
ダイコート塗工装置及び塗工方法
【課題】連続走行するウェブに薄膜を形成する際、スジやムラ等の塗工欠陥の抑制を図り、安定して高性能、高機能な薄膜を得ることを可能にするダイコート塗工装置及び塗工方法を提供する。
【解決手段】連続走行するウェブに塗液を塗布する塗工装置であって、前記ウェブを走行させるバックロールと、バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【解決手段】連続走行するウェブに塗液を塗布する塗工装置であって、前記ウェブを走行させるバックロールと、バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダイヘッドによって塗液をウェブ表面に均一に塗布し薄膜を形成するダイコート塗工装置及び塗工方法に関する。
【背景技術】
【0002】
ダイヘッドを用いた塗工方式は、高速で均一な薄膜塗工が可能なことから、種々の分野で利用されている。ダイヘッドを用いた方式(ダイヘッド方式)は、クローズド形であることから、蒸発速度の速い溶剤や、異物混入対策として適しており、送液した液体がそのまま塗布される方式であることを特徴としている。
【0003】
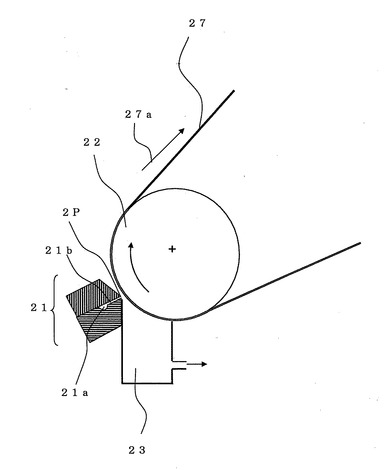
図1は従来から使われている上記ダイヘッド方式の塗工装置の一例を示すが概略図である。ダイヘッド21は、基本的に、液入口からの塗工液を幅方向に広がらせるためのマニホールド21aと、そのマニホールドから塗工液が押し出される塗工用スリット21bとを備えた構造をしている。そして、液入口から内部に流入した塗工液がマニホールドにて幅方向に広がり、先端の塗工用スリットから押し出されて、バックロール22に接して27aで示す搬送方向に搬送されるウェブ27の表面に塗工されるように構成されている。
【0004】
近年では、製品の更なる高性能、高機能化に伴い、求められる膜厚精度も高くなってきている。しかしながら、連続走行するウェブ上に塗液を塗布していく塗工方法においては、エア同伴現象など様々な要因により、ダイヘッド先端部の塗工用スリットから押し出される塗工部2Pのビードの破壊に伴うスジやムラ等の塗工欠陥が発生するケースが多い。特にライン速度を上げていくと、ビードの不安定により塗工欠陥が生じやすくなる。
【0005】
一般的に塗工欠陥を抑制するために、バックロール22とダイヘッド21との下部に減圧チャンバ23を設け、ビード部を減圧することでビードを安定化させ塗布する方法が用いられている。しかしこのような減圧チャンバを用いる方式でも、ライン速度アップやロングラン塗布を行った場合には、減圧チャンバ内部の圧力変動があり、塗工欠陥が生じるといった問題がある。
【0006】
減圧チャンバ内部の圧力変動を抑え塗布する技術については、特許文献1、特許文献2に開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−53233号公報
【特許文献2】特開2006−297269号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1においては、ダイヘッド自体に減圧用スリットを形成し、減圧用スリットから同伴エアの吸引を行っている。このような方式により、塗工部の気流変動とビードへの異物侵入を防ぐことで、塗工欠陥を抑制させている。
【0009】
しかしながら特許文献1のものでは、塗液用スリットと、減圧用スリットの距離が近いため、ダイヘッドから流れでた塗工液が減圧用スリットに入り込み、減圧用スリットが詰まることで正常に減圧が行われなくなる可能性がある。また特許文献1で示されるダイヘッド自体が特殊な構造をしていることから、加工が困難であり、実用性には乏しい。
【0010】
特許文献2においては、減圧チャンバ内部に仕切り板を設け上流側と下流側を区分けし、上流側のみエア吸引口を設置することで、減圧用ブロアの吸引による気流の乱れを抑制し塗工面の安定化を図っている。
【0011】
しかしながら、この特許文献2においては、仕切り板によって減圧用ブロアの吸引による気流の乱れは防止できるが、バックロールとバックブロック間の隙間によって生じる同伴エアの流入は防止できない。同様にバックロールとサイドブロック間の隙間からの、エア流入も防止できず、減圧チャンバ内全体の気流の乱れを防ぐことは困難である。
【0012】
本発明は、このような点に着目してなされたもので、連続走行するウェブに、ダイヘッドから塗液を塗布し薄膜を形成する際、ライン速度アップ時やロングラン塗布時におけるスジやムラ等の塗工欠陥の抑制を図り、安定して高性能、高機能な薄膜を得ることを可能にするダイコート塗工装置及び塗工方法を提供することにある。
【課題を解決するための手段】
【0013】
上記課題を解決するために、請求項1の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置である。
【0014】
請求項2の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構を備えたことを特徴とするダイコート塗工装置である。
【0015】
請求項3の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドの前記スリットの塗工部を減圧するために塗工部の上流側に設けられた減圧チャンバと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構と、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構と、を具備することを特徴とするダイコート塗工装置である。
【0016】
請求項4の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられた前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【0017】
請求項5の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられた前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【0018】
請求項6の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によって前記ウェブの走行方向と逆方向にエアを噴射し、更に、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【発明の効果】
【0019】
本発明によるダイコート塗工装置及び塗工方法によれば、ライン速度アップ時やロングラン塗布時において、スジやムラ等の塗工欠陥のない、高性能、高機能の薄膜を安定して得ることができる。またウェブ上の異物を除去することもできる。
【図面の簡単な説明】
【0020】
【図1】従来から使われている上記ダイヘッド方式の塗工装置の一例を示すが概略図。
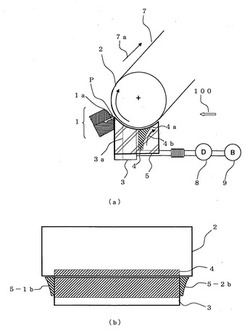
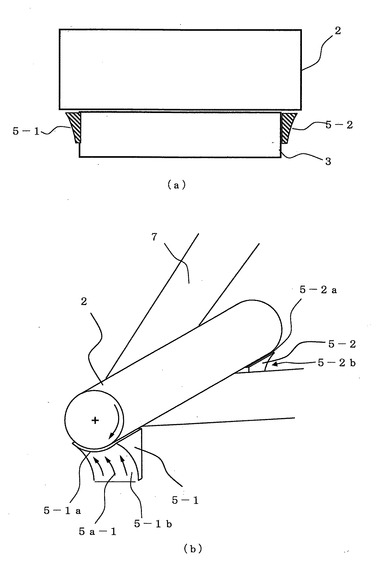
【図2】本発明のダイコート塗工装置の一例を示す概略図。(a)は側面から見た図。(b)は図2(a)に示される矢印100の方向から見た図。
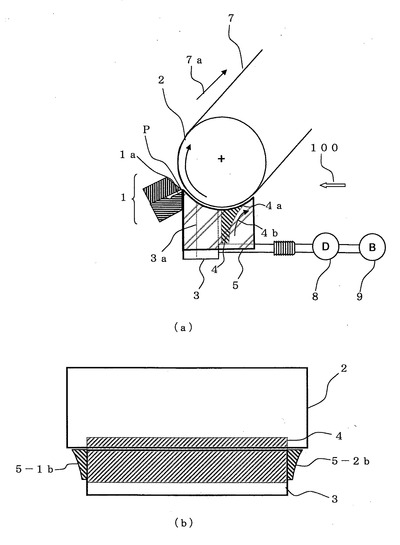
【図3】本発明に係るバックブロックを説明するための図。(a)は側面から見た図。(b)は図3(a)に示される矢印101の方向から見た図。
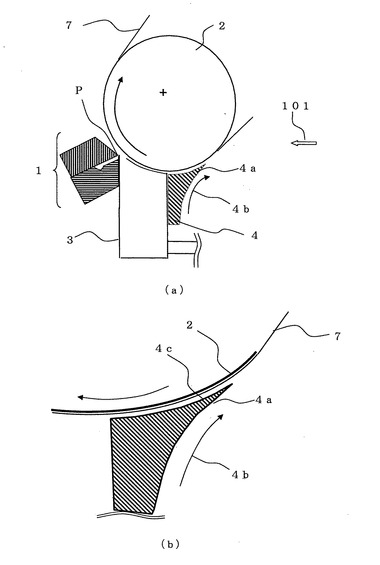
【図4】本発明に係るサイドブロックを説明するための図。(a)はサイドブロックの設置位置を示す図。(b)はサイドブロックの形状を示す図。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態を図面を用いて説明する。
【0022】
図2は本発明のダイコート塗工装置の一例を示す概略図で、図2(a)は側面から見た図、図2(b)は図2(a)に示される矢印100の方向から見た図である。ダイコート塗工装置は、ウェブ7を矢印7aで示す方向に走行させるバックロール2と、バックロール2に近接して設けられ、ウェブ7に塗布する塗液を押し出すスリット1aを有するダイヘッド1と、ダイヘッド1のスリット1aの塗工部Pの上流側に設けられた減圧チャンバ3と、減圧チャンバ3の上流側に設けられ、バックロール2の外周面と同一の形状を有するバックブロック4と、バックブロック4のゆるやかな傾斜の掛かった形状を有する面4aに沿ってエアを矢印4bで示す方向に噴射する第一のエアブロー機構(図示せず)と、バックロール2の幅方向の減圧チャンバ3の両側に設けられ、バックロール2の外周面と同一の形状を有するサイドブロック5−1及び5−2と、サイドブロックのゆるやかな傾斜の掛かった形状を有する面5−1b、5−2bに沿ってエアを噴射する第二のエアブロー機構(図示せず)と、を具備している。ダイヘッド1とバックロール2との隙間は塗工部Pとなっており、スリット1aから押し出された塗液がウェブ7に塗工される。減圧チャンバ3には減圧ライン(配管チューブ)によって、減圧ダンパ8と減圧用ブロア9に繋がっており、この減圧ラインからエアを引込み、減圧状態を形成する。減圧ラインは減圧チャンバ内の仕切り板3aに対してダイヘッドと逆側に位置しており、ダイヘッドから流れ出た塗液を直接吸引しない構造となっている。尚、図2(b)では、図2(a)に示されるダイヘッド1、ウェブ7、減圧ダンパ8、減圧用ブロア9は図示していない。
【0023】
図3はバックブロック4を説明するための図で、図3(a)は側面から見た図、図3(b)は図3(a)に示される矢印101の方向から見た図である。バックブロック4は減圧チャンバ3の上流側に設けられ(図3(a))、バックロール2の外周面と同一の形状4cを有している(図3(b))。バックブロック4の面4aはゆるやかな傾斜の掛かった形状を有しており、図示しない第一のエアブロー機構によってエアが矢印4bで示す方向に噴射され、その後エアはバックブロック4の面4aに沿って流れる。この場合のエアは、第一のエアブロー機構に繋がれたウェブ7の全幅にわたって設けられたスリット状の開口からバックブロック4の面4aに噴射されれば良い。バックブロック4の面4aに沿って流れるこのエアよって、ウェブ7に同伴されるエアが減圧チャンバ3に流入することを防ぐことが出来、塗工部Pの気流の流れを抑えビードを安定化させることが出来、ライン速度アップ時やロングラン時においてスジやムラ等の塗工欠陥のない薄膜を安定して形成することができる。またエアの噴射によりウェブ上の異物も除去することができる。
【0024】
図4はサイドブロック5を説明するための図である。図4(a)はサイドブロックの設置位置を示す図で、図4(b)はサイドブロックの形状を示す図である。図4(a)に示すようにサイドブロック5−1及び5−2はバックロール2の幅方向の減圧チャンバ3の両側に設けられ(図4(a))、また図4(b)に示すように、バックロール2の外周面と同一の形状5−1a及び5−2aを有している。サイドブロック5−1について説明する。サイドブロック5−1のゆるやかな傾斜の掛かった形状を有する面5−1bには、図示しない第二のエアブロー機構によってエアが矢印5a−1で示す方向に噴射され、その後エアはサイドブロック5−1の面5−1bに沿って矢印5a−1で示される方向に流れる。この場合のエアは、図示しない第二のエアブロー機構に繋がれたサイドブロック5−1の全幅にわたって設けられたスリット状の開口からサイドブロック5−1の面5−1b
に噴射されれば良い。
【0025】
サイドブロック5−2もサイドブロック5−1と同じように、サイドブロック5−2のゆるやかな傾斜の掛かった形状を有する面5−2bには、図示しない第二のエアブロー機構によってエアが噴射され、その後エアはサイドブロック5−2のゆるやかな傾斜の掛かった形状を有する面5−2bに沿って流れる。この場合のエアは、図示しない第二のエアブロー機構に繋がれたサイドブロック5−2の全幅にわたって設けられたスリット状の開口からサイドブロック5−2の面5−2bに噴射されれば良い。
【0026】
このようにしてサイドブロック5−1の面5−1b及びサイドブロック5−2の面5−2bに沿って流れるエアは減圧チャンバ3からバックロール2の幅方向の外側に向かって流れるため、減圧時の減圧チャンバ3内部へのエアの流れを防ぐことが出来るため、減圧チャンバ3内部の気流の流れを安定することが出来る。その結果、ビードを安定化させることが出来、ライン速度アップ時やロングラン時においてスジやムラ等の塗工欠陥のない薄膜を安定して形成することができる。
【0027】
上記バックブロック及びサイドブロックの両方のブロックを設けることが望ましいが、どちらか一方を用いても従来のダイコート方式の塗工装置と比較して、塗工欠陥の少ない薄膜を安定して形成することができる。
【0028】
ダイコート方式による塗工装置の動作について説明する。
【0029】
バックロール2が回転しウェブ7が連続で走行している状態のもとで、ダイヘッド1から塗液が塗工部Pへ排出される。塗工部Pは減圧チャンバ3に接続された減圧用ブロア9により減圧状態に維持され、塗液はビードを形成し、ウェブ7上に塗布され薄膜が形成される。減圧チャンバ3内部の圧力は、減圧ライン上の減圧ダンパ8により調整される。減圧チャンバ内部を減圧用ブロアにより減圧状態にする際、第一のエアブロー機構によってバックブロック4にエアが噴射されて同伴エアの流入が規制され、また第二のエアブロー機構によってサイドブロック5にエアが噴射されてエアの流入が規制される。その結果、塗工部Pの気流の流れを抑えることができ、ビードを安定化させることができる。またエアの噴射によりウェブ上の異物も除去することができる。
【0030】
ライン速度変更に伴い同伴エア量が変化した場合は、第一のエアブロー機構からのエア噴射量を調整することで、減圧チャンバ内部への同伴エアの侵入を抑えることができる。以上の方法により、ライン速度アップ時やロングラン時においてビードを安定して形成することができ、スジやムラ等の塗工欠陥の少ない薄膜を安定して形成することができる。
【符号の説明】
【0031】
1・・・ダイヘッド
2・・・バックロール
3・・・減圧チャンバ
3a・・・仕切り板
4・・・バックブロック
4a・・・バックブロックのゆるやかな傾斜の掛かった形状を有する面
4b・・・エアが噴射される方向を示す矢印
4c・・・バックロールの外周面と同一の形状を有するバックブロックの曲面
5−1a、5−2a・・・バックロールの外周面と同一の形状を有する面
5−1b、5−2b・・・サイドブロックのゆるやかな傾斜の掛かった形状を有する面
5−1、5−2・・・サイドブロック
7・・・ウェブ
8・・・減圧ダンパ
9・・・減圧用ブロア
21・・・ダイヘッド
21a・・・マニホールド
21b・・・スリット
22・・・バックロール
23・・・減圧チャンバ
27・・・ウェブ
27a・・・ウェブの搬送方向を示す矢印
P・・・塗工部
2P・・・塗工部
【技術分野】
【0001】
本発明は、ダイヘッドによって塗液をウェブ表面に均一に塗布し薄膜を形成するダイコート塗工装置及び塗工方法に関する。
【背景技術】
【0002】
ダイヘッドを用いた塗工方式は、高速で均一な薄膜塗工が可能なことから、種々の分野で利用されている。ダイヘッドを用いた方式(ダイヘッド方式)は、クローズド形であることから、蒸発速度の速い溶剤や、異物混入対策として適しており、送液した液体がそのまま塗布される方式であることを特徴としている。
【0003】
図1は従来から使われている上記ダイヘッド方式の塗工装置の一例を示すが概略図である。ダイヘッド21は、基本的に、液入口からの塗工液を幅方向に広がらせるためのマニホールド21aと、そのマニホールドから塗工液が押し出される塗工用スリット21bとを備えた構造をしている。そして、液入口から内部に流入した塗工液がマニホールドにて幅方向に広がり、先端の塗工用スリットから押し出されて、バックロール22に接して27aで示す搬送方向に搬送されるウェブ27の表面に塗工されるように構成されている。
【0004】
近年では、製品の更なる高性能、高機能化に伴い、求められる膜厚精度も高くなってきている。しかしながら、連続走行するウェブ上に塗液を塗布していく塗工方法においては、エア同伴現象など様々な要因により、ダイヘッド先端部の塗工用スリットから押し出される塗工部2Pのビードの破壊に伴うスジやムラ等の塗工欠陥が発生するケースが多い。特にライン速度を上げていくと、ビードの不安定により塗工欠陥が生じやすくなる。
【0005】
一般的に塗工欠陥を抑制するために、バックロール22とダイヘッド21との下部に減圧チャンバ23を設け、ビード部を減圧することでビードを安定化させ塗布する方法が用いられている。しかしこのような減圧チャンバを用いる方式でも、ライン速度アップやロングラン塗布を行った場合には、減圧チャンバ内部の圧力変動があり、塗工欠陥が生じるといった問題がある。
【0006】
減圧チャンバ内部の圧力変動を抑え塗布する技術については、特許文献1、特許文献2に開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−53233号公報
【特許文献2】特開2006−297269号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1においては、ダイヘッド自体に減圧用スリットを形成し、減圧用スリットから同伴エアの吸引を行っている。このような方式により、塗工部の気流変動とビードへの異物侵入を防ぐことで、塗工欠陥を抑制させている。
【0009】
しかしながら特許文献1のものでは、塗液用スリットと、減圧用スリットの距離が近いため、ダイヘッドから流れでた塗工液が減圧用スリットに入り込み、減圧用スリットが詰まることで正常に減圧が行われなくなる可能性がある。また特許文献1で示されるダイヘッド自体が特殊な構造をしていることから、加工が困難であり、実用性には乏しい。
【0010】
特許文献2においては、減圧チャンバ内部に仕切り板を設け上流側と下流側を区分けし、上流側のみエア吸引口を設置することで、減圧用ブロアの吸引による気流の乱れを抑制し塗工面の安定化を図っている。
【0011】
しかしながら、この特許文献2においては、仕切り板によって減圧用ブロアの吸引による気流の乱れは防止できるが、バックロールとバックブロック間の隙間によって生じる同伴エアの流入は防止できない。同様にバックロールとサイドブロック間の隙間からの、エア流入も防止できず、減圧チャンバ内全体の気流の乱れを防ぐことは困難である。
【0012】
本発明は、このような点に着目してなされたもので、連続走行するウェブに、ダイヘッドから塗液を塗布し薄膜を形成する際、ライン速度アップ時やロングラン塗布時におけるスジやムラ等の塗工欠陥の抑制を図り、安定して高性能、高機能な薄膜を得ることを可能にするダイコート塗工装置及び塗工方法を提供することにある。
【課題を解決するための手段】
【0013】
上記課題を解決するために、請求項1の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置である。
【0014】
請求項2の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構を備えたことを特徴とするダイコート塗工装置である。
【0015】
請求項3の発明は、連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドの前記スリットの塗工部を減圧するために塗工部の上流側に設けられた減圧チャンバと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構と、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構と、を具備することを特徴とするダイコート塗工装置である。
【0016】
請求項4の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられた前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【0017】
請求項5の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられた前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【0018】
請求項6の発明は、連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によって前記ウェブの走行方向と逆方向にエアを噴射し、更に、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法である。
【発明の効果】
【0019】
本発明によるダイコート塗工装置及び塗工方法によれば、ライン速度アップ時やロングラン塗布時において、スジやムラ等の塗工欠陥のない、高性能、高機能の薄膜を安定して得ることができる。またウェブ上の異物を除去することもできる。
【図面の簡単な説明】
【0020】
【図1】従来から使われている上記ダイヘッド方式の塗工装置の一例を示すが概略図。
【図2】本発明のダイコート塗工装置の一例を示す概略図。(a)は側面から見た図。(b)は図2(a)に示される矢印100の方向から見た図。
【図3】本発明に係るバックブロックを説明するための図。(a)は側面から見た図。(b)は図3(a)に示される矢印101の方向から見た図。
【図4】本発明に係るサイドブロックを説明するための図。(a)はサイドブロックの設置位置を示す図。(b)はサイドブロックの形状を示す図。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態を図面を用いて説明する。
【0022】
図2は本発明のダイコート塗工装置の一例を示す概略図で、図2(a)は側面から見た図、図2(b)は図2(a)に示される矢印100の方向から見た図である。ダイコート塗工装置は、ウェブ7を矢印7aで示す方向に走行させるバックロール2と、バックロール2に近接して設けられ、ウェブ7に塗布する塗液を押し出すスリット1aを有するダイヘッド1と、ダイヘッド1のスリット1aの塗工部Pの上流側に設けられた減圧チャンバ3と、減圧チャンバ3の上流側に設けられ、バックロール2の外周面と同一の形状を有するバックブロック4と、バックブロック4のゆるやかな傾斜の掛かった形状を有する面4aに沿ってエアを矢印4bで示す方向に噴射する第一のエアブロー機構(図示せず)と、バックロール2の幅方向の減圧チャンバ3の両側に設けられ、バックロール2の外周面と同一の形状を有するサイドブロック5−1及び5−2と、サイドブロックのゆるやかな傾斜の掛かった形状を有する面5−1b、5−2bに沿ってエアを噴射する第二のエアブロー機構(図示せず)と、を具備している。ダイヘッド1とバックロール2との隙間は塗工部Pとなっており、スリット1aから押し出された塗液がウェブ7に塗工される。減圧チャンバ3には減圧ライン(配管チューブ)によって、減圧ダンパ8と減圧用ブロア9に繋がっており、この減圧ラインからエアを引込み、減圧状態を形成する。減圧ラインは減圧チャンバ内の仕切り板3aに対してダイヘッドと逆側に位置しており、ダイヘッドから流れ出た塗液を直接吸引しない構造となっている。尚、図2(b)では、図2(a)に示されるダイヘッド1、ウェブ7、減圧ダンパ8、減圧用ブロア9は図示していない。
【0023】
図3はバックブロック4を説明するための図で、図3(a)は側面から見た図、図3(b)は図3(a)に示される矢印101の方向から見た図である。バックブロック4は減圧チャンバ3の上流側に設けられ(図3(a))、バックロール2の外周面と同一の形状4cを有している(図3(b))。バックブロック4の面4aはゆるやかな傾斜の掛かった形状を有しており、図示しない第一のエアブロー機構によってエアが矢印4bで示す方向に噴射され、その後エアはバックブロック4の面4aに沿って流れる。この場合のエアは、第一のエアブロー機構に繋がれたウェブ7の全幅にわたって設けられたスリット状の開口からバックブロック4の面4aに噴射されれば良い。バックブロック4の面4aに沿って流れるこのエアよって、ウェブ7に同伴されるエアが減圧チャンバ3に流入することを防ぐことが出来、塗工部Pの気流の流れを抑えビードを安定化させることが出来、ライン速度アップ時やロングラン時においてスジやムラ等の塗工欠陥のない薄膜を安定して形成することができる。またエアの噴射によりウェブ上の異物も除去することができる。
【0024】
図4はサイドブロック5を説明するための図である。図4(a)はサイドブロックの設置位置を示す図で、図4(b)はサイドブロックの形状を示す図である。図4(a)に示すようにサイドブロック5−1及び5−2はバックロール2の幅方向の減圧チャンバ3の両側に設けられ(図4(a))、また図4(b)に示すように、バックロール2の外周面と同一の形状5−1a及び5−2aを有している。サイドブロック5−1について説明する。サイドブロック5−1のゆるやかな傾斜の掛かった形状を有する面5−1bには、図示しない第二のエアブロー機構によってエアが矢印5a−1で示す方向に噴射され、その後エアはサイドブロック5−1の面5−1bに沿って矢印5a−1で示される方向に流れる。この場合のエアは、図示しない第二のエアブロー機構に繋がれたサイドブロック5−1の全幅にわたって設けられたスリット状の開口からサイドブロック5−1の面5−1b
に噴射されれば良い。
【0025】
サイドブロック5−2もサイドブロック5−1と同じように、サイドブロック5−2のゆるやかな傾斜の掛かった形状を有する面5−2bには、図示しない第二のエアブロー機構によってエアが噴射され、その後エアはサイドブロック5−2のゆるやかな傾斜の掛かった形状を有する面5−2bに沿って流れる。この場合のエアは、図示しない第二のエアブロー機構に繋がれたサイドブロック5−2の全幅にわたって設けられたスリット状の開口からサイドブロック5−2の面5−2bに噴射されれば良い。
【0026】
このようにしてサイドブロック5−1の面5−1b及びサイドブロック5−2の面5−2bに沿って流れるエアは減圧チャンバ3からバックロール2の幅方向の外側に向かって流れるため、減圧時の減圧チャンバ3内部へのエアの流れを防ぐことが出来るため、減圧チャンバ3内部の気流の流れを安定することが出来る。その結果、ビードを安定化させることが出来、ライン速度アップ時やロングラン時においてスジやムラ等の塗工欠陥のない薄膜を安定して形成することができる。
【0027】
上記バックブロック及びサイドブロックの両方のブロックを設けることが望ましいが、どちらか一方を用いても従来のダイコート方式の塗工装置と比較して、塗工欠陥の少ない薄膜を安定して形成することができる。
【0028】
ダイコート方式による塗工装置の動作について説明する。
【0029】
バックロール2が回転しウェブ7が連続で走行している状態のもとで、ダイヘッド1から塗液が塗工部Pへ排出される。塗工部Pは減圧チャンバ3に接続された減圧用ブロア9により減圧状態に維持され、塗液はビードを形成し、ウェブ7上に塗布され薄膜が形成される。減圧チャンバ3内部の圧力は、減圧ライン上の減圧ダンパ8により調整される。減圧チャンバ内部を減圧用ブロアにより減圧状態にする際、第一のエアブロー機構によってバックブロック4にエアが噴射されて同伴エアの流入が規制され、また第二のエアブロー機構によってサイドブロック5にエアが噴射されてエアの流入が規制される。その結果、塗工部Pの気流の流れを抑えることができ、ビードを安定化させることができる。またエアの噴射によりウェブ上の異物も除去することができる。
【0030】
ライン速度変更に伴い同伴エア量が変化した場合は、第一のエアブロー機構からのエア噴射量を調整することで、減圧チャンバ内部への同伴エアの侵入を抑えることができる。以上の方法により、ライン速度アップ時やロングラン時においてビードを安定して形成することができ、スジやムラ等の塗工欠陥の少ない薄膜を安定して形成することができる。
【符号の説明】
【0031】
1・・・ダイヘッド
2・・・バックロール
3・・・減圧チャンバ
3a・・・仕切り板
4・・・バックブロック
4a・・・バックブロックのゆるやかな傾斜の掛かった形状を有する面
4b・・・エアが噴射される方向を示す矢印
4c・・・バックロールの外周面と同一の形状を有するバックブロックの曲面
5−1a、5−2a・・・バックロールの外周面と同一の形状を有する面
5−1b、5−2b・・・サイドブロックのゆるやかな傾斜の掛かった形状を有する面
5−1、5−2・・・サイドブロック
7・・・ウェブ
8・・・減圧ダンパ
9・・・減圧用ブロア
21・・・ダイヘッド
21a・・・マニホールド
21b・・・スリット
22・・・バックロール
23・・・減圧チャンバ
27・・・ウェブ
27a・・・ウェブの搬送方向を示す矢印
P・・・塗工部
2P・・・塗工部
【特許請求の範囲】
【請求項1】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【請求項2】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【請求項3】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドの前記スリットの塗工部を減圧するために塗工部の上流側に設けられた減圧チャンバと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構と、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構と、を具備することを特徴とするダイコート塗工装置。
【請求項4】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられた前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【請求項5】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられた前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【請求項6】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によって前記ウェブの走行方向と逆方向にエアを噴射し、更に、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【請求項1】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【請求項2】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドにおける前記スリットの上流側に設けられた減圧チャンバーと、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構を備えたことを特徴とするダイコート塗工装置。
【請求項3】
連続走行するウェブに塗液を塗布する塗工装置であって、
前記ウェブを走行させるバックロールと、
バックロールに近接して設けられ、前記ウェブに塗布する塗液を押し出すスリットを有するダイヘッドと、
ダイヘッドの前記スリットの塗工部を減圧するために塗工部の上流側に設けられた減圧チャンバと、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックと、
前記バックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って前記ウェブの走行方向と逆方向にエアを噴射する第一のエアブロー機構と、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックと、
前記サイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿ってエアを噴射する第二のエアブロー機構と、を具備することを特徴とするダイコート塗工装置。
【請求項4】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられた前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【請求項5】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられた前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【請求項6】
連続走行するウェブに塗液を塗布する塗工方法であって、
バックロールによって走行するウェブに、
バックロールに近接して設けられた、スリットを有するダイヘッドによって塗液を塗布する際に、
ダイヘッドの前記スリットの上流側に設けられた減圧チャンバーによってダイヘッド先端部を減圧し、
前記減圧チャンバの上流側に設けられ、前記バックロールの外周面と同一の形状を有するバックブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第一のエアブロー機構によって前記ウェブの走行方向と逆方向にエアを噴射し、更に、
前記バックロールの幅方向の前記減圧チャンバの両側に設けられ、前記バックロールの外周面と同一の形状を有するサイドブロックのゆるやかな傾斜の掛かった形状を有する面に沿って、第二のエアブロー機構によってエアを噴射しながら塗液を塗布する塗工方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−66866(P2013−66866A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208724(P2011−208724)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]