
ダストコントロールマット用捲縮糸の製造方法およびダストコントロールマットの製造方法
【課題】ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸、およびそれからなるダストコントロールマットを提供する。
【解決手段】ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とするダストコントロールマット用捲縮糸の製造方法。
【解決手段】ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とするダストコントロールマット用捲縮糸の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
0 本発明はポリトリメチレンテレフタレートからなるダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法に関するものである。さらに詳しくは、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法に関するものである。
【背景技術】
【0002】
ポリトリメチレンテレフタレート繊維は、優れた弾性、防汚性およびナイロン並の染色性を持つことで着目されており、近年衣料用およびインテリアの分野への展開が図られている。
【0003】
ポリトリメチレンテレフタレート繊維をインテリアの分野に展開するに際しては、カーペットに適していると考えられており、特に防汚性に優れていることから、店舗や事務所の入り口等に設置されるダストコントロールマットに適していると考えられる。
【0004】
ダストコントロールマット用に用いられる捲縮糸の要求特性としては、防汚性、耐光性、嵩高性が挙げられ、またパイル糸は撚り糸が使用されるため、ペンシルポイント性も求められている。
【0005】
ダストコントロールマットでは、店舗や事務所の入り口部で靴により使用されることが多いため、防汚性に優れていることが必要であるといえる。これまで、耐へたり性、嵩高性の点でポリアミドを用いたダストコントロールマットは多く発明されているが、ポリアミドでは酸性の汚れを吸着するため、防汚性が劣っており、より防汚性の優れた素材への置き換えが求められていた。
【0006】
ポリアミド以外に、防汚性のあるカーペット素材としてはポリエチレンテレフタレートが挙げられるが、嵩高性、耐へたり性が乏しく、靴等で繰り返し踏まれるハードユースのダストコントロールマットには耐久性が乏しく不向きであった。
【0007】
ポリトリメチレンテレフタレート繊維は、そのポリマの特徴を活かし、ナイロン並の嵩高性や耐へたり性、ポリエチレンテレフタレート並の防汚性を発揮することが近年の着目される理由の1つとなっており、ポリトリメチレンテレフタレートを用いたカーペット用捲縮糸についての提案が既になされている。
【0008】
例えば、ポリトリメチレンテレフタレートのカーペット用捲縮糸として、インチあたり約3.5〜4.5の諸撚りを有するパイル糸を用いたカーペット用捲縮糸およびカーペットが提案されている(例えば、特許文献1参照)。しかし、撚り糸の熱セット温度が132〜143℃と高く、通常のナイロン等で用いられる温度を採用していた。ポリトリメチレンテレフタレートは、熱セット性に弱く、高温状態でのセットを行うことにより、一度固定した捲縮がリセットされ、嵩高性の低下が起こる。家庭用のカーペットにおいては問題のないレベルであるが、嵩高性の低下によるカーペットのバルキー性や風合い、耐へたり性が劣るため、ハードユースのダストコントロールマットには不向きであった。また、ダストコントロールマットで必要とされる耐光性を達成するための手段についても教示がない。
【0009】
一方、カーペットのパイルに原着糸を用いた捲縮糸及びカーペットの製造方法に関する技術がすでに開示されている(例えば、特許文献2又は3参照)。これらにも、撚り糸を用いたカーペットが記載されているが、ポリトリメチレンテレフタレートの捲縮糸の撚り糸を作る際に重要な熱セットの温度が記載されていないか、120〜160℃と高めに設定されているため、特許文献1と同じくダストコントロールマットには不向きであった。
【0010】
すなわち、上記3つの特許文献では、本来の問題点であるポリトリメチレンテレフタレートの熱セット温度については何ら工夫がされてはおらず、また、バルキー性や風合い、耐へたり性、耐光性などのダストコントロールマットでの要求特性が考慮されていないため、満足するダストコントロールマットはこれまで得られていなかった。
【特許文献1】特表平10−502139号公報
【特許文献2】特開2002−339160号公報
【特許文献3】特開2002−345623号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果達成されたものである。
【0012】
したがって、本発明の目的は、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明のダストコントロールマット用捲縮糸の製造方法は、ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とする。
【0014】
さらに、本発明のダストコントロールマット用捲縮糸の製造方法は以下の(1)〜(3)を好ましい形態とする。
(1)前記捲縮糸が顔料として、カーボンブラック又は酸化チタンを含有すること
(2)前記捲縮糸の沸騰水処理後の捲縮伸長率が15〜30%であること
(3)前記捲縮糸の断面が変形度1.5〜4.0のY型断面であること。
【0015】
さらに、本発明のダストコントロールマットの製造方法は、上記のダストコントロールマット用捲縮糸をパイルとして用いたことを特徴とする。
【発明の効果】
【0016】
本発明によれば、以下に説明するとおり、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性の低下やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法およびダストコントロールマットの製造方法が提供できる。
【発明を実施するための最良の形態】
【0017】
以下に、本発明について詳細に説明する。
【0018】
本発明方法はポリトリメチレンテレフタレートを原料とするマルチフィラメント捲縮糸からなるダストコントロールマット用捲縮糸で、(a)前記マルチフィラメント捲縮糸が原着糸であること、かつ(b)前記マルチフィラメント捲縮糸が150〜220T/mの諸撚りが施されていること、かつ(c)前記マルチフィラメント捲縮糸が諸撚り後、100〜130℃のスチームで熱セットされていることを特徴とするものである。
【0019】
本発明においてダストコントロールマットとは店舗や事務所などの玄関を中心に設置される靴拭きマットのことを主にいう。
【0020】
本発明方法において使用する、原料ポリマとしてのポリトリメチレンテレフタレートは、その構成単位の少なくとも90モル%がテレフタル酸を主たる酸成分とし、1,3−プロパンジオールを主たるジオール成分として得られるポリマである。ただし、10モル%、より好ましくは6モル%以下の割合で、他のエステル結合形成可能な共重合成分を含んでもよい。また、共重合可能な化合物としては、例えばイソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−ナトリウムスルホイソフタル酸などのジカルボン酸類、エチレングリコール、ジエチレングリコール、ジプロピレングリコール、ブタジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコールなどのジオール類を挙げることができるが、これに限定されるものではない。ポリトリメチレンテレフタレートは、通常よく使われるナイロンに比べて防汚性に優れている。
【0021】
本発明で用いるポリトリメチレンテレフタレートは、その固有粘度が0.5〜2.0の範囲であることが好ましい。固有粘度が0.5未満であると、紡糸時の繊度斑の発生や耐摩耗性が劣り、後加工で毛羽が発生する傾向となり、また2.0を超えると、溶融粘度が高くなりすぎるため、安定した紡糸をすることが困難となる。
【0022】
本発明方法において原着マルチフィラメント捲縮糸は、顔料含有原着糸であることが必要である。ダストコントロールマットは、店舗や事務所入り口に使われるため、耐光性が求められる。また、繰り返し洗濯をする点からも原着糸であることが必須である。使用される顔料の粒子の平均粒径は0.01〜2μm、特に0.2〜1.3μmの範囲であることが好ましい。0.01μm未満の粒子は実用的に得ることが困難であり、また2μmを超える場合は、紡糸時のフィルター詰まりや、製糸時に毛羽が発生し、操業性が悪化する可能性がある。顔料の含有量は、0.1〜10重量%、特に0.2〜8重量%程度が好ましい。また、使用顔料としては、例えばベンガラ、フタロシアニン系着色顔料、チタンイエロー等が挙げられるが、好ましいのはカーボンブラック及び酸化チタンである。ダストコントロールマットに使用される場合には、汚れが目立ちにくい色を選択する必要があるため、汚れが目立ちにくい黒色顔料であるカーボンブラックや艶消し剤として使用される酸化チタンが好ましい顔料といえる。使用する酸化チタンはアナターゼ型でもルチル型でもよい。
【0023】
本発明方法においては、原着マルチフィラメント捲縮糸に撚りを施す方法として、公知のリング撚糸機やダブルツイスタなどの公知のものを用いることができる。撚り回数としては、150〜220T/mの諸撚りが施されていることが必要である。150T/m未満の場合、パイル先端のペンシルポイント性が乏しく、パイルの先端がほどけるため、ダストコントロールマットのようなハードユースでは、長期使用に耐えることができない。また、220T/mを超える場合には、ペンシルポイント性はあるものの、撚りが強くパイルが細くなるため、バルキー性の乏しい、耐へたり性の劣ったダストコントロールマットとなる。
【0024】
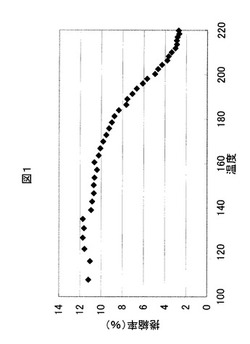
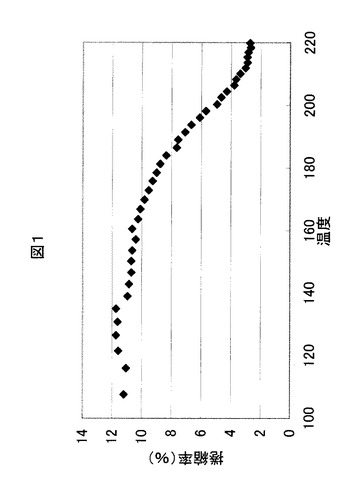
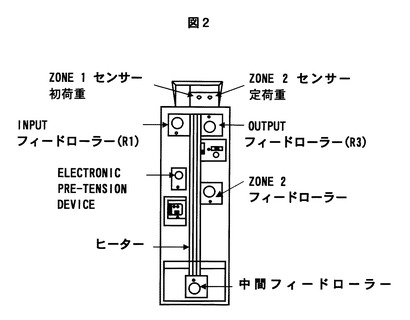
本発明方法において、ポリトリメチレンテレフタレートを原料とした原着マルチフィラメント捲縮糸は、諸撚りの際にスチームで熱セットすることが必要であり、熱セット温度は100〜130℃に設定することが必要である。ポリトリメチレンテレフタレートは、分子構造の点から熱セット性が弱い点が特徴としてあげられる。捲縮率と温度の関係を図1に示す。測定は、図2のLowson−Hemphill社製TYT測定機を用いた。初荷重(0.9mg/dtex)、定荷重(0.09g/dtex)で設定した張力を一定に保つようZONE1.2のセンサーで検知し、R2、R3の速度V2、V3を変更する。R1の速度V1は常に一定で、定荷重と同張力に設定する。捲縮発現率とは、ヒータ通過後の捲縮による糸の縮み率(捲縮率)を示し、(V3−V2)/V3×100で表される。この測定結果によると、ポリトリメチレンテレフタレートは熱セット性が弱いため、一度加熱固定した捲縮は再度熱を掛けることによりリセットされ、捲縮率が低下する。特に、図1にあるように、捲縮率は130℃以降明らかに低下し始める。130℃を超えた温度で熱セットを掛けた場合、捲縮が低下しバルキー性が明らかに劣ったカーペットとなる。また、捲縮率が低下することにより、靴底等で使用するハードユースのダスコントロールマットでは長期使用に耐えられず、へたってしまう。逆に、100℃未満であっても、熱量が足りないため撚りが固定がされず、バルキー性は130℃超える場合よりも維持できるものの、ダストコントロールマットのように靴底等でのハードユースや繰り返し洗濯を行った場合には、パイルの先端がほどけ、ペンシルポイント性が劣る審美性の低いカーペットとなる。
【0025】
本発明方法において、得られたダストコントロールマット用捲縮糸は、沸騰水処理後の捲縮伸長率が、沸騰水後の捲縮伸長率については、後述する沸騰水中で処理したときの捲縮の発現率を示す伸長率が15〜30%、特に17〜25%の範囲であることが好ましい。沸騰水後の捲縮伸長率がかかる範囲であると、捲縮の発現が十分で、カーペットにしたときのボリューム感に優れ、捲縮加工の熱処理をさほど厳しくする必要がないため、安易な製造が容易になる。また、捲縮が高すぎる場合、撚り糸工程で糸が膨らみ撚り戻りが発生するため、ペンシルポイント性が低く、マットの審美性が悪化するという好ましくない傾向となる。
【0026】
本発明方法において、原着マルチフィラメント捲縮糸を構成するマルチフィラメントの断面については、特に制限はしないが、例として、公知の四角、三角、Y型、扁平断面などが挙げられ、中空部を有していてもよい。その中でもカーペット特性のバルキー性、ペンシルポイント性を両立させるには、Y型断面が最適であり、単糸断面の外接円の直径(B)と内接円の直径(A)の比(B/A)で表した変形度が1.5〜3.0の範囲の断面形状であることが好ましい。変形度が1.5未満の場合は、バルキー性が劣り、カーペットとしての品位が低下し、また、3.0を超えた場合は、ペンシルポイント性が悪化するという好ましくない傾向となる。
【0027】
本発明方法において、得られたダストコントロールマット用捲縮糸は沸騰水処理による糸物性として、沸騰水収縮率は0.5〜5%が好ましい。5%以下であれば、カーペット染色時のパイル縮みが抑制され、嵩高性に富んだカーペットを得ることができる。また、0.5%以下の捲縮糸を得ることは捲縮をほぐす段階や巻き取りの段階で張力をかける点から言っても難しい。
【0028】
本発明方法において、原着マルチフィラメント捲縮糸の繊度は、総繊度が500〜3000dtex、特に800〜2000dtexであることが好ましい。500dtex未満であると製糸性が劣り、延伸時の糸切れの発生や、安定した捲縮加工が行えない。また、3000dtexを超えると、フィラメント数を多くしたり、単糸繊度が太くなるため、紡糸時の冷却が十分に行われず、製糸性が劣るという好ましくない傾向を生じる。同時に、単糸繊度については、10〜30dtex、特に12〜25dtexであることが好ましい。10dtex未満であると、単糸が細く、タフト時の工程通過性が劣り、30dtexを超えると紡糸時の冷却不足により、製糸性が劣るという好ましくない傾向を生じる。
【0029】
本発明方法において、得られたダストコントロールマット用捲縮糸の油分量は、0.4〜0.8重量%であることが好ましい。0.4重量%未満であると、タフトや撚糸時に捲縮糸の通過性が悪く、タフト性不良を起こしやすい。また、0.8重量%を超えると、本発明のダストコントロールマットは原着糸を使用するため、初期のダストコントロールマット使用時にゴミが付着しやすく汚れやすい傾向となる。使用する油剤については、特に限定されるものではなく、通常繊維で使用される平滑剤、活性剤、極圧剤、制電剤、乳化剤などを主成分とし、更に酸化防止剤、シリコーンやワックスなどを添加剤成分とし、用途や目的に応じて化合物を選択し、かつ適切な配合比率を選んで組成を決定すればよい。給油する方法は、オイリングローラー、給油ガイド、ミスト噴射装置を用い一定量付与すればよい。
【0030】
本発明方法において、原着マルチフィラメント捲縮糸は撚糸工程前に交絡を付与してもよい。交絡は、公知の方法である圧空を用いた交絡ノズルを用いて付与すればよい。付与する交絡の数は、3〜18個/m、特に8〜14個/mの範囲であることが好ましい。3個/m未満であると、撚糸工程などの後加工時に糸解舒の工程通過性が悪くなる傾向となる。また、20個/mを超えると、ダストコントロールマットとした際に、パイルの先端に交絡集束部が目立ち、カーペットの表面品位が劣る傾向となる。
【0031】
以下に、嵩高で、工程通過性のよい本発明のカーペット用捲縮糸を得るための製法の一例について説明する。
【0032】
本発明方法において、原着マルチフィラメント捲縮糸の製造における溶融紡糸、紡糸油剤、延伸、捲縮、交絡、撚糸、及びそれからなるカーペット製造におけるタフトは通常公知の方法を採用し得る。
【0033】
本発明に用いる溶融紡糸装置は、エクストルーダー型紡糸機およびプレッシャー型紡糸機のどちらも使用可能であるが、製品の均一性および製糸工程における収率の点から前者が好ましい。特に本発明のダストコントロールマット用捲縮糸は、原着糸であるため、エクストルーダー型紡糸機が有利となる。
【0034】
溶融紡糸法により糸状となったポリマーには、必要に応じて延伸、熱固定を施す。延伸に際しては、1段または2段の多段熱延伸法が採用され、補助的に延伸点を固定するなどの目的で、スチーム処理装置などを併用することは何ら差し支えない。ある程度の配向と結晶化をさせておくことが必要となるため、通常は2倍から4倍の延伸を行うことが好ましい。延伸温度については、160〜190℃が採用される。
【0035】
次いで、延伸糸に捲縮を付与する。捲縮は公知の加熱流体加工処理により付与することができ、ジェットノズルタイプ、ジェットスタッファタイプさらにはギヤ方式など各種の捲縮付与方法を採用し得るが、高い捲縮を容易に付与できる点からは、ジェットノズル方式およびジェットスタッファ方式がより好ましくなる。糸条に付与する加熱流体の温度、つまり捲縮加工温度としては、170℃〜250℃が好適である。また、捲縮を固定する目的から、捲縮加工のスタッフィング時に冷却媒体により冷却する方法や、さらにはロータリーフィルタを組み合わせることにも何ら制限はない。捲縮付与においては、延伸糸をそのまま巻き取らずに連続して捲縮付与させてもよいし、未延伸糸あるいは延伸糸段階で一端巻き取ったものを解除して、捲縮工程に供してもよい。
【0036】
捲縮ノズルに導入する糸速度は、通常500から3500m/minが好ましい。かかる糸速度の範囲とすると、効率的な生産が可能で、またノズル通過後の捲縮の固定が容易であるとともに、安定な走行が容易である。
【0037】
次いで、これに交絡を付与するが、公知の圧空を用いた交絡ノズルを使用することにより付与することができる。交絡を付与するためには、付与時の走行糸条張力と、圧空の圧力が重要である。単繊維を十分に開繊させ、高い交絡を付与するため、走行張力を通常は0.2g/d以下、特に0.1g/d以下の張力とすることが好ましい。また、空気圧力は、糸の繊度や張力との兼ねあわせにより、所定の交絡数になるように適宜設定すればよい。通常は、高交絡を付与するとともに、交絡の結節点が堅くなりすぎるのを防ぐため、通常0.2から0.9MPaの範囲が好ましく使用される。
【0038】
引き続いて、捲縮糸は、ワインダーなどの巻き取り装置を用いてチーズ、ボビン、コーンなどに巻き取られる。かくして原着マルチフィラメント捲縮糸が得られる。
【0039】
上記の捲縮糸を用いて、次いで撚糸工程を実施する。前述の通り、撚糸では、公知のリング撚糸機やダブルツイスタなどの公知のものが用いることができ、撚糸数は150〜220T/mで、スチームでの熱セット温度は100〜130℃で設定する。
【0040】
以上の方法により、本発明のダストコントロールマット用捲縮糸は得ることができる。
【0041】
次いで、本発明のダストコントロールマット用捲縮糸をフェースヤーンとし、公知のタフティングマシンを用いてカーペットを作成する。一般には、目付を700〜1500g/m2以下、パイル高さを3.0〜8.0mmの範囲とした場合に、タフトが容易で、かつ風合い、ボリューム感にもすぐれたカーペットとなる。
【実施例】
【0042】
以下、本発明を実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、実施例中の各測定値の測定方法は以下の通りである。
【0043】
(1)固有粘度
オストワルド粘度計を用いて、オルソクロルフェノール10mlに対し、試料0.8gを溶解した溶液の相対粘度ηrを25℃で測定した。測定は2回行い、その平均値とした。 ηr=t/t0
t:溶液の落下秒数
t0:溶媒(オルソクロルフェノールのみ)の落下秒数。
【0044】
(2)総繊度
JIS L 1090に規定の方法で測定した。
【0045】
(3)単糸繊度
総繊度を1単糸当たりに換算した。
【0046】
(4)交絡数
捲縮糸を交絡が抜けない程度に解舒し、1m当たりの交絡数を目視で測定した。測定を10回行った場合の平均値として算出した。
【0047】
(5)沸騰水処理後の捲縮伸長率
捲縮糸を巻き取り後、チーズ形状で20℃、相対湿度65%の雰囲気中に、20時間以上放置した後、かせ取りで24時間放置後、沸騰水中で浸漬処理したときの捲縮伸長率を示し、具体的には以下の方法で測定した値をいう。
【0048】
すなわち、測定しようとする捲縮糸を、無荷重状態で沸騰水に20分間浸漬処理した後乾燥して平衡水分率となし、この試料に1.8mg/dtexの初荷重をかけて30秒経過の後に測定した試料長50cm(L3)にマーキングを施し、次いで同試料に91mg/dtexの定荷重をかけ、30秒経過後の伸び(L4)を測定して、前記(L3)および(L4)の値から、式[(L4−L3)/L3]×100として計算することにより得た値をいう。
【0049】
(6)沸騰水処理後の収縮率
捲縮糸を巻き取り後、チーズ形状で20℃、相対湿度65%の雰囲気中に、20時間以上放置した後、2つのかせを取り、24時間放置し、沸騰水処理有無の差での収縮率を示した。具体的には以下の方法で測定した値をいう。
【0050】
すなわち、測定しようとする捲縮糸の1つのかせ糸に91mg/dtexの定荷重をかけ、30秒経過後の長さ(L5)を測定した。次いで、もう一つのかせ糸を無荷重状態で沸騰水に20分間浸漬処理した後乾燥して平衡水分率となし、次いで同試料に91mg/dtexの定荷重をかけ、30秒経過後の長さ(L6)を測定した。前記(L3)および(L4)の値から、式[(L5−L6)/L5]×100として計算することにより得た値をいう。
【0051】
(7)目付
JIS L1021 8.2に規定の方法で測定した。
【0052】
(8)嵩高性(撚糸セット後の嵩高性)
ダストコントロールマットのパイル1列分×30cmにカットした試験辺を4本用意する。試験辺の側面を10倍に拡大したを写真を撮り、パイルの根本の太さ(Da:cm)を50点測定する。2.54cm/(1インチあたりのパイル列数)=G Da/G×100平均値を値とする。○以上を合格とした。
100〜90% ◎
89〜80% ○
79〜70% △
69%〜 ×。
【0053】
(9)耐へたり性
JIS L1022 7に規定の繰り返し圧縮による厚さ減少を測定し、厚さ減少率を計算した。厚さ減少率の少ないものから耐へたり性が良好であるとし、以下の基準で判断した。○以上を合格とした。
厚さ減少率:0 〜10% ◎
11〜20 ○
21〜30% △
31〜 ×。
【0054】
(10)ペンシルポイント性
ダストコントロールマットのパイル1列分×30cmにカットした試験辺を4本用意する。試験辺の側面を10倍に拡大した写真を撮り、パイルの先端の太さ(Db)とパイルの根本の太さ(Da)を50点測定し、(Db)/(Da)×100の平均値を値とする。
○以上を合格とした。
100〜115% ◎
116〜130% ○
131〜145% △
146〜 ×。
【0055】
(11)耐光性
撚糸セット糸を筒編み地にし、カーボンアーク灯光染色堅牢度をJIS規格L0842により試験した。4級以上を合格とする。
【0056】
[実施例1〜5、比較例2〜5]
固有粘度1.4、酸化チタン(平均粒子径0.3μm)0.3%含有のポリ(トリメチレンテレフタレート)のチップを、固有粘度1.2のカーボンブラック10%濃度のポリ(トリメチレンテレフタレート)マスターチップを溶融前にミコスーパーにて全ポリマに対して顔料含有が1%となるように計量及び混練し、エクストルーダータイプの紡糸機により250℃で溶融紡糸し、冷却、給油、延伸速度2800m/min、延伸温度170℃、延伸倍率3.1倍で延伸し、引き続き巻き取ることなく、公知の加熱流体処理装置であるジェットノズル(JN)を用いて、捲縮加工蒸気圧力0.7MPa、捲縮加工温度210℃で捲縮を付与して冷却し、空気圧0.2Mpa、交絡ノズル直前の糸張力を70gで交絡を付与し巻き取り、1450dtex/54fil、沸騰水後の捲縮率22.0%、収縮率3.0%、変形度2.5のY型断面のポリトリメチレンテレフタレート捲縮糸を得た。原糸交絡数は8個/mであった。
【0057】
次いで、得られた捲縮糸2本を諸撚りとし、表1の条件で撚糸、熱セットを行った糸を公知のレベルカットタフト機で1600本の捲縮糸を用いて1000rpmでタフトし、1インチあたりのパイル列数10列(1/10ゲージ)、パイル高さ7mm、目付1000g/m2のダストコントロールマットを得た。ダストコントロールマットの評価結果を表1に示す。
【0058】
[比較例1]
ポリトリメチレンテレフタレートのチップを、エクストルーダータイプの紡糸機により250℃で溶融紡糸し、冷却、給油、延伸速度2800m/min、延伸温度170℃、延伸倍率3.1倍で延伸し、引き続き巻き取ることなく、公知の加熱流体処理装置であるジェットノズル(JN)を用いて、捲縮加工蒸気圧力0.7MPa、捲縮加工温度210℃で捲縮を付与して冷却し、空気圧0.2Mpa、交絡ノズル直前の糸張力を70gで交絡を付与し巻き取り、1450dtex/54fil、沸騰水後の捲縮率22.0%、収縮率3.0%、変形度2.5のY型断面のポリトリメチレンテレフタレート捲縮糸を得た。原糸交絡数は8個/mであった。
【0059】
次いで、得られた捲縮糸2本を諸撚りとし、表1の条件で撚糸、熱セットを行った糸を公知のレベルカットタフト機で1600本の捲縮糸を用いて1000rpmでタフトし、1インチあたりのパイル列数10列(1/10ゲージ)、パイル高さ8mm、g/m2のダストコントロールマットを得た。
その後、分散染料(グレー)0.01%(カーペット目付比)、常圧下で染色した。
ダストコントロールマットのの評価結果を表1に示す。
【0060】
【表1】

【0061】
実施例1〜5では、嵩高性、耐へたり性、ペンシルポイント性、耐光性共に合格基準であった。比較例1では原着糸でなく、染色処理のため耐光性が不合格であった。比較例2では、撚り数が140T/mと低いため、ペンシルポイント性が不合格であった。比較例3では、撚り数が230T/mと高すぎたため、パイルが細く、嵩高性が劣ったダストコントロールマットとなった。比較例4では、熱セットの温度が低いため、嵩高性、耐へたり性は問題ないものの、撚りが固定されていないため、ペンシルポイント性が低く、長期使用によりパイルの先端が開いた審美性の劣ったカーペットとなった。比較例5では、熱セット温度が高いため、撚りの固定がされ、ペンシルポイント性は問題は無かったが、温度が高すぎるために、捲縮がリセットされ嵩高性が著しく低下した。
【産業上の利用可能性】
【0062】
本発明によれば、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸を製造できる。
【図面の簡単な説明】
【0063】
【図1】TYT測定による温度と捲縮率の相関図
【図2】TYT測定機(Lowson−Hemphill社製)の概略図である。
【技術分野】
【0001】
0 本発明はポリトリメチレンテレフタレートからなるダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法に関するものである。さらに詳しくは、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法に関するものである。
【背景技術】
【0002】
ポリトリメチレンテレフタレート繊維は、優れた弾性、防汚性およびナイロン並の染色性を持つことで着目されており、近年衣料用およびインテリアの分野への展開が図られている。
【0003】
ポリトリメチレンテレフタレート繊維をインテリアの分野に展開するに際しては、カーペットに適していると考えられており、特に防汚性に優れていることから、店舗や事務所の入り口等に設置されるダストコントロールマットに適していると考えられる。
【0004】
ダストコントロールマット用に用いられる捲縮糸の要求特性としては、防汚性、耐光性、嵩高性が挙げられ、またパイル糸は撚り糸が使用されるため、ペンシルポイント性も求められている。
【0005】
ダストコントロールマットでは、店舗や事務所の入り口部で靴により使用されることが多いため、防汚性に優れていることが必要であるといえる。これまで、耐へたり性、嵩高性の点でポリアミドを用いたダストコントロールマットは多く発明されているが、ポリアミドでは酸性の汚れを吸着するため、防汚性が劣っており、より防汚性の優れた素材への置き換えが求められていた。
【0006】
ポリアミド以外に、防汚性のあるカーペット素材としてはポリエチレンテレフタレートが挙げられるが、嵩高性、耐へたり性が乏しく、靴等で繰り返し踏まれるハードユースのダストコントロールマットには耐久性が乏しく不向きであった。
【0007】
ポリトリメチレンテレフタレート繊維は、そのポリマの特徴を活かし、ナイロン並の嵩高性や耐へたり性、ポリエチレンテレフタレート並の防汚性を発揮することが近年の着目される理由の1つとなっており、ポリトリメチレンテレフタレートを用いたカーペット用捲縮糸についての提案が既になされている。
【0008】
例えば、ポリトリメチレンテレフタレートのカーペット用捲縮糸として、インチあたり約3.5〜4.5の諸撚りを有するパイル糸を用いたカーペット用捲縮糸およびカーペットが提案されている(例えば、特許文献1参照)。しかし、撚り糸の熱セット温度が132〜143℃と高く、通常のナイロン等で用いられる温度を採用していた。ポリトリメチレンテレフタレートは、熱セット性に弱く、高温状態でのセットを行うことにより、一度固定した捲縮がリセットされ、嵩高性の低下が起こる。家庭用のカーペットにおいては問題のないレベルであるが、嵩高性の低下によるカーペットのバルキー性や風合い、耐へたり性が劣るため、ハードユースのダストコントロールマットには不向きであった。また、ダストコントロールマットで必要とされる耐光性を達成するための手段についても教示がない。
【0009】
一方、カーペットのパイルに原着糸を用いた捲縮糸及びカーペットの製造方法に関する技術がすでに開示されている(例えば、特許文献2又は3参照)。これらにも、撚り糸を用いたカーペットが記載されているが、ポリトリメチレンテレフタレートの捲縮糸の撚り糸を作る際に重要な熱セットの温度が記載されていないか、120〜160℃と高めに設定されているため、特許文献1と同じくダストコントロールマットには不向きであった。
【0010】
すなわち、上記3つの特許文献では、本来の問題点であるポリトリメチレンテレフタレートの熱セット温度については何ら工夫がされてはおらず、また、バルキー性や風合い、耐へたり性、耐光性などのダストコントロールマットでの要求特性が考慮されていないため、満足するダストコントロールマットはこれまで得られていなかった。
【特許文献1】特表平10−502139号公報
【特許文献2】特開2002−339160号公報
【特許文献3】特開2002−345623号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果達成されたものである。
【0012】
したがって、本発明の目的は、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法、およびダストコントロールマットの製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明のダストコントロールマット用捲縮糸の製造方法は、ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とする。
【0014】
さらに、本発明のダストコントロールマット用捲縮糸の製造方法は以下の(1)〜(3)を好ましい形態とする。
(1)前記捲縮糸が顔料として、カーボンブラック又は酸化チタンを含有すること
(2)前記捲縮糸の沸騰水処理後の捲縮伸長率が15〜30%であること
(3)前記捲縮糸の断面が変形度1.5〜4.0のY型断面であること。
【0015】
さらに、本発明のダストコントロールマットの製造方法は、上記のダストコントロールマット用捲縮糸をパイルとして用いたことを特徴とする。
【発明の効果】
【0016】
本発明によれば、以下に説明するとおり、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性の低下やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸の製造方法およびダストコントロールマットの製造方法が提供できる。
【発明を実施するための最良の形態】
【0017】
以下に、本発明について詳細に説明する。
【0018】
本発明方法はポリトリメチレンテレフタレートを原料とするマルチフィラメント捲縮糸からなるダストコントロールマット用捲縮糸で、(a)前記マルチフィラメント捲縮糸が原着糸であること、かつ(b)前記マルチフィラメント捲縮糸が150〜220T/mの諸撚りが施されていること、かつ(c)前記マルチフィラメント捲縮糸が諸撚り後、100〜130℃のスチームで熱セットされていることを特徴とするものである。
【0019】
本発明においてダストコントロールマットとは店舗や事務所などの玄関を中心に設置される靴拭きマットのことを主にいう。
【0020】
本発明方法において使用する、原料ポリマとしてのポリトリメチレンテレフタレートは、その構成単位の少なくとも90モル%がテレフタル酸を主たる酸成分とし、1,3−プロパンジオールを主たるジオール成分として得られるポリマである。ただし、10モル%、より好ましくは6モル%以下の割合で、他のエステル結合形成可能な共重合成分を含んでもよい。また、共重合可能な化合物としては、例えばイソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−ナトリウムスルホイソフタル酸などのジカルボン酸類、エチレングリコール、ジエチレングリコール、ジプロピレングリコール、ブタジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコールなどのジオール類を挙げることができるが、これに限定されるものではない。ポリトリメチレンテレフタレートは、通常よく使われるナイロンに比べて防汚性に優れている。
【0021】
本発明で用いるポリトリメチレンテレフタレートは、その固有粘度が0.5〜2.0の範囲であることが好ましい。固有粘度が0.5未満であると、紡糸時の繊度斑の発生や耐摩耗性が劣り、後加工で毛羽が発生する傾向となり、また2.0を超えると、溶融粘度が高くなりすぎるため、安定した紡糸をすることが困難となる。
【0022】
本発明方法において原着マルチフィラメント捲縮糸は、顔料含有原着糸であることが必要である。ダストコントロールマットは、店舗や事務所入り口に使われるため、耐光性が求められる。また、繰り返し洗濯をする点からも原着糸であることが必須である。使用される顔料の粒子の平均粒径は0.01〜2μm、特に0.2〜1.3μmの範囲であることが好ましい。0.01μm未満の粒子は実用的に得ることが困難であり、また2μmを超える場合は、紡糸時のフィルター詰まりや、製糸時に毛羽が発生し、操業性が悪化する可能性がある。顔料の含有量は、0.1〜10重量%、特に0.2〜8重量%程度が好ましい。また、使用顔料としては、例えばベンガラ、フタロシアニン系着色顔料、チタンイエロー等が挙げられるが、好ましいのはカーボンブラック及び酸化チタンである。ダストコントロールマットに使用される場合には、汚れが目立ちにくい色を選択する必要があるため、汚れが目立ちにくい黒色顔料であるカーボンブラックや艶消し剤として使用される酸化チタンが好ましい顔料といえる。使用する酸化チタンはアナターゼ型でもルチル型でもよい。
【0023】
本発明方法においては、原着マルチフィラメント捲縮糸に撚りを施す方法として、公知のリング撚糸機やダブルツイスタなどの公知のものを用いることができる。撚り回数としては、150〜220T/mの諸撚りが施されていることが必要である。150T/m未満の場合、パイル先端のペンシルポイント性が乏しく、パイルの先端がほどけるため、ダストコントロールマットのようなハードユースでは、長期使用に耐えることができない。また、220T/mを超える場合には、ペンシルポイント性はあるものの、撚りが強くパイルが細くなるため、バルキー性の乏しい、耐へたり性の劣ったダストコントロールマットとなる。
【0024】
本発明方法において、ポリトリメチレンテレフタレートを原料とした原着マルチフィラメント捲縮糸は、諸撚りの際にスチームで熱セットすることが必要であり、熱セット温度は100〜130℃に設定することが必要である。ポリトリメチレンテレフタレートは、分子構造の点から熱セット性が弱い点が特徴としてあげられる。捲縮率と温度の関係を図1に示す。測定は、図2のLowson−Hemphill社製TYT測定機を用いた。初荷重(0.9mg/dtex)、定荷重(0.09g/dtex)で設定した張力を一定に保つようZONE1.2のセンサーで検知し、R2、R3の速度V2、V3を変更する。R1の速度V1は常に一定で、定荷重と同張力に設定する。捲縮発現率とは、ヒータ通過後の捲縮による糸の縮み率(捲縮率)を示し、(V3−V2)/V3×100で表される。この測定結果によると、ポリトリメチレンテレフタレートは熱セット性が弱いため、一度加熱固定した捲縮は再度熱を掛けることによりリセットされ、捲縮率が低下する。特に、図1にあるように、捲縮率は130℃以降明らかに低下し始める。130℃を超えた温度で熱セットを掛けた場合、捲縮が低下しバルキー性が明らかに劣ったカーペットとなる。また、捲縮率が低下することにより、靴底等で使用するハードユースのダスコントロールマットでは長期使用に耐えられず、へたってしまう。逆に、100℃未満であっても、熱量が足りないため撚りが固定がされず、バルキー性は130℃超える場合よりも維持できるものの、ダストコントロールマットのように靴底等でのハードユースや繰り返し洗濯を行った場合には、パイルの先端がほどけ、ペンシルポイント性が劣る審美性の低いカーペットとなる。
【0025】
本発明方法において、得られたダストコントロールマット用捲縮糸は、沸騰水処理後の捲縮伸長率が、沸騰水後の捲縮伸長率については、後述する沸騰水中で処理したときの捲縮の発現率を示す伸長率が15〜30%、特に17〜25%の範囲であることが好ましい。沸騰水後の捲縮伸長率がかかる範囲であると、捲縮の発現が十分で、カーペットにしたときのボリューム感に優れ、捲縮加工の熱処理をさほど厳しくする必要がないため、安易な製造が容易になる。また、捲縮が高すぎる場合、撚り糸工程で糸が膨らみ撚り戻りが発生するため、ペンシルポイント性が低く、マットの審美性が悪化するという好ましくない傾向となる。
【0026】
本発明方法において、原着マルチフィラメント捲縮糸を構成するマルチフィラメントの断面については、特に制限はしないが、例として、公知の四角、三角、Y型、扁平断面などが挙げられ、中空部を有していてもよい。その中でもカーペット特性のバルキー性、ペンシルポイント性を両立させるには、Y型断面が最適であり、単糸断面の外接円の直径(B)と内接円の直径(A)の比(B/A)で表した変形度が1.5〜3.0の範囲の断面形状であることが好ましい。変形度が1.5未満の場合は、バルキー性が劣り、カーペットとしての品位が低下し、また、3.0を超えた場合は、ペンシルポイント性が悪化するという好ましくない傾向となる。
【0027】
本発明方法において、得られたダストコントロールマット用捲縮糸は沸騰水処理による糸物性として、沸騰水収縮率は0.5〜5%が好ましい。5%以下であれば、カーペット染色時のパイル縮みが抑制され、嵩高性に富んだカーペットを得ることができる。また、0.5%以下の捲縮糸を得ることは捲縮をほぐす段階や巻き取りの段階で張力をかける点から言っても難しい。
【0028】
本発明方法において、原着マルチフィラメント捲縮糸の繊度は、総繊度が500〜3000dtex、特に800〜2000dtexであることが好ましい。500dtex未満であると製糸性が劣り、延伸時の糸切れの発生や、安定した捲縮加工が行えない。また、3000dtexを超えると、フィラメント数を多くしたり、単糸繊度が太くなるため、紡糸時の冷却が十分に行われず、製糸性が劣るという好ましくない傾向を生じる。同時に、単糸繊度については、10〜30dtex、特に12〜25dtexであることが好ましい。10dtex未満であると、単糸が細く、タフト時の工程通過性が劣り、30dtexを超えると紡糸時の冷却不足により、製糸性が劣るという好ましくない傾向を生じる。
【0029】
本発明方法において、得られたダストコントロールマット用捲縮糸の油分量は、0.4〜0.8重量%であることが好ましい。0.4重量%未満であると、タフトや撚糸時に捲縮糸の通過性が悪く、タフト性不良を起こしやすい。また、0.8重量%を超えると、本発明のダストコントロールマットは原着糸を使用するため、初期のダストコントロールマット使用時にゴミが付着しやすく汚れやすい傾向となる。使用する油剤については、特に限定されるものではなく、通常繊維で使用される平滑剤、活性剤、極圧剤、制電剤、乳化剤などを主成分とし、更に酸化防止剤、シリコーンやワックスなどを添加剤成分とし、用途や目的に応じて化合物を選択し、かつ適切な配合比率を選んで組成を決定すればよい。給油する方法は、オイリングローラー、給油ガイド、ミスト噴射装置を用い一定量付与すればよい。
【0030】
本発明方法において、原着マルチフィラメント捲縮糸は撚糸工程前に交絡を付与してもよい。交絡は、公知の方法である圧空を用いた交絡ノズルを用いて付与すればよい。付与する交絡の数は、3〜18個/m、特に8〜14個/mの範囲であることが好ましい。3個/m未満であると、撚糸工程などの後加工時に糸解舒の工程通過性が悪くなる傾向となる。また、20個/mを超えると、ダストコントロールマットとした際に、パイルの先端に交絡集束部が目立ち、カーペットの表面品位が劣る傾向となる。
【0031】
以下に、嵩高で、工程通過性のよい本発明のカーペット用捲縮糸を得るための製法の一例について説明する。
【0032】
本発明方法において、原着マルチフィラメント捲縮糸の製造における溶融紡糸、紡糸油剤、延伸、捲縮、交絡、撚糸、及びそれからなるカーペット製造におけるタフトは通常公知の方法を採用し得る。
【0033】
本発明に用いる溶融紡糸装置は、エクストルーダー型紡糸機およびプレッシャー型紡糸機のどちらも使用可能であるが、製品の均一性および製糸工程における収率の点から前者が好ましい。特に本発明のダストコントロールマット用捲縮糸は、原着糸であるため、エクストルーダー型紡糸機が有利となる。
【0034】
溶融紡糸法により糸状となったポリマーには、必要に応じて延伸、熱固定を施す。延伸に際しては、1段または2段の多段熱延伸法が採用され、補助的に延伸点を固定するなどの目的で、スチーム処理装置などを併用することは何ら差し支えない。ある程度の配向と結晶化をさせておくことが必要となるため、通常は2倍から4倍の延伸を行うことが好ましい。延伸温度については、160〜190℃が採用される。
【0035】
次いで、延伸糸に捲縮を付与する。捲縮は公知の加熱流体加工処理により付与することができ、ジェットノズルタイプ、ジェットスタッファタイプさらにはギヤ方式など各種の捲縮付与方法を採用し得るが、高い捲縮を容易に付与できる点からは、ジェットノズル方式およびジェットスタッファ方式がより好ましくなる。糸条に付与する加熱流体の温度、つまり捲縮加工温度としては、170℃〜250℃が好適である。また、捲縮を固定する目的から、捲縮加工のスタッフィング時に冷却媒体により冷却する方法や、さらにはロータリーフィルタを組み合わせることにも何ら制限はない。捲縮付与においては、延伸糸をそのまま巻き取らずに連続して捲縮付与させてもよいし、未延伸糸あるいは延伸糸段階で一端巻き取ったものを解除して、捲縮工程に供してもよい。
【0036】
捲縮ノズルに導入する糸速度は、通常500から3500m/minが好ましい。かかる糸速度の範囲とすると、効率的な生産が可能で、またノズル通過後の捲縮の固定が容易であるとともに、安定な走行が容易である。
【0037】
次いで、これに交絡を付与するが、公知の圧空を用いた交絡ノズルを使用することにより付与することができる。交絡を付与するためには、付与時の走行糸条張力と、圧空の圧力が重要である。単繊維を十分に開繊させ、高い交絡を付与するため、走行張力を通常は0.2g/d以下、特に0.1g/d以下の張力とすることが好ましい。また、空気圧力は、糸の繊度や張力との兼ねあわせにより、所定の交絡数になるように適宜設定すればよい。通常は、高交絡を付与するとともに、交絡の結節点が堅くなりすぎるのを防ぐため、通常0.2から0.9MPaの範囲が好ましく使用される。
【0038】
引き続いて、捲縮糸は、ワインダーなどの巻き取り装置を用いてチーズ、ボビン、コーンなどに巻き取られる。かくして原着マルチフィラメント捲縮糸が得られる。
【0039】
上記の捲縮糸を用いて、次いで撚糸工程を実施する。前述の通り、撚糸では、公知のリング撚糸機やダブルツイスタなどの公知のものが用いることができ、撚糸数は150〜220T/mで、スチームでの熱セット温度は100〜130℃で設定する。
【0040】
以上の方法により、本発明のダストコントロールマット用捲縮糸は得ることができる。
【0041】
次いで、本発明のダストコントロールマット用捲縮糸をフェースヤーンとし、公知のタフティングマシンを用いてカーペットを作成する。一般には、目付を700〜1500g/m2以下、パイル高さを3.0〜8.0mmの範囲とした場合に、タフトが容易で、かつ風合い、ボリューム感にもすぐれたカーペットとなる。
【実施例】
【0042】
以下、本発明を実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、実施例中の各測定値の測定方法は以下の通りである。
【0043】
(1)固有粘度
オストワルド粘度計を用いて、オルソクロルフェノール10mlに対し、試料0.8gを溶解した溶液の相対粘度ηrを25℃で測定した。測定は2回行い、その平均値とした。 ηr=t/t0
t:溶液の落下秒数
t0:溶媒(オルソクロルフェノールのみ)の落下秒数。
【0044】
(2)総繊度
JIS L 1090に規定の方法で測定した。
【0045】
(3)単糸繊度
総繊度を1単糸当たりに換算した。
【0046】
(4)交絡数
捲縮糸を交絡が抜けない程度に解舒し、1m当たりの交絡数を目視で測定した。測定を10回行った場合の平均値として算出した。
【0047】
(5)沸騰水処理後の捲縮伸長率
捲縮糸を巻き取り後、チーズ形状で20℃、相対湿度65%の雰囲気中に、20時間以上放置した後、かせ取りで24時間放置後、沸騰水中で浸漬処理したときの捲縮伸長率を示し、具体的には以下の方法で測定した値をいう。
【0048】
すなわち、測定しようとする捲縮糸を、無荷重状態で沸騰水に20分間浸漬処理した後乾燥して平衡水分率となし、この試料に1.8mg/dtexの初荷重をかけて30秒経過の後に測定した試料長50cm(L3)にマーキングを施し、次いで同試料に91mg/dtexの定荷重をかけ、30秒経過後の伸び(L4)を測定して、前記(L3)および(L4)の値から、式[(L4−L3)/L3]×100として計算することにより得た値をいう。
【0049】
(6)沸騰水処理後の収縮率
捲縮糸を巻き取り後、チーズ形状で20℃、相対湿度65%の雰囲気中に、20時間以上放置した後、2つのかせを取り、24時間放置し、沸騰水処理有無の差での収縮率を示した。具体的には以下の方法で測定した値をいう。
【0050】
すなわち、測定しようとする捲縮糸の1つのかせ糸に91mg/dtexの定荷重をかけ、30秒経過後の長さ(L5)を測定した。次いで、もう一つのかせ糸を無荷重状態で沸騰水に20分間浸漬処理した後乾燥して平衡水分率となし、次いで同試料に91mg/dtexの定荷重をかけ、30秒経過後の長さ(L6)を測定した。前記(L3)および(L4)の値から、式[(L5−L6)/L5]×100として計算することにより得た値をいう。
【0051】
(7)目付
JIS L1021 8.2に規定の方法で測定した。
【0052】
(8)嵩高性(撚糸セット後の嵩高性)
ダストコントロールマットのパイル1列分×30cmにカットした試験辺を4本用意する。試験辺の側面を10倍に拡大したを写真を撮り、パイルの根本の太さ(Da:cm)を50点測定する。2.54cm/(1インチあたりのパイル列数)=G Da/G×100平均値を値とする。○以上を合格とした。
100〜90% ◎
89〜80% ○
79〜70% △
69%〜 ×。
【0053】
(9)耐へたり性
JIS L1022 7に規定の繰り返し圧縮による厚さ減少を測定し、厚さ減少率を計算した。厚さ減少率の少ないものから耐へたり性が良好であるとし、以下の基準で判断した。○以上を合格とした。
厚さ減少率:0 〜10% ◎
11〜20 ○
21〜30% △
31〜 ×。
【0054】
(10)ペンシルポイント性
ダストコントロールマットのパイル1列分×30cmにカットした試験辺を4本用意する。試験辺の側面を10倍に拡大した写真を撮り、パイルの先端の太さ(Db)とパイルの根本の太さ(Da)を50点測定し、(Db)/(Da)×100の平均値を値とする。
○以上を合格とした。
100〜115% ◎
116〜130% ○
131〜145% △
146〜 ×。
【0055】
(11)耐光性
撚糸セット糸を筒編み地にし、カーボンアーク灯光染色堅牢度をJIS規格L0842により試験した。4級以上を合格とする。
【0056】
[実施例1〜5、比較例2〜5]
固有粘度1.4、酸化チタン(平均粒子径0.3μm)0.3%含有のポリ(トリメチレンテレフタレート)のチップを、固有粘度1.2のカーボンブラック10%濃度のポリ(トリメチレンテレフタレート)マスターチップを溶融前にミコスーパーにて全ポリマに対して顔料含有が1%となるように計量及び混練し、エクストルーダータイプの紡糸機により250℃で溶融紡糸し、冷却、給油、延伸速度2800m/min、延伸温度170℃、延伸倍率3.1倍で延伸し、引き続き巻き取ることなく、公知の加熱流体処理装置であるジェットノズル(JN)を用いて、捲縮加工蒸気圧力0.7MPa、捲縮加工温度210℃で捲縮を付与して冷却し、空気圧0.2Mpa、交絡ノズル直前の糸張力を70gで交絡を付与し巻き取り、1450dtex/54fil、沸騰水後の捲縮率22.0%、収縮率3.0%、変形度2.5のY型断面のポリトリメチレンテレフタレート捲縮糸を得た。原糸交絡数は8個/mであった。
【0057】
次いで、得られた捲縮糸2本を諸撚りとし、表1の条件で撚糸、熱セットを行った糸を公知のレベルカットタフト機で1600本の捲縮糸を用いて1000rpmでタフトし、1インチあたりのパイル列数10列(1/10ゲージ)、パイル高さ7mm、目付1000g/m2のダストコントロールマットを得た。ダストコントロールマットの評価結果を表1に示す。
【0058】
[比較例1]
ポリトリメチレンテレフタレートのチップを、エクストルーダータイプの紡糸機により250℃で溶融紡糸し、冷却、給油、延伸速度2800m/min、延伸温度170℃、延伸倍率3.1倍で延伸し、引き続き巻き取ることなく、公知の加熱流体処理装置であるジェットノズル(JN)を用いて、捲縮加工蒸気圧力0.7MPa、捲縮加工温度210℃で捲縮を付与して冷却し、空気圧0.2Mpa、交絡ノズル直前の糸張力を70gで交絡を付与し巻き取り、1450dtex/54fil、沸騰水後の捲縮率22.0%、収縮率3.0%、変形度2.5のY型断面のポリトリメチレンテレフタレート捲縮糸を得た。原糸交絡数は8個/mであった。
【0059】
次いで、得られた捲縮糸2本を諸撚りとし、表1の条件で撚糸、熱セットを行った糸を公知のレベルカットタフト機で1600本の捲縮糸を用いて1000rpmでタフトし、1インチあたりのパイル列数10列(1/10ゲージ)、パイル高さ8mm、g/m2のダストコントロールマットを得た。
その後、分散染料(グレー)0.01%(カーペット目付比)、常圧下で染色した。
ダストコントロールマットのの評価結果を表1に示す。
【0060】
【表1】
【0061】
実施例1〜5では、嵩高性、耐へたり性、ペンシルポイント性、耐光性共に合格基準であった。比較例1では原着糸でなく、染色処理のため耐光性が不合格であった。比較例2では、撚り数が140T/mと低いため、ペンシルポイント性が不合格であった。比較例3では、撚り数が230T/mと高すぎたため、パイルが細く、嵩高性が劣ったダストコントロールマットとなった。比較例4では、熱セットの温度が低いため、嵩高性、耐へたり性は問題ないものの、撚りが固定されていないため、ペンシルポイント性が低く、長期使用によりパイルの先端が開いた審美性の劣ったカーペットとなった。比較例5では、熱セット温度が高いため、撚りの固定がされ、ペンシルポイント性は問題は無かったが、温度が高すぎるために、捲縮がリセットされ嵩高性が著しく低下した。
【産業上の利用可能性】
【0062】
本発明によれば、ポリトリメチレンテレフタレート特有の防汚性を活かしつつ、ポリトリメチレンテレフタレートの課題であった熱セット性の難しさによる嵩高性やへたり性、ペンシルポイント性を改良した、長期使用後のカーペットの表面審美性維持に優れているダストコントロールマット用捲縮糸を製造できる。
【図面の簡単な説明】
【0063】
【図1】TYT測定による温度と捲縮率の相関図
【図2】TYT測定機(Lowson−Hemphill社製)の概略図である。
【特許請求の範囲】
【請求項1】
ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とするダストコントロールマット用捲縮糸の製造方法。
【請求項2】
前記マルチフィラメント捲縮糸が、顔料としてカーボンブラック及び酸化チタンを含有することを特徴とする請求項1に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項3】
前記マルチフィラメント捲縮糸の沸騰水処理後の捲縮伸長率が15〜30%であることを特徴とする請求項1又は2に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項4】
前記マルチフィラメント捲縮糸の断面がY型断面であり、断面変形度が1.5〜3.0であることを特徴とする請求項1〜3、いずれか1項に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項5】
ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットし、得られたマルチフィラメント捲縮糸をパイルとして用いたダストコントロールマットの製造方法。
【請求項1】
ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットすることを特徴とするダストコントロールマット用捲縮糸の製造方法。
【請求項2】
前記マルチフィラメント捲縮糸が、顔料としてカーボンブラック及び酸化チタンを含有することを特徴とする請求項1に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項3】
前記マルチフィラメント捲縮糸の沸騰水処理後の捲縮伸長率が15〜30%であることを特徴とする請求項1又は2に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項4】
前記マルチフィラメント捲縮糸の断面がY型断面であり、断面変形度が1.5〜3.0であることを特徴とする請求項1〜3、いずれか1項に記載のダストコントロールマット用捲縮糸の製造方法。
【請求項5】
ポリトリメチレンテレフタレートを原料とする原着マルチフィラメント捲縮糸に150〜220T/mの諸撚りを施した後、100〜130℃のスチームで熱セットし、得られたマルチフィラメント捲縮糸をパイルとして用いたダストコントロールマットの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2007−197868(P2007−197868A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−18410(P2006−18410)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]