
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置

【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接技術の分野に関する。本発明は、タングステン−不活性ガス(TIG)溶接法によって、特に回転対称的な2つの金属部分を結合するための方法に関する。さらに本発明は、このような方法を実施するための装置に関する。
【背景技術】
【0002】
欧州特許出願公開第0665079号明細書には、シームジオメトリ(シーム幾何学的形状)に重点を置いた、容積の小さな溶接シームによって材料を結合するためのTIGナロウギャップ(狭開先)溶接が記載されている。この場合、溶接プロセスの監視は、直接目視によってしか行われていない。TIGナロウギャップ溶接の別の使用者は、外部(トーチの外部およびナロウギャップの外部)で片側に組み付けられたビデオカメラによって溶接プロセス監視を実施する。このことは、制限された監視可能性しか提供せず、このことは溶接深さを制限してしまう。
【0003】
欧州特許出願公開第1810772号明細書には、TIGナロウギャップ溶接のための保護ガス供給部が記載されている。この保護ガス供給部は、電極とガイドシステム全体とを保護する2つのガス流の形の減じられた保護ガス量を有している。この場合、アークのすぐ近傍における監視が目視によってしか可能でない。シーム深さが増大するにつれて、シーム品質の正確な判定は著しく制限される。上記欧州特許出願公開第1810772号明細書には、完全自動化された溶接プロセスは記載されておらず、しかもこれらの事情では恐らく実現も不可能であると思われる。この方法は大型機械構造、たとえばターボ機械のロータの回転対称的なボディを結合するために特に良好に使用可能となる。片側からしか接近することのできない厚肉な構成部分、つまり根元側では溶接することもできない厚肉な構成部分は、上記方法を用いても良好に結合され得ない。
【0004】
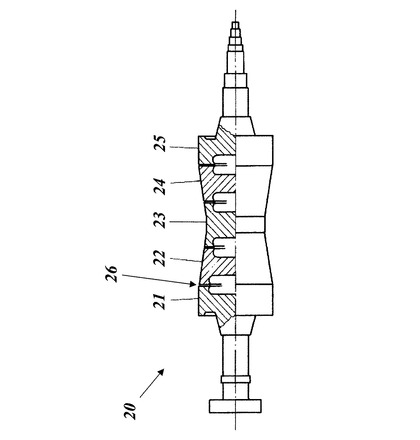
前記方法の有利な使用領域は、蒸気タービンおよびガスタービン、圧縮機ならびにターボジェネレータのためのロータの組立てのために使用されるディスクおよび中空円筒状の鍛造部品の結合である。図1には、このようなロータ20が図示されている。このロータ20は、複数のロータディスク21,22,23,24,25から構成されており、これらのロータディスクは溶接シーム26によって互いに材料接続式(stoffschluessig)に結合されている。
【0005】
しかし、ナロウギャップを形成する、結合させたいワーク部分は、その突合わせ継ぎ目のところで、電子ビーム溶接法、プラズマ溶接法、レーザビーム溶接法またはアルゴンアーク溶接法によって形成されたベースシームによって付加材料を用いて、あるいは付加材料なしで溶接することもできる。ベースシームの後には、引き続きしばしばサブマージアーク溶接を用いてシーム形成が完結される。この方法は、大型機械構造の回転対称的な物体を結合するために特に良好に使用可能である。片側からしか接近することができず、ひいては根元側では後溶接することのできない厚肉な構成部分も、ドイツ連邦共和国特許出願公開第2633829号明細書に記載の方法を用いれば良好に結合され得る。この方法の利点は、ワーク部分の結合個所に、介在物なしの微粒状の組織が生じることにある。溶接材料にも、熱流入ゾーンにも、一次組織はもはや存在していない。これにより、あとからの標準焼きなましまたは熱調質が不要となる。
【0006】
上で挙げた方法は全て溶接プロセスの自動化を具備しておらず、そして次のような欠点を有している。すなわち、上記方法は直接に溶接ノズルにおける1つまたは複数のビデオシステムによる直接的な監視(モニタリング)を有しておらず、したがってマニュアル式に監視されなければならず、全ての用途のための自動化を不可能にしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許出願公開第0665079号明細書
【特許文献2】欧州特許出願公開第1810772号明細書
【特許文献3】ドイツ連邦共和国特許出願公開第2633829号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、本発明の課題は、公知の方法の欠点を回避し、かつ複雑で嵩張ったワークおよび特に溶接プロセスのためには片側からしか接近することのできないワークも結合され、これにより全自動的な溶接に基づいて公知先行技術に比べて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供することである。
【0009】
さらに本発明の課題は、このような方法を実施するために適した装置を提供することである。
【課題を解決するための手段】
【0010】
この課題を解決するために本発明の方法では、タングステン−不活性ガス(TIG)溶接法によって2つの金属部分、特に回転対称的な2つの金属部分を結合するための方法であって、結合させたい両金属部分を、第1のステップでまずセンタリングオフセットによって、両金属部分の間にナロウギャップが形成されかつシームベース範囲に負荷軽減範囲が生じるように互いに対して位置決めし、第2のステップで目標溶融個所の形成下に、両金属部分の、ナロウギャップを画定する側縁を、ナロウギャップを満たす溶接ビードにより互いに結合する形式の方法において、ナロウギャップが、一貫して一定の幅を有しており、しかもナロウギャップの幅を、重なり合って位置する溶接ビードがそれぞれナロウギャップの全幅にわたって延びるように設定しておき、ナロウギャップ全体を全自動的に溶接ビードで満たすようにした。
【0011】
さらに、上記課題を解決するために本発明の装置の構成では、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成された小幅のソード形トーチが設けられており、該ソード形トーチが、溶接をビデオ監視するための組み込まれたビデオシステムを備えているようにした。
【発明の効果】
【0012】
本発明による方法にとって重要となるのは、ナロウギャップが、一貫して一定の幅を有しており、しかもナロウギャップの幅を、重なり合って位置する溶接ビードがそれぞれナロウギャップの全幅にわたって延びるように設定しておき、ナロウギャップ全体を全自動的に溶接ビードで満たすことである。このためには、12mmよりも小さいかもしくは12mmに等しく、特に8〜12mmの範囲にある幅を有するナロウギャップが使用されると有利である。
【0013】
本発明による方法の別の実施態様は、負荷軽減範囲が、所定の幅および所定の高さを有しており、負荷軽減範囲の幅が該負荷軽減範囲の高さのほぼ3倍であることにより特徴付けられている。
【0014】
本発明による方法のさらに別の実施態様は、ナロウギャップが、該ナロウギャップの幅の2倍であり、ただし最小でも12mmである高さを有していることにより特徴付けられている。
【0015】
さらに別の実施態様では、結合させたい金属部分が典型的なロータ鋼から成る場合に、TIG溶接法のために、ワイヤ直径がナロウギャップの幅の1/10〜1/5であり、ただし最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤが使用される。
【0016】
さらに別の実施態様は、TIG溶接法のために前記金属部分を、高められた温度、有利には200℃よりも上の温度にまで予熱し、溶接時に予熱温度に関連して140A〜300Aの範囲の電流強さを用いて1分間当たり50mm〜200mmの送りを実施して作業することにより特徴付けられている。
【0017】
本発明による方法のさらに別の実施態様では、TIG溶接法の際に保護ガスとして、アルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴン、残分ヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素混合物が使用される。
【0018】
さらに別の実施態様は、結合させたい金属部分が回転対称的に形成されており、該金属部分を溶接中に上下に配置して、垂直方向の軸線を中心にして回転させ、溶接のために、半径方向および垂直方向に移動可能に形成されている小幅のトーチであるソード形トーチを使用することにより特徴付けられている。
【0019】
上記方法を実施するための本発明による装置は、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成された小幅のソード形トーチが設けられており、該ソード形トーチが、溶接をビデオ監視するための組み込まれた、つまり該ソート形トーチに統合されたビデオシステムを備えていることにより特徴付けられている。組み込まれたビデオシステムを用いて、ナロウギャップにおいて自動的な溶接が可能となる。
【0020】
本発明による装置の有利な実施態様は、組み込まれたビデオシステムが、2つのビデオユニットを有しており、ビデオシステムによってタングステン電極、アーク、溶融浴、溶接ワイヤ供給および側縁濡らしが視覚的に監視され得るように両ビデオユニットの間にタングステン電極が配置されていていることにより特徴付けられている。この場合、自動的な溶接ワイヤ供給のためにソード形トーチにワイヤガイドシステムが組み込まれていると有利である。
【0021】
本発明による装置の別の有利な実施態様は、ソード形トーチが、保護ガス供給のためのセラミック製のフラットノズルを有していることにより特徴付けられている。セラミック製のフラットノズルが、約8l/分の最小の保護ガス消費量に合わせて最適化されていると有利である。
【0022】
保護ガスが同時にビデオシステムの冷却のためにも働くようにビデオシステムが、セラミック製のフラットノズル内に収納されていると特に好都合である。
【0023】
さらに、自動的な運転のためには、ソード形トーチに、ナロウギャップ内でのソード形トーチの位置を測定するための手段が配置されていると有利である。
【0024】
ナロウギャップ内でのソード形トーチの位置を測定するための手段が、組み込まれた容量型の測定システムおよび/またはレーザ測定システムを有していると有利である。
【0025】
本発明による装置のさらに別の有利な実施態様は、結合させたい金属部分が、垂直方向の軸線を中心にして回転可能であり、ソード形トーチが、垂直方向および半径方向に自動的に移動可能であることにより特徴付けられている。
【図面の簡単な説明】
【0026】
【図1】本発明による方法が有利に使用されるターボ機械の、複数のロータディスクから構成されたロータを部分的に断面して示す側面図である。
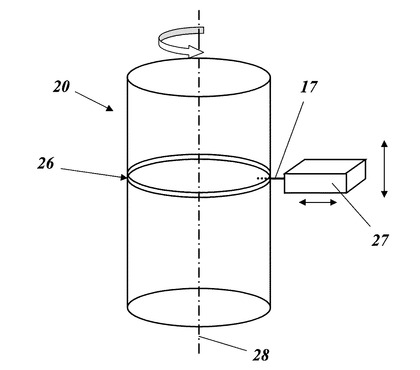
【図2】本発明の1実施例による、2つの回転対称的な金属部分を溶接するための装置を示す概略図である。
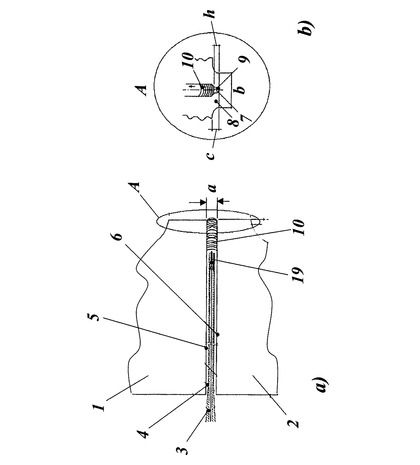
【図3】図2に示した配置構成においてナロウギャップ内に導入された本発明によるソード形トーチを概略図(a)およびナロウギャップの下端部の拡大図(b)で示す図である。
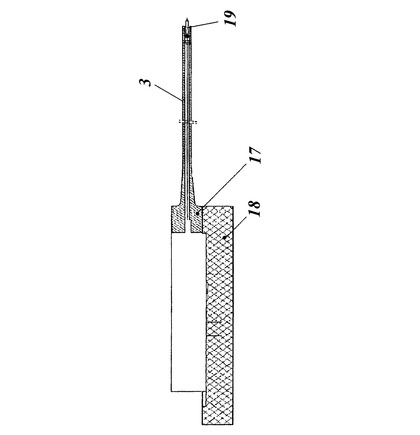
【図4】本発明の1実施例による、サポートプレートに組み付けられたソード形トーチを側方から見た図である。
【図5】図4に示したソード形トーチを上から見た図である。
【発明を実施するための形態】
【0027】
以下に、本発明を実施するための形態を図面につき詳しく説明する。
【0028】
本発明による方法では、図3に示したように、互いに結合させたい金属部分1,2が、ナロウギャップ4とセンタリングオフセット7とを有している。両金属部分1,2はまず、このセンタリングオフセット7によって互い対して位置決めされる(図3のb)。シームベース範囲には、負荷軽減範囲8が形成されており、この場合、溶接時に目標溶融個所9が生じて、ナロウギャップ4により形成されたワーク側縁5,6(図3のa)が、全自動的なタングステン−不活性ガス溶接法(TIG溶接法)によって、それぞれナロウギャップ4の全幅にわたって延びる多層状の溶接ビード10によって結合される。この方法の利点は、とりわけ次の点に認められる。すなわち、ナロウギャップ4が全自動的に溶接され得るようになり、ひいては当該方法の高い経済性が得られる。
【0029】
特に、極めて高い品質の溶接シームが形成されるので、結合されたワークもしくは金属部分1,2をあとから熱処理することは必要とならない。こうして、溶接プロセスのために片側からしか接近することのできないような個別部分を互いに結合させることができるので特に有利である。この場合、その高さcの約3倍に相当する幅bを有する負荷軽減範囲8が使用されると特に有利である(図3のb)。これにより、溶接時に生じるアンダカット(Einbrandkerben)が溶融ビードの両側に形成されるようになり、ひいては支持横断面外にしか形成されなくなることが保証される。さらに、その高さがその幅aの2倍に相当し、ただし最小でも12mmとなるようなナロウギャップ4(8〜12mm幅)が使用されると有利である。溶接シーム幅が増大するにつれて熱導入量がますます増大するので、前記寸法においてしか、最後の溶接ビード10をも唯一つの層の形で溶接することが可能とならない。これにより、当該方法の全自動化が可能となる。
【0030】
さらに、TIG溶接法の場合、その直径がナロウギャップ4の幅aの5倍〜10倍に相当し、ただし典型的なロータ鋼の場合に最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤが使用されると有利である。これにより、確実なワイヤ案内および良好な溶接結果が達成される。さらに、TIG溶接法の場合、典型的なロータ鋼の場合に有利には200℃よりも上となる予熱温度に関連して、140〜300Aの範囲内の電流強さを用いて1分間当たり50〜200mmの送りで作業されると有利である。さらに、保護ガスとしてアルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴンおよび残分のヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素が使用されると有利である。これによって、質的に卓越した溶接シームを形成することができる。
【0031】
シームを示す図3には、結合させたいワークもしくは金属部分1,2の、溶接シームの範囲における横断面が概略的に描かれている。溶接作業を実施しようとしても直接に接近することのできない側(たとえば溶接された管において生じるような中空体の内側)では、結合させたい金属部分1,2がセンタリングオフセット7において互いに突き合わされ、かつ互いに対して位置決めされる。既に説明したように、シームベース範囲には負荷軽減範囲8が形成されており、この場合、溶接時に目標溶融個所9が生じるので、溶接時にはセンタリングオフセット7の溶融が強制的に達成される。その場合、アンダカットは溶融ビードの両側にしか発生せず、支持横断面はアンダカットを有しない。このことは、材料の負荷特性に対して極めて好都合に作用する。
【0032】
センタリングオフセット7は本実施例では5mmの高さhを有しており、負荷軽減範囲8は合計40mmの幅bと、少なくとも12mmの高さcとを有している。このようなジオメトリ的(幾何学的)な寸法に基づき、狭い許容範囲を有する溶接データ領域によって、センタリングオフセット7の溶融が達成される。本実施例では9.4mmの幅aと、約12〜400mmの高さcとを有するナロウギャップ4内での平行なワーク側縁5,6の結合は、全自動的なTIG溶接により行われる。溶接ビード10はこの場合、一方のワーク側縁5から反対の側の他方のワーク側縁6にまで達しており、したがってそれぞれ両ワーク側縁を溶融させる。アークを一度位置決めしておけば、もはや変更が必要とならないので、溶接過程は自動的に進行することができる。このTIG溶接の場合、既にさらに上で述べたように、0.8〜1.2mmの直径を有する溶接ワイヤが使用される。予熱温度に関連して、140〜300Aの範囲における電流強さを用いて、50〜200mm/分の送りで作業される。不活性ガスとしてはアルゴンが使用される。当然ながら、別の実施例において、アルゴンと最大3%の水素とから成る混合物またはアルゴンと30〜70%のヘリウムとから成る混合物を使用することもできる。この場合、アルゴンとヘリウムとが同じ含量で使用されると最適な結果が得られる。
【0033】
本発明による方法は、回転対称的な物体に対しても、その他の厚肉な金属部分に対しても、特に片側からしか接近することができず、かつ根元側で後溶接することができないような金属部分、たとえば低合金もしくは高合金の金属材料から成るプレート、パイプ、ディスクおよび中空円筒体に対しても使用され得る。TIG溶接はサブマージアーク溶接(Submerged Arc Welding SAW)と組み合わせることができる。この場合、まずTIG溶接が行われ、次いで残りのシームがブマージアーク溶接(SAW)によって満たされる。SAW範囲では、シームが拡幅され得る。当該方法は完全なTIG溶接を含んでいる。
【0034】
有利な使用領域は、たとえば同じ強度または同じ厚さのディスク形または中空円筒形の鍛造部品から成る、複数の中空室または端面側の旋削加工部を備えた個々の回転体から構成されている、エネルギを変換する機械のロータの製作である。これらの鍛造部品はまず「根元範囲」、つまりセンタリングオフセット7の範囲において、鉛直方向で、上で説明したTIG溶接法を用いて結合される。このときにロータが撓まないようにするためには、第1のシームの規定された深さが存在しなければならない。この高さは有利にはその幅aの2倍の範囲にあり、かつ最小でも12mmである。
【0035】
前記方法は、自動的な位置決め、全ての溶接パラメータの監視および組み込まれた、二重にされた溶接ビデオ監視を備えたナロウギャップトーチを用いて実施される。図4には、サポートプレート18に組み付けられた相応する小幅のソード形トーチ(Brennerschwert)17を側方から見た図が図示されている。このソード形トーチ17は扁平で薄いソード先端部3を備えており、このソード先端部3を用いてソード形トーチ17はナロウギャップ4内に導入され得る(図3のa参照)。
【0036】
図5には、ソード形トーチ17のトーチヘッドもしくはソード先端部3が平面図で図示されている。このトーチヘッドには、間隔を置いて2つのビデオシステム13が組み込まれている。両ビデオシステム13の間には、タングステン電極19が位置決めされている。溶接ワイヤ供給部はワイヤガイドシステム11によってトーチヘッド内に組み込まれていて、自動化されている。このことはアーク、タングステン電極19、溶融浴、溶接ワイヤ供給部および側縁濡らしの監視を可能にする。トーチヘッドは特別な保護ガス分配を有する保護ガス供給のためのセラミック製のフラットノズル12を有している。上で説明した、ビデオシステム13を備えた、組み込まれた二重化されたビデオ監視部も、このセラミック製のフラットノズル12内に収納されている。フラットノズル12は最小限の保護ガス消費量を得るために最適化されている。上で述べたような1つのフラットノズル12を用いれば、ロータの溶接の場合の標準トーチの50〜60l/分の典型的な保護ガス消費量に比べて、約8l/分の保護ガス消費量で十分となる。
【0037】
前記トーチは溶接ワイヤガイド部(11)ならびにトーチ冷却のための水および保護ガスと完全に統合されている。保護ガス供給部16によって保護ガスは溶接部に供給される。それと同時に、保護ガスはビデオシステム13の冷却のためにも使用される。
【0038】
前記トーチは自動化された溶接プロセスにおける使用のために設計されている。このためには、図2に示したように、ロータ20の溶接したい金属部分が、垂直方向の軸線28を中心にして回転可能に支承され、ソード形トーチ17を備えたトーチシステム27が、これらの金属部分の間のナロウギャップ内に導入される。トーチ位置決めは、垂直な方向(図2に示した垂直な二重矢印)と、半径方向(図2に示した半径方向の二重矢印)とにおいて、組み込まれた容量形の測定システム14(垂直方向の測定用)と、組み込まれたレーザ測定システム15(半径方向の測定用)との組合せによって自動的に行われる。
【0039】
組み込まれたビデオシステム13およびトーチの全自動化により、大型の蒸気タービンロータおよびガスタービンロータが、2人の溶接工によってのみ、所要の品質で溶接され得ることが可能となる。この場合、2〜4つのトーチを同時に使用することができる。組み込まれたビデオシステム13は大きな溶接シーム深さにおいても極めて良好な品質を有するTIGナロウギャップ溶接を可能にする。ロータ20は溶接時に垂直方向で位置決めされかつ回転させられる。トーチは位置固定であるが、しかし垂直方向および半径方向で位置決め可能でかつ追従案内可能である(図2)。トーチの着火は特殊な高周波数−着火システムを介して行われる。この高周波数−着火システムは、シーム品質またはプロセス自動化に対して不都合な影響が生じないように形成されている。溶接時のアーク長さは、トーチシステム27に設けられたAVCシステム(電流・電圧コントロールシステム)によって自動的に一定に保持される。
【符号の説明】
【0040】
1,2 金属部分
3 ソード先端部
4 ナロウギャップ
5,6 ワーク側縁
7 センタリングオフセット
8 負荷軽減範囲
9 目標溶融個所
10 溶接ビード
11 ワイヤガイドシステム
12 フラットノズル
13 ビデオシステム
14 容量型の測定システム
15 レーザ測定システム
16 保護ガス供給部
17 ソード形トーチ
18 サポートプレート
19 タングステン電極
20 ロータ
21,22,23,24,25 ロータディスク
26 溶接シーム
27 トーチシステム
28 軸線
【技術分野】
【0001】
本発明は、溶接技術の分野に関する。本発明は、タングステン−不活性ガス(TIG)溶接法によって、特に回転対称的な2つの金属部分を結合するための方法に関する。さらに本発明は、このような方法を実施するための装置に関する。
【背景技術】
【0002】
欧州特許出願公開第0665079号明細書には、シームジオメトリ(シーム幾何学的形状)に重点を置いた、容積の小さな溶接シームによって材料を結合するためのTIGナロウギャップ(狭開先)溶接が記載されている。この場合、溶接プロセスの監視は、直接目視によってしか行われていない。TIGナロウギャップ溶接の別の使用者は、外部(トーチの外部およびナロウギャップの外部)で片側に組み付けられたビデオカメラによって溶接プロセス監視を実施する。このことは、制限された監視可能性しか提供せず、このことは溶接深さを制限してしまう。
【0003】
欧州特許出願公開第1810772号明細書には、TIGナロウギャップ溶接のための保護ガス供給部が記載されている。この保護ガス供給部は、電極とガイドシステム全体とを保護する2つのガス流の形の減じられた保護ガス量を有している。この場合、アークのすぐ近傍における監視が目視によってしか可能でない。シーム深さが増大するにつれて、シーム品質の正確な判定は著しく制限される。上記欧州特許出願公開第1810772号明細書には、完全自動化された溶接プロセスは記載されておらず、しかもこれらの事情では恐らく実現も不可能であると思われる。この方法は大型機械構造、たとえばターボ機械のロータの回転対称的なボディを結合するために特に良好に使用可能となる。片側からしか接近することのできない厚肉な構成部分、つまり根元側では溶接することもできない厚肉な構成部分は、上記方法を用いても良好に結合され得ない。
【0004】
前記方法の有利な使用領域は、蒸気タービンおよびガスタービン、圧縮機ならびにターボジェネレータのためのロータの組立てのために使用されるディスクおよび中空円筒状の鍛造部品の結合である。図1には、このようなロータ20が図示されている。このロータ20は、複数のロータディスク21,22,23,24,25から構成されており、これらのロータディスクは溶接シーム26によって互いに材料接続式(stoffschluessig)に結合されている。
【0005】
しかし、ナロウギャップを形成する、結合させたいワーク部分は、その突合わせ継ぎ目のところで、電子ビーム溶接法、プラズマ溶接法、レーザビーム溶接法またはアルゴンアーク溶接法によって形成されたベースシームによって付加材料を用いて、あるいは付加材料なしで溶接することもできる。ベースシームの後には、引き続きしばしばサブマージアーク溶接を用いてシーム形成が完結される。この方法は、大型機械構造の回転対称的な物体を結合するために特に良好に使用可能である。片側からしか接近することができず、ひいては根元側では後溶接することのできない厚肉な構成部分も、ドイツ連邦共和国特許出願公開第2633829号明細書に記載の方法を用いれば良好に結合され得る。この方法の利点は、ワーク部分の結合個所に、介在物なしの微粒状の組織が生じることにある。溶接材料にも、熱流入ゾーンにも、一次組織はもはや存在していない。これにより、あとからの標準焼きなましまたは熱調質が不要となる。
【0006】
上で挙げた方法は全て溶接プロセスの自動化を具備しておらず、そして次のような欠点を有している。すなわち、上記方法は直接に溶接ノズルにおける1つまたは複数のビデオシステムによる直接的な監視(モニタリング)を有しておらず、したがってマニュアル式に監視されなければならず、全ての用途のための自動化を不可能にしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許出願公開第0665079号明細書
【特許文献2】欧州特許出願公開第1810772号明細書
【特許文献3】ドイツ連邦共和国特許出願公開第2633829号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、本発明の課題は、公知の方法の欠点を回避し、かつ複雑で嵩張ったワークおよび特に溶接プロセスのためには片側からしか接近することのできないワークも結合され、これにより全自動的な溶接に基づいて公知先行技術に比べて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供することである。
【0009】
さらに本発明の課題は、このような方法を実施するために適した装置を提供することである。
【課題を解決するための手段】
【0010】
この課題を解決するために本発明の方法では、タングステン−不活性ガス(TIG)溶接法によって2つの金属部分、特に回転対称的な2つの金属部分を結合するための方法であって、結合させたい両金属部分を、第1のステップでまずセンタリングオフセットによって、両金属部分の間にナロウギャップが形成されかつシームベース範囲に負荷軽減範囲が生じるように互いに対して位置決めし、第2のステップで目標溶融個所の形成下に、両金属部分の、ナロウギャップを画定する側縁を、ナロウギャップを満たす溶接ビードにより互いに結合する形式の方法において、ナロウギャップが、一貫して一定の幅を有しており、しかもナロウギャップの幅を、重なり合って位置する溶接ビードがそれぞれナロウギャップの全幅にわたって延びるように設定しておき、ナロウギャップ全体を全自動的に溶接ビードで満たすようにした。
【0011】
さらに、上記課題を解決するために本発明の装置の構成では、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成された小幅のソード形トーチが設けられており、該ソード形トーチが、溶接をビデオ監視するための組み込まれたビデオシステムを備えているようにした。
【発明の効果】
【0012】
本発明による方法にとって重要となるのは、ナロウギャップが、一貫して一定の幅を有しており、しかもナロウギャップの幅を、重なり合って位置する溶接ビードがそれぞれナロウギャップの全幅にわたって延びるように設定しておき、ナロウギャップ全体を全自動的に溶接ビードで満たすことである。このためには、12mmよりも小さいかもしくは12mmに等しく、特に8〜12mmの範囲にある幅を有するナロウギャップが使用されると有利である。
【0013】
本発明による方法の別の実施態様は、負荷軽減範囲が、所定の幅および所定の高さを有しており、負荷軽減範囲の幅が該負荷軽減範囲の高さのほぼ3倍であることにより特徴付けられている。
【0014】
本発明による方法のさらに別の実施態様は、ナロウギャップが、該ナロウギャップの幅の2倍であり、ただし最小でも12mmである高さを有していることにより特徴付けられている。
【0015】
さらに別の実施態様では、結合させたい金属部分が典型的なロータ鋼から成る場合に、TIG溶接法のために、ワイヤ直径がナロウギャップの幅の1/10〜1/5であり、ただし最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤが使用される。
【0016】
さらに別の実施態様は、TIG溶接法のために前記金属部分を、高められた温度、有利には200℃よりも上の温度にまで予熱し、溶接時に予熱温度に関連して140A〜300Aの範囲の電流強さを用いて1分間当たり50mm〜200mmの送りを実施して作業することにより特徴付けられている。
【0017】
本発明による方法のさらに別の実施態様では、TIG溶接法の際に保護ガスとして、アルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴン、残分ヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素混合物が使用される。
【0018】
さらに別の実施態様は、結合させたい金属部分が回転対称的に形成されており、該金属部分を溶接中に上下に配置して、垂直方向の軸線を中心にして回転させ、溶接のために、半径方向および垂直方向に移動可能に形成されている小幅のトーチであるソード形トーチを使用することにより特徴付けられている。
【0019】
上記方法を実施するための本発明による装置は、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成された小幅のソード形トーチが設けられており、該ソード形トーチが、溶接をビデオ監視するための組み込まれた、つまり該ソート形トーチに統合されたビデオシステムを備えていることにより特徴付けられている。組み込まれたビデオシステムを用いて、ナロウギャップにおいて自動的な溶接が可能となる。
【0020】
本発明による装置の有利な実施態様は、組み込まれたビデオシステムが、2つのビデオユニットを有しており、ビデオシステムによってタングステン電極、アーク、溶融浴、溶接ワイヤ供給および側縁濡らしが視覚的に監視され得るように両ビデオユニットの間にタングステン電極が配置されていていることにより特徴付けられている。この場合、自動的な溶接ワイヤ供給のためにソード形トーチにワイヤガイドシステムが組み込まれていると有利である。
【0021】
本発明による装置の別の有利な実施態様は、ソード形トーチが、保護ガス供給のためのセラミック製のフラットノズルを有していることにより特徴付けられている。セラミック製のフラットノズルが、約8l/分の最小の保護ガス消費量に合わせて最適化されていると有利である。
【0022】
保護ガスが同時にビデオシステムの冷却のためにも働くようにビデオシステムが、セラミック製のフラットノズル内に収納されていると特に好都合である。
【0023】
さらに、自動的な運転のためには、ソード形トーチに、ナロウギャップ内でのソード形トーチの位置を測定するための手段が配置されていると有利である。
【0024】
ナロウギャップ内でのソード形トーチの位置を測定するための手段が、組み込まれた容量型の測定システムおよび/またはレーザ測定システムを有していると有利である。
【0025】
本発明による装置のさらに別の有利な実施態様は、結合させたい金属部分が、垂直方向の軸線を中心にして回転可能であり、ソード形トーチが、垂直方向および半径方向に自動的に移動可能であることにより特徴付けられている。
【図面の簡単な説明】
【0026】
【図1】本発明による方法が有利に使用されるターボ機械の、複数のロータディスクから構成されたロータを部分的に断面して示す側面図である。
【図2】本発明の1実施例による、2つの回転対称的な金属部分を溶接するための装置を示す概略図である。
【図3】図2に示した配置構成においてナロウギャップ内に導入された本発明によるソード形トーチを概略図(a)およびナロウギャップの下端部の拡大図(b)で示す図である。
【図4】本発明の1実施例による、サポートプレートに組み付けられたソード形トーチを側方から見た図である。
【図5】図4に示したソード形トーチを上から見た図である。
【発明を実施するための形態】
【0027】
以下に、本発明を実施するための形態を図面につき詳しく説明する。
【0028】
本発明による方法では、図3に示したように、互いに結合させたい金属部分1,2が、ナロウギャップ4とセンタリングオフセット7とを有している。両金属部分1,2はまず、このセンタリングオフセット7によって互い対して位置決めされる(図3のb)。シームベース範囲には、負荷軽減範囲8が形成されており、この場合、溶接時に目標溶融個所9が生じて、ナロウギャップ4により形成されたワーク側縁5,6(図3のa)が、全自動的なタングステン−不活性ガス溶接法(TIG溶接法)によって、それぞれナロウギャップ4の全幅にわたって延びる多層状の溶接ビード10によって結合される。この方法の利点は、とりわけ次の点に認められる。すなわち、ナロウギャップ4が全自動的に溶接され得るようになり、ひいては当該方法の高い経済性が得られる。
【0029】
特に、極めて高い品質の溶接シームが形成されるので、結合されたワークもしくは金属部分1,2をあとから熱処理することは必要とならない。こうして、溶接プロセスのために片側からしか接近することのできないような個別部分を互いに結合させることができるので特に有利である。この場合、その高さcの約3倍に相当する幅bを有する負荷軽減範囲8が使用されると特に有利である(図3のb)。これにより、溶接時に生じるアンダカット(Einbrandkerben)が溶融ビードの両側に形成されるようになり、ひいては支持横断面外にしか形成されなくなることが保証される。さらに、その高さがその幅aの2倍に相当し、ただし最小でも12mmとなるようなナロウギャップ4(8〜12mm幅)が使用されると有利である。溶接シーム幅が増大するにつれて熱導入量がますます増大するので、前記寸法においてしか、最後の溶接ビード10をも唯一つの層の形で溶接することが可能とならない。これにより、当該方法の全自動化が可能となる。
【0030】
さらに、TIG溶接法の場合、その直径がナロウギャップ4の幅aの5倍〜10倍に相当し、ただし典型的なロータ鋼の場合に最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤが使用されると有利である。これにより、確実なワイヤ案内および良好な溶接結果が達成される。さらに、TIG溶接法の場合、典型的なロータ鋼の場合に有利には200℃よりも上となる予熱温度に関連して、140〜300Aの範囲内の電流強さを用いて1分間当たり50〜200mmの送りで作業されると有利である。さらに、保護ガスとしてアルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴンおよび残分のヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素が使用されると有利である。これによって、質的に卓越した溶接シームを形成することができる。
【0031】
シームを示す図3には、結合させたいワークもしくは金属部分1,2の、溶接シームの範囲における横断面が概略的に描かれている。溶接作業を実施しようとしても直接に接近することのできない側(たとえば溶接された管において生じるような中空体の内側)では、結合させたい金属部分1,2がセンタリングオフセット7において互いに突き合わされ、かつ互いに対して位置決めされる。既に説明したように、シームベース範囲には負荷軽減範囲8が形成されており、この場合、溶接時に目標溶融個所9が生じるので、溶接時にはセンタリングオフセット7の溶融が強制的に達成される。その場合、アンダカットは溶融ビードの両側にしか発生せず、支持横断面はアンダカットを有しない。このことは、材料の負荷特性に対して極めて好都合に作用する。
【0032】
センタリングオフセット7は本実施例では5mmの高さhを有しており、負荷軽減範囲8は合計40mmの幅bと、少なくとも12mmの高さcとを有している。このようなジオメトリ的(幾何学的)な寸法に基づき、狭い許容範囲を有する溶接データ領域によって、センタリングオフセット7の溶融が達成される。本実施例では9.4mmの幅aと、約12〜400mmの高さcとを有するナロウギャップ4内での平行なワーク側縁5,6の結合は、全自動的なTIG溶接により行われる。溶接ビード10はこの場合、一方のワーク側縁5から反対の側の他方のワーク側縁6にまで達しており、したがってそれぞれ両ワーク側縁を溶融させる。アークを一度位置決めしておけば、もはや変更が必要とならないので、溶接過程は自動的に進行することができる。このTIG溶接の場合、既にさらに上で述べたように、0.8〜1.2mmの直径を有する溶接ワイヤが使用される。予熱温度に関連して、140〜300Aの範囲における電流強さを用いて、50〜200mm/分の送りで作業される。不活性ガスとしてはアルゴンが使用される。当然ながら、別の実施例において、アルゴンと最大3%の水素とから成る混合物またはアルゴンと30〜70%のヘリウムとから成る混合物を使用することもできる。この場合、アルゴンとヘリウムとが同じ含量で使用されると最適な結果が得られる。
【0033】
本発明による方法は、回転対称的な物体に対しても、その他の厚肉な金属部分に対しても、特に片側からしか接近することができず、かつ根元側で後溶接することができないような金属部分、たとえば低合金もしくは高合金の金属材料から成るプレート、パイプ、ディスクおよび中空円筒体に対しても使用され得る。TIG溶接はサブマージアーク溶接(Submerged Arc Welding SAW)と組み合わせることができる。この場合、まずTIG溶接が行われ、次いで残りのシームがブマージアーク溶接(SAW)によって満たされる。SAW範囲では、シームが拡幅され得る。当該方法は完全なTIG溶接を含んでいる。
【0034】
有利な使用領域は、たとえば同じ強度または同じ厚さのディスク形または中空円筒形の鍛造部品から成る、複数の中空室または端面側の旋削加工部を備えた個々の回転体から構成されている、エネルギを変換する機械のロータの製作である。これらの鍛造部品はまず「根元範囲」、つまりセンタリングオフセット7の範囲において、鉛直方向で、上で説明したTIG溶接法を用いて結合される。このときにロータが撓まないようにするためには、第1のシームの規定された深さが存在しなければならない。この高さは有利にはその幅aの2倍の範囲にあり、かつ最小でも12mmである。
【0035】
前記方法は、自動的な位置決め、全ての溶接パラメータの監視および組み込まれた、二重にされた溶接ビデオ監視を備えたナロウギャップトーチを用いて実施される。図4には、サポートプレート18に組み付けられた相応する小幅のソード形トーチ(Brennerschwert)17を側方から見た図が図示されている。このソード形トーチ17は扁平で薄いソード先端部3を備えており、このソード先端部3を用いてソード形トーチ17はナロウギャップ4内に導入され得る(図3のa参照)。
【0036】
図5には、ソード形トーチ17のトーチヘッドもしくはソード先端部3が平面図で図示されている。このトーチヘッドには、間隔を置いて2つのビデオシステム13が組み込まれている。両ビデオシステム13の間には、タングステン電極19が位置決めされている。溶接ワイヤ供給部はワイヤガイドシステム11によってトーチヘッド内に組み込まれていて、自動化されている。このことはアーク、タングステン電極19、溶融浴、溶接ワイヤ供給部および側縁濡らしの監視を可能にする。トーチヘッドは特別な保護ガス分配を有する保護ガス供給のためのセラミック製のフラットノズル12を有している。上で説明した、ビデオシステム13を備えた、組み込まれた二重化されたビデオ監視部も、このセラミック製のフラットノズル12内に収納されている。フラットノズル12は最小限の保護ガス消費量を得るために最適化されている。上で述べたような1つのフラットノズル12を用いれば、ロータの溶接の場合の標準トーチの50〜60l/分の典型的な保護ガス消費量に比べて、約8l/分の保護ガス消費量で十分となる。
【0037】
前記トーチは溶接ワイヤガイド部(11)ならびにトーチ冷却のための水および保護ガスと完全に統合されている。保護ガス供給部16によって保護ガスは溶接部に供給される。それと同時に、保護ガスはビデオシステム13の冷却のためにも使用される。
【0038】
前記トーチは自動化された溶接プロセスにおける使用のために設計されている。このためには、図2に示したように、ロータ20の溶接したい金属部分が、垂直方向の軸線28を中心にして回転可能に支承され、ソード形トーチ17を備えたトーチシステム27が、これらの金属部分の間のナロウギャップ内に導入される。トーチ位置決めは、垂直な方向(図2に示した垂直な二重矢印)と、半径方向(図2に示した半径方向の二重矢印)とにおいて、組み込まれた容量形の測定システム14(垂直方向の測定用)と、組み込まれたレーザ測定システム15(半径方向の測定用)との組合せによって自動的に行われる。
【0039】
組み込まれたビデオシステム13およびトーチの全自動化により、大型の蒸気タービンロータおよびガスタービンロータが、2人の溶接工によってのみ、所要の品質で溶接され得ることが可能となる。この場合、2〜4つのトーチを同時に使用することができる。組み込まれたビデオシステム13は大きな溶接シーム深さにおいても極めて良好な品質を有するTIGナロウギャップ溶接を可能にする。ロータ20は溶接時に垂直方向で位置決めされかつ回転させられる。トーチは位置固定であるが、しかし垂直方向および半径方向で位置決め可能でかつ追従案内可能である(図2)。トーチの着火は特殊な高周波数−着火システムを介して行われる。この高周波数−着火システムは、シーム品質またはプロセス自動化に対して不都合な影響が生じないように形成されている。溶接時のアーク長さは、トーチシステム27に設けられたAVCシステム(電流・電圧コントロールシステム)によって自動的に一定に保持される。
【符号の説明】
【0040】
1,2 金属部分
3 ソード先端部
4 ナロウギャップ
5,6 ワーク側縁
7 センタリングオフセット
8 負荷軽減範囲
9 目標溶融個所
10 溶接ビード
11 ワイヤガイドシステム
12 フラットノズル
13 ビデオシステム
14 容量型の測定システム
15 レーザ測定システム
16 保護ガス供給部
17 ソード形トーチ
18 サポートプレート
19 タングステン電極
20 ロータ
21,22,23,24,25 ロータディスク
26 溶接シーム
27 トーチシステム
28 軸線
【特許請求の範囲】
【請求項1】
タングステン−不活性ガス(TIG)溶接法によって2つの金属部分(1,2)、特に回転対称的な2つの金属部分(1,2)を結合するための方法であって、結合させたい両金属部分(1,2)を、第1のステップでまずセンタリングオフセット(7)によって、両金属部分(1,2)の間にナロウギャップ(4)が形成されかつシームベース範囲に負荷軽減範囲(8)が生じるように互いに対して位置決めし、第2のステップで目標溶融個所(9)の形成下に、両金属部分(1,2)の、ナロウギャップ(4)を画定する側縁(5,6)を、ナロウギャップ(4)を満たす溶接ビード(10)により互いに結合する形式の方法において、ナロウギャップ(4)が、一貫して一定の幅(a)を有しており、しかもナロウギャップ(4)の幅(a)を、重なり合って位置する溶接ビード(10)がそれぞれナロウギャップ(4)の全幅(a)にわたって延びるように設定しておき、ナロウギャップ(4)全体を全自動的に溶接ビード(10)で満たすことを特徴とする、タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法。
【請求項2】
12mmよりも小さいかもしくは12mmに等しく、特に8〜12mmの範囲にある幅(a)を有するナロウギャップ(4)を使用する、請求項1記載の方法。
【請求項3】
負荷軽減範囲(8)が、所定の幅(b)および所定の高さ(h)を有しており、負荷軽減範囲(8)の幅(b)が、該負荷軽減範囲(8)の高さ(h)のほぼ3倍である、請求項1または2記載の方法。
【請求項4】
ナロウギャップ(4)が、該ナロウギャップ(4)の幅(a)の2倍であり、ただし最小でも12mmである高さを有している、請求項1から3までのいずれか1項記載の方法。
【請求項5】
結合させたい金属部分(1,2)が典型的なロータ鋼から成る場合に、TIG溶接法のために、ワイヤ直径がナロウギャップ(4)の幅(a)の1/10〜1/5であり、ただし最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤを使用する、請求項1から4までのいずれか1項記載の方法。
【請求項6】
TIG溶接法のために前記金属部分(1,2)を、高められた温度、有利には200℃よりも上の温度にまで予熱し、溶接時に予熱温度に関連して140A〜300Aの範囲の電流強さを用いて1分間当たり50mm〜200mmの送りを実施して作業する、請求項1から5までのいずれか1項記載の方法。
【請求項7】
TIG溶接法の際に保護ガスとして、アルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴン、残分ヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素混合物を使用する、請求項1から6までのいずれか1項記載の方法。
【請求項8】
結合させたい金属部分(1,2)が回転対称的に形成されており、該金属部分(1,2)を溶接中に上下に配置して、垂直方向の軸線(28)を中心にして回転させ、溶接のために、半径方向および垂直方向に移動可能に形成されているソード形トーチ(17)を使用する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
請求項1から8までのいずれか1項記載の方法を実施するための装置において、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成されたソード形トーチ(17)が設けられており、該ソード形トーチ(17)が、溶接をビデオ監視するための組み込まれたビデオシステム(13)を備えていることを特徴とする、タングステン−不活性ガス溶接法によって2つの金属部分を結合するための装置。
【請求項10】
組み込まれたビデオシステム(13)が、2つのビデオユニットを有しており、ビデオシステム(13)によってタングステン電極、アーク、溶融浴、溶接ワイヤ供給および側縁濡らしが視覚的に監視され得るように両ビデオユニットの間にタングステン電極(19)が配置されていている、請求項9記載の装置。
【請求項11】
自動的な溶接ワイヤ供給のためにソード形トーチ(17)にワイヤガイドシステム(11)が組み込まれている、請求項9または10記載の装置。
【請求項12】
ソード形トーチが、保護ガス供給のためのセラミック製のフラットノズル(12)を有している、請求項9から11までのいずれか1項記載の装置。
【請求項13】
セラミック製のフラットノズル(12)が、約8l/分の最小の保護ガス消費量に合わせて最適化されている、請求項12記載の装置。
【請求項14】
保護ガスが同時にビデオシステム(13)の冷却のためにも働くようにビデオシステム(13)が、セラミック製のフラットノズル(12)内に収納されている、請求項12または13記載の装置。
【請求項15】
ソード形トーチ(17)に、ナロウギャップ(4)内でのソード形トーチ(17)の位置を測定するための手段(14,15)が配置されている、請求項9から14までのいずれか1項記載の装置。
【請求項16】
ナロウギャップ(4)内でのソード形トーチ(17)の位置を測定するための手段が、組み込まれた容量型の測定システム(14)および/またはレーザ測定システム(15)を有している、請求項15記載の装置。
【請求項17】
結合させたい金属部分(1,2)が、垂直方向の軸線(28)を中心にして回転可能であり、ソード形トーチ(17)が、垂直方向および半径方向に自動的に移動可能である、請求項9から16でのいずれか1項記載の装置。
【請求項1】
タングステン−不活性ガス(TIG)溶接法によって2つの金属部分(1,2)、特に回転対称的な2つの金属部分(1,2)を結合するための方法であって、結合させたい両金属部分(1,2)を、第1のステップでまずセンタリングオフセット(7)によって、両金属部分(1,2)の間にナロウギャップ(4)が形成されかつシームベース範囲に負荷軽減範囲(8)が生じるように互いに対して位置決めし、第2のステップで目標溶融個所(9)の形成下に、両金属部分(1,2)の、ナロウギャップ(4)を画定する側縁(5,6)を、ナロウギャップ(4)を満たす溶接ビード(10)により互いに結合する形式の方法において、ナロウギャップ(4)が、一貫して一定の幅(a)を有しており、しかもナロウギャップ(4)の幅(a)を、重なり合って位置する溶接ビード(10)がそれぞれナロウギャップ(4)の全幅(a)にわたって延びるように設定しておき、ナロウギャップ(4)全体を全自動的に溶接ビード(10)で満たすことを特徴とする、タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法。
【請求項2】
12mmよりも小さいかもしくは12mmに等しく、特に8〜12mmの範囲にある幅(a)を有するナロウギャップ(4)を使用する、請求項1記載の方法。
【請求項3】
負荷軽減範囲(8)が、所定の幅(b)および所定の高さ(h)を有しており、負荷軽減範囲(8)の幅(b)が、該負荷軽減範囲(8)の高さ(h)のほぼ3倍である、請求項1または2記載の方法。
【請求項4】
ナロウギャップ(4)が、該ナロウギャップ(4)の幅(a)の2倍であり、ただし最小でも12mmである高さを有している、請求項1から3までのいずれか1項記載の方法。
【請求項5】
結合させたい金属部分(1,2)が典型的なロータ鋼から成る場合に、TIG溶接法のために、ワイヤ直径がナロウギャップ(4)の幅(a)の1/10〜1/5であり、ただし最小でも0.8mmでかつ最大でも1.2mmである溶接ワイヤを使用する、請求項1から4までのいずれか1項記載の方法。
【請求項6】
TIG溶接法のために前記金属部分(1,2)を、高められた温度、有利には200℃よりも上の温度にまで予熱し、溶接時に予熱温度に関連して140A〜300Aの範囲の電流強さを用いて1分間当たり50mm〜200mmの送りを実施して作業する、請求項1から5までのいずれか1項記載の方法。
【請求項7】
TIG溶接法の際に保護ガスとして、アルゴンまたは最大3%の水素を有するアルゴンまたは30〜70%、有利には50%のアルゴン、残分ヘリウムを有するアルゴン−ヘリウム混合物またはアルゴン−窒素−水素混合物を使用する、請求項1から6までのいずれか1項記載の方法。
【請求項8】
結合させたい金属部分(1,2)が回転対称的に形成されており、該金属部分(1,2)を溶接中に上下に配置して、垂直方向の軸線(28)を中心にして回転させ、溶接のために、半径方向および垂直方向に移動可能に形成されているソード形トーチ(17)を使用する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
請求項1から8までのいずれか1項記載の方法を実施するための装置において、自動的に位置決め可能でかつ自動的に作業する、TIG溶接法のためのナロウギャップトーチとして形成されたソード形トーチ(17)が設けられており、該ソード形トーチ(17)が、溶接をビデオ監視するための組み込まれたビデオシステム(13)を備えていることを特徴とする、タングステン−不活性ガス溶接法によって2つの金属部分を結合するための装置。
【請求項10】
組み込まれたビデオシステム(13)が、2つのビデオユニットを有しており、ビデオシステム(13)によってタングステン電極、アーク、溶融浴、溶接ワイヤ供給および側縁濡らしが視覚的に監視され得るように両ビデオユニットの間にタングステン電極(19)が配置されていている、請求項9記載の装置。
【請求項11】
自動的な溶接ワイヤ供給のためにソード形トーチ(17)にワイヤガイドシステム(11)が組み込まれている、請求項9または10記載の装置。
【請求項12】
ソード形トーチが、保護ガス供給のためのセラミック製のフラットノズル(12)を有している、請求項9から11までのいずれか1項記載の装置。
【請求項13】
セラミック製のフラットノズル(12)が、約8l/分の最小の保護ガス消費量に合わせて最適化されている、請求項12記載の装置。
【請求項14】
保護ガスが同時にビデオシステム(13)の冷却のためにも働くようにビデオシステム(13)が、セラミック製のフラットノズル(12)内に収納されている、請求項12または13記載の装置。
【請求項15】
ソード形トーチ(17)に、ナロウギャップ(4)内でのソード形トーチ(17)の位置を測定するための手段(14,15)が配置されている、請求項9から14までのいずれか1項記載の装置。
【請求項16】
ナロウギャップ(4)内でのソード形トーチ(17)の位置を測定するための手段が、組み込まれた容量型の測定システム(14)および/またはレーザ測定システム(15)を有している、請求項15記載の装置。
【請求項17】
結合させたい金属部分(1,2)が、垂直方向の軸線(28)を中心にして回転可能であり、ソード形トーチ(17)が、垂直方向および半径方向に自動的に移動可能である、請求項9から16でのいずれか1項記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−201507(P2010−201507A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−46173(P2010−46173)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(503416353)アルストム テクノロジー リミテッド (394)
【氏名又は名称原語表記】ALSTOM Technology Ltd
【住所又は居所原語表記】Brown Boveri Strasse 7, CH−5401 Baden, Switzerland
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2010−46173(P2010−46173)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(503416353)アルストム テクノロジー リミテッド (394)
【氏名又は名称原語表記】ALSTOM Technology Ltd
【住所又は居所原語表記】Brown Boveri Strasse 7, CH−5401 Baden, Switzerland
【Fターム(参考)】
[ Back to top ]