
ダイカスト金型
【課題】ダイカスト金型内部に残存する水分を効率的に除去し、ダイカスト製品の品質低下を抑制する。
【解決手段】スライド中子14、及び、スライド中子16を摺動可能に保持する可動型12の、製品形状面又は製品形状面との連続面12aに、可動型12の下端まで通じる溝18が設けられている。この溝18は、金型10の型開き時には、その上部が露出するため、金型10の内部と外部とが連通することとなり、金型10の型閉じ時には、露出していた溝18の上部が、スライド中子16により閉鎖される。この、金型10の外部まで通じる溝18を、排水路として利用することで、金型10の内部に残存する余分な水分を、金型10の外部に排出することができる。更に、ワイパー20や、エアブロー22が設けられていることで、より効率的に、余分な水分を排出することが可能となる。
【解決手段】スライド中子14、及び、スライド中子16を摺動可能に保持する可動型12の、製品形状面又は製品形状面との連続面12aに、可動型12の下端まで通じる溝18が設けられている。この溝18は、金型10の型開き時には、その上部が露出するため、金型10の内部と外部とが連通することとなり、金型10の型閉じ時には、露出していた溝18の上部が、スライド中子16により閉鎖される。この、金型10の外部まで通じる溝18を、排水路として利用することで、金型10の内部に残存する余分な水分を、金型10の外部に排出することができる。更に、ワイパー20や、エアブロー22が設けられていることで、より効率的に、余分な水分を排出することが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スライド中子を備えたダイカスト金型に関するものである。
【背景技術】
【0002】
従来から、固定型、可動型、スライド中子等で構成される金型の内部に、高温の溶湯を流し込んでダイカスト製品を成形するダイカスト金型において、金型の温度を下げ、更に金型から成形品を離し易くするために、金型の型開き状態時に、金型の製品形状面に対し、離型剤を塗布する方法が取られている(特許文献1参照)。
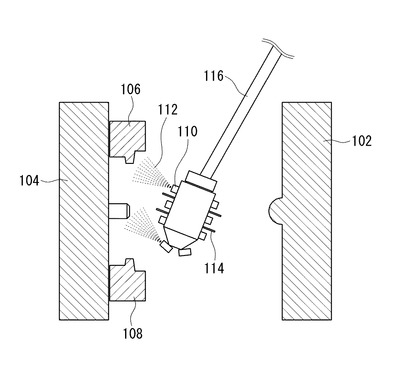
一例として、図4にダイカスト金型を模式的に示し、ロボット116に備えられたスプレーガン110により離型剤を塗布する方法を説明する。図示によれば、金型の型開き時に、上方から保持されるロボット116に備えられたスプレーガン110から、可動型104、スライド中子106、スライド中子108の各製品形状面に向かって、離型剤112が噴霧される。なお、図中の符号102は固定型である。
更に、一般的に、ダイカスト製品の成形の際には、ダイカスト製品を成形する準備として、上記のような離型剤塗布工程の後に、型開き状態のままで、金型の製品形状面に残存する余分な水分を、エアブローにより除去し、その後に成形工程が続くことになる。図4で示す例では、金型の製品形状面に残存する余分な水分の除去を、ロボット116に備えられたエアブローノズル114により行う。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−328215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、図4に示した方法等を用いて、スライド中子を有するダイカスト金型の製品形状面に対し離型剤を塗布した場合、エアブローによる水分除去工程で除去しきれなかった、可動型の製品形状面に残存する余分な水分が、金型の型閉じ時に、可動型の製品形状面を摺動するスライド中子により掻き集められてしまう。そして、掻き集められた水分が金型の製品形状面に残存したまま鋳造が行われると、金型の内部に流し込まれる高温の溶湯の温度により、残存した水分がガス化し、ダイカスト製品の品質低下を引き起こす原因となる。更には、金型の型閉じ時に金型内部を減圧する際に、スライド中子の摺動面と可動型の製品形状面との隙間に入り込んだ水分を、圧力の差により金型内部に吸い込んでしまう場合があり、この場合においても、水分がダイカスト製品の品質低下を引き起こす原因となっている。
本発明は上記課題に鑑みてなされたものであり、その目的とするところは、ダイカスト金型内部に残存する水分を効率的に除去し、ダイカスト製品の品質低下を抑制することにある。
【課題を解決するための手段】
【0005】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではない。そのため、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)固定型と、該固定型に対して離間接近する可動型と、該可動型に設けられたスライド中子とを含み、前記スライド中子は、前記可動型の製品形状面又は製品形状面との連続面を摺動面として、摺動可能に保持されているダイカスト金型において、前記可動型の製品形状面の、型開き時に開放され、型閉じ時には前記スライド中子により閉鎖される位置に、前記可動型の下端まで通じる溝が設けられているダイカスト金型(請求項1)。
【0007】
本項に記載のダイカスト金型は、移動不可に固定された固定型と、固定型に対して離間移動及び接近移動が可能な可動型を有しており、これら固定型と可動型には、ダイカスト製品を成形するための製品形状面が形成されている。又、可動型には、可動型の製品形状面、又は、製品形状面との連続面を摺動面として、摺動可能に保持されるスライド中子が、少なくとも1つ設けられており、このスライド中子にも製品形状面が形成されている。そして、固定型、可動型、及びスライド中子の夫々に形成された製品形状面が、互いに接近することにより、金型内部の成形空間(キャビティ)が構成される。つまり、金型の型閉じ時には、可動型が、閉じられたキャビティを形成するために、所定の位置まで固定型に対して接近移動する。また、これに先立ち、可動型により摺動可能に保持されるスライド中子が、キャビティを形成するために、所定の位置まで、金型内部方向に向かって、可動型の製品形状面、又は、製品形状面との連続面上を摺動する。この結果、固定型の製品形状面、可動型の製品形状面、スライド中子の製品形状面の夫々が、互いに接近することとなり、金型内部のキャビティを構成するものとなる。
【0008】
更に、本項に記載のダイカスト金型は、可動型に形成された製品形状面に、可動型の下端まで通じる、すなわち、金型の外部まで通じる、溝が設けられている。しかも、この溝は、可動型の製品形状面、又は、製品形状面との連続面上の、金型の型開き時には開放され、金型の型閉じ時にはスライド中子により閉鎖される位置に設けられている。つまり、金型の型開き時には、可動型により摺動可能に保持されるスライド中子が、可動型の製品形状面、又は、製品形状面との連続面上を摺動し、金型内部とは逆の方向の、移動が規制された位置まで退避した状態となる。そして、この状態において、可動型の製品形状面、又は、製品形状面との連続面には、下方に向かって延びる溝が露出する。このため、金型の型開き時には、金型の内部と外部とを連通する溝が、開放されることになる。又、金型の型閉じ時には、可動型により摺動可能に保持されるスライド中子が、上述の退避位置から、キャビティを形成するための所定の位置まで、金型内部方向に向かって、可動型の製品形状面、又は、製品形状面との連続面上を摺動する。そして、この状態においては、スライド中子により溝が塞がれるため、金型の型閉じ時には、金型の内部と外部とを連通する溝が閉鎖されることになる。
【0009】
そして、本項に記載のダイカスト金型は、上記のような位置に設けられ、金型外部まで通じる溝を、排水路として利用することで、金型内部に残存する余分な水分を、金型の外部に排出するものとなる。具体的には、離型剤の塗布後に、可動型の製品形状面を伝って下方に流れ落ち、可動型の製品形状面とスライド中子の製品形状面とで構成される、金型内部の角付近に溜まり、通常行われるエアブローによる水分除去工程でも除去しきれなかった水分が、金型の型開き時に開放されている溝を通じて、金型の外部に排出される。又、金型が型開き状態から型閉じ状態に移行する際にも、スライド中子が可動型の製品形状面、又は、製品形状面との連続面を摺動することで、可動型の製品形状面、又は、製品形状面との連続面上の水分が、スライド中子により掻き集められる。このため、スライド中子により掻き集められた水分は、スライド中子により塞がれずに開放されている間は、可動型の製品形状面に設けられた溝を介して、金型の外部に排出されることとなる。
【0010】
(2)上記(1)項において、前記可動型の摺動面上には、前記溝の上方かつ型閉じ時には前記スライド中子により閉鎖される位置に、ワイパーを備えるダイカスト金型(請求項2)。
本項に記載のダイカスト金型は、可動型の製品形状面上、すなわち、可動型により保持されるスライド中子が摺動する摺動面上の、溝が設けられている位置の上方であり、かつ、金型の型閉じ時には、スライド中子により閉鎖され、スライド中子の製品形状面よりも下方となる位置に、ワイパーが設けられている。このワイパーは、少なくとも、可動型の製品形状面上で、スライド中子が摺動する方向と直交する方向に延びる長尺部材である。そのため、金型が型開き状態から型閉じ状態に移行する場合、スライド中子が可動型の製品形状面を摺動し、スライド中子がワイパーが設けられている位置を通過する際に、可動型の製品形状面上に設けられたワイパーに対して、下方からスライド中子が摺接する。そして、スライド中子の製品形状面上の可動型側端部と、可動型の製品形状面との突き合わせ部に溜まった水分が、ワイパーにより掻き落とされる。よって、掻き落とされた水分は、可動型の製品形状面、又は、製品形状面との連続面とスライド中子の摺動面との隙間を下方に伝い、ワイパーの下方に位置する溝から排出されるものとなる。
【0011】
更に、本項に記載のダイカスト金型に設けられたワイパーは、シール部材の役割も果たすものである。具体的には、ワイパーが、金型の型閉じ時には、スライド中子の摺動面と可動型の製品形状面との隙間の中に位置し、スライド中子が摺動する方向と直交する方向に延びて配置されているため、金型内部と金型外部とを連通する通路を塞ぐ態様となる。そのため、金型内部を減圧する際に、スライド中子の摺動面と可動型の製品形状面との隙間に入り込んだ水分や、溝に残存する水分が、金型内部と金型外部との圧力の差により、金型内部に吸い込まれることを、シール部材により防ぐものとなる。
【0012】
(3)上記(1)(2)項において、前記溝の下端部近辺に噴射孔が向いた、エアブローを備えるダイカスト金型(請求項3)。
本項に記載のダイカスト金型は、可動型に設けられた溝の下端部近辺、すなわち、溝を排水路として利用した場合の排出口近辺に噴射孔が向いた、エアブローを備えている。このエアブローは、エアブローから吐出されるエアが、溝からの水分の排水作用を促すための負圧を生じるような位置、角度に設けられている。そのため、可動型に設けられた溝を排水路として利用し、金型内部に残存する余分な水分を、金型内部から排水させる際に、金型内部に残存する余分な水分を、効果的に排水するものとなる。
【発明の効果】
【0013】
本発明はこのように構成したので、ダイカスト金型内部に残存する水分を効率的に除去し、ダイカスト製品の品質低下を抑制することができる。
【図面の簡単な説明】
【0014】
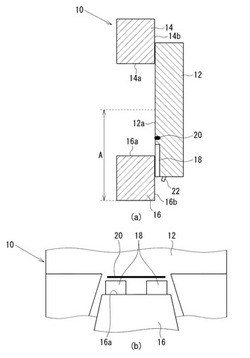
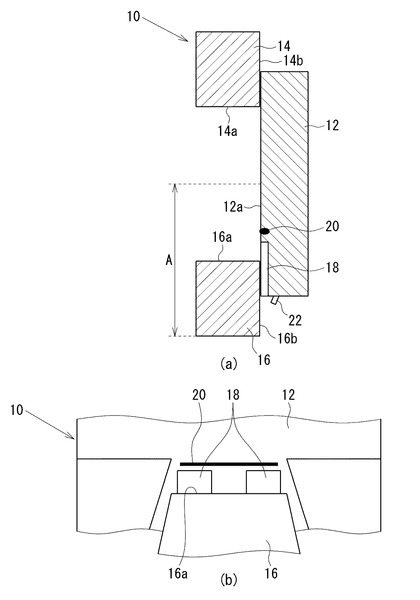
【図1】本発明の実施の形態に係るダイカスト金型を示すものであり、(a)は、可動型周辺を模式的に示した断面図であり、(b)は、(a)の符号Aで示す範囲を(a)の左手方向から見た正面模式図である。
【図2】本発明の実施の形態に係るダイカスト金型の、金型内部の水分を排出する際の動作を模式的に示す断面図である。
【図3】図2に続き、本発明の実施の形態に係るダイカスト金型の、金型内部の水分を排出する際の動作を模式的に示す断面図である。
【図4】従来からの離型剤を塗布する方法を例示した模式図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づき説明する。ここで、従来技術と同一部分、若しくは相当する部分については同一符号で示し、詳しい説明を省略する。
図1には、本発明の実施の形態に係るダイカスト金型10を模式的に示しており、図1(a)は、可動型12周辺の断面図であり、図1(b)は、図1(a)の符号Aで示す範囲を、図1(a)の左手方向から見た正面模式図である。なお、図1は、ダイカスト金型10の、型開き時の状態を示している。
【0016】
図1において、本発明の実施の形態に係るダイカスト金型10は、製品形状面が形成された固定型(図4の符号102参照)に対して、離間移動、及び接近移動が可能な可動型12に、スライド中子14、及び、スライド中子16が保持されている。これらスライド中子14、16は、可動型12に対して摺動可能に保持されており、スライド中子14の摺動面14b、及び、スライド中子16の摺動面16bが、可動型12に形成された、製品形状面又は製品形状面との連続面12aに摺接している。又、スライド中子14、及び、スライド中子16にも、夫々、製品形状面14a、及び、製品形状面16aが形成されている。
【0017】
そして、図1に示すようなダイカスト金型10において、金型の型閉じを行い、ダイカスト製品を成形するキャビティを構成する際には、まず、可動型12に対して摺動可能に保持されているスライド中子14、及び、スライド中子16が、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。この際、スライド中子14は、金型内部方向(図1(a)では下方向)に向かって、キャビティを形成するための所定の位置まで、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。又、スライド中子16は、金型内部方向(図1(a)では上方向)に向かって、キャビティを形成するための所定の位置まで、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。次に、スライド中子14、及び、スライド中子16を保持する可動型12が、キャビティを形成するための所定の位置まで、固定型に対して接近移動する。そして、これらの動作により、固定型の製品形状面、可動型12の製品形状面12a、スライド中子14の製品形状面14a、及びスライド中子16の製品形状面16aが、夫々接近することとなり、ダイカスト金型10のキャビティを構成する。
【0018】
又、図1に示すダイカスト金型10の可動型12には、製品形状面又は製品形状面との連続面12aの下部に、溝18が設けられている。この溝18は、図1(a)に示されるように、可動型12の下端まで通じるものであり、ダイカスト金型10の外部へと通じている。更に、溝18は、ダイカスト金型10の型開き時には、溝18の上部が開放され、型閉じ時には、型開き時には開放されていた溝18の上部が、スライド中子16により、閉鎖されるような位置に設けられている(図3(e)参照)。なお、図1(b)で示す例では、可動型12の製品形状面又は製品形状面との連続面12aに、溝18が2つ設けられているが、本発明の実施の形態に係るダイカスト金型10の可動型12に設けられる溝18は、1つ、或いは2つ以上であってもよい。又、溝18の、スライド中子16が摺動する方向と直交する方向(図1(b)では左右方向)の長さは、溝18が設けられる数を考慮し、任意に設定できるものとする。
【0019】
ここで、溝18が設けられる位置について詳述する。まず、ダイカスト金型10が型開き状態にある場合、可動型12により摺動可能に保持されているスライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に向かって摺動し、移動が規制された位置まで退避している。この場合においては、図1でも示されているように、可動型12の製品形状面又は製品形状面との連続面12aに、可動型12の下端まで通じる溝18の上部が露出する。すなわち、溝18の上部が開放され、溝18により、ダイカスト金型10の金型内部と外部とが連通した状態となる。
次に、ダイカスト金型10が型閉じ状態にある場合、可動型12により摺動可能に保持されているスライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、上述した退避位置から、上方に向かって摺動し、キャビティを形成するための所定の位置に到達している(図3(e)参照)。この場合においては、型開き時には露出していた溝18の上部が、スライド中子16の摺動面16bにより塞がれる。すなわち、ダイカスト金型10の金型内部と外部とを連通する溝18が、閉鎖された状態となる。
【0020】
更に、図1に示すダイカスト金型10の可動型12には、製品形状面又は製品形状面との連続面12aに、ワイパー20が設けられている。このワイパー20は、可動型12の製品形状面又は製品形状面との連続面12aに設けられた溝18よりも上方の位置、かつ、ダイカスト金型10の型閉じ時には、スライド中子16により閉鎖される位置に設けられている。つまり、ダイカスト金型10の型閉じ時(図3(e)参照)には、ワイパー20は、キャビティを形成するための所定の位置に在るスライド中子16の、製品形状面16aよりも下方に位置し、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の摺動面16bとの隙間において、スライド中子16の摺動面16bに対して当接している。なお、ワイパー20は、少なくとも、図1(b)に示す通り、スライド中子16が摺動する方向と直交する方向(図1(b)では左右方向)に延びる、長尺部材であり、例えば、耐熱性を有する弾性部品が用いられる。
【0021】
又、図1に示すダイカスト金型10は、可動型12に設けられた溝18の下端部近辺に噴射孔が向いた、エアブロー22を備えている。このエアブロー22は、後述する理由により、エアブロー22から吐出するエアが、溝18から金型外部への水分の排出を促すような位置、角度に設けられている。なお、エアブロー22は、可動型12に設けられている溝18の大きさや数量に合わせ、効率よく水分を排出させるために、複数設けられていても良い。
【0022】
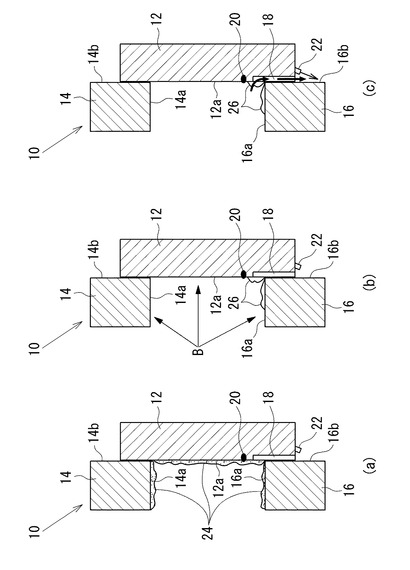
続いて、図2及び図3を参照し、本発明の実施の形態に係るダイカスト金型10の、金型内部の水分を排出する際の動作と共に、それにより得られる作用効果を説明する。なお、図2及び図3は、図1(a)と同様に、可動型12周辺の断面図を示しており、固定型の図示は省略している。
まず、図2(a)は、ダイカスト金型10の型開き状態において、ダイカスト製品を成形する準備段階として、金型内部に離型剤24を塗布した工程を示している。図示によれば、離型剤24は、可動型12の製品形状面又は製品形状面との連続面12a、スライド中子14の製品形状面14a、及びスライド中子16の製品形状面16aに塗布されている。この離型剤24は、従来と同様、金型の温度を下げ、金型から成形品を離し易くするために塗布されるものである。
【0023】
次に、図2(b)は、ダイカスト金型10の型開き状態において、エアブロー等(図示省略)から吐出されるエアBにより、離型剤24に含まれる水分等の、金型内部に残存する余分な水分26を除去する工程を示している。しかしながら、この工程において、例えば、図2(b)で示すように、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の製品形状面16aとで構成される、金型内部の角付近に溜まった水分26は、除去が困難であり、残存してしまう。この水分26は、スライド中子14の製品形状面14aから垂れ落ち、或いは、可動型12の製品形状面又は製品形状面との連続面12aを下方に伝い、金型内部の角付近に溜まったものである。
【0024】
続いて、図2(c)は、可動型12に設けられた溝18を排水路として利用し、金型内部に残存する水分26を、金型外部に排出する態様を示している。図示によれば、ダイカスト金型10は型開き状態であり、スライド中子16は、移動が規制された位置まで下方に退避しているため、可動型12の製品形状面又は製品形状面との連続面12aには、可動型12の下端まで通じる溝18の上部が露出している。すなわち、溝18の上部が開放され、溝18により、ダイカスト金型10の金型内部と外部とが連通した状態となっている。このため、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の製品形状面16aとで構成される、金型内部の角付近に溜まった水分26は、その自重により、可動型12の製品形状面又は製品形状面との連続面12aにて露出している溝18の上部から、溝18内を流れ落ち、金型外部へと排出される。又、この際に、エアブロー22からエアが吐出されると、このエアブロー22からのエアは、溝18から金型外部への水分の排出を促すように作用することから、金型内部に残存する水分26を、効率的に排水することができる。
【0025】
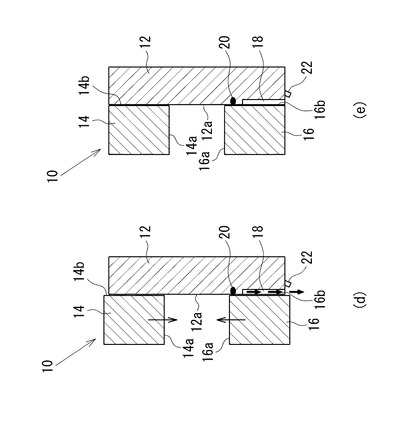
次に、図3(d)は、ダイカスト金型10が、型開き状態から型閉じ状態へ移行する態様を示している。ダイカスト金型10が、型開き状態から型閉じ状態へ移行する場合、スライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、上方に向かって摺動する。この際、スライド中子16は、その製品形状面16a上の可動型側端部に、可動型12の製品形状面又は製品形状面との連続面12a上で、スライド中子16が摺動した範囲に残存する、微量な水分26(図示省略)を掻き集める。このスライド中子16により掻き集められた微量な水分26は、可動型12の製品形状面又は製品形状面との連続面12aに設けられた溝18が、スライド中子16により塞がれずに開放されている間は、溝18から金型外部へと排水される。
【0026】
更に、スライド中子16は、溝18を塞ぐ位置に達した後も、可動型12の製品形状面又は製品形状面との連続面12a上に残存する、微量な水分26を掻き集めながら、可動型12の製品形状面又は製品形状面との連続面12a上を、上方へと摺動し続ける。そして、スライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上で、ワイパー20が設けられた位置を通過する。この際、可動型12の製品形状面又は製品形状面との連続面12aに設けられたワイパー20に対し、スライド中子16の製品形状面16a上の可動型側端部が、下方より摺接する。このため、スライド中子16の製品形状面16a上の可動型側端部と、可動型12の製品形状面又は製品形状面との連続面12aとの突き合わせ部に溜まった水分26が、ワイパー20により掻き落とされる。そして、ワイパー20により掻き落とされた水分26は、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間を下方に伝い、溝18に達した後に、溝18から金型外部へと排水される。
【0027】
一方、ダイカスト金型10が、型開き状態から型閉じ状態へ移行する場合、スライド中子14は、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に向かって摺動する。この際、スライド中子14は、可動型12の製品形状面又は製品形状面との連続面12a上で、スライド中子14が摺動した範囲に残存する、微量な水分26を掻き集める。このスライド中子14により掻き集められた微量な水分26は、ある程度の容量が溜まると、その自重により、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に伝い落ちる。そして、可動型12の製品形状面又は製品形状面との連続面12a上を伝い落ちた水分26は、溝18がスライド中子16により塞がれずに開放されている間は、溝18から金型外部へと排水される。
【0028】
次に、図3(e)は、ダイカスト金型10が、型閉じを完了した状態を示している。図3(e)は、スライド中子14、及び、スライド中子16が、可動型12の製品形状面又は製品形状面との連続面12a上を、夫々、上方及び下方に向かって摺動し、キャビティを形成するための所定の位置まで到達した状態であり、金型内部にキャビティが形成される。この状態において、可動型12の製品形状面又は製品形状面との連続面12aに設けられたワイパー20は、スライド中子16の製品形状面16aよりも下方に位置し、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間において、スライド中子16の摺動面16bに対して当接している。更に、ワイパー20は、可動型12の製品形状面又は製品形状面との連続面12a上において、スライド中子16が摺動する方向と直交する方向に延びる、長尺部材である(図1(b)参照)。このため、ワイパー20は、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間、つまり、金型内部と金型外部とを連通する、溝18を含む通路を塞ぐ、シール部材の役割を果たすものとなる。従って、ダイカスト金型10において、金型内部のキャビティを減圧する際に、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間や、それよりも下方に位置する溝18に残存する、余分な水分が、金型内部と金型外部の圧力差により、金型内部に吸い込まれることを、シール部材の役割を果たすワイパー20により、防ぐことができる。
【0029】
従って、本発明の実施の形態に係るダイカスト金型10は、金型内部に残存する余分な水分26を効率的に除去し、その結果、ダイカスト製品の品質低下を抑制することができる。
【符号の説明】
【0030】
10:ダイカスト金型、12:可動型、12a:製品形状面又は製品形状面との連続面、14:スライド中子、16:スライド中子、18:溝、20:ワイパー、22:エアブロー
【技術分野】
【0001】
本発明は、スライド中子を備えたダイカスト金型に関するものである。
【背景技術】
【0002】
従来から、固定型、可動型、スライド中子等で構成される金型の内部に、高温の溶湯を流し込んでダイカスト製品を成形するダイカスト金型において、金型の温度を下げ、更に金型から成形品を離し易くするために、金型の型開き状態時に、金型の製品形状面に対し、離型剤を塗布する方法が取られている(特許文献1参照)。
一例として、図4にダイカスト金型を模式的に示し、ロボット116に備えられたスプレーガン110により離型剤を塗布する方法を説明する。図示によれば、金型の型開き時に、上方から保持されるロボット116に備えられたスプレーガン110から、可動型104、スライド中子106、スライド中子108の各製品形状面に向かって、離型剤112が噴霧される。なお、図中の符号102は固定型である。
更に、一般的に、ダイカスト製品の成形の際には、ダイカスト製品を成形する準備として、上記のような離型剤塗布工程の後に、型開き状態のままで、金型の製品形状面に残存する余分な水分を、エアブローにより除去し、その後に成形工程が続くことになる。図4で示す例では、金型の製品形状面に残存する余分な水分の除去を、ロボット116に備えられたエアブローノズル114により行う。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−328215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、図4に示した方法等を用いて、スライド中子を有するダイカスト金型の製品形状面に対し離型剤を塗布した場合、エアブローによる水分除去工程で除去しきれなかった、可動型の製品形状面に残存する余分な水分が、金型の型閉じ時に、可動型の製品形状面を摺動するスライド中子により掻き集められてしまう。そして、掻き集められた水分が金型の製品形状面に残存したまま鋳造が行われると、金型の内部に流し込まれる高温の溶湯の温度により、残存した水分がガス化し、ダイカスト製品の品質低下を引き起こす原因となる。更には、金型の型閉じ時に金型内部を減圧する際に、スライド中子の摺動面と可動型の製品形状面との隙間に入り込んだ水分を、圧力の差により金型内部に吸い込んでしまう場合があり、この場合においても、水分がダイカスト製品の品質低下を引き起こす原因となっている。
本発明は上記課題に鑑みてなされたものであり、その目的とするところは、ダイカスト金型内部に残存する水分を効率的に除去し、ダイカスト製品の品質低下を抑制することにある。
【課題を解決するための手段】
【0005】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではない。そのため、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)固定型と、該固定型に対して離間接近する可動型と、該可動型に設けられたスライド中子とを含み、前記スライド中子は、前記可動型の製品形状面又は製品形状面との連続面を摺動面として、摺動可能に保持されているダイカスト金型において、前記可動型の製品形状面の、型開き時に開放され、型閉じ時には前記スライド中子により閉鎖される位置に、前記可動型の下端まで通じる溝が設けられているダイカスト金型(請求項1)。
【0007】
本項に記載のダイカスト金型は、移動不可に固定された固定型と、固定型に対して離間移動及び接近移動が可能な可動型を有しており、これら固定型と可動型には、ダイカスト製品を成形するための製品形状面が形成されている。又、可動型には、可動型の製品形状面、又は、製品形状面との連続面を摺動面として、摺動可能に保持されるスライド中子が、少なくとも1つ設けられており、このスライド中子にも製品形状面が形成されている。そして、固定型、可動型、及びスライド中子の夫々に形成された製品形状面が、互いに接近することにより、金型内部の成形空間(キャビティ)が構成される。つまり、金型の型閉じ時には、可動型が、閉じられたキャビティを形成するために、所定の位置まで固定型に対して接近移動する。また、これに先立ち、可動型により摺動可能に保持されるスライド中子が、キャビティを形成するために、所定の位置まで、金型内部方向に向かって、可動型の製品形状面、又は、製品形状面との連続面上を摺動する。この結果、固定型の製品形状面、可動型の製品形状面、スライド中子の製品形状面の夫々が、互いに接近することとなり、金型内部のキャビティを構成するものとなる。
【0008】
更に、本項に記載のダイカスト金型は、可動型に形成された製品形状面に、可動型の下端まで通じる、すなわち、金型の外部まで通じる、溝が設けられている。しかも、この溝は、可動型の製品形状面、又は、製品形状面との連続面上の、金型の型開き時には開放され、金型の型閉じ時にはスライド中子により閉鎖される位置に設けられている。つまり、金型の型開き時には、可動型により摺動可能に保持されるスライド中子が、可動型の製品形状面、又は、製品形状面との連続面上を摺動し、金型内部とは逆の方向の、移動が規制された位置まで退避した状態となる。そして、この状態において、可動型の製品形状面、又は、製品形状面との連続面には、下方に向かって延びる溝が露出する。このため、金型の型開き時には、金型の内部と外部とを連通する溝が、開放されることになる。又、金型の型閉じ時には、可動型により摺動可能に保持されるスライド中子が、上述の退避位置から、キャビティを形成するための所定の位置まで、金型内部方向に向かって、可動型の製品形状面、又は、製品形状面との連続面上を摺動する。そして、この状態においては、スライド中子により溝が塞がれるため、金型の型閉じ時には、金型の内部と外部とを連通する溝が閉鎖されることになる。
【0009】
そして、本項に記載のダイカスト金型は、上記のような位置に設けられ、金型外部まで通じる溝を、排水路として利用することで、金型内部に残存する余分な水分を、金型の外部に排出するものとなる。具体的には、離型剤の塗布後に、可動型の製品形状面を伝って下方に流れ落ち、可動型の製品形状面とスライド中子の製品形状面とで構成される、金型内部の角付近に溜まり、通常行われるエアブローによる水分除去工程でも除去しきれなかった水分が、金型の型開き時に開放されている溝を通じて、金型の外部に排出される。又、金型が型開き状態から型閉じ状態に移行する際にも、スライド中子が可動型の製品形状面、又は、製品形状面との連続面を摺動することで、可動型の製品形状面、又は、製品形状面との連続面上の水分が、スライド中子により掻き集められる。このため、スライド中子により掻き集められた水分は、スライド中子により塞がれずに開放されている間は、可動型の製品形状面に設けられた溝を介して、金型の外部に排出されることとなる。
【0010】
(2)上記(1)項において、前記可動型の摺動面上には、前記溝の上方かつ型閉じ時には前記スライド中子により閉鎖される位置に、ワイパーを備えるダイカスト金型(請求項2)。
本項に記載のダイカスト金型は、可動型の製品形状面上、すなわち、可動型により保持されるスライド中子が摺動する摺動面上の、溝が設けられている位置の上方であり、かつ、金型の型閉じ時には、スライド中子により閉鎖され、スライド中子の製品形状面よりも下方となる位置に、ワイパーが設けられている。このワイパーは、少なくとも、可動型の製品形状面上で、スライド中子が摺動する方向と直交する方向に延びる長尺部材である。そのため、金型が型開き状態から型閉じ状態に移行する場合、スライド中子が可動型の製品形状面を摺動し、スライド中子がワイパーが設けられている位置を通過する際に、可動型の製品形状面上に設けられたワイパーに対して、下方からスライド中子が摺接する。そして、スライド中子の製品形状面上の可動型側端部と、可動型の製品形状面との突き合わせ部に溜まった水分が、ワイパーにより掻き落とされる。よって、掻き落とされた水分は、可動型の製品形状面、又は、製品形状面との連続面とスライド中子の摺動面との隙間を下方に伝い、ワイパーの下方に位置する溝から排出されるものとなる。
【0011】
更に、本項に記載のダイカスト金型に設けられたワイパーは、シール部材の役割も果たすものである。具体的には、ワイパーが、金型の型閉じ時には、スライド中子の摺動面と可動型の製品形状面との隙間の中に位置し、スライド中子が摺動する方向と直交する方向に延びて配置されているため、金型内部と金型外部とを連通する通路を塞ぐ態様となる。そのため、金型内部を減圧する際に、スライド中子の摺動面と可動型の製品形状面との隙間に入り込んだ水分や、溝に残存する水分が、金型内部と金型外部との圧力の差により、金型内部に吸い込まれることを、シール部材により防ぐものとなる。
【0012】
(3)上記(1)(2)項において、前記溝の下端部近辺に噴射孔が向いた、エアブローを備えるダイカスト金型(請求項3)。
本項に記載のダイカスト金型は、可動型に設けられた溝の下端部近辺、すなわち、溝を排水路として利用した場合の排出口近辺に噴射孔が向いた、エアブローを備えている。このエアブローは、エアブローから吐出されるエアが、溝からの水分の排水作用を促すための負圧を生じるような位置、角度に設けられている。そのため、可動型に設けられた溝を排水路として利用し、金型内部に残存する余分な水分を、金型内部から排水させる際に、金型内部に残存する余分な水分を、効果的に排水するものとなる。
【発明の効果】
【0013】
本発明はこのように構成したので、ダイカスト金型内部に残存する水分を効率的に除去し、ダイカスト製品の品質低下を抑制することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施の形態に係るダイカスト金型を示すものであり、(a)は、可動型周辺を模式的に示した断面図であり、(b)は、(a)の符号Aで示す範囲を(a)の左手方向から見た正面模式図である。
【図2】本発明の実施の形態に係るダイカスト金型の、金型内部の水分を排出する際の動作を模式的に示す断面図である。
【図3】図2に続き、本発明の実施の形態に係るダイカスト金型の、金型内部の水分を排出する際の動作を模式的に示す断面図である。
【図4】従来からの離型剤を塗布する方法を例示した模式図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づき説明する。ここで、従来技術と同一部分、若しくは相当する部分については同一符号で示し、詳しい説明を省略する。
図1には、本発明の実施の形態に係るダイカスト金型10を模式的に示しており、図1(a)は、可動型12周辺の断面図であり、図1(b)は、図1(a)の符号Aで示す範囲を、図1(a)の左手方向から見た正面模式図である。なお、図1は、ダイカスト金型10の、型開き時の状態を示している。
【0016】
図1において、本発明の実施の形態に係るダイカスト金型10は、製品形状面が形成された固定型(図4の符号102参照)に対して、離間移動、及び接近移動が可能な可動型12に、スライド中子14、及び、スライド中子16が保持されている。これらスライド中子14、16は、可動型12に対して摺動可能に保持されており、スライド中子14の摺動面14b、及び、スライド中子16の摺動面16bが、可動型12に形成された、製品形状面又は製品形状面との連続面12aに摺接している。又、スライド中子14、及び、スライド中子16にも、夫々、製品形状面14a、及び、製品形状面16aが形成されている。
【0017】
そして、図1に示すようなダイカスト金型10において、金型の型閉じを行い、ダイカスト製品を成形するキャビティを構成する際には、まず、可動型12に対して摺動可能に保持されているスライド中子14、及び、スライド中子16が、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。この際、スライド中子14は、金型内部方向(図1(a)では下方向)に向かって、キャビティを形成するための所定の位置まで、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。又、スライド中子16は、金型内部方向(図1(a)では上方向)に向かって、キャビティを形成するための所定の位置まで、可動型12の製品形状面又は製品形状面との連続面12a上を摺動する。次に、スライド中子14、及び、スライド中子16を保持する可動型12が、キャビティを形成するための所定の位置まで、固定型に対して接近移動する。そして、これらの動作により、固定型の製品形状面、可動型12の製品形状面12a、スライド中子14の製品形状面14a、及びスライド中子16の製品形状面16aが、夫々接近することとなり、ダイカスト金型10のキャビティを構成する。
【0018】
又、図1に示すダイカスト金型10の可動型12には、製品形状面又は製品形状面との連続面12aの下部に、溝18が設けられている。この溝18は、図1(a)に示されるように、可動型12の下端まで通じるものであり、ダイカスト金型10の外部へと通じている。更に、溝18は、ダイカスト金型10の型開き時には、溝18の上部が開放され、型閉じ時には、型開き時には開放されていた溝18の上部が、スライド中子16により、閉鎖されるような位置に設けられている(図3(e)参照)。なお、図1(b)で示す例では、可動型12の製品形状面又は製品形状面との連続面12aに、溝18が2つ設けられているが、本発明の実施の形態に係るダイカスト金型10の可動型12に設けられる溝18は、1つ、或いは2つ以上であってもよい。又、溝18の、スライド中子16が摺動する方向と直交する方向(図1(b)では左右方向)の長さは、溝18が設けられる数を考慮し、任意に設定できるものとする。
【0019】
ここで、溝18が設けられる位置について詳述する。まず、ダイカスト金型10が型開き状態にある場合、可動型12により摺動可能に保持されているスライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に向かって摺動し、移動が規制された位置まで退避している。この場合においては、図1でも示されているように、可動型12の製品形状面又は製品形状面との連続面12aに、可動型12の下端まで通じる溝18の上部が露出する。すなわち、溝18の上部が開放され、溝18により、ダイカスト金型10の金型内部と外部とが連通した状態となる。
次に、ダイカスト金型10が型閉じ状態にある場合、可動型12により摺動可能に保持されているスライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、上述した退避位置から、上方に向かって摺動し、キャビティを形成するための所定の位置に到達している(図3(e)参照)。この場合においては、型開き時には露出していた溝18の上部が、スライド中子16の摺動面16bにより塞がれる。すなわち、ダイカスト金型10の金型内部と外部とを連通する溝18が、閉鎖された状態となる。
【0020】
更に、図1に示すダイカスト金型10の可動型12には、製品形状面又は製品形状面との連続面12aに、ワイパー20が設けられている。このワイパー20は、可動型12の製品形状面又は製品形状面との連続面12aに設けられた溝18よりも上方の位置、かつ、ダイカスト金型10の型閉じ時には、スライド中子16により閉鎖される位置に設けられている。つまり、ダイカスト金型10の型閉じ時(図3(e)参照)には、ワイパー20は、キャビティを形成するための所定の位置に在るスライド中子16の、製品形状面16aよりも下方に位置し、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の摺動面16bとの隙間において、スライド中子16の摺動面16bに対して当接している。なお、ワイパー20は、少なくとも、図1(b)に示す通り、スライド中子16が摺動する方向と直交する方向(図1(b)では左右方向)に延びる、長尺部材であり、例えば、耐熱性を有する弾性部品が用いられる。
【0021】
又、図1に示すダイカスト金型10は、可動型12に設けられた溝18の下端部近辺に噴射孔が向いた、エアブロー22を備えている。このエアブロー22は、後述する理由により、エアブロー22から吐出するエアが、溝18から金型外部への水分の排出を促すような位置、角度に設けられている。なお、エアブロー22は、可動型12に設けられている溝18の大きさや数量に合わせ、効率よく水分を排出させるために、複数設けられていても良い。
【0022】
続いて、図2及び図3を参照し、本発明の実施の形態に係るダイカスト金型10の、金型内部の水分を排出する際の動作と共に、それにより得られる作用効果を説明する。なお、図2及び図3は、図1(a)と同様に、可動型12周辺の断面図を示しており、固定型の図示は省略している。
まず、図2(a)は、ダイカスト金型10の型開き状態において、ダイカスト製品を成形する準備段階として、金型内部に離型剤24を塗布した工程を示している。図示によれば、離型剤24は、可動型12の製品形状面又は製品形状面との連続面12a、スライド中子14の製品形状面14a、及びスライド中子16の製品形状面16aに塗布されている。この離型剤24は、従来と同様、金型の温度を下げ、金型から成形品を離し易くするために塗布されるものである。
【0023】
次に、図2(b)は、ダイカスト金型10の型開き状態において、エアブロー等(図示省略)から吐出されるエアBにより、離型剤24に含まれる水分等の、金型内部に残存する余分な水分26を除去する工程を示している。しかしながら、この工程において、例えば、図2(b)で示すように、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の製品形状面16aとで構成される、金型内部の角付近に溜まった水分26は、除去が困難であり、残存してしまう。この水分26は、スライド中子14の製品形状面14aから垂れ落ち、或いは、可動型12の製品形状面又は製品形状面との連続面12aを下方に伝い、金型内部の角付近に溜まったものである。
【0024】
続いて、図2(c)は、可動型12に設けられた溝18を排水路として利用し、金型内部に残存する水分26を、金型外部に排出する態様を示している。図示によれば、ダイカスト金型10は型開き状態であり、スライド中子16は、移動が規制された位置まで下方に退避しているため、可動型12の製品形状面又は製品形状面との連続面12aには、可動型12の下端まで通じる溝18の上部が露出している。すなわち、溝18の上部が開放され、溝18により、ダイカスト金型10の金型内部と外部とが連通した状態となっている。このため、可動型12の製品形状面又は製品形状面との連続面12aと、スライド中子16の製品形状面16aとで構成される、金型内部の角付近に溜まった水分26は、その自重により、可動型12の製品形状面又は製品形状面との連続面12aにて露出している溝18の上部から、溝18内を流れ落ち、金型外部へと排出される。又、この際に、エアブロー22からエアが吐出されると、このエアブロー22からのエアは、溝18から金型外部への水分の排出を促すように作用することから、金型内部に残存する水分26を、効率的に排水することができる。
【0025】
次に、図3(d)は、ダイカスト金型10が、型開き状態から型閉じ状態へ移行する態様を示している。ダイカスト金型10が、型開き状態から型閉じ状態へ移行する場合、スライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上を、上方に向かって摺動する。この際、スライド中子16は、その製品形状面16a上の可動型側端部に、可動型12の製品形状面又は製品形状面との連続面12a上で、スライド中子16が摺動した範囲に残存する、微量な水分26(図示省略)を掻き集める。このスライド中子16により掻き集められた微量な水分26は、可動型12の製品形状面又は製品形状面との連続面12aに設けられた溝18が、スライド中子16により塞がれずに開放されている間は、溝18から金型外部へと排水される。
【0026】
更に、スライド中子16は、溝18を塞ぐ位置に達した後も、可動型12の製品形状面又は製品形状面との連続面12a上に残存する、微量な水分26を掻き集めながら、可動型12の製品形状面又は製品形状面との連続面12a上を、上方へと摺動し続ける。そして、スライド中子16は、可動型12の製品形状面又は製品形状面との連続面12a上で、ワイパー20が設けられた位置を通過する。この際、可動型12の製品形状面又は製品形状面との連続面12aに設けられたワイパー20に対し、スライド中子16の製品形状面16a上の可動型側端部が、下方より摺接する。このため、スライド中子16の製品形状面16a上の可動型側端部と、可動型12の製品形状面又は製品形状面との連続面12aとの突き合わせ部に溜まった水分26が、ワイパー20により掻き落とされる。そして、ワイパー20により掻き落とされた水分26は、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間を下方に伝い、溝18に達した後に、溝18から金型外部へと排水される。
【0027】
一方、ダイカスト金型10が、型開き状態から型閉じ状態へ移行する場合、スライド中子14は、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に向かって摺動する。この際、スライド中子14は、可動型12の製品形状面又は製品形状面との連続面12a上で、スライド中子14が摺動した範囲に残存する、微量な水分26を掻き集める。このスライド中子14により掻き集められた微量な水分26は、ある程度の容量が溜まると、その自重により、可動型12の製品形状面又は製品形状面との連続面12a上を、下方に伝い落ちる。そして、可動型12の製品形状面又は製品形状面との連続面12a上を伝い落ちた水分26は、溝18がスライド中子16により塞がれずに開放されている間は、溝18から金型外部へと排水される。
【0028】
次に、図3(e)は、ダイカスト金型10が、型閉じを完了した状態を示している。図3(e)は、スライド中子14、及び、スライド中子16が、可動型12の製品形状面又は製品形状面との連続面12a上を、夫々、上方及び下方に向かって摺動し、キャビティを形成するための所定の位置まで到達した状態であり、金型内部にキャビティが形成される。この状態において、可動型12の製品形状面又は製品形状面との連続面12aに設けられたワイパー20は、スライド中子16の製品形状面16aよりも下方に位置し、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間において、スライド中子16の摺動面16bに対して当接している。更に、ワイパー20は、可動型12の製品形状面又は製品形状面との連続面12a上において、スライド中子16が摺動する方向と直交する方向に延びる、長尺部材である(図1(b)参照)。このため、ワイパー20は、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間、つまり、金型内部と金型外部とを連通する、溝18を含む通路を塞ぐ、シール部材の役割を果たすものとなる。従って、ダイカスト金型10において、金型内部のキャビティを減圧する際に、スライド中子16の摺動面16bと、可動型12の製品形状面又は製品形状面との連続面12aとの隙間や、それよりも下方に位置する溝18に残存する、余分な水分が、金型内部と金型外部の圧力差により、金型内部に吸い込まれることを、シール部材の役割を果たすワイパー20により、防ぐことができる。
【0029】
従って、本発明の実施の形態に係るダイカスト金型10は、金型内部に残存する余分な水分26を効率的に除去し、その結果、ダイカスト製品の品質低下を抑制することができる。
【符号の説明】
【0030】
10:ダイカスト金型、12:可動型、12a:製品形状面又は製品形状面との連続面、14:スライド中子、16:スライド中子、18:溝、20:ワイパー、22:エアブロー
【特許請求の範囲】
【請求項1】
固定型と、該固定型に対して離間接近する可動型と、該可動型に設けられたスライド中子とを含み、
前記スライド中子は、前記可動型の製品形状面又は製品形状面との連続面を摺動面として、摺動可能に保持されているダイカスト金型において、
前記可動型の製品形状面の、型開き時に開放され、型閉じ時には前記スライド中子により閉鎖される位置に、前記可動型の下端まで通じる溝が設けられていることを特徴とするダイカスト金型。
【請求項2】
前記可動型の摺動面上には、前記溝の上方かつ型閉じ時には前記スライド中子により閉鎖される位置に、ワイパーを備えることを特徴とする請求項1記載のダイカスト金型。
【請求項3】
前記溝の下端部近辺に噴射孔が向いた、エアブローを備えることを特徴とする請求項1又は2記載のダイカスト金型。
【請求項1】
固定型と、該固定型に対して離間接近する可動型と、該可動型に設けられたスライド中子とを含み、
前記スライド中子は、前記可動型の製品形状面又は製品形状面との連続面を摺動面として、摺動可能に保持されているダイカスト金型において、
前記可動型の製品形状面の、型開き時に開放され、型閉じ時には前記スライド中子により閉鎖される位置に、前記可動型の下端まで通じる溝が設けられていることを特徴とするダイカスト金型。
【請求項2】
前記可動型の摺動面上には、前記溝の上方かつ型閉じ時には前記スライド中子により閉鎖される位置に、ワイパーを備えることを特徴とする請求項1記載のダイカスト金型。
【請求項3】
前記溝の下端部近辺に噴射孔が向いた、エアブローを備えることを特徴とする請求項1又は2記載のダイカスト金型。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−71181(P2013−71181A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−214771(P2011−214771)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
[ Back to top ]