
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム

【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接開始前に溶接線(溶接ワークの開先中心)に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システムに関するものである。
【背景技術】
【0002】
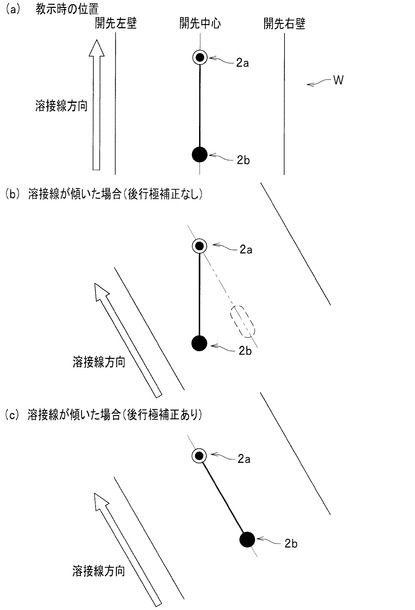
先行極と後行極の2つの電極を用いて溶接を行うタンデムアーク溶接においては、溶接開始前に、図7(a)に示すように溶接目標として予め教示(ティーチング)された溶接線、すなわち溶接ワークWの開先中心に対して、先行極2aおよび後行極2bを合わせることが必要となる。
【0003】
このような溶接開始前における電極の位置制御に関して、例えば特許文献1では、溶接開始前に所定の位置にある基準治具によって2本の電極の曲り量をそれぞれ検出し、当該曲り量の検出結果を用いて溶接対象物(溶接ワーク)に対する2本の電極の位置を補正する技術が提案されている。
【0004】
また、特許文献2では、溶接開始前に溶接トーチによってセンシングを行って溶接対象物に対する溶接トーチの相対位置を判別し、当該溶接トーチを適正溶接位置へと修正する技術が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−307612号公報
【特許文献2】特開昭54−124850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1で提案された技術では、所定の位置でしか基準治具を使用することができないため、運用時の柔軟性に欠けていた。さらに、当該技術では、電極の曲り具合を検出することはできるものの、図7(b)に示すように、教示時の位置(図7(a)参照)に対して溶接線が傾いてしまった場合は、対処することができなかった。
【0007】
また、特許文献2で提案された技術は、シングルアーク溶接で用いられる技術であるため、タンデムアーク溶接に単純に適用することが困難であった。すなわち、タンデムアーク溶接において、組み立て誤差等によって溶接ワークが予め教示された位置とは異なる位置に設置されると、図7(b)に示すように、教示時の位置(図7(a)参照)に対して溶接線が傾いてしまう場合がある。この場合、特許文献2で提案された技術を適用することで、図7(b)に示すように、先行極2aを溶接線となる開先中心位置に合わせることはできるものの、後行極2bを当該開先中心位置に合わせることはできなかった。
【0008】
そして、このような状態で溶接を開始すると、後行極2bが溶接すべき溶接ワークの開先中心位置を溶接することができないため、例えば、図7(b)において破線で丸く囲った領域に溶接欠陥が生じる可能性があった。このように、溶接線が教示時の位置と異なる場合において、図7(c)に示すように、先行極2aと後行極2bの両方の溶接開始位置を溶接線に合わせて補正する技術は、これまで存在しなかった。
【0009】
本発明は、このような問題を解決すべく創案されたものであり、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システムを提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明に係るタンデムアーク溶接における電極位置制御方法は、溶接開始前に溶接線に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法であって、電流電圧検出手段によって、溶接対象である溶接ワークと接触させた前記先行極および前記後行極の電圧を検出する電圧検出工程と、センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの位置情報を検出するセンシング工程と、補正量算出処理手段によって、前記センシング工程で検出された前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段によって、前記補正量算出工程で算出された前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正する位置補正工程と、を行う手順とする。
【0011】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【0012】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記電圧検出工程が、前記溶接ワークの開先の左右の壁を、前記先行極および前記後行極によってタッチセンシングした際の電圧を検出し、前記センシング工程が、前記センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの開先中心位置を検出し、前記補正量算出工程が、先行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記先行極の位置とから、前記先行極の位置ずれを補正するための先行極補正量を算出する先行極補正量算出工程と、後行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記後行極の位置と、前記先行極と前記後行極との間の距離とから、前記後行極の位置ずれを補正するための後行極補正量を算出する後行極補正量算出工程と、を含み、前記位置補正工程が、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正することが好ましい。
【0013】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、電圧を印加した状態の先行極および後行極を用いて溶接ワークの開先の左右の壁をタッチセンシングすることで、先行極および後行極に対する溶接ワークの開先中心位置を検出することができる。そして、当該開先中心位置と、先行極および後行極の現在の位置と、を比較することで、溶接線に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより適切に補正することができる。
【0014】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記電圧検出工程が、前記溶接ワークの開先の左右の壁に対して、前記溶接トーチを前記溶接線に対して直線的に移動、または所定の回転中心で回転させながら、前記先行極および前記後行極によってタッチセンシングすることが好ましい。
【0015】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、溶接ワークの開先の形状に合わせてタッチセンシングの際の溶接トーチの移動方法を変更することができる。従って、溶接ワークの開先形状に関わらず、溶接線に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより適切に補正することができる。
【0016】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記補正量算出工程が、回転中心補正量算出手段によって、前記位置補正工程における前記後行極の位置の補正により生じる前記先行極の位置ずれを補正するための回転中心補正量を算出する回転中心補正量算出工程をさらに含み、前記位置補正工程が、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量と前記回転中心補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置と前記溶接トーチの回転中心とを補正することが好ましい。
【0017】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、先行極補正量および後行極補正量に加えて、溶接トーチの回転中心を補正するための回転中心補正量を算出して溶接トーチの回転中心の補正も行う。そのため、後行極の位置補正を任意の回転中心で行った場合においても、当該後行極の位置補正によって先行極の位置ずれが生じることがない。従って、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより確実に補正することができる。
【0018】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記回転中心補正量算出工程が、前記先行極と前記溶接トーチの回転中心との間の距離と、前記溶接トーチが先端に取り付けられたロボットを基準とした当該溶接トーチの姿勢を示すトーチ姿勢情報とから、前記先行極の基準位置を算出するとともに、前記先行極の基準位置と前記後行極補正量とから、当該後行極補正量を用いて補正を行う前の前記先行極の位置と前記後行極補正量を用いて補正を行った後の前記先行極の位置との差を求めることで、前記回転中心補正量を算出することが好ましい。
【0019】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、先行極と溶接トーチの回転中心との間の距離と、トーチ姿勢情報と、後行極補正量と、を用いることで、後行極補正量による後行極の位置補正によって発生あるいは発生すると想定される溶接線に対する先行極の位置ずれを補正するための回転中心補正量を容易に算出することができる。
【0020】
そして、前記課題を解決するために、本発明に係るタンデムアーク溶接システムのロボットコントローラは、先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムにおいて、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するタンデムアーク溶接システムのロボットコントローラであって、前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、を備える構成とする。
【0021】
このような構成を備えるタンデムアーク溶接システムのロボットコントローラは、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【0022】
そして、前記課題を解決するために、本発明に係るタンデムアーク溶接システムは、先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するロボットコントローラと、を備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムであって、前記ロボットコントローラが、前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、を備える構成とする。
【0023】
このような構成を備えるタンデムアーク溶接システムは、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【発明の効果】
【0024】
本発明に係るタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極および後行極の位置ずれを原因とする溶接欠陥を適切に防止することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態に係るタンデムアーク溶接システムの全体を示す概略図である。
【図2】本発明の実施形態に係るロボットコントローラの内部構成を示すブロック図である。
【図3】本発明の実施形態に係る電極位置制御方法の具体例を示す図である。
【図4】TCPごとの位置補正の概要を示す概略図であり、(a)はTCPを先行極に設定した場合の位置補正の流れを示す図、(b)はTCPを先行極と後行極の中間に設定した場合の位置補正の流れを示す図、である。
【図5】本発明の実施形態に係る電極位置制御方法の処理フローの一例を示す図である。
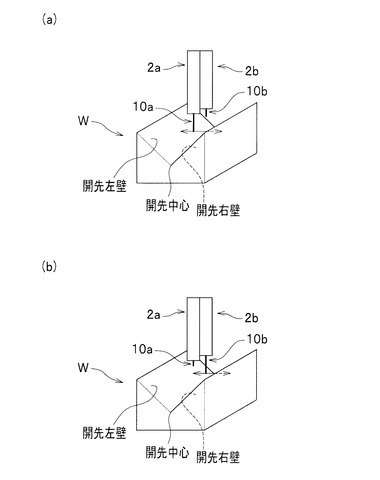
【図6】本発明の実施形態における先行極および後行極のセンシング動作の例を示す概略図であり、(a)は溶接ワークWに対する先行極のセンシング動作を示す図、(b)は溶接ワークWに対する後行極のセンシング動作を示す図、である。
【図7】溶接線に対する先行極および後行極の位置関係の例を説明するための図であり、(a)は教示時の位置を示す図、(b)は教示時に対して溶接線が傾いた場合であって後行極の補正がない場合を示す図、(c)は教示時に対して溶接線が傾いた場合であって後行極の補正がある場合を示す図、である。
【発明を実施するための形態】
【0026】
以下、本発明の実施形態に係るタンデムアーク溶接における電極位置制御方法(以下、電極位置制御方法と略す)、タンデムアーク溶接システムのロボットコントローラ(以下、ロボットコントローラと略す)およびタンデムアーク溶接システムについて、図面を参照しながら説明する。ここで、以下の説明では、まずタンデムアーク溶接システムおよびその一構成であるロボットコントローラについて説明した後、電極位置制御方法について説明することとする。
【0027】
<タンデムアーク溶接システム>
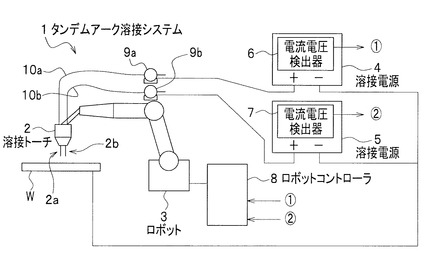
タンデムアーク溶接システム1は、2つの電極を溶接ワークWの溶接進行方向に対して左右にウィービングしながら、溶接線に倣ってアーク溶接を行うシステムである。ここで、溶接線とは、溶接対象である溶接ワークWの開先中心に沿った仮想線のことであり、後記するロボットコントローラ8によって予め教示(ティーチング)される線のことを意味する。タンデムアーク溶接システム1は、図1に示すように、先行極2aと後行極2bとを備える溶接トーチ2と、ロボット3と、溶接電源4,5と、電流電圧検出器6,7と、ロボットコントローラ8と、送給モータ9a,9bと、を主な構成として備えている。以下、各構成について説明する。
【0028】
溶接トーチ2は、その先端に溶接進行方向の前方に配置される先行極2aと、先行極2aと所定の電極間距離(例えば、10〜30mm)を有して溶接進行方向の後方に配置される後行極2bとを備えている。先行極2aおよび後行極2bは、消耗電極として作用し、溶接ワイヤ10a,10bを管状の先行極トーチおよび後行極トーチ(図示せず)の内部に挿通し、各トーチの先端から所定の突き出し長さ(例えば、20〜35mm)で突き出したものであることが好ましい。そして、溶接ワイヤ10a,10bは、送給モータ9a,9bから供給される。また、溶接ワイヤ10a,10bは、溶接ワークWの材質、溶接形態等によって、所定の組成を有するものを適宜選択し、例えば、所定量のC,Si,Mn,Ti,SおよびOを含有し、残部がFeおよび不可避的不純物からなるものが使用される。
【0029】
溶接トーチ2は、シールドガスノズルを備えたものであってもよい。そして、シールドガスとしては、ガス組成が不活性ガスリッチのものが使用され、Ar+CO2,Ar+He+O,Ar+He+CO2等が挙げられる。
【0030】
ロボット3は、図1に示すように、その先端に溶接トーチ2を取り付け、その溶接トーチ2を溶接線に対して上下左右に移動または所定の回転中心で回転させるものである。またロボット3は、実際の溶接時においては、溶接トーチ2を溶接線方向に対して左右にウィービングさせる。このウィービングは、ロボット3の各軸を駆動して制御され、その制御は後記するロボットコントローラ8で行われる。
【0031】
溶接電源4,5は、先行極2a、後行極2bおよび溶接ワークWに電力を供給するものである。溶接電源4,5は、ここでは、実際の溶接時と異なり、先行極2aと溶接ワークWとの間および後行極2bと溶接ワークWとの間に、アークが発生しない程度の所定の電圧を印加する。
【0032】
電流電圧検出器(電流電圧検出手段)6,7は、先行極2aおよび後行極2bの電流および/または電圧を検出するものである。電流電圧検出器6,7は、ここでは、前記した溶接電源4,5によって電圧が印加され、かつ、その状態で溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧をそれぞれ検出する。
【0033】
実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWをセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの相対位置を検出することができる。これにより、設置された溶接ワークWの位置が予め教示された位置と異なるか否か、すなわち、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0034】
なお、電流電圧検出器6,7は、ここでは、図1に示すように溶接電源4,5に内部に備えられているが、溶接電源4,5の外部に備えられたものであってもよい。
【0035】
電流電圧検出器6,7は、後記する図6に示すように、溶接ワークWの開先の左右の壁を先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWの開先の左右の壁をタッチセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの開先中心位置を検出することができる。そして、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0036】
また、電流電圧検出器6,7は、溶接ワークWの開先の左右の壁に対して、溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながら、先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながらタッチセンシングを行うことで、溶接ワークWの開先の形状に合わせて、溶接トーチ2の移動方法を変更することができる。従って、溶接ワークWの開先形状に関わらず、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0037】
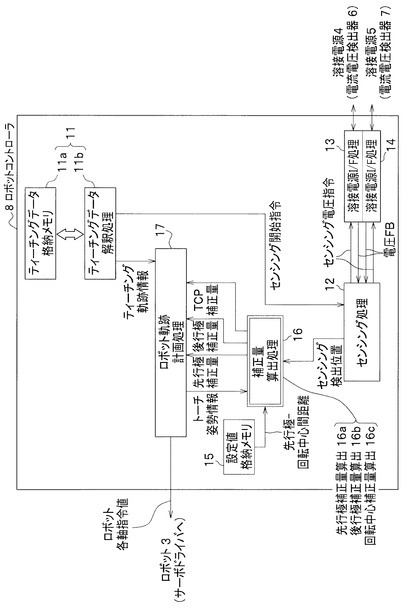
ロボットコントローラ8は、溶接開始前に溶接線に対する溶接トーチ2の先行極2aおよび後行極2bの位置を制御するものであり、電流電圧検出器6,7で検出された先行極2aおよび後行極2bの電圧の電気的変化に基づいて、ロボット3を介して溶接トーチ2の位置を制御するものである。ここで、先行極2aおよび後行極2bの電圧の電気的変化とは、具体的には電圧降下等の変化を意味している。ロボットコントローラ8は、図2に示すように、ティーチングデータ部11と、センシング処理部12と、溶接電源I/F処理部13,14と、設定値格納メモリ15と、補正量算出処理部16と、ロボット軌跡計画処理部17と、を備えている。以下、各構成について説明する。
【0038】
ティーチングデータ部(ティーチングデータ手段)11は、ロボット3によって行われる所定の動作パターン、溶接線の位置、溶接開始位置、溶接終了位置等の位置情報等のティーチングデータを保持し、溶接トーチ2に対してこれらを予め教示(ティーチング)するものである。ティーチングデータ部11は、溶接開始前に、溶接目標となる溶接線(溶接ワークWの開先中心)の位置、溶接開始位置、溶接終了位置等の位置情報等のデータからなるティーチング軌跡情報をティーチングデータ格納メモリ11aから取り出す。そして、図2に示すように、当該ティーチング軌跡情報を、ティーチングデータ解釈処理11bを介してロボット軌跡計画処理部17に対して出力する。
【0039】
また、ティーチングデータ部11は、図2に示すように、溶接開始前にセンシング処理部12に対して、溶接ワークWに対するセンシング処理を開始するための指令であるセンシング開始指令を出力する。
【0040】
センシング処理部(センシング処理手段)12は、電流電圧検出器6で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの位置情報を検出するものである。なお、このように溶接ワークWに接触させた先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する一連の処理のことを、ここではセンシング処理と呼ぶ。センシング処理部12は、先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWのあらゆる位置情報を検出することができるが、本実施形態では、その中でも溶接ワークWの開先中心位置、開先左壁位置、開先右壁位置等の位置情報が用いられる。
【0041】
センシング処理部12は、図2に示すように、前記したティーチングデータ部11からセンシング開始指令が入力されると、溶接電源4,5に対するインターフェイス処理を行う溶接電源I/F処理部(溶接電源I/F処理手段)13,14を介して、溶接電源4,5に対してセンシング電圧指令を出力する。ここで、センシング電圧指令とは、センシング処理を行う際に先行極2aおよび後行極2bに印加する電圧の値が記載された指令である。そして、当該センシング電圧指令が入力された溶接電源4,5は、先行極2aおよび後行極2bにそれぞれ指令された電圧を印加する。また、電流電圧検出器6,7は、溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧をそれぞれ検出し、これらの電圧を溶接電源I/F処理部13,14を介して、センシング処理部12に随時フィードバックする。
【0042】
センシング処理部12は、電流電圧検出部6,7から先行極2aおよび後行極2bの電圧がフィードバックされると、当該電圧の電圧降下等の電気的変化を観察し、溶接ワークWの位置情報を検出する。そして、センシング処理部12は、このように検出した溶接ワークWの位置情報を、センシング検出位置として補正量算出処理部16に出力する。
【0043】
ここで、先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する具体的な手法については、既に公知であるため、説明を省略する。なお、センシング処理部12は、電流電圧検出器6,7からフィードバックされた電圧と、当該電圧の電気的変化から検出した溶接ワークWの位置情報を記憶するための図示しない記憶手段を備えている。
【0044】
設定値格納メモリ15は、溶接トーチ2の先行極2aと、溶接トーチ2の回転中心との間の距離である先行極−回転中心間距離を予め保持するものである。この先行極−回転中心間距離は、具体的には、溶接トーチ2の座標系であるツール座標系上における先行極2aから溶接トーチ2の回転中心までの距離をベクトルで表したデータの形式で保持される。設定値格納メモリ15は、センシング処理が開始されると、図2に示すように、この先行極−回転中心間距離を補正量算出処理手段15に出力する。
【0045】
補正量算出処理部(補正量算出処理手段)16は、溶接ワークWの位置情報から、予め教示された溶接線に対する先行極2aおよび後行極2bの位置ずれを補正するための補正量を算出するものである。補正量算出処理部16は、溶接開始時における溶接線が教示時の位置と異なっており、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて補正する必要がある場合は、図2に示すように、先行極補正量、後行極補正量、回転中心補正量(TCP補正量)、の3つの補正量を算出し、これらをロボット軌跡計画処理部17に出力する。
【0046】
ここで、補正量算出処理部16は、常に前記した3つの補正量を算出するのではなく、例えば図7(b)に示すように、溶接線に対して後行極2bの位置のみがずれており、先行極2aの位置補正が不要な場合は、先行極補正量は算出しない。補正量算出処理部16は、図2に示すように、先行極補正量算出部16aと、後行極補正量算出部16bと、回転中心補正量算出部16cと、を備えている。
【0047】
先行極補正量算出部(先行極補正量算出手段)16aは、センシング処理部12で検出された溶接ワークWの開先中心位置と、現在の先行極2aの位置とから、溶接線に対する先行極2aの位置ずれを補正するための先行極補正量を算出する。ここで、溶接ワークWの開先中心位置は、図2に示すように、センシング処理部12からセンシング検出位置として先行極補正量算出部16aに入力される。また、現在の先行極2aの位置は、センシング処理部12によるセンシング処理によって取得され、先行極補正量算出部16aに入力される(図示省略)。ここで、先行極補正量を算出する具体的な算出手順については、既に公知であるため、説明を省略する。
【0048】
後行極補正量算出部(後行極補正量算出手段)16bは、センシング処理部12で検出された溶接ワークWの開先中心位置と、現在の後行極2bの位置と、先行極2aと後行極2bとの間の距離とから、溶接線に対する後行極2bの位置ずれを補正するための後行極補正量を算出する。ここで、溶接ワークWの開先中心位置は、図2に示すように、センシング処理部12からセンシング検出位置として後行極補正量算出部16bに入力される。また、現在の後行極2bの位置は、センシング処理部12によるセンシング処理によって取得され、後行極補正量算出部16bに入力される(図示省略)。また、先行極2aと後行極2bとの間の距離は、ロボットコントローラ8内の図示しない記憶手段に予め保持されており、後行極補正量算出部16bに入力される(図示省略)。ここで、後行極補正量を算出する具体的な算出手順については、後記する。
【0049】
回転中心補正量算出部(回転中心補正量算出手段)16cは、先行極2aの基準位置と、後行極補正量とから、後行極補正量を用いて補正を行う前の先行極2aの位置と後行極補正量を用いて補正を行った後の先行極2aの位置との差を求めることで、回転中心補正量を算出する。ここで、先行極2aの基準位置は、先行極2aと溶接トーチ2の回転中心(TCP)との間の距離と、溶接トーチ2が先端に取り付けられたロボット3を基準とした溶接トーチ2の姿勢を示すトーチ姿勢情報とから、算出される。また、図2に示すように、先行極2aと溶接トーチ2の回転中心との間の距離は、設定値格納メモリ15に予め保持されており、回転中心補正量算出部16cに入力される。また、トーチ姿勢情報は、ロボット軌跡計画処理部17に予め保持されており、回転中心補正量算出部16cに入力される。ここで、回転中心補正量を算出する具体的な算出手順については、後記する。
【0050】
このように、実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、先行極補正量および後行極補正量に加えて、溶接トーチ2の回転中心を補正するための回転中心補正量を算出して溶接トーチ2の回転中心の補正も行う。そのため、後行極2bの位置補正を任意の回転中心で行った場合においても、当該後行極2bの位置補正によって先行極2aの位置ずれが生じることがない。従って、溶接線に対する先行極2aおよび後行極2bの位置を溶接線の位置に合わせてより確実に補正することができる。
【0051】
また、実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、先行極2aと溶接トーチ2の回転中心との間の距離と、トーチ姿勢情報と、後行極補正量と、を用いることで、後行極補正量による後行極2bの位置補正によって発生あるいは発生すると想定される溶接線に対する先行極2aの位置ずれを補正するための回転中心補正量を容易に算出することができる。
【0052】
ロボット軌跡計画処理部(ロボット軌跡計画処理手段)17は、補正量算出処理部16から入力された各補正量を加算または減算することで、溶接線に対する先行極2aおよび後行極2bの位置を補正するものである。ロボット軌跡計画処理部17は、具体的には、図2に示すようにティーチングデータ部11から予め入力されたティーチング軌跡情報に含まれる溶接開始位置、すなわち溶接線に対する先行極2aの位置データ、後行極2bの位置データおよび回転中心の位置データに対して、先行極補正量、後行極補正量および回転中心補正量をそれぞれ加算または減算することで、各位置データを補正する。
【0053】
そして、ロボット軌跡計画処理部17は、補正した溶接開始位置をロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の先行極2aおよび後行極2bを溶接線方向に対してそれぞれ位置制御する。
【0054】
以上のような構成を備える本発明の実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極2aおよび後行極2bの位置ずれを原因とする溶接欠陥を適切に防止することができる。
【0055】
<電極位置制御方法>
以下、前記したロボットコントローラ8およびタンデムアーク溶接システム1の動作、すなわち電極位置制御方法について、詳細に説明する。なお、以下の説明では、既に説明した構成については同じ符号を付して説明を省略する。
【0056】
実施形態に係る電極位置制御方法は、溶接開始前に溶接ワークWの溶接線に対する先行極2aおよび後行極2bの位置を制御する方法である。電極位置制御方法は、電圧検出工程と、センシング工程と、補正量算出工程と、位置補正工程と、に大別される。以下、各工程について説明する。
【0057】
(1)電圧検出工程
電圧検出工程は、電流電圧検出手段6,7によって、溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する工程である。電圧検出工程は、ここでは、溶接電源4,5によって電圧が印加され、かつ、その状態で溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧を、電流電圧検出手段6,7によってそれぞれ検出する。
【0058】
実施形態に係る電極位置制御方法は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWをセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの相対位置を検出することができる。これにより、設置された溶接ワークWの位置が予め教示された位置と異なるか否か、すなわち、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0059】
電圧検出工程は、溶接ワークWの開先の左右の壁を先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係る電極位置制御方法は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWの開先の左右の壁をタッチセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの開先中心位置を検出することができる。そして、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0060】
また、電圧検出工程は、溶接ワークWの開先の左右の壁に対して、溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながら、先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係る電極位置制御方法は、このように溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながらタッチセンシングを行うことで、溶接ワークWの開先の形状に合わせてタッチセンシングの際の溶接トーチ2の移動方法を変更することができる。従って、溶接ワークWの開先形状に関わらず、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0061】
(2)センシング工程
センシング工程は、センシング処理手段12によって、電圧検出工程で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの位置情報を検出する工程である。センシング工程では、先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWのあらゆる位置情報を検出することができるが、本実施形態では、その中でも溶接ワークWの開先中心位置、開先左壁位置、開先右壁位置等の位置情報が用いられる。ここで、先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する具体的な手法については、既に公知であるため、説明を省略する
【0062】
センシング工程は、センシング処理手段12によって、電圧検出工程で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの開先中心位置を検出することが好ましい。実施形態に係る電極位置制御方法は、このように溶接ワークWの開先中心位置を検出することで、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0063】
(3)補正量算出工程
補正量算出工程は、補正量算出処理手段16によって、センシング工程で検出された溶接ワークWの位置情報から、予め教示された溶接線に対する先行極2aおよび後行極2bの位置ずれを補正するための補正量を算出する工程である。補正量算出工程は、より具体的には、先行極補正量算出工程と、後行極補正量算出工程と、回転中心補正量算出工程と、に大別することができる。
【0064】
(3−1)先行極補正量算出工程
先行極補正量算出工程は、先行極補正量算出手段16aによって、センシング工程で算出された開先中心位置と、現在の先行極2aの位置とから、先行極2aの位置ずれを補正するための先行極補正量を算出する工程である。ここで、先行極補正量を算出する具体的な算出手順については、既に公知であるため、説明を省略する。
【0065】
(3−2)後行極補正量算出工程
後行極補正量算出工程は、後行極補正量算出手段16bによって、センシング工程で算出された開先中心位置と、現在の後行極2bの位置と、先行極2aと後行極2bとの間の距離とから、後行極2bの位置ずれを補正するための後行極補正量を算出する工程である。ここで、後行極補正量を算出する具体的な算出手順については、後記する。
【0066】
(3−3)回転中心補正量算出工程
回転中心補正量算出工程は、回転中心補正量算出手段16cによって、位置補正工程における後行極2bの位置の補正により生じる先行極2aの位置ずれを補正するための回転中心補正量を算出する工程である。ここで、回転中心補正量を算出する具体的な算出手順については、後記する。
【0067】
(4)位置補正工程
位置補正工程は、ロボット軌跡計画処理手段17によって、先行極補正量と後行極補正量θと回転中心補正量△tcpとをそれぞれ加算または減算することで、溶接線に対する先行極2aおよび後行極2bの位置と溶接トーチ2の回転中心とを補正する工程である。
【0068】
ロボット軌跡計画処理手段17は、具体的には、前記したように、ティーチングデータ手段11から予め入力されたティーチング軌跡情報に含まれる溶接開始位置、すなわち溶接線に対する先行極2aの位置データ、後行極2bの位置データおよび回転中心の位置データに対して、先行極補正量、後行極補正量θおよび回転中心補正量△tcpを加算または減算することで、各位置データを補正する。
【0069】
以上のような手順を行う本発明の実施形態に係る電極位置制御方法によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極2aおよび後行極2bの位置ずれを原因とする溶接欠陥を適切に防止することができる。
【0070】
(電極位置制御方法の具体例)
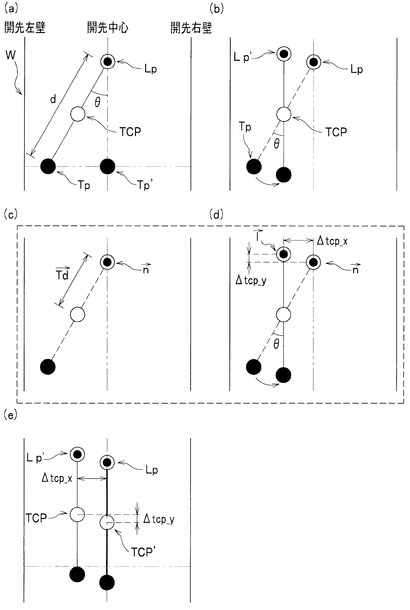
以下、図3の各図に沿って、本発明の実施形態に係る電極位置制御方法の具体例について、簡単に説明する。なお、以下の説明では、回転中心であるTCPを先行極2aと後行極2bとの中間に設定し、かつ、後行極補正量が同一平面状で回転する場合であって、溶接線に対して後行極2bのみがずれており、先行極2aの位置補正が不要な場合について説明する。
【0071】
まず、後行極補正量算出手段16bは、図3(a)に示すように、溶接ワークのWの開先中心位置Tp’と、現在の後行極2bの位置Tpと、先行極2aと後行極2bとの間の距離dと、を取得する。ここで、前記したように、溶接ワークWの開先中心位置Tp’はセンシング処理手段12から入力され、現在の後行極2bの位置Tpはセンシング処理部12によるセンシング処理によって取得され、先行極2aと後行極2bとの間の距離dはロボットコントローラ8内の図示しない記憶手段に予め保持されている。なお、図3(a)におけるLpは現在の先行極2aの位置である。そして、後行極補正量算出手段16bは、下記式(1)によって、後行極補正量θを算出する。
【0072】
【数1】

【0073】
次に、ロボット軌跡計画処理手段17は、現在の後行極2bの位置データに後行極補正量θを加算した位置データをロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の後行極2bを後行極補正量θだけ回転させ、後行極2bを位置補正する。その結果、図3(b)に示すように、先行極2aの位置がLpからLp’へと変化し、先行極2aが溶接線に対して位置ずれを起こす場合がある。
【0074】
次に、回転中心補正量算出手段16cは、下記式(2)によって、先行極2aから回転中心までのベクトルをツール座標系からロボット座標系に座標変換し、図3(c)に示すように、基準となる基準先行極位置ベクトルnを算出する。ここで、下記式(2)中の基準先行極位置ベクトルnは、後行極補正量θを用いて後行極2bの位置補正を行う前の先行極2aの位置を示している。また、RRTは、前記したトーチ姿勢情報であり、ツール座標系からロボット座標系に座標系を変換するための回転行列である。また、ベクトルTdは、前記した先行極−回転中心間距離であり、ツール座標系上における先行極2aから溶接トーチ2の回転中心までのベクトルである。
【0075】
【数2】
【0076】
次に、回転中心補正量算出手段16cは、下記式(3)によって、基準先行極位置ベクトルnを、回転行列Rαによってθ(α,β=0,γ=0)回転させ、図3(d)に示すように、現在の先行極位置ベクトルlを算出する。ここで、前記したθは、後行極補正量(α:ロール、β:ピッチ、γ:ヨー)である。また、下記式(3)中の現在の先行極位置ベクトルlは、後行極補正量θを用いて後行極2bの位置補正を行った後の先行極2aの位置を示している。
【0077】
【数3】
【0078】
次に、回転中心補正量算出手段16cは、下記式(4)によって、基準先行極位置ベクトルnと現在の先行極位置ベクトルlとの差をとり、図3(d)に示すように、x軸方向の△tcp_xとy軸方向の△tcp_yとからなる回転中心補正量△tcpを算出する。
【0079】
【数4】
【0080】
次に、ロボット軌跡計画処理手段17は、図3(e)に示すように、上記式(5)を用いて現在の回転中心TCPに回転中心補正量に回転中心補正量△tcpを加算し、目標回転中心TCP’を算出する。
【0081】
【数5】
【0082】
そして、ロボット軌跡計画処理手段17は、目標回転中心TCP’をロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の回転中心を位置補正する。
【0083】
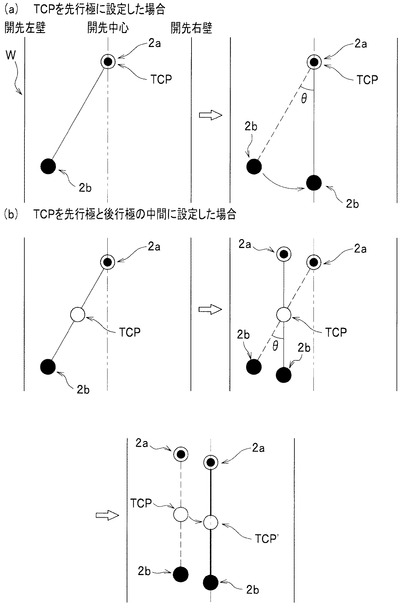
このような手順を行う本発明の実施形態に係る電極位置制御方法によれば、後行極2bの位置補正を任意の回転中心で行うことができる。例えば、図4(a)左図に示すように、TCPを先行極2aに設定した場合であって後行極2bのみに位置ずれが生じている場合、図4(a)右図に示すように、先行極2aを軸として後行極2bを後行極補正量θで位置補正することで、1ステップで位置補正を行うことができる。
【0084】
一方、図4(b)左図に示すように、TCPを先行極2aと後行極2bの中間に設定した場合、図4(b)右図に示すように、当該TCPを軸として後行極2bを後行極補正量θで位置補正すると、先行極2aの位置ずれが生じることになる。
【0085】
しかしながら、本発明の実施形態に係る電極位置制御方法によれば、先行極補正量および後行極補正量に加えて、溶接トーチ2の回転中心を補正するための回転中心補正量を算出して溶接トーチ2の回転中心の補正も行う。そのため、後行極2bの位置補正を任意の回転中心で行った場合においても、図4(b)下図に示すように、当該後行極2bの位置補正によって先行極2aの位置ずれが生じることがない。従って、溶接線に対する先行極2aおよび後行極2bの位置を溶接線の位置に合わせてより確実に補正することができる。
【0086】
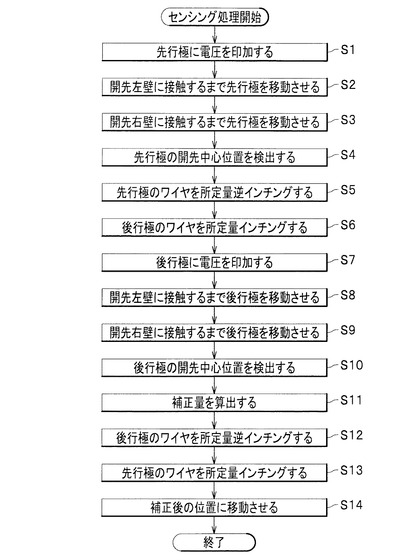
次に、実施形態に係る電極位置制御方法の処理フローの一例について、図5および図6
を参照しながら簡単に説明する。まずセンシング処理がスタートすると、溶接電源4が先行極2aに所定の電圧を印加する(ステップS1)。次に、ロボットコントローラ8が、図6(a)に示すように、ロボット3を介して溶接ワイヤ10aが開先左壁に接触するまで先行極2aを移動させる(ステップS2)。そして、電流電圧検出手段6が、開先左壁に接触した状態の先行極2aの電圧を検出する。次に、ロボットコントローラ8が、図6(a)に示すように、ロボット3を介して溶接ワイヤ10aが開先右壁に接触するまで先行極2aを移動させる(ステップS3)。そして、電流電圧検出手段6が、開先右壁に接触した状態の先行極2aの電圧を検出する。
【0087】
次に、センシング処理手段12が、検出した電圧の電気的変化から先行極2aに対する開先中心位置を検出する(ステップS4)。次に、ロボットコントローラ8が、送給モータ9aを介して、先行極2aの溶接ワイヤ10aを所定量逆インチングする(ステップS5)。次に、ロボットコントローラ8が、送給モータ9bを介して、後行極2bの溶接ワイヤ10bを所定量インチングする(ステップS6)。
【0088】
次に、溶接電源5が後行極2bに所定の電圧を印加する(ステップS7)。次に、ロボットコントローラ8が、図6(b)に示すように、ロボット3を介して溶接ワイヤ10bが開先左壁に接触するまで後行極2bを移動させる(ステップS8)。そして、電流電圧検出手段7が、開先左壁に接触した状態の後行極2bの電圧を検出する。次に、ロボットコントローラ8が、図6(b)に示すように、ロボット3を介して溶接ワイヤ10bが開先右壁に接触するまで後行極2bを移動させる(ステップS9)。そして、電流電圧検出手段7が、開先右壁に接触した状態の後行極2bの電圧を検出する。
【0089】
次に、センシング処理手段12が、検出した電圧の電気的変化から後行極2bに対する開先中心位置を検出する(ステップS10)。次に、補正量算出処理手段16が、開先中心位置と、現在の先行極2aおよび後行極2bの位置等から、各補正量を算出する(S11)。なお、各補正量の算出手順は、前記した通りである。次に、ロボットコントローラ8が、送給モータ9bを介して、後行極2bの溶接ワイヤ10bを所定量逆インチングする(ステップS12)。次に、ロボットコントローラ8が、送給モータ9aを介して、先行極2aの溶接ワイヤ10aを所定量インチングする(ステップS13)。そして、先行極2aおよび後行極2bの位置を補正後の位置に移動させて(ステップS14)、処理が終了する。
【0090】
以上、本発明に係るタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システム1のロボットコントローラ8およびタンデムアーク溶接システム1について、発明を実施するための形態により具体的に説明したが、本発明の趣旨はこれらの記載に限定されるものではなく、特許請求の範囲の記載に基づいて広く解釈されなければならない。また、これらの記載に基づいて種々変更、改変等したものも本発明の趣旨に含まれることはいうまでもない。
【0091】
例えば、前記した実施形態に係る電極位置制御方法、ロボットコントローラ8およびタンデムアーク溶接システム1では、電流電圧検出器(電流電圧検出手段)6,7によって先行極2aおよび後行極2bの電圧を検出し、その電気的変化を用いてセンシング処理を行っているが、電流電圧検出器(電流電圧検出手段)6,7によって先行極2aおよび後行極2bの電流を検出し、その電気的変化を用いてセンシング処理を行っても構わない。また、この場合の電流の電気的変化としては、例えば短絡の有無を利用することができる。
【符号の説明】
【0092】
1 タンデムアーク溶接システム
2 溶接トーチ
2a 先行極
2b 後行極
3 ロボット
4,5 溶接電源
6,7 電流電圧検出器(電流電圧検出手段)
8 ロボットコントローラ
9a,9b 送給モータ
10a,10b 溶接ワイヤ
11 ティーチングデータ部(ティーチングデータ手段)
12 センシング処理部(センシング処理手段)
13,14 溶接電源I/F処理部(溶接電源I/F処理手段)
15 設定値格納メモリ
16 補正量算出処理部(補正量算出処理手段)
16a 先行極補正量算出手段
16b 後行極補正量算出手段
16c 回転中心補正量算出手段
17 ロボット軌跡計画処理部(ロボット軌跡計画処理手段)
W 溶接ワーク
【技術分野】
【0001】
本発明は、溶接開始前に溶接線(溶接ワークの開先中心)に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システムに関するものである。
【背景技術】
【0002】
先行極と後行極の2つの電極を用いて溶接を行うタンデムアーク溶接においては、溶接開始前に、図7(a)に示すように溶接目標として予め教示(ティーチング)された溶接線、すなわち溶接ワークWの開先中心に対して、先行極2aおよび後行極2bを合わせることが必要となる。
【0003】
このような溶接開始前における電極の位置制御に関して、例えば特許文献1では、溶接開始前に所定の位置にある基準治具によって2本の電極の曲り量をそれぞれ検出し、当該曲り量の検出結果を用いて溶接対象物(溶接ワーク)に対する2本の電極の位置を補正する技術が提案されている。
【0004】
また、特許文献2では、溶接開始前に溶接トーチによってセンシングを行って溶接対象物に対する溶接トーチの相対位置を判別し、当該溶接トーチを適正溶接位置へと修正する技術が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−307612号公報
【特許文献2】特開昭54−124850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1で提案された技術では、所定の位置でしか基準治具を使用することができないため、運用時の柔軟性に欠けていた。さらに、当該技術では、電極の曲り具合を検出することはできるものの、図7(b)に示すように、教示時の位置(図7(a)参照)に対して溶接線が傾いてしまった場合は、対処することができなかった。
【0007】
また、特許文献2で提案された技術は、シングルアーク溶接で用いられる技術であるため、タンデムアーク溶接に単純に適用することが困難であった。すなわち、タンデムアーク溶接において、組み立て誤差等によって溶接ワークが予め教示された位置とは異なる位置に設置されると、図7(b)に示すように、教示時の位置(図7(a)参照)に対して溶接線が傾いてしまう場合がある。この場合、特許文献2で提案された技術を適用することで、図7(b)に示すように、先行極2aを溶接線となる開先中心位置に合わせることはできるものの、後行極2bを当該開先中心位置に合わせることはできなかった。
【0008】
そして、このような状態で溶接を開始すると、後行極2bが溶接すべき溶接ワークの開先中心位置を溶接することができないため、例えば、図7(b)において破線で丸く囲った領域に溶接欠陥が生じる可能性があった。このように、溶接線が教示時の位置と異なる場合において、図7(c)に示すように、先行極2aと後行極2bの両方の溶接開始位置を溶接線に合わせて補正する技術は、これまで存在しなかった。
【0009】
本発明は、このような問題を解決すべく創案されたものであり、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システムを提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明に係るタンデムアーク溶接における電極位置制御方法は、溶接開始前に溶接線に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法であって、電流電圧検出手段によって、溶接対象である溶接ワークと接触させた前記先行極および前記後行極の電圧を検出する電圧検出工程と、センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの位置情報を検出するセンシング工程と、補正量算出処理手段によって、前記センシング工程で検出された前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段によって、前記補正量算出工程で算出された前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正する位置補正工程と、を行う手順とする。
【0011】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【0012】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記電圧検出工程が、前記溶接ワークの開先の左右の壁を、前記先行極および前記後行極によってタッチセンシングした際の電圧を検出し、前記センシング工程が、前記センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの開先中心位置を検出し、前記補正量算出工程が、先行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記先行極の位置とから、前記先行極の位置ずれを補正するための先行極補正量を算出する先行極補正量算出工程と、後行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記後行極の位置と、前記先行極と前記後行極との間の距離とから、前記後行極の位置ずれを補正するための後行極補正量を算出する後行極補正量算出工程と、を含み、前記位置補正工程が、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正することが好ましい。
【0013】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、電圧を印加した状態の先行極および後行極を用いて溶接ワークの開先の左右の壁をタッチセンシングすることで、先行極および後行極に対する溶接ワークの開先中心位置を検出することができる。そして、当該開先中心位置と、先行極および後行極の現在の位置と、を比較することで、溶接線に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより適切に補正することができる。
【0014】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記電圧検出工程が、前記溶接ワークの開先の左右の壁に対して、前記溶接トーチを前記溶接線に対して直線的に移動、または所定の回転中心で回転させながら、前記先行極および前記後行極によってタッチセンシングすることが好ましい。
【0015】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、溶接ワークの開先の形状に合わせてタッチセンシングの際の溶接トーチの移動方法を変更することができる。従って、溶接ワークの開先形状に関わらず、溶接線に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより適切に補正することができる。
【0016】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記補正量算出工程が、回転中心補正量算出手段によって、前記位置補正工程における前記後行極の位置の補正により生じる前記先行極の位置ずれを補正するための回転中心補正量を算出する回転中心補正量算出工程をさらに含み、前記位置補正工程が、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量と前記回転中心補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置と前記溶接トーチの回転中心とを補正することが好ましい。
【0017】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、先行極補正量および後行極補正量に加えて、溶接トーチの回転中心を補正するための回転中心補正量を算出して溶接トーチの回転中心の補正も行う。そのため、後行極の位置補正を任意の回転中心で行った場合においても、当該後行極の位置補正によって先行極の位置ずれが生じることがない。従って、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせてより確実に補正することができる。
【0018】
また、本発明に係るタンデムアーク溶接における電極位置制御方法は、前記回転中心補正量算出工程が、前記先行極と前記溶接トーチの回転中心との間の距離と、前記溶接トーチが先端に取り付けられたロボットを基準とした当該溶接トーチの姿勢を示すトーチ姿勢情報とから、前記先行極の基準位置を算出するとともに、前記先行極の基準位置と前記後行極補正量とから、当該後行極補正量を用いて補正を行う前の前記先行極の位置と前記後行極補正量を用いて補正を行った後の前記先行極の位置との差を求めることで、前記回転中心補正量を算出することが好ましい。
【0019】
このような手順を行うタンデムアーク溶接における電極位置制御方法は、先行極と溶接トーチの回転中心との間の距離と、トーチ姿勢情報と、後行極補正量と、を用いることで、後行極補正量による後行極の位置補正によって発生あるいは発生すると想定される溶接線に対する先行極の位置ずれを補正するための回転中心補正量を容易に算出することができる。
【0020】
そして、前記課題を解決するために、本発明に係るタンデムアーク溶接システムのロボットコントローラは、先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムにおいて、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するタンデムアーク溶接システムのロボットコントローラであって、前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、を備える構成とする。
【0021】
このような構成を備えるタンデムアーク溶接システムのロボットコントローラは、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【0022】
そして、前記課題を解決するために、本発明に係るタンデムアーク溶接システムは、先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するロボットコントローラと、を備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムであって、前記ロボットコントローラが、前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、を備える構成とする。
【0023】
このような構成を備えるタンデムアーク溶接システムは、電圧を印加した状態の先行極および後行極を用いて溶接ワークをセンシングすることで、先行極および後行極に対する溶接ワークの相対位置を検出することができる。これにより、設置された溶接ワークの位置が予め教示された位置と異なるか否か、すなわち、溶接線(溶接ワークの開先中心位置)に対する先行極および後行極の位置ずれの有無および度合いを検出することができる。そして、検出した当該位置ずれの度合いに基づいて補正量を算出することで、溶接線に対する先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。
【発明の効果】
【0024】
本発明に係るタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極の位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極および後行極の位置ずれを原因とする溶接欠陥を適切に防止することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態に係るタンデムアーク溶接システムの全体を示す概略図である。
【図2】本発明の実施形態に係るロボットコントローラの内部構成を示すブロック図である。
【図3】本発明の実施形態に係る電極位置制御方法の具体例を示す図である。
【図4】TCPごとの位置補正の概要を示す概略図であり、(a)はTCPを先行極に設定した場合の位置補正の流れを示す図、(b)はTCPを先行極と後行極の中間に設定した場合の位置補正の流れを示す図、である。
【図5】本発明の実施形態に係る電極位置制御方法の処理フローの一例を示す図である。
【図6】本発明の実施形態における先行極および後行極のセンシング動作の例を示す概略図であり、(a)は溶接ワークWに対する先行極のセンシング動作を示す図、(b)は溶接ワークWに対する後行極のセンシング動作を示す図、である。
【図7】溶接線に対する先行極および後行極の位置関係の例を説明するための図であり、(a)は教示時の位置を示す図、(b)は教示時に対して溶接線が傾いた場合であって後行極の補正がない場合を示す図、(c)は教示時に対して溶接線が傾いた場合であって後行極の補正がある場合を示す図、である。
【発明を実施するための形態】
【0026】
以下、本発明の実施形態に係るタンデムアーク溶接における電極位置制御方法(以下、電極位置制御方法と略す)、タンデムアーク溶接システムのロボットコントローラ(以下、ロボットコントローラと略す)およびタンデムアーク溶接システムについて、図面を参照しながら説明する。ここで、以下の説明では、まずタンデムアーク溶接システムおよびその一構成であるロボットコントローラについて説明した後、電極位置制御方法について説明することとする。
【0027】
<タンデムアーク溶接システム>
タンデムアーク溶接システム1は、2つの電極を溶接ワークWの溶接進行方向に対して左右にウィービングしながら、溶接線に倣ってアーク溶接を行うシステムである。ここで、溶接線とは、溶接対象である溶接ワークWの開先中心に沿った仮想線のことであり、後記するロボットコントローラ8によって予め教示(ティーチング)される線のことを意味する。タンデムアーク溶接システム1は、図1に示すように、先行極2aと後行極2bとを備える溶接トーチ2と、ロボット3と、溶接電源4,5と、電流電圧検出器6,7と、ロボットコントローラ8と、送給モータ9a,9bと、を主な構成として備えている。以下、各構成について説明する。
【0028】
溶接トーチ2は、その先端に溶接進行方向の前方に配置される先行極2aと、先行極2aと所定の電極間距離(例えば、10〜30mm)を有して溶接進行方向の後方に配置される後行極2bとを備えている。先行極2aおよび後行極2bは、消耗電極として作用し、溶接ワイヤ10a,10bを管状の先行極トーチおよび後行極トーチ(図示せず)の内部に挿通し、各トーチの先端から所定の突き出し長さ(例えば、20〜35mm)で突き出したものであることが好ましい。そして、溶接ワイヤ10a,10bは、送給モータ9a,9bから供給される。また、溶接ワイヤ10a,10bは、溶接ワークWの材質、溶接形態等によって、所定の組成を有するものを適宜選択し、例えば、所定量のC,Si,Mn,Ti,SおよびOを含有し、残部がFeおよび不可避的不純物からなるものが使用される。
【0029】
溶接トーチ2は、シールドガスノズルを備えたものであってもよい。そして、シールドガスとしては、ガス組成が不活性ガスリッチのものが使用され、Ar+CO2,Ar+He+O,Ar+He+CO2等が挙げられる。
【0030】
ロボット3は、図1に示すように、その先端に溶接トーチ2を取り付け、その溶接トーチ2を溶接線に対して上下左右に移動または所定の回転中心で回転させるものである。またロボット3は、実際の溶接時においては、溶接トーチ2を溶接線方向に対して左右にウィービングさせる。このウィービングは、ロボット3の各軸を駆動して制御され、その制御は後記するロボットコントローラ8で行われる。
【0031】
溶接電源4,5は、先行極2a、後行極2bおよび溶接ワークWに電力を供給するものである。溶接電源4,5は、ここでは、実際の溶接時と異なり、先行極2aと溶接ワークWとの間および後行極2bと溶接ワークWとの間に、アークが発生しない程度の所定の電圧を印加する。
【0032】
電流電圧検出器(電流電圧検出手段)6,7は、先行極2aおよび後行極2bの電流および/または電圧を検出するものである。電流電圧検出器6,7は、ここでは、前記した溶接電源4,5によって電圧が印加され、かつ、その状態で溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧をそれぞれ検出する。
【0033】
実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWをセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの相対位置を検出することができる。これにより、設置された溶接ワークWの位置が予め教示された位置と異なるか否か、すなわち、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0034】
なお、電流電圧検出器6,7は、ここでは、図1に示すように溶接電源4,5に内部に備えられているが、溶接電源4,5の外部に備えられたものであってもよい。
【0035】
電流電圧検出器6,7は、後記する図6に示すように、溶接ワークWの開先の左右の壁を先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWの開先の左右の壁をタッチセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの開先中心位置を検出することができる。そして、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0036】
また、電流電圧検出器6,7は、溶接ワークWの開先の左右の壁に対して、溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながら、先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながらタッチセンシングを行うことで、溶接ワークWの開先の形状に合わせて、溶接トーチ2の移動方法を変更することができる。従って、溶接ワークWの開先形状に関わらず、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0037】
ロボットコントローラ8は、溶接開始前に溶接線に対する溶接トーチ2の先行極2aおよび後行極2bの位置を制御するものであり、電流電圧検出器6,7で検出された先行極2aおよび後行極2bの電圧の電気的変化に基づいて、ロボット3を介して溶接トーチ2の位置を制御するものである。ここで、先行極2aおよび後行極2bの電圧の電気的変化とは、具体的には電圧降下等の変化を意味している。ロボットコントローラ8は、図2に示すように、ティーチングデータ部11と、センシング処理部12と、溶接電源I/F処理部13,14と、設定値格納メモリ15と、補正量算出処理部16と、ロボット軌跡計画処理部17と、を備えている。以下、各構成について説明する。
【0038】
ティーチングデータ部(ティーチングデータ手段)11は、ロボット3によって行われる所定の動作パターン、溶接線の位置、溶接開始位置、溶接終了位置等の位置情報等のティーチングデータを保持し、溶接トーチ2に対してこれらを予め教示(ティーチング)するものである。ティーチングデータ部11は、溶接開始前に、溶接目標となる溶接線(溶接ワークWの開先中心)の位置、溶接開始位置、溶接終了位置等の位置情報等のデータからなるティーチング軌跡情報をティーチングデータ格納メモリ11aから取り出す。そして、図2に示すように、当該ティーチング軌跡情報を、ティーチングデータ解釈処理11bを介してロボット軌跡計画処理部17に対して出力する。
【0039】
また、ティーチングデータ部11は、図2に示すように、溶接開始前にセンシング処理部12に対して、溶接ワークWに対するセンシング処理を開始するための指令であるセンシング開始指令を出力する。
【0040】
センシング処理部(センシング処理手段)12は、電流電圧検出器6で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの位置情報を検出するものである。なお、このように溶接ワークWに接触させた先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する一連の処理のことを、ここではセンシング処理と呼ぶ。センシング処理部12は、先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWのあらゆる位置情報を検出することができるが、本実施形態では、その中でも溶接ワークWの開先中心位置、開先左壁位置、開先右壁位置等の位置情報が用いられる。
【0041】
センシング処理部12は、図2に示すように、前記したティーチングデータ部11からセンシング開始指令が入力されると、溶接電源4,5に対するインターフェイス処理を行う溶接電源I/F処理部(溶接電源I/F処理手段)13,14を介して、溶接電源4,5に対してセンシング電圧指令を出力する。ここで、センシング電圧指令とは、センシング処理を行う際に先行極2aおよび後行極2bに印加する電圧の値が記載された指令である。そして、当該センシング電圧指令が入力された溶接電源4,5は、先行極2aおよび後行極2bにそれぞれ指令された電圧を印加する。また、電流電圧検出器6,7は、溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧をそれぞれ検出し、これらの電圧を溶接電源I/F処理部13,14を介して、センシング処理部12に随時フィードバックする。
【0042】
センシング処理部12は、電流電圧検出部6,7から先行極2aおよび後行極2bの電圧がフィードバックされると、当該電圧の電圧降下等の電気的変化を観察し、溶接ワークWの位置情報を検出する。そして、センシング処理部12は、このように検出した溶接ワークWの位置情報を、センシング検出位置として補正量算出処理部16に出力する。
【0043】
ここで、先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する具体的な手法については、既に公知であるため、説明を省略する。なお、センシング処理部12は、電流電圧検出器6,7からフィードバックされた電圧と、当該電圧の電気的変化から検出した溶接ワークWの位置情報を記憶するための図示しない記憶手段を備えている。
【0044】
設定値格納メモリ15は、溶接トーチ2の先行極2aと、溶接トーチ2の回転中心との間の距離である先行極−回転中心間距離を予め保持するものである。この先行極−回転中心間距離は、具体的には、溶接トーチ2の座標系であるツール座標系上における先行極2aから溶接トーチ2の回転中心までの距離をベクトルで表したデータの形式で保持される。設定値格納メモリ15は、センシング処理が開始されると、図2に示すように、この先行極−回転中心間距離を補正量算出処理手段15に出力する。
【0045】
補正量算出処理部(補正量算出処理手段)16は、溶接ワークWの位置情報から、予め教示された溶接線に対する先行極2aおよび後行極2bの位置ずれを補正するための補正量を算出するものである。補正量算出処理部16は、溶接開始時における溶接線が教示時の位置と異なっており、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて補正する必要がある場合は、図2に示すように、先行極補正量、後行極補正量、回転中心補正量(TCP補正量)、の3つの補正量を算出し、これらをロボット軌跡計画処理部17に出力する。
【0046】
ここで、補正量算出処理部16は、常に前記した3つの補正量を算出するのではなく、例えば図7(b)に示すように、溶接線に対して後行極2bの位置のみがずれており、先行極2aの位置補正が不要な場合は、先行極補正量は算出しない。補正量算出処理部16は、図2に示すように、先行極補正量算出部16aと、後行極補正量算出部16bと、回転中心補正量算出部16cと、を備えている。
【0047】
先行極補正量算出部(先行極補正量算出手段)16aは、センシング処理部12で検出された溶接ワークWの開先中心位置と、現在の先行極2aの位置とから、溶接線に対する先行極2aの位置ずれを補正するための先行極補正量を算出する。ここで、溶接ワークWの開先中心位置は、図2に示すように、センシング処理部12からセンシング検出位置として先行極補正量算出部16aに入力される。また、現在の先行極2aの位置は、センシング処理部12によるセンシング処理によって取得され、先行極補正量算出部16aに入力される(図示省略)。ここで、先行極補正量を算出する具体的な算出手順については、既に公知であるため、説明を省略する。
【0048】
後行極補正量算出部(後行極補正量算出手段)16bは、センシング処理部12で検出された溶接ワークWの開先中心位置と、現在の後行極2bの位置と、先行極2aと後行極2bとの間の距離とから、溶接線に対する後行極2bの位置ずれを補正するための後行極補正量を算出する。ここで、溶接ワークWの開先中心位置は、図2に示すように、センシング処理部12からセンシング検出位置として後行極補正量算出部16bに入力される。また、現在の後行極2bの位置は、センシング処理部12によるセンシング処理によって取得され、後行極補正量算出部16bに入力される(図示省略)。また、先行極2aと後行極2bとの間の距離は、ロボットコントローラ8内の図示しない記憶手段に予め保持されており、後行極補正量算出部16bに入力される(図示省略)。ここで、後行極補正量を算出する具体的な算出手順については、後記する。
【0049】
回転中心補正量算出部(回転中心補正量算出手段)16cは、先行極2aの基準位置と、後行極補正量とから、後行極補正量を用いて補正を行う前の先行極2aの位置と後行極補正量を用いて補正を行った後の先行極2aの位置との差を求めることで、回転中心補正量を算出する。ここで、先行極2aの基準位置は、先行極2aと溶接トーチ2の回転中心(TCP)との間の距離と、溶接トーチ2が先端に取り付けられたロボット3を基準とした溶接トーチ2の姿勢を示すトーチ姿勢情報とから、算出される。また、図2に示すように、先行極2aと溶接トーチ2の回転中心との間の距離は、設定値格納メモリ15に予め保持されており、回転中心補正量算出部16cに入力される。また、トーチ姿勢情報は、ロボット軌跡計画処理部17に予め保持されており、回転中心補正量算出部16cに入力される。ここで、回転中心補正量を算出する具体的な算出手順については、後記する。
【0050】
このように、実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、先行極補正量および後行極補正量に加えて、溶接トーチ2の回転中心を補正するための回転中心補正量を算出して溶接トーチ2の回転中心の補正も行う。そのため、後行極2bの位置補正を任意の回転中心で行った場合においても、当該後行極2bの位置補正によって先行極2aの位置ずれが生じることがない。従って、溶接線に対する先行極2aおよび後行極2bの位置を溶接線の位置に合わせてより確実に補正することができる。
【0051】
また、実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1は、このように、先行極2aと溶接トーチ2の回転中心との間の距離と、トーチ姿勢情報と、後行極補正量と、を用いることで、後行極補正量による後行極2bの位置補正によって発生あるいは発生すると想定される溶接線に対する先行極2aの位置ずれを補正するための回転中心補正量を容易に算出することができる。
【0052】
ロボット軌跡計画処理部(ロボット軌跡計画処理手段)17は、補正量算出処理部16から入力された各補正量を加算または減算することで、溶接線に対する先行極2aおよび後行極2bの位置を補正するものである。ロボット軌跡計画処理部17は、具体的には、図2に示すようにティーチングデータ部11から予め入力されたティーチング軌跡情報に含まれる溶接開始位置、すなわち溶接線に対する先行極2aの位置データ、後行極2bの位置データおよび回転中心の位置データに対して、先行極補正量、後行極補正量および回転中心補正量をそれぞれ加算または減算することで、各位置データを補正する。
【0053】
そして、ロボット軌跡計画処理部17は、補正した溶接開始位置をロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の先行極2aおよび後行極2bを溶接線方向に対してそれぞれ位置制御する。
【0054】
以上のような構成を備える本発明の実施形態に係るロボットコントローラ8およびタンデムアーク溶接システム1によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極2aおよび後行極2bの位置ずれを原因とする溶接欠陥を適切に防止することができる。
【0055】
<電極位置制御方法>
以下、前記したロボットコントローラ8およびタンデムアーク溶接システム1の動作、すなわち電極位置制御方法について、詳細に説明する。なお、以下の説明では、既に説明した構成については同じ符号を付して説明を省略する。
【0056】
実施形態に係る電極位置制御方法は、溶接開始前に溶接ワークWの溶接線に対する先行極2aおよび後行極2bの位置を制御する方法である。電極位置制御方法は、電圧検出工程と、センシング工程と、補正量算出工程と、位置補正工程と、に大別される。以下、各工程について説明する。
【0057】
(1)電圧検出工程
電圧検出工程は、電流電圧検出手段6,7によって、溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する工程である。電圧検出工程は、ここでは、溶接電源4,5によって電圧が印加され、かつ、その状態で溶接ワークWの所定箇所と接触させた先行極2aおよび後行極2bの電圧を、電流電圧検出手段6,7によってそれぞれ検出する。
【0058】
実施形態に係る電極位置制御方法は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWをセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの相対位置を検出することができる。これにより、設置された溶接ワークWの位置が予め教示された位置と異なるか否か、すなわち、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0059】
電圧検出工程は、溶接ワークWの開先の左右の壁を先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係る電極位置制御方法は、このように、電圧を印加した状態の先行極2aおよび後行極2bを用いて溶接ワークWの開先の左右の壁をタッチセンシングすることで、先行極2aおよび後行極2bに対する溶接ワークWの開先中心位置を検出することができる。そして、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0060】
また、電圧検出工程は、溶接ワークWの開先の左右の壁に対して、溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながら、先行極2aおよび後行極2bによってタッチセンシングした際の電圧を検出することが好ましい。実施形態に係る電極位置制御方法は、このように溶接トーチ2を溶接線に対して直線的に移動、または所定の回転中心で回転させながらタッチセンシングを行うことで、溶接ワークWの開先の形状に合わせてタッチセンシングの際の溶接トーチ2の移動方法を変更することができる。従って、溶接ワークWの開先形状に関わらず、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0061】
(2)センシング工程
センシング工程は、センシング処理手段12によって、電圧検出工程で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの位置情報を検出する工程である。センシング工程では、先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWのあらゆる位置情報を検出することができるが、本実施形態では、その中でも溶接ワークWの開先中心位置、開先左壁位置、開先右壁位置等の位置情報が用いられる。ここで、先行極2aおよび後行極2bの電圧の電気的変化から溶接ワークWの位置情報を検出する具体的な手法については、既に公知であるため、説明を省略する
【0062】
センシング工程は、センシング処理手段12によって、電圧検出工程で検出された先行極2aおよび後行極2bの電圧の電気的変化から、溶接ワークWの開先中心位置を検出することが好ましい。実施形態に係る電極位置制御方法は、このように溶接ワークWの開先中心位置を検出することで、後記するように、当該開先中心位置と、先行極2aおよび後行極2bの現在の位置と、を比較することで、溶接線に対する先行極2aおよび後行極2bの位置ずれの有無および度合いを検出することができる。
【0063】
(3)補正量算出工程
補正量算出工程は、補正量算出処理手段16によって、センシング工程で検出された溶接ワークWの位置情報から、予め教示された溶接線に対する先行極2aおよび後行極2bの位置ずれを補正するための補正量を算出する工程である。補正量算出工程は、より具体的には、先行極補正量算出工程と、後行極補正量算出工程と、回転中心補正量算出工程と、に大別することができる。
【0064】
(3−1)先行極補正量算出工程
先行極補正量算出工程は、先行極補正量算出手段16aによって、センシング工程で算出された開先中心位置と、現在の先行極2aの位置とから、先行極2aの位置ずれを補正するための先行極補正量を算出する工程である。ここで、先行極補正量を算出する具体的な算出手順については、既に公知であるため、説明を省略する。
【0065】
(3−2)後行極補正量算出工程
後行極補正量算出工程は、後行極補正量算出手段16bによって、センシング工程で算出された開先中心位置と、現在の後行極2bの位置と、先行極2aと後行極2bとの間の距離とから、後行極2bの位置ずれを補正するための後行極補正量を算出する工程である。ここで、後行極補正量を算出する具体的な算出手順については、後記する。
【0066】
(3−3)回転中心補正量算出工程
回転中心補正量算出工程は、回転中心補正量算出手段16cによって、位置補正工程における後行極2bの位置の補正により生じる先行極2aの位置ずれを補正するための回転中心補正量を算出する工程である。ここで、回転中心補正量を算出する具体的な算出手順については、後記する。
【0067】
(4)位置補正工程
位置補正工程は、ロボット軌跡計画処理手段17によって、先行極補正量と後行極補正量θと回転中心補正量△tcpとをそれぞれ加算または減算することで、溶接線に対する先行極2aおよび後行極2bの位置と溶接トーチ2の回転中心とを補正する工程である。
【0068】
ロボット軌跡計画処理手段17は、具体的には、前記したように、ティーチングデータ手段11から予め入力されたティーチング軌跡情報に含まれる溶接開始位置、すなわち溶接線に対する先行極2aの位置データ、後行極2bの位置データおよび回転中心の位置データに対して、先行極補正量、後行極補正量θおよび回転中心補正量△tcpを加算または減算することで、各位置データを補正する。
【0069】
以上のような手順を行う本発明の実施形態に係る電極位置制御方法によれば、タンデムアーク溶接において、溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極2aおよび後行極2bの位置を溶接線の位置に合わせて適切に補正することができる。従って、溶接線に対する先行極2aおよび後行極2bの位置ずれを原因とする溶接欠陥を適切に防止することができる。
【0070】
(電極位置制御方法の具体例)
以下、図3の各図に沿って、本発明の実施形態に係る電極位置制御方法の具体例について、簡単に説明する。なお、以下の説明では、回転中心であるTCPを先行極2aと後行極2bとの中間に設定し、かつ、後行極補正量が同一平面状で回転する場合であって、溶接線に対して後行極2bのみがずれており、先行極2aの位置補正が不要な場合について説明する。
【0071】
まず、後行極補正量算出手段16bは、図3(a)に示すように、溶接ワークのWの開先中心位置Tp’と、現在の後行極2bの位置Tpと、先行極2aと後行極2bとの間の距離dと、を取得する。ここで、前記したように、溶接ワークWの開先中心位置Tp’はセンシング処理手段12から入力され、現在の後行極2bの位置Tpはセンシング処理部12によるセンシング処理によって取得され、先行極2aと後行極2bとの間の距離dはロボットコントローラ8内の図示しない記憶手段に予め保持されている。なお、図3(a)におけるLpは現在の先行極2aの位置である。そして、後行極補正量算出手段16bは、下記式(1)によって、後行極補正量θを算出する。
【0072】
【数1】
【0073】
次に、ロボット軌跡計画処理手段17は、現在の後行極2bの位置データに後行極補正量θを加算した位置データをロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の後行極2bを後行極補正量θだけ回転させ、後行極2bを位置補正する。その結果、図3(b)に示すように、先行極2aの位置がLpからLp’へと変化し、先行極2aが溶接線に対して位置ずれを起こす場合がある。
【0074】
次に、回転中心補正量算出手段16cは、下記式(2)によって、先行極2aから回転中心までのベクトルをツール座標系からロボット座標系に座標変換し、図3(c)に示すように、基準となる基準先行極位置ベクトルnを算出する。ここで、下記式(2)中の基準先行極位置ベクトルnは、後行極補正量θを用いて後行極2bの位置補正を行う前の先行極2aの位置を示している。また、RRTは、前記したトーチ姿勢情報であり、ツール座標系からロボット座標系に座標系を変換するための回転行列である。また、ベクトルTdは、前記した先行極−回転中心間距離であり、ツール座標系上における先行極2aから溶接トーチ2の回転中心までのベクトルである。
【0075】
【数2】
【0076】
次に、回転中心補正量算出手段16cは、下記式(3)によって、基準先行極位置ベクトルnを、回転行列Rαによってθ(α,β=0,γ=0)回転させ、図3(d)に示すように、現在の先行極位置ベクトルlを算出する。ここで、前記したθは、後行極補正量(α:ロール、β:ピッチ、γ:ヨー)である。また、下記式(3)中の現在の先行極位置ベクトルlは、後行極補正量θを用いて後行極2bの位置補正を行った後の先行極2aの位置を示している。
【0077】
【数3】
【0078】
次に、回転中心補正量算出手段16cは、下記式(4)によって、基準先行極位置ベクトルnと現在の先行極位置ベクトルlとの差をとり、図3(d)に示すように、x軸方向の△tcp_xとy軸方向の△tcp_yとからなる回転中心補正量△tcpを算出する。
【0079】
【数4】
【0080】
次に、ロボット軌跡計画処理手段17は、図3(e)に示すように、上記式(5)を用いて現在の回転中心TCPに回転中心補正量に回転中心補正量△tcpを加算し、目標回転中心TCP’を算出する。
【0081】
【数5】
【0082】
そして、ロボット軌跡計画処理手段17は、目標回転中心TCP’をロボット3の各軸指令値として当該ロボット3のサーボドライバへ送り、ロボット3の先端に取り付けられた溶接トーチ2の回転中心を位置補正する。
【0083】
このような手順を行う本発明の実施形態に係る電極位置制御方法によれば、後行極2bの位置補正を任意の回転中心で行うことができる。例えば、図4(a)左図に示すように、TCPを先行極2aに設定した場合であって後行極2bのみに位置ずれが生じている場合、図4(a)右図に示すように、先行極2aを軸として後行極2bを後行極補正量θで位置補正することで、1ステップで位置補正を行うことができる。
【0084】
一方、図4(b)左図に示すように、TCPを先行極2aと後行極2bの中間に設定した場合、図4(b)右図に示すように、当該TCPを軸として後行極2bを後行極補正量θで位置補正すると、先行極2aの位置ずれが生じることになる。
【0085】
しかしながら、本発明の実施形態に係る電極位置制御方法によれば、先行極補正量および後行極補正量に加えて、溶接トーチ2の回転中心を補正するための回転中心補正量を算出して溶接トーチ2の回転中心の補正も行う。そのため、後行極2bの位置補正を任意の回転中心で行った場合においても、図4(b)下図に示すように、当該後行極2bの位置補正によって先行極2aの位置ずれが生じることがない。従って、溶接線に対する先行極2aおよび後行極2bの位置を溶接線の位置に合わせてより確実に補正することができる。
【0086】
次に、実施形態に係る電極位置制御方法の処理フローの一例について、図5および図6
を参照しながら簡単に説明する。まずセンシング処理がスタートすると、溶接電源4が先行極2aに所定の電圧を印加する(ステップS1)。次に、ロボットコントローラ8が、図6(a)に示すように、ロボット3を介して溶接ワイヤ10aが開先左壁に接触するまで先行極2aを移動させる(ステップS2)。そして、電流電圧検出手段6が、開先左壁に接触した状態の先行極2aの電圧を検出する。次に、ロボットコントローラ8が、図6(a)に示すように、ロボット3を介して溶接ワイヤ10aが開先右壁に接触するまで先行極2aを移動させる(ステップS3)。そして、電流電圧検出手段6が、開先右壁に接触した状態の先行極2aの電圧を検出する。
【0087】
次に、センシング処理手段12が、検出した電圧の電気的変化から先行極2aに対する開先中心位置を検出する(ステップS4)。次に、ロボットコントローラ8が、送給モータ9aを介して、先行極2aの溶接ワイヤ10aを所定量逆インチングする(ステップS5)。次に、ロボットコントローラ8が、送給モータ9bを介して、後行極2bの溶接ワイヤ10bを所定量インチングする(ステップS6)。
【0088】
次に、溶接電源5が後行極2bに所定の電圧を印加する(ステップS7)。次に、ロボットコントローラ8が、図6(b)に示すように、ロボット3を介して溶接ワイヤ10bが開先左壁に接触するまで後行極2bを移動させる(ステップS8)。そして、電流電圧検出手段7が、開先左壁に接触した状態の後行極2bの電圧を検出する。次に、ロボットコントローラ8が、図6(b)に示すように、ロボット3を介して溶接ワイヤ10bが開先右壁に接触するまで後行極2bを移動させる(ステップS9)。そして、電流電圧検出手段7が、開先右壁に接触した状態の後行極2bの電圧を検出する。
【0089】
次に、センシング処理手段12が、検出した電圧の電気的変化から後行極2bに対する開先中心位置を検出する(ステップS10)。次に、補正量算出処理手段16が、開先中心位置と、現在の先行極2aおよび後行極2bの位置等から、各補正量を算出する(S11)。なお、各補正量の算出手順は、前記した通りである。次に、ロボットコントローラ8が、送給モータ9bを介して、後行極2bの溶接ワイヤ10bを所定量逆インチングする(ステップS12)。次に、ロボットコントローラ8が、送給モータ9aを介して、先行極2aの溶接ワイヤ10aを所定量インチングする(ステップS13)。そして、先行極2aおよび後行極2bの位置を補正後の位置に移動させて(ステップS14)、処理が終了する。
【0090】
以上、本発明に係るタンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システム1のロボットコントローラ8およびタンデムアーク溶接システム1について、発明を実施するための形態により具体的に説明したが、本発明の趣旨はこれらの記載に限定されるものではなく、特許請求の範囲の記載に基づいて広く解釈されなければならない。また、これらの記載に基づいて種々変更、改変等したものも本発明の趣旨に含まれることはいうまでもない。
【0091】
例えば、前記した実施形態に係る電極位置制御方法、ロボットコントローラ8およびタンデムアーク溶接システム1では、電流電圧検出器(電流電圧検出手段)6,7によって先行極2aおよび後行極2bの電圧を検出し、その電気的変化を用いてセンシング処理を行っているが、電流電圧検出器(電流電圧検出手段)6,7によって先行極2aおよび後行極2bの電流を検出し、その電気的変化を用いてセンシング処理を行っても構わない。また、この場合の電流の電気的変化としては、例えば短絡の有無を利用することができる。
【符号の説明】
【0092】
1 タンデムアーク溶接システム
2 溶接トーチ
2a 先行極
2b 後行極
3 ロボット
4,5 溶接電源
6,7 電流電圧検出器(電流電圧検出手段)
8 ロボットコントローラ
9a,9b 送給モータ
10a,10b 溶接ワイヤ
11 ティーチングデータ部(ティーチングデータ手段)
12 センシング処理部(センシング処理手段)
13,14 溶接電源I/F処理部(溶接電源I/F処理手段)
15 設定値格納メモリ
16 補正量算出処理部(補正量算出処理手段)
16a 先行極補正量算出手段
16b 後行極補正量算出手段
16c 回転中心補正量算出手段
17 ロボット軌跡計画処理部(ロボット軌跡計画処理手段)
W 溶接ワーク
【特許請求の範囲】
【請求項1】
溶接開始前に溶接線に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法であって、
電流電圧検出手段によって、溶接対象である溶接ワークと接触させた前記先行極および前記後行極の電圧を検出する電圧検出工程と、
センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの位置情報を検出するセンシング工程と、
補正量算出処理手段によって、前記センシング工程で検出された前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出工程と、
ロボット軌跡計画処理手段によって、前記補正量算出工程で算出された前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正する位置補正工程と、
を行うことを特徴とするタンデムアーク溶接における電極位置制御方法。
【請求項2】
前記電圧検出工程は、前記溶接ワークの開先の左右の壁を、前記先行極および前記後行極によってタッチセンシングした際の電圧を検出し、
前記センシング工程は、前記センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの開先中心位置を検出し、
前記補正量算出工程は、
先行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記先行極の位置とから、前記先行極の位置ずれを補正するための先行極補正量を算出する先行極補正量算出工程と、
後行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記後行極の位置と、前記先行極と前記後行極との間の距離とから、前記後行極の位置ずれを補正するための後行極補正量を算出する後行極補正量算出工程と、を含み、
前記位置補正工程は、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正することを特徴とする請求項1に記載のタンデムアーク溶接における電極位置制御方法。
【請求項3】
前記電圧検出工程は、前記溶接ワークの開先の左右の壁に対して、前記溶接トーチを前記溶接線に対して直線的に移動、または所定の回転中心で回転させながら、前記先行極および前記後行極によってタッチセンシングすることを特徴とする請求項2に記載のタンデムアーク溶接における電極位置制御方法。
【請求項4】
前記補正量算出工程は、回転中心補正量算出手段によって、前記位置補正工程における前記後行極の位置の補正により生じる前記先行極の位置ずれを補正するための回転中心補正量を算出する回転中心補正量算出工程をさらに含み、
前記位置補正工程は、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量と前記回転中心補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置と前記溶接トーチの回転中心とを補正することを特徴とする請求項3に記載のタンデムアーク溶接における電極位置制御方法。
【請求項5】
前記回転中心補正量算出工程は、
前記先行極と前記溶接トーチの回転中心との間の距離と、前記溶接トーチが先端に取り付けられたロボットを基準とした当該溶接トーチの姿勢を示すトーチ姿勢情報とから、前記先行極の基準位置を算出するとともに、
前記先行極の基準位置と前記後行極補正量とから、当該後行極補正量を用いて補正を行う前の前記先行極の位置と前記後行極補正量を用いて補正を行った後の前記先行極の位置との差を求めることで、前記回転中心補正量を算出することを特徴とする請求項4に記載のタンデムアーク溶接における電極位置制御方法。
【請求項6】
先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムにおいて、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するタンデムアーク溶接システムのロボットコントローラであって、
前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、
前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、
前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、
を備えることを特徴とするタンデムアーク溶接システムのロボットコントローラ。
【請求項7】
先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するロボットコントローラと、を備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムであって、
前記ロボットコントローラは、
前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、
前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、
前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、
を備えることを特徴とするタンデムアーク溶接システム。
【請求項1】
溶接開始前に溶接線に対する先行極および後行極の位置を制御するタンデムアーク溶接における電極位置制御方法であって、
電流電圧検出手段によって、溶接対象である溶接ワークと接触させた前記先行極および前記後行極の電圧を検出する電圧検出工程と、
センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの位置情報を検出するセンシング工程と、
補正量算出処理手段によって、前記センシング工程で検出された前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出工程と、
ロボット軌跡計画処理手段によって、前記補正量算出工程で算出された前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正する位置補正工程と、
を行うことを特徴とするタンデムアーク溶接における電極位置制御方法。
【請求項2】
前記電圧検出工程は、前記溶接ワークの開先の左右の壁を、前記先行極および前記後行極によってタッチセンシングした際の電圧を検出し、
前記センシング工程は、前記センシング処理手段によって、前記電圧検出工程で検出された前記先行極および前記後行極の電圧の電気的変化から、前記溶接ワークの開先中心位置を検出し、
前記補正量算出工程は、
先行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記先行極の位置とから、前記先行極の位置ずれを補正するための先行極補正量を算出する先行極補正量算出工程と、
後行極補正量算出手段によって、前記センシング工程で算出された前記開先中心位置と、現在の前記後行極の位置と、前記先行極と前記後行極との間の距離とから、前記後行極の位置ずれを補正するための後行極補正量を算出する後行極補正量算出工程と、を含み、
前記位置補正工程は、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正することを特徴とする請求項1に記載のタンデムアーク溶接における電極位置制御方法。
【請求項3】
前記電圧検出工程は、前記溶接ワークの開先の左右の壁に対して、前記溶接トーチを前記溶接線に対して直線的に移動、または所定の回転中心で回転させながら、前記先行極および前記後行極によってタッチセンシングすることを特徴とする請求項2に記載のタンデムアーク溶接における電極位置制御方法。
【請求項4】
前記補正量算出工程は、回転中心補正量算出手段によって、前記位置補正工程における前記後行極の位置の補正により生じる前記先行極の位置ずれを補正するための回転中心補正量を算出する回転中心補正量算出工程をさらに含み、
前記位置補正工程は、前記ロボット軌跡計画処理手段によって、前記先行極補正量と前記後行極補正量と前記回転中心補正量とをそれぞれ加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置と前記溶接トーチの回転中心とを補正することを特徴とする請求項3に記載のタンデムアーク溶接における電極位置制御方法。
【請求項5】
前記回転中心補正量算出工程は、
前記先行極と前記溶接トーチの回転中心との間の距離と、前記溶接トーチが先端に取り付けられたロボットを基準とした当該溶接トーチの姿勢を示すトーチ姿勢情報とから、前記先行極の基準位置を算出するとともに、
前記先行極の基準位置と前記後行極補正量とから、当該後行極補正量を用いて補正を行う前の前記先行極の位置と前記後行極補正量を用いて補正を行った後の前記先行極の位置との差を求めることで、前記回転中心補正量を算出することを特徴とする請求項4に記載のタンデムアーク溶接における電極位置制御方法。
【請求項6】
先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムにおいて、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するタンデムアーク溶接システムのロボットコントローラであって、
前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、
前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、
前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、
を備えることを特徴とするタンデムアーク溶接システムのロボットコントローラ。
【請求項7】
先行極および後行極が溶接進行方向に所定の電極間距離を有して配置された溶接トーチと、先端に取り付けられた前記溶接トーチを溶接線に対して移動または回転させるロボットと、前記先行極および前記後行極に給電を行う溶接電源と、前記先行極および前記後行極の電流および/または電圧を検出する電流電圧検出器と、溶接開始前に前記溶接線に対する前記先行極および前記後行極の位置を制御するロボットコントローラと、を備え、前記溶接線に倣って溶接を行うタンデムアーク溶接システムであって、
前記ロボットコントローラは、
前記電流電圧検出器で検出された前記先行極および前記後行極の電圧の電気的変化から、溶接対象である溶接ワークの位置情報を検出するセンシング処理部と、
前記溶接ワークの位置情報から、予め教示された前記溶接線に対する前記先行極および前記後行極の位置ずれを補正するための補正量を算出する補正量算出処理部と、
前記補正量を加算または減算することで、前記溶接線に対する前記先行極および前記後行極の位置を補正するロボット軌跡計画処理部と、
を備えることを特徴とするタンデムアーク溶接システム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−245536(P2011−245536A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−123088(P2010−123088)
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]