
タービン用ロータディスクの超音波探傷装置
【課題】翼溝が小さい中・小型のロータであり、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置を提供する。
【解決手段】対面するタービン用ロータディスク両端面に超音波測定探触子9を配置し、該探触子対をタービン軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体18,19と、弧状ガイド体18,19に取り付けられ、超音波測定探触子9が固定される探触子固定部24/26と、を備え、前記弧状ガイド体18,19は、ロータディスクを貫通するロータ孔に設けた駆動体32を介して周回可能に構成され、更に前記探触子固定部24/26は、超音波測定探触子9を、ロータ径方向に位置調整可能な調整治具34を備えている。
【解決手段】対面するタービン用ロータディスク両端面に超音波測定探触子9を配置し、該探触子対をタービン軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体18,19と、弧状ガイド体18,19に取り付けられ、超音波測定探触子9が固定される探触子固定部24/26と、を備え、前記弧状ガイド体18,19は、ロータディスクを貫通するロータ孔に設けた駆動体32を介して周回可能に構成され、更に前記探触子固定部24/26は、超音波測定探触子9を、ロータ径方向に位置調整可能な調整治具34を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タービン用ロータディスクの超音波探傷装置に関するものであり、特に、対面するロータディスクの両端面に設けた探触子を用いたタービン用ロータディスクの超音波探傷装置に関する。
【背景技術】
【0002】
被検査物を物理的に破壊することなく材料内部の亀裂などを検出する非破壊検査の1つとして超音波探傷検査が知られている。
【0003】
超音波探傷検査の使用形態の一例として、蒸気タービン翼溝部に発生する亀裂の検出が挙げられる。
タービンのロータディスクの一形態として、周方向に翼溝が彫られたものがある。このような形態のロータディスクにおいては反射波を受信することが容易であるため超音波探傷検査の実施も難しくはなく、ロータディスクの周方向に翼溝が彫られたタービン翼においては、亀裂や腐食などの欠陥の検出のための超音波探傷検査が実用化されている。
【0004】
しかしながら、翼溝がロータディスクの径方向に彫られた形態のロータディスクにおいては、亀裂や腐食などの欠陥の検出のために超音波探傷試験を実施する場合、反射波を直接受信することが難しい。そのため、翼溝が径方向に彫られた形態のロータディスクにおいては、超音波探傷検査によって亀裂などの欠陥を検出することが困難である。
例えば翼溝上部からの斜角探傷法を実施する場合には、動翼間に探触子を設置する必要があるため、検査員の手の届く範囲にしか探触子を設置することができない。そのため、検査員の手の届く範囲しか超音波探傷検査を実施することができず、翼溝全面を探傷することができない。特に、中・小型のタービンロータでは、動翼間隔が狭く探触子の設置が不可能な場合すら有る。
【0005】
そこで、翼溝が周方向に彫られた形態のロータディスクにおいても超音波探傷検査によって亀裂や腐食などの欠陥を検出する技術が、例えば特許文献1に開示されている。
特許文献1に開示された技術は、2探触子を用いた翼溝端部からのピッチキャッチ法による超音波探傷検査に関する技術であり、詳しくは長さ方向に平行な欠陥を有する翼溝歯部の両翼溝端面の一方に屈折角10〜40°の発信側縦波斜角探触子、他方に同様な受信側縦波斜角探触子をそれぞれ設置し、翼溝壁面で1回反射した後縦波のまま伝搬する壁面反射波の伝搬時間と、翼溝壁面で1回反射した後横波に変換した壁面欠陥反射波が欠陥で反射し翼溝壁面まで伝搬した後再び縦波にモード変換して受信されるまでの伝搬時間との時間差により欠陥を検出するものである。
【0006】
また、特許文献2には、探触子位置を固定してロータを回転させることで、探触子をロータの周方向に沿わせて相対移動させ超音波探傷試験を半自動化した技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−288723号公報
【特許文献2】特許第3390748号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に開示された技術においては、翼溝歯部の端面に探触子を設置する必要があるため、翼溝が小さい中・小型のロータでは探触子を設置することができない。そのため、特許文献1に開示された技術は翼溝が大きなロータディスクに適用可能であるに留まり、技術の適用範囲が狭いという課題が残る。
【0009】
また、特許文献2に開示された技術においては、探触子位置を固定し、ロータを回転させて探傷するために、ロータを回転させることのできる架台などの補助用の器具が必要であるため、超音波探傷検査を行うために必要な道具、装置が大がかりなものとなる。
【0010】
従って、本発明はかかる従来技術の問題に鑑み、翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため参考発明においては、タービン用ロータディスクの亀裂及び腐食を超音波探傷探触子を用いて検出するタービン用ロータディスクの超音波探傷装置において、対面するロータディスクの両端面の、タービンの軸方向の対称位置にそれぞれ超音波信号の送信及び受信が可能な送受信探触子を配置し、一側の前記送受信探触子よりの超音波信号の反射波、他側探触子への透過波を両探触子で受信させ、前記送受信探触子で受信した少なくとも4つの波形信号により、亀裂及び腐食の有無を判定する。
【0012】
これにより、探触子を設ける位置が翼溝歯部に限定されないため、翼溝部の大きさに関わらず適用が可能である。
また、送受信探触子を用い前記一側から発信された超音波信号の反射波及び透過波を受信することで、少なくとも4つの波形信号を得ることができ、該少なくとも4つの波形信号により亀裂及び腐食の有無を判定するため、亀裂や腐食の有無の誤判定を防止することができる。
【0013】
また、前記4つの波形信号に対応する亀裂又は腐食形態をデータベース化したデータベースを備え、該データベースに基づいて、前記4つの波形信号から前記亀裂又は腐食の形態を判別するとよい。
データベースに基づいて亀裂又は腐食の形態を判別することで、亀裂又は腐食の形態の誤判定を防止することができる。
【0014】
また、課題を達成するための前記参考発明の方法の発明として、タービン用ロータディスクの亀裂及び腐食を超音波探傷探触子を用いて検出するタービン用ロータディスクの超音波探傷方法において、対面するロータディスクの両端面のタービン軸方向の対称位置にそれぞれ配置された送受信探触子の一側より発信された超音波信号の反射波、他側探触子への透過波を両探触子で受信し、前記送受信探触子で受信した少なくとも4つの波形信号により、亀裂及び腐食の有無を判定する。
【0015】
また、前記4つの波形信号に対応する亀裂又は腐食形態のデータベースに基づいて、前記4つの波形信号から前記亀裂又は腐食の形態を判別するとよい。
【0016】
そして本発明は、上記課題を解決するために、対面するタービン用ロータディスク両端面に超音波測定探触子を配置し、該探触子対をタービンロータ軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体と、前記弧状ガイド体に取り付けられ、前記超音波測定探触子が固定される探触子固定部と、を備え、前記弧状ガイド体は、前記ロータディスクを貫通するロータ孔に設けた駆動体を介して周回可能に構成されていることを特徴とする。
【0017】
これにより、ロータディスクの両面に配置される探触子対の位置を同期して移動させながら、ロータディスクの全周にわたっての超音波探傷検査が可能となる。さらに、探触子対の移動は駆動体を使用することで可能であるので容易且つ短時間での移動が可能であり、しかも探触子対を正確に同期して移動させることができるので正確に位置測定、制御が可能になり欠陥を高精度に検出することができる。
また、探触子対を走査して超音波探傷検査を行うため、検査に際してロータを回転させる必要がなく、大がかりな補助装置は必要ない。
さらに一般的にロータディスクに設けられているロータ孔を使用するため、新たな穴を開ける等のロータディスクの加工は必要ない。しかもロータディスクを貫通しているロータ孔を使用するので、ロータディスク5の両面に同一の機構(弧状ガイド体、探触子固定部)を設けることで、ロータディスクの両面で探触子対を同期して移動させることが容易である。
【0018】
また、前記探触子固定部は、前記超音波測定探触子を、ロータ径方向に位置調整可能な調整治具を備えているとよい。
これにより、前記超音波測定探触子の位置調整が容易になる。
【発明の効果】
【0019】
以上記載のごとく本発明によれば、翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置及び超音波探傷方法を提供することができる。
【図面の簡単な説明】
【0020】
【図1】超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示した斜視図であり、超音波の発信及び受信の様子を合わせて示している。
【図2】超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示した斜視図であり、超音波の発信及び受信の別の様子を合わせて示している。
【図3】亀裂、腐食ピットとUT波形の関係のデータベースの一例を示す表である。
【図4】観察されたUT波形の一例を示した図である。
【図5】本発明の超音波探傷装置が適用されるタービンロータの概略図である。
【図6】超音波探傷装置を取り付けた状態のロータディスクの正面図である。
【図7】超音波探傷装置を取り付けた状態のロータディスクの部分側面図である。
【図8】伸縮機構の斜視図である。
【発明を実施するための形態】
【0021】
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。
【実施例】
【0022】
本参考発明の超音波探傷装置に係る実施形態について説明する。
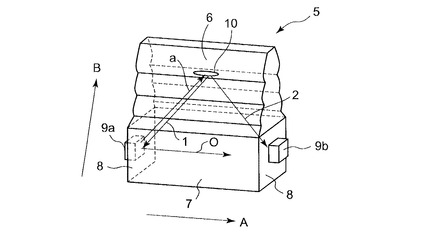
図1は、実施例における超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示している。図1において、ロータディスク5には、翼を植え込むための翼溝を設けることにより形成される翼溝歯部6が構成されている。なお、図1におけるA方向はタービンの軸方向を示しており、B方向はタービンロータの径方向を示している。即ち図1において翼溝歯部6は、ロータディスク5の外周側に形成されている。
【0023】
また、ロータディスク5における翼溝歯部6の内周側(以下ディスク部と称する)7の両端面8にはそれぞれ超音波探傷探触子9a、9bが設けられる。
2つの探触子9a、9bは、タービンの軸方向Aに沿って対称位置に設置されている。さらに、2つの探触子9a、9bは、何れも超音波を発信及び受信が可能なものである。
2つの探触子9a、9bは、タービンの軸方向Aに対して30〜70°までの範囲で任意の入射角で超音波を発信することができるものを用い、前記入射角とディスクの厚さによって探触子9a、9bの位置を決定して配置される。
【0024】
次に、超音波探傷検査により翼溝歯部6に生じた亀裂、腐食などの欠陥を検出する手順について図1及び図2を用いて説明する。
まず、一方の探触子9aよりタービンの軸方向Aと同方向に超音波Oを発信する。一方の探触子9aより発信された超音波を他方の探触子9bで受信することで、2つの探触子9a、9bがタービンの軸方向Aに沿って対称位置に設置されているかどうか確認する。2つの探触子9a、9bがタービンの軸方向Aに沿って対称位置に設置されていない場合には一方(9a若しくは9b)又は両方の探触子9a、9bの位置を調整し、再度一方の探触子9aよりタービンの軸方向Aと同方向に超音波を発信して2つの探触子9a、9bがタービンの軸方向Aと同方向に沿って対称位置に設置されているかどうか確認する。2つの探触子9a、9bがタービンの軸方向Aと同方向に設置されていることが確認されるまで、探触子9a、9bの位置調整と、一方の探触子9aよりタービンの軸方向Aと同方向に発信することによる探触子9a、9bの位置確認とを繰り返す。
【0025】
次に、図1に示したように一方の探触子9aより欠陥10に向けて超音波aを発信する。該超音波aの欠陥10による反射波1を超音波aを発信した側の探触子9aで受信するとともに、超音波aの欠陥10での透過波2を他側の探触子9bで受信する。
【0026】
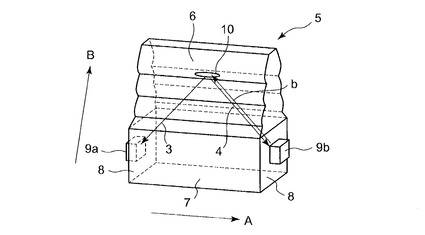
また、図1に示したように一方の探触子9aから超音波aを発信するとともに、図2に示したように探触子9bより欠陥10に向けて超音波bを発信する。該超音波bの欠陥10での透過波を探触子9aで受信するとともに、超音波bの欠陥10での反射波4を探触子9bで受信する。
【0027】
即ち、探触子9aから発信された超音波aの反射波(探触子9aで受信)、探触子9aから発信された超音波aの透過波(探触子9bで受信)、探触子9bから発信された超音波bの透過波(探触子9aで受信)、探触子9bから発信された超音波bの反射波(探触子9bで受信)の4種類の超音波探傷波形(以下、UT波形と称する)を確認することができる。
この4種類のUT波形により、欠陥10を評価する。
【0028】
前記4種類のUT波形による欠陥10の評価について説明する。
あらかじめ、亀裂、腐食ピットなどの欠陥を入れたロータディスク5の翼溝歯部6周辺を模した試験体を作成し、亀裂、腐食ピットとUT波形の関係のデータベースをあらかじめ作っておく。
【0029】
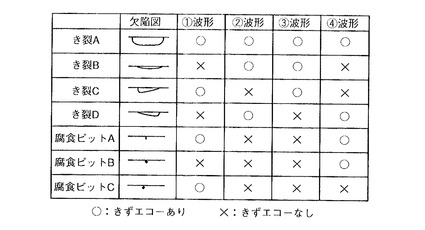
あらかじめ作られた亀裂、腐食ピットとUT波形の関係のデータベースの一例について図3を用いて説明する。
図3において、最左列の亀裂A、亀裂B、亀裂C、亀裂D、腐食ピットA、腐食ピットB、腐食ピットCはそれぞれ左2列目に図示した欠陥図に対応する欠陥が生じていることを意味している。
また、図3において1波形、2波形、3波形、4波形で示した列は、それぞれ図1、図2に示した反射波1、透過波2、透過波3、反射波4のUT波形を意味しており、欄内○であればUT波形にきずエコーが観察され、欄内×であればUT波型にきずエコーが観察されなかったことを表している。
【0030】
図1、図2に示したように反射波1、透過波2、透過波3、反射波4の波形を確認し、該波形を図3に示したようなデータベースと照合することで、欠陥10の形態を予測することができ、欠陥10の評価が可能となる。
【0031】
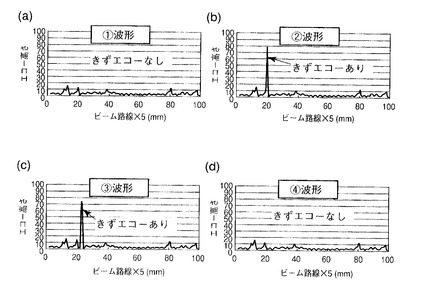
図4は、図1、図2に示したようにして反射波1、透過波2、透過波3、反射波4を確認したときに観察されたUT波形の一例を示した図である。図4(a)は反射波1のUT波形、図4(b)は透過波2のUT波形、図4(c)は透過波3のUT波形、図4(d)は反射波4のUT波形の一例を示している。
図4に示したようなUT波形が観察されたとき、図4各図から図4(b)、図4(c)のみできずエコーが確認できる。この波形は図3においては、1波形×、2波形○、3波形○、4波形×に相当するので、欠陥は亀裂Bであると評価することができる。
【0032】
なお、本参考発明の実施例においては2つの探触子9a、9bをタービンの軸方向Aに沿って対称位置に設置し、4種類のUT波形を使用して欠陥10の評価を行ったが、例えばロータディスク5における翼溝歯部6のディスク部7の両端面8に、それぞれ2つずつ超音波探傷探触子を設け16種類のUT波形から欠陥10を評価することもできる。この場合、探触子の設置、図3に相当するデータベースの作成に時間及び手間がかかるものの、より正確に欠陥10の評価を行うことが可能となる。さらに、前記両端面8にそれぞれ3つ以上の探触子を設けてもよいことはもちろんである。
なお、前記両端面8にそれぞれ2つ以上探触子を設ける場合には、両端面それぞれに同数かつタービンの軸方向Aに沿って対称位置に設置する必要がある。
【0033】
次に、図1〜図4を用いて説明した超音波探傷検査の手法を適用し、2つの探触子9を同期して移動し、ロータディスク全周にわたって超音波探傷試験を行うための超音波探傷装置について説明する。
【0034】
まずロータディスク5について説明する。
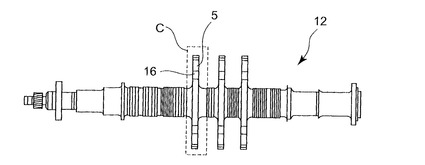
図5は、本発明の超音波探傷装置が適用されるタービンロータの概略図である。図5においてC部に示したタービンロータ12を構成するロータディスク5に、本発明の超音波探傷装置が適用される。
【0035】
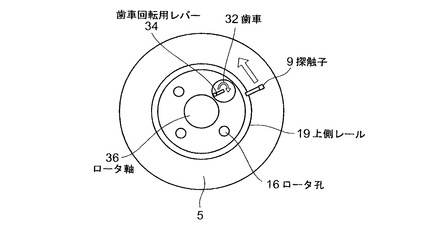
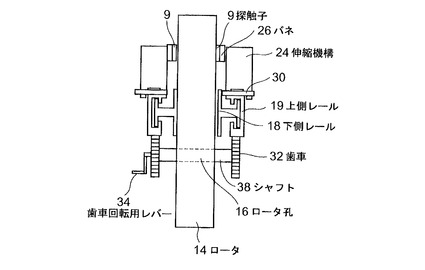
図6は超音波探傷装置を取り付けた状態のロータディスク5の正面図であり、図7は超音波探傷装置を取り付けた状態のロータディスク5の部分側面図である。
【0036】
ロータディスク5には、図6に示したようにその中心部にはロータ軸36が貫通している。ロータ軸36はロータディスク5と一体化している場合もある。
さらに、ロータ軸36の周囲には複数(図6においては4個)のロータ孔16が設けられている。
【0037】
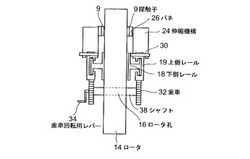
このようなロータディスク5に取り付けられる超音波探傷装置について図6及び図7を用いて説明する。
超音波探傷装置は、両端に歯車32が取り付けられたシャフト38と、下側レール18及び上側レール19と、バネ26を介して探触子9が取り付けられる伸縮機構24とから主に構成されている。
【0038】
下側レール18は、正面円状の形状をしており、マグネット等の固定手段によりロータ軸36と同心円状にロータディスク5に固定されている。下側レール18は、ロータディスク5の両面それぞれに固定して設置される。
上側レール19は、正面円状の形状をしており、下側レール18に沿って移動可能に取り付けられている。また、上側レール19の内周側は歯車形状であり、後述する歯車32と係合可能に形成されている。
なお、下側レール18及び上側レール19は、本実施例においては正面円状の形状としたが、正面半円状など、円の一部を構成する正面弧状の形状とすることもできる。この場合、下側レール18及び上側レール19の設置が容易になる。
【0039】
シャフト38は、両端に歯車32が取り付けられるとともに、ロータ孔16を貫通して設置されている。シャフト38の両端に取り付けられた歯車32は、それぞれ上側レール19の内周側の歯車形状部分と係合可能に配置される。
上側レール19の内周側と歯車32を係合可能とするためには、ロータ孔16の位置を考慮して、下側レール18及び上側レール19の径と、歯車32の径を適切に設定すればよい。
【0040】
さらに、上側レール22の外周側には、ボルトとナット等の接続手段30により伸縮機構24が固定して接続されている。伸縮機構24にはバネ26を介して探触子9が取り付けられている。バネ26を圧縮バネとし、伸縮機構24にバネ26を介して探触子9を取り付けることで、バネ26の弾性力により探触子9をロータディスク5に確実に接触させている。
【0041】
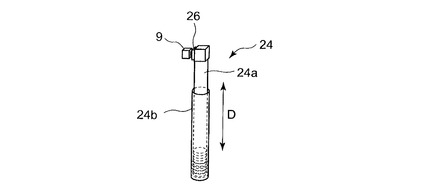
図8はバネ26を介して探触子9が取り付けられた伸縮機構24の斜視図である。
伸縮機構24は内筒24aと外筒24bとから構成され、内筒24aの外側にはおねじ、外筒24bの内側にはめねじが形成され、前記おねじとめねじを螺合させて図8に示したD方向に伸縮可能となっている。
【0042】
探触子9は、図1、図2に示した探触子9a、9bに対応するものであり、超音波を送信及び受信が可能なものである。
【0043】
図5〜図8を用いて説明した構成において、超音波探傷検査を行う手順について説明する。
まず、図1を用いて説明した手順と同様にして、一方の探触子9から他方の探触子9へタービンの軸方向と同方向に超音波を発信して、2つの探触子9がタービンの軸方向に沿って対称位置に設置されているかどうか確認し、必要に応じて前記対称位置に設置されるように調整する。
【0044】
次に、図1を用いて説明した手順と同様にして、2つの探触子9両方から超音波を発信し、2つの探触子9それぞれで反射波、透過波を受信し、図3に示したようなデータベースを用いて欠損を評価する。
【0045】
次に、探触子9からの超音波の発信並びに反射波、透過波の受信及びデータベースを用いた欠損の評価を継続したまま、歯車回転用レバー34を手動又は自動で回す。歯車回転用レバー34を回すことで、シャフト38が回転し、シャフト38の両端に設けた歯車32も回転する。歯車32の回転に伴い上側レール22が下側レール18に沿って移動し、上側レール22に取り付けられた伸縮機構24及び伸縮機構24にバネ26を介して取り付けられた探触子9がロータ軸36と同心円状に回転する。即ち歯車回転用レバー34を回すことで、ロータディスク5の両面に設けた2つの探触子9が、同期してロータ軸36と同心円状に回転する。
【0046】
これにより、ロータディスク5の両面に配置される2つの探触子9の位置を同期して移動させながら、ロータディスク5の全周にわたって超音波探傷検査が可能となる。さらに、2つの探触子9の移動は歯車回転用レバー34を回すだけで可能であるので容易且つ短時間での移動が可能であり、しかも2つの探触子9を正確に同期して移動させることができるので正確に位置測定、制御が可能になり欠陥を高精度に検出することができる。
また、探触子9を走査して超音波探傷検査を行うため、検査に際してロータを回転させる必要がなく、大がかりな補助装置は必要ない。
さらに通常ロータディスク5に設けられているロータ孔16を使用するため、新たな穴を開ける等のロータディスク5の加工は必要ない。しかもロータディスク5を貫通しているロータ孔を使用するので、ロータディスク5の両面に同一の機構(歯車32、下側レール18、上側レール22、伸縮機構24など)を設けることで、ロータディスク5の両面の探触子9を同期して移動させることが容易になる。
【0047】
なお、図5〜図8を用いて説明した機構は、図1〜図4を用いて説明した本発明の超音波探傷検査の手法に留まらず、連動して2つ以上の探触子を移動させる必要がある超音波探傷検査には適用が可能である。例えば図7に示した2つの探触子9のうち一方が超音波発信専用、他方が超音波受信専用であるような場合においても、適用が可能である。また、周方向に翼溝加工されたロータの探傷においても適用することが可能である。
【産業上の利用可能性】
【0048】
翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置及び超音波探傷方法として利用することができる。
【符号の説明】
【0049】
5 ロータディスク
6 翼溝歯部
7 ディスク部
8 ディスク部の両端面
9a、9b 探触子
10 欠陥
12 タービンロータ
16 ロータ孔
18 下側レール
22 上側レール
24 伸縮機構
26 バネ
32 歯車
34 歯車回転用レバー
36 ロータ軸
38 シャフト
【技術分野】
【0001】
本発明は、タービン用ロータディスクの超音波探傷装置に関するものであり、特に、対面するロータディスクの両端面に設けた探触子を用いたタービン用ロータディスクの超音波探傷装置に関する。
【背景技術】
【0002】
被検査物を物理的に破壊することなく材料内部の亀裂などを検出する非破壊検査の1つとして超音波探傷検査が知られている。
【0003】
超音波探傷検査の使用形態の一例として、蒸気タービン翼溝部に発生する亀裂の検出が挙げられる。
タービンのロータディスクの一形態として、周方向に翼溝が彫られたものがある。このような形態のロータディスクにおいては反射波を受信することが容易であるため超音波探傷検査の実施も難しくはなく、ロータディスクの周方向に翼溝が彫られたタービン翼においては、亀裂や腐食などの欠陥の検出のための超音波探傷検査が実用化されている。
【0004】
しかしながら、翼溝がロータディスクの径方向に彫られた形態のロータディスクにおいては、亀裂や腐食などの欠陥の検出のために超音波探傷試験を実施する場合、反射波を直接受信することが難しい。そのため、翼溝が径方向に彫られた形態のロータディスクにおいては、超音波探傷検査によって亀裂などの欠陥を検出することが困難である。
例えば翼溝上部からの斜角探傷法を実施する場合には、動翼間に探触子を設置する必要があるため、検査員の手の届く範囲にしか探触子を設置することができない。そのため、検査員の手の届く範囲しか超音波探傷検査を実施することができず、翼溝全面を探傷することができない。特に、中・小型のタービンロータでは、動翼間隔が狭く探触子の設置が不可能な場合すら有る。
【0005】
そこで、翼溝が周方向に彫られた形態のロータディスクにおいても超音波探傷検査によって亀裂や腐食などの欠陥を検出する技術が、例えば特許文献1に開示されている。
特許文献1に開示された技術は、2探触子を用いた翼溝端部からのピッチキャッチ法による超音波探傷検査に関する技術であり、詳しくは長さ方向に平行な欠陥を有する翼溝歯部の両翼溝端面の一方に屈折角10〜40°の発信側縦波斜角探触子、他方に同様な受信側縦波斜角探触子をそれぞれ設置し、翼溝壁面で1回反射した後縦波のまま伝搬する壁面反射波の伝搬時間と、翼溝壁面で1回反射した後横波に変換した壁面欠陥反射波が欠陥で反射し翼溝壁面まで伝搬した後再び縦波にモード変換して受信されるまでの伝搬時間との時間差により欠陥を検出するものである。
【0006】
また、特許文献2には、探触子位置を固定してロータを回転させることで、探触子をロータの周方向に沿わせて相対移動させ超音波探傷試験を半自動化した技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−288723号公報
【特許文献2】特許第3390748号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に開示された技術においては、翼溝歯部の端面に探触子を設置する必要があるため、翼溝が小さい中・小型のロータでは探触子を設置することができない。そのため、特許文献1に開示された技術は翼溝が大きなロータディスクに適用可能であるに留まり、技術の適用範囲が狭いという課題が残る。
【0009】
また、特許文献2に開示された技術においては、探触子位置を固定し、ロータを回転させて探傷するために、ロータを回転させることのできる架台などの補助用の器具が必要であるため、超音波探傷検査を行うために必要な道具、装置が大がかりなものとなる。
【0010】
従って、本発明はかかる従来技術の問題に鑑み、翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため参考発明においては、タービン用ロータディスクの亀裂及び腐食を超音波探傷探触子を用いて検出するタービン用ロータディスクの超音波探傷装置において、対面するロータディスクの両端面の、タービンの軸方向の対称位置にそれぞれ超音波信号の送信及び受信が可能な送受信探触子を配置し、一側の前記送受信探触子よりの超音波信号の反射波、他側探触子への透過波を両探触子で受信させ、前記送受信探触子で受信した少なくとも4つの波形信号により、亀裂及び腐食の有無を判定する。
【0012】
これにより、探触子を設ける位置が翼溝歯部に限定されないため、翼溝部の大きさに関わらず適用が可能である。
また、送受信探触子を用い前記一側から発信された超音波信号の反射波及び透過波を受信することで、少なくとも4つの波形信号を得ることができ、該少なくとも4つの波形信号により亀裂及び腐食の有無を判定するため、亀裂や腐食の有無の誤判定を防止することができる。
【0013】
また、前記4つの波形信号に対応する亀裂又は腐食形態をデータベース化したデータベースを備え、該データベースに基づいて、前記4つの波形信号から前記亀裂又は腐食の形態を判別するとよい。
データベースに基づいて亀裂又は腐食の形態を判別することで、亀裂又は腐食の形態の誤判定を防止することができる。
【0014】
また、課題を達成するための前記参考発明の方法の発明として、タービン用ロータディスクの亀裂及び腐食を超音波探傷探触子を用いて検出するタービン用ロータディスクの超音波探傷方法において、対面するロータディスクの両端面のタービン軸方向の対称位置にそれぞれ配置された送受信探触子の一側より発信された超音波信号の反射波、他側探触子への透過波を両探触子で受信し、前記送受信探触子で受信した少なくとも4つの波形信号により、亀裂及び腐食の有無を判定する。
【0015】
また、前記4つの波形信号に対応する亀裂又は腐食形態のデータベースに基づいて、前記4つの波形信号から前記亀裂又は腐食の形態を判別するとよい。
【0016】
そして本発明は、上記課題を解決するために、対面するタービン用ロータディスク両端面に超音波測定探触子を配置し、該探触子対をタービンロータ軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体と、前記弧状ガイド体に取り付けられ、前記超音波測定探触子が固定される探触子固定部と、を備え、前記弧状ガイド体は、前記ロータディスクを貫通するロータ孔に設けた駆動体を介して周回可能に構成されていることを特徴とする。
【0017】
これにより、ロータディスクの両面に配置される探触子対の位置を同期して移動させながら、ロータディスクの全周にわたっての超音波探傷検査が可能となる。さらに、探触子対の移動は駆動体を使用することで可能であるので容易且つ短時間での移動が可能であり、しかも探触子対を正確に同期して移動させることができるので正確に位置測定、制御が可能になり欠陥を高精度に検出することができる。
また、探触子対を走査して超音波探傷検査を行うため、検査に際してロータを回転させる必要がなく、大がかりな補助装置は必要ない。
さらに一般的にロータディスクに設けられているロータ孔を使用するため、新たな穴を開ける等のロータディスクの加工は必要ない。しかもロータディスクを貫通しているロータ孔を使用するので、ロータディスク5の両面に同一の機構(弧状ガイド体、探触子固定部)を設けることで、ロータディスクの両面で探触子対を同期して移動させることが容易である。
【0018】
また、前記探触子固定部は、前記超音波測定探触子を、ロータ径方向に位置調整可能な調整治具を備えているとよい。
これにより、前記超音波測定探触子の位置調整が容易になる。
【発明の効果】
【0019】
以上記載のごとく本発明によれば、翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置及び超音波探傷方法を提供することができる。
【図面の簡単な説明】
【0020】
【図1】超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示した斜視図であり、超音波の発信及び受信の様子を合わせて示している。
【図2】超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示した斜視図であり、超音波の発信及び受信の別の様子を合わせて示している。
【図3】亀裂、腐食ピットとUT波形の関係のデータベースの一例を示す表である。
【図4】観察されたUT波形の一例を示した図である。
【図5】本発明の超音波探傷装置が適用されるタービンロータの概略図である。
【図6】超音波探傷装置を取り付けた状態のロータディスクの正面図である。
【図7】超音波探傷装置を取り付けた状態のロータディスクの部分側面図である。
【図8】伸縮機構の斜視図である。
【発明を実施するための形態】
【0021】
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。
【実施例】
【0022】
本参考発明の超音波探傷装置に係る実施形態について説明する。
図1は、実施例における超音波探傷検査を行うロータディスクに設けられた翼溝周辺の一部を示している。図1において、ロータディスク5には、翼を植え込むための翼溝を設けることにより形成される翼溝歯部6が構成されている。なお、図1におけるA方向はタービンの軸方向を示しており、B方向はタービンロータの径方向を示している。即ち図1において翼溝歯部6は、ロータディスク5の外周側に形成されている。
【0023】
また、ロータディスク5における翼溝歯部6の内周側(以下ディスク部と称する)7の両端面8にはそれぞれ超音波探傷探触子9a、9bが設けられる。
2つの探触子9a、9bは、タービンの軸方向Aに沿って対称位置に設置されている。さらに、2つの探触子9a、9bは、何れも超音波を発信及び受信が可能なものである。
2つの探触子9a、9bは、タービンの軸方向Aに対して30〜70°までの範囲で任意の入射角で超音波を発信することができるものを用い、前記入射角とディスクの厚さによって探触子9a、9bの位置を決定して配置される。
【0024】
次に、超音波探傷検査により翼溝歯部6に生じた亀裂、腐食などの欠陥を検出する手順について図1及び図2を用いて説明する。
まず、一方の探触子9aよりタービンの軸方向Aと同方向に超音波Oを発信する。一方の探触子9aより発信された超音波を他方の探触子9bで受信することで、2つの探触子9a、9bがタービンの軸方向Aに沿って対称位置に設置されているかどうか確認する。2つの探触子9a、9bがタービンの軸方向Aに沿って対称位置に設置されていない場合には一方(9a若しくは9b)又は両方の探触子9a、9bの位置を調整し、再度一方の探触子9aよりタービンの軸方向Aと同方向に超音波を発信して2つの探触子9a、9bがタービンの軸方向Aと同方向に沿って対称位置に設置されているかどうか確認する。2つの探触子9a、9bがタービンの軸方向Aと同方向に設置されていることが確認されるまで、探触子9a、9bの位置調整と、一方の探触子9aよりタービンの軸方向Aと同方向に発信することによる探触子9a、9bの位置確認とを繰り返す。
【0025】
次に、図1に示したように一方の探触子9aより欠陥10に向けて超音波aを発信する。該超音波aの欠陥10による反射波1を超音波aを発信した側の探触子9aで受信するとともに、超音波aの欠陥10での透過波2を他側の探触子9bで受信する。
【0026】
また、図1に示したように一方の探触子9aから超音波aを発信するとともに、図2に示したように探触子9bより欠陥10に向けて超音波bを発信する。該超音波bの欠陥10での透過波を探触子9aで受信するとともに、超音波bの欠陥10での反射波4を探触子9bで受信する。
【0027】
即ち、探触子9aから発信された超音波aの反射波(探触子9aで受信)、探触子9aから発信された超音波aの透過波(探触子9bで受信)、探触子9bから発信された超音波bの透過波(探触子9aで受信)、探触子9bから発信された超音波bの反射波(探触子9bで受信)の4種類の超音波探傷波形(以下、UT波形と称する)を確認することができる。
この4種類のUT波形により、欠陥10を評価する。
【0028】
前記4種類のUT波形による欠陥10の評価について説明する。
あらかじめ、亀裂、腐食ピットなどの欠陥を入れたロータディスク5の翼溝歯部6周辺を模した試験体を作成し、亀裂、腐食ピットとUT波形の関係のデータベースをあらかじめ作っておく。
【0029】
あらかじめ作られた亀裂、腐食ピットとUT波形の関係のデータベースの一例について図3を用いて説明する。
図3において、最左列の亀裂A、亀裂B、亀裂C、亀裂D、腐食ピットA、腐食ピットB、腐食ピットCはそれぞれ左2列目に図示した欠陥図に対応する欠陥が生じていることを意味している。
また、図3において1波形、2波形、3波形、4波形で示した列は、それぞれ図1、図2に示した反射波1、透過波2、透過波3、反射波4のUT波形を意味しており、欄内○であればUT波形にきずエコーが観察され、欄内×であればUT波型にきずエコーが観察されなかったことを表している。
【0030】
図1、図2に示したように反射波1、透過波2、透過波3、反射波4の波形を確認し、該波形を図3に示したようなデータベースと照合することで、欠陥10の形態を予測することができ、欠陥10の評価が可能となる。
【0031】
図4は、図1、図2に示したようにして反射波1、透過波2、透過波3、反射波4を確認したときに観察されたUT波形の一例を示した図である。図4(a)は反射波1のUT波形、図4(b)は透過波2のUT波形、図4(c)は透過波3のUT波形、図4(d)は反射波4のUT波形の一例を示している。
図4に示したようなUT波形が観察されたとき、図4各図から図4(b)、図4(c)のみできずエコーが確認できる。この波形は図3においては、1波形×、2波形○、3波形○、4波形×に相当するので、欠陥は亀裂Bであると評価することができる。
【0032】
なお、本参考発明の実施例においては2つの探触子9a、9bをタービンの軸方向Aに沿って対称位置に設置し、4種類のUT波形を使用して欠陥10の評価を行ったが、例えばロータディスク5における翼溝歯部6のディスク部7の両端面8に、それぞれ2つずつ超音波探傷探触子を設け16種類のUT波形から欠陥10を評価することもできる。この場合、探触子の設置、図3に相当するデータベースの作成に時間及び手間がかかるものの、より正確に欠陥10の評価を行うことが可能となる。さらに、前記両端面8にそれぞれ3つ以上の探触子を設けてもよいことはもちろんである。
なお、前記両端面8にそれぞれ2つ以上探触子を設ける場合には、両端面それぞれに同数かつタービンの軸方向Aに沿って対称位置に設置する必要がある。
【0033】
次に、図1〜図4を用いて説明した超音波探傷検査の手法を適用し、2つの探触子9を同期して移動し、ロータディスク全周にわたって超音波探傷試験を行うための超音波探傷装置について説明する。
【0034】
まずロータディスク5について説明する。
図5は、本発明の超音波探傷装置が適用されるタービンロータの概略図である。図5においてC部に示したタービンロータ12を構成するロータディスク5に、本発明の超音波探傷装置が適用される。
【0035】
図6は超音波探傷装置を取り付けた状態のロータディスク5の正面図であり、図7は超音波探傷装置を取り付けた状態のロータディスク5の部分側面図である。
【0036】
ロータディスク5には、図6に示したようにその中心部にはロータ軸36が貫通している。ロータ軸36はロータディスク5と一体化している場合もある。
さらに、ロータ軸36の周囲には複数(図6においては4個)のロータ孔16が設けられている。
【0037】
このようなロータディスク5に取り付けられる超音波探傷装置について図6及び図7を用いて説明する。
超音波探傷装置は、両端に歯車32が取り付けられたシャフト38と、下側レール18及び上側レール19と、バネ26を介して探触子9が取り付けられる伸縮機構24とから主に構成されている。
【0038】
下側レール18は、正面円状の形状をしており、マグネット等の固定手段によりロータ軸36と同心円状にロータディスク5に固定されている。下側レール18は、ロータディスク5の両面それぞれに固定して設置される。
上側レール19は、正面円状の形状をしており、下側レール18に沿って移動可能に取り付けられている。また、上側レール19の内周側は歯車形状であり、後述する歯車32と係合可能に形成されている。
なお、下側レール18及び上側レール19は、本実施例においては正面円状の形状としたが、正面半円状など、円の一部を構成する正面弧状の形状とすることもできる。この場合、下側レール18及び上側レール19の設置が容易になる。
【0039】
シャフト38は、両端に歯車32が取り付けられるとともに、ロータ孔16を貫通して設置されている。シャフト38の両端に取り付けられた歯車32は、それぞれ上側レール19の内周側の歯車形状部分と係合可能に配置される。
上側レール19の内周側と歯車32を係合可能とするためには、ロータ孔16の位置を考慮して、下側レール18及び上側レール19の径と、歯車32の径を適切に設定すればよい。
【0040】
さらに、上側レール22の外周側には、ボルトとナット等の接続手段30により伸縮機構24が固定して接続されている。伸縮機構24にはバネ26を介して探触子9が取り付けられている。バネ26を圧縮バネとし、伸縮機構24にバネ26を介して探触子9を取り付けることで、バネ26の弾性力により探触子9をロータディスク5に確実に接触させている。
【0041】
図8はバネ26を介して探触子9が取り付けられた伸縮機構24の斜視図である。
伸縮機構24は内筒24aと外筒24bとから構成され、内筒24aの外側にはおねじ、外筒24bの内側にはめねじが形成され、前記おねじとめねじを螺合させて図8に示したD方向に伸縮可能となっている。
【0042】
探触子9は、図1、図2に示した探触子9a、9bに対応するものであり、超音波を送信及び受信が可能なものである。
【0043】
図5〜図8を用いて説明した構成において、超音波探傷検査を行う手順について説明する。
まず、図1を用いて説明した手順と同様にして、一方の探触子9から他方の探触子9へタービンの軸方向と同方向に超音波を発信して、2つの探触子9がタービンの軸方向に沿って対称位置に設置されているかどうか確認し、必要に応じて前記対称位置に設置されるように調整する。
【0044】
次に、図1を用いて説明した手順と同様にして、2つの探触子9両方から超音波を発信し、2つの探触子9それぞれで反射波、透過波を受信し、図3に示したようなデータベースを用いて欠損を評価する。
【0045】
次に、探触子9からの超音波の発信並びに反射波、透過波の受信及びデータベースを用いた欠損の評価を継続したまま、歯車回転用レバー34を手動又は自動で回す。歯車回転用レバー34を回すことで、シャフト38が回転し、シャフト38の両端に設けた歯車32も回転する。歯車32の回転に伴い上側レール22が下側レール18に沿って移動し、上側レール22に取り付けられた伸縮機構24及び伸縮機構24にバネ26を介して取り付けられた探触子9がロータ軸36と同心円状に回転する。即ち歯車回転用レバー34を回すことで、ロータディスク5の両面に設けた2つの探触子9が、同期してロータ軸36と同心円状に回転する。
【0046】
これにより、ロータディスク5の両面に配置される2つの探触子9の位置を同期して移動させながら、ロータディスク5の全周にわたって超音波探傷検査が可能となる。さらに、2つの探触子9の移動は歯車回転用レバー34を回すだけで可能であるので容易且つ短時間での移動が可能であり、しかも2つの探触子9を正確に同期して移動させることができるので正確に位置測定、制御が可能になり欠陥を高精度に検出することができる。
また、探触子9を走査して超音波探傷検査を行うため、検査に際してロータを回転させる必要がなく、大がかりな補助装置は必要ない。
さらに通常ロータディスク5に設けられているロータ孔16を使用するため、新たな穴を開ける等のロータディスク5の加工は必要ない。しかもロータディスク5を貫通しているロータ孔を使用するので、ロータディスク5の両面に同一の機構(歯車32、下側レール18、上側レール22、伸縮機構24など)を設けることで、ロータディスク5の両面の探触子9を同期して移動させることが容易になる。
【0047】
なお、図5〜図8を用いて説明した機構は、図1〜図4を用いて説明した本発明の超音波探傷検査の手法に留まらず、連動して2つ以上の探触子を移動させる必要がある超音波探傷検査には適用が可能である。例えば図7に示した2つの探触子9のうち一方が超音波発信専用、他方が超音波受信専用であるような場合においても、適用が可能である。また、周方向に翼溝加工されたロータの探傷においても適用することが可能である。
【産業上の利用可能性】
【0048】
翼溝が小さい中・小型のロータであっても適用が可能であり、大型の補助用の器具を必要とせず、翼溝が周方向に彫られた形態のロータディスクであっても適用可能なタービン用ロータディスクの超音波探傷装置及び超音波探傷方法として利用することができる。
【符号の説明】
【0049】
5 ロータディスク
6 翼溝歯部
7 ディスク部
8 ディスク部の両端面
9a、9b 探触子
10 欠陥
12 タービンロータ
16 ロータ孔
18 下側レール
22 上側レール
24 伸縮機構
26 バネ
32 歯車
34 歯車回転用レバー
36 ロータ軸
38 シャフト
【特許請求の範囲】
【請求項1】
対面するタービン用ロータディスク両端面に超音波測定探触子を配置し、
該探触子対をタービンロータ軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、
前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体と、
前記弧状ガイド体に取り付けられ、前記超音波測定探触子が固定される探触子固定部と、を備え、
前記弧状ガイド体は、前記ロータディスクを貫通するロータ孔に設けた駆動体を介して周回可能に構成されていることを特徴とするタービン用ロータディスクの超音波探傷装置。
【請求項2】
前記探触子固定部は、前記超音波測定探触子を、ロータ径方向に位置調整可能な調整治具を備えていることを特徴とする請求項1記載のタービン用ロータディスクの超音波探傷装置。
【請求項1】
対面するタービン用ロータディスク両端面に超音波測定探触子を配置し、
該探触子対をタービンロータ軸周方向に移動しながら超音波探傷検査を行うタービン用ロータディスクの超音波探傷装置において、
前記ロータディスク両面側夫々に設けられ、タービンロータ軸と同心状に周回する弧状ガイド体と、
前記弧状ガイド体に取り付けられ、前記超音波測定探触子が固定される探触子固定部と、を備え、
前記弧状ガイド体は、前記ロータディスクを貫通するロータ孔に設けた駆動体を介して周回可能に構成されていることを特徴とするタービン用ロータディスクの超音波探傷装置。
【請求項2】
前記探触子固定部は、前記超音波測定探触子を、ロータ径方向に位置調整可能な調整治具を備えていることを特徴とする請求項1記載のタービン用ロータディスクの超音波探傷装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−57681(P2013−57681A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−253583(P2012−253583)
【出願日】平成24年11月19日(2012.11.19)
【分割の表示】特願2009−215602(P2009−215602)の分割
【原出願日】平成21年9月17日(2009.9.17)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年11月19日(2012.11.19)
【分割の表示】特願2009−215602(P2009−215602)の分割
【原出願日】平成21年9月17日(2009.9.17)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]