
タンタルスパッタリングターゲット
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないことを特徴とするタンタルスパッタリングターゲット。成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少ない成膜特性に優れたタンタルスパッタリング用ターゲットを得ることを課題とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ランダムな結晶配向を備え、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少なく、さらにターゲットの利用効率も良好であるタンタルスパッタリングターゲットに関する。
【背景技術】
【0002】
近年、エレクトロニクス分野、耐食性材料や装飾の分野、触媒分野、切削・研磨材や耐摩耗性材料の製作等、多くの分野に金属やセラミックス材料等の被膜を形成するスパッタリングが使用されている。
スパッタリング法自体は上記の分野で、よく知られた方法であるが、最近では、特にエレクトロニクスの分野において、複雑な形状の被膜の形成や回路の形成に適合するタンタルスパッタリングターゲットが要求されている。
【0003】
一般に、このタンタルターゲットは、タンタル原料を電子ビーム溶解・鋳造したインゴット又はビレットの熱間鍛造、焼鈍(熱処理)を繰り返し、さらに圧延及び仕上げ(機械、研磨等)加工してターゲットに加工されている。
このような製造工程において、インゴット又はビレットの熱間鍛造は、鋳造組織を破壊し、気孔や偏析を拡散、消失させ、さらにこれを焼鈍することにより再結晶化し、組織の緻密化と強度を高めることによって製造されている。
一般に溶解鋳造されたインゴット又はビレットは、50mm以上の結晶粒径を有している。そして、インゴット又はビレットの熱間鍛造と再結晶焼鈍により、鋳造組織が破壊され、おおむね均一かつ微細(100μm以下の)結晶粒が得られる。
【0004】
一方、このようにして製造されたターゲットを用いて、スパッタリングを実施する場合、ターゲットの再結晶組織がより細かくかつ均一であり、また結晶方位が特定の方向に揃っているものほど均一な成膜が可能であり、アーキングやパーティクルの発生が少なく、安定した特性を持つ膜を得ることができると言われている。
そのため、ターゲットの製造工程において、再結晶組織の微細化と均一化、さらには特定の結晶方位に揃えようとする方策が採られている(例えば、特許文献1及び2参照)。
【0005】
再結晶化の機構について考察すると、一般に再結晶組織は個々の結晶がそれぞれ異なる面配向をもって集合したものであり、個々の結晶は粒界によって区切られている。再配列が起こる前は、冷間圧延等の塑性加工によって物体に加えられた歪を一次結晶内で、ある面方向に粒内すべりを起こして吸収され、歪が内部に蓄えられる。
歪んだ一次結晶は、転移などの格子欠陥が集まった、非常に微細で且つ微妙に方位の異なる網目状セル構造をとっており、さらにはその方位の大きく異なる複数の領域に分かれている。このような変形組織を加熱すると転移の合体や再配列により、セルがサブグレインへと変化する(回復過程)。セルからサブグレインへの変化には寸法の変化をほとんど伴わない。
そして、このサブグレインが合体し、さらに特定のサブグレインが成長して再結晶核となり、未再結晶部分を侵食し、成長して再結晶化が進むと考えられる。
【0006】
タンタルターゲットでは組織を安定化させるためにはフルアニーリングによる完全再結晶化(Fully recrystallized)組織を達成し、かつ上記のように、特定の結晶方位に揃えたターゲットが良いとされていた。
しかし、このようなタンタルターゲットを用いてスパッタリングを実施すると、膜の均一性(ユニフォーミティ)は必ずしも良くはなく、またアーキングやパーティクルの発生が多くなり、スパッタ成膜の品質を低下させるという問題が発生した。
【特許文献1】特表2002−518593号公報
【特許文献2】米国特許第6,331,233号
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、特定の結晶方位に揃えた従来のターゲットに比べて、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少ない成膜特性に優れたタンタルスパッタリング用ターゲットを得ることを課題とする。
【課題を解決するための手段】
【0008】
本発明は、上記の問題を解決するために、ターゲットの組織を改良・工夫し、結晶方位をランダムとすることにより、従来に比べてさらに成膜特性に優れたタンタルスパッタリング用ターゲットを得ることができるとの知見を得た。
本発明は、この知見に基づいて、1)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないタンタルスパッタリングターゲット。2)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット。3)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えない前記1)記載のタンタルスパッタリングターゲット。4)タンタルターゲットの表面がスパッタされたエロージョン面である前記1)〜3)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0009】
本発明は、また
5)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないタンタルスパッタリングターゲット。6)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット。7)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えない5)記載のタンタルスパッタリングターゲット。8)タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする前記5)〜7)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0010】
本発明は、また
9)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つタンタルスパッタリングターゲット。10)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つ前記1)〜9)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0011】
本発明は、また
11)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とするタンタルスパッタリングターゲット。12)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とする上記1)〜9)のいずれかに記載のタンタルスパッタリングターゲット。13)ターゲットの平均結晶粒径が80μm以下である前記1)〜12)のいずれかに記載のターゲット。14)ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜 150μmの結晶粒が100〜1000個/mm2存在している前記1)〜13)のいずれかに記載のターゲット。15)タンタルターゲットの表面がスパッタされたエロージョン面である前記14)に記載のタンタルスパッタリングターゲット。16)ターゲットの純度が99.99%以上である前記1)〜15)のいずれかに記載のターゲット。
を提供する。
【発明の効果】
【0012】
本発明は、従来のターゲット表面に結晶方位を揃えたタンタルターゲットに比べ、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少ない成膜特性に優れ、さらにターゲットの利用効率も良好であるタンタルスパッタリングターゲットとすることができるという優れた効果を有する。
【図面の簡単な説明】
【0013】
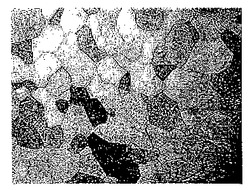
【図1】本発明の仕上げ冷間加工しさらに再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である(倍率×100)。
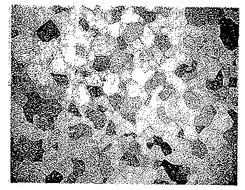
【図2】本発明の仕上げ冷間加工しさらに再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である(倍率×50)。
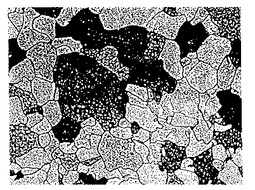
【図3】従来の鍛造及び再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である。(倍率×100)。
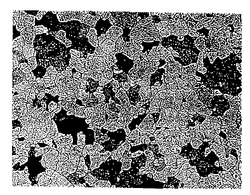
【図4】従来の鍛造及び再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である。(倍率×50)。
【発明を実施するための最良の形態】
【0014】
ランダムな結晶方位を有する本発明のスパッタリングターゲットは、通常、次のような工程によって製造する。
その一例を示すと、まずタンタル原料(通常、4N(99.99%)以上の高純度タンタルを使用する。これを電子ビーム溶解等により溶解し、これを鋳造してインゴット又はビレットを作製する。次に、このインゴット又はビレットを焼鈍−鍛造、圧延、焼鈍(熱処理)、仕上げ加工等の一連の加工を行う。
具体的には、例えばインゴット−1373K〜1673Kの温度での焼鈍(1回目)−冷間鍛造(1回目)−再結晶開始温度〜1373Kの温度での再結晶焼鈍(2回目)−冷間鍛造(2回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(3回目)−冷間(熱間)圧延(1回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(4回目)−冷間(熱間)圧延(必要に応じて、2回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(必要に応じて、5回目)−仕上げ加工を行ってターゲット材とする。
【0015】
鍛造あるいは圧延によって、鋳造組織を破壊し、気孔や偏析を拡散あるいは消失させることができ、さらにこれを焼鈍することにより再結晶化させ、この冷間鍛造又は冷間圧延と再結晶焼鈍の繰返しにより、組織の緻密化、微細化と強度を高めることができる。
上記の加工プロセスにおいて、再結晶焼鈍は1回でも良いが、2回繰返すことによって組織上の欠陥を極力減少させることができる。また、冷間(熱間)圧延と再結晶開始温度〜1373Kの間での再結晶焼鈍は、繰返しても良いが1サイクルでも良い。この後、機械加工、研磨加工等の仕上げ加工によって、最終的なターゲット形状に仕上げる。
【0016】
上記の製造工程によってタンタルターゲットを製造するが、本発明において特に重要なことは、ターゲットの結晶方位を特定の方向に揃えることなく、結晶方位を極力ランダムにすることである。したがって、上記に製造工程の好適な例を示したが、本発明のランダムな結晶方位が達成できる製造工程であれば、必ずしも、この製造工程のみに限定する必要はない。
一連の加工において、鍛造・圧延で鋳造組織を破壊するとともに、再結晶化を十分に行うことが必要である。本発明においても、溶解鋳造したタンタルインゴット又はビレットに鍛造、圧延等の加工を加えた後には、再結晶開始温度〜1673K程度の温度で再結晶焼鈍し、組織を微細かつ均一化するのが望ましい。つまり、最終加工前までは従来と同様に再結晶を伴う組織微細化及び均一かつランダムな結晶方位を持つように行うことで材料特性の向上を図る。
【0017】
本発明では、上記の通り最終的に圧延加工等の最終塑性加工後、さらに1273K以下の温度で焼鈍を行う事が望ましい。この焼鈍を行う場合には、ターゲットの反りや変形等を緩和できる効果がある。さらにこれをターゲット形状に仕上げ加工(機械加工等を)する。
これによって得られたタンタルターゲットの組織は、圧延加工組織を基にした再結晶組織が得られ、結晶方位がランダムとなる。すなわち、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないタンタルスパッタリングターゲットを得ることができる。面積率が0.5を超えると特定の結晶方位が優先的となり、本発明の目的を達成することができない。
【0018】
さらに、本発明はタンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことが望ましい。これも結晶方位がランダムとなるための好ましい条件である。
このようなタンタルターゲットの表面は、スパッタ開始前の面だけではなく、スパッタされたエロージョン面においても、上記の条件のランダムな結晶方位を備えていることが望ましく、本発明の目的と効果を十分に達成するためには、必要なことである。
【0019】
本発明は、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないタンタルスパッタリングターゲットであることが望ましい。
同様に、さらにタンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲットであることが望ましい。
【0020】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット及びタンタルターゲットの表面がスパッタされたエロージョン面であることも、本発明のターゲットの結晶方位をランダムにする目的と効果を十分に達成するために望ましい条件である。
【0021】
本発明は、またタンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つタンタルスパッタリングターゲットとすることが望ましい。これによって、ランダム配向が、よりコントロールされたものとなる。
【0022】
本発明は、さらに望ましい条件として、ターゲットの平均結晶粒径が80μm以下であること、ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜150μmの結晶粒が100〜1000個/mm2存在していること、さらにターゲットの純度が99.99%以上であることが望ましい。結晶粒度がより小さく、さらには結晶方位がランダムである条件は、スパッタリングのユニフォーミティをより向上させる効果がある。
本発明のタンタルターゲットの組織(1173Kで焼鈍)を図1(倍率×100)及び図2(倍率×50)に示す。
また、従来の再結晶組織(1373Kで再結晶焼鈍)を図3(倍率×100)及び図4(倍率×50)に示す。図に示すように、本発明のタンタルターゲットの組織は、従来の再結晶組織とは明らかに異なる。
【0023】
また、焼鈍を行わない圧延等の塑性加工上がりのターゲットは、加工条件によってはスパッタリング操作中の熱により歪を発生し、反り(湾曲)あるいは割れを発生する場合があるが、本発明においては、このような歪みは発生しない。
また、これらのターゲット材は、硬度はビッカース硬度90以上、またビッカース硬度100以上、さらにはビッカース硬度125以上となり、強度に優れたターゲットが得られる。
【0024】
本発明で最も重要なのは、圧延及び再結晶焼鈍によって、よりランダムな結晶方位にすることを目的とするものであり、ターゲット表面のみならず、エロージョンが進んだ段階、すなわちスパッタ面に現れるエロージョン面においても、同様に本発明のランダムな結晶方位を持つようにすることである。
このようなターゲット組織は、著しいユニフォーミティの改善効果がある。このような組織は、最終熱処理工程の変更のみであるため、これまでに行われてきたどのような改善品にも適用可能で、コストの増加もほとんどないという特徴を有する。
【0025】
次に、実施例について説明する。なお、本実施例は発明の一例を示すためのものであり、本発明はこれらの実施例に制限されるものではない。すなわち、本発明の技術思想に含まれる他の態様及び変形を含むものである。
【実施例1】
【0026】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1480K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が100μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0027】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、次に1173K(900°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.5、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は40μmであり、ターゲット表面をEBSPで解析したとき、粒径30〜100μmの結晶粒が100〜1000個/mm2存在していた。
【0028】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.6〜3.2%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【0029】
【表1】

【実施例2】
【0030】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約50mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0031】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、1173K(900°C)で焼鈍の工程を2回繰り返し、仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.4、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は60μmであり、ターゲット表面をEBSPで解析したとき、粒径40〜120μmの結晶粒が100〜1000個/mm2存在していた。
【0032】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.1〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例3】
【0033】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約60mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0034】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで冷間圧延し、1173K(900°C)で焼鈍、冷間圧延し、1273K(1000°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.3、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は80μmであり、ターゲット表面をEBSPで解析したとき、粒径50〜150μmの結晶粒が100〜1000個/mm2存在していた。
【0035】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.1〜3.4%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例4】
【0036】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1480K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が100μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0037】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、次に1173K(900°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.3、0.3、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は35μmであり、ターゲット表面をEBSPで解析したとき、粒径30〜100μmの結晶粒が100〜1000個/mm2存在していた。
【0038】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.8〜3.2%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例5】
【0039】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0040】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、1173K(900°C)で焼鈍の工程を2回繰り返し、仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.5、0.2、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は60μmであり、ターゲット表面をEBSPで解析したとき、粒径40〜120μmの結晶粒が100〜1000個/mm2存在していた。
【0041】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.0〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例6】
【0042】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約50mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0043】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで冷間圧延し、1173K(900°C)で焼鈍、冷間圧延し、1273K(1000°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.2、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は80μmであり、ターゲット表面をEBSPで解析したとき、粒径50〜150μmの結晶粒が100〜1000個/mm2存在していた。
【0044】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.5〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【0045】
(比較例1)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で鍛伸と据え込み鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1173Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0046】
以上の工程により得たタンタルターゲットは、平均結晶粒径が55μmで、場所によるバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.8、0.2、0である均一配向のタンタルスパッタリングターゲットを得ることができた。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例1に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例1では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(4.5〜5.5%)、すなわち膜厚分布の変動が著しいことを示している。
また、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【0047】
(比較例2)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で冷間こねくり鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1373Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0048】
以上の工程により得たタンタルターゲットは粗大化した結晶を持つタンタルターゲットとなった。
以上の工程により得たタンタルターゲットは、平均結晶粒径が96μmでバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.2、0.7、0.1である均一配向のタンタルスパッタリングターゲットを得ることができた。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例2に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例2では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(4.7〜5.3%)、すなわち膜厚分布の変動が著しいことを示している。
このタンタルターゲットは、膜の均一性(ユニフォーミティ)が悪く、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【0049】
(比較例3)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で冷間こねくり鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1123Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0050】
以上の工程により得たタンタルターゲットは、平均結晶粒径が37μmでバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.7、0.2、0.1である均一配向のタンタルスパッタリングターゲットを得ることができた。ターゲットの表面から中心部にかけてはほぼ配向が揃ったタンタルターゲットとなった。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例3に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例2では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(3.9〜4.5%)、すなわち膜厚分布の変動が著しいことを示している。
このタンタルターゲットは、膜の均一性(ユニフォーミティ)が悪く、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【産業上の利用可能性】
【0051】
本発明は、従来の再結晶焼鈍による粗大結晶又は結晶方位が特定の方位に揃ったターゲットではなく、ランダムな方位を備えたタンタルターゲットであり、これによって、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少なく、さらに高利用効率であることが要求されているタンタルスパッタリングターゲットに適用できる。
【技術分野】
【0001】
この発明は、ランダムな結晶配向を備え、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少なく、さらにターゲットの利用効率も良好であるタンタルスパッタリングターゲットに関する。
【背景技術】
【0002】
近年、エレクトロニクス分野、耐食性材料や装飾の分野、触媒分野、切削・研磨材や耐摩耗性材料の製作等、多くの分野に金属やセラミックス材料等の被膜を形成するスパッタリングが使用されている。
スパッタリング法自体は上記の分野で、よく知られた方法であるが、最近では、特にエレクトロニクスの分野において、複雑な形状の被膜の形成や回路の形成に適合するタンタルスパッタリングターゲットが要求されている。
【0003】
一般に、このタンタルターゲットは、タンタル原料を電子ビーム溶解・鋳造したインゴット又はビレットの熱間鍛造、焼鈍(熱処理)を繰り返し、さらに圧延及び仕上げ(機械、研磨等)加工してターゲットに加工されている。
このような製造工程において、インゴット又はビレットの熱間鍛造は、鋳造組織を破壊し、気孔や偏析を拡散、消失させ、さらにこれを焼鈍することにより再結晶化し、組織の緻密化と強度を高めることによって製造されている。
一般に溶解鋳造されたインゴット又はビレットは、50mm以上の結晶粒径を有している。そして、インゴット又はビレットの熱間鍛造と再結晶焼鈍により、鋳造組織が破壊され、おおむね均一かつ微細(100μm以下の)結晶粒が得られる。
【0004】
一方、このようにして製造されたターゲットを用いて、スパッタリングを実施する場合、ターゲットの再結晶組織がより細かくかつ均一であり、また結晶方位が特定の方向に揃っているものほど均一な成膜が可能であり、アーキングやパーティクルの発生が少なく、安定した特性を持つ膜を得ることができると言われている。
そのため、ターゲットの製造工程において、再結晶組織の微細化と均一化、さらには特定の結晶方位に揃えようとする方策が採られている(例えば、特許文献1及び2参照)。
【0005】
再結晶化の機構について考察すると、一般に再結晶組織は個々の結晶がそれぞれ異なる面配向をもって集合したものであり、個々の結晶は粒界によって区切られている。再配列が起こる前は、冷間圧延等の塑性加工によって物体に加えられた歪を一次結晶内で、ある面方向に粒内すべりを起こして吸収され、歪が内部に蓄えられる。
歪んだ一次結晶は、転移などの格子欠陥が集まった、非常に微細で且つ微妙に方位の異なる網目状セル構造をとっており、さらにはその方位の大きく異なる複数の領域に分かれている。このような変形組織を加熱すると転移の合体や再配列により、セルがサブグレインへと変化する(回復過程)。セルからサブグレインへの変化には寸法の変化をほとんど伴わない。
そして、このサブグレインが合体し、さらに特定のサブグレインが成長して再結晶核となり、未再結晶部分を侵食し、成長して再結晶化が進むと考えられる。
【0006】
タンタルターゲットでは組織を安定化させるためにはフルアニーリングによる完全再結晶化(Fully recrystallized)組織を達成し、かつ上記のように、特定の結晶方位に揃えたターゲットが良いとされていた。
しかし、このようなタンタルターゲットを用いてスパッタリングを実施すると、膜の均一性(ユニフォーミティ)は必ずしも良くはなく、またアーキングやパーティクルの発生が多くなり、スパッタ成膜の品質を低下させるという問題が発生した。
【特許文献1】特表2002−518593号公報
【特許文献2】米国特許第6,331,233号
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、特定の結晶方位に揃えた従来のターゲットに比べて、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少ない成膜特性に優れたタンタルスパッタリング用ターゲットを得ることを課題とする。
【課題を解決するための手段】
【0008】
本発明は、上記の問題を解決するために、ターゲットの組織を改良・工夫し、結晶方位をランダムとすることにより、従来に比べてさらに成膜特性に優れたタンタルスパッタリング用ターゲットを得ることができるとの知見を得た。
本発明は、この知見に基づいて、1)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないタンタルスパッタリングターゲット。2)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット。3)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えない前記1)記載のタンタルスパッタリングターゲット。4)タンタルターゲットの表面がスパッタされたエロージョン面である前記1)〜3)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0009】
本発明は、また
5)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないタンタルスパッタリングターゲット。6)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット。7)タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えない5)記載のタンタルスパッタリングターゲット。8)タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする前記5)〜7)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0010】
本発明は、また
9)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つタンタルスパッタリングターゲット。10)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つ前記1)〜9)のいずれかに記載のタンタルスパッタリングターゲット。
を提供する。
【0011】
本発明は、また
11)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とするタンタルスパッタリングターゲット。12)タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とする上記1)〜9)のいずれかに記載のタンタルスパッタリングターゲット。13)ターゲットの平均結晶粒径が80μm以下である前記1)〜12)のいずれかに記載のターゲット。14)ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜 150μmの結晶粒が100〜1000個/mm2存在している前記1)〜13)のいずれかに記載のターゲット。15)タンタルターゲットの表面がスパッタされたエロージョン面である前記14)に記載のタンタルスパッタリングターゲット。16)ターゲットの純度が99.99%以上である前記1)〜15)のいずれかに記載のターゲット。
を提供する。
【発明の効果】
【0012】
本発明は、従来のターゲット表面に結晶方位を揃えたタンタルターゲットに比べ、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少ない成膜特性に優れ、さらにターゲットの利用効率も良好であるタンタルスパッタリングターゲットとすることができるという優れた効果を有する。
【図面の簡単な説明】
【0013】
【図1】本発明の仕上げ冷間加工しさらに再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である(倍率×100)。
【図2】本発明の仕上げ冷間加工しさらに再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である(倍率×50)。
【図3】従来の鍛造及び再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である。(倍率×100)。
【図4】従来の鍛造及び再結晶焼鈍を施して得たタンタルターゲットの顕微鏡組織写真である。(倍率×50)。
【発明を実施するための最良の形態】
【0014】
ランダムな結晶方位を有する本発明のスパッタリングターゲットは、通常、次のような工程によって製造する。
その一例を示すと、まずタンタル原料(通常、4N(99.99%)以上の高純度タンタルを使用する。これを電子ビーム溶解等により溶解し、これを鋳造してインゴット又はビレットを作製する。次に、このインゴット又はビレットを焼鈍−鍛造、圧延、焼鈍(熱処理)、仕上げ加工等の一連の加工を行う。
具体的には、例えばインゴット−1373K〜1673Kの温度での焼鈍(1回目)−冷間鍛造(1回目)−再結晶開始温度〜1373Kの温度での再結晶焼鈍(2回目)−冷間鍛造(2回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(3回目)−冷間(熱間)圧延(1回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(4回目)−冷間(熱間)圧延(必要に応じて、2回目)−再結晶開始温度〜1373Kの間での再結晶焼鈍(必要に応じて、5回目)−仕上げ加工を行ってターゲット材とする。
【0015】
鍛造あるいは圧延によって、鋳造組織を破壊し、気孔や偏析を拡散あるいは消失させることができ、さらにこれを焼鈍することにより再結晶化させ、この冷間鍛造又は冷間圧延と再結晶焼鈍の繰返しにより、組織の緻密化、微細化と強度を高めることができる。
上記の加工プロセスにおいて、再結晶焼鈍は1回でも良いが、2回繰返すことによって組織上の欠陥を極力減少させることができる。また、冷間(熱間)圧延と再結晶開始温度〜1373Kの間での再結晶焼鈍は、繰返しても良いが1サイクルでも良い。この後、機械加工、研磨加工等の仕上げ加工によって、最終的なターゲット形状に仕上げる。
【0016】
上記の製造工程によってタンタルターゲットを製造するが、本発明において特に重要なことは、ターゲットの結晶方位を特定の方向に揃えることなく、結晶方位を極力ランダムにすることである。したがって、上記に製造工程の好適な例を示したが、本発明のランダムな結晶方位が達成できる製造工程であれば、必ずしも、この製造工程のみに限定する必要はない。
一連の加工において、鍛造・圧延で鋳造組織を破壊するとともに、再結晶化を十分に行うことが必要である。本発明においても、溶解鋳造したタンタルインゴット又はビレットに鍛造、圧延等の加工を加えた後には、再結晶開始温度〜1673K程度の温度で再結晶焼鈍し、組織を微細かつ均一化するのが望ましい。つまり、最終加工前までは従来と同様に再結晶を伴う組織微細化及び均一かつランダムな結晶方位を持つように行うことで材料特性の向上を図る。
【0017】
本発明では、上記の通り最終的に圧延加工等の最終塑性加工後、さらに1273K以下の温度で焼鈍を行う事が望ましい。この焼鈍を行う場合には、ターゲットの反りや変形等を緩和できる効果がある。さらにこれをターゲット形状に仕上げ加工(機械加工等を)する。
これによって得られたタンタルターゲットの組織は、圧延加工組織を基にした再結晶組織が得られ、結晶方位がランダムとなる。すなわち、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないタンタルスパッタリングターゲットを得ることができる。面積率が0.5を超えると特定の結晶方位が優先的となり、本発明の目的を達成することができない。
【0018】
さらに、本発明はタンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことが望ましい。これも結晶方位がランダムとなるための好ましい条件である。
このようなタンタルターゲットの表面は、スパッタ開始前の面だけではなく、スパッタされたエロージョン面においても、上記の条件のランダムな結晶方位を備えていることが望ましく、本発明の目的と効果を十分に達成するためには、必要なことである。
【0019】
本発明は、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないタンタルスパッタリングターゲットであることが望ましい。
同様に、さらにタンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲットであることが望ましい。
【0020】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないタンタルスパッタリングターゲット及びタンタルターゲットの表面がスパッタされたエロージョン面であることも、本発明のターゲットの結晶方位をランダムにする目的と効果を十分に達成するために望ましい条件である。
【0021】
本発明は、またタンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つタンタルスパッタリングターゲットとすることが望ましい。これによって、ランダム配向が、よりコントロールされたものとなる。
【0022】
本発明は、さらに望ましい条件として、ターゲットの平均結晶粒径が80μm以下であること、ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜150μmの結晶粒が100〜1000個/mm2存在していること、さらにターゲットの純度が99.99%以上であることが望ましい。結晶粒度がより小さく、さらには結晶方位がランダムである条件は、スパッタリングのユニフォーミティをより向上させる効果がある。
本発明のタンタルターゲットの組織(1173Kで焼鈍)を図1(倍率×100)及び図2(倍率×50)に示す。
また、従来の再結晶組織(1373Kで再結晶焼鈍)を図3(倍率×100)及び図4(倍率×50)に示す。図に示すように、本発明のタンタルターゲットの組織は、従来の再結晶組織とは明らかに異なる。
【0023】
また、焼鈍を行わない圧延等の塑性加工上がりのターゲットは、加工条件によってはスパッタリング操作中の熱により歪を発生し、反り(湾曲)あるいは割れを発生する場合があるが、本発明においては、このような歪みは発生しない。
また、これらのターゲット材は、硬度はビッカース硬度90以上、またビッカース硬度100以上、さらにはビッカース硬度125以上となり、強度に優れたターゲットが得られる。
【0024】
本発明で最も重要なのは、圧延及び再結晶焼鈍によって、よりランダムな結晶方位にすることを目的とするものであり、ターゲット表面のみならず、エロージョンが進んだ段階、すなわちスパッタ面に現れるエロージョン面においても、同様に本発明のランダムな結晶方位を持つようにすることである。
このようなターゲット組織は、著しいユニフォーミティの改善効果がある。このような組織は、最終熱処理工程の変更のみであるため、これまでに行われてきたどのような改善品にも適用可能で、コストの増加もほとんどないという特徴を有する。
【0025】
次に、実施例について説明する。なお、本実施例は発明の一例を示すためのものであり、本発明はこれらの実施例に制限されるものではない。すなわち、本発明の技術思想に含まれる他の態様及び変形を含むものである。
【実施例1】
【0026】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1480K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が100μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0027】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、次に1173K(900°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.5、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は40μmであり、ターゲット表面をEBSPで解析したとき、粒径30〜100μmの結晶粒が100〜1000個/mm2存在していた。
【0028】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.6〜3.2%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【0029】
【表1】
【実施例2】
【0030】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約50mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0031】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、1173K(900°C)で焼鈍の工程を2回繰り返し、仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.4、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は60μmであり、ターゲット表面をEBSPで解析したとき、粒径40〜120μmの結晶粒が100〜1000個/mm2存在していた。
【0032】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.1〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例3】
【0033】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約60mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0034】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで冷間圧延し、1173K(900°C)で焼鈍、冷間圧延し、1273K(1000°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.3、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は80μmであり、ターゲット表面をEBSPで解析したとき、粒径50〜150μmの結晶粒が100〜1000個/mm2存在していた。
【0035】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.1〜3.4%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例4】
【0036】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1480K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が100μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0037】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、次に1173K(900°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.3、0.3、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は35μmであり、ターゲット表面をEBSPで解析したとき、粒径30〜100μmの結晶粒が100〜1000個/mm2存在していた。
【0038】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.8〜3.2%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例5】
【0039】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0040】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで再度冷間圧延し、1173K(900°C)で焼鈍の工程を2回繰り返し、仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.5、0.2、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は60μmであり、ターゲット表面をEBSPで解析したとき、粒径40〜120μmの結晶粒が100〜1000個/mm2存在していた。
【0041】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(3.0〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【実施例6】
【0042】
純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約50mmであった。
次に、このインゴット又はビレットを室温で鍛伸した後、1500Kの温度での再結晶焼鈍した。これによって平均結晶粒径が200μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸及び据え込み鍛造し、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
【0043】
次に、これを冷間で鍛伸と据え込み鍛造及び1173Kの再結晶焼鈍を行い、次いで冷間圧延し、1173K(900°C)で焼鈍、冷間圧延し、1273K(1000°C)で焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
以上の工程により、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.2、0.4、0.1であるランダム配向のタンタルスパッタリングターゲットを得ることができた。また、このターゲットは後述するスパッタリング後のエロージョン面でも同様の配向をもつ組織を備えていた。
ターゲットの平均結晶粒径は80μmであり、ターゲット表面をEBSPで解析したとき、粒径50〜150μmの結晶粒が100〜1000個/mm2存在していた。
【0044】
シート抵抗は膜厚に依存するので、ウエハー(8インチ)内のシート抵抗の分布を測定し、それによって膜厚の分布状況を調べた。
具体的には、ウエハー上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した。その結果を表1に示す。
表1から明らかなように、実施例1においては、スパッタ初期から後期にかけてシート内抵抗分布の変動が少ない(2.5〜3.3%)、すなわち膜厚分布の変動が少ないことを示している。
以上から実施例1のタンタルターゲットは、成膜速度が大きく、膜の均一性(ユニフォーミティ)が良好であり、また8インチウエハーで膜厚バラツキが小さく、さらにアーキングやパーティクルの発生が無いので、スパッタ成膜の品質を向上させることができた。
【0045】
(比較例1)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で鍛伸と据え込み鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1173Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0046】
以上の工程により得たタンタルターゲットは、平均結晶粒径が55μmで、場所によるバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.8、0.2、0である均一配向のタンタルスパッタリングターゲットを得ることができた。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例1に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例1では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(4.5〜5.5%)、すなわち膜厚分布の変動が著しいことを示している。
また、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【0047】
(比較例2)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で冷間こねくり鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1373Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0048】
以上の工程により得たタンタルターゲットは粗大化した結晶を持つタンタルターゲットとなった。
以上の工程により得たタンタルターゲットは、平均結晶粒径が96μmでバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の配向の面積率がそれぞれ0.2、0.7、0.1である均一配向のタンタルスパッタリングターゲットを得ることができた。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例2に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例2では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(4.7〜5.3%)、すなわち膜厚分布の変動が著しいことを示している。
このタンタルターゲットは、膜の均一性(ユニフォーミティ)が悪く、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【0049】
(比較例3)
実施例1と同様の純度99.997%のタンタル原料を電子ビーム溶解し、これを鋳造して厚さ200mm、直径200mmφのインゴット又はビレットとした。この場合の結晶粒径は約55mmであった。次に、このインゴット又はビレットを室温で冷間こねくり鍛造した後、1173Kの温度での再結晶焼鈍した。これによって平均結晶粒径が180μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを再度室温で鍛伸と据え込み鍛造を行い、再び1173K温度で再結晶焼鈍を実施した。これによって平均結晶粒径が80μmの組織を持つ厚さ100mm、直径100mmφの材料が得られた。
次に、これを冷間圧延と1123Kでの再結晶焼鈍及び仕上げ加工を行って厚さ10mm、直径320mmφのターゲット材とした。
【0050】
以上の工程により得たタンタルターゲットは、平均結晶粒径が37μmでバラツキがあり、タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の配向であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率がそれぞれ0.7、0.2、0.1である均一配向のタンタルスパッタリングターゲットを得ることができた。ターゲットの表面から中心部にかけてはほぼ配向が揃ったタンタルターゲットとなった。
このタンタルターゲットを使用してスパッタリングを実施したところ、膜の均一性(ユニフォーミティ)が悪く、スパッタ成膜の品質を低下させる原因となった。この結果を、同様に表1に示す。
表1の比較例3に示す結果は、実施例1と同様にしてウエハー(8インチ)上の49点のシート抵抗を測定し、その標準偏差(σ)を算出した結果である。比較例2では、スパッタ初期から後期にかけてシート内抵抗分布の変動が大きい(3.9〜4.5%)、すなわち膜厚分布の変動が著しいことを示している。
このタンタルターゲットは、膜の均一性(ユニフォーミティ)が悪く、8インチウエハーで膜厚バラツキが大きく、またアーキングやパーティクルの発生があり、スパッタ成膜の品質を低下させる原因となった。
【産業上の利用可能性】
【0051】
本発明は、従来の再結晶焼鈍による粗大結晶又は結晶方位が特定の方位に揃ったターゲットではなく、ランダムな方位を備えたタンタルターゲットであり、これによって、成膜速度が大きく、膜の均一性(ユニフォーミティ)に優れ、またアーキングやパーティクルの発生が少なく、さらに高利用効率であることが要求されているタンタルスパッタリングターゲットに適用できる。
【特許請求の範囲】
【請求項1】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項2】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項3】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことを特徴とする請求項1記載のタンタルスパッタリングターゲット。
【請求項4】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項1〜3のいずれかに記載のタンタルスパッタリングターゲット。
【請求項5】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項6】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項7】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないことを特徴とする請求項5記載のタンタルスパッタリングターゲット。
【請求項8】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項5〜7のいずれかに記載のタンタルスパッタリングターゲット。
【請求項9】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つことを特徴とするタンタルスパッタリングターゲット。
【請求項10】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つことを特徴とする請求項1〜9のいずれかに記載のタンタルスパッタリングターゲット。
【請求項11】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とするタンタルスパッタリングターゲット。
【請求項12】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とする請求項1〜9のいずれかに記載のタンタルスパッタリングターゲット。
【請求項13】
ターゲットの平均結晶粒径が80μm以下であることを特徴とする請求項1〜12のいずれかに記載のターゲット。
【請求項14】
ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜150μmの結晶粒が100〜1000個/mm2存在していることを特徴とする請求項1〜13のいずれかに記載のターゲット。
【請求項15】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項14に記載のタンタルスパッタリングターゲット。
【請求項16】
ターゲットの純度が99.99%以上であることを特徴とする請求項1〜15のいずれかに記載のターゲット。
【請求項1】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)のいずれの配向を有する結晶も、その面積率が0.5を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項2】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項3】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)、(111)、(110)の内の、いずれか2つの配向を有する結晶の面積率の和が0.75を超えないことを特徴とする請求項1記載のタンタルスパッタリングターゲット。
【請求項4】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項1〜3のいずれかに記載のタンタルスパッタリングターゲット。
【請求項5】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>のいずれかの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような結晶の面積率が0.5を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項6】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないことを特徴とするタンタルスパッタリングターゲット。
【請求項7】
タンタルターゲットの表面において、全体の結晶配向の総和を1とした時に、(100)<001>、(111)<001>、(110)<001>の内の、いずれか2つの配向を有する結晶であって、ND方向軸(圧延面法線方向軸)に対して、10°以内の回転誤差であるような同結晶の面積率の和が0.75を超えないことを特徴とする請求項5記載のタンタルスパッタリングターゲット。
【請求項8】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項5〜7のいずれかに記載のタンタルスパッタリングターゲット。
【請求項9】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つことを特徴とするタンタルスパッタリングターゲット。
【請求項10】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のθが0°又は90°方向だけでなく、その中間に強度1以上のピークを持つことを特徴とする請求項1〜9のいずれかに記載のタンタルスパッタリングターゲット。
【請求項11】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とするタンタルスパッタリングターゲット。
【請求項12】
タンタルターゲットの表面において、(100)配向を測定したEBSPによる極点図において、結晶方位の完全ランダムを1として強度を測定した場合において、1以上の強度を6分割したスケールによって表現し、極点図上のND方向(0°)以外に出現するピークの強度1以上で示される部分が20°以上の広がりを持つことを特徴とする請求項1〜9のいずれかに記載のタンタルスパッタリングターゲット。
【請求項13】
ターゲットの平均結晶粒径が80μm以下であることを特徴とする請求項1〜12のいずれかに記載のターゲット。
【請求項14】
ターゲットが圧延加工組織による微細組織を備え、ターゲット表面をEBSPで解析したとき、粒径25〜150μmの結晶粒が100〜1000個/mm2存在していることを特徴とする請求項1〜13のいずれかに記載のターゲット。
【請求項15】
タンタルターゲットの表面がスパッタされたエロージョン面であることを特徴とする請求項14に記載のタンタルスパッタリングターゲット。
【請求項16】
ターゲットの純度が99.99%以上であることを特徴とする請求項1〜15のいずれかに記載のターゲット。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【国際公開番号】WO2005/045090
【国際公開日】平成17年5月19日(2005.5.19)
【発行日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2005−515251(P2005−515251)
【国際出願番号】PCT/JP2004/015473
【国際出願日】平成16年10月20日(2004.10.20)
【出願人】(591007860)日鉱金属株式会社 (545)
【Fターム(参考)】
【国際公開日】平成17年5月19日(2005.5.19)
【発行日】平成19年11月29日(2007.11.29)
【国際特許分類】
【国際出願番号】PCT/JP2004/015473
【国際出願日】平成16年10月20日(2004.10.20)
【出願人】(591007860)日鉱金属株式会社 (545)
【Fターム(参考)】
[ Back to top ]