
ターポリン用架橋性樹脂組成物及びそれを用いたターポリン
【課題】高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性を同時に満足するターポリンを低コストで製造できるターポリン用樹脂組成物を提供する。
【解決手段】ターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。有機過酸化物として、t−ブチルパーオキシ2−エチルヘキシルカーボネートを使用する。オレフィン系熱可塑性樹脂として、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、及びエチレン−メチルメタクリレート共重合体から選択される少なくとも1種を使用する。エチレン−酢酸ビニル共重合体としては、酢酸ビニル単位含有量が5〜41質量%のものを使用する。また、酢酸ビニル単位含有量が25〜50質量%のエチレン−酢酸ビニル共重合体(A)と、酢酸ビニル単位含有量が25質量%未満のエチレン−酢酸ビニル共重合体(B)とを併用することもできる。
【解決手段】ターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。有機過酸化物として、t−ブチルパーオキシ2−エチルヘキシルカーボネートを使用する。オレフィン系熱可塑性樹脂として、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、及びエチレン−メチルメタクリレート共重合体から選択される少なくとも1種を使用する。エチレン−酢酸ビニル共重合体としては、酢酸ビニル単位含有量が5〜41質量%のものを使用する。また、酢酸ビニル単位含有量が25〜50質量%のエチレン−酢酸ビニル共重合体(A)と、酢酸ビニル単位含有量が25質量%未満のエチレン−酢酸ビニル共重合体(B)とを併用することもできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性に優れたターポリンを与えることができるターポリン用架橋性樹脂組成物に関する。
【背景技術】
【0002】
従来より、ターポリン(防水布)が、フレキシブルコンテナバッグ等の物流資材、工業用被膜シートや養生シート等の土木建築用資材、自動車用幌等の自動車用資材、水槽等の工業資材等に広く用いられている。
【0003】
このようなターポリンの代表例として、ポリエステル平織物等の基布の両面に、塩化ビニルやエチレン−酢酸ビニル共重合体等のターポリン用樹脂組成物に熱安定剤、加工肋剤及び着色用顔料等を配合してなる樹脂組成物層をカレンダー加工等の製膜技術により積層したものが挙げられる。
【0004】
ところで、ターポリンの主要用途であるフレキシブルコンテナバッグは、所望の形状に裁断したターポリン部材を、高周波ウェルダーにより溶着加工した上で縫製加工して製造されている。従って、ターポリンに対しては、良好な高周波ウェルダー加工性を示すことが要請されている。また、フレキシブルコンテナバッグは、加温された樹脂ペレットの運搬に供されたり、夏期に雰囲気温度が著しく上昇するような倉庫に保管されたり、使用後に温水洗浄処理や加熱乾燥炉での乾燥処理が施されたりする場合のように、環境雰囲気温度が50℃を超えるような場合がある。そのため、ターポリンに対しては、優れた高周波ウェルダー加工性を示すことに加えて、高温保存下でターポリン同士が融着しないという良好な耐熱性を示すことや、高周波ウェルダー溶着した際に、溶着部に良好な耐熱クリープ性が発現することが要請されている。更に、フレキシブルコンテナバッグが、使用後に小さく折り畳まれて保管されることから、ターポリンに対しては優れた柔軟性を示すことも要請されている。
【0005】
従来、これらの要請に応えるため、ターポリンを構成する樹脂組成物層を放射線照射により架橋させることが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−1874号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のターポリンの場合、一般的に使用されている高周波ウェルダーにより溶着加工することが困難なため、素材としての加工性が大きく劣るという問題があった。また、架橋処理に非常に高価な放射線照射装置を用いるため、生産コストが増大するという問題もあった。従って、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性を同時に満足するターポリンを、低コストで製造できるターポリン用樹脂組成物の開発が求められていた。
【0008】
本発明の目的は、上記従来技術の課題を解決しようとするものであり、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性を同時に満足するターポリンを低コストで製造できるターポリン用樹脂組成物を提供することである。また、本発明の目的は、そのようなターポリン用樹脂組成物から造られたターポリン及びその製造方法、更に、このターポリンからなるフレキシブルコンテナバッグを提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、ターポリンに適した樹脂組成物を設計するにあたり、ターポリンを構成する樹脂組成物層に架橋構造を導入することが不可欠ではないかという仮定の下、従来の放射線照射処理に代えて、より低コストで架橋処理が実施可能な有機過酸化物をオレフィン系熱可塑性樹脂に配合し、有機過酸化物の熱分解に基づく架橋処理を適用したところ、予想外にも、得られるターポリンが高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性に優れていることを見出し、本発明を完成するに至った。
【0010】
すなわち本発明は、オレフィン系熱可塑性樹脂と、該オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有するターポリン用架橋性樹脂組成物を提供する。
【0011】
また、本発明は、基布と、該基布の少なくとも一方の面に積層された架橋樹脂層とを含むターポリンであって、
該架橋樹脂層が、上述のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものであることを特徴とするターポリン並びにそれから構成されるフレキシブルコンテナバッグを提供する。
【0012】
更に、本発明は、ターポリンの製造方法であって、
上述のターポリン用架橋性樹脂組成物の膜を基布の少なくとも一方の面に積層させて積層体を形成する工程、及び
形成された積層体に有機過酸化物による架橋処理を施すことによりターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする工程
を有することを特徴とする製造方法を提供する。
【0013】
加えて、本発明は、上述のターポリンからなるフレキシブルコンテナバッグを提供する。
【発明の効果】
【0014】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、このオレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。このため、ターポリン用架橋性樹脂組成物の膜に対して有機過酸化物による架橋処理を施すことにより製造されたターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を比較的低コストで付与することができる。
【図面の簡単な説明】
【0015】
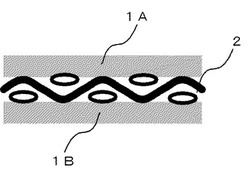
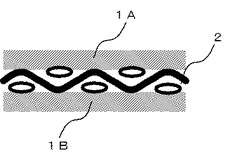
【図1】図1は、本発明のターポリンの構造を示す断面図である。
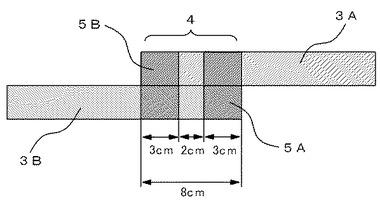
【図2】図2は、耐熱クリープ性評価用の試験片作製のための溶着方法を示す断面図である。
【発明を実施するための形態】
【0016】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、このオレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有する。
【0017】
本発明のターポリン用架橋性樹脂組成物を構成する有機過酸化物は、オレフィン系可塑性樹脂に架橋構造を導入するための架橋処理に用いる架橋剤として配合されるものである。この有機過酸化物は、加熱や光照射などにより分解(具体的には、過酸化結合が開裂)してフリーラジカルを生成する。生成したフリーラジカルは、オレフィン系熱可塑性樹脂の高分子鎖から水素を引き抜き、高分子鎖にラジカルサイトを形成する。そして形成されたラジカルサイト同士が再結合して、高分子鎖間に架橋結合が形成されるものと考えられる。
【0018】
本発明に用いる有機過酸化物としては、架橋処理後のターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を付与できるような架橋特性を示し、且つ併用されるオレフィン系熱可塑性樹脂に対し良好な相溶性を示すものを好ましく使用することができる。このような有機過酸化物としては、ジアシルパーオキサイド、アルキルパーオキシエステル、パーオキシジカーボネート、モノオキシカーボネート、パーオキシケタール、ジアルキルパーオキサイド等を挙げることができる。中でも、10時間半減期温度や樹脂に対する相溶性等を考慮するとパーオキシジカーボネートを好ましく使用することができる。
【0019】
パーオキシジカーボネートの好ましい具体的としては、t−ブチルパーオキシ2−エチルヘキシルカーボネートを挙げることができる。
【0020】
本発明のターポリン用架橋性樹脂組成物における有機過酸化物の含有量は、少なすぎると耐熱性や高周波ウェルダー溶着部の耐熱クリープ性が不十分となる傾向があり、多すぎると柔軟性や高周波ウェルダー溶着適性が低下する傾向があるので、ターポリン用架橋性樹脂組成物中の樹脂成分100質量部に対し、好ましくは0.3〜5質量部、より好ましくは0.4〜2質量部、特に好ましくは0.6〜1.5質量部である。
【0021】
本発明のターポリン用架橋性樹脂組成物を構成するオレフィン系熱可塑性樹脂は、ターポリンに加工可能な熱可塑性を有し、また、ターポリンに対し、高周波ウェルダー溶着適性、耐熱性、機械的強度等を付与でき、しかも有機過酸化物により架橋処理が可能なものである。このようなオレフン系熱可塑性樹脂としては、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体、エチレン−α−オレフィン共重合体、塩化ビニル樹脂等が挙げられる。中でもエチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体を好ましく使用することができ、エチレン−酢酸ビニル共重合体を特に好ましく使用できる。なお、ターポリンの用途に応じて、これらのオレフィン系熱可塑性樹脂を2種以上併用してもよい。
【0022】
本発明においてエチレン−酢酸ビニル共重合体を使用する場合、酢酸ビニル単位含有量が少なすぎると、融点が高くなり柔軟性や高周波ウェルダー加工性が低下する傾向があり、酢酸ビニル単位含有量が多すぎると、融点が低くなり耐熱性や高周波ウェルダー溶着部の耐熱クリープ性が低下する傾向があるので、極性の高い酢酸ビニル単位の含有量が好ましくは5〜41質量%、より好ましくは10〜41質量%のものを使用する。
【0023】
また、本発明においてエチレン−メチルアクリレート共重合体を使用する場合、エチレン−酢酸ビニル共重合体の場合と同様の理由により、極性の高いメチルアクリレート単位含有量は12〜24質量%が好ましい。
【0024】
本発明においてエチレン−メチルメタクリレート共重合体を使用する場合、エチレン−酢酸ビニル共重合体の場合と同様の理由により、その極性の高いメチルメタクリレート単位含有量は5〜38質量%が好ましい。
【0025】
また、本発明に用いるエチレン−酢酸ビニル共重合体(以下、「EVA樹脂」ともいう)は、酢酸ビニル単位含有量(以下、「酢ビ含量」ともいう)の異なる2種以上のEVA樹脂を併用してもよい。酢ビ含量の比較的多いEVA樹脂(A)と、酢ビ含量の比較的少ないEVA樹脂(B)とを併用することにより、前者の優れた柔軟性等と、後者の優れた耐熱性等の特性を兼ね備えた混合EVA樹脂を調製することができる。
【0026】
このように、酢ビ含量の異なる少なくとも2種のEVA樹脂を用いることにより、それぞれの特性が有効に発揮される詳細な理由は必ずしも明らかではないが、次のように推定される。
【0027】
一般論として、EVA樹脂(A)については、酢ビ含量が多いため柔軟性に優れているが、融点が低くなる傾向があるため耐熱性が低下する。一方、EVA樹脂(B)については、酢ビ含量が少ないため樹脂が硬くなる傾向があるが、融点が高いため耐熱性が向上する。これらの、EVA樹脂(A)とEVA樹脂(B)とを混合して得た混合EVA樹脂の結晶構造においては、温度が高くなるにつれ、EVA樹脂(A)の結晶が崩れ出すが、その動きをEVA樹脂(B)が抑制すると推測される。つまり、ハードセグメントとなるEVA樹脂(B)の結晶の中に、ソフトセグメントとなるEVA樹脂(A)の結晶が存在することにより、混合EVA樹脂全体の結晶構造の動きが滑らかになり、全体として柔らかくなると推測される。また、EVA樹脂(B)の結晶化度も低下すると考えられる。
【0028】
本発明においては、酢ビ含量の異なる2種以上のEVA樹脂を併用する場合、酢ビ含量が比較的多いEVA樹脂(A)の酢ビ含量は、多すぎると混合EVA樹脂の耐熱性が低下し、少なすぎると混合EVA樹脂の柔軟性が低下する傾向があるので、好ましくは25〜50質量%、より好ましくは25〜45質量%である。また、酢ビ含量が比較的少ないEVA樹脂(B)の酢ビ含量は、多すぎると混合EVA樹脂の耐熱性が低下し、少なすぎると混合EVA樹脂の柔軟性が低下する傾向があるので、好ましくは25質量%未満、より好ましくは2〜24質量%、さらに好ましくは10〜24質量%、特に好ましくは15〜20質量%である。
【0029】
これらEVA樹脂(A)とEVA樹脂(B)との間の酢ビ含量の差は、小さすぎると併用効果が不十分となり、大きすぎると混合EVA樹脂の柔軟性と耐熱性との両立が困難となる傾向があるので、好ましくは3〜40質量%、より好ましくは5〜30質量%、さらに好ましくは10〜25質量%である。
【0030】
また、上述したようなEVA樹脂(A)とEVA樹脂(B)とを併用する場合、それぞれ、オレフィン系熱可塑性樹脂中に好ましくは少なくとも10質量%、好ましくは30〜70質量%、さらに好ましくは40〜60質量%の量で含有させる。また、オレフィン系熱可塑性樹脂中のEVA樹脂全体の酢ビ含量を、柔軟性、耐融着性、耐熱性、高周波ウェルダー溶着適性等の各特性のバランスに特に優れたターポリンを得るという観点から、EVA樹脂好ましくは5〜35重量%、より好ましくは15〜30重量%、さらに好ましくは15〜25重量%とすることが好ましい。
【0031】
なお、本発明においては、酢ビ含量の異なる3種以上のEVA樹脂を併用することもできる。この場合、オレフィン系熱可塑性樹脂中のEVA樹脂全体の酢ビ含量を上記範囲内とすればよい。
【0032】
以上説明したオレフィン系熱可塑性樹脂のメルトフローレート(MFR:試験条件:190℃、21.18N(2.16kg)荷重で測定した)は、小さすぎると樹脂としてフィルムやシート等への成形加工性が劣り、大きすぎると、樹脂としての機械的強度が劣る傾向があるので、好ましくは0.1〜30g/10分、より好ましくは0.5〜20g/10分である。
【0033】
また、酢ビ含量の異なる2種以上のEVA樹脂を用いる場合には、相互の相溶性を確保するために、MFRが近似していることが好ましく、例えば、EVA樹脂(A)のMFRとEVA樹脂(B)のMFRとは、その差が15g/10分以下であることが好ましく、10g/10分以下であることがより好ましい。
【0034】
なお、MFR及び酢ビ含有量は、JIS K6924−2−97の「プラスチック−エチレン/酢酸ビニル(E/VAC)成形用及び押出用材料−第2部:試験片の作り方及び諸性質の求め方」の附属書「エチレン−酢酸ビニル樹脂試験方法」に準拠して、測定することにより求めることができる。
【0035】
ここで、酢ビ含量の異なる2種以上のEVA樹脂を用いる場合には、所定のMFRを調整するために、次式を基準に、各成分の割合やMFRを調整することができる。式中、WA、WBは、それぞれ、EVA樹脂(A)、EVA樹脂(B)の割合(重量%)を表し、MFRX、MFRA、MFRBは、それぞれ、全EVA樹脂、EVA樹脂(A)、EVA樹脂(B)のMFRを表す。
【0036】
【数1】

【0037】
本発明のターポリン用架橋性樹脂組成物には、高周波ウェルダー加工性や耐熱性等を調整するために、必要に応じて結合水を有する含水無機化合物を添加してもよい。これらの含水無機化合物の結合水は、高周波ウェルダー加工を行う際に発熱に寄与するため、熱溶着強度を改善し、ターポリンの高周波ウェルダー溶着適性を向上させることができる。具体的には、シリカゲル(SiO2・nH2O)、水和アルミナ(Al2O3・nH2O)、含水珪酸アルミニウム(Al2O3・mSiO2・nH2O)、含水珪酸カルシウム(CaO・mSiO2・nH2O)、含水珪酸マグネシウム(MaO・mSiO2.nH2O)等の含水珪酸塩等が挙げられる。これらの含水無機化合物は、1種又は2種以上を配合して用いてもよい。
【0038】
なお、オレフィン系熱可塑性樹脂として、前述の酢ビ含量の異なる2種以上のEVA樹脂を用いる場合、極性の高い酢ビ含量を比較的多量に含有するEVA樹脂(A)により、高周波ウェルダー溶着適性を確保することができるため、含水無機化合物の含有量を低減することができる。酢酸ビニル単位含有量の異なる2種以上のエチレン−酢酸ビニル共重合体を用いることは、この点においても柔軟性の向上に有効である。
【0039】
本発明のターポリン用架橋性樹脂組成物には、必要に応じて、従来のターポリン被覆用の樹脂組成物においてエチレン−酢酸ビニル共重合体等の特性改善のために用いられる、EPDM、SEBS等の熱可塑性エラストマー、スチレン系共重合体等の樹脂、ゴム等の他の高分子成分を含んでもよい。
【0040】
ターポリン用架橋性樹脂組成物中にこれらの高分子成分を含有させる場合、その含有量は、耐熱性や高周波ウェルダー溶着特性等の観点から、エチレン−酢酸ビニル共重合体等のオレフィン系熱可塑性樹脂の含有量を低減し過ぎないようにするために、50質量%以下が好ましく、30質量%以下がより好ましい。
【0041】
本発明のターポリン用架橋性樹脂組成物には、本発明の効果を損なわない範囲で、必要に応じて、熱可塑性樹脂に通常用いられる各種の添加剤、例えば、滑剤、酸化防止剤、架橋助剤、熱安定剤、光安定剤、紫外線吸収剤、造核剤、中和剤、帯電防止剤、ブロッキング防止剤、スリップ剤、防曇剤、分散剤、流動性改良剤、離型剤、接着性付与剤、難燃剤、着色剤、充填材等が添加されていてもよい。これらの成分は、オレフィン系樹脂等の各成分中に予め配合されていてもよく、また、高分子組成物の製造時に配合されてもよい。
【0042】
これら各種の添加剤のうち、本発明においては、滑剤や酸化防止剤を使用することが好ましい。
【0043】
滑剤としては、熱可塑性樹脂に用いられている一般的な滑剤を使用することができる。具体的には、リン酸エステルやステアリン酸亜鉛等の金属石鹸等が挙げられる。中でもリン酸エステルを好ましく使用することができる。このような滑剤のターポリン用架橋性樹脂組成物中の含有量は、オレフィン系熱可塑性樹脂100質量部に対して、好ましくは0.1〜3.0質量部である。
【0044】
また、酸化防止剤としても、熱可塑性樹脂に用いられる一般的な酸化防止剤を使用することができる。具体的には、フェノール系酸化防止剤、ホスファイト系酸化防止剤、イオウ系酸化防止剤等が挙げられる。中でも、フェノール系酸化防止剤を好ましく使用することができる。このような酸化防止剤のターポリン用架橋性樹脂組成物中の含有量は、オレフィン系樹脂100質量部に対して、好ましくは0.05〜0.3質量部である。
【0045】
以上説明した本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と有機過酸化物、更に必要に応じて他の高分子成分や含水無機化合物等の添加物と共に、タンブラーブレンダー、リボンブレンダー、V型ブレンダー、ヘンシェルミキサー等により均一に混合した後、一軸又は二軸押出機、ロール、バンバリーミキサー、ニーダー、ブラベンダー等により溶融混練することにより製造することができる。
【0046】
このようにして得られた本発明のターポリン用架橋性樹脂組成物のMFRは、小さすぎるとフィルムやシート等への成形加工性が劣り、大きすぎると成膜後の機械的強度及び加工性が劣る傾向があるので、好ましくは0.1〜50g/10分、より好ましくは0.3〜30g/10分である。
【0047】
次に、本発明のターポリン用架橋性樹脂組成物を使用したターポリンについて図面を参照しながら説明する。
【0048】
本発明のターポリンは、図1に示すように、基布2と、その両面に積層された架橋樹脂層1A、1Bとから構成されている。
【0049】
本発明で用いる基布は、従来よりこの種の基布として用いられている一般的なものであり、例えは、基布の素材としては、ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維、ポリアクリル繊維等の合成繊維、木綿、麻等の天然繊維等が挙げられる。また、基布の構造としては、平織、綾織、朱子織等の織布、編布、不織布等が挙げられる。基布の素材は、強度やコスト等の観点から、ポリエステル繊維が好ましく、基布の構造は、経糸と緯糸との織りのバランスや寸法安定性等の観点から、平織布が好ましい。
【0050】
基布に用いられる繊維の太さは、例えば、200〜1000デニール程度であり、経糸及び緯糸の打ち込み本数は、例えば平織の場合、(10〜30)×(15〜35)/インチ程度である。また、これらの基布の単位表面積中に占める空隙部分の比率(空隙率)は、ターポリンの柔軟性、基布の両面に積層される高分子層のブリッジ融着性、ターポリンの強度や寸法安定性等を考慮し、好ましくは5〜30%であり、また、基布の厚みは、ターポリンの柔軟性や強度等を考慮し、好ましくは0.2〜1.0mmである。なお、一般的に幅0.5〜3.0m程度の長尺巻物の形態で用いられる。
【0051】
また、本発明のターポリンを構成する架橋樹脂層1A及び1Bは、既に説明した本発明のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものである。その厚みは、薄すぎるとターポリンの機械的強度が低下し、高周波ウェルダー溶着適性が低下し、厚すぎると柔軟性が低下するので、好ましくは0.1〜1.0mmである。架橋樹脂層1Aと1Bは同じ厚さであってもよいし、異なっていてもよい。
【0052】
なお、ターポリン自体の厚みは、防水性や耐久性、柔軟性や製造コスト等の観点から、好ましくは0.2〜3.0mmである。
【0053】
以上説明したように、図1では、基布2の両面に架橋樹脂層1Aと1Bとが形成されている例を示したが、基布2の片面だけに架橋樹脂層が形成されていてもよい。
【0054】
図1のターポリンは、以下の工程(I)及び(II)に従って製造することができる。
【0055】
工程(I)
本発明のターポリン用架橋性樹脂組成物の膜を、基布の両面に積層させて積層体を形成する。なお、基布の片面だけに架橋樹脂層が形成されている態様の場合には、基布の片面にのみターポリン用架橋性樹脂組成物の膜を積層すればよい。
【0056】
具体的には、まず、オレフィン系熱可塑性樹脂及び有機過酸化物を、必要に応じて含水無機化合物や他の高分子成分や添加剤等と共に、タンブラーブレンダー、リボンブレンダー、V型ブレンダー、ヘンシェルミキサー等により均一に混合した後、一軸又は二軸押出機、ロール、バンバリーミキサー、ニーダー、ブラベンダー等により溶融混練することによりターポリン用架橋性樹脂組成物を調製する。
【0057】
次に、調製されたターポリン用架橋性樹脂組成物を、カレンダー加工、又はTダイ若しくは環状ダイ等を備えた成形機によりフィルム状又はシート状に溶融押出し、次に、このフィルム又はシートを基布の片面に積層し、次に他面に積層する。これにより、基布の両面にターポリン用架橋性樹脂組成物の架橋処理前の膜が形成される。膜の他の形成方法としては、カレンダーラミネート加工法、押出ラミネート加工法、ドライラミネート加工法及び含浸法等の公知の方法を採用することができるが、製造コストの点から特にカレンダー加工法を好ましく適用することができる。
【0058】
積層の具体例としては、調製されたターポリン用架橋性樹脂組成物を、カレンダーロールによりシート状に成形し基布に溶融積層する方法、Tダイを備えたシート成形機よりシート状に溶融押出して基布に押出ラミネートして積層する方法、成形したシートと基布とを接着剤を用いてドライラミネートして積層する方法などにより積層が達成される。
【0059】
なお、基布の両面にターポリン用架橋性樹脂組成物を溶融積層する際の当該組成物の加熱温度は、カレンダー加工法の場合、有機過酸化物の熱分解温度及び分解速度を考慮して設定する。また、ターポリン用架橋性樹脂組成物からなる高分子フィルムの厚さは、ターポリンとしての防水性や耐久性、柔軟性や製造コスト等の観点から、好ましくは0.2〜3.0mmである。
【0060】
工程(II)
次に、形成された積層体に対し、有機過酸化物による架橋処理を施すことによりターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする。これにより、本発明のターポリンを得ることができる。
【0061】
なお、有機過酸化物による架橋処理としては、ターポリン用架橋性樹脂組成物の膜を有する積層体を、有機過酸化物からフリーラジカルが生成されるように加熱もしくは光(可視光、紫外線等)照射すること等が挙げられる。特に、操作の簡便性等の点から加熱することが好ましい。この場合、連続生産性等の観点からテンター乾燥機を好ましく使用できるが、これに限定されるものではない。
【0062】
以上説明した本発明のターポリンは、従来のターポリンと同様の用途に適用することができるが、中でも、その優れた柔軟性、耐熱性、高周波ウェルダー溶着適性及び高周波ウェルダー溶着部の耐熱クリープ性から、フレキシブルコンテナバッグに好ましく適用できる。
【0063】
なお、このようなフレキシブルコンテナバッグは、従来のフレキシブルコンテナバッグと同様に製造することができる。例えば、本発明のターポリンを所望の形状の各部材に裁断し、次いで、高周波ウェルダーや超音波ウェルダーを使用する融着法、熱風融着法、熱板融着法等の公知の方法を用いて各部材を熱溶着し、その後工業用ミシンを用いて縫製することにより所望の形状のフレキシブルコンテナを製造することができる。なお、高周波ウェルダーを使用する熱融着法を適用することが、立体的で複雑な構造であるフレキシブルコンテナのような製品を効率的に生産することができるので好ましい。ここで、高周波ウェルダーによる熱融着は、通常、周波数10〜100MHzの範囲で、1〜60秒の溶着時間で行われる。
【実施例】
【0064】
以下に、実施例及び比較例を挙げて、本発明をより具体的に説明する。なお、以下の実施例及び比較例において使用した原材料等を以下に示す。
オレフィン系樹脂
<エチレン−酢酸ビニル共重合体>
*1:商品名「ノバテックEVA LV541」、日本ポリエチレン(株)
MFR(190℃)=2.5g/10分、酢酸ビニル含有量=20重量%
*2:商品名「ウルトラセン633」、東ソー(株)
MFR(190℃)=20g/10分、酢酸ビニル含有量=20重量%
*3:商品名「エバテートCV2166」、住友化学工業(株)
MFR(190℃)=1.0g/10分、酢酸ビニル含有量=18重量%
*4:商品名「エバフレックスEV270」、三井・デュポンケミカル(株)
MFR(190℃)=1.0g/10分、酢酸ビニル含有量=28重量%
<エチレン系共重合体>
*5:デュポンダウエラストマー「ENGAGE EG8150」
MFR(190℃)=0.5g/10分、密度=0.868g/cm3
<ポリエチレン>
*6:日本ポリエチレン(株)「カーネル KF261」
MFR(190℃)=2.0g/10分、密度=0.868g/cm3
【0065】
その他の高分子成分
<ゴム:EPDM>
*7:商品名「EP−57C」、JSR(株)
ムーニー粘度(100℃)=90
<エラストマー:SEBS>
*8:商品名「DYNARON1320P」、JSR(株)
MFR(230℃)=3.5g/10分、密度=0.89g/cm3、スチレン含量=10%
有機過酸化物
<パーオキシカーボネート>
*9:商品名「ルペロックスTBEC」、アルケマ吉富(株)
t−ブチル−パーオキシ2−エチルヘキシルカーボネート
その他の添加剤成分
<滑剤:亜リン酸エステル>
*10:商品名「953A」、DIC(株)
<酸化防止剤:テトラキス(メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート)メタン>
*11:商品名「NF−130」、勝田化工(株)
<架橋助剤:主にトリアリルイソシアヌレート>
*12:商品名「タイク」、日本化成(株)
含水無機化合物
<シリカゲル>
*13:商品名「トクシールGU」、(株)トクヤマ
化学式:SiO2・nH2O、含有量:88重量%以上(乾燥重量基準)
基布
<ポリエステル平織布>
繊維径:750デニール、打ち込み本数:20.5本×21本/インチ
実施例1a〜8a、比較例1b〜8b
表1に示す配合の各成分を、混練機(トクデン社製のテストロール)を用いて、均一に混合混練することにより、有機過酸化物を含有する実施例1a〜8aのターポリン用架橋性樹脂組成物と、有機過酸化物を含有しない比較例1b〜8bのターポリン用樹脂組成物とを調製した。
【0066】
これらの樹脂組成物について、発明の効果の評価は、後述するようにターポリンの特性評価により行うが、樹脂組成物自体の特性(引張弾性率、引張強さ、高周波ウェルダー溶着適正)を以下に説明するように試験評価した。得られた結果を表1に示す。
【0067】
まず、各実施例及び比較例で得た樹脂組成物から、混練機を用いて厚さ0.3±0.02mmのシートサンプルを作製した。実施例1a〜8aの配合したシートサンプルについては、さらに熱プレス機を用いて加熱圧延して、有機過酸化物による架橋処理を施した。
<引張弾性率>
JIS−K−7127「プラスチックフィルム及びシートの引張試験方法」に準拠し、島津製作所製引張試験機「AGS−500D」を用いて、各シートサンプルの2号形試験片(全長115mm、平行部分幅6mm、つかみ具間距離80mm)に対して、毎分5mmという試験速度にて、引張試験を行い測定した(単位:MPa)。
<引張強さ>
JIS−K−7127「プラスチックフィルム及びシートの引張試験方法」に準拠し、島津製作所製引張試験機「AGS−500D」を用いて、各シートサンプルの4号形試験片(全長120mm、平行部分幅10mm、つかみ具間距離50mm)に対して、試験速度:毎分200mm、雰囲気温度:60℃にて、引張試験を行い測定した(単位:MPa)。
<高周波ウェルダー溶着適性>
各シートサンプルから幅3mm×長さ30mmの寸法に切り出したシート試験片2枚を、図2のように、8cm幅で重ね、幅3cm×長さ18cmのウェルダー刃を装着した高周波ウェルダー(商品名「YC7000F」、山本ビニター(株))を用い、2cm幅で2cmの間隔を開けて2箇所、陽極電流0.34Aで溶着時間10秒、冷却時間8秒という条件でシート同士を溶着した。図中、5A及び5Bがウェルダー溶着部である。得られた溶着物の溶着状態を、目視観察し、以下の基準に従って評価した。
ランク: 評価基準
A: 試験片が十分に溶着しており、強く引っ張っても剥がすことができない場合
B: 試験片が部分的に溶着しているが、強く引っ張ると剥がすことができる場合
C: 試験片が溶着していないか、又は、引っ張るとすぐに剥がれる場合
実施例1A〜8A及び比較例1B〜8B
実施例1a〜8a及び比較例1b〜8bで得た、架橋処理が施されていないターポリン用樹脂組成物を、加熱したカレンダーロールを用い、厚み0.3±0.02mmのシート状に成形した。続いて、このシートを、ポリエステル平織布(繊維径:750デニール、打ち込み本数:20.5本×21本/インチ)の両面に溶着して貼り合わせ、有機過酸化物を含有する0.75mm厚の実施例1A〜8Aのターポリンと、有機過酸化物を含有しない0.75mm厚の比較例1B〜8Bのターポリンを作製した。実施例1A〜8Aのターポリンについては、さらに熱プレス機を用いて加熱圧延して、有機過酸化物による架橋処理を施した。
【0068】
得られた各実施例及び比較例のターポリンについて、耐熱性、耐熱クリープ特性、高周波ウェルダー溶着適性、曲げ剛性を以下に説明するように試験評価した。得られた結果を表2に示す。
<耐熱性>
JIS−Z−1651「耐熱試験方法」に準拠し、各実施例及び比較例のターポリンから全長30mm×幅20mmのターポリン試験片を2枚採取し、それらを向かい合わせて重ね、縦及び横がそれぞれ30mm以上の平滑な2枚のガラス板で挟み、重量1kgのおもりを載せ、70±3℃の恒温槽の中に1時間放置した。放置後、2枚重ねターポリン試験片を、直ちに互いに引き剥がし、引き剥がし表面の融着、亀裂、損傷、フィルムの剥離、その他の異常の有無を目視で確認し、以下の基準に従って評価した。
ランク: 基準
AA: 試験片が融着しておらず、抵抗無く剥がすことができる場合
A: 抵抗があるが、試験片を剥がすことができる場合
B: 強い抵抗があるが、試験片を剥がすことができる場合
C: 試験片が融着しており、剥がすと表面に異常が発生する場合
<耐熱クリープ特性>
各実施例及び比較例のターポリンから幅3mm×長さ30mmの寸法に切り出したターポリン試験片(3A、3B)の2枚を、図2のように、8cm幅で重ね、幅3cm×長さ18cmのウェルダー刃を装着した高周波ウェルダー(商品名「YC7000F」、山本ビニター(株))を用い、2cm幅で2cmの間隔を開けて2箇所、陽極電流0.34Aで溶着時間10秒、冷却時間8秒という条件でシート同士を溶着し、耐熱クリープ試験片を得た。図中、5A及び5Bがウェルダー溶着部である。得られた耐熱クリープ試験片について、クリープ試験機を用いて、40℃及び50℃の温度、40kgfの荷重、24時間という耐熱クリープ試験を行い、試験経過を目視観察し、観察結果を以下の基準に従って評価した。得られた結果を表2に示す。
ランク: 評価基準
A: 溶着した重ね合わせ部に剥離等がなく、耐熱クリープ性が良好な場合
B: 溶着した重ね合わせ部以外の部分で破断し、耐熱クリープ性が実用レベルである場合
C: 溶着した重ね合わせ部で破断し、耐熱クリープ性が不良である場合
<高周波ウェルダー溶着適性>
上記耐熱クリープ試験片と、同一の形状のターポリンサンプルを、同一の方法及び条件で高周波ウェルダー溶着して、溶着状態を以下の基準に従って評価した。得られた結果を表2に示す。
ランク: 評価基準
A: 試験片が十分に溶着しており、強く引っ張っても剥がすことができない場合
B: 試験片が部分的に溶着しているが、強く引っ張ると剥がすことができる場合
C: 試験片が溶着していないか、又は、引っ張るとすぐに剥がれる場合
<曲げ剛性>
各実施例及び比較例のターポリンから幅30mm×長さ170mmの短冊状試験片を採取し、幅40mmの2組のチャックでこの試験片の両端部を固定した。2つのチャック間隔が60mmになるようにセットし、上記試験片をこのチャック間に湾曲させて挟み、円弧状ブリッジを形成させた。この試験片の円弧状ブリッジの頂点部分を、先端に半径5mmの球を備えた長さ40mmの逆円錐形状のヘッドを備えた押圧具で、60mm/minの速度で圧縮し、押圧具に連接したストレインゲージで、上記試験片が座屈するまでの最大荷重(単位:N)を測定した(試験条件:23℃、50%RH)。この値が小さいほど柔軟性に優れていることを示す。
【0069】
【表1】
【0070】
【表2】
【0071】
表2からわかるように、有機過酸化物を含有する実施例1a〜6a及び8aのターポリン用架橋性樹脂組成物から製造した実施例1A〜6A及び8Aのターポリンの場合、有機過酸化物を含有しない対応する比較例1b〜6b及び8bのターポリン用樹脂組成物から製造した比較例1B〜6B及び8Bのターポリンに比べ、それぞれ、曲げ剛性及び高周波ウェルダー溶着適性とも大きな変化はないものの、50℃での耐熱クリープ特性については、非常に良好な結果を示した。また、40℃での耐熱クリープ特性についても、実施例4A及び5Aのターポリンは、対応する比較例4B及び5Bのターポリンよりも良好な結果であった。
【0072】
また、実施例2aのターポリン用架橋性樹脂組成物に比べ、シリカゲルを使用せずに、滑剤の量を1/4に減じた実施例7aのターポリン用架橋性樹脂組成物から製造した実施例7Aのターポリンの場合、実施例2aのターポリン用架橋性樹脂組成物から製造した実施例2Aのターポリンに比べ、曲げ剛性、耐熱クリープ特性及び高周波ウェルダー溶着適性について遜色ない結果を与えた。
【0073】
なお、実施例8aのターポリン用架橋性樹脂組成物から製造した実施例8Aは、シリカゲルを使用しないものの、耐熱クリープ特性や高周波ウェルダー溶着適性がシリカゲルを添加した他の実施例と遜色ない結果であり、曲げ剛性が小さく、より柔軟性に優れた結果であった。
【0074】
また、酢酸ビニル単位含有量が異なる2種類のエチレン−酢酸ビニル共重合体を用いた実施例3aのターポリン用架橋性樹脂組成物から製造した実施例3Aのターポリンの場合、有機過酸化物を含有しない対応する比較例に比べ、曲げ剛性及び高周波ウェルダー溶着適性とも大きな変化はないものの、50℃での耐熱クリープ特性については、非常に良好な結果であった。
【0075】
比較例7bのターポリン用樹脂組成物から製造した比較例7Bのターポリンの場合、耐熱クリープ特性や高周波ウェルダー用溶着適性は優れるものの、曲げ剛性の値が比較的高いため、柔軟性に欠けていた。
【0076】
なお、表1に示されているように、有機過酸化物を含有する実施例1a〜6a及び8aのターポリン用架橋性樹脂組成物から作成した架橋処理済みシートの場合、有機過酸化物を含有しない対応する比較例1b〜6b及び8bのターポリン用樹脂組成物から作成した架橋処置済みシートに比べ、それぞれ、引張弾性率及び高周波ウェルダー溶着適性とも変化はないものの、引張り強さが大きく改善されていたことがわかる。
【0077】
また、実施例2aのターポリン用架橋性樹脂組成物に比べ、シリカゲルを使用せずに、滑剤の量を1/4に減じた実施例7aのターポリン用架橋性樹脂組成物の場合、引張弾性率が若干低下するものの、樹脂組成物自体の引張り強さや高周波ウェルダー溶着適性には変化がないことがわかる。また、酢酸ビニル単位含有量が異なる2種類のエチレン−酢酸ビニル共重合体を用いた実施例3a及び8aのターポリン用架橋性樹脂組成物の場合、耐熱性や高周波ウェルダー溶着適性や曲げ剛性などにバランスの取れた結果を示すことがわかる。
【産業上の利用可能性】
【0078】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。このため、ターポリン用架橋性樹脂組成物の膜に対して有機過酸化物による架橋処理を施すことなく製造されたターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を低コストで付与することができる。したがって、本発明のターポリンやフレキシブルコンテナバッグは、物流資材、土木建築用資材、自動車用資材、工業資材、衣料資材、包装用資材等の広い分野において、有用である。
【符号の説明】
【0079】
1A,1B 架橋樹脂層
2 基布
3A,3B ターポリン試験片
4 重ね合せ部
5A,5B 高周波ウェルダー溶着部
【技術分野】
【0001】
本発明は、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性に優れたターポリンを与えることができるターポリン用架橋性樹脂組成物に関する。
【背景技術】
【0002】
従来より、ターポリン(防水布)が、フレキシブルコンテナバッグ等の物流資材、工業用被膜シートや養生シート等の土木建築用資材、自動車用幌等の自動車用資材、水槽等の工業資材等に広く用いられている。
【0003】
このようなターポリンの代表例として、ポリエステル平織物等の基布の両面に、塩化ビニルやエチレン−酢酸ビニル共重合体等のターポリン用樹脂組成物に熱安定剤、加工肋剤及び着色用顔料等を配合してなる樹脂組成物層をカレンダー加工等の製膜技術により積層したものが挙げられる。
【0004】
ところで、ターポリンの主要用途であるフレキシブルコンテナバッグは、所望の形状に裁断したターポリン部材を、高周波ウェルダーにより溶着加工した上で縫製加工して製造されている。従って、ターポリンに対しては、良好な高周波ウェルダー加工性を示すことが要請されている。また、フレキシブルコンテナバッグは、加温された樹脂ペレットの運搬に供されたり、夏期に雰囲気温度が著しく上昇するような倉庫に保管されたり、使用後に温水洗浄処理や加熱乾燥炉での乾燥処理が施されたりする場合のように、環境雰囲気温度が50℃を超えるような場合がある。そのため、ターポリンに対しては、優れた高周波ウェルダー加工性を示すことに加えて、高温保存下でターポリン同士が融着しないという良好な耐熱性を示すことや、高周波ウェルダー溶着した際に、溶着部に良好な耐熱クリープ性が発現することが要請されている。更に、フレキシブルコンテナバッグが、使用後に小さく折り畳まれて保管されることから、ターポリンに対しては優れた柔軟性を示すことも要請されている。
【0005】
従来、これらの要請に応えるため、ターポリンを構成する樹脂組成物層を放射線照射により架橋させることが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−1874号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のターポリンの場合、一般的に使用されている高周波ウェルダーにより溶着加工することが困難なため、素材としての加工性が大きく劣るという問題があった。また、架橋処理に非常に高価な放射線照射装置を用いるため、生産コストが増大するという問題もあった。従って、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性を同時に満足するターポリンを、低コストで製造できるターポリン用樹脂組成物の開発が求められていた。
【0008】
本発明の目的は、上記従来技術の課題を解決しようとするものであり、高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性を同時に満足するターポリンを低コストで製造できるターポリン用樹脂組成物を提供することである。また、本発明の目的は、そのようなターポリン用樹脂組成物から造られたターポリン及びその製造方法、更に、このターポリンからなるフレキシブルコンテナバッグを提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、ターポリンに適した樹脂組成物を設計するにあたり、ターポリンを構成する樹脂組成物層に架橋構造を導入することが不可欠ではないかという仮定の下、従来の放射線照射処理に代えて、より低コストで架橋処理が実施可能な有機過酸化物をオレフィン系熱可塑性樹脂に配合し、有機過酸化物の熱分解に基づく架橋処理を適用したところ、予想外にも、得られるターポリンが高周波ウェルダー溶着適性、高周波ウェルダー溶着部の耐熱クリープ性及び柔軟性の全ての特性に優れていることを見出し、本発明を完成するに至った。
【0010】
すなわち本発明は、オレフィン系熱可塑性樹脂と、該オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有するターポリン用架橋性樹脂組成物を提供する。
【0011】
また、本発明は、基布と、該基布の少なくとも一方の面に積層された架橋樹脂層とを含むターポリンであって、
該架橋樹脂層が、上述のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものであることを特徴とするターポリン並びにそれから構成されるフレキシブルコンテナバッグを提供する。
【0012】
更に、本発明は、ターポリンの製造方法であって、
上述のターポリン用架橋性樹脂組成物の膜を基布の少なくとも一方の面に積層させて積層体を形成する工程、及び
形成された積層体に有機過酸化物による架橋処理を施すことによりターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする工程
を有することを特徴とする製造方法を提供する。
【0013】
加えて、本発明は、上述のターポリンからなるフレキシブルコンテナバッグを提供する。
【発明の効果】
【0014】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、このオレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。このため、ターポリン用架橋性樹脂組成物の膜に対して有機過酸化物による架橋処理を施すことにより製造されたターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を比較的低コストで付与することができる。
【図面の簡単な説明】
【0015】
【図1】図1は、本発明のターポリンの構造を示す断面図である。
【図2】図2は、耐熱クリープ性評価用の試験片作製のための溶着方法を示す断面図である。
【発明を実施するための形態】
【0016】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、このオレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有する。
【0017】
本発明のターポリン用架橋性樹脂組成物を構成する有機過酸化物は、オレフィン系可塑性樹脂に架橋構造を導入するための架橋処理に用いる架橋剤として配合されるものである。この有機過酸化物は、加熱や光照射などにより分解(具体的には、過酸化結合が開裂)してフリーラジカルを生成する。生成したフリーラジカルは、オレフィン系熱可塑性樹脂の高分子鎖から水素を引き抜き、高分子鎖にラジカルサイトを形成する。そして形成されたラジカルサイト同士が再結合して、高分子鎖間に架橋結合が形成されるものと考えられる。
【0018】
本発明に用いる有機過酸化物としては、架橋処理後のターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を付与できるような架橋特性を示し、且つ併用されるオレフィン系熱可塑性樹脂に対し良好な相溶性を示すものを好ましく使用することができる。このような有機過酸化物としては、ジアシルパーオキサイド、アルキルパーオキシエステル、パーオキシジカーボネート、モノオキシカーボネート、パーオキシケタール、ジアルキルパーオキサイド等を挙げることができる。中でも、10時間半減期温度や樹脂に対する相溶性等を考慮するとパーオキシジカーボネートを好ましく使用することができる。
【0019】
パーオキシジカーボネートの好ましい具体的としては、t−ブチルパーオキシ2−エチルヘキシルカーボネートを挙げることができる。
【0020】
本発明のターポリン用架橋性樹脂組成物における有機過酸化物の含有量は、少なすぎると耐熱性や高周波ウェルダー溶着部の耐熱クリープ性が不十分となる傾向があり、多すぎると柔軟性や高周波ウェルダー溶着適性が低下する傾向があるので、ターポリン用架橋性樹脂組成物中の樹脂成分100質量部に対し、好ましくは0.3〜5質量部、より好ましくは0.4〜2質量部、特に好ましくは0.6〜1.5質量部である。
【0021】
本発明のターポリン用架橋性樹脂組成物を構成するオレフィン系熱可塑性樹脂は、ターポリンに加工可能な熱可塑性を有し、また、ターポリンに対し、高周波ウェルダー溶着適性、耐熱性、機械的強度等を付与でき、しかも有機過酸化物により架橋処理が可能なものである。このようなオレフン系熱可塑性樹脂としては、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体、エチレン−α−オレフィン共重合体、塩化ビニル樹脂等が挙げられる。中でもエチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体を好ましく使用することができ、エチレン−酢酸ビニル共重合体を特に好ましく使用できる。なお、ターポリンの用途に応じて、これらのオレフィン系熱可塑性樹脂を2種以上併用してもよい。
【0022】
本発明においてエチレン−酢酸ビニル共重合体を使用する場合、酢酸ビニル単位含有量が少なすぎると、融点が高くなり柔軟性や高周波ウェルダー加工性が低下する傾向があり、酢酸ビニル単位含有量が多すぎると、融点が低くなり耐熱性や高周波ウェルダー溶着部の耐熱クリープ性が低下する傾向があるので、極性の高い酢酸ビニル単位の含有量が好ましくは5〜41質量%、より好ましくは10〜41質量%のものを使用する。
【0023】
また、本発明においてエチレン−メチルアクリレート共重合体を使用する場合、エチレン−酢酸ビニル共重合体の場合と同様の理由により、極性の高いメチルアクリレート単位含有量は12〜24質量%が好ましい。
【0024】
本発明においてエチレン−メチルメタクリレート共重合体を使用する場合、エチレン−酢酸ビニル共重合体の場合と同様の理由により、その極性の高いメチルメタクリレート単位含有量は5〜38質量%が好ましい。
【0025】
また、本発明に用いるエチレン−酢酸ビニル共重合体(以下、「EVA樹脂」ともいう)は、酢酸ビニル単位含有量(以下、「酢ビ含量」ともいう)の異なる2種以上のEVA樹脂を併用してもよい。酢ビ含量の比較的多いEVA樹脂(A)と、酢ビ含量の比較的少ないEVA樹脂(B)とを併用することにより、前者の優れた柔軟性等と、後者の優れた耐熱性等の特性を兼ね備えた混合EVA樹脂を調製することができる。
【0026】
このように、酢ビ含量の異なる少なくとも2種のEVA樹脂を用いることにより、それぞれの特性が有効に発揮される詳細な理由は必ずしも明らかではないが、次のように推定される。
【0027】
一般論として、EVA樹脂(A)については、酢ビ含量が多いため柔軟性に優れているが、融点が低くなる傾向があるため耐熱性が低下する。一方、EVA樹脂(B)については、酢ビ含量が少ないため樹脂が硬くなる傾向があるが、融点が高いため耐熱性が向上する。これらの、EVA樹脂(A)とEVA樹脂(B)とを混合して得た混合EVA樹脂の結晶構造においては、温度が高くなるにつれ、EVA樹脂(A)の結晶が崩れ出すが、その動きをEVA樹脂(B)が抑制すると推測される。つまり、ハードセグメントとなるEVA樹脂(B)の結晶の中に、ソフトセグメントとなるEVA樹脂(A)の結晶が存在することにより、混合EVA樹脂全体の結晶構造の動きが滑らかになり、全体として柔らかくなると推測される。また、EVA樹脂(B)の結晶化度も低下すると考えられる。
【0028】
本発明においては、酢ビ含量の異なる2種以上のEVA樹脂を併用する場合、酢ビ含量が比較的多いEVA樹脂(A)の酢ビ含量は、多すぎると混合EVA樹脂の耐熱性が低下し、少なすぎると混合EVA樹脂の柔軟性が低下する傾向があるので、好ましくは25〜50質量%、より好ましくは25〜45質量%である。また、酢ビ含量が比較的少ないEVA樹脂(B)の酢ビ含量は、多すぎると混合EVA樹脂の耐熱性が低下し、少なすぎると混合EVA樹脂の柔軟性が低下する傾向があるので、好ましくは25質量%未満、より好ましくは2〜24質量%、さらに好ましくは10〜24質量%、特に好ましくは15〜20質量%である。
【0029】
これらEVA樹脂(A)とEVA樹脂(B)との間の酢ビ含量の差は、小さすぎると併用効果が不十分となり、大きすぎると混合EVA樹脂の柔軟性と耐熱性との両立が困難となる傾向があるので、好ましくは3〜40質量%、より好ましくは5〜30質量%、さらに好ましくは10〜25質量%である。
【0030】
また、上述したようなEVA樹脂(A)とEVA樹脂(B)とを併用する場合、それぞれ、オレフィン系熱可塑性樹脂中に好ましくは少なくとも10質量%、好ましくは30〜70質量%、さらに好ましくは40〜60質量%の量で含有させる。また、オレフィン系熱可塑性樹脂中のEVA樹脂全体の酢ビ含量を、柔軟性、耐融着性、耐熱性、高周波ウェルダー溶着適性等の各特性のバランスに特に優れたターポリンを得るという観点から、EVA樹脂好ましくは5〜35重量%、より好ましくは15〜30重量%、さらに好ましくは15〜25重量%とすることが好ましい。
【0031】
なお、本発明においては、酢ビ含量の異なる3種以上のEVA樹脂を併用することもできる。この場合、オレフィン系熱可塑性樹脂中のEVA樹脂全体の酢ビ含量を上記範囲内とすればよい。
【0032】
以上説明したオレフィン系熱可塑性樹脂のメルトフローレート(MFR:試験条件:190℃、21.18N(2.16kg)荷重で測定した)は、小さすぎると樹脂としてフィルムやシート等への成形加工性が劣り、大きすぎると、樹脂としての機械的強度が劣る傾向があるので、好ましくは0.1〜30g/10分、より好ましくは0.5〜20g/10分である。
【0033】
また、酢ビ含量の異なる2種以上のEVA樹脂を用いる場合には、相互の相溶性を確保するために、MFRが近似していることが好ましく、例えば、EVA樹脂(A)のMFRとEVA樹脂(B)のMFRとは、その差が15g/10分以下であることが好ましく、10g/10分以下であることがより好ましい。
【0034】
なお、MFR及び酢ビ含有量は、JIS K6924−2−97の「プラスチック−エチレン/酢酸ビニル(E/VAC)成形用及び押出用材料−第2部:試験片の作り方及び諸性質の求め方」の附属書「エチレン−酢酸ビニル樹脂試験方法」に準拠して、測定することにより求めることができる。
【0035】
ここで、酢ビ含量の異なる2種以上のEVA樹脂を用いる場合には、所定のMFRを調整するために、次式を基準に、各成分の割合やMFRを調整することができる。式中、WA、WBは、それぞれ、EVA樹脂(A)、EVA樹脂(B)の割合(重量%)を表し、MFRX、MFRA、MFRBは、それぞれ、全EVA樹脂、EVA樹脂(A)、EVA樹脂(B)のMFRを表す。
【0036】
【数1】
【0037】
本発明のターポリン用架橋性樹脂組成物には、高周波ウェルダー加工性や耐熱性等を調整するために、必要に応じて結合水を有する含水無機化合物を添加してもよい。これらの含水無機化合物の結合水は、高周波ウェルダー加工を行う際に発熱に寄与するため、熱溶着強度を改善し、ターポリンの高周波ウェルダー溶着適性を向上させることができる。具体的には、シリカゲル(SiO2・nH2O)、水和アルミナ(Al2O3・nH2O)、含水珪酸アルミニウム(Al2O3・mSiO2・nH2O)、含水珪酸カルシウム(CaO・mSiO2・nH2O)、含水珪酸マグネシウム(MaO・mSiO2.nH2O)等の含水珪酸塩等が挙げられる。これらの含水無機化合物は、1種又は2種以上を配合して用いてもよい。
【0038】
なお、オレフィン系熱可塑性樹脂として、前述の酢ビ含量の異なる2種以上のEVA樹脂を用いる場合、極性の高い酢ビ含量を比較的多量に含有するEVA樹脂(A)により、高周波ウェルダー溶着適性を確保することができるため、含水無機化合物の含有量を低減することができる。酢酸ビニル単位含有量の異なる2種以上のエチレン−酢酸ビニル共重合体を用いることは、この点においても柔軟性の向上に有効である。
【0039】
本発明のターポリン用架橋性樹脂組成物には、必要に応じて、従来のターポリン被覆用の樹脂組成物においてエチレン−酢酸ビニル共重合体等の特性改善のために用いられる、EPDM、SEBS等の熱可塑性エラストマー、スチレン系共重合体等の樹脂、ゴム等の他の高分子成分を含んでもよい。
【0040】
ターポリン用架橋性樹脂組成物中にこれらの高分子成分を含有させる場合、その含有量は、耐熱性や高周波ウェルダー溶着特性等の観点から、エチレン−酢酸ビニル共重合体等のオレフィン系熱可塑性樹脂の含有量を低減し過ぎないようにするために、50質量%以下が好ましく、30質量%以下がより好ましい。
【0041】
本発明のターポリン用架橋性樹脂組成物には、本発明の効果を損なわない範囲で、必要に応じて、熱可塑性樹脂に通常用いられる各種の添加剤、例えば、滑剤、酸化防止剤、架橋助剤、熱安定剤、光安定剤、紫外線吸収剤、造核剤、中和剤、帯電防止剤、ブロッキング防止剤、スリップ剤、防曇剤、分散剤、流動性改良剤、離型剤、接着性付与剤、難燃剤、着色剤、充填材等が添加されていてもよい。これらの成分は、オレフィン系樹脂等の各成分中に予め配合されていてもよく、また、高分子組成物の製造時に配合されてもよい。
【0042】
これら各種の添加剤のうち、本発明においては、滑剤や酸化防止剤を使用することが好ましい。
【0043】
滑剤としては、熱可塑性樹脂に用いられている一般的な滑剤を使用することができる。具体的には、リン酸エステルやステアリン酸亜鉛等の金属石鹸等が挙げられる。中でもリン酸エステルを好ましく使用することができる。このような滑剤のターポリン用架橋性樹脂組成物中の含有量は、オレフィン系熱可塑性樹脂100質量部に対して、好ましくは0.1〜3.0質量部である。
【0044】
また、酸化防止剤としても、熱可塑性樹脂に用いられる一般的な酸化防止剤を使用することができる。具体的には、フェノール系酸化防止剤、ホスファイト系酸化防止剤、イオウ系酸化防止剤等が挙げられる。中でも、フェノール系酸化防止剤を好ましく使用することができる。このような酸化防止剤のターポリン用架橋性樹脂組成物中の含有量は、オレフィン系樹脂100質量部に対して、好ましくは0.05〜0.3質量部である。
【0045】
以上説明した本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と有機過酸化物、更に必要に応じて他の高分子成分や含水無機化合物等の添加物と共に、タンブラーブレンダー、リボンブレンダー、V型ブレンダー、ヘンシェルミキサー等により均一に混合した後、一軸又は二軸押出機、ロール、バンバリーミキサー、ニーダー、ブラベンダー等により溶融混練することにより製造することができる。
【0046】
このようにして得られた本発明のターポリン用架橋性樹脂組成物のMFRは、小さすぎるとフィルムやシート等への成形加工性が劣り、大きすぎると成膜後の機械的強度及び加工性が劣る傾向があるので、好ましくは0.1〜50g/10分、より好ましくは0.3〜30g/10分である。
【0047】
次に、本発明のターポリン用架橋性樹脂組成物を使用したターポリンについて図面を参照しながら説明する。
【0048】
本発明のターポリンは、図1に示すように、基布2と、その両面に積層された架橋樹脂層1A、1Bとから構成されている。
【0049】
本発明で用いる基布は、従来よりこの種の基布として用いられている一般的なものであり、例えは、基布の素材としては、ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維、ポリアクリル繊維等の合成繊維、木綿、麻等の天然繊維等が挙げられる。また、基布の構造としては、平織、綾織、朱子織等の織布、編布、不織布等が挙げられる。基布の素材は、強度やコスト等の観点から、ポリエステル繊維が好ましく、基布の構造は、経糸と緯糸との織りのバランスや寸法安定性等の観点から、平織布が好ましい。
【0050】
基布に用いられる繊維の太さは、例えば、200〜1000デニール程度であり、経糸及び緯糸の打ち込み本数は、例えば平織の場合、(10〜30)×(15〜35)/インチ程度である。また、これらの基布の単位表面積中に占める空隙部分の比率(空隙率)は、ターポリンの柔軟性、基布の両面に積層される高分子層のブリッジ融着性、ターポリンの強度や寸法安定性等を考慮し、好ましくは5〜30%であり、また、基布の厚みは、ターポリンの柔軟性や強度等を考慮し、好ましくは0.2〜1.0mmである。なお、一般的に幅0.5〜3.0m程度の長尺巻物の形態で用いられる。
【0051】
また、本発明のターポリンを構成する架橋樹脂層1A及び1Bは、既に説明した本発明のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものである。その厚みは、薄すぎるとターポリンの機械的強度が低下し、高周波ウェルダー溶着適性が低下し、厚すぎると柔軟性が低下するので、好ましくは0.1〜1.0mmである。架橋樹脂層1Aと1Bは同じ厚さであってもよいし、異なっていてもよい。
【0052】
なお、ターポリン自体の厚みは、防水性や耐久性、柔軟性や製造コスト等の観点から、好ましくは0.2〜3.0mmである。
【0053】
以上説明したように、図1では、基布2の両面に架橋樹脂層1Aと1Bとが形成されている例を示したが、基布2の片面だけに架橋樹脂層が形成されていてもよい。
【0054】
図1のターポリンは、以下の工程(I)及び(II)に従って製造することができる。
【0055】
工程(I)
本発明のターポリン用架橋性樹脂組成物の膜を、基布の両面に積層させて積層体を形成する。なお、基布の片面だけに架橋樹脂層が形成されている態様の場合には、基布の片面にのみターポリン用架橋性樹脂組成物の膜を積層すればよい。
【0056】
具体的には、まず、オレフィン系熱可塑性樹脂及び有機過酸化物を、必要に応じて含水無機化合物や他の高分子成分や添加剤等と共に、タンブラーブレンダー、リボンブレンダー、V型ブレンダー、ヘンシェルミキサー等により均一に混合した後、一軸又は二軸押出機、ロール、バンバリーミキサー、ニーダー、ブラベンダー等により溶融混練することによりターポリン用架橋性樹脂組成物を調製する。
【0057】
次に、調製されたターポリン用架橋性樹脂組成物を、カレンダー加工、又はTダイ若しくは環状ダイ等を備えた成形機によりフィルム状又はシート状に溶融押出し、次に、このフィルム又はシートを基布の片面に積層し、次に他面に積層する。これにより、基布の両面にターポリン用架橋性樹脂組成物の架橋処理前の膜が形成される。膜の他の形成方法としては、カレンダーラミネート加工法、押出ラミネート加工法、ドライラミネート加工法及び含浸法等の公知の方法を採用することができるが、製造コストの点から特にカレンダー加工法を好ましく適用することができる。
【0058】
積層の具体例としては、調製されたターポリン用架橋性樹脂組成物を、カレンダーロールによりシート状に成形し基布に溶融積層する方法、Tダイを備えたシート成形機よりシート状に溶融押出して基布に押出ラミネートして積層する方法、成形したシートと基布とを接着剤を用いてドライラミネートして積層する方法などにより積層が達成される。
【0059】
なお、基布の両面にターポリン用架橋性樹脂組成物を溶融積層する際の当該組成物の加熱温度は、カレンダー加工法の場合、有機過酸化物の熱分解温度及び分解速度を考慮して設定する。また、ターポリン用架橋性樹脂組成物からなる高分子フィルムの厚さは、ターポリンとしての防水性や耐久性、柔軟性や製造コスト等の観点から、好ましくは0.2〜3.0mmである。
【0060】
工程(II)
次に、形成された積層体に対し、有機過酸化物による架橋処理を施すことによりターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする。これにより、本発明のターポリンを得ることができる。
【0061】
なお、有機過酸化物による架橋処理としては、ターポリン用架橋性樹脂組成物の膜を有する積層体を、有機過酸化物からフリーラジカルが生成されるように加熱もしくは光(可視光、紫外線等)照射すること等が挙げられる。特に、操作の簡便性等の点から加熱することが好ましい。この場合、連続生産性等の観点からテンター乾燥機を好ましく使用できるが、これに限定されるものではない。
【0062】
以上説明した本発明のターポリンは、従来のターポリンと同様の用途に適用することができるが、中でも、その優れた柔軟性、耐熱性、高周波ウェルダー溶着適性及び高周波ウェルダー溶着部の耐熱クリープ性から、フレキシブルコンテナバッグに好ましく適用できる。
【0063】
なお、このようなフレキシブルコンテナバッグは、従来のフレキシブルコンテナバッグと同様に製造することができる。例えば、本発明のターポリンを所望の形状の各部材に裁断し、次いで、高周波ウェルダーや超音波ウェルダーを使用する融着法、熱風融着法、熱板融着法等の公知の方法を用いて各部材を熱溶着し、その後工業用ミシンを用いて縫製することにより所望の形状のフレキシブルコンテナを製造することができる。なお、高周波ウェルダーを使用する熱融着法を適用することが、立体的で複雑な構造であるフレキシブルコンテナのような製品を効率的に生産することができるので好ましい。ここで、高周波ウェルダーによる熱融着は、通常、周波数10〜100MHzの範囲で、1〜60秒の溶着時間で行われる。
【実施例】
【0064】
以下に、実施例及び比較例を挙げて、本発明をより具体的に説明する。なお、以下の実施例及び比較例において使用した原材料等を以下に示す。
オレフィン系樹脂
<エチレン−酢酸ビニル共重合体>
*1:商品名「ノバテックEVA LV541」、日本ポリエチレン(株)
MFR(190℃)=2.5g/10分、酢酸ビニル含有量=20重量%
*2:商品名「ウルトラセン633」、東ソー(株)
MFR(190℃)=20g/10分、酢酸ビニル含有量=20重量%
*3:商品名「エバテートCV2166」、住友化学工業(株)
MFR(190℃)=1.0g/10分、酢酸ビニル含有量=18重量%
*4:商品名「エバフレックスEV270」、三井・デュポンケミカル(株)
MFR(190℃)=1.0g/10分、酢酸ビニル含有量=28重量%
<エチレン系共重合体>
*5:デュポンダウエラストマー「ENGAGE EG8150」
MFR(190℃)=0.5g/10分、密度=0.868g/cm3
<ポリエチレン>
*6:日本ポリエチレン(株)「カーネル KF261」
MFR(190℃)=2.0g/10分、密度=0.868g/cm3
【0065】
その他の高分子成分
<ゴム:EPDM>
*7:商品名「EP−57C」、JSR(株)
ムーニー粘度(100℃)=90
<エラストマー:SEBS>
*8:商品名「DYNARON1320P」、JSR(株)
MFR(230℃)=3.5g/10分、密度=0.89g/cm3、スチレン含量=10%
有機過酸化物
<パーオキシカーボネート>
*9:商品名「ルペロックスTBEC」、アルケマ吉富(株)
t−ブチル−パーオキシ2−エチルヘキシルカーボネート
その他の添加剤成分
<滑剤:亜リン酸エステル>
*10:商品名「953A」、DIC(株)
<酸化防止剤:テトラキス(メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート)メタン>
*11:商品名「NF−130」、勝田化工(株)
<架橋助剤:主にトリアリルイソシアヌレート>
*12:商品名「タイク」、日本化成(株)
含水無機化合物
<シリカゲル>
*13:商品名「トクシールGU」、(株)トクヤマ
化学式:SiO2・nH2O、含有量:88重量%以上(乾燥重量基準)
基布
<ポリエステル平織布>
繊維径:750デニール、打ち込み本数:20.5本×21本/インチ
実施例1a〜8a、比較例1b〜8b
表1に示す配合の各成分を、混練機(トクデン社製のテストロール)を用いて、均一に混合混練することにより、有機過酸化物を含有する実施例1a〜8aのターポリン用架橋性樹脂組成物と、有機過酸化物を含有しない比較例1b〜8bのターポリン用樹脂組成物とを調製した。
【0066】
これらの樹脂組成物について、発明の効果の評価は、後述するようにターポリンの特性評価により行うが、樹脂組成物自体の特性(引張弾性率、引張強さ、高周波ウェルダー溶着適正)を以下に説明するように試験評価した。得られた結果を表1に示す。
【0067】
まず、各実施例及び比較例で得た樹脂組成物から、混練機を用いて厚さ0.3±0.02mmのシートサンプルを作製した。実施例1a〜8aの配合したシートサンプルについては、さらに熱プレス機を用いて加熱圧延して、有機過酸化物による架橋処理を施した。
<引張弾性率>
JIS−K−7127「プラスチックフィルム及びシートの引張試験方法」に準拠し、島津製作所製引張試験機「AGS−500D」を用いて、各シートサンプルの2号形試験片(全長115mm、平行部分幅6mm、つかみ具間距離80mm)に対して、毎分5mmという試験速度にて、引張試験を行い測定した(単位:MPa)。
<引張強さ>
JIS−K−7127「プラスチックフィルム及びシートの引張試験方法」に準拠し、島津製作所製引張試験機「AGS−500D」を用いて、各シートサンプルの4号形試験片(全長120mm、平行部分幅10mm、つかみ具間距離50mm)に対して、試験速度:毎分200mm、雰囲気温度:60℃にて、引張試験を行い測定した(単位:MPa)。
<高周波ウェルダー溶着適性>
各シートサンプルから幅3mm×長さ30mmの寸法に切り出したシート試験片2枚を、図2のように、8cm幅で重ね、幅3cm×長さ18cmのウェルダー刃を装着した高周波ウェルダー(商品名「YC7000F」、山本ビニター(株))を用い、2cm幅で2cmの間隔を開けて2箇所、陽極電流0.34Aで溶着時間10秒、冷却時間8秒という条件でシート同士を溶着した。図中、5A及び5Bがウェルダー溶着部である。得られた溶着物の溶着状態を、目視観察し、以下の基準に従って評価した。
ランク: 評価基準
A: 試験片が十分に溶着しており、強く引っ張っても剥がすことができない場合
B: 試験片が部分的に溶着しているが、強く引っ張ると剥がすことができる場合
C: 試験片が溶着していないか、又は、引っ張るとすぐに剥がれる場合
実施例1A〜8A及び比較例1B〜8B
実施例1a〜8a及び比較例1b〜8bで得た、架橋処理が施されていないターポリン用樹脂組成物を、加熱したカレンダーロールを用い、厚み0.3±0.02mmのシート状に成形した。続いて、このシートを、ポリエステル平織布(繊維径:750デニール、打ち込み本数:20.5本×21本/インチ)の両面に溶着して貼り合わせ、有機過酸化物を含有する0.75mm厚の実施例1A〜8Aのターポリンと、有機過酸化物を含有しない0.75mm厚の比較例1B〜8Bのターポリンを作製した。実施例1A〜8Aのターポリンについては、さらに熱プレス機を用いて加熱圧延して、有機過酸化物による架橋処理を施した。
【0068】
得られた各実施例及び比較例のターポリンについて、耐熱性、耐熱クリープ特性、高周波ウェルダー溶着適性、曲げ剛性を以下に説明するように試験評価した。得られた結果を表2に示す。
<耐熱性>
JIS−Z−1651「耐熱試験方法」に準拠し、各実施例及び比較例のターポリンから全長30mm×幅20mmのターポリン試験片を2枚採取し、それらを向かい合わせて重ね、縦及び横がそれぞれ30mm以上の平滑な2枚のガラス板で挟み、重量1kgのおもりを載せ、70±3℃の恒温槽の中に1時間放置した。放置後、2枚重ねターポリン試験片を、直ちに互いに引き剥がし、引き剥がし表面の融着、亀裂、損傷、フィルムの剥離、その他の異常の有無を目視で確認し、以下の基準に従って評価した。
ランク: 基準
AA: 試験片が融着しておらず、抵抗無く剥がすことができる場合
A: 抵抗があるが、試験片を剥がすことができる場合
B: 強い抵抗があるが、試験片を剥がすことができる場合
C: 試験片が融着しており、剥がすと表面に異常が発生する場合
<耐熱クリープ特性>
各実施例及び比較例のターポリンから幅3mm×長さ30mmの寸法に切り出したターポリン試験片(3A、3B)の2枚を、図2のように、8cm幅で重ね、幅3cm×長さ18cmのウェルダー刃を装着した高周波ウェルダー(商品名「YC7000F」、山本ビニター(株))を用い、2cm幅で2cmの間隔を開けて2箇所、陽極電流0.34Aで溶着時間10秒、冷却時間8秒という条件でシート同士を溶着し、耐熱クリープ試験片を得た。図中、5A及び5Bがウェルダー溶着部である。得られた耐熱クリープ試験片について、クリープ試験機を用いて、40℃及び50℃の温度、40kgfの荷重、24時間という耐熱クリープ試験を行い、試験経過を目視観察し、観察結果を以下の基準に従って評価した。得られた結果を表2に示す。
ランク: 評価基準
A: 溶着した重ね合わせ部に剥離等がなく、耐熱クリープ性が良好な場合
B: 溶着した重ね合わせ部以外の部分で破断し、耐熱クリープ性が実用レベルである場合
C: 溶着した重ね合わせ部で破断し、耐熱クリープ性が不良である場合
<高周波ウェルダー溶着適性>
上記耐熱クリープ試験片と、同一の形状のターポリンサンプルを、同一の方法及び条件で高周波ウェルダー溶着して、溶着状態を以下の基準に従って評価した。得られた結果を表2に示す。
ランク: 評価基準
A: 試験片が十分に溶着しており、強く引っ張っても剥がすことができない場合
B: 試験片が部分的に溶着しているが、強く引っ張ると剥がすことができる場合
C: 試験片が溶着していないか、又は、引っ張るとすぐに剥がれる場合
<曲げ剛性>
各実施例及び比較例のターポリンから幅30mm×長さ170mmの短冊状試験片を採取し、幅40mmの2組のチャックでこの試験片の両端部を固定した。2つのチャック間隔が60mmになるようにセットし、上記試験片をこのチャック間に湾曲させて挟み、円弧状ブリッジを形成させた。この試験片の円弧状ブリッジの頂点部分を、先端に半径5mmの球を備えた長さ40mmの逆円錐形状のヘッドを備えた押圧具で、60mm/minの速度で圧縮し、押圧具に連接したストレインゲージで、上記試験片が座屈するまでの最大荷重(単位:N)を測定した(試験条件:23℃、50%RH)。この値が小さいほど柔軟性に優れていることを示す。
【0069】
【表1】
【0070】
【表2】
【0071】
表2からわかるように、有機過酸化物を含有する実施例1a〜6a及び8aのターポリン用架橋性樹脂組成物から製造した実施例1A〜6A及び8Aのターポリンの場合、有機過酸化物を含有しない対応する比較例1b〜6b及び8bのターポリン用樹脂組成物から製造した比較例1B〜6B及び8Bのターポリンに比べ、それぞれ、曲げ剛性及び高周波ウェルダー溶着適性とも大きな変化はないものの、50℃での耐熱クリープ特性については、非常に良好な結果を示した。また、40℃での耐熱クリープ特性についても、実施例4A及び5Aのターポリンは、対応する比較例4B及び5Bのターポリンよりも良好な結果であった。
【0072】
また、実施例2aのターポリン用架橋性樹脂組成物に比べ、シリカゲルを使用せずに、滑剤の量を1/4に減じた実施例7aのターポリン用架橋性樹脂組成物から製造した実施例7Aのターポリンの場合、実施例2aのターポリン用架橋性樹脂組成物から製造した実施例2Aのターポリンに比べ、曲げ剛性、耐熱クリープ特性及び高周波ウェルダー溶着適性について遜色ない結果を与えた。
【0073】
なお、実施例8aのターポリン用架橋性樹脂組成物から製造した実施例8Aは、シリカゲルを使用しないものの、耐熱クリープ特性や高周波ウェルダー溶着適性がシリカゲルを添加した他の実施例と遜色ない結果であり、曲げ剛性が小さく、より柔軟性に優れた結果であった。
【0074】
また、酢酸ビニル単位含有量が異なる2種類のエチレン−酢酸ビニル共重合体を用いた実施例3aのターポリン用架橋性樹脂組成物から製造した実施例3Aのターポリンの場合、有機過酸化物を含有しない対応する比較例に比べ、曲げ剛性及び高周波ウェルダー溶着適性とも大きな変化はないものの、50℃での耐熱クリープ特性については、非常に良好な結果であった。
【0075】
比較例7bのターポリン用樹脂組成物から製造した比較例7Bのターポリンの場合、耐熱クリープ特性や高周波ウェルダー用溶着適性は優れるものの、曲げ剛性の値が比較的高いため、柔軟性に欠けていた。
【0076】
なお、表1に示されているように、有機過酸化物を含有する実施例1a〜6a及び8aのターポリン用架橋性樹脂組成物から作成した架橋処理済みシートの場合、有機過酸化物を含有しない対応する比較例1b〜6b及び8bのターポリン用樹脂組成物から作成した架橋処置済みシートに比べ、それぞれ、引張弾性率及び高周波ウェルダー溶着適性とも変化はないものの、引張り強さが大きく改善されていたことがわかる。
【0077】
また、実施例2aのターポリン用架橋性樹脂組成物に比べ、シリカゲルを使用せずに、滑剤の量を1/4に減じた実施例7aのターポリン用架橋性樹脂組成物の場合、引張弾性率が若干低下するものの、樹脂組成物自体の引張り強さや高周波ウェルダー溶着適性には変化がないことがわかる。また、酢酸ビニル単位含有量が異なる2種類のエチレン−酢酸ビニル共重合体を用いた実施例3a及び8aのターポリン用架橋性樹脂組成物の場合、耐熱性や高周波ウェルダー溶着適性や曲げ剛性などにバランスの取れた結果を示すことがわかる。
【産業上の利用可能性】
【0078】
本発明のターポリン用架橋性樹脂組成物は、オレフィン系熱可塑性樹脂と、オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とから構成されている。このため、ターポリン用架橋性樹脂組成物の膜に対して有機過酸化物による架橋処理を施すことなく製造されたターポリンに対し、柔軟性を損なわずに、耐熱性、高周波ウェルダー溶着適性、及び高周波ウェルダー溶着部の耐熱クリープ性について、優れた特性を低コストで付与することができる。したがって、本発明のターポリンやフレキシブルコンテナバッグは、物流資材、土木建築用資材、自動車用資材、工業資材、衣料資材、包装用資材等の広い分野において、有用である。
【符号の説明】
【0079】
1A,1B 架橋樹脂層
2 基布
3A,3B ターポリン試験片
4 重ね合せ部
5A,5B 高周波ウェルダー溶着部
【特許請求の範囲】
【請求項1】
オレフィン系熱可塑性樹脂と、該オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有するターポリン用架橋性樹脂組成物。
【請求項2】
有機過酸化物が、パーオキシジカーボネートである請求項1記載のターポリン用架橋性樹脂組成物。
【請求項3】
パーオキシジカーボネートが、t−ブチルパーオキシ2−エチルヘキシルカーボネートである請求項2記載のターポリン用架橋性樹脂組成物。
【請求項4】
有機過酸化物の含有量が、ターポリン用架橋性樹脂組成物中の樹脂成分100質量部に対し0.3〜5質量部である請求項1〜3のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項5】
オレフィン系熱可塑性樹脂が、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、及びエチレン−メチルメタクリレート共重合体から選択される少なくとも1種である請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項6】
オレフィン系熱可塑性樹脂が、酢酸ビニル単位含有量が5〜41質量%のエチレン−酢酸ビニル共重合体を含有する請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項7】
オレフィン系熱可塑性樹脂が、酢酸ビニル単位含有量が25〜50質量%のエチレン−酢酸ビニル共重合体(A)を少なくとも10質量%以上と、酢酸ビニル単位含有量が25質量%未満のエチレン−酢酸ビニル共重合体(B)を少なくとも10質量%以上とを含有する請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項8】
更に、含水無機化合物を、オレフィン系熱可塑性樹脂100質量部に対し3〜30質量部含有する請求項1〜7のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項9】
含水無機化合物が、含水珪酸、含水珪酸塩及び水和アルミナから選択される少なくとも1種である請求項8記載のターポリン用架橋性樹脂組成物。
【請求項10】
更に、熱可塑性エラストマーを、オレフィン系熱可塑性樹脂100質量部に対し、1〜60質量部含有する請求項1〜9のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項11】
熱可塑性エラストマーが、EPDM又はSEBSである請求項10記載のターポリン用架橋性樹脂組成物。
【請求項12】
基布と、該基布の少なくとも一方の面に積層された架橋樹脂層とを含むターポリンであって、
該架橋樹脂層が、請求項1〜11のいずれかに記載のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものであることを特徴とするターポリン。
【請求項13】
請求項12記載のターポリンの製造方法であって、
請求項1〜11のいずれかに記載のターポリン用架橋性樹脂組成物の膜を基布の少なくとも一方の面に積層させて積層体を形成する工程、及び
形成された積層体に対し有機過酸化物による架橋処理を施すことにより、ターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする工程
を有することを特徴とする製造方法。
【請求項14】
請求項12記載のターポリンからなるフレキシブルコンテナバッグ。
【請求項1】
オレフィン系熱可塑性樹脂と、該オレフィン系熱可塑性樹脂を架橋させるための有機過酸化物とを含有するターポリン用架橋性樹脂組成物。
【請求項2】
有機過酸化物が、パーオキシジカーボネートである請求項1記載のターポリン用架橋性樹脂組成物。
【請求項3】
パーオキシジカーボネートが、t−ブチルパーオキシ2−エチルヘキシルカーボネートである請求項2記載のターポリン用架橋性樹脂組成物。
【請求項4】
有機過酸化物の含有量が、ターポリン用架橋性樹脂組成物中の樹脂成分100質量部に対し0.3〜5質量部である請求項1〜3のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項5】
オレフィン系熱可塑性樹脂が、エチレン−酢酸ビニル共重合体、エチレン−メチルアクリレート共重合体、及びエチレン−メチルメタクリレート共重合体から選択される少なくとも1種である請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項6】
オレフィン系熱可塑性樹脂が、酢酸ビニル単位含有量が5〜41質量%のエチレン−酢酸ビニル共重合体を含有する請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項7】
オレフィン系熱可塑性樹脂が、酢酸ビニル単位含有量が25〜50質量%のエチレン−酢酸ビニル共重合体(A)を少なくとも10質量%以上と、酢酸ビニル単位含有量が25質量%未満のエチレン−酢酸ビニル共重合体(B)を少なくとも10質量%以上とを含有する請求項1〜4のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項8】
更に、含水無機化合物を、オレフィン系熱可塑性樹脂100質量部に対し3〜30質量部含有する請求項1〜7のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項9】
含水無機化合物が、含水珪酸、含水珪酸塩及び水和アルミナから選択される少なくとも1種である請求項8記載のターポリン用架橋性樹脂組成物。
【請求項10】
更に、熱可塑性エラストマーを、オレフィン系熱可塑性樹脂100質量部に対し、1〜60質量部含有する請求項1〜9のいずれかに記載のターポリン用架橋性樹脂組成物。
【請求項11】
熱可塑性エラストマーが、EPDM又はSEBSである請求項10記載のターポリン用架橋性樹脂組成物。
【請求項12】
基布と、該基布の少なくとも一方の面に積層された架橋樹脂層とを含むターポリンであって、
該架橋樹脂層が、請求項1〜11のいずれかに記載のターポリン用架橋性樹脂組成物の膜を、有機過酸化物により架橋処理して架橋樹脂層としたものであることを特徴とするターポリン。
【請求項13】
請求項12記載のターポリンの製造方法であって、
請求項1〜11のいずれかに記載のターポリン用架橋性樹脂組成物の膜を基布の少なくとも一方の面に積層させて積層体を形成する工程、及び
形成された積層体に対し有機過酸化物による架橋処理を施すことにより、ターポリン用架橋性樹脂組成物の膜を架橋樹脂層とする工程
を有することを特徴とする製造方法。
【請求項14】
請求項12記載のターポリンからなるフレキシブルコンテナバッグ。
【図1】

【図2】
【図2】
【公開番号】特開2011−144253(P2011−144253A)
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願番号】特願2010−6032(P2010−6032)
【出願日】平成22年1月14日(2010.1.14)
【出願人】(000109037)ダイニック株式会社 (55)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願日】平成22年1月14日(2010.1.14)
【出願人】(000109037)ダイニック株式会社 (55)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]