
タンデム回転サブマージアーク溶接方法

【課題】水平タンデムサブマージアーク溶接における高速溶接性、大脚長性、耐アンダカット性を向上する。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タンデム回転サブマージアーク溶接方法に係り、特に、タンデムサブマージアーク溶接において、溶接ビード形状や溶け込みを制御することが可能なタンデム回転サブマージアーク溶接方法に関する。
【背景技術】
【0002】
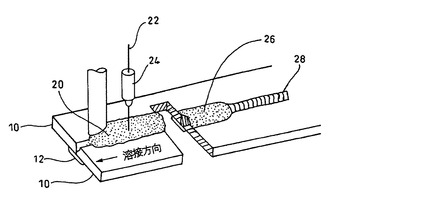
図1に例示する如く、粒状フラックス20下で溶接ワイヤ22と母材10間あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用して溶接を行うサブマージアーク溶接が知られている。このサブマージアーク溶接では、母材10の上に予め粒上のフラックス20を堆積しておき、その中に溶接ワイヤ22の先端を突込んで溶接を行う。アークは、フラックス20に覆われて外からは見えない。フラックス20は、大気の遮断、溶接金属の精錬作用に寄与し、スラグ26や溶接ビード28の形成に寄与する。図において、12は裏当て材、24は電極である。
【0003】
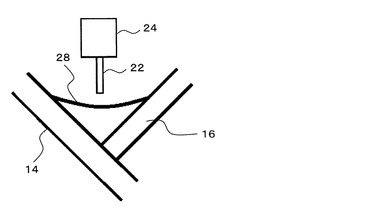
このサブマージアーク溶接は、造船や橋梁の板継ぎ溶接や、高層ビルのBOX柱、圧力容器などに広く使用されている。大電流や、多電極の採用が可能なため、高能率(高溶着速度)であり、且つ、溶け込みも深いが、溶接姿勢は、図2に例示するような下向き、又は図3に例示するような水平(横向き)に限られ、その殆んどは下向き施工である。図2、図3において、14は立板(例えばH形鋼材のフランジ)、16は下板(同じくウェブ)である。又、運棒方法は、殆んどがストレートであり、揺動させている事例もある。
【0004】
図2に例示した下向き姿勢では、太径ワイヤ、高電流溶接が適用され、高能率・高品質(深溶け込み、ビード外観良好)であるが、溶接姿勢が下向きとなるようにワーク姿勢を変更する必要があり、H形鋼材の場合はウェブ片側の1継手ずつしか施工できない。
【0005】
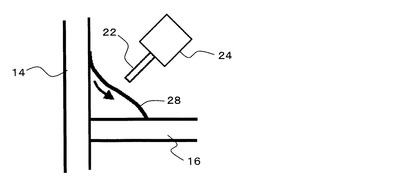
一方、図3に例示した水平姿勢では、H形鋼材の場合でもウェブ両側の2継手同時施工が可能であるが、重力の作用でビード垂れが発生し、図3に例示したような水平隅肉溶接では、立板14側の上脚長不足やアンダーカットが発生しやすい。更に、脚長が長い大脚長側では、垂れ気味となり、ビード止端部形状も悪く、水平姿勢での1ラン10mm以上の大脚長隅肉溶接の実用化は非常に困難であった。
【0006】
又、対象ワークの反転回数削減や施工時間の短縮(例えばビルドエッジBH首溶接の両側同時施工)を狙って、水平姿勢でのタンデムサブマージアーク溶接が特許文献1等で提案されている。しかし、従来の水平タンデムサブマージアーク溶接では、適正な溶接条件範囲(特に狙い位置)が非常に狭く、通常は、溶接条件(電流、電圧、速度、電極配置(角度)、など)の調整や溶接ワイヤ、フラックスの選定により、要求される溶接品質を満たすように努めているが、高速溶接性や大脚長性、耐アンダーカット性に劣り、特に、機械式倣いや押し当て式ポテンショなどによる従来の倣い制御では、長尺ワークにおいて、微妙な狙いずれにより上脚長不足や立板アンダーカットなどが発生する可能性が大きかった。
【0007】
そこで、従来は、上記条件裕度や施工性のため、下向きタンデムサブマージアーク溶接が一般的である。
【0008】
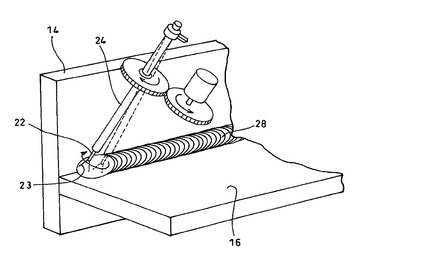
一方、フラックスを使わないガスシールドアーク溶接においては、出願人が特許文献2で提案したように、図4に示す如く、溶接ワイヤ22の先端を回転させる回転アーク隅肉溶接が実用化されている。図において、23はアークである。特許文献2には、この回転アーク隅肉溶接を、ガスシールドアーク溶接だけではなく、サブマージアーク溶接に用いることも示唆されている。
【0009】
又、特許文献3には、タンデム回転ガスシールドアーク溶接が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭63−16870号公報
【特許文献2】特開昭61−249667号公報
【特許文献3】特開2000−667号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、発明者が特許文献2の技術をサブマージアーク溶接にそのまま適用しようと試みたところ、上手くいかないことが判明した。即ち、サブマージアーク溶接では、ガスシールドアーク溶接とはビードの偏りが逆になり、回転周波数に関しても、ガスシールドアーク溶接で一般的な50Hzの回転周波数では、ビード外観が不良になることが判明した。
【0012】
又、アーク溶接の適用のほとんどは自動台車(装置)によるものであるが、サブマージアーク溶接の場合、アーク発生地点がフラックスに覆われており、目視確認をすることが出来ないため、本当の狙い位置調整は非常に難しい。従来技術としては、(1)溶接対象部材に接触させたガイドローラに沿って台車を走行させ、部材と電極位置関係を保つ、ガイドローラなどによる機械式倣いや、(2)台車レールを狙い位置に沿って設置するレール走行式、あるいは、(3)先端部にローラ部を設けたポテンショメータ(位置センサ)を溶接対象部材に押し当てて位置制御する方法などがあるが、いずれも倣い精度が低かった。
【0013】
即ち、機械式倣いやポテンショメータを利用した位置制御では、あくまでガイドローラやセンサを接触させている部分と電極の位置関係を制御できるだけであり、部材の交差部や開先ルート部などを正確に倣うことはできない。又、溶接中の熱変形への対応もできない。特に、タンデム溶接の場合、先行電極に対して狙い位置を設定したいが不可能である等の問題点も有していた。
【0014】
本発明は、前記従来の問題点を解消するべくなされたもので、ガスシールドアーク溶接の溶接ワイヤ回転状態をそのまま適用したのでは、溶接が上手くいかないタンデムサブマージアーク溶接の溶接ワイヤ回転状態を適切に制御して、高速溶接性や大脚長性、耐アンダーカット性を向上することを課題とする。
【課題を解決するための手段】
【0015】
本発明は、先行電極と後行電極を用い、粒状フラックス下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線より片側にずらした先行電極の溶接ワイヤ先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極の溶接ワイヤの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させることにより、前記課題を解決したものである。
【0016】
ここで、前記先行電極の溶接ワイヤは回転させず、後行電極の溶接ワイヤのみ回転させることができる。
【0017】
あるいは、前記先行電極の溶接ワイヤ、及び、後行電極の溶接ワイヤを共に回転させることができる。
【0018】
又、水平隅肉溶接に際して、前記先行電極の溶接ワイヤ先端の狙い位置を溶接線より下板側にずらし、前記後行電極の溶接ワイヤ先端の狙い位置を溶接線より立板側にずらすことができる。
【0019】
又、前記タンデム回転サブマージアーク溶接に際して、アークの回転円における溶接進行方向の前方中心点Cfとアーク電圧波形又はアーク電流波形の間に規則性がある所定回転条件範囲で、Cfを中心とする左右対称な所定積分領域(例えば0°〜90°)のアーク電圧値又はアーク電流値の積分値の差が一定値となるように狙い位置を制御するようにして、アークセンサによる倣い制御を可能とすることができる。なお、前記規則性が回転条件によらず常に成立するガスシールドアーク溶接と異なり、サブマージアーク溶接の場合、前記規則性が成立するのは、例えば回転周波数3Hz〜30Hzの所定回転条件範囲に限られ、回転径の限界も存在し、その他、回転ピッチで規定することもできる。
【発明の効果】
【0020】
本発明によれば、タンデムサブマージアーク溶接においても、溶接ワイヤ先端の回転により、ビード形状や溶け込みを制御することが可能となる。従って、高速溶接性や大脚長性、耐アンダーカット性を向上することが可能となる。更に、狙い位置の条件裕度を向上し、実工事における高品質、高安定を実現することができる。
【図面の簡単な説明】
【0021】
【図1】本発明が対象とするサブマージアーク溶接の原理を示す斜視図
【図2】下向き溶接の例を示す断面図
【図3】水平隅肉溶接の例を示す断面図
【図4】ガスシールドアーク溶接における回転アーク隅肉溶接の様子を示す斜視図
【図5】本発明の原理を説明するための、回転方向と回転周波数の影響を調べた実験結果の一部を示す図
【図6】本発明の第1実施形態の概要を示す斜視図
【図7】同じく先行電極と後行電極の配置を示す(A)正面図及び(B)平面図
【図8】同じく溶接断面を従来法と比較して示す図
【図9】同じく上脚長と溶接速度を従来法と比較して示す図
【図10】本発明の第2実施形態を示す斜視図
【図11】アークの回転位置の定義を示す図
【図12】溶接トーチの狙い位置とアークセンサの出力の関係を示す図
【図13】前記実施形態で用いることが可能なアーク溶接線倣い制御回路の例を示す図
【発明を実施するための形態】
【0022】
以下、図面を参照して、本発明の実施形態を詳細に説明する。
【0023】
図3に示したような、左側の立板14と右側の下板16のトーチ角度50°での水平隅肉サブマージアーク溶接について、発明者が、直径1.6mmの溶接ワイヤ22の先端を回転径3mmで回転させて実験を行ったところ、溶接ビード28をかき上げるように溶接ワイヤ22の先端を時計方向CWに回転(正転と称する)させた時は表1、逆に、溶接ビード28をかき下げるように溶接ワイヤ22の先端を反時計方向CCWに回転(逆転と称する)させた時は表2に示す様な結果が得られた。
【0024】
【表1】

【0025】
【表2】
【0026】
図5に回転周波数が30Hzと50Hzの時の例を示す。
【0027】
表1、表2から、溶接ワイヤを正転させたとき(表1)には、ガスシールドアーク溶接時の傾向と逆に下板側の脚長(下脚長)が大きくなり、反時計方向に回転(逆転)させたとき(表2)には、ガスシールドアーク溶接時の傾向と逆に立板側の脚長(上脚長)が大きくなること、更に、回転周波数を高くするほどビード偏向は大きくなるが、回転ガスシールドアーク溶接で一般的な50Hzまで回転周波数を高めると、正転、逆転共にハンピングビードなど、ビード不良となり、限界があることが判明した。
【0028】
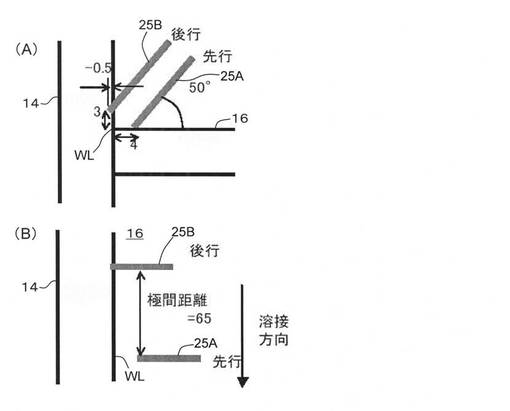
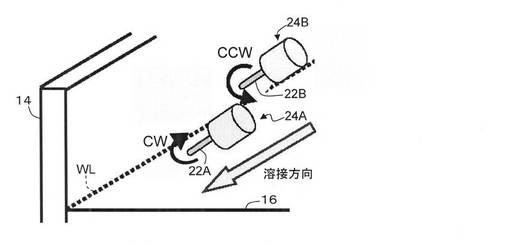
本発明は、上記知見に基づいてなされたもので、その第1実施形態は、図6に示す如く、水平隅肉タンデムサブマージアーク溶接を行う際に、先行電極24Aの溶接ワイヤ22Aは回転させずストレート運棒とし、後行電極24Bの溶接ワイヤ22Bの先端のみを、回転周波数50Hzが一般的であるガスシールドアーク溶接に比べて比較的低速度の回転周波数3〜15Hzで、該溶接ワイヤ22B前側(図6の手前側)が溶接線WLに近づく反時計方向CCWにかき下げ回転させるようにしたものである。
【0029】
先行電極24Aのノズル回転軸25Aと後行電極24Bのノズル回転軸25Bの配置の例を図7に示す。
【0030】
回転以外の全ての溶接条件が同一(溶接速度は84cpm)で、後行電極24Bの溶接ワイヤ22Bの先端を適正条件(実施例では回転径3mm、回転周波数7Hz、回転ピッチ2mm)で回転させることにより、図8(A)に示す如く、先行電極、後行電極とも非回転であった従来例で、立板側の上脚脚長が7mmであったのが、図8(B)に示す如く、上脚脚長を9mmに長くすることができた。更に、溶接速度を約半分の40cpmに落とした場合には、図8(C)に示す如く、上脚脚長を13.5mmまで拡大することができた。
【0031】
本実施形態における上脚脚長と溶接速度の関係の例を図9に実線Aで示す。同じく実線Bで示す、前後とも非回転で、高電流が可能な太径ワイヤを使用した従来例に比べて、後行電極の溶接ワイヤのみの回転で、細径ワイヤを使用した場合、標準脚長(8mm)の場合の溶接速度は70cpm→84cpmに20%向上し、低速溶接(50cpm)の場合の上脚脚長は11.8mm→14.0mmに19%向上することが確認できた。
【0032】
下脚の形状や脚長を確保することは比較的容易であるため、本実施形態においては、先行電極24Aの溶接ワイヤ22Aを非回転のストレート運棒としたので、電極間の溶融プールを安定させることができ、制御が容易である。
【0033】
尚、図10に示す第2実施形態のように、先行電極24Aの溶接ワイヤ22Aの先端を、該溶接ワイヤ22Aの前側(図6の手前側)が溶接線WLに近づく時計方向CWにかき上げ回転させ、後行電極24Bの溶接ワイヤ22Bの先端を、第1実施形態と同様に、反時計方向CCWにかき下げ回転させることもできる。
【0034】
本実施形態によれば、電極間の溶融プールの安定性に考慮する必要があるが、下脚の形状や脚長も制御することができる。
【0035】
前記実施形態における溶接線倣い制御は、例えば以下のように行うことができる。
【0036】
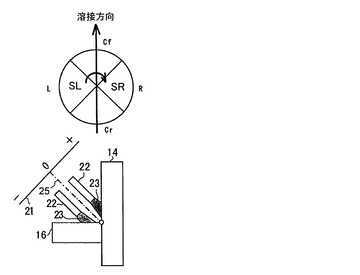
図11に回転アーク溶接におけるアーク回転位置の定義の一例を示す。ここでは、アークの回転円において溶接進行方向の前方中心点をCf、後方中心点をCr、立板14側をR側、下板16側をL側とする。
【0037】
又、ノズル回転軸25と直交する軸線21上に溶接トーチの狙い位置xpをとり、溶接トーチの狙い位置が溶接線WLと一致しているときのxpをxp=0とし、xp=0を中心に、立板14側(図11のアーク回転位置で示すとR側)をプラス、下板16側(図11のアーク回転位置で示すとL側)をマイナスと定義する。
【0038】
アークセンサ溶接線倣い制御方法では、図11に示すようにアークの1回転毎にCf点を中心に左右(L,R)同一の位相角θの範囲(例えば0°<θ<90°)で、例えばアーク電圧値を積分し、下板(L)側のアーク電圧値の積分値SLと立板(R)側のアーク電圧値の積分値SRとの差(SL−SR)をアークセンサの出力として取り出し、(SL−SR)の値及び符号により、溶接トーチの狙い位置を自動修正する。
【0039】
すなわち、アークセンサの出力(SL−SR)は、図12(A)に示すように、溶接トーチの狙い位置が溶接線と一致しているとき(xp=0)、SL−SR=0となるから、そのままで溶接を進行させる。また、図12(B)に示すように、溶接トーチの狙い位置が下板16側にずれているとき(xp<0)、アーク長は立板14側の方が下板16側よりも長くなり、SL−SR<0となるから、溶接トーチの狙い位置を立板14側へ修正するよう指令を与える。また、図12(C)に示すように、溶接トーチの狙い位置が立板14側にずれているとき(xp>0)、アーク長は下板16側の方が立板14側よりも長くなり、SL−SR>0となるから、溶接トーチの狙い位置を下板16側へ修正するよう指令を与える。
【0040】
図11から明らかなように、xp=0、SL−SR=0を中心として、アークセンサの出力(SR−SL)は符号が正負反転するから、溶接トーチの狙い位置が立板14側または下板16側にずれているときは、常にSL−SR=0となる方向へ溶接トーチの狙い位置を修正すればよい。なお、(SL−SR)の値の目標値を0以外とすれば、狙い位置を溶接線からオフセットさせることができる。
【0041】
前記実施形態で用いられるアークセンサ溶接線倣い制御装置の例を図13のブロック回路図に示す。
【0042】
図において、31はアーク電圧検出器、32は溶接電流検出器、33はスイッチで、ここではアーク電圧検出器31の方に接続している。溶接電流により制御する場合は、スイッチ33を溶接電流検出器32側へ切り替える。
【0043】
35はアーク回転位置検出器で、図11に示したアーク回転位置(Cf、R、Cr、L)を検出する。36はタイミングパルス発生器であって、アーク回転位置検出器35によって検出されたアーク回転位置を入力し、積分領域が所定の角度範囲になるようにタイミングパルスをそれぞれアーク電圧EaのL側積分器37とR側積分器38に指令する。
【0044】
タイミングパルス発生器36によって指令される角度範囲は、本例においては、左右0°〜90°である。この角度範囲は、予め設定されているものであり、本例では上述のように0°〜90°に設定されているが、これに限られるものではなく、左右対称であれば良い。
【0045】
39は、L側積分器37によるL側積分値SLとR側積分器38によるR側積分値SRとの差を演算する差動アンプで、この差動アンプ39によりアークセンサ出力(SL−SR)が求められる。
【0046】
求められたアークセンサ出力(SL−SR)は、溶接線倣い制御回路40に入力する。溶接線倣い制御回路40では、差動アンプ39の偏差信号に基づいて倣い距離が演算され、この演算結果に基づいてモータ41が制御され、溶接トーチ47が倣い制御される。
【0047】
タンデムアーク溶接では、後行電極の狙い位置がビード形状に及ぼす影響が大きいため、このアーク溶接線倣い制御による自動倣いの導入効果は大きく、実工事での品質安定性を向上できる。
【0048】
尚、前記実施形態において本発明が水平隅肉溶接に適用され、先行電極と後行電極の関係が図7に例示するようにされていたが、本発明の適用対象はこれに限定されず、図7以外の電極配置や、下向き溶接にも適用できる。
【符号の説明】
【0049】
14…立板
16…下板
20…フラックス
22、22A、22B…溶接ワイヤ
24A…先行電極
24B…後行電極
28…溶接ビード
【技術分野】
【0001】
本発明は、タンデム回転サブマージアーク溶接方法に係り、特に、タンデムサブマージアーク溶接において、溶接ビード形状や溶け込みを制御することが可能なタンデム回転サブマージアーク溶接方法に関する。
【背景技術】
【0002】
図1に例示する如く、粒状フラックス20下で溶接ワイヤ22と母材10間あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用して溶接を行うサブマージアーク溶接が知られている。このサブマージアーク溶接では、母材10の上に予め粒上のフラックス20を堆積しておき、その中に溶接ワイヤ22の先端を突込んで溶接を行う。アークは、フラックス20に覆われて外からは見えない。フラックス20は、大気の遮断、溶接金属の精錬作用に寄与し、スラグ26や溶接ビード28の形成に寄与する。図において、12は裏当て材、24は電極である。
【0003】
このサブマージアーク溶接は、造船や橋梁の板継ぎ溶接や、高層ビルのBOX柱、圧力容器などに広く使用されている。大電流や、多電極の採用が可能なため、高能率(高溶着速度)であり、且つ、溶け込みも深いが、溶接姿勢は、図2に例示するような下向き、又は図3に例示するような水平(横向き)に限られ、その殆んどは下向き施工である。図2、図3において、14は立板(例えばH形鋼材のフランジ)、16は下板(同じくウェブ)である。又、運棒方法は、殆んどがストレートであり、揺動させている事例もある。
【0004】
図2に例示した下向き姿勢では、太径ワイヤ、高電流溶接が適用され、高能率・高品質(深溶け込み、ビード外観良好)であるが、溶接姿勢が下向きとなるようにワーク姿勢を変更する必要があり、H形鋼材の場合はウェブ片側の1継手ずつしか施工できない。
【0005】
一方、図3に例示した水平姿勢では、H形鋼材の場合でもウェブ両側の2継手同時施工が可能であるが、重力の作用でビード垂れが発生し、図3に例示したような水平隅肉溶接では、立板14側の上脚長不足やアンダーカットが発生しやすい。更に、脚長が長い大脚長側では、垂れ気味となり、ビード止端部形状も悪く、水平姿勢での1ラン10mm以上の大脚長隅肉溶接の実用化は非常に困難であった。
【0006】
又、対象ワークの反転回数削減や施工時間の短縮(例えばビルドエッジBH首溶接の両側同時施工)を狙って、水平姿勢でのタンデムサブマージアーク溶接が特許文献1等で提案されている。しかし、従来の水平タンデムサブマージアーク溶接では、適正な溶接条件範囲(特に狙い位置)が非常に狭く、通常は、溶接条件(電流、電圧、速度、電極配置(角度)、など)の調整や溶接ワイヤ、フラックスの選定により、要求される溶接品質を満たすように努めているが、高速溶接性や大脚長性、耐アンダーカット性に劣り、特に、機械式倣いや押し当て式ポテンショなどによる従来の倣い制御では、長尺ワークにおいて、微妙な狙いずれにより上脚長不足や立板アンダーカットなどが発生する可能性が大きかった。
【0007】
そこで、従来は、上記条件裕度や施工性のため、下向きタンデムサブマージアーク溶接が一般的である。
【0008】
一方、フラックスを使わないガスシールドアーク溶接においては、出願人が特許文献2で提案したように、図4に示す如く、溶接ワイヤ22の先端を回転させる回転アーク隅肉溶接が実用化されている。図において、23はアークである。特許文献2には、この回転アーク隅肉溶接を、ガスシールドアーク溶接だけではなく、サブマージアーク溶接に用いることも示唆されている。
【0009】
又、特許文献3には、タンデム回転ガスシールドアーク溶接が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭63−16870号公報
【特許文献2】特開昭61−249667号公報
【特許文献3】特開2000−667号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、発明者が特許文献2の技術をサブマージアーク溶接にそのまま適用しようと試みたところ、上手くいかないことが判明した。即ち、サブマージアーク溶接では、ガスシールドアーク溶接とはビードの偏りが逆になり、回転周波数に関しても、ガスシールドアーク溶接で一般的な50Hzの回転周波数では、ビード外観が不良になることが判明した。
【0012】
又、アーク溶接の適用のほとんどは自動台車(装置)によるものであるが、サブマージアーク溶接の場合、アーク発生地点がフラックスに覆われており、目視確認をすることが出来ないため、本当の狙い位置調整は非常に難しい。従来技術としては、(1)溶接対象部材に接触させたガイドローラに沿って台車を走行させ、部材と電極位置関係を保つ、ガイドローラなどによる機械式倣いや、(2)台車レールを狙い位置に沿って設置するレール走行式、あるいは、(3)先端部にローラ部を設けたポテンショメータ(位置センサ)を溶接対象部材に押し当てて位置制御する方法などがあるが、いずれも倣い精度が低かった。
【0013】
即ち、機械式倣いやポテンショメータを利用した位置制御では、あくまでガイドローラやセンサを接触させている部分と電極の位置関係を制御できるだけであり、部材の交差部や開先ルート部などを正確に倣うことはできない。又、溶接中の熱変形への対応もできない。特に、タンデム溶接の場合、先行電極に対して狙い位置を設定したいが不可能である等の問題点も有していた。
【0014】
本発明は、前記従来の問題点を解消するべくなされたもので、ガスシールドアーク溶接の溶接ワイヤ回転状態をそのまま適用したのでは、溶接が上手くいかないタンデムサブマージアーク溶接の溶接ワイヤ回転状態を適切に制御して、高速溶接性や大脚長性、耐アンダーカット性を向上することを課題とする。
【課題を解決するための手段】
【0015】
本発明は、先行電極と後行電極を用い、粒状フラックス下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線より片側にずらした先行電極の溶接ワイヤ先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極の溶接ワイヤの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させることにより、前記課題を解決したものである。
【0016】
ここで、前記先行電極の溶接ワイヤは回転させず、後行電極の溶接ワイヤのみ回転させることができる。
【0017】
あるいは、前記先行電極の溶接ワイヤ、及び、後行電極の溶接ワイヤを共に回転させることができる。
【0018】
又、水平隅肉溶接に際して、前記先行電極の溶接ワイヤ先端の狙い位置を溶接線より下板側にずらし、前記後行電極の溶接ワイヤ先端の狙い位置を溶接線より立板側にずらすことができる。
【0019】
又、前記タンデム回転サブマージアーク溶接に際して、アークの回転円における溶接進行方向の前方中心点Cfとアーク電圧波形又はアーク電流波形の間に規則性がある所定回転条件範囲で、Cfを中心とする左右対称な所定積分領域(例えば0°〜90°)のアーク電圧値又はアーク電流値の積分値の差が一定値となるように狙い位置を制御するようにして、アークセンサによる倣い制御を可能とすることができる。なお、前記規則性が回転条件によらず常に成立するガスシールドアーク溶接と異なり、サブマージアーク溶接の場合、前記規則性が成立するのは、例えば回転周波数3Hz〜30Hzの所定回転条件範囲に限られ、回転径の限界も存在し、その他、回転ピッチで規定することもできる。
【発明の効果】
【0020】
本発明によれば、タンデムサブマージアーク溶接においても、溶接ワイヤ先端の回転により、ビード形状や溶け込みを制御することが可能となる。従って、高速溶接性や大脚長性、耐アンダーカット性を向上することが可能となる。更に、狙い位置の条件裕度を向上し、実工事における高品質、高安定を実現することができる。
【図面の簡単な説明】
【0021】
【図1】本発明が対象とするサブマージアーク溶接の原理を示す斜視図
【図2】下向き溶接の例を示す断面図
【図3】水平隅肉溶接の例を示す断面図
【図4】ガスシールドアーク溶接における回転アーク隅肉溶接の様子を示す斜視図
【図5】本発明の原理を説明するための、回転方向と回転周波数の影響を調べた実験結果の一部を示す図
【図6】本発明の第1実施形態の概要を示す斜視図
【図7】同じく先行電極と後行電極の配置を示す(A)正面図及び(B)平面図
【図8】同じく溶接断面を従来法と比較して示す図
【図9】同じく上脚長と溶接速度を従来法と比較して示す図
【図10】本発明の第2実施形態を示す斜視図
【図11】アークの回転位置の定義を示す図
【図12】溶接トーチの狙い位置とアークセンサの出力の関係を示す図
【図13】前記実施形態で用いることが可能なアーク溶接線倣い制御回路の例を示す図
【発明を実施するための形態】
【0022】
以下、図面を参照して、本発明の実施形態を詳細に説明する。
【0023】
図3に示したような、左側の立板14と右側の下板16のトーチ角度50°での水平隅肉サブマージアーク溶接について、発明者が、直径1.6mmの溶接ワイヤ22の先端を回転径3mmで回転させて実験を行ったところ、溶接ビード28をかき上げるように溶接ワイヤ22の先端を時計方向CWに回転(正転と称する)させた時は表1、逆に、溶接ビード28をかき下げるように溶接ワイヤ22の先端を反時計方向CCWに回転(逆転と称する)させた時は表2に示す様な結果が得られた。
【0024】
【表1】
【0025】
【表2】
【0026】
図5に回転周波数が30Hzと50Hzの時の例を示す。
【0027】
表1、表2から、溶接ワイヤを正転させたとき(表1)には、ガスシールドアーク溶接時の傾向と逆に下板側の脚長(下脚長)が大きくなり、反時計方向に回転(逆転)させたとき(表2)には、ガスシールドアーク溶接時の傾向と逆に立板側の脚長(上脚長)が大きくなること、更に、回転周波数を高くするほどビード偏向は大きくなるが、回転ガスシールドアーク溶接で一般的な50Hzまで回転周波数を高めると、正転、逆転共にハンピングビードなど、ビード不良となり、限界があることが判明した。
【0028】
本発明は、上記知見に基づいてなされたもので、その第1実施形態は、図6に示す如く、水平隅肉タンデムサブマージアーク溶接を行う際に、先行電極24Aの溶接ワイヤ22Aは回転させずストレート運棒とし、後行電極24Bの溶接ワイヤ22Bの先端のみを、回転周波数50Hzが一般的であるガスシールドアーク溶接に比べて比較的低速度の回転周波数3〜15Hzで、該溶接ワイヤ22B前側(図6の手前側)が溶接線WLに近づく反時計方向CCWにかき下げ回転させるようにしたものである。
【0029】
先行電極24Aのノズル回転軸25Aと後行電極24Bのノズル回転軸25Bの配置の例を図7に示す。
【0030】
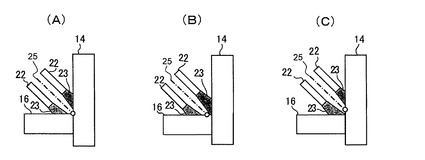
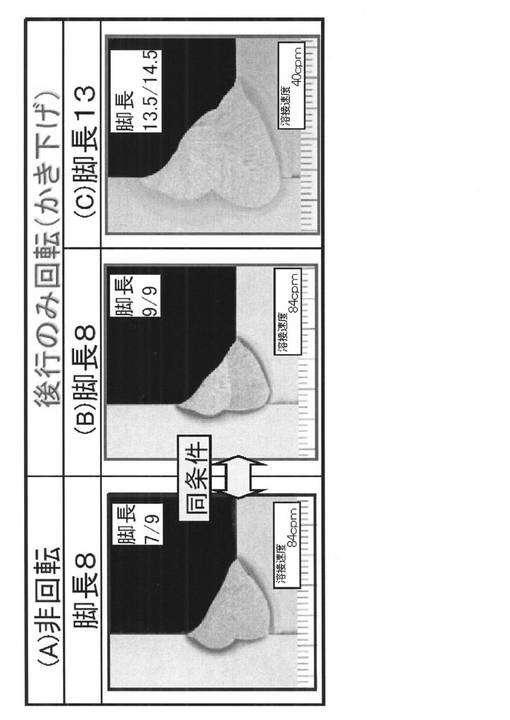
回転以外の全ての溶接条件が同一(溶接速度は84cpm)で、後行電極24Bの溶接ワイヤ22Bの先端を適正条件(実施例では回転径3mm、回転周波数7Hz、回転ピッチ2mm)で回転させることにより、図8(A)に示す如く、先行電極、後行電極とも非回転であった従来例で、立板側の上脚脚長が7mmであったのが、図8(B)に示す如く、上脚脚長を9mmに長くすることができた。更に、溶接速度を約半分の40cpmに落とした場合には、図8(C)に示す如く、上脚脚長を13.5mmまで拡大することができた。
【0031】
本実施形態における上脚脚長と溶接速度の関係の例を図9に実線Aで示す。同じく実線Bで示す、前後とも非回転で、高電流が可能な太径ワイヤを使用した従来例に比べて、後行電極の溶接ワイヤのみの回転で、細径ワイヤを使用した場合、標準脚長(8mm)の場合の溶接速度は70cpm→84cpmに20%向上し、低速溶接(50cpm)の場合の上脚脚長は11.8mm→14.0mmに19%向上することが確認できた。
【0032】
下脚の形状や脚長を確保することは比較的容易であるため、本実施形態においては、先行電極24Aの溶接ワイヤ22Aを非回転のストレート運棒としたので、電極間の溶融プールを安定させることができ、制御が容易である。
【0033】
尚、図10に示す第2実施形態のように、先行電極24Aの溶接ワイヤ22Aの先端を、該溶接ワイヤ22Aの前側(図6の手前側)が溶接線WLに近づく時計方向CWにかき上げ回転させ、後行電極24Bの溶接ワイヤ22Bの先端を、第1実施形態と同様に、反時計方向CCWにかき下げ回転させることもできる。
【0034】
本実施形態によれば、電極間の溶融プールの安定性に考慮する必要があるが、下脚の形状や脚長も制御することができる。
【0035】
前記実施形態における溶接線倣い制御は、例えば以下のように行うことができる。
【0036】
図11に回転アーク溶接におけるアーク回転位置の定義の一例を示す。ここでは、アークの回転円において溶接進行方向の前方中心点をCf、後方中心点をCr、立板14側をR側、下板16側をL側とする。
【0037】
又、ノズル回転軸25と直交する軸線21上に溶接トーチの狙い位置xpをとり、溶接トーチの狙い位置が溶接線WLと一致しているときのxpをxp=0とし、xp=0を中心に、立板14側(図11のアーク回転位置で示すとR側)をプラス、下板16側(図11のアーク回転位置で示すとL側)をマイナスと定義する。
【0038】
アークセンサ溶接線倣い制御方法では、図11に示すようにアークの1回転毎にCf点を中心に左右(L,R)同一の位相角θの範囲(例えば0°<θ<90°)で、例えばアーク電圧値を積分し、下板(L)側のアーク電圧値の積分値SLと立板(R)側のアーク電圧値の積分値SRとの差(SL−SR)をアークセンサの出力として取り出し、(SL−SR)の値及び符号により、溶接トーチの狙い位置を自動修正する。
【0039】
すなわち、アークセンサの出力(SL−SR)は、図12(A)に示すように、溶接トーチの狙い位置が溶接線と一致しているとき(xp=0)、SL−SR=0となるから、そのままで溶接を進行させる。また、図12(B)に示すように、溶接トーチの狙い位置が下板16側にずれているとき(xp<0)、アーク長は立板14側の方が下板16側よりも長くなり、SL−SR<0となるから、溶接トーチの狙い位置を立板14側へ修正するよう指令を与える。また、図12(C)に示すように、溶接トーチの狙い位置が立板14側にずれているとき(xp>0)、アーク長は下板16側の方が立板14側よりも長くなり、SL−SR>0となるから、溶接トーチの狙い位置を下板16側へ修正するよう指令を与える。
【0040】
図11から明らかなように、xp=0、SL−SR=0を中心として、アークセンサの出力(SR−SL)は符号が正負反転するから、溶接トーチの狙い位置が立板14側または下板16側にずれているときは、常にSL−SR=0となる方向へ溶接トーチの狙い位置を修正すればよい。なお、(SL−SR)の値の目標値を0以外とすれば、狙い位置を溶接線からオフセットさせることができる。
【0041】
前記実施形態で用いられるアークセンサ溶接線倣い制御装置の例を図13のブロック回路図に示す。
【0042】
図において、31はアーク電圧検出器、32は溶接電流検出器、33はスイッチで、ここではアーク電圧検出器31の方に接続している。溶接電流により制御する場合は、スイッチ33を溶接電流検出器32側へ切り替える。
【0043】
35はアーク回転位置検出器で、図11に示したアーク回転位置(Cf、R、Cr、L)を検出する。36はタイミングパルス発生器であって、アーク回転位置検出器35によって検出されたアーク回転位置を入力し、積分領域が所定の角度範囲になるようにタイミングパルスをそれぞれアーク電圧EaのL側積分器37とR側積分器38に指令する。
【0044】
タイミングパルス発生器36によって指令される角度範囲は、本例においては、左右0°〜90°である。この角度範囲は、予め設定されているものであり、本例では上述のように0°〜90°に設定されているが、これに限られるものではなく、左右対称であれば良い。
【0045】
39は、L側積分器37によるL側積分値SLとR側積分器38によるR側積分値SRとの差を演算する差動アンプで、この差動アンプ39によりアークセンサ出力(SL−SR)が求められる。
【0046】
求められたアークセンサ出力(SL−SR)は、溶接線倣い制御回路40に入力する。溶接線倣い制御回路40では、差動アンプ39の偏差信号に基づいて倣い距離が演算され、この演算結果に基づいてモータ41が制御され、溶接トーチ47が倣い制御される。
【0047】
タンデムアーク溶接では、後行電極の狙い位置がビード形状に及ぼす影響が大きいため、このアーク溶接線倣い制御による自動倣いの導入効果は大きく、実工事での品質安定性を向上できる。
【0048】
尚、前記実施形態において本発明が水平隅肉溶接に適用され、先行電極と後行電極の関係が図7に例示するようにされていたが、本発明の適用対象はこれに限定されず、図7以外の電極配置や、下向き溶接にも適用できる。
【符号の説明】
【0049】
14…立板
16…下板
20…フラックス
22、22A、22B…溶接ワイヤ
24A…先行電極
24B…後行電極
28…溶接ビード
【特許請求の範囲】
【請求項1】
先行電極と後行電極を用い、粒状フラックス下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、
狙い位置を溶接線より片側にずらした先行電極の溶接ワイヤ先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極の溶接ワイヤの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させることを特徴とするタンデム回転サブマージアーク溶接方法。
【請求項2】
前記先行電極の溶接ワイヤは回転させず、後行電極の溶接ワイヤのみ回転させることを特徴とする請求項1に記載のタンデム回転サブマージアーク溶接方法。
【請求項3】
前記先行電極の溶接ワイヤ、及び、後行電極の溶接ワイヤを共に回転させることを特徴とする請求項1に記載のタンデム回転サブマージアーク溶接方法。
【請求項4】
水平隅肉溶接に際して、前記先行電極の溶接ワイヤ先端の狙い位置が溶接線より下板側にずらされ、前記後行電極の溶接ワイヤ先端の狙い位置が溶接線より立板側にずらされていることを特徴とする請求項1乃至3のいずれかに記載のタンデム回転サブマージアーク溶接方法。
【請求項5】
前記タンデム回転サブマージアーク溶接に際して、アークの回転円における溶接進行方向の前方中心点Cfとアーク電圧波形又はアーク電流波形の間に規則性がある所定回転条件範囲で、Cfを中心とする左右対称な所定積分領域のアーク電圧値又はアーク電流値の積分値の差が一定値となるように狙い位置を制御することを特徴とする請求項1乃至4のいずれかに記載のタンデム回転サブマージアーク溶接方法。
【請求項1】
先行電極と後行電極を用い、粒状フラックス下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、
狙い位置を溶接線より片側にずらした先行電極の溶接ワイヤ先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極の溶接ワイヤの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させることを特徴とするタンデム回転サブマージアーク溶接方法。
【請求項2】
前記先行電極の溶接ワイヤは回転させず、後行電極の溶接ワイヤのみ回転させることを特徴とする請求項1に記載のタンデム回転サブマージアーク溶接方法。
【請求項3】
前記先行電極の溶接ワイヤ、及び、後行電極の溶接ワイヤを共に回転させることを特徴とする請求項1に記載のタンデム回転サブマージアーク溶接方法。
【請求項4】
水平隅肉溶接に際して、前記先行電極の溶接ワイヤ先端の狙い位置が溶接線より下板側にずらされ、前記後行電極の溶接ワイヤ先端の狙い位置が溶接線より立板側にずらされていることを特徴とする請求項1乃至3のいずれかに記載のタンデム回転サブマージアーク溶接方法。
【請求項5】
前記タンデム回転サブマージアーク溶接に際して、アークの回転円における溶接進行方向の前方中心点Cfとアーク電圧波形又はアーク電流波形の間に規則性がある所定回転条件範囲で、Cfを中心とする左右対称な所定積分領域のアーク電圧値又はアーク電流値の積分値の差が一定値となるように狙い位置を制御することを特徴とする請求項1乃至4のいずれかに記載のタンデム回転サブマージアーク溶接方法。
【図1】

【図2】
【図3】
【図4】
【図11】
【図12】
【図13】

【図5】

【図6】

【図7】
【図8】
【図9】

【図10】
【図2】
【図3】
【図4】
【図11】
【図12】
【図13】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−51005(P2011−51005A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−204824(P2009−204824)
【出願日】平成21年9月4日(2009.9.4)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月4日(2009.9.4)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
[ Back to top ]