向接着剤ストリップの幅が、90mm〜110mm、好ましくは約100mmである。
【0008】
有利には、そのタンク側の面積が1000mm×250mmである標準的なベースプレートに対し、接着剤の総量は、765g〜935g、有利には780g〜920g、好ましくは約850gである。
【0009】
有利には、そのタンク側の面積が720mm×250mmである標準的なベースプレートに対し、接着剤の総量は、550g〜670g、有利には560g〜660g、好ましくは約610gである。
【0010】
有利には、接着工程前では、上記長手方向中央スペースの幅が、10mm以上且つ20mm以下である。
【0011】
有利には、接着工程後では、長手方向中央スペースの初期面積の、少なくとも50%、好ましくは少なくとも75%が、接着剤で満たされている。
【0012】
有利には、ベースプレートを軟質シートストリップに接着するのに使用される、上記接着剤は、二液型エポキシ樹脂系の硬化性接着剤である。
【図面の簡単な説明】
【0013】
【図1】本発明を適用できるタンク壁の断面の概略図である。
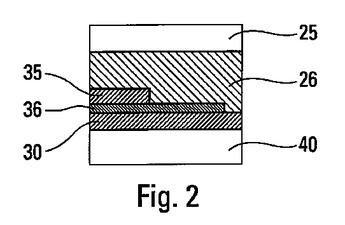
【図2】図1の枠部分の拡大概略詳細図である。
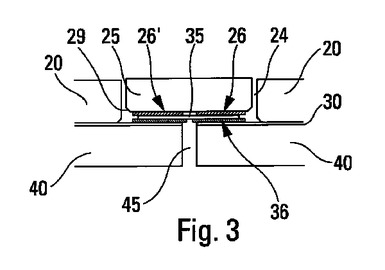
【図3】ベースプレート装着前の図1のタンク壁の断面図である。
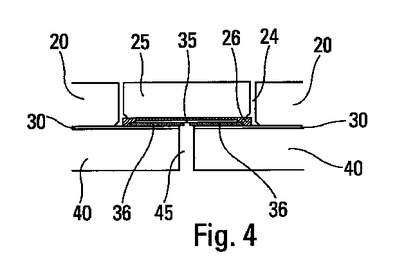
【図4】ベースプレート装着後の図1のタンク壁の断面図である。
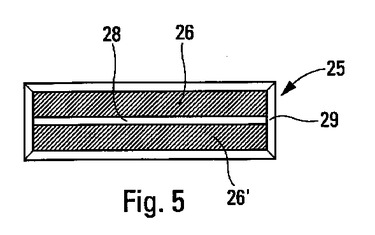
【図5】接着剤適用後で組み立て前のベースプレートの底表面の概略平面図である。
【発明を実施するための形態】
【0014】
本発明の、これらの特徴、利点等は、添付の図面を参照して、以下の記載によってより明らかとなり、非限定的な実施例を用いることによりもたらされる。
【0015】
本発明は、図1に示され且つ上述された、タンク壁に関するものである。より詳細には、第1断熱バリア20のパネルBの間に形成されたチャネル24において、第2シール膜30の連続性を確保している各軟質シートストリップ35上に、ベースプレート25を接着することに、関するものである。驚くことに、発明者は、多くの研究及び試験の後に、これらのベースプレート25の接着特性が、軟質シートストリップ35の接着強度に影響を与えていることを、発見した。
【0016】
従って、本発明によれば、ベースプレート25の接着後に、シートストリップ35の接着剤層がおおよそ連続的である場合は、このおおよそ連続的な接着剤層が、特にストレスが大きい場合の軟質シートストリップ35の接着部36を、緩和したり強化したりする。
【0017】
本発明によれば、チャネル24にベースプレート25を接着する方法は、ベースプレート25の底表面に、2つのおおよそ矩形の平行な長手方向接着剤ストリップを適用することと、それらのストリップの間に、好ましくは10mm以上20mm以下の幅の長手方向の中央スペース28を保つことと、を備えている。有利なことに、周辺縁部29は、特に窒素の循環を保証するために、角が面取りされている。それらの寸法(幅、長さ、及び厚さ)を確保し、更に各ベースプレート用に実質的に一定量を維持するために、これらの接着剤ストリップ26、26’を適用するのに、機械を使用することが、好ましい。
【0018】
ベースプレート25は、種々の寸法のものがあるが、2つのタイプのベースプレートが、主に使用されている。
【0019】
従って、1000mm×250mmの寸法の標準的なベースプレートでは、接着剤量は、850g±10%(765g〜935g)、有利には850g±8%(780g〜920g)、好ましくは約850gである。
【0020】
720mm×250mmの寸法の標準的なベースプレートでは、接着剤量は、610g±10%(550g〜670g)、有利には610g±8%(560g〜660g)、好ましくは約610gである。
【0021】
接着剤の適用時、標準的なベースプレートの各接着剤ストリップ26、26’の厚さは、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである。各接着剤ストリップ26、26’の幅は、90mm〜110mm、好ましくは約100mmである。
【0022】
過剰の接着剤は上記ベースプレート25の組み立てを妨げるので、各ベースプレートの下に適用される接着剤の寸法及び量を、過剰に増加させることはできない。実際、ストリップは、その外表面のレベルにおいて、第1断熱バリア20の要素と同一平面でなければならない。底表面において接着剤が在り過ぎると、ストリップは、ベースプレートを上方向へ押し、それにより、このレベルにおいて望ましくない不連続性を生成し、インバール又はステンレス鋼の第1シール膜10を受けなくてはならない。ベースプレート25の底表面全体に接着剤を適用することは、ベースプレートに加えられる鉛直方向の力という同様の否定的な結果によって、接着剤が横方向に拡大するのを防止しないので、可能ではない。従って、接着剤ストリップ26、26’の、形状、寸法、及び量は、接着後の実質的に連続する接着剤層の生成を第一に保証するために、正確に計算され、同時に、ベースプレートの組み立てを妨げ且つ窒素の循環を阻止するという、過剰量の接着剤を有することによるあらゆる危険性を、排除する。
【0023】
接着ベースプレート25が組み立てられるとき、接着ベースプレート25は、2つの隣接するパネルAの間に存在する空きスペース45の上方の、チャネル24の底部に配置された軟質シートストリップ35上に、押される。この圧力は、接着剤が、中央スペース28内の、外向きだけでなく内向きの、横方向に広がるように、接着ストリップ26、26’を押す。組み立て後、本発明によって、この中央スペースは、有利にはその初期面積の、少なくとも50%、好ましくは75%まで、少なくとも部分的に、接着剤で満たされる。そして、おおよそ連続的な接着剤層が得られる。接着剤の無い小さな孤立した領域が、残っていたとしても、軟質シートストリップ35の上方のおおよそ連続的な接着剤層は、ストリップに、特にその接着部36に関して、より大きな強度を与え、最大ストレスに確実に抵抗する。一方、連続的な接着剤層が形成されていないベースプレート25の接着では、軟質シートストリップ35は、脆弱性を示し且つ特に遊離し易くなり、それ故、第2シール膜に洩れを生じさせることが、明らかになった。
【0024】
有利なことに、図2に見られるように、軟質シートストリップ35を接着するために使用されている接着剤層36は、上記軟質シートストリップ35を僅かに越えて延びている。そして、ベースプレート25を接着する間、ベースプレート25の接着剤26、26’は、軟質シートストリップ35の接着剤36と接触するようになる。接着剤間の相互作用は、ベースプレートの接着剤が接着後におおよそ連続的な接着剤層を形成するときにも、役立つ。
【0025】
ベースプレート25を接着するために使用されている接着剤は、好ましくは、樹脂及び硬化剤を備えた二液型エポキシ系の、重合性の又は硬化性の、接着剤である。
【0026】
当業者は、添付の特許請求の範囲で特定されている本発明の範囲から逸脱せずに、実施例を用いて上記に記載された方法を、変形できる。
【技術分野】
【0001】
本発明は、例えば船舶の船体等の耐力構造部内に組み込まれている、タンク用の絶縁シール壁を、製作する方法、に関するものである。
【背景技術】
【0002】
これらのタンクは、例えば液化ガス輸送用の船舶において、使用できるものである。これらのタンクは、液化ガスを低温で収容し且つその蒸発を制限するために、完全に密閉され且つ十分に絶縁されなければならない。図1を参照すると、これらの壁は、概ね、タンク内に収容されている製品と接触する第1膜10と、第1膜10と耐力構造部50との間に位置する第2膜30との、2つの連続するシール膜で、構成されており、これらの2つの膜は、2つの熱的に絶縁のバリア20、40と交互になっている。我々は、インバール(INVAR)又はステンレス鋼の第1膜10に付随した第1絶縁体20と、軟らかい又は硬い第2膜30に付随した第2絶縁体40と、で構成された、タンク壁、に精通している。この第2膜30は、少なくとも1つの連続した薄い金属板、例えばアルミニウム板を、備えており、そのアルミニウム板は、ガラス織物とアルミニウムとの間の結合を可能な限り保証するバインダーによって、2つのガラス繊維織物の間にサンドウィッチ状に接着されている。インバールは、36%のニッケル鋼であって、マイナス200度〜プラス400度の間で熱的に安定している。これらのタンクの絶縁シール壁は、1組の既製パネルを組み立てることにより、好ましくは製作されている。現行基準からすると、各既製パネルは、第1絶縁要素20と第2絶縁要素40とを備えた、矩形の平行六面体の全体形状を有しており、上方から見ると、第1矩形部及び第2矩形部の形状をそれぞれ有しており、その側面は、おおよそ平行であり、第1矩形部の長さ及び/又は幅は、周辺縁部を作るために、第2矩形部のものより短い。隣接する第2絶縁要素40の周辺縁部と、第1絶縁要素20の側壁とは、チャネル24を形成しており、チャネル24は、タンクの全長、全幅、全高さに渡って、延伸できる。第1絶縁体20の連続性は、チャネル24にベースプレート25を挿入することにより、達成される。第2膜30の連続性を確保するために、2つの隣接するパネルの間の接合位置において、上記周辺縁部は、上記ベースプレート25の挿入前に、軟質シートストリップ35で覆われており、少なくとも1つの連続する薄い金属シートを含んでいる。これらの異なるパネルの装着は、タンクの断熱性及び密閉性を保証するために、かなり厳密な作業、及び、高度な取付精度を、必要とする。軟質シートストリップ35の接着部と、2つの隣接するパネルの間に生成されたシール部は、種々の機械的ストレスに耐え且つ性能を長時間実現するために、特に正確で且つ強固でなくてはならない。実際、そのような船舶のタンクは、多くのストレスを受けている。従って、満たされる前のタンクを、メタン用ではマイナス160度程度、更にはマイナス170度の、かなりの低温に、冷却することは、壁を作る材料の異なる熱収縮によるストレスを生じさせる。加えて、移動時、船舶は、例えばうねりや波から多くのストレスの影響を受けているので、その船体の変形、従ってタンク壁の変形が、結果的に起こる。積み荷の動きは、タンク壁への高圧又は背圧によるストレスをもたらす。そして、隣接パネル間の接合領域は、種々の、静止摩擦、圧縮、及び/又はせん断応力の、影響を、受ける領域であり、従って、それらは、第2シールバリアの連続性を中断させないように、良好な機械的性能を、長時間維持しなくてはならない。しかしながら、この第2シールバリアが、特に軟質シートストリップの接着に関して、幾らかの脆弱性を示す傾向にあることが、明らかになっている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、上記記載の先行技術の欠点を改善することを、目的としている。
【課題を解決するための手段】
【0004】
本発明は、特に軟質シートストリップを接着するときの再現性及び耐久性に関して、冷たさに耐える方法を提供することを、特に目的としている。
【0005】
従って、本発明は、その主題として、船舶の耐力構造部内に組み込まれた、例えば液化ガス等の液体を収容するための断熱タンクの、壁を製作する方法を有しており、この壁は、タンク内に収容された製品と接触する第1シール膜と、第1断熱バリアと、第2シール膜と、耐力構造部に連結された第2断熱バリアと、を備えており、上記第2シール膜及び上記第2断熱バリアは、2つの隣接するパネルの間の空きスペースと並んで配置されている、既製パネルを、組み立てることによって、形成されており、軟質シートストリップは、第2シールの連続性を保証するために、2つの隣接するパネルの間の上記空きスペースの上方の上記チャネルにおいて、接着されており、上記第1断熱バリアは、各空きスペースの上方にチャネルを形成するために、パネル上に配置された既製パネルを組み立てることによって、形成されており、おおよそ矩形の既製ベースプレートは、各軟質シートストリップの上方の各チャネルに、組み立てられており、上記ベースプレートの組み立ては、上記ベースプレートの底表面上に2つの平行な長手方向接着剤ストリップを適用する工程を、含んでおり、上記ストリップは、接着剤の無い長手方向の中央スペースによって、分離されており、上記軟質シートストリップ上に上記ベースプレートを加圧することによって、軟質シートストリップ上に、チャネルにおける上記接着剤処理されたベースプレートを、接着し、それにより、接着後に、上記長手方向中央スペースが、少なくとも部分的に接着剤で満たされ、それにより、ベースプレートの底表面におおよそ連続的な接着剤層を形成し、このおおよそ連続的な接着剤層が、第2シール膜の密閉性を保証するために、上記軟質シートストリップの接着を強化する、工程を、含んでいる。
【0006】
有利には、適用時における、標準的なベースプレートに対する各長手方向接着剤ストリップの厚さが、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである。
【0007】
有利には、適用時における、各長手方向接着剤ストリップの幅が、90mm〜110mm、好ましくは約100mmである。
【0008】
有利には、そのタンク側の面積が1000mm×250mmである標準的なベースプレートに対し、接着剤の総量は、765g〜935g、有利には780g〜920g、好ましくは約850gである。
【0009】
有利には、そのタンク側の面積が720mm×250mmである標準的なベースプレートに対し、接着剤の総量は、550g〜670g、有利には560g〜660g、好ましくは約610gである。
【0010】
有利には、接着工程前では、上記長手方向中央スペースの幅が、10mm以上且つ20mm以下である。
【0011】
有利には、接着工程後では、長手方向中央スペースの初期面積の、少なくとも50%、好ましくは少なくとも75%が、接着剤で満たされている。
【0012】
有利には、ベースプレートを軟質シートストリップに接着するのに使用される、上記接着剤は、二液型エポキシ樹脂系の硬化性接着剤である。
【図面の簡単な説明】
【0013】
【図1】本発明を適用できるタンク壁の断面の概略図である。
【図2】図1の枠部分の拡大概略詳細図である。
【図3】ベースプレート装着前の図1のタンク壁の断面図である。
【図4】ベースプレート装着後の図1のタンク壁の断面図である。
【図5】接着剤適用後で組み立て前のベースプレートの底表面の概略平面図である。
【発明を実施するための形態】
【0014】
本発明の、これらの特徴、利点等は、添付の図面を参照して、以下の記載によってより明らかとなり、非限定的な実施例を用いることによりもたらされる。
【0015】
本発明は、図1に示され且つ上述された、タンク壁に関するものである。より詳細には、第1断熱バリア20のパネルBの間に形成されたチャネル24において、第2シール膜30の連続性を確保している各軟質シートストリップ35上に、ベースプレート25を接着することに、関するものである。驚くことに、発明者は、多くの研究及び試験の後に、これらのベースプレート25の接着特性が、軟質シートストリップ35の接着強度に影響を与えていることを、発見した。
【0016】
従って、本発明によれば、ベースプレート25の接着後に、シートストリップ35の接着剤層がおおよそ連続的である場合は、このおおよそ連続的な接着剤層が、特にストレスが大きい場合の軟質シートストリップ35の接着部36を、緩和したり強化したりする。
【0017】
本発明によれば、チャネル24にベースプレート25を接着する方法は、ベースプレート25の底表面に、2つのおおよそ矩形の平行な長手方向接着剤ストリップを適用することと、それらのストリップの間に、好ましくは10mm以上20mm以下の幅の長手方向の中央スペース28を保つことと、を備えている。有利なことに、周辺縁部29は、特に窒素の循環を保証するために、角が面取りされている。それらの寸法(幅、長さ、及び厚さ)を確保し、更に各ベースプレート用に実質的に一定量を維持するために、これらの接着剤ストリップ26、26’を適用するのに、機械を使用することが、好ましい。
【0018】
ベースプレート25は、種々の寸法のものがあるが、2つのタイプのベースプレートが、主に使用されている。
【0019】
従って、1000mm×250mmの寸法の標準的なベースプレートでは、接着剤量は、850g±10%(765g〜935g)、有利には850g±8%(780g〜920g)、好ましくは約850gである。
【0020】
720mm×250mmの寸法の標準的なベースプレートでは、接着剤量は、610g±10%(550g〜670g)、有利には610g±8%(560g〜660g)、好ましくは約610gである。
【0021】
接着剤の適用時、標準的なベースプレートの各接着剤ストリップ26、26’の厚さは、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである。各接着剤ストリップ26、26’の幅は、90mm〜110mm、好ましくは約100mmである。
【0022】
過剰の接着剤は上記ベースプレート25の組み立てを妨げるので、各ベースプレートの下に適用される接着剤の寸法及び量を、過剰に増加させることはできない。実際、ストリップは、その外表面のレベルにおいて、第1断熱バリア20の要素と同一平面でなければならない。底表面において接着剤が在り過ぎると、ストリップは、ベースプレートを上方向へ押し、それにより、このレベルにおいて望ましくない不連続性を生成し、インバール又はステンレス鋼の第1シール膜10を受けなくてはならない。ベースプレート25の底表面全体に接着剤を適用することは、ベースプレートに加えられる鉛直方向の力という同様の否定的な結果によって、接着剤が横方向に拡大するのを防止しないので、可能ではない。従って、接着剤ストリップ26、26’の、形状、寸法、及び量は、接着後の実質的に連続する接着剤層の生成を第一に保証するために、正確に計算され、同時に、ベースプレートの組み立てを妨げ且つ窒素の循環を阻止するという、過剰量の接着剤を有することによるあらゆる危険性を、排除する。
【0023】
接着ベースプレート25が組み立てられるとき、接着ベースプレート25は、2つの隣接するパネルAの間に存在する空きスペース45の上方の、チャネル24の底部に配置された軟質シートストリップ35上に、押される。この圧力は、接着剤が、中央スペース28内の、外向きだけでなく内向きの、横方向に広がるように、接着ストリップ26、26’を押す。組み立て後、本発明によって、この中央スペースは、有利にはその初期面積の、少なくとも50%、好ましくは75%まで、少なくとも部分的に、接着剤で満たされる。そして、おおよそ連続的な接着剤層が得られる。接着剤の無い小さな孤立した領域が、残っていたとしても、軟質シートストリップ35の上方のおおよそ連続的な接着剤層は、ストリップに、特にその接着部36に関して、より大きな強度を与え、最大ストレスに確実に抵抗する。一方、連続的な接着剤層が形成されていないベースプレート25の接着では、軟質シートストリップ35は、脆弱性を示し且つ特に遊離し易くなり、それ故、第2シール膜に洩れを生じさせることが、明らかになった。
【0024】
有利なことに、図2に見られるように、軟質シートストリップ35を接着するために使用されている接着剤層36は、上記軟質シートストリップ35を僅かに越えて延びている。そして、ベースプレート25を接着する間、ベースプレート25の接着剤26、26’は、軟質シートストリップ35の接着剤36と接触するようになる。接着剤間の相互作用は、ベースプレートの接着剤が接着後におおよそ連続的な接着剤層を形成するときにも、役立つ。
【0025】
ベースプレート25を接着するために使用されている接着剤は、好ましくは、樹脂及び硬化剤を備えた二液型エポキシ系の、重合性の又は硬化性の、接着剤である。
【0026】
当業者は、添付の特許請求の範囲で特定されている本発明の範囲から逸脱せずに、実施例を用いて上記に記載された方法を、変形できる。
【特許請求の範囲】
【請求項1】
船舶の耐力構造部(50)内に組み込まれた、例えば液化ガス等の液体を収容するための断熱タンクの、壁を製作する方法であって、
この壁は、タンク内に収容された製品と接触する第1シール膜(10)と、第1断熱バリア(20)と、第2シール膜(30)と、耐力構造部(50)に連結された第2断熱バリア(40)と、を備えており、
上記第2シール膜(30)及び上記第2断熱バリア(40)は、2つの隣接するパネルの間の空きスペース(45)と並んで配置されている、既製パネル(A)を、組み立てることによって、形成されており、
軟質シートストリップ(35)は、第2シール(30)の連続性を保証するために、2つの隣接するパネル(A)の間の上記空きスペース(45)の上方の上記チャネル(24)において、接着されており、
上記第1断熱バリア(20)は、各空きスペース(45)の上方にチャネル(24)を形成するために、パネル(A)上に配置された既製パネル(B)を組み立てることによって、形成されており、
おおよそ矩形の既製ベースプレート(25)は、各軟質シートストリップ(35)の上方の各チャネル(24)に、組み立てられており、
上記ベースプレート(25)の組み立ては、
上記ベースプレート(25)の底表面上に2つの平行な長手方向接着剤ストリップ(26、26’)を適用する工程を、含んでおり、上記ストリップ(26、26’)は、接着剤の無い長手方向の中央スペース(28)によって、分離されており、
上記軟質シートストリップ(35)上に上記ベースプレート(25)を加圧することによって、軟質シートストリップ(35)上に、チャネル(24)における上記接着剤処理されたベースプレート(25)を、接着し、それにより、接着後に、上記長手方向中央スペース(28)が、少なくとも部分的に接着剤で満たされ、それにより、ベースプレート(25)の底表面におおよそ連続的な接着剤層を形成し、このおおよそ連続的な接着剤層が、第2シール膜(30)の密閉性を保証するために、上記軟質シートストリップ(35)の接着を強化する、工程を、含んでいる、
ことを特徴とする、方法。
【請求項2】
適用時における、各長手方向接着剤ストリップ(26、26’)の厚さが、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである、請求項1記載の方法。
【請求項3】
適用時における、各長手方向接着剤ストリップ(26、26’)の幅が、90mm〜110mm、好ましくは約100mmである、上記請求項の内のいずれか1つに記載の方法。
【請求項4】
タンク側の面積が1000mm×250mmである、標準的なベースプレート(25)では、接着剤量が、765g〜935g、有利には780g〜920g、好ましくは約850gである、上記請求項の内のいずれか1つに記載の方法。
【請求項5】
タンク側の面積が720mm×250mmである、標準的なベースプレート(25)では、接着剤量が、550g〜670g、有利には560g〜660g、好ましくは約610gである、上記請求項の内のいずれか1つに記載の方法。
【請求項6】
接着工程前では、上記長手方向中央スペース(28)の幅が、20mm以下及び10mm以上である、上記請求項の内のいずれか1つに記載の装置。
【請求項7】
接着工程後では、長手方向中央スペース(28)の初期面積の、少なくとも50%、好ましくは少なくとも75%が、接着剤で満たされている、上記請求項の内のいずれか1つに記載の装置。
【請求項8】
ベースプレート(25)を軟質シートストリップ(35)に接着するのに使用される、上記接着剤は、二液型エポキシ樹脂系の重合性接着剤である、上記請求項の内のいずれか1つに記載の装置。
【請求項1】
船舶の耐力構造部(50)内に組み込まれた、例えば液化ガス等の液体を収容するための断熱タンクの、壁を製作する方法であって、
この壁は、タンク内に収容された製品と接触する第1シール膜(10)と、第1断熱バリア(20)と、第2シール膜(30)と、耐力構造部(50)に連結された第2断熱バリア(40)と、を備えており、
上記第2シール膜(30)及び上記第2断熱バリア(40)は、2つの隣接するパネルの間の空きスペース(45)と並んで配置されている、既製パネル(A)を、組み立てることによって、形成されており、
軟質シートストリップ(35)は、第2シール(30)の連続性を保証するために、2つの隣接するパネル(A)の間の上記空きスペース(45)の上方の上記チャネル(24)において、接着されており、
上記第1断熱バリア(20)は、各空きスペース(45)の上方にチャネル(24)を形成するために、パネル(A)上に配置された既製パネル(B)を組み立てることによって、形成されており、
おおよそ矩形の既製ベースプレート(25)は、各軟質シートストリップ(35)の上方の各チャネル(24)に、組み立てられており、
上記ベースプレート(25)の組み立ては、
上記ベースプレート(25)の底表面上に2つの平行な長手方向接着剤ストリップ(26、26’)を適用する工程を、含んでおり、上記ストリップ(26、26’)は、接着剤の無い長手方向の中央スペース(28)によって、分離されており、
上記軟質シートストリップ(35)上に上記ベースプレート(25)を加圧することによって、軟質シートストリップ(35)上に、チャネル(24)における上記接着剤処理されたベースプレート(25)を、接着し、それにより、接着後に、上記長手方向中央スペース(28)が、少なくとも部分的に接着剤で満たされ、それにより、ベースプレート(25)の底表面におおよそ連続的な接着剤層を形成し、このおおよそ連続的な接着剤層が、第2シール膜(30)の密閉性を保証するために、上記軟質シートストリップ(35)の接着を強化する、工程を、含んでいる、
ことを特徴とする、方法。
【請求項2】
適用時における、各長手方向接着剤ストリップ(26、26’)の厚さが、3mm〜4mm、有利には3.1mm〜3.6mm、好ましくは約3.4mmである、請求項1記載の方法。
【請求項3】
適用時における、各長手方向接着剤ストリップ(26、26’)の幅が、90mm〜110mm、好ましくは約100mmである、上記請求項の内のいずれか1つに記載の方法。
【請求項4】
タンク側の面積が1000mm×250mmである、標準的なベースプレート(25)では、接着剤量が、765g〜935g、有利には780g〜920g、好ましくは約850gである、上記請求項の内のいずれか1つに記載の方法。
【請求項5】
タンク側の面積が720mm×250mmである、標準的なベースプレート(25)では、接着剤量が、550g〜670g、有利には560g〜660g、好ましくは約610gである、上記請求項の内のいずれか1つに記載の方法。
【請求項6】
接着工程前では、上記長手方向中央スペース(28)の幅が、20mm以下及び10mm以上である、上記請求項の内のいずれか1つに記載の装置。
【請求項7】
接着工程後では、長手方向中央スペース(28)の初期面積の、少なくとも50%、好ましくは少なくとも75%が、接着剤で満たされている、上記請求項の内のいずれか1つに記載の装置。
【請求項8】
ベースプレート(25)を軟質シートストリップ(35)に接着するのに使用される、上記接着剤は、二液型エポキシ樹脂系の重合性接着剤である、上記請求項の内のいずれか1つに記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−516968(P2010−516968A)
【公表日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2009−546788(P2009−546788)
【出願日】平成20年1月17日(2008.1.17)
【国際出願番号】PCT/FR2008/000057
【国際公開番号】WO2008/107546
【国際公開日】平成20年9月12日(2008.9.12)
【出願人】(500001035)
【氏名又は名称原語表記】ALSTOM
【Fターム(参考)】
【公表日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年1月17日(2008.1.17)
【国際出願番号】PCT/FR2008/000057
【国際公開番号】WO2008/107546
【国際公開日】平成20年9月12日(2008.9.12)
【出願人】(500001035)
【氏名又は名称原語表記】ALSTOM
【Fターム(参考)】
[ Back to top ]