
ターボチャージャー
【課題】フローティングメタル部分へのオイル供給口の加工を容易に行うことができ、かつ、オイル供給用の配管と流出用の配管とをまとめて配管でき、かつ接続が容易であるターボチャージャーを供給する。
【解決手段】ターボチャージャーにおいて、一端側にタービンインペラ11を備え、他端側にコンプレッサインペラ13とを備えた回転軸7はベアリングハウジング1に支持されたフローティングメタル9に回転自在に支持されており、フローティングメタル9に対してオイルを供給するオイル供給口15に連通したオイル入口37及びフローティングメタル9から流出したオイルを排出するオイル出口21を、ベアリングハウジング1の下部側に設けてあり、フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるためのピン取付孔19とオイル供給口15は同軸上に設けてあり、かつオイル供給口15は、ピン取付孔17を介して加工された孔である。
【解決手段】ターボチャージャーにおいて、一端側にタービンインペラ11を備え、他端側にコンプレッサインペラ13とを備えた回転軸7はベアリングハウジング1に支持されたフローティングメタル9に回転自在に支持されており、フローティングメタル9に対してオイルを供給するオイル供給口15に連通したオイル入口37及びフローティングメタル9から流出したオイルを排出するオイル出口21を、ベアリングハウジング1の下部側に設けてあり、フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるためのピン取付孔19とオイル供給口15は同軸上に設けてあり、かつオイル供給口15は、ピン取付孔17を介して加工された孔である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はターボチャージャーに係り、さらに詳細には、一端側にタービンインペラを備え他端側にコンプレッサインペラを備えた回転軸の軸受部へのオイル供給部を改良したターボチャージャーに関する。
【背景技術】
【0002】
ターボチャージャーは、ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えた構成が一般的である。
【0003】
そして、前記回転軸を支持する構成としては、ボールベアリングタイプと軸受(フローティングメタルタイプ)とがあり、フローティングメタルタイプには、フルフローティングメタルタイプとセミフローティングメタルタイプとがある。セミフローティングメタルタイプにおいては、フローティングメタルの部分へオイルを供給するためのオイル供給口と、前記フローティングメタルの回転及び軸方向への移動を規制するスラストピンを取付けるためのピン取付け孔とを加工する必要がある(例えば特許文献1参照)。
【0004】
上記特許文献1に記載されているターボチャージャーは、図3に示すように、ベアリングハウジング1の一側にタービンハウジング3を備え、ベアリングハウジング1の他端にはコンプレッサハウジング5を備えている。そして、前記ベアリングハウジング1内には、回転軸7がフローティングメタル9を介して回転自在に支持されており、この回転軸7の一端側には、前記タービンハウジング3内に配置されたタービンインペラ11が一体的に取付けてある。さらに、前記回転軸7の他端側には、前記コンプレッサハウジング5内に配置されたコンプレッサインペラ13が一体的に取付けてある。
【0005】
前記フローティングメタル9に対してオイルを供給するためのオイル供給口15は、前記ベアリングハウジング1の上方から穿孔加工してあり、前記フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるためのピン取付孔19は、ベアリングハウジング1の下側に設けたオイル出口21を介して下側から穿孔加工してある。
【特許文献1】特許第3365009号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前述のごとき従来の構成においては、フローティングメタル9の部分へオイルを供給するためのオイル供給口15はベアリングハウジング1の上側に設けてあり、オイル出口21は前記ベアリングハウジング1の下側に設けてあるので、オイルの供給用配管と流出用配管とをまとめて配管することが難しく、車両の狭いエンジンルーム内において他の自動車部品等と干渉するおそれがあると共に配管の接続作業の能率向上を図る上において、さらなる改良が求められている。
【0007】
また、前述したごとき従来の構成においては、オイル供給口15はベアリングハウジング1の上側から穿孔加工するものであり、ピン取付子39は下側から穿孔加工するものであるから、オイル供給口15とピン取付子39を別々に穿孔加工することとなり、加工能率を向上し生産性の向上を図る上において問題がある。
【課題を解決するための手段】
【0008】
本発明は、前述のごとき問題に鑑みてなされたもので、ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えてなるターボチャージャーにおいて、前記回転軸は前記ベアリングハウジングに支持された軸受に回転自在に支持されており、前記軸受に対してオイルを供給するオイル供給口に連通したオイル入口及び軸受から流出したオイルを排出するオイル出口を、前記ベアリングハウジングの下部側に設けてあることを特徴とするものである。
【0009】
また、上記ターボチャージャーにおいて、前記軸受の回転及び軸方向への移動を規制するためのスラストピンを取付けるためのピン取付孔と前記オイル供給口は同軸上に設けてあり、かつ前記オイル供給口は、前記ピン取付孔を介して加工された孔であることを特徴とするものである。
【発明の効果】
【0010】
本発明によれば、ターボチャージャーにおいて回転軸を支持するフローティングメタル部分へのオイル供給用の配管とオイル出口用の配管とをまとめることができると共に両配管をベアリングハウジングの一側である下側にまとめて接続することができ、配管作業を容易に行うことができる。
【0011】
また、オイル供給口とピン取付孔は同軸上に設けてあって、オイル供給口はピン取付孔を介して加工されるものであるから、ピン取付孔とオイル供給口とを同時的に穿孔加工することができ、穿孔加工の能率向上を図ることができる。
【発明を実施するための最良の形態】
【0012】
以下、図面を用いて本発明の実施形態について説明するに、前述した従来の構成要素と同一機能を奏する構成要素には同一符号を付することとする。
【0013】
本発明の実施形態に係るターボチャージャーは、図1に示すように、従来の構成と同様にベアリングハウジング1を備えており、このベアリングハウジング1の一側にはタービンハウジング3が、そして他側にはコンプレッサハウジング5が備えられている。
【0014】
前記ベアリングハウジング1に軸受(フローティングメタル)9を介して回転自在に支持された回転軸7の一端側には前記タービンハウジング3内に配置されたタービンインペラ11が備えられている。そして、前記回転軸7の他端側には前記コンプレッサハウジング5内に配置されたコンプレッサインペラ13が備えられている。さらに、前記ベアリングハウジング1には、前記フローティングメタル9の部分へオイルを供給するためのオイル供給口15が設けてあると共に、前記フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるピン取付孔19が設けられている。
【0015】
より詳細には、前記フローティングメタル9は前記ベアリングハウジング1に形成した軸受孔23内に嵌入してある。このフローティングメタル9においての、前記タービンインペラ11側(図1において左側)の端部は、前記軸受孔23の内面に備えられたストッパー25によってタービンインペラ11側への移動(図1において左側への移動)を規制されている。
【0016】
前記フローティングメタル9のコンプレッサインペラ13側の端部は、内側スラストベアリング27によってコンプレッサインペラ13側(図1において右側)への移動を規制されている。この内側スラストベアリング27は、前記ベアリングハウジング1内に固定した外側スラストベアリング29及び内外のスラストベアリング27,29の間に挾持介在したスラストカラー31によって軸方向への移動を規制されている。
【0017】
前記内側スラストベアリング27、外側スラストベアリング29及びスラストカラー31の相互の摺動部等に潤滑油を供給するために、前記外側スラストベアリング29には、前記スラストカラー31側に開口した給油路33が形成してあり、この給油路33には、前記オイル供給口15に接続してベアリングハウジング1に形成した給油孔35が接続してある。
【0018】
前記ピン取付孔19と前記オイル供給口15は同軸上に設けてあって、前記ベアリングハウジング1の下側に備えたオイル出口21を介して前記ピン取付孔19の穿孔加工を行うときに、オイル供給口15も同時的に穿孔加工されるものである。上記オイル供給口15は、前記ベアリングハウジング1の上部に貫通することなく形成してある。
【0019】
すなわち、ピン取付孔19とオイル供給口15とを同時的に加工できるので、ピン取付孔19、オイル供給口15の穿孔加工の能率向上を図ることができ、生産性の向上を図ることができるものである。また、オイル供給口15がベアリングハウジング1の上部に貫通することなく形成してあるので、例えば盲栓等によって閉じる必要がなく、オイル供給口15を上側から加工する場合に比べて、構成の簡素化を図ることができる。
【0020】
前記オイル供給口15に連通したオイル入口37は、図2に示すように、前記オイル出口21に近接してベアリングハウジング1の下部側に設けてある。すなわち、前記ベアリングハウジング1には、当該ベアリングハウジング1の下面から前記オイル供給口15の高さ位置に至るオイル孔38を穿孔加工することによって前記オイル入口37が形成してある。そして前記オイル供給口15とオイル孔38は、前記ベアリングハウジング1に水平に穿孔加工した連通孔39を介して連通してあり、この連通孔39の開口部は栓部材41によって閉鎖してある。
【0021】
上記構成により、オイル入口37からオイルを供給すると、オイル孔38、連通孔39を介してオイル供給口15からフローティングメタル9の部分へオイルが供給される。すなわち、オイルは、フローティングメタル9の外周面と軸受孔23の内周面との間及びフローティングメタル9に形成した穴9Hから、フローティングメタル9の内周面と回転軸7の外周面との間へ供給される。さらに、オイルは、前記オイル供給口15に接続した給油孔35から外側スラストベアリング29に備えた給油路33を経て内側スラストベアリング27、スラストカラー31の摺動部に供給される。
【0022】
前述のように、フローティングメタル9の部分や内側スラストベアリング27等の部分へ供給されたオイルは、前記内側スラストベアリング27、外側スラストベアリング29及びスラストカラー31間の微小間隙や軸受孔23に連通して下側に設けた抜き孔23Hから流出し、前記オイル出口21からベアリングハウジング1の外部へ流出する。
【0023】
以上のごとき構成より理解されるように、オイル供給口15に連通したオイル入口37とベアリングハウジング1から流出するオイル出口21は近接してベアリングハウジング1の下部側にまとめて配置してあるので、オイル供給用の配管とオイル流出用(オイル回収用)の配管とをまとめて配管することが容易であると共に、前記オイル入口37、オイル出口21に対するオイル供給用の配管とオイル流出用の配管との接続作業を容易に行うことができるものである。
【0024】
また、オイル供給用の配管をターボチャージャーの上側に導く必要がないので、ターボチャージャーの上側にスペースが生じることとなり、上側にその他の機器等を配置できるものとなり、スペースを効果的に利用することができる。
【0025】
また、前記構成によれば、オイル供給口15とピン取付孔19とを同軸上に配置して下側から同時に穿孔加工することができ、穿孔加工の能率向上、生産性の向上を図ることができる。
【図面の簡単な説明】
【0026】
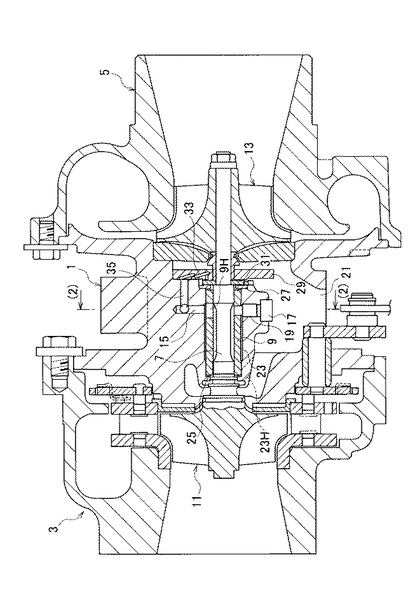
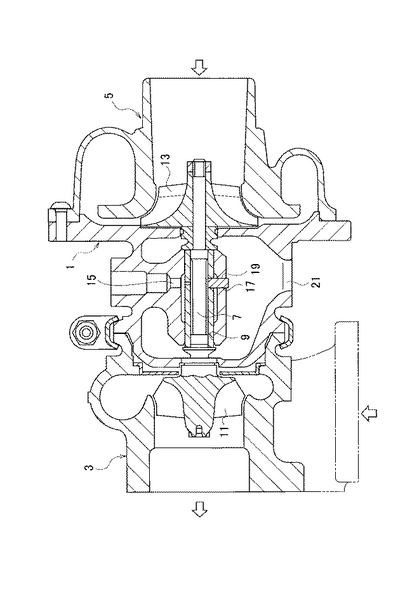
【図1】本発明の実施形態に係るターボチャージャーの断面説明図である。
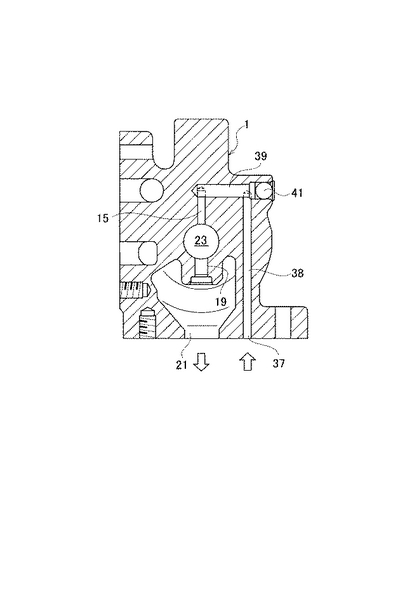
【図2】図1における(2)−(2)線に沿った断面説明図である。
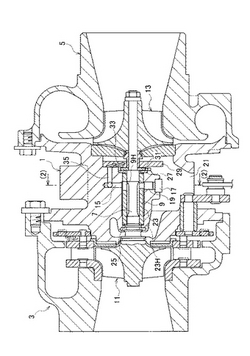
【図3】従来の構成を示すターボチャージャーの断面説明図である。
【符号の説明】
【0027】
1…ベアリングハウジング
3…タービンハウジング
5…コンプレッサハウジング
7…回転軸
9…フローティングメタル
11…タービンインペラ
13…コンプレッサインペラ
15…オイル供給口
17…スラストピン
19…ピン取付孔
21…オイル出口
27…内側スラストベアリング
29…外側スラストベアリング
31…スラストカラー
37…オイル入口
39…連通孔
41…栓部材
【技術分野】
【0001】
本発明はターボチャージャーに係り、さらに詳細には、一端側にタービンインペラを備え他端側にコンプレッサインペラを備えた回転軸の軸受部へのオイル供給部を改良したターボチャージャーに関する。
【背景技術】
【0002】
ターボチャージャーは、ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えた構成が一般的である。
【0003】
そして、前記回転軸を支持する構成としては、ボールベアリングタイプと軸受(フローティングメタルタイプ)とがあり、フローティングメタルタイプには、フルフローティングメタルタイプとセミフローティングメタルタイプとがある。セミフローティングメタルタイプにおいては、フローティングメタルの部分へオイルを供給するためのオイル供給口と、前記フローティングメタルの回転及び軸方向への移動を規制するスラストピンを取付けるためのピン取付け孔とを加工する必要がある(例えば特許文献1参照)。
【0004】
上記特許文献1に記載されているターボチャージャーは、図3に示すように、ベアリングハウジング1の一側にタービンハウジング3を備え、ベアリングハウジング1の他端にはコンプレッサハウジング5を備えている。そして、前記ベアリングハウジング1内には、回転軸7がフローティングメタル9を介して回転自在に支持されており、この回転軸7の一端側には、前記タービンハウジング3内に配置されたタービンインペラ11が一体的に取付けてある。さらに、前記回転軸7の他端側には、前記コンプレッサハウジング5内に配置されたコンプレッサインペラ13が一体的に取付けてある。
【0005】
前記フローティングメタル9に対してオイルを供給するためのオイル供給口15は、前記ベアリングハウジング1の上方から穿孔加工してあり、前記フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるためのピン取付孔19は、ベアリングハウジング1の下側に設けたオイル出口21を介して下側から穿孔加工してある。
【特許文献1】特許第3365009号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前述のごとき従来の構成においては、フローティングメタル9の部分へオイルを供給するためのオイル供給口15はベアリングハウジング1の上側に設けてあり、オイル出口21は前記ベアリングハウジング1の下側に設けてあるので、オイルの供給用配管と流出用配管とをまとめて配管することが難しく、車両の狭いエンジンルーム内において他の自動車部品等と干渉するおそれがあると共に配管の接続作業の能率向上を図る上において、さらなる改良が求められている。
【0007】
また、前述したごとき従来の構成においては、オイル供給口15はベアリングハウジング1の上側から穿孔加工するものであり、ピン取付子39は下側から穿孔加工するものであるから、オイル供給口15とピン取付子39を別々に穿孔加工することとなり、加工能率を向上し生産性の向上を図る上において問題がある。
【課題を解決するための手段】
【0008】
本発明は、前述のごとき問題に鑑みてなされたもので、ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えてなるターボチャージャーにおいて、前記回転軸は前記ベアリングハウジングに支持された軸受に回転自在に支持されており、前記軸受に対してオイルを供給するオイル供給口に連通したオイル入口及び軸受から流出したオイルを排出するオイル出口を、前記ベアリングハウジングの下部側に設けてあることを特徴とするものである。
【0009】
また、上記ターボチャージャーにおいて、前記軸受の回転及び軸方向への移動を規制するためのスラストピンを取付けるためのピン取付孔と前記オイル供給口は同軸上に設けてあり、かつ前記オイル供給口は、前記ピン取付孔を介して加工された孔であることを特徴とするものである。
【発明の効果】
【0010】
本発明によれば、ターボチャージャーにおいて回転軸を支持するフローティングメタル部分へのオイル供給用の配管とオイル出口用の配管とをまとめることができると共に両配管をベアリングハウジングの一側である下側にまとめて接続することができ、配管作業を容易に行うことができる。
【0011】
また、オイル供給口とピン取付孔は同軸上に設けてあって、オイル供給口はピン取付孔を介して加工されるものであるから、ピン取付孔とオイル供給口とを同時的に穿孔加工することができ、穿孔加工の能率向上を図ることができる。
【発明を実施するための最良の形態】
【0012】
以下、図面を用いて本発明の実施形態について説明するに、前述した従来の構成要素と同一機能を奏する構成要素には同一符号を付することとする。
【0013】
本発明の実施形態に係るターボチャージャーは、図1に示すように、従来の構成と同様にベアリングハウジング1を備えており、このベアリングハウジング1の一側にはタービンハウジング3が、そして他側にはコンプレッサハウジング5が備えられている。
【0014】
前記ベアリングハウジング1に軸受(フローティングメタル)9を介して回転自在に支持された回転軸7の一端側には前記タービンハウジング3内に配置されたタービンインペラ11が備えられている。そして、前記回転軸7の他端側には前記コンプレッサハウジング5内に配置されたコンプレッサインペラ13が備えられている。さらに、前記ベアリングハウジング1には、前記フローティングメタル9の部分へオイルを供給するためのオイル供給口15が設けてあると共に、前記フローティングメタル9の回転及び軸方向への移動を規制するためのスラストピン17を取付けるピン取付孔19が設けられている。
【0015】
より詳細には、前記フローティングメタル9は前記ベアリングハウジング1に形成した軸受孔23内に嵌入してある。このフローティングメタル9においての、前記タービンインペラ11側(図1において左側)の端部は、前記軸受孔23の内面に備えられたストッパー25によってタービンインペラ11側への移動(図1において左側への移動)を規制されている。
【0016】
前記フローティングメタル9のコンプレッサインペラ13側の端部は、内側スラストベアリング27によってコンプレッサインペラ13側(図1において右側)への移動を規制されている。この内側スラストベアリング27は、前記ベアリングハウジング1内に固定した外側スラストベアリング29及び内外のスラストベアリング27,29の間に挾持介在したスラストカラー31によって軸方向への移動を規制されている。
【0017】
前記内側スラストベアリング27、外側スラストベアリング29及びスラストカラー31の相互の摺動部等に潤滑油を供給するために、前記外側スラストベアリング29には、前記スラストカラー31側に開口した給油路33が形成してあり、この給油路33には、前記オイル供給口15に接続してベアリングハウジング1に形成した給油孔35が接続してある。
【0018】
前記ピン取付孔19と前記オイル供給口15は同軸上に設けてあって、前記ベアリングハウジング1の下側に備えたオイル出口21を介して前記ピン取付孔19の穿孔加工を行うときに、オイル供給口15も同時的に穿孔加工されるものである。上記オイル供給口15は、前記ベアリングハウジング1の上部に貫通することなく形成してある。
【0019】
すなわち、ピン取付孔19とオイル供給口15とを同時的に加工できるので、ピン取付孔19、オイル供給口15の穿孔加工の能率向上を図ることができ、生産性の向上を図ることができるものである。また、オイル供給口15がベアリングハウジング1の上部に貫通することなく形成してあるので、例えば盲栓等によって閉じる必要がなく、オイル供給口15を上側から加工する場合に比べて、構成の簡素化を図ることができる。
【0020】
前記オイル供給口15に連通したオイル入口37は、図2に示すように、前記オイル出口21に近接してベアリングハウジング1の下部側に設けてある。すなわち、前記ベアリングハウジング1には、当該ベアリングハウジング1の下面から前記オイル供給口15の高さ位置に至るオイル孔38を穿孔加工することによって前記オイル入口37が形成してある。そして前記オイル供給口15とオイル孔38は、前記ベアリングハウジング1に水平に穿孔加工した連通孔39を介して連通してあり、この連通孔39の開口部は栓部材41によって閉鎖してある。
【0021】
上記構成により、オイル入口37からオイルを供給すると、オイル孔38、連通孔39を介してオイル供給口15からフローティングメタル9の部分へオイルが供給される。すなわち、オイルは、フローティングメタル9の外周面と軸受孔23の内周面との間及びフローティングメタル9に形成した穴9Hから、フローティングメタル9の内周面と回転軸7の外周面との間へ供給される。さらに、オイルは、前記オイル供給口15に接続した給油孔35から外側スラストベアリング29に備えた給油路33を経て内側スラストベアリング27、スラストカラー31の摺動部に供給される。
【0022】
前述のように、フローティングメタル9の部分や内側スラストベアリング27等の部分へ供給されたオイルは、前記内側スラストベアリング27、外側スラストベアリング29及びスラストカラー31間の微小間隙や軸受孔23に連通して下側に設けた抜き孔23Hから流出し、前記オイル出口21からベアリングハウジング1の外部へ流出する。
【0023】
以上のごとき構成より理解されるように、オイル供給口15に連通したオイル入口37とベアリングハウジング1から流出するオイル出口21は近接してベアリングハウジング1の下部側にまとめて配置してあるので、オイル供給用の配管とオイル流出用(オイル回収用)の配管とをまとめて配管することが容易であると共に、前記オイル入口37、オイル出口21に対するオイル供給用の配管とオイル流出用の配管との接続作業を容易に行うことができるものである。
【0024】
また、オイル供給用の配管をターボチャージャーの上側に導く必要がないので、ターボチャージャーの上側にスペースが生じることとなり、上側にその他の機器等を配置できるものとなり、スペースを効果的に利用することができる。
【0025】
また、前記構成によれば、オイル供給口15とピン取付孔19とを同軸上に配置して下側から同時に穿孔加工することができ、穿孔加工の能率向上、生産性の向上を図ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態に係るターボチャージャーの断面説明図である。
【図2】図1における(2)−(2)線に沿った断面説明図である。
【図3】従来の構成を示すターボチャージャーの断面説明図である。
【符号の説明】
【0027】
1…ベアリングハウジング
3…タービンハウジング
5…コンプレッサハウジング
7…回転軸
9…フローティングメタル
11…タービンインペラ
13…コンプレッサインペラ
15…オイル供給口
17…スラストピン
19…ピン取付孔
21…オイル出口
27…内側スラストベアリング
29…外側スラストベアリング
31…スラストカラー
37…オイル入口
39…連通孔
41…栓部材
【特許請求の範囲】
【請求項1】
ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えてなるターボチャージャーにおいて、前記回転軸は前記ベアリングハウジングに支持された軸受に回転自在に支持されており、前記軸受に対してオイルを供給するオイル供給口に連通したオイル入口及び軸受から流出したオイルを排出するオイル出口を、前記ベアリングハウジングの下部側に設けてあることを特徴とするターボチャージャー。
【請求項2】
請求項1に記載のターボチャージャーにおいて、前記軸受の回転及び軸方向への移動を規制するためのスラストピンを取付けるためのピン取付孔と前記オイル供給口は同軸上に設けてあり、かつ前記オイル供給口は、前記ピン取付孔を介して加工された孔であることを特徴とするターボチャージャー。
【請求項1】
ベアリングハウジングの一側に備えたタービンハウジングと、前記ベアリングハウジングの他側に備えたコンプレッサハウジングと、前記ベアリングハウジングに回転自在に支持された回転軸と、前記タービンハウジング内に配置されかつ前記回転軸の一端側に備えられたタービンインペラと、前記コンプレッサハウジング内に配置されかつ前記回転軸の他端側に備えられたコンプレッサインペラとを備えてなるターボチャージャーにおいて、前記回転軸は前記ベアリングハウジングに支持された軸受に回転自在に支持されており、前記軸受に対してオイルを供給するオイル供給口に連通したオイル入口及び軸受から流出したオイルを排出するオイル出口を、前記ベアリングハウジングの下部側に設けてあることを特徴とするターボチャージャー。
【請求項2】
請求項1に記載のターボチャージャーにおいて、前記軸受の回転及び軸方向への移動を規制するためのスラストピンを取付けるためのピン取付孔と前記オイル供給口は同軸上に設けてあり、かつ前記オイル供給口は、前記ピン取付孔を介して加工された孔であることを特徴とするターボチャージャー。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−29148(P2006−29148A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−206448(P2004−206448)
【出願日】平成16年7月13日(2004.7.13)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月13日(2004.7.13)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
[ Back to top ]