
タンポンラッパーの形成方法
【課題】開くのが静かで容易であり、使用されたアプリケータを収容する衛生的なタンポンラッパーを提供する。
【解決手段】ノッチ20を有する第1のシールされた端部18と、前記ノッチ20からタンポンラッパー10の軸方向の長さに沿って延びている複数の穿孔25とを少なくとも有するポリエチレンフィルムのチューブ15であるタンポンラッパーを10提供する。前記ポリエチレンフィルムのチューブ15には複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている。
【解決手段】ノッチ20を有する第1のシールされた端部18と、前記ノッチ20からタンポンラッパー10の軸方向の長さに沿って延びている複数の穿孔25とを少なくとも有するポリエチレンフィルムのチューブ15であるタンポンラッパーを10提供する。前記ポリエチレンフィルムのチューブ15には複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている。
【発明の詳細な説明】
【技術分野】
【0001】
本開示内容は、タンポンラッパーに関する。より詳細には、本開示内容は、ポリエチレンからなるタンポンラッパーに関する。
【背景技術】
【0002】
タンポンは、代表的に、保護ラッパーと一緒に市販される。このラッパーは、タンポンが、使用の前に汚れるのを保護する。タンポンを使用するために、ラッパーが開かれ、タンポンがこのラッパーから取り出されて、体内に挿入される。タンポンがアプリケータを有する場合、このアプリケータが、挿入中に、使用者の体液に接触する。使用者は、不本意にも、挿入後の廃棄の前に、使用されたアプリケータを処理しなければならない。ラッパーとアプリケータとは、一般に、別々に廃棄される。
【0003】
消費者が現在利用可能な、ポリプロピレンからなるタンポンラッパーは、使用者がタンポンにアクセスするためにラッパーを破る際に、ノイズ、即ち音を生じる。このようなノイズは、他人に聞かれて、使用者が目立たないようにタンポンを使用するのを不可能にしている。しかし、ポリプロピレン以外の材料は、不本意にも、開けるのを難しくし得る。
【発明の概要】
【0004】
従って、タンポンをラッパーから取り出す際のノイズを小さくすることにより通常のラッパーよりも静かで目立たない、また、使用者がラッパー中のタンポンに容易にアクセスするのを可能にする改良されたタンポンラッパーの必要性がある。更に、タンポン綿撒糸の挿入後に、使用されたアプリケータとプランジャーとを収容する衛生的な方法の必要性がある。本開示内容は、これら必要性を満たす。
【0005】
本開示内容は、ポリエチレンからなるタンポンラッパーを提供する。
本開示内容は、また、プランジャー端部の所でタンポンラッパーを連続的に開けて、バレルとの接触を回避するように、タンポンアプリケータの一端部をタンポンラッパー中に容易に位置させる方法を提供する。
【0006】
本開示内容は、更に、使用者が穿孔に沿ってタンポンラッパーを容易に破くことができるように、穿孔への導入部を与えるノッチを有するようなタンポンラッパーを提供する。
【0007】
本開示内容は、また、更に、タンポンラッパーのポリエチレンの抵抗により穿孔に沿う以外でラッパーを破くことを難しくしている、タンポンラッパーのポリエチレンの一部分により形成された未加工のストッパーメカニズムを有するようなタンポンラッパーを提供する。
【0008】
本開示内容は、その上、更に、使用者がタンポンラッパーを連続的に破くことを可能にするような穿孔を提供する。
【0009】
本開示内容は、また、タンポンラッパーを穿孔に沿って破いた後、使用されたアプリケータとプランジャーとの使用者による衛生的な収容方法を可能にする2つの露出端部を有するようなタンポンラッパーを提供する。このような構造は、使用者にとって都合の良いときに処分されるように、前記2つの露出端部を結ぶというオプションを提供する。
【0010】
本開示内容のこれら並びに他の利点は、第1のシールされた端部と、この第1のシールされた端部のノッチとを少なくとも有するポリエチレンフィルムのチューブを有するタンポンラッパーにより、提供される。
【0011】
本開示内容の上述された特長及び他の特長、並びに利点は、以下の詳細な説明と図面とから、当業者によって認識され、理解されるだろう。
【図面の簡単な説明】
【0012】
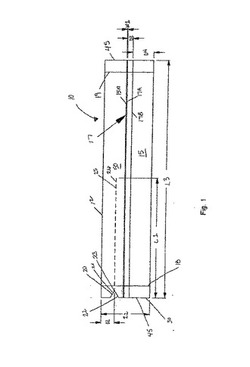
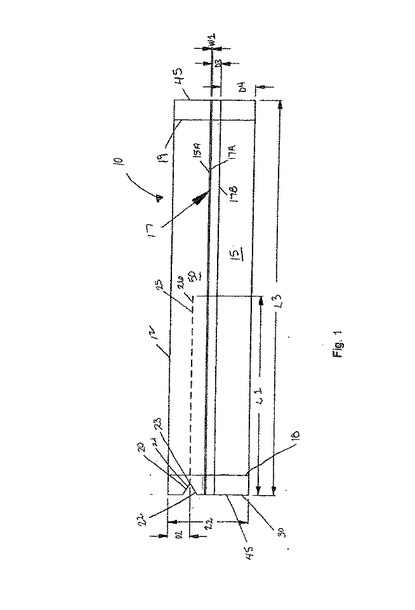
【図1】図1は、本開示内容のタンポンラッパーの例示的な一実施形態の側面図である。
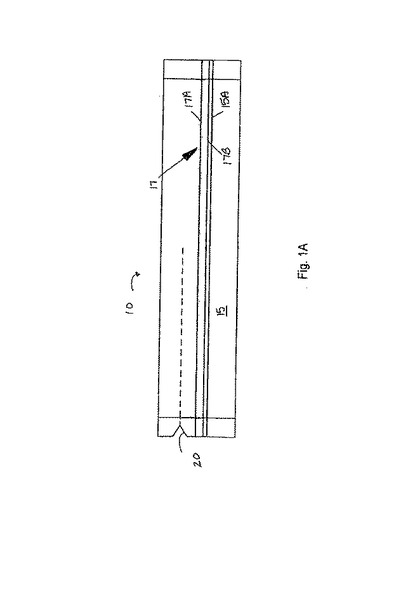
【図1A】図1Aは、ポリエチレンフィルムの一端部が細長いシールの底部を越えて延びている図1のタンポンラッパーの側面図である。
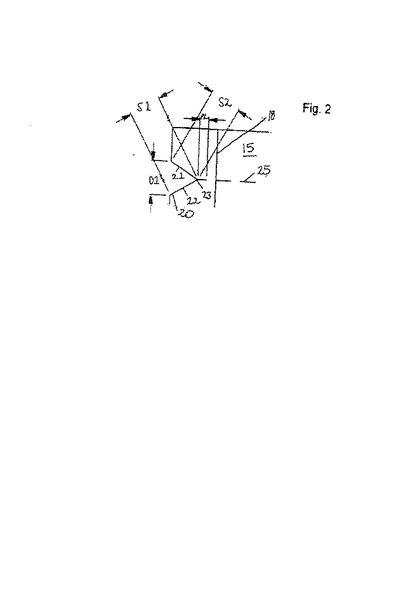
【図2】図2は、図1のタンポンラッパーの拡大された部分側面図である。
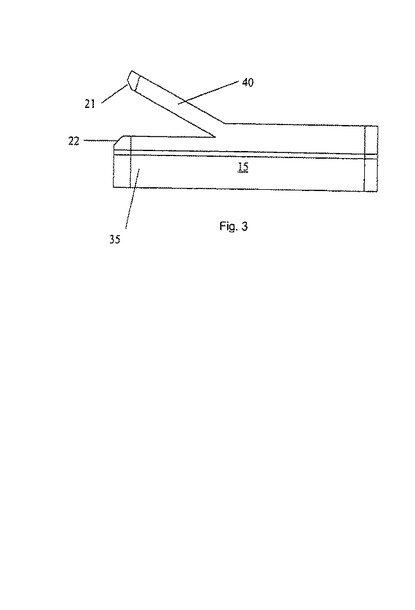
【図3】図3は、第1の部分と第2の部分とに引き裂かれた図1のタンポンラッパーの側面図である。
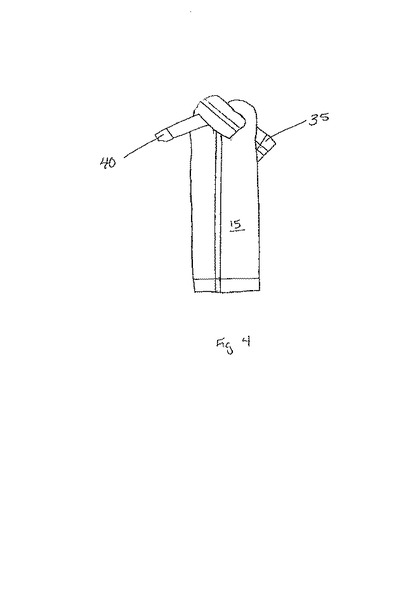
【図4】図4は、第1の部分と第2の部分とが結合された図1のタンポンラッパーの側面図である。
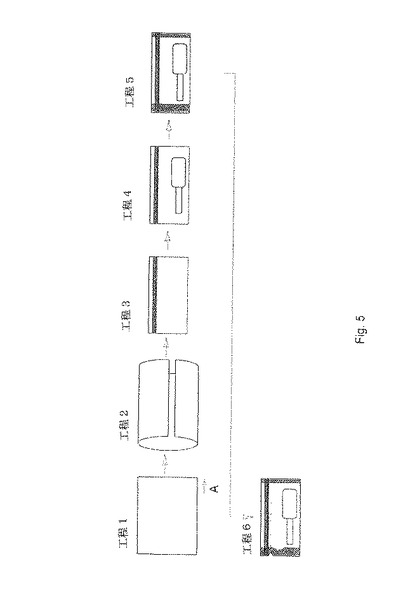
【図5】図5は、本開示内容のタンポンラッパーを形成する方法の概略図である。
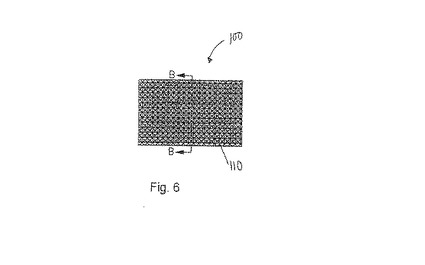
【図6】図6は、例示的な端部シールのローレット切りパターンの上面の概略図である。
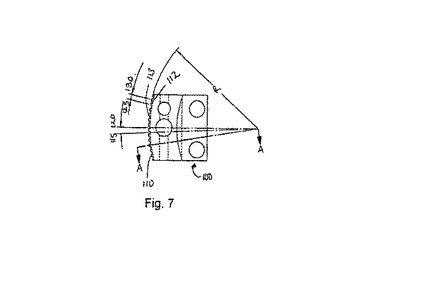
【図7】図7は、図6の端部シールのローレット切りパターンの側面の概略図である。
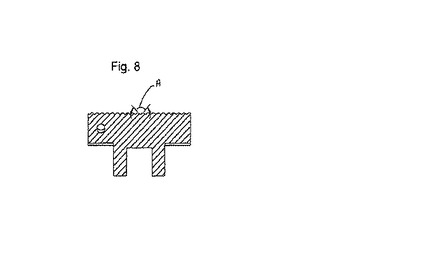
【図8】図8は、図7の端部シールのローレット切りパターンのA−A線に沿った断面図である。
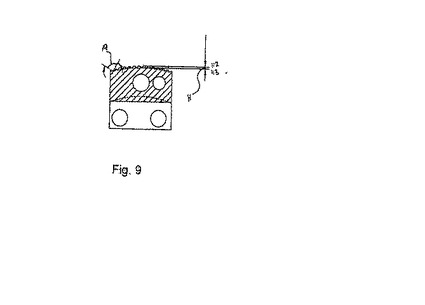
【図9】図9は、図6の端部シールのローレット切りパターンのB−B線に沿った断面図である。
【発明を実施するための形態】
【0013】
図面、特に図1を参照すると、本開示内容のタンポンラッパー(tampon wrapper)の例示的な第1の実施形態の全体が、参照符号10で示されている。このタンポンラッパー10は、ポリエチレンフィルム材で形成されている。好ましくは、このタンポンラッパー10は、チューブ15形状のポリエチレンフィルム材で形成されている。注目すべきは、このタンポンラッパー10は、ノッチ20を有している。
【0014】
図1乃至4の例示的な第1の実施形態を参照すると、前記ノッチ20は、タンポンラッパー10に形成された凹部、例えば三角形の凹部である。好ましくは、このノッチ20は、図2に示されているように、正三角形の凹部であり、第1の長さS1を有する第1の側部、即ち壁部21と、第2の長さS2を有する第2の側部、即ち壁部22と、これら第1並びに第2の壁部21,22間の最大距離D1とを有している。しかし、この凹部20は、例えば矩形又は湾曲形のような形状を有しても良い。
【0015】
本開示内容の一実施形態では、前記第1の長さS1と、第2の長さS2と、最大距離D1とは、各々が、約0.095インチ乃至約0.345インチ(約0.2413cm乃至約0.8763cm)、好ましくは、約0.22インチ(約0.5588cm)であり得る。図1並びに2を参照すると、前記ノッチ20は、巻かれたときにチューブ15のポリエチレンフィルムの重なり部分で互いに整合するようにチューブ15の第1の端部30の外周に設けられた2つの凹部により形成されることができる。また、ノッチ20は、使用者が、開けられるタンポンラッパー10の適切な端部を容易に識別するのを可能にしている。好ましくは、ノッチ20は、タンポンラッパー10を開けられる際に、使用者がアプリケータバレルと接触するのを回避するようにプランジャー端部を露出させるタンポンラッパー10の端部を識別する。
【0016】
図1並びに2を参照すると、本開示内容のタンポンラッパー10の例示的な第2の実施形態が、1つのノッチ20と、1つ又は複数の、好ましくは2つ以上の穿孔25とを有している。穿孔25は、タンポンラッパー10に形成された1つ以上、好ましくは2つ以上の開口又はスリットである。好ましくは、穿孔25は、ノッチ20の前記第1の壁部21と第2の壁部22とが出会うポイント23から始まっている。穿孔25は、ポイント23から始まってタンポンラッパー10の穿孔長さL1に渡って延びるように、チューブ15に沿って長手方向に形成されている。前記穿孔長さL1は、約3.075インチ乃至約3.325インチ(約7.8105cm乃至約8.4455cm)、好ましくは、約3.2インチ(約8.128cm)であり得る。穿孔25は、タンポンラッパー10の長手方向の側方エッジ12から穿孔距離D2を有し得る。この穿孔距離D2は、約0.20インチ乃至約0.452インチ(約0.508cm乃至約1.14808cm)、好ましくは、約0.327インチ(約0.83058cm)であり得る。
【0017】
この実施形態では、前記ノッチ20が、使用者がタンポンラッパー10を前記穿孔25に沿って容易に破ることができるように、穿孔25への導入部(lead-in)を与えている。未加工のストッパーメカニズム50が、チューブ15の一部によって、複数の穿孔25のうちの最後の穿孔26の後に形成され、かくして、ポリエチレン材料の抵抗により、穿孔25に沿う以外でタンポンラッパー10を破くのを難しくしている。穿孔25は、使用者がタンポンラッパー10を連続的に破くのを可能にしている。各穿孔25は、最大約0.1875インチ(約0.47625cm)、より好ましくは、約0.0625インチ(約0.15875cm)の穿孔長さPLを有し得る。これら穿孔25は、長手方向に約0.109(7/64)インチ(約0.27686cm)の複数のカット部と、長手方向に約0.063(1/16)インチ(約0.16002cm)の複数のランド部(landings)とを有する穿孔パターンであり得る。これらカット部は、カッティングメカニズムによりスリットがポリエチレンフィルムに形成された、穿孔25の切断部分であり、また、ランド部は、ポリエチレンフィルムが切断されていない、穿孔25の部分である。
【0018】
図3並びに4を参照すると、使用者は、タンポンラッパーを第1の部分35と第2の部分40とに引き裂いてタンポンラッパー10を開くように、前記穿孔25に沿ってタンポンラッパー10を破くことができる。かくして、チューブ15のポリエチレン材料と穿孔25とは、使用者が、ポリプロピレン材料で形成されたタンポンラッパーのような従来技術のタンポンラッパーに比べて小さいノイズで、タンポンラッパー10を容易に開けるのを可能にしている。
【0019】
本開示内容の他の態様では、前記第1の部分35と第2の部分40とは、密閉体(closed volume)を形成するように結合されることができ、従って、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーの処分を容易にする。タンポンラッパー10を第1の部分35と第2の部分40とに引き裂いた後に、使用者は、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー中に有する密閉体を形成するように、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー10中に位置して、第1の部分35と第2の部分40とを結合することができる。かくして、使用者には、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー10の密閉体中に収容する衛生的な方法が提供され、使用者は、都合の良いときに、所望に応じて、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーとタンポンラッパー10とを廃棄することができる。
【0020】
再び図1を参照すると、前記チューブ15は、細長いシール17を有することができる。このチューブ15は、第1の端部シール18と第2の端部シール19とに沿ってシールされることができる。細長いシール17と、第1の端部シール18と、第2の端部シール19とは、タンポン綿撒糸並びに/若しくはタンポンアプリケータを収容し得る内容積を形成している。第1の端部シール18と第2の端部シール19とは、好ましくは、チューブ15の外側エッジ45から約0.30インチ乃至0.44インチ(約0.762cm乃至約1.1176cm)、より好ましくは、約0.3125インチ(約0.79375cm)である。第1の端部シール18と第2の端部シール19とは、約1.062インチ乃至約1.380インチ(約2.69748cm乃至約3.5052cm)、より好ましくは、約1.1875インチ又は約1.25インチ(約3.01625cm又は約3.175cm)の長さL2を有することができる。細長いシール17は、約6.17インチ乃至約6.43インチ(約15.6718cm乃至約16.3322cm)、より好ましくは、約6.3インチ(約16.002cm)の長さL3を有することができる。この細長いシール17は、上側エッジ17Aから下側エッジ17Bまで延びている。この上側エッジ17Aから下側エッジ17Bまでの距離D3は、例えば、最大約0.25インチ(約0.635cm)、より好ましくは、約0.125インチ(約0.3175cm)である。細長いシール17は、好ましくは、第1並びに第2の端部シール18,19の各エッジから、約0.37インチ乃至約0.69インチ(約0.9398cm乃至約1.7526cm)、より好ましくは、約0.5インチ乃至約0.5625インチ(約1.27cm乃至約1.42875cm)の側方距離D4である。チューブ15のポロエチレンフィルムの一端部15Aは、フラップを形成するように、上側エッジ17Aを越えて延びることができる。この一端部15Aは、最大約0.141インチ(約0.35814cm)、より好ましくは、約0.01563インチ(約0.0397002cm)であり得る幅W1を有することができる。代わって、一端部15Aは、図1Aに示されているように、細長いシール17の下側エッジ17Bを超えて延びても良い。
【0021】
タンポンラッパー10のポリエチレンは、好ましくは、一側又は両側がコロナ処理された低密度のポリエチレンフィルムである。このようなポリエチレンフィルムの厚さは、約40ミクロンであり得る。このようなポリエチレンフィルムは、Huhtamaki Atlas 3のエンボッシングによりエンボス加工されることができる。このHuhtamaki Atlas 3のエンボッシングは、複数の隆起した圧痕とへこんだ圧痕とがエンボッシング又はデボッシング部材により形成されるように、フィルムをエンボス加工することができる。このようなポリエチレンフィルムの色は、例えば、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、又はPantone 263C(バイオレット)であり得る。Pantoneは、印刷、並びに、インク、ペイント、ファブリック、及びプラスチックの製造に使用される色を整合するためのPantone整合システム(PMS)を売買する企業である。前記ポリエチレンフィルムは、PMS 123C(ゴールデンイエロー)、MPS 205C(ピンク)、PMS 361C(ライムグリーン)、PMS 190C(ライトピンク)、PMS 358C(グリーン)、又はPMS 151C(オレンジ)の色付きインクで印刷されることができる。
【0022】
好ましくは、タンポンラッパー10を形成する方法は、平らな状態のままポリエチレンフィルムを穿孔することを含んでいる。このポリエチレンフィルムは、ローレット切り並びに/若しくはヒートシーリングに備えてチューブを形成するように、巻かれる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシール17がタンポンラッパー10の長さに渡って形成される。第1の穿孔された端部シール、即ち端部シール側部が、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。ノッチ20が、タンポンラッパー10の穿孔された端部シールから打ち抜かれる。タンポン綿撒糸並びに/若しくはタンポンアプリケータが、シールされた、第1の穿孔された端部シールを有するポリエチレンフィルム中に挿入される。第2の端部シールが、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成され、かくして、タンポンラッパー10中に綿撒糸並びに/若しくはタンポンアプリケータをシールする。前記細長いシール17は、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。また、ポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0023】
タンポンラッパーを形成する別の方法は、平らな状態のままポリエチレンフィルムにノッチを形成したり穿孔したりすることを含むことができる。このポリエチレンフィルムは、ローレット切り並びに/若しくはヒートシーリングに備えて巻かれることができる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシールがタンポンラッパーの長さに渡って形成される。ノッチが形成された端部シール、即ち端部シール側部が、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。タンポンタ綿撒糸並びに/若しくはタンポンアプリケータが、シールされ、ノッチが形成された端部シールを有するポリエチレンフィルム中に挿入される。仕上げの端部シールが、綿撒糸並びに/若しくはタンポンアプリケータをタンポンラッパー10の中にシールするように、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。前記細長いシールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。両端部シールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。このポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0024】
タンポンラッパー10を形成する他の別の方法が、図5に示されている。この方法は、工程1、即ち、平らな状態のままのポリエチレンフィルムを与えることを含んでいる。この工程1は、また、矢印Aにより示されている巻出方向を含んでいる。この巻出方向は、ポリエチレンフィルムが、ポリエチレンフィルムのロールから巻き出される方向である。工程2で、このポリエチレンフィルムが、ローレット切り並びに/若しくはヒートシーリングに備えて巻かれる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシールが、工程3に示されるようなタンポンラッパーの長さに渡って形成される。タンポン綿撒糸並びに/若しくはタンポンアプリケータが、工程4に示されているように、細長いシールを有するポリエチレンフィルム中に挿入される。巻かれたポリエチレンフィルムの両端部は、工程5に示されているように、綿撒糸並びに/若しくはタンポンアプリケータをタンポンラッパー10の中にローレット切り並びに/若しくはヒートシールすることによりシールされる。1つのノッチと、1つ以上の穿孔が、1つの切断ダイ、1つの切断メカニズム、又は複数の切断メカニズムにより、工程6に示されるように、加えられることができる。前記細長いシールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。このポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0025】
巻かれたポリエチレンフィルムの両端部は、ローレットパターンを有する1つ又は2つのチップ形成カセットによってローレット切りされることによりシールされることができる。2つのチップ形成カセットが使用可能であり、これらチップ形成カセットは、2つのチップ形成カセットが互いにプレスされたときに一緒に重なり合うことができるように互いにあべこべにされたローレットパターンを有している。巻かれたポリエチレンフィルムの両端部に渡ってシールを形成するのに使用され得るチップ形成カセット100が、図6乃至9に示されている。このチップ形成カセット100は、複数の歯部110を有している。これら歯部110は、ピラミッド形状、円錐形状、若しくは他の隆起した又はへこんだ形状を組み合わせた真っ直ぐな又は傾斜した歯部(凸部)若しくは凹部(谷部)であり得る。これら歯部110の各々は、好ましくは約1.5ミリメートル乃至2.5ミリメートル、より好ましくは約2.00ミリメートルの側部を有する正方形の底部112を有することができる。これら側部は、約0.44ミリメートル乃至約0.64ミリメートル、より好ましくは約0.49ミリメートル乃至約0.59ミリメートルの側部を有する正方形のチップ113に対してテーパが付けられている。底部112から正方形のチップ113までの高さHは、好ましくは、約0.20ミリメートル乃至約1.20ミリメートル、より好ましくは約0.70ミリメートルである。歯部110の各々は、第1の側部115から第2の側部120まで、好ましくは約2.0度乃至約3.0度、より好ましくは2.5度に等しい曲率半径を有することができる。歯部110は、一方の突出チップ125から他方の突出チップ130まで、好ましくは約1.38度乃至約2.38度に等しい、より好ましくは約1.84乃至約1.88度に等しい曲率半径を有することができる。半径Rは、約43.15ミリメートルであり得る。好ましくは、歯部110は、歯部間に約90度の角度Aを有している。
【0026】
本開示内容が、1つ以上の例示的な実施形態を参照して説明されたが、様々な変更がなされ、また、同等のものが本開示内容の範囲から逸脱することなく本開示内容の部材と置き換えられ得ることは、当業者によって理解される。更に、多くの変形例が、本開示内容の範囲から逸脱することなく、特定の配置又は材料を本開示内容の教示に適用するように、果たされ得る。従って、本開示内容は、本開示内容を実施するために考えられた最良の形態として開示された特定の実施形態に限定されないように、意図される。
【技術分野】
【0001】
本開示内容は、タンポンラッパーに関する。より詳細には、本開示内容は、ポリエチレンからなるタンポンラッパーに関する。
【背景技術】
【0002】
タンポンは、代表的に、保護ラッパーと一緒に市販される。このラッパーは、タンポンが、使用の前に汚れるのを保護する。タンポンを使用するために、ラッパーが開かれ、タンポンがこのラッパーから取り出されて、体内に挿入される。タンポンがアプリケータを有する場合、このアプリケータが、挿入中に、使用者の体液に接触する。使用者は、不本意にも、挿入後の廃棄の前に、使用されたアプリケータを処理しなければならない。ラッパーとアプリケータとは、一般に、別々に廃棄される。
【0003】
消費者が現在利用可能な、ポリプロピレンからなるタンポンラッパーは、使用者がタンポンにアクセスするためにラッパーを破る際に、ノイズ、即ち音を生じる。このようなノイズは、他人に聞かれて、使用者が目立たないようにタンポンを使用するのを不可能にしている。しかし、ポリプロピレン以外の材料は、不本意にも、開けるのを難しくし得る。
【発明の概要】
【0004】
従って、タンポンをラッパーから取り出す際のノイズを小さくすることにより通常のラッパーよりも静かで目立たない、また、使用者がラッパー中のタンポンに容易にアクセスするのを可能にする改良されたタンポンラッパーの必要性がある。更に、タンポン綿撒糸の挿入後に、使用されたアプリケータとプランジャーとを収容する衛生的な方法の必要性がある。本開示内容は、これら必要性を満たす。
【0005】
本開示内容は、ポリエチレンからなるタンポンラッパーを提供する。
本開示内容は、また、プランジャー端部の所でタンポンラッパーを連続的に開けて、バレルとの接触を回避するように、タンポンアプリケータの一端部をタンポンラッパー中に容易に位置させる方法を提供する。
【0006】
本開示内容は、更に、使用者が穿孔に沿ってタンポンラッパーを容易に破くことができるように、穿孔への導入部を与えるノッチを有するようなタンポンラッパーを提供する。
【0007】
本開示内容は、また、更に、タンポンラッパーのポリエチレンの抵抗により穿孔に沿う以外でラッパーを破くことを難しくしている、タンポンラッパーのポリエチレンの一部分により形成された未加工のストッパーメカニズムを有するようなタンポンラッパーを提供する。
【0008】
本開示内容は、その上、更に、使用者がタンポンラッパーを連続的に破くことを可能にするような穿孔を提供する。
【0009】
本開示内容は、また、タンポンラッパーを穿孔に沿って破いた後、使用されたアプリケータとプランジャーとの使用者による衛生的な収容方法を可能にする2つの露出端部を有するようなタンポンラッパーを提供する。このような構造は、使用者にとって都合の良いときに処分されるように、前記2つの露出端部を結ぶというオプションを提供する。
【0010】
本開示内容のこれら並びに他の利点は、第1のシールされた端部と、この第1のシールされた端部のノッチとを少なくとも有するポリエチレンフィルムのチューブを有するタンポンラッパーにより、提供される。
【0011】
本開示内容の上述された特長及び他の特長、並びに利点は、以下の詳細な説明と図面とから、当業者によって認識され、理解されるだろう。
【図面の簡単な説明】
【0012】
【図1】図1は、本開示内容のタンポンラッパーの例示的な一実施形態の側面図である。
【図1A】図1Aは、ポリエチレンフィルムの一端部が細長いシールの底部を越えて延びている図1のタンポンラッパーの側面図である。
【図2】図2は、図1のタンポンラッパーの拡大された部分側面図である。
【図3】図3は、第1の部分と第2の部分とに引き裂かれた図1のタンポンラッパーの側面図である。
【図4】図4は、第1の部分と第2の部分とが結合された図1のタンポンラッパーの側面図である。
【図5】図5は、本開示内容のタンポンラッパーを形成する方法の概略図である。
【図6】図6は、例示的な端部シールのローレット切りパターンの上面の概略図である。
【図7】図7は、図6の端部シールのローレット切りパターンの側面の概略図である。
【図8】図8は、図7の端部シールのローレット切りパターンのA−A線に沿った断面図である。
【図9】図9は、図6の端部シールのローレット切りパターンのB−B線に沿った断面図である。
【発明を実施するための形態】
【0013】
図面、特に図1を参照すると、本開示内容のタンポンラッパー(tampon wrapper)の例示的な第1の実施形態の全体が、参照符号10で示されている。このタンポンラッパー10は、ポリエチレンフィルム材で形成されている。好ましくは、このタンポンラッパー10は、チューブ15形状のポリエチレンフィルム材で形成されている。注目すべきは、このタンポンラッパー10は、ノッチ20を有している。
【0014】
図1乃至4の例示的な第1の実施形態を参照すると、前記ノッチ20は、タンポンラッパー10に形成された凹部、例えば三角形の凹部である。好ましくは、このノッチ20は、図2に示されているように、正三角形の凹部であり、第1の長さS1を有する第1の側部、即ち壁部21と、第2の長さS2を有する第2の側部、即ち壁部22と、これら第1並びに第2の壁部21,22間の最大距離D1とを有している。しかし、この凹部20は、例えば矩形又は湾曲形のような形状を有しても良い。
【0015】
本開示内容の一実施形態では、前記第1の長さS1と、第2の長さS2と、最大距離D1とは、各々が、約0.095インチ乃至約0.345インチ(約0.2413cm乃至約0.8763cm)、好ましくは、約0.22インチ(約0.5588cm)であり得る。図1並びに2を参照すると、前記ノッチ20は、巻かれたときにチューブ15のポリエチレンフィルムの重なり部分で互いに整合するようにチューブ15の第1の端部30の外周に設けられた2つの凹部により形成されることができる。また、ノッチ20は、使用者が、開けられるタンポンラッパー10の適切な端部を容易に識別するのを可能にしている。好ましくは、ノッチ20は、タンポンラッパー10を開けられる際に、使用者がアプリケータバレルと接触するのを回避するようにプランジャー端部を露出させるタンポンラッパー10の端部を識別する。
【0016】
図1並びに2を参照すると、本開示内容のタンポンラッパー10の例示的な第2の実施形態が、1つのノッチ20と、1つ又は複数の、好ましくは2つ以上の穿孔25とを有している。穿孔25は、タンポンラッパー10に形成された1つ以上、好ましくは2つ以上の開口又はスリットである。好ましくは、穿孔25は、ノッチ20の前記第1の壁部21と第2の壁部22とが出会うポイント23から始まっている。穿孔25は、ポイント23から始まってタンポンラッパー10の穿孔長さL1に渡って延びるように、チューブ15に沿って長手方向に形成されている。前記穿孔長さL1は、約3.075インチ乃至約3.325インチ(約7.8105cm乃至約8.4455cm)、好ましくは、約3.2インチ(約8.128cm)であり得る。穿孔25は、タンポンラッパー10の長手方向の側方エッジ12から穿孔距離D2を有し得る。この穿孔距離D2は、約0.20インチ乃至約0.452インチ(約0.508cm乃至約1.14808cm)、好ましくは、約0.327インチ(約0.83058cm)であり得る。
【0017】
この実施形態では、前記ノッチ20が、使用者がタンポンラッパー10を前記穿孔25に沿って容易に破ることができるように、穿孔25への導入部(lead-in)を与えている。未加工のストッパーメカニズム50が、チューブ15の一部によって、複数の穿孔25のうちの最後の穿孔26の後に形成され、かくして、ポリエチレン材料の抵抗により、穿孔25に沿う以外でタンポンラッパー10を破くのを難しくしている。穿孔25は、使用者がタンポンラッパー10を連続的に破くのを可能にしている。各穿孔25は、最大約0.1875インチ(約0.47625cm)、より好ましくは、約0.0625インチ(約0.15875cm)の穿孔長さPLを有し得る。これら穿孔25は、長手方向に約0.109(7/64)インチ(約0.27686cm)の複数のカット部と、長手方向に約0.063(1/16)インチ(約0.16002cm)の複数のランド部(landings)とを有する穿孔パターンであり得る。これらカット部は、カッティングメカニズムによりスリットがポリエチレンフィルムに形成された、穿孔25の切断部分であり、また、ランド部は、ポリエチレンフィルムが切断されていない、穿孔25の部分である。
【0018】
図3並びに4を参照すると、使用者は、タンポンラッパーを第1の部分35と第2の部分40とに引き裂いてタンポンラッパー10を開くように、前記穿孔25に沿ってタンポンラッパー10を破くことができる。かくして、チューブ15のポリエチレン材料と穿孔25とは、使用者が、ポリプロピレン材料で形成されたタンポンラッパーのような従来技術のタンポンラッパーに比べて小さいノイズで、タンポンラッパー10を容易に開けるのを可能にしている。
【0019】
本開示内容の他の態様では、前記第1の部分35と第2の部分40とは、密閉体(closed volume)を形成するように結合されることができ、従って、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーの処分を容易にする。タンポンラッパー10を第1の部分35と第2の部分40とに引き裂いた後に、使用者は、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー中に有する密閉体を形成するように、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー10中に位置して、第1の部分35と第2の部分40とを結合することができる。かくして、使用者には、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーをタンポンラッパー10の密閉体中に収容する衛生的な方法が提供され、使用者は、都合の良いときに、所望に応じて、使用されたタンポンアプリケータ並びに/若しくはアプリケータプランジャーとタンポンラッパー10とを廃棄することができる。
【0020】
再び図1を参照すると、前記チューブ15は、細長いシール17を有することができる。このチューブ15は、第1の端部シール18と第2の端部シール19とに沿ってシールされることができる。細長いシール17と、第1の端部シール18と、第2の端部シール19とは、タンポン綿撒糸並びに/若しくはタンポンアプリケータを収容し得る内容積を形成している。第1の端部シール18と第2の端部シール19とは、好ましくは、チューブ15の外側エッジ45から約0.30インチ乃至0.44インチ(約0.762cm乃至約1.1176cm)、より好ましくは、約0.3125インチ(約0.79375cm)である。第1の端部シール18と第2の端部シール19とは、約1.062インチ乃至約1.380インチ(約2.69748cm乃至約3.5052cm)、より好ましくは、約1.1875インチ又は約1.25インチ(約3.01625cm又は約3.175cm)の長さL2を有することができる。細長いシール17は、約6.17インチ乃至約6.43インチ(約15.6718cm乃至約16.3322cm)、より好ましくは、約6.3インチ(約16.002cm)の長さL3を有することができる。この細長いシール17は、上側エッジ17Aから下側エッジ17Bまで延びている。この上側エッジ17Aから下側エッジ17Bまでの距離D3は、例えば、最大約0.25インチ(約0.635cm)、より好ましくは、約0.125インチ(約0.3175cm)である。細長いシール17は、好ましくは、第1並びに第2の端部シール18,19の各エッジから、約0.37インチ乃至約0.69インチ(約0.9398cm乃至約1.7526cm)、より好ましくは、約0.5インチ乃至約0.5625インチ(約1.27cm乃至約1.42875cm)の側方距離D4である。チューブ15のポロエチレンフィルムの一端部15Aは、フラップを形成するように、上側エッジ17Aを越えて延びることができる。この一端部15Aは、最大約0.141インチ(約0.35814cm)、より好ましくは、約0.01563インチ(約0.0397002cm)であり得る幅W1を有することができる。代わって、一端部15Aは、図1Aに示されているように、細長いシール17の下側エッジ17Bを超えて延びても良い。
【0021】
タンポンラッパー10のポリエチレンは、好ましくは、一側又は両側がコロナ処理された低密度のポリエチレンフィルムである。このようなポリエチレンフィルムの厚さは、約40ミクロンであり得る。このようなポリエチレンフィルムは、Huhtamaki Atlas 3のエンボッシングによりエンボス加工されることができる。このHuhtamaki Atlas 3のエンボッシングは、複数の隆起した圧痕とへこんだ圧痕とがエンボッシング又はデボッシング部材により形成されるように、フィルムをエンボス加工することができる。このようなポリエチレンフィルムの色は、例えば、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、又はPantone 263C(バイオレット)であり得る。Pantoneは、印刷、並びに、インク、ペイント、ファブリック、及びプラスチックの製造に使用される色を整合するためのPantone整合システム(PMS)を売買する企業である。前記ポリエチレンフィルムは、PMS 123C(ゴールデンイエロー)、MPS 205C(ピンク)、PMS 361C(ライムグリーン)、PMS 190C(ライトピンク)、PMS 358C(グリーン)、又はPMS 151C(オレンジ)の色付きインクで印刷されることができる。
【0022】
好ましくは、タンポンラッパー10を形成する方法は、平らな状態のままポリエチレンフィルムを穿孔することを含んでいる。このポリエチレンフィルムは、ローレット切り並びに/若しくはヒートシーリングに備えてチューブを形成するように、巻かれる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシール17がタンポンラッパー10の長さに渡って形成される。第1の穿孔された端部シール、即ち端部シール側部が、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。ノッチ20が、タンポンラッパー10の穿孔された端部シールから打ち抜かれる。タンポン綿撒糸並びに/若しくはタンポンアプリケータが、シールされた、第1の穿孔された端部シールを有するポリエチレンフィルム中に挿入される。第2の端部シールが、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成され、かくして、タンポンラッパー10中に綿撒糸並びに/若しくはタンポンアプリケータをシールする。前記細長いシール17は、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。また、ポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0023】
タンポンラッパーを形成する別の方法は、平らな状態のままポリエチレンフィルムにノッチを形成したり穿孔したりすることを含むことができる。このポリエチレンフィルムは、ローレット切り並びに/若しくはヒートシーリングに備えて巻かれることができる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシールがタンポンラッパーの長さに渡って形成される。ノッチが形成された端部シール、即ち端部シール側部が、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。タンポンタ綿撒糸並びに/若しくはタンポンアプリケータが、シールされ、ノッチが形成された端部シールを有するポリエチレンフィルム中に挿入される。仕上げの端部シールが、綿撒糸並びに/若しくはタンポンアプリケータをタンポンラッパー10の中にシールするように、ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより形成される。前記細長いシールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。両端部シールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。このポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0024】
タンポンラッパー10を形成する他の別の方法が、図5に示されている。この方法は、工程1、即ち、平らな状態のままのポリエチレンフィルムを与えることを含んでいる。この工程1は、また、矢印Aにより示されている巻出方向を含んでいる。この巻出方向は、ポリエチレンフィルムが、ポリエチレンフィルムのロールから巻き出される方向である。工程2で、このポリエチレンフィルムが、ローレット切り並びに/若しくはヒートシーリングに備えて巻かれる。ポリエチレンフィルムをローレット切り並びに/若しくはヒートシーリングすることにより、細長いシールが、工程3に示されるようなタンポンラッパーの長さに渡って形成される。タンポン綿撒糸並びに/若しくはタンポンアプリケータが、工程4に示されているように、細長いシールを有するポリエチレンフィルム中に挿入される。巻かれたポリエチレンフィルムの両端部は、工程5に示されているように、綿撒糸並びに/若しくはタンポンアプリケータをタンポンラッパー10の中にローレット切り並びに/若しくはヒートシールすることによりシールされる。1つのノッチと、1つ以上の穿孔が、1つの切断ダイ、1つの切断メカニズム、又は複数の切断メカニズムにより、工程6に示されるように、加えられることができる。前記細長いシールは、摂氏約80度乃至摂氏約120度の温度でローレット切りされる。このポリエチレンフィルムは、摂氏120度の融点を有することができる。
【0025】
巻かれたポリエチレンフィルムの両端部は、ローレットパターンを有する1つ又は2つのチップ形成カセットによってローレット切りされることによりシールされることができる。2つのチップ形成カセットが使用可能であり、これらチップ形成カセットは、2つのチップ形成カセットが互いにプレスされたときに一緒に重なり合うことができるように互いにあべこべにされたローレットパターンを有している。巻かれたポリエチレンフィルムの両端部に渡ってシールを形成するのに使用され得るチップ形成カセット100が、図6乃至9に示されている。このチップ形成カセット100は、複数の歯部110を有している。これら歯部110は、ピラミッド形状、円錐形状、若しくは他の隆起した又はへこんだ形状を組み合わせた真っ直ぐな又は傾斜した歯部(凸部)若しくは凹部(谷部)であり得る。これら歯部110の各々は、好ましくは約1.5ミリメートル乃至2.5ミリメートル、より好ましくは約2.00ミリメートルの側部を有する正方形の底部112を有することができる。これら側部は、約0.44ミリメートル乃至約0.64ミリメートル、より好ましくは約0.49ミリメートル乃至約0.59ミリメートルの側部を有する正方形のチップ113に対してテーパが付けられている。底部112から正方形のチップ113までの高さHは、好ましくは、約0.20ミリメートル乃至約1.20ミリメートル、より好ましくは約0.70ミリメートルである。歯部110の各々は、第1の側部115から第2の側部120まで、好ましくは約2.0度乃至約3.0度、より好ましくは2.5度に等しい曲率半径を有することができる。歯部110は、一方の突出チップ125から他方の突出チップ130まで、好ましくは約1.38度乃至約2.38度に等しい、より好ましくは約1.84乃至約1.88度に等しい曲率半径を有することができる。半径Rは、約43.15ミリメートルであり得る。好ましくは、歯部110は、歯部間に約90度の角度Aを有している。
【0026】
本開示内容が、1つ以上の例示的な実施形態を参照して説明されたが、様々な変更がなされ、また、同等のものが本開示内容の範囲から逸脱することなく本開示内容の部材と置き換えられ得ることは、当業者によって理解される。更に、多くの変形例が、本開示内容の範囲から逸脱することなく、特定の配置又は材料を本開示内容の教示に適用するように、果たされ得る。従って、本開示内容は、本開示内容を実施するために考えられた最良の形態として開示された特定の実施形態に限定されないように、意図される。
【特許請求の範囲】
【請求項1】
第1のシールされた端部を有し、長手方向に延びたポリエチレンフィルムのチューブと、
前記第1のシールされた端部に形成されたノッチとを具備し、このノッチは、凹部であり、このノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記第1の壁部と、前記第2の壁部と、前記最大距離との各々の長さは、約0.095インチ乃至約0.345インチ(約0.2415cm乃至約0.8763cm)である、タンポンラッパー。
【請求項2】
前記ノッチは、前記第1のシールされた端部に形成された正三角形の凹部である請求項1のタンポンラッパー。
【請求項3】
前記第2の壁部と前記最大距離との各々の長さは、約0.22インチ(約0.5588cm)である請求項1のタンポンラッパー。
【請求項4】
前記ノッチは、2つの凹部である請求項1のタンポンラッパー。
【請求項5】
前記2つの凹部は、前記第1のシールされた端部の外周に設けられている請求項4のタンポンラッパー。
【請求項6】
前記ノッチは、タンポンラッパーを開く適切な端部を識別する請求項1のタンポンラッパー。
【請求項7】
前記ポリエチレンフィルムのチューブは、約40ミクロンのフィルム厚さを有している請求項1のタンポンラッパー。
【請求項8】
前記ポリエチレンフィルムのチューブには、複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている請求項1のタンポンラッパー。
【請求項9】
前記ポリエチレンフィルムのチューブは、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、Pantone 263C(バイオレット)、並びにこれらの組合せからなるグループから選択された色を有している請求項1のタンポンラッパー。
【請求項10】
第1のシールされた端部を有し、長手方向に延びたポリエチレンフィルムのチューブと、
前記第1のシールされた端部に形成されたノッチと、
穿孔されていないポリエチレンフィルムのチューブよりも小さなノイズで前記第1のシールされた端部を開くように、前記ノッチの所から始まる複数の穿孔とを具備するタンポンラッパー。
【請求項11】
前記ノッチは、前記第1のシールされた端部に形成された凹部である請求項10のタンポンラッパー。
【請求項12】
前記ノッチは、前記第1のシールされた端部に形成された正三角形の凹部である請求項10のタンポンラッパー。
【請求項13】
前記ノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記第1の壁部と前記第2の壁部と前記最大距離との各々の長さは、約0.095インチ乃至約0.345インチ(約0.2415cm乃至約0.8763cm)である請求項10のタンポンラッパー。
【請求項14】
前記ノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記複数の穿孔は、前記第1の壁部と第2の壁部とが出会うポイントから始まり、前記ポリエチレンフィルムのチューブの長さに沿って延びている請求項10のタンポンラッパー。
【請求項15】
前記長さは、約3.075インチ乃至約3.325インチ(約7.8105cm乃至約8.4455cm)である請求項14のタンポンラッパー。
【請求項16】
前記長さは、約3.2インチ(約8.128cm)である請求項14のタンポンラッパー。
【請求項17】
前記複数の穿孔は、タンポンラッパーの側方エッジから所定の穿孔距離を有し、この穿孔距離は、約0.20インチ乃至約0.452インチ(約0.508cm乃至約1.14808cm)である請求項10のタンポンラッパー。
【請求項18】
前記複数の穿孔は、タンポンラッパーの側方エッジから所定の穿孔距離を有し、この穿孔距離は、約0.327インチ(約0.83058cm)である請求項10のタンポンラッパー。
【請求項19】
前記ポリエチレンの前記チューブは、ストッパーメカニズムにより前記複数の穿孔に沿うよりもタンポンラッパーを引き裂くことを難しくしている一部を、前記複数の穿孔のうちの最後の穿孔の後に有している請求項10のタンポンラッパー。
【請求項20】
前記複数の穿孔は、タンポンラッパーを開くように、タンポンラッパーを第1の部分と第2の部分とに引き裂き、前記第1の部分と第2の部分とは、密閉体を形成するように一緒に結合され得る請求項10のタンポンラッパー。
【請求項21】
前記密閉体は、タンポンアプリケータをタンポンラッパー中に収容する衛生的なパッケージを与えている請求項20のタンポンラッパー。
【請求項22】
前記複数の穿孔は、複数のカット部と複数のランド部とを有するパターンで構成されている請求項10のタンポンラッパー。
【請求項23】
前記複数のカット部の各々は、長手方向に約0.109インチ(約0.27686cm)である請求項22のタンポンラッパー。
【請求項24】
前記複数のランド部の各々は、長手方向に約0.063インチ(約0.16002cm)である請求項22のタンポンラッパー。
【請求項25】
前記ポリエチレンフィルムのチューブは、約40ミクロンのフィルム厚さを有している請求項10のタンポンラッパー。
【請求項26】
前記ポリエチレンフィルムのチューブには、複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている請求項10のタンポンラッパー。
【請求項27】
前記ポリエチレンフィルムのチューブは、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、Pantone 263C(バイオレット)、並びにこれらの組合せからなるグループから選択された色を有している請求項10のタンポンラッパー。
【請求項28】
平らな状態のままのポリエチレンフィルムを穿孔することと、
チューブを形成するように前記ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記チューブ状のポリエチレンフィルムの、穿孔された第1の端部シールをシールすることと、
前記穿孔された第1の端部シールからノッチを打ち抜くことと、
前記ポリエチレンフィルムのチューブの開いた第2の端部中へタンポン綿撒糸並びに/若しくはタンポンラッパーを挿入することと、
前記開いた第2の端部をローレット切り並びに/若しくはヒートシールすることにより、第2の端部シールを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項29】
前記穿孔された第1の端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項28の方法。
【請求項30】
平らな状態のままのポリエチレンフィルムにノッチと穿孔とを形成することと、
ポリエチレンフィルムのチューブを形成するように前記ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記ポリエチレンフィルムのチューブの第1の端部をローレット切り並びに/若しくはヒートシールすることにより、ノッチが形成された端部シールを形成することと、
前記ポリエチレンフィルムのチューブの開いた第2の端部中へタンポン綿撒糸並びに/若しくはタンポンアプリケータを挿入することと、
前記開いた第2の端部をローレット切り並びに/若しくはヒートシールすることにより仕上げの端部シールを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項31】
前記ノッチが形成された端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項30の方法。
【請求項32】
ポリエチレンフィルムのチューブを形成するように、ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記ポリエチレンフィルムのチューブの第1の開いた端部中へタンポン綿撒糸並びに/若しくはタンポンアプリケータを挿入することと、
前記ポリエチレンフィルムのチューブの前記第1の開いた端部と第2の端部とをローレット切り並びに/若しくはヒートシールすることにより、ノッチが形成される端部シールと仕上げの端部シールとを形成することと、
1つのノッチと、1つ又は複数の穿孔とを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項33】
前記ノッチが形成される端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項32の方法。
【請求項34】
前記ポリエチレンフィルムのチューブの前記第1の端部と第2の端部とは、所定のローレットパターンを有するチップ形成カセットによってローレット切りされることによりシールされ、このチップ形成カセットは、複数の突出部を有し、これら複数の突出部の各々は、約0.49乃至約0.59ミリメートルの側部を有する正方形のチップ113に対してテーパが付けられた約2.00メートルの側部を有する正方形の底部を備える請求項32の方法。
【請求項1】
第1のシールされた端部を有し、長手方向に延びたポリエチレンフィルムのチューブと、
前記第1のシールされた端部に形成されたノッチとを具備し、このノッチは、凹部であり、このノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記第1の壁部と、前記第2の壁部と、前記最大距離との各々の長さは、約0.095インチ乃至約0.345インチ(約0.2415cm乃至約0.8763cm)である、タンポンラッパー。
【請求項2】
前記ノッチは、前記第1のシールされた端部に形成された正三角形の凹部である請求項1のタンポンラッパー。
【請求項3】
前記第2の壁部と前記最大距離との各々の長さは、約0.22インチ(約0.5588cm)である請求項1のタンポンラッパー。
【請求項4】
前記ノッチは、2つの凹部である請求項1のタンポンラッパー。
【請求項5】
前記2つの凹部は、前記第1のシールされた端部の外周に設けられている請求項4のタンポンラッパー。
【請求項6】
前記ノッチは、タンポンラッパーを開く適切な端部を識別する請求項1のタンポンラッパー。
【請求項7】
前記ポリエチレンフィルムのチューブは、約40ミクロンのフィルム厚さを有している請求項1のタンポンラッパー。
【請求項8】
前記ポリエチレンフィルムのチューブには、複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている請求項1のタンポンラッパー。
【請求項9】
前記ポリエチレンフィルムのチューブは、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、Pantone 263C(バイオレット)、並びにこれらの組合せからなるグループから選択された色を有している請求項1のタンポンラッパー。
【請求項10】
第1のシールされた端部を有し、長手方向に延びたポリエチレンフィルムのチューブと、
前記第1のシールされた端部に形成されたノッチと、
穿孔されていないポリエチレンフィルムのチューブよりも小さなノイズで前記第1のシールされた端部を開くように、前記ノッチの所から始まる複数の穿孔とを具備するタンポンラッパー。
【請求項11】
前記ノッチは、前記第1のシールされた端部に形成された凹部である請求項10のタンポンラッパー。
【請求項12】
前記ノッチは、前記第1のシールされた端部に形成された正三角形の凹部である請求項10のタンポンラッパー。
【請求項13】
前記ノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記第1の壁部と前記第2の壁部と前記最大距離との各々の長さは、約0.095インチ乃至約0.345インチ(約0.2415cm乃至約0.8763cm)である請求項10のタンポンラッパー。
【請求項14】
前記ノッチは、第1の壁部と、第2の壁部と、この第1の壁部と第2の壁部との間の最大距離とを有し、前記複数の穿孔は、前記第1の壁部と第2の壁部とが出会うポイントから始まり、前記ポリエチレンフィルムのチューブの長さに沿って延びている請求項10のタンポンラッパー。
【請求項15】
前記長さは、約3.075インチ乃至約3.325インチ(約7.8105cm乃至約8.4455cm)である請求項14のタンポンラッパー。
【請求項16】
前記長さは、約3.2インチ(約8.128cm)である請求項14のタンポンラッパー。
【請求項17】
前記複数の穿孔は、タンポンラッパーの側方エッジから所定の穿孔距離を有し、この穿孔距離は、約0.20インチ乃至約0.452インチ(約0.508cm乃至約1.14808cm)である請求項10のタンポンラッパー。
【請求項18】
前記複数の穿孔は、タンポンラッパーの側方エッジから所定の穿孔距離を有し、この穿孔距離は、約0.327インチ(約0.83058cm)である請求項10のタンポンラッパー。
【請求項19】
前記ポリエチレンの前記チューブは、ストッパーメカニズムにより前記複数の穿孔に沿うよりもタンポンラッパーを引き裂くことを難しくしている一部を、前記複数の穿孔のうちの最後の穿孔の後に有している請求項10のタンポンラッパー。
【請求項20】
前記複数の穿孔は、タンポンラッパーを開くように、タンポンラッパーを第1の部分と第2の部分とに引き裂き、前記第1の部分と第2の部分とは、密閉体を形成するように一緒に結合され得る請求項10のタンポンラッパー。
【請求項21】
前記密閉体は、タンポンアプリケータをタンポンラッパー中に収容する衛生的なパッケージを与えている請求項20のタンポンラッパー。
【請求項22】
前記複数の穿孔は、複数のカット部と複数のランド部とを有するパターンで構成されている請求項10のタンポンラッパー。
【請求項23】
前記複数のカット部の各々は、長手方向に約0.109インチ(約0.27686cm)である請求項22のタンポンラッパー。
【請求項24】
前記複数のランド部の各々は、長手方向に約0.063インチ(約0.16002cm)である請求項22のタンポンラッパー。
【請求項25】
前記ポリエチレンフィルムのチューブは、約40ミクロンのフィルム厚さを有している請求項10のタンポンラッパー。
【請求項26】
前記ポリエチレンフィルムのチューブには、複数の隆起した圧痕とへこんだ圧痕とがエンボス加工されている請求項10のタンポンラッパー。
【請求項27】
前記ポリエチレンフィルムのチューブは、Pantone 376C(グリーン)、Pantone 7485C(ライトグリーン)、PMS 129C(イエロー)、Pantone 263C(バイオレット)、並びにこれらの組合せからなるグループから選択された色を有している請求項10のタンポンラッパー。
【請求項28】
平らな状態のままのポリエチレンフィルムを穿孔することと、
チューブを形成するように前記ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記チューブ状のポリエチレンフィルムの、穿孔された第1の端部シールをシールすることと、
前記穿孔された第1の端部シールからノッチを打ち抜くことと、
前記ポリエチレンフィルムのチューブの開いた第2の端部中へタンポン綿撒糸並びに/若しくはタンポンラッパーを挿入することと、
前記開いた第2の端部をローレット切り並びに/若しくはヒートシールすることにより、第2の端部シールを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項29】
前記穿孔された第1の端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項28の方法。
【請求項30】
平らな状態のままのポリエチレンフィルムにノッチと穿孔とを形成することと、
ポリエチレンフィルムのチューブを形成するように前記ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記ポリエチレンフィルムのチューブの第1の端部をローレット切り並びに/若しくはヒートシールすることにより、ノッチが形成された端部シールを形成することと、
前記ポリエチレンフィルムのチューブの開いた第2の端部中へタンポン綿撒糸並びに/若しくはタンポンアプリケータを挿入することと、
前記開いた第2の端部をローレット切り並びに/若しくはヒートシールすることにより仕上げの端部シールを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項31】
前記ノッチが形成された端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項30の方法。
【請求項32】
ポリエチレンフィルムのチューブを形成するように、ポリエチレンフィルムを巻くことと、
タンポンラッパーの長さに渡って細長いシールを形成するように、チューブ状の前記ポリエチレンフィルムをローレット切り並びに/若しくはヒートシールすることと、
前記ポリエチレンフィルムのチューブの第1の開いた端部中へタンポン綿撒糸並びに/若しくはタンポンアプリケータを挿入することと、
前記ポリエチレンフィルムのチューブの前記第1の開いた端部と第2の端部とをローレット切り並びに/若しくはヒートシールすることにより、ノッチが形成される端部シールと仕上げの端部シールとを形成することと、
1つのノッチと、1つ又は複数の穿孔とを形成することとを具備する、タンポンラッパーを形成する方法。
【請求項33】
前記ノッチが形成される端部シールは、摂氏約80度乃至摂氏約100度の温度でローレット切りされる請求項32の方法。
【請求項34】
前記ポリエチレンフィルムのチューブの前記第1の端部と第2の端部とは、所定のローレットパターンを有するチップ形成カセットによってローレット切りされることによりシールされ、このチップ形成カセットは、複数の突出部を有し、これら複数の突出部の各々は、約0.49乃至約0.59ミリメートルの側部を有する正方形のチップ113に対してテーパが付けられた約2.00メートルの側部を有する正方形の底部を備える請求項32の方法。
【図1】


【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−152560(P2012−152560A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−26253(P2012−26253)
【出願日】平成24年2月9日(2012.2.9)
【分割の表示】特願2009−523813(P2009−523813)の分割
【原出願日】平成19年8月3日(2007.8.3)
【出願人】(500365915)プレイテックス プロダクツ エルエルシー (56)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2012−26253(P2012−26253)
【出願日】平成24年2月9日(2012.2.9)
【分割の表示】特願2009−523813(P2009−523813)の分割
【原出願日】平成19年8月3日(2007.8.3)
【出願人】(500365915)プレイテックス プロダクツ エルエルシー (56)
【Fターム(参考)】
[ Back to top ]