
タンディッシュ内の溶鋼温度を連続的に測定する連続測温方法

【課題】タンディッシュ内の溶鋼温度を正確に測定する。
【解決手段】この連続測温方法は、耐火煉瓦12とその内側に設けられた不定形耐火物13とで成型されるタンディッシュ10内の溶鋼温度を連続的に測定する連続測温方法であって、溶鋼温度を測定する熱電対を有するプローブ20は、その一端20aが不定形耐火物13に埋め込まれると共に、その他端20bは、タンディッシュ10内へと突出している。プローブ20の直径は、50mm〜100mmで、且つ、プローブ20の不定形耐火物13表面からの長さは、200mm〜300mmである。熱電対は、耐火煉瓦12と不定形耐火物13との間に配線されている。プローブ20は、不定形耐火物13の膨張率に対して、±0.3%以内の膨張率の材料で構成される。そして、熱電対の素線は、それぞれアルミナ長繊維に被覆されると共に、その被覆された素線は、束ねられて更にアルミナ長繊維で被覆される。
【解決手段】この連続測温方法は、耐火煉瓦12とその内側に設けられた不定形耐火物13とで成型されるタンディッシュ10内の溶鋼温度を連続的に測定する連続測温方法であって、溶鋼温度を測定する熱電対を有するプローブ20は、その一端20aが不定形耐火物13に埋め込まれると共に、その他端20bは、タンディッシュ10内へと突出している。プローブ20の直径は、50mm〜100mmで、且つ、プローブ20の不定形耐火物13表面からの長さは、200mm〜300mmである。熱電対は、耐火煉瓦12と不定形耐火物13との間に配線されている。プローブ20は、不定形耐火物13の膨張率に対して、±0.3%以内の膨張率の材料で構成される。そして、熱電対の素線は、それぞれアルミナ長繊維に被覆されると共に、その被覆された素線は、束ねられて更にアルミナ長繊維で被覆される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タンディッシュ内の溶鋼温度を連続的に測定する連続測温方法に関し、特に、タンディッシュの内側に設けられた不定形耐火物に埋め込まれたプローブ内の熱電対によってタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法に関する。
【背景技術】
【0002】
従来、タンディッシュ内の溶鋼温度を測定する方法が種々提案されている(例えば、特許文献1参照)。この特許文献1には、金属を溶融する際に使用する溶融容器を構成する耐火煉瓦の内側に積層される耐火部材に埋め込み可能な測温装置であって、内部に温度測定用センサを収容した保護管を耐火煉瓦に固定する測温装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−267986号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した特許文献1の測温装置では、以下の問題点があった。
(1)温度測定用センサの測定点が溶融容器の内壁に近接しているので(特許文献1の図2、図3など参照)、温度測定用センサが溶融容器の内壁の温度を測定してしまい、溶融容器内の溶鋼温度を正確に測定することができない。
(2)溶融容器の底面に温度測定センサを挿入するための貫通穴が形成されているので(特許文献1の段落[0013]及び図2など参照)、溶鋼圧力により当該貫通穴から溶鋼が漏れる可能性があり、溶鋼温度が測定不能に陥ることがある。
(3)保護管とその保護管が埋め込まれる耐火部材とが溶鋼の高温にさらされることで、それらの熱膨張の違いにより、保護管又は耐火部材に亀裂や割れが発生するおそれがある。そのため、溶鋼温度を正確に測定することが困難な状態になる。
【0005】
溶鋼温度を正確に測定することができないと、ブレークアウトやノズル詰まりにつながるおそれがある。高温注入に起因するブレークアウトは、タンディッシュ内の溶鋼温度と相関がある。溶鋼温度が高いと鋳型内のシェルが停滞もしくは、再溶解され、ブレークアウトが発生する。また、逆に、溶鋼温度が低いとノズル詰まりが発生し、連続鋳造を継続することができない。従って、溶鋼温度を正確に測定できれば、高温注入によるブレークアウトや低温注入によるノズル詰まりを未然に防止することが可能となる。
【0006】
そこで、この発明は、上記のような課題を解決するためになされたものであり、タンディッシュ内の溶鋼温度を正確に測定することが可能な連続測温方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の連続測温方法は、耐火煉瓦と耐火煉瓦の内側に設けられた不定形耐火物とで成型されるタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法であって、溶鋼温度を測定する熱電対を有するプローブは、その一端が不定形耐火物に埋め込まれると共に、その他端は、タンディッシュ内へと突出し、プローブの直径は、50mm〜100mmで、且つ、プローブの不定形耐火物表面からの長さは、200mm〜300mmであり、プローブ内の熱電対は、耐火煉瓦と不定形耐火物との間に配線されており、プローブは、不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成され、熱電対のプラス線及びマイナス線は、それぞれ、アルミナ長繊維に被覆されると共に、そのアルミナ長繊維に被覆されたプラス線及びマイナス線は、束ねられて更にアルミナ長繊維で被覆される。
【0008】
(1)本発明では、プローブの不定形耐火物表面からの長さを200mm以上とすることによって、プローブの他端をタンディッシュの内壁から遠ざけることが可能となるので、プローブ内の熱電対がタンディッシュ内壁の影響を受けるのを抑制することができる。これにより、当該熱電対により、溶鋼温度の正確な測定が可能となる。
この際、プローブの他端をタンディッシュの内壁から遠ざけ過ぎると、プローブの他端に溶鋼流に係る大きなモーメントが加わり、プローブが折損するので、本発明では、プローブの不定形耐火物表面からの長さに上限(300mm以下)を設けて、上記した弊害を防止している。
(2)また、この本発明では、プローブ内の熱電対が耐火煉瓦と不定形耐火物との間に配線されており、タンディッシュに貫通穴を設ける必要がないので、タンディッシュから溶鋼が漏れるおそれがない。そのため、溶鋼漏出に起因して、溶鋼温度が測定不能になるのを防止することができる。
なお、上記したタンディッシュ内の配線は、タンディッシュ内で熱電対が短絡しないように、フレキシブルなアルミナ長繊維で保護する。
(3)また、この本発明では、プローブが不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成されているので、膨張率の違いによる弊害(プローブ又は不定形耐火物に亀裂や割れが発生)が発生するのを抑制することができる。そのため、溶鋼温度を正確に測定することが可能となる。
以上の点から、本発明の連続測温方法では、タンディッシュ内の溶鋼温度を正確に測定することができる。
【0009】
また、プローブは、タンディッシュ内で折損しない仕様にしなければならないところ、本発明では、プローブの直径を50mm以上にすることによって、プローブがタンディッシュ内の溶鋼流に耐えうる構成にすることができる。一方で、プローブの直径を大きくし過ぎるとプローブが自重に耐え切れず、プローブ設置箇所下の不定形耐火物に亀裂が入ってしまうが、本発明では、プローブの直径に上限(100mm以下)を設けることによって、上記した弊害を防止している。
【発明の効果】
【0010】
この発明による連続測温方法では、タンディッシュ内の溶鋼温度を正確に測定することができる。その結果、高温注入時のブレークアウトや、低温注入時のノズル詰まりを未然に防ぐことができる。
また、温度的中率がアップするので、熱ロスの低減につながる。
【図面の簡単な説明】
【0011】
【図1】連続鋳造設備の全体概略図
【図2】タンディッシュ及びそのタンディッシュに設けられるプローブを示す模式図
【図3】(a)プローブの縦断面図、(b)A−A線に沿った断面図(シース省略)
【図4】プローブ長さと溶鋼温度の差異とのを関係を示したグラフ
【図5】測定温度(連続測温、検証測温、バッチ測温)の時間的変化を示したグラフ
【発明を実施するための形態】
【0012】
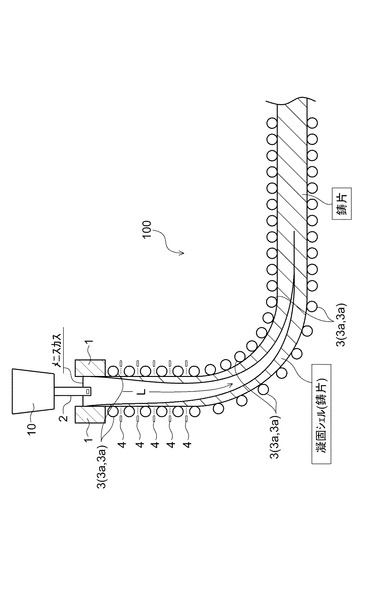
周知の通り、連続鋳造設備の鋳造経路に着目すると、湾曲型連続鋳造設備と垂直曲げ型連続鋳造設備なるものがある。前者は、鋳型から鋳造経路に沿って、円弧経路部と矯正経路部、水平経路部を有するものであり、後者は、上記円弧経路部の上流に垂直経路部を設け、溶鋼中の介在物浮上を図ったものである。また、連続鋳造設備の鋳造する鋳片の断面形状に着目すると、断面形状のアスペクト比が2以上であるスラブと2以下のブルーム、更に、断面形状が正方形であるビレットなるものがある。本願発明の連続測温方法は、上記の通りに列記したすべての連続鋳造設備で使用可能であり、本明細書では、一例として、本願発明を垂直曲げ型連続鋳造設備に適用した例を説明する。
【0013】
以下、図1に基づいて、連続鋳造設備100について概説する。
【0014】
連続鋳造設備100は、注湯される溶鋼を冷却して所定形状のシェルを形成するための鋳型1と、タンディッシュ10に保持される溶鋼を鋳型1へ所定流量で滑らかに注湯するための浸漬ノズル2と、鋳型1の直下から鋳造経路Lに沿って複数で並設されるロール対3と、を備える。本実施形態において前記の鋳造経路Lは、略鉛直方向に延びる垂直経路部と、この垂直経路部に接続され、円弧状に延びる円弧経路部と、更にその下流側に設けられ、水平方向に延びる水平経路部と、前記の円弧経路部及び水平経路部とを滑らかに接続するための矯正経路部と、から成る。
【0015】
前記のロール対3の夫々は、鋳造対象としての鋳片を、両広面でもって挟持する一対のロール3a・3aから構成される。この一対のロール3a・3aのロール面間の最短距離としてのロールギャップ[mm]は適宜の手段により調節可能に構成される。
【0016】
また、前記の鋳造経路Lの前半には、鋳型1内で形成され、該鋳型1から引き抜かれる凝固シェルに対して所定の流量で冷却水を噴霧する冷却ノズル4が適宜に設けられる。一般に、前記の鋳型1が1次冷却帯と称されるのに対して、この意味で、冷却ノズル4が配される経路部は2次冷却帯と称される。
【0017】
鋳型1から引き抜かれ、鋳造経路Lに沿って搬送されるシェルは、自然放熱や、上記冷却ノズル4などにより更に冷却されて収縮する。従って、上記のロール対3のロールギャップ[mm]は、一般に、鋳造経路Lの下流側へ進むに連れて緩やかに狭くなるように設定される。
【0018】
以上の構成で、連続鋳造を開始するには、鋳型1へ溶鋼を注湯する前に予め図略のダミーバーを前記の鋳造経路L内に挿入しておき、浸漬ノズル2を介して鋳型1へ溶鋼を注湯し始めると共に上記ダミーバーを下流側へ引き抜く。この鋳型1への溶鋼の注湯量と、ダミーバーの引き抜き速度とは、鋳造速度が所定の鋳造速度に至るまでの間、漸増させる。そして、このダミーバーは、所定のメニスカス距離に到達したときに、適宜の手段により回収する。これで、側面が凝固したシェルを鋳型1の底から引き出すことによって、鋳片が連続的に鋳造されるようになる。
【0019】
次に、タンディッシュ内の溶鋼温度を連続的に測定する連続測温方法について詳細に説明する。即ち、本実施形態では、タンディッシュ内の溶鋼温度を連続的に測定すべく、図2に示すように、タンディッシュ内壁に溶鋼温度を測定するための熱電対を有するプローブを設けている。
【0020】
[タンディッシュ10]
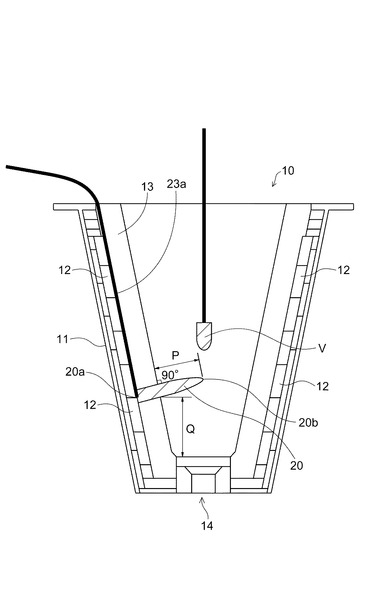
タンディッシュ10は、外殻を形成する鉄皮11と、鉄皮11の内側に貼り付けられる耐火煉瓦12と、耐火煉瓦12の内側に設けられる不定形耐火物13とを有している。また、タンディッシュ10の底面には、インサートノズル14が設けられている。このタンディッシュ10に注入された溶鋼は、インサートノズル14から流出するようになっている。本実施形態の不定形耐火物13は、Al2O3を63%〜65%(質量百分率、以下同様)、SiO2を35%〜37%含有するアルミナ系の不定形耐火物であって、その膨張率は、後述するプローブ20のシース21の膨張率に対して、±0.3%以内の値となっている(以下、プローブ20のシース21の膨張率を、単にプローブ20の膨張率と適宜略記する)。上記した「膨張率」は、1500℃で、3時間加熱後、常温に戻した時の膨張率を定義し、JIS規格のR2208に沿って算出する。タンディッシュ10内の溶鋼温度を測定する測定手段としてのプローブ20は、この不定形耐火物13に埋め込まれて固定されている。
【0021】
[プローブ20]
プローブ20は、タンディッシュ10内の溶鋼温度を連続的に測定するために設けられており、その一端20aは、不定形耐火物13に埋め込まれると共に、その他端20bは、タンディッシュ10内へと突出している。タンディッシュ10内の溶鋼温度を測定する周知の方法として、1チャージ使い切りのバッチ方式が知られているが、このバッチ方式では、浸漬時間や浸漬深さが変わることによって温度がばらつき信頼性に欠けることがある。そこで、本実施形態では、プローブ20をタンディッシュ10に固定して、その温度検知位置がはらつかないようにしている。図3(a)に示すように、プローブ20の直径Rは、50mm〜100mmである。プローブ20は、タンディッシュ10内で折損せず、また溶損しない仕様にしなければならない。そこで、折損せずに溶鋼流に耐えれる直径として、50mm以上とする。一方、100mmを超える直径になると、自重に耐え切れず、プローブ設置箇所の不定形耐火物13に亀裂や割れが生じてしまう。そこで、自重に耐えうる直径として、100mm以下とする。また、プローブ20の不定形耐火物13表面からの長さ(以下、「プローブ長さ」とする)Pは、200mm〜300mmである。後述するプローブ20の熱電対23は、図4に示すように、その測定点がタンディッシュ10の内壁に近接する場合、その壁面の温度を捉えてしまうので、壁面より200mm以上の距離が必要である。一方、プローブ長さPが300mmを超えてしまうと、プローブ20の先端に加わる溶鋼流に係るモーメントが大きくなり、折損してしまうおそれがある。そこで、上記のように、プローブ長さPを200mm〜300mmとする。
また、プローブ20の取付角度は、不定形耐火物13表面に対して90°であると共に、プローブ20の高さ位置Qは、約300mmである。なお、このプローブ20の高さ位置Qは、マス上端からプローブ20の根元位置までの長さとする(図2参照)。
【0022】
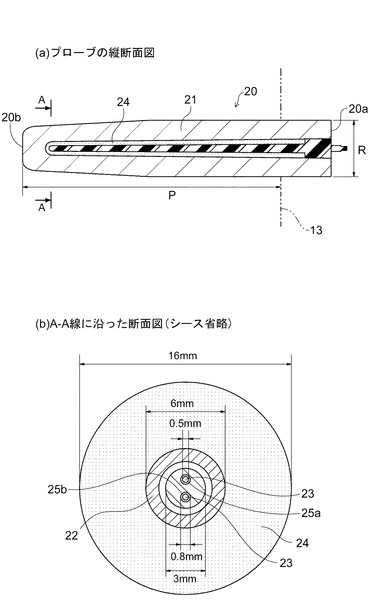
このプローブ20は、図3(a)及び(bs)に示すように、外郭を形成するシース21と、中空部を有する筒状の保護管22と、当該保護管22の中空部に配置される熱電対23と、シース21と保護管22との間に配置されるアルミナ粒からなるコンパンド24とを、有している。本実施形態のシース21は、Al2O3を38%〜88%、SiO2を5%〜24%、SiCを4%〜5%、Cを3%〜36%含有しており、その膨張率は、上記した不定形耐火物13の膨張率に対して、±0.3%以内の値となっている。このシース21は、中空部を有する筒状であって、その先端(タンディッシュ10内に突出する端部)は閉塞している。そして、シース21の中空部には、保護管22が配置されている。この保護管22も、中空部を有する筒状であって、その先端(タンディッシュ10内に突出する端部)は閉塞している。そして、保護管22の中空部に配置される熱電対23は、B熱電対であって、そのプラス線は、Ptを70%、Rhを30%含有すると共に、そのマイナス線は、Ptを94%、Rhを6%含有する。この熱電対23の先端の測定点は、鋳型1へ注入される直前の溶鋼温度を測定できるように、インサートノズル14の溶鋼流出孔の直上に配置されている。図3(b)に示すように、上記した保護管22の直径は、約6.0mmであり、その保護管22の周囲に設けられるコンパンド24の直径は、約16mmである。
【0023】
本実施形態では、熱電対23のプラス線及びマイナス線(以下、適宜「素線」と呼ぶ)は、それぞれ、アルミナ長繊維25aに被覆されると共に、そのアルミナ長繊維25aに被覆されたプラス線及びマイナス線は、束ねられて更にアルミナ長繊維25bで被覆される。このアルミナ長繊維25a,25bは、Al2O3を72%、SiO2を28%含有する。本実施形態では、図2に示すように、熱電対23は、耐火煉瓦12と不定形耐火物13との間に配線され、タンディッシュ10の上端部からタンディッシュ10外に引き出される。このように、熱電対23の配線23aが、耐火煉瓦12と不定形耐火物13と間で引き回されるので、熱電対23の配線23aは短絡しないようにフレキシブルな材料を選定する必要がある。そこで、本実施形態では、熱電対23の素線は、上記したアルミナ長繊維25a,25bで被覆される。図3(b)に示すように、熱電対23の素線(プラス線及びマイナス線)は、直径が約0.5mmであり、その素線(プラス線及びマイナス線)がアルミナ長繊維25aが被覆された状態では、直径が約0.8mmとなる。そして、そのアルミナ長繊維25aが被覆された状態のものを束ねて更にアルミナ長繊維25bで被覆した状態では、直径が約3.0mmとなる。
【0024】
本実施形態では、上記したように、プローブ長さPを200mm以上とすることによって、プローブ20の他端20bをタンディッシュ10の内壁から遠ざけることが可能となるので、プローブ20内の熱電対23がタンディッシュ10内壁から温度の影響を受けるのを抑制することができる。これにより、熱電対23により、溶鋼温度の正確な測定が可能となる。
この際、プローブ20の他端20bをタンディッシュ10の内壁から遠ざけ過ぎると、プローブ20の他端20bに溶鋼流に係る大きなモーメントが加わり、プローブ20が折損するので、本実施形態では、プローブ長さPに上限(300mm以下)を設けて、上記した弊害を防止している。
【0025】
また、本実施形態では、プローブ20内の熱電対23が耐火煉瓦12と不定形耐火物13との間に配線されており、タンディッシュ10に熱電対23の配線23aを通過させるための貫通穴(特許文献1の段落[0013]及び図2など参照)を設ける必要がないので、タンディッシュ10から溶鋼が漏れるおそれがない。そのため、溶鋼漏出に起因して、溶鋼温度が測定不能になるのを防止することができる。
この際、本実施形態では、熱電対23の素線をフレキシブルなアルミナ長線機で被覆しているので、タンディッシュ内で熱電対が短絡しないように配線することが可能となる。
【0026】
また、本実施形態では、プローブ20が不定形耐火物13の膨張率に対して、±0.3%以内の膨張率の材料で構成されているので、膨張率の違いによる弊害(プローブ20又は不定形耐火物13に亀裂や割れが発生)が発生するのを抑制することができる。そのため、溶鋼温度を正確に測定することが可能となる。
【0027】
これらの点から、本実施形態の連続測温方法では、図5に示すように、鋳型内のシェルの成長に及ぼす重要なパラメータである溶鋼温度を正確に連続的に測定することが可能となる。このように、注入直前の温度を計測することにより、迅速に操業パラメータに反映することができる。また、今まで計測できなかった非定常(鋳造初期、鋳造終了時、取鍋交換時)の温度の測定が可能になり、ブレークアウトの防止、ノズル詰まりの防止につながる。
【0028】
また、本実施形態では、温度的中率がアップするので、熱ロスの低減につながる。
【実施例】
【0029】
次に、上記した実施形態に係る連続測温方法の技術的効果を確認するために行った実施例について説明する。下記の試験では、プローブの直径、プローブ長さ、並びに、不定形耐火物及びプローブの膨張率の差異等が異なる実施例1〜7及び比較例1〜8について、『温度差』、『折損有無』、『亀裂有無』を調査した。
『温度差』は、各試験(実施例1〜7及び比較例1〜8)におけるプローブによる測定温度(図5中の「連続測温」)と、検証温度(図5中の「検証温度」)と、の差異(絶対値)であって、プローブによる測定温度が正確な値を測定しているか否かを調べるために行なった。ここでは、当該『温度差』が0であれば、正確に測定できているとした。なお、検証温度は、図2に示すように、タンディッシュ上から、実施例2のプローブと同じ材料の測温プローブVを浸漬させ、温度を測定した。その測定位置は、プローブ先端の直上とした。
『折損有無』は、使用後のタンディッシュにおいて、プローブに折損が生じているか否かを目視により外観調査した。
『亀裂有無』は、使用後のタンディッシュにおいて、プローブ又は不定形耐火物に亀裂が生じているか否かを目視により外観調査した。
なお、本試験では、70ton容量のタンディッシュを使用した。定常鋳造時は、65ton〜68ton以内で操業を実施した。
【0030】
ここで、本試験の実験条件を紹介しておく。
熱電対:B熱電対(+側:70%Pt−30%Rh、−側:94%Pt−6%Rh)
熱電対の保護:アルミナ長繊維をプラス線及びマイナス線の各々の素線に被覆し、さらにその2本の熱電対を更にアルミナ長繊維で被覆した(図3(b)参照)。この熱電対は、タンディッシュにおける耐火煉瓦と不定形耐火物との間に配線した。ここでは、Al2O3を72%、SiO2を28%含有するアルミナ長繊維を利用した。
測温記録方法:市販のデータロガーにて連続測温データを記録した。
バッチ測温:上記した熱電対を有する消耗型のプローブをタンディッシュ内溶鋼表面より100mm浸漬させて測定した温度とした。
【0031】
実施例1〜7及び比較例1〜8におけるプローブの直径、プローブの長さ、不定形耐火物及びプローブの膨張率の差異等の実験条件、並びに、その結果は、表1に示す通りである。
【0032】
【表1】

【0033】
(実施例1)
他の実施例との比較において、プローブの直径が50mm(下限値)で特徴的な実施例1では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブの直径が50mm以上であれば、プローブが溶鋼流に係る圧力に耐えうる構成になることが確認できた。
【0034】
(実施例2及び実施例3)
実施例1との比較において、プローブの直径(60mm)を少し大きくした実施例2及び実施例3では、実施例1と同様に、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。
【0035】
(実施例4)
他の実施例との比較において、膨張率の差異(0.03)が小さいことが特徴的な実施例4では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。不定形耐火物とプローブとの膨張率の差異が小さければ、互いの膨張度の違いが少なく、不定形耐火物及びプローブのいずれにも亀裂が入らないことが確認できた。
【0036】
(実施例5)
他の実施例との比較において、膨張率の差異(0.25)が大きいことが特徴的な実施例5では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。このように、膨張率の差異が0.25以内であれば、不定形耐火物及びプローブのいずれにも亀裂が入らないことが確認できた。
【0037】
(実施例6)
他の実施例との比較において、プローブ長さが300mm(上限値)で特徴的な実施例1では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブ長さが300mm以下であれば、プローブの先端に加わる溶鋼流に係るモーメントも小さく、プローブが折損しないことを確認できた。
【0038】
(実施例7)
他の実施例との比較において、プローブの直径が100mm(上限値)で特徴的な実施例7では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブの直径が100mm以下であれば、プローブの自重を不定形耐火物で支持することが可能であることが確認できた。
【0039】
上記したように、[1]プローブの直径が50mm〜100mm、[2]プローブ長さ(プローブの不定形耐火物表面からの長さ)が200mm〜300mm、[3]プローブが不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成される、という各条件を満たす実施例1〜7では、『温度差』が0であって、『折損』及び『亀裂』が共に無かった。その結果、実施例1〜7の総合判定は、いずれも「OK」となった。
【0040】
(比較例1)
上記した実施例1〜7との比較において、プローブの直径を小さくした比較例1では、『温度差』が0であり、『亀裂』が無かったが、『折損』が確認された。その結果、比較例1の総合判定は、「NG」となった。プローブの直径(30mm)が細径では、溶鋼流に係る圧力に耐えられずにプローブが折損してしまったと考えられる。
【0041】
(比較例2)
上記した実施例1〜7との比較において、プローブの直径を大きくした比較例2では、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例2の総合判定は、「NG」となった。プローブの直径(120mm)が太径では、プローブの自重に耐え切れずに、プローブ下の不定形耐火物面に亀裂が入ってしまったと考えられる。
【0042】
(比較例3)
上記した比較例2より更にプローブの直径を大きくした比較例3では、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例3の総合判定は、「NG」となった。プローブの直径(150mm)が太径では、比較例2と同様に、プローブの自重に耐え切れずに、プローブ下の不定形耐火物面に亀裂が入ってしまったと考えられる。
【0043】
(比較例4)
上記した実施例1〜7との比較において、プローブ長さを短くした比較例4では、『折損』及び『亀裂』が無かったが、『温度差』が48℃であった。その結果、比較例4の総合判定は、「NG」となった。プローブ長さ(100mm)が短いと、タンディッシュ壁面の温度の影響を受けて、正確に溶鋼温度を測定できなかったと考えられる。
【0044】
(比較例5)
上記した実施例1〜7との比較において、プローブ長さを長くした比較例5では、『温度差』が0であり、『亀裂』が無かったが、『折損』が確認された。その結果、比較例5の総合判定は、「NG」となった。プローブ長さ(350mm)長いと、プローブの先端に溶鋼流に係る大きなモーメントが加わり、プローブが折損してしまったと考えられる。
【0045】
(比較例6)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例6では(不定形耐火物:+0.48、プローブ:−0.20)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例6の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0046】
(比較例7)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例7(比較例6と比較して膨張率の差異が小さい)では(不定形耐火物:+0.48、プローブ:+0.05)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例7の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、比較例6と同様に、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0047】
(比較例8)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例8(比較例6、7と比較してプローブの膨張率が大きい)では(不定形耐火物:+0.48、プローブ:+1.00)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例8の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、比較例6、7と同様に、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0048】
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成は、これらの実施形態および実施例に限定されるものでないと考えられるべきである。本発明の範囲は、上記した実施形態および実施例の説明だけではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれる。
【0049】
例えば、上記実施例では、表1に示されるように、不定形耐火物の材料及びプローブの材料を規定したが、本発明はこれに限らず、不定形耐火物及びプローブの材料は、それらの膨張率が±0.3%以内であれば、上記組成に限定されない。
【産業上の利用可能性】
【0050】
本発明を利用すれば、タンディッシュ内の溶鋼温度を正確に測定することができ、高温注入時のブレークアウトや低温注入時のノズル詰まりを未然に防ぐことができる。
【符号の説明】
【0051】
1 鋳型
2 浸漬ノズル
3 ロール対
3a ロール
4 冷却ノズル
5 広面鋳型
6 狭面鋳型
7 溶鋼吐出孔
10 タンディッシュ
11 鉄皮
12 耐火煉瓦
13 不定形耐火物
14 インサートノズル
20 プローブ
21 シース
22 保護管
23 熱電対
23a 配線
24 コンパウンド
25a,25b アルミナ長繊維
100 連続鋳造設備
【技術分野】
【0001】
本発明は、タンディッシュ内の溶鋼温度を連続的に測定する連続測温方法に関し、特に、タンディッシュの内側に設けられた不定形耐火物に埋め込まれたプローブ内の熱電対によってタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法に関する。
【背景技術】
【0002】
従来、タンディッシュ内の溶鋼温度を測定する方法が種々提案されている(例えば、特許文献1参照)。この特許文献1には、金属を溶融する際に使用する溶融容器を構成する耐火煉瓦の内側に積層される耐火部材に埋め込み可能な測温装置であって、内部に温度測定用センサを収容した保護管を耐火煉瓦に固定する測温装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−267986号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した特許文献1の測温装置では、以下の問題点があった。
(1)温度測定用センサの測定点が溶融容器の内壁に近接しているので(特許文献1の図2、図3など参照)、温度測定用センサが溶融容器の内壁の温度を測定してしまい、溶融容器内の溶鋼温度を正確に測定することができない。
(2)溶融容器の底面に温度測定センサを挿入するための貫通穴が形成されているので(特許文献1の段落[0013]及び図2など参照)、溶鋼圧力により当該貫通穴から溶鋼が漏れる可能性があり、溶鋼温度が測定不能に陥ることがある。
(3)保護管とその保護管が埋め込まれる耐火部材とが溶鋼の高温にさらされることで、それらの熱膨張の違いにより、保護管又は耐火部材に亀裂や割れが発生するおそれがある。そのため、溶鋼温度を正確に測定することが困難な状態になる。
【0005】
溶鋼温度を正確に測定することができないと、ブレークアウトやノズル詰まりにつながるおそれがある。高温注入に起因するブレークアウトは、タンディッシュ内の溶鋼温度と相関がある。溶鋼温度が高いと鋳型内のシェルが停滞もしくは、再溶解され、ブレークアウトが発生する。また、逆に、溶鋼温度が低いとノズル詰まりが発生し、連続鋳造を継続することができない。従って、溶鋼温度を正確に測定できれば、高温注入によるブレークアウトや低温注入によるノズル詰まりを未然に防止することが可能となる。
【0006】
そこで、この発明は、上記のような課題を解決するためになされたものであり、タンディッシュ内の溶鋼温度を正確に測定することが可能な連続測温方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の連続測温方法は、耐火煉瓦と耐火煉瓦の内側に設けられた不定形耐火物とで成型されるタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法であって、溶鋼温度を測定する熱電対を有するプローブは、その一端が不定形耐火物に埋め込まれると共に、その他端は、タンディッシュ内へと突出し、プローブの直径は、50mm〜100mmで、且つ、プローブの不定形耐火物表面からの長さは、200mm〜300mmであり、プローブ内の熱電対は、耐火煉瓦と不定形耐火物との間に配線されており、プローブは、不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成され、熱電対のプラス線及びマイナス線は、それぞれ、アルミナ長繊維に被覆されると共に、そのアルミナ長繊維に被覆されたプラス線及びマイナス線は、束ねられて更にアルミナ長繊維で被覆される。
【0008】
(1)本発明では、プローブの不定形耐火物表面からの長さを200mm以上とすることによって、プローブの他端をタンディッシュの内壁から遠ざけることが可能となるので、プローブ内の熱電対がタンディッシュ内壁の影響を受けるのを抑制することができる。これにより、当該熱電対により、溶鋼温度の正確な測定が可能となる。
この際、プローブの他端をタンディッシュの内壁から遠ざけ過ぎると、プローブの他端に溶鋼流に係る大きなモーメントが加わり、プローブが折損するので、本発明では、プローブの不定形耐火物表面からの長さに上限(300mm以下)を設けて、上記した弊害を防止している。
(2)また、この本発明では、プローブ内の熱電対が耐火煉瓦と不定形耐火物との間に配線されており、タンディッシュに貫通穴を設ける必要がないので、タンディッシュから溶鋼が漏れるおそれがない。そのため、溶鋼漏出に起因して、溶鋼温度が測定不能になるのを防止することができる。
なお、上記したタンディッシュ内の配線は、タンディッシュ内で熱電対が短絡しないように、フレキシブルなアルミナ長繊維で保護する。
(3)また、この本発明では、プローブが不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成されているので、膨張率の違いによる弊害(プローブ又は不定形耐火物に亀裂や割れが発生)が発生するのを抑制することができる。そのため、溶鋼温度を正確に測定することが可能となる。
以上の点から、本発明の連続測温方法では、タンディッシュ内の溶鋼温度を正確に測定することができる。
【0009】
また、プローブは、タンディッシュ内で折損しない仕様にしなければならないところ、本発明では、プローブの直径を50mm以上にすることによって、プローブがタンディッシュ内の溶鋼流に耐えうる構成にすることができる。一方で、プローブの直径を大きくし過ぎるとプローブが自重に耐え切れず、プローブ設置箇所下の不定形耐火物に亀裂が入ってしまうが、本発明では、プローブの直径に上限(100mm以下)を設けることによって、上記した弊害を防止している。
【発明の効果】
【0010】
この発明による連続測温方法では、タンディッシュ内の溶鋼温度を正確に測定することができる。その結果、高温注入時のブレークアウトや、低温注入時のノズル詰まりを未然に防ぐことができる。
また、温度的中率がアップするので、熱ロスの低減につながる。
【図面の簡単な説明】
【0011】
【図1】連続鋳造設備の全体概略図
【図2】タンディッシュ及びそのタンディッシュに設けられるプローブを示す模式図
【図3】(a)プローブの縦断面図、(b)A−A線に沿った断面図(シース省略)
【図4】プローブ長さと溶鋼温度の差異とのを関係を示したグラフ
【図5】測定温度(連続測温、検証測温、バッチ測温)の時間的変化を示したグラフ
【発明を実施するための形態】
【0012】
周知の通り、連続鋳造設備の鋳造経路に着目すると、湾曲型連続鋳造設備と垂直曲げ型連続鋳造設備なるものがある。前者は、鋳型から鋳造経路に沿って、円弧経路部と矯正経路部、水平経路部を有するものであり、後者は、上記円弧経路部の上流に垂直経路部を設け、溶鋼中の介在物浮上を図ったものである。また、連続鋳造設備の鋳造する鋳片の断面形状に着目すると、断面形状のアスペクト比が2以上であるスラブと2以下のブルーム、更に、断面形状が正方形であるビレットなるものがある。本願発明の連続測温方法は、上記の通りに列記したすべての連続鋳造設備で使用可能であり、本明細書では、一例として、本願発明を垂直曲げ型連続鋳造設備に適用した例を説明する。
【0013】
以下、図1に基づいて、連続鋳造設備100について概説する。
【0014】
連続鋳造設備100は、注湯される溶鋼を冷却して所定形状のシェルを形成するための鋳型1と、タンディッシュ10に保持される溶鋼を鋳型1へ所定流量で滑らかに注湯するための浸漬ノズル2と、鋳型1の直下から鋳造経路Lに沿って複数で並設されるロール対3と、を備える。本実施形態において前記の鋳造経路Lは、略鉛直方向に延びる垂直経路部と、この垂直経路部に接続され、円弧状に延びる円弧経路部と、更にその下流側に設けられ、水平方向に延びる水平経路部と、前記の円弧経路部及び水平経路部とを滑らかに接続するための矯正経路部と、から成る。
【0015】
前記のロール対3の夫々は、鋳造対象としての鋳片を、両広面でもって挟持する一対のロール3a・3aから構成される。この一対のロール3a・3aのロール面間の最短距離としてのロールギャップ[mm]は適宜の手段により調節可能に構成される。
【0016】
また、前記の鋳造経路Lの前半には、鋳型1内で形成され、該鋳型1から引き抜かれる凝固シェルに対して所定の流量で冷却水を噴霧する冷却ノズル4が適宜に設けられる。一般に、前記の鋳型1が1次冷却帯と称されるのに対して、この意味で、冷却ノズル4が配される経路部は2次冷却帯と称される。
【0017】
鋳型1から引き抜かれ、鋳造経路Lに沿って搬送されるシェルは、自然放熱や、上記冷却ノズル4などにより更に冷却されて収縮する。従って、上記のロール対3のロールギャップ[mm]は、一般に、鋳造経路Lの下流側へ進むに連れて緩やかに狭くなるように設定される。
【0018】
以上の構成で、連続鋳造を開始するには、鋳型1へ溶鋼を注湯する前に予め図略のダミーバーを前記の鋳造経路L内に挿入しておき、浸漬ノズル2を介して鋳型1へ溶鋼を注湯し始めると共に上記ダミーバーを下流側へ引き抜く。この鋳型1への溶鋼の注湯量と、ダミーバーの引き抜き速度とは、鋳造速度が所定の鋳造速度に至るまでの間、漸増させる。そして、このダミーバーは、所定のメニスカス距離に到達したときに、適宜の手段により回収する。これで、側面が凝固したシェルを鋳型1の底から引き出すことによって、鋳片が連続的に鋳造されるようになる。
【0019】
次に、タンディッシュ内の溶鋼温度を連続的に測定する連続測温方法について詳細に説明する。即ち、本実施形態では、タンディッシュ内の溶鋼温度を連続的に測定すべく、図2に示すように、タンディッシュ内壁に溶鋼温度を測定するための熱電対を有するプローブを設けている。
【0020】
[タンディッシュ10]
タンディッシュ10は、外殻を形成する鉄皮11と、鉄皮11の内側に貼り付けられる耐火煉瓦12と、耐火煉瓦12の内側に設けられる不定形耐火物13とを有している。また、タンディッシュ10の底面には、インサートノズル14が設けられている。このタンディッシュ10に注入された溶鋼は、インサートノズル14から流出するようになっている。本実施形態の不定形耐火物13は、Al2O3を63%〜65%(質量百分率、以下同様)、SiO2を35%〜37%含有するアルミナ系の不定形耐火物であって、その膨張率は、後述するプローブ20のシース21の膨張率に対して、±0.3%以内の値となっている(以下、プローブ20のシース21の膨張率を、単にプローブ20の膨張率と適宜略記する)。上記した「膨張率」は、1500℃で、3時間加熱後、常温に戻した時の膨張率を定義し、JIS規格のR2208に沿って算出する。タンディッシュ10内の溶鋼温度を測定する測定手段としてのプローブ20は、この不定形耐火物13に埋め込まれて固定されている。
【0021】
[プローブ20]
プローブ20は、タンディッシュ10内の溶鋼温度を連続的に測定するために設けられており、その一端20aは、不定形耐火物13に埋め込まれると共に、その他端20bは、タンディッシュ10内へと突出している。タンディッシュ10内の溶鋼温度を測定する周知の方法として、1チャージ使い切りのバッチ方式が知られているが、このバッチ方式では、浸漬時間や浸漬深さが変わることによって温度がばらつき信頼性に欠けることがある。そこで、本実施形態では、プローブ20をタンディッシュ10に固定して、その温度検知位置がはらつかないようにしている。図3(a)に示すように、プローブ20の直径Rは、50mm〜100mmである。プローブ20は、タンディッシュ10内で折損せず、また溶損しない仕様にしなければならない。そこで、折損せずに溶鋼流に耐えれる直径として、50mm以上とする。一方、100mmを超える直径になると、自重に耐え切れず、プローブ設置箇所の不定形耐火物13に亀裂や割れが生じてしまう。そこで、自重に耐えうる直径として、100mm以下とする。また、プローブ20の不定形耐火物13表面からの長さ(以下、「プローブ長さ」とする)Pは、200mm〜300mmである。後述するプローブ20の熱電対23は、図4に示すように、その測定点がタンディッシュ10の内壁に近接する場合、その壁面の温度を捉えてしまうので、壁面より200mm以上の距離が必要である。一方、プローブ長さPが300mmを超えてしまうと、プローブ20の先端に加わる溶鋼流に係るモーメントが大きくなり、折損してしまうおそれがある。そこで、上記のように、プローブ長さPを200mm〜300mmとする。
また、プローブ20の取付角度は、不定形耐火物13表面に対して90°であると共に、プローブ20の高さ位置Qは、約300mmである。なお、このプローブ20の高さ位置Qは、マス上端からプローブ20の根元位置までの長さとする(図2参照)。
【0022】
このプローブ20は、図3(a)及び(bs)に示すように、外郭を形成するシース21と、中空部を有する筒状の保護管22と、当該保護管22の中空部に配置される熱電対23と、シース21と保護管22との間に配置されるアルミナ粒からなるコンパンド24とを、有している。本実施形態のシース21は、Al2O3を38%〜88%、SiO2を5%〜24%、SiCを4%〜5%、Cを3%〜36%含有しており、その膨張率は、上記した不定形耐火物13の膨張率に対して、±0.3%以内の値となっている。このシース21は、中空部を有する筒状であって、その先端(タンディッシュ10内に突出する端部)は閉塞している。そして、シース21の中空部には、保護管22が配置されている。この保護管22も、中空部を有する筒状であって、その先端(タンディッシュ10内に突出する端部)は閉塞している。そして、保護管22の中空部に配置される熱電対23は、B熱電対であって、そのプラス線は、Ptを70%、Rhを30%含有すると共に、そのマイナス線は、Ptを94%、Rhを6%含有する。この熱電対23の先端の測定点は、鋳型1へ注入される直前の溶鋼温度を測定できるように、インサートノズル14の溶鋼流出孔の直上に配置されている。図3(b)に示すように、上記した保護管22の直径は、約6.0mmであり、その保護管22の周囲に設けられるコンパンド24の直径は、約16mmである。
【0023】
本実施形態では、熱電対23のプラス線及びマイナス線(以下、適宜「素線」と呼ぶ)は、それぞれ、アルミナ長繊維25aに被覆されると共に、そのアルミナ長繊維25aに被覆されたプラス線及びマイナス線は、束ねられて更にアルミナ長繊維25bで被覆される。このアルミナ長繊維25a,25bは、Al2O3を72%、SiO2を28%含有する。本実施形態では、図2に示すように、熱電対23は、耐火煉瓦12と不定形耐火物13との間に配線され、タンディッシュ10の上端部からタンディッシュ10外に引き出される。このように、熱電対23の配線23aが、耐火煉瓦12と不定形耐火物13と間で引き回されるので、熱電対23の配線23aは短絡しないようにフレキシブルな材料を選定する必要がある。そこで、本実施形態では、熱電対23の素線は、上記したアルミナ長繊維25a,25bで被覆される。図3(b)に示すように、熱電対23の素線(プラス線及びマイナス線)は、直径が約0.5mmであり、その素線(プラス線及びマイナス線)がアルミナ長繊維25aが被覆された状態では、直径が約0.8mmとなる。そして、そのアルミナ長繊維25aが被覆された状態のものを束ねて更にアルミナ長繊維25bで被覆した状態では、直径が約3.0mmとなる。
【0024】
本実施形態では、上記したように、プローブ長さPを200mm以上とすることによって、プローブ20の他端20bをタンディッシュ10の内壁から遠ざけることが可能となるので、プローブ20内の熱電対23がタンディッシュ10内壁から温度の影響を受けるのを抑制することができる。これにより、熱電対23により、溶鋼温度の正確な測定が可能となる。
この際、プローブ20の他端20bをタンディッシュ10の内壁から遠ざけ過ぎると、プローブ20の他端20bに溶鋼流に係る大きなモーメントが加わり、プローブ20が折損するので、本実施形態では、プローブ長さPに上限(300mm以下)を設けて、上記した弊害を防止している。
【0025】
また、本実施形態では、プローブ20内の熱電対23が耐火煉瓦12と不定形耐火物13との間に配線されており、タンディッシュ10に熱電対23の配線23aを通過させるための貫通穴(特許文献1の段落[0013]及び図2など参照)を設ける必要がないので、タンディッシュ10から溶鋼が漏れるおそれがない。そのため、溶鋼漏出に起因して、溶鋼温度が測定不能になるのを防止することができる。
この際、本実施形態では、熱電対23の素線をフレキシブルなアルミナ長線機で被覆しているので、タンディッシュ内で熱電対が短絡しないように配線することが可能となる。
【0026】
また、本実施形態では、プローブ20が不定形耐火物13の膨張率に対して、±0.3%以内の膨張率の材料で構成されているので、膨張率の違いによる弊害(プローブ20又は不定形耐火物13に亀裂や割れが発生)が発生するのを抑制することができる。そのため、溶鋼温度を正確に測定することが可能となる。
【0027】
これらの点から、本実施形態の連続測温方法では、図5に示すように、鋳型内のシェルの成長に及ぼす重要なパラメータである溶鋼温度を正確に連続的に測定することが可能となる。このように、注入直前の温度を計測することにより、迅速に操業パラメータに反映することができる。また、今まで計測できなかった非定常(鋳造初期、鋳造終了時、取鍋交換時)の温度の測定が可能になり、ブレークアウトの防止、ノズル詰まりの防止につながる。
【0028】
また、本実施形態では、温度的中率がアップするので、熱ロスの低減につながる。
【実施例】
【0029】
次に、上記した実施形態に係る連続測温方法の技術的効果を確認するために行った実施例について説明する。下記の試験では、プローブの直径、プローブ長さ、並びに、不定形耐火物及びプローブの膨張率の差異等が異なる実施例1〜7及び比較例1〜8について、『温度差』、『折損有無』、『亀裂有無』を調査した。
『温度差』は、各試験(実施例1〜7及び比較例1〜8)におけるプローブによる測定温度(図5中の「連続測温」)と、検証温度(図5中の「検証温度」)と、の差異(絶対値)であって、プローブによる測定温度が正確な値を測定しているか否かを調べるために行なった。ここでは、当該『温度差』が0であれば、正確に測定できているとした。なお、検証温度は、図2に示すように、タンディッシュ上から、実施例2のプローブと同じ材料の測温プローブVを浸漬させ、温度を測定した。その測定位置は、プローブ先端の直上とした。
『折損有無』は、使用後のタンディッシュにおいて、プローブに折損が生じているか否かを目視により外観調査した。
『亀裂有無』は、使用後のタンディッシュにおいて、プローブ又は不定形耐火物に亀裂が生じているか否かを目視により外観調査した。
なお、本試験では、70ton容量のタンディッシュを使用した。定常鋳造時は、65ton〜68ton以内で操業を実施した。
【0030】
ここで、本試験の実験条件を紹介しておく。
熱電対:B熱電対(+側:70%Pt−30%Rh、−側:94%Pt−6%Rh)
熱電対の保護:アルミナ長繊維をプラス線及びマイナス線の各々の素線に被覆し、さらにその2本の熱電対を更にアルミナ長繊維で被覆した(図3(b)参照)。この熱電対は、タンディッシュにおける耐火煉瓦と不定形耐火物との間に配線した。ここでは、Al2O3を72%、SiO2を28%含有するアルミナ長繊維を利用した。
測温記録方法:市販のデータロガーにて連続測温データを記録した。
バッチ測温:上記した熱電対を有する消耗型のプローブをタンディッシュ内溶鋼表面より100mm浸漬させて測定した温度とした。
【0031】
実施例1〜7及び比較例1〜8におけるプローブの直径、プローブの長さ、不定形耐火物及びプローブの膨張率の差異等の実験条件、並びに、その結果は、表1に示す通りである。
【0032】
【表1】
【0033】
(実施例1)
他の実施例との比較において、プローブの直径が50mm(下限値)で特徴的な実施例1では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブの直径が50mm以上であれば、プローブが溶鋼流に係る圧力に耐えうる構成になることが確認できた。
【0034】
(実施例2及び実施例3)
実施例1との比較において、プローブの直径(60mm)を少し大きくした実施例2及び実施例3では、実施例1と同様に、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。
【0035】
(実施例4)
他の実施例との比較において、膨張率の差異(0.03)が小さいことが特徴的な実施例4では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。不定形耐火物とプローブとの膨張率の差異が小さければ、互いの膨張度の違いが少なく、不定形耐火物及びプローブのいずれにも亀裂が入らないことが確認できた。
【0036】
(実施例5)
他の実施例との比較において、膨張率の差異(0.25)が大きいことが特徴的な実施例5では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。このように、膨張率の差異が0.25以内であれば、不定形耐火物及びプローブのいずれにも亀裂が入らないことが確認できた。
【0037】
(実施例6)
他の実施例との比較において、プローブ長さが300mm(上限値)で特徴的な実施例1では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブ長さが300mm以下であれば、プローブの先端に加わる溶鋼流に係るモーメントも小さく、プローブが折損しないことを確認できた。
【0038】
(実施例7)
他の実施例との比較において、プローブの直径が100mm(上限値)で特徴的な実施例7では、『折損』及び『亀裂』が共に無く、正確に溶鋼温度を測定することができた。プローブの直径が100mm以下であれば、プローブの自重を不定形耐火物で支持することが可能であることが確認できた。
【0039】
上記したように、[1]プローブの直径が50mm〜100mm、[2]プローブ長さ(プローブの不定形耐火物表面からの長さ)が200mm〜300mm、[3]プローブが不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成される、という各条件を満たす実施例1〜7では、『温度差』が0であって、『折損』及び『亀裂』が共に無かった。その結果、実施例1〜7の総合判定は、いずれも「OK」となった。
【0040】
(比較例1)
上記した実施例1〜7との比較において、プローブの直径を小さくした比較例1では、『温度差』が0であり、『亀裂』が無かったが、『折損』が確認された。その結果、比較例1の総合判定は、「NG」となった。プローブの直径(30mm)が細径では、溶鋼流に係る圧力に耐えられずにプローブが折損してしまったと考えられる。
【0041】
(比較例2)
上記した実施例1〜7との比較において、プローブの直径を大きくした比較例2では、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例2の総合判定は、「NG」となった。プローブの直径(120mm)が太径では、プローブの自重に耐え切れずに、プローブ下の不定形耐火物面に亀裂が入ってしまったと考えられる。
【0042】
(比較例3)
上記した比較例2より更にプローブの直径を大きくした比較例3では、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例3の総合判定は、「NG」となった。プローブの直径(150mm)が太径では、比較例2と同様に、プローブの自重に耐え切れずに、プローブ下の不定形耐火物面に亀裂が入ってしまったと考えられる。
【0043】
(比較例4)
上記した実施例1〜7との比較において、プローブ長さを短くした比較例4では、『折損』及び『亀裂』が無かったが、『温度差』が48℃であった。その結果、比較例4の総合判定は、「NG」となった。プローブ長さ(100mm)が短いと、タンディッシュ壁面の温度の影響を受けて、正確に溶鋼温度を測定できなかったと考えられる。
【0044】
(比較例5)
上記した実施例1〜7との比較において、プローブ長さを長くした比較例5では、『温度差』が0であり、『亀裂』が無かったが、『折損』が確認された。その結果、比較例5の総合判定は、「NG」となった。プローブ長さ(350mm)長いと、プローブの先端に溶鋼流に係る大きなモーメントが加わり、プローブが折損してしまったと考えられる。
【0045】
(比較例6)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例6では(不定形耐火物:+0.48、プローブ:−0.20)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例6の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0046】
(比較例7)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例7(比較例6と比較して膨張率の差異が小さい)では(不定形耐火物:+0.48、プローブ:+0.05)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例7の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、比較例6と同様に、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0047】
(比較例8)
上記した実施例1〜7との比較において、不定形耐火物とプローブとの膨張率の差異が大きい比較例8(比較例6、7と比較してプローブの膨張率が大きい)では(不定形耐火物:+0.48、プローブ:+1.00)、『温度差』が0であり、『折損』が無かったが、『亀裂』が確認された。その結果、比較例8の総合判定は、「NG」となった。不定形耐火物とプローブとの膨張率の差異が大きいと(±0.3を超えると)、比較例6、7と同様に、互いの膨張度の違いから不定形耐火物又はプローブのいずれかに亀裂が入ってしまったと考えられる。
【0048】
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成は、これらの実施形態および実施例に限定されるものでないと考えられるべきである。本発明の範囲は、上記した実施形態および実施例の説明だけではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれる。
【0049】
例えば、上記実施例では、表1に示されるように、不定形耐火物の材料及びプローブの材料を規定したが、本発明はこれに限らず、不定形耐火物及びプローブの材料は、それらの膨張率が±0.3%以内であれば、上記組成に限定されない。
【産業上の利用可能性】
【0050】
本発明を利用すれば、タンディッシュ内の溶鋼温度を正確に測定することができ、高温注入時のブレークアウトや低温注入時のノズル詰まりを未然に防ぐことができる。
【符号の説明】
【0051】
1 鋳型
2 浸漬ノズル
3 ロール対
3a ロール
4 冷却ノズル
5 広面鋳型
6 狭面鋳型
7 溶鋼吐出孔
10 タンディッシュ
11 鉄皮
12 耐火煉瓦
13 不定形耐火物
14 インサートノズル
20 プローブ
21 シース
22 保護管
23 熱電対
23a 配線
24 コンパウンド
25a,25b アルミナ長繊維
100 連続鋳造設備
【特許請求の範囲】
【請求項1】
耐火煉瓦と前記耐火煉瓦の内側に設けられた不定形耐火物とで成型されるタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法であって、
前記溶鋼温度を測定する熱電対を有するプローブは、その一端が前記不定形耐火物に埋め込まれると共に、その他端は、前記タンディッシュ内へと突出し、
前記プローブの直径は、50mm〜100mmで、且つ、前記プローブの前記不定形耐火物表面からの長さは、200mm〜300mmであり、
前記プローブ内の熱電対は、前記耐火煉瓦と前記不定形耐火物との間に配線されており、
前記プローブは、前記不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成され、
前記熱電対のプラス線及びマイナス線は、それぞれ、アルミナ長繊維に被覆されると共に、そのアルミナ長繊維に被覆された前記プラス線及び前記マイナス線は、束ねられて更にアルミナ長繊維で被覆されることを特徴とする、連続測温方法。
【請求項1】
耐火煉瓦と前記耐火煉瓦の内側に設けられた不定形耐火物とで成型されるタンディッシュ内の溶鋼温度を連続的に測定する連続測温方法であって、
前記溶鋼温度を測定する熱電対を有するプローブは、その一端が前記不定形耐火物に埋め込まれると共に、その他端は、前記タンディッシュ内へと突出し、
前記プローブの直径は、50mm〜100mmで、且つ、前記プローブの前記不定形耐火物表面からの長さは、200mm〜300mmであり、
前記プローブ内の熱電対は、前記耐火煉瓦と前記不定形耐火物との間に配線されており、
前記プローブは、前記不定形耐火物の膨張率に対して、±0.3%以内の膨張率の材料で構成され、
前記熱電対のプラス線及びマイナス線は、それぞれ、アルミナ長繊維に被覆されると共に、そのアルミナ長繊維に被覆された前記プラス線及び前記マイナス線は、束ねられて更にアルミナ長繊維で被覆されることを特徴とする、連続測温方法。
【図1】

【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−174726(P2011−174726A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2010−37172(P2010−37172)
【出願日】平成22年2月23日(2010.2.23)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成22年2月23日(2010.2.23)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]