
ダブルスキンパネル及びその接合継手、並びに構造体

【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネル、そのダブルスキンパネル同士を接合する接合継手および、その接合継手によって複数のダブルスキンパネルが接合して構成された構造体に関する。
【背景技術】
【0002】
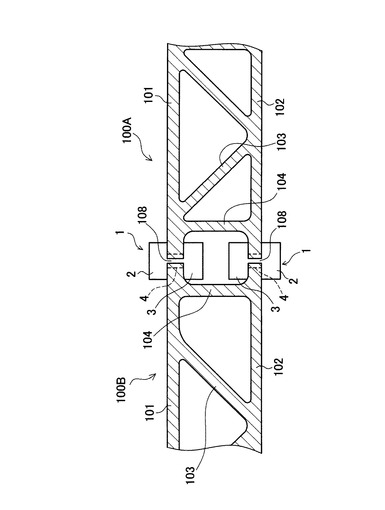
最近、鉄道車両や航空機などの外板接合に、アーク溶接などに比べて入熱量が少なく溶接ひずみを抑える摩擦攪拌接合が注目されている。図10は、ダブルスキンパネルの摩擦攪拌接合を示した概念図である。被接合部材であるダブルスキンパネル100A,100Bは、上面板101と下面板102が複数の傾斜したリブ103によって連結され、接合端部には垂直な端部リブ104が設けられている。そして、ダブルスキンパネル100A,100Bが、図示するように上面板101と下面板102の接合端面同士突き合わせて配置され、それぞれ摩擦攪拌接合用工具1によって接合される。
【0003】
ボビンツール式の摩擦攪拌接合用工具1は、上面板101や下面板102を挟み込む上部回転体2と下部回転体3、そしてその間の攪拌軸4を備えて構成されている。回転が与えられた摩擦攪拌接合用工具1は、攪拌軸4が接合部に沿って送られ、機械的攪拌によって周囲の材料を塑性流動化させる。上部回転体2と下部回転体3は、上下方向から上面板101や下面板102を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。軟化した材料は、塑性流動化して移動する攪拌軸4の後方に流れ、互いに混じり合った可塑性材は摩擦熱を失って急速に冷却固化し、接合が完結する。ダブルスキンパネル100A、100Bは、上面板101同士が接合され後、反転して下面板102同士の接合が同様に行われる。
【特許文献1】特開2004−042115号公報
【特許文献2】特開2004−223587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ボビンツール式の摩擦攪拌接合用工具で行う摩擦攪拌接合は、固定ピン式工具では必要な荷重受けリブなどが不要なため、ダブルスキンパネルの重量を軽減させることができる。しかしながら、ボビンツール式の摩擦攪拌接合用工具の場合には、被接合部材の接合端面の寸法管理が厳しくなることでダブルスキンパネルの製造コストが上がってしまう問題があった。すなわち、図10では接合部に隙間108が空いているが、この隙間108が大きいと接合後の肉厚が薄くなってしまい強度不足になる。一方、強度不足を補うには接合端部を肉厚にすればよいが、鉄道車両用構体などのように全長が長いものでは、接合箇所が多いため全体の車体重量が無視できない。従って、こうした強度不足や重量増の問題を解消するには、接合端部の寸法管理が厳しくなってダブルスキンパネルのコストアップになってしまう。
【0005】
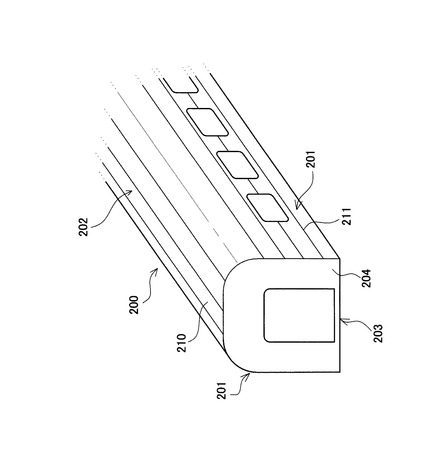
ここで、図11は、鉄道車両用構体の外観を示した図である。ダブルスキンパネルを接合した構造体である鉄道車両用構体200は、側構体201、屋根構体202そして台枠203が周方向に接合され、長手方向端部には妻構体204を接合して構成されている。その側構体201や屋根構体202は、複数の長尺なダブルスキンパネル210が幅方向(周方向)に突き合わされ、隣り合うもの同士が車体長さの20〜25mもの距離に渡り、接合線211に沿って摩擦攪拌接合が行われる。従って、前述した寸法管理の問題点は、こうした長い距離を接合する場合に特に顕著である。そこで、鉄道車両用構体200などの製造においては、ある程度ずれが生じることを前提とし、ずれを修正するため、ダブルスキンパネルの位置決めや固定のための作業や治具を必要とした。従って、この点でも煩雑な作業を行う工数が加わってしまい製造コストを上げることになった。
【0006】
そこで、本発明は、かかる課題を解決すべく、寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るダブルスキンパネルは、上面板と下面板が複数のリブによって連結された形状で、その上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部により、互いに接合可能な形状の一組の接合継手が形成されたものであって、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部に対して段差の付けられた他方の下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部が形成された端部側では、上側接合端部が下側段付端部よりも突き出し、反対の端部側では下側接合端部が上側接合端部よりも突き出していることを特徴とする。
【0008】
また、本発明に係るダブルスキンパネルは、前記下側接合端部が、前記上側接合端部の先端より、前記下側段付端部が重ねられる重なり幅以上に突き出していることが好ましい。
また、本発明に係るダブルスキンパネルは、両端の端部リブが、互いに下面板側が離れる方向に傾斜したものであり、前記下側接合端部と同じ側の上側接合端部の突き出し量は、前記下側段付端部と同じ側の上側接合端部の突き出し量よりも小さいことが好ましい。
また、本発明に係るダブルスキンパネルは、突き出し量が小さい前記上側接合端部は上面板よりも肉厚であり、突き出し量が大きい前記上側接合端部は、その先端部分のみ上面板よりも肉厚であることが好ましい。
また、本発明に係るダブルスキンパネルは、前記端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係るダブルスキンパネルは、両端の端部リブは互いに同じ方向に傾斜したものであり、下面板側が上面板側よりも面内方向外側に位置するように傾斜した端部リブ側に前記下側接合端部が形成されたものであることが好ましい。
【0009】
本発明に係るダブルスキンパネルの接合継手は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネルであり、治具上に配置された受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを端部同士組み合わせて配置して接合するため、当該端部に形成されたものであって、前記上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部を有し、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、受け側ダブルスキンパネルとする一方のパネルの下側接合端部に対して被さり側ダブルスキンパネルとなる他方のパネルの段差の付けられた下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、前記受け側ダブルスキンパネルは下側接合端部が上側接合端部より突き出し、前記被さり側ダブルスキンパネルは上側接合端部が下側段付端部より突き出していることを特徴とする。
【0010】
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルは、その下側接合端部が、上側接合端部の先端より、その下側接合端部に前記被さり側ダブルスキンパネルの下側段付端部が重ねられる重なり幅以上に突き出していることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、両ダブルスキンパネル各々の端部リブが、結合部を挟んで互いに下面板側を近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルの上側接合端部の端部リブの突き出し量が、前記被さり側ダブルスキンパネルの上側接合端部の端部リブの突き出し量よりも小さいことが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルが、その上側接合端部が上面板よりも肉厚であり、前記被さり側ダブルスキンパネルが、その上側接合端部が先端部分のみ上面板よりも肉厚であることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルの端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致するし、塑性流動化した材料の相対速度が大きくなるAdvancing Sideであることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、接合部を挟んで位置する端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブが、下面板側基点を上面板側基点よりも面内方向において被さり側ダブルスキンパネル寄りになるように傾斜したものであることが好ましい。
【0011】
本発明に係る構造体は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネル同士が接合されたものであって、前記上面板又は下面板とリブとの連結部分を基点とし、上面板同士は、最端に位置する端部リブの基点から面内方向外側に突き出した上側接合端部が端面同士を突き当てられ、ボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合され、下面板同士は、端部リブの基点から面内方向外側に突き出した一方の下側接合端部に対し段差の付けられた他方の下側段付端部が重ね合わされ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合され、前記上側接合端部同士を突き当てた接合位置が、前記下側接合端部の先端よりもその下側接合端部が形成された受け側ダブルスキンパネル側にあることを特徴とする。
【0012】
また、本発明に係る構造体は、前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、両ダブルスキンパネル各々の端部リブは結合部を挟んで互いに下面板側が近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量が、被さり側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量よりも小さいことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルの上側接合端部は上面板より肉厚に形成され、前記被さり側ダブルスキンパネルの上側接合端部は先端部分のみが上面板より肉厚に形成されたものであることことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネル側の端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致し、塑性流動化した材料の相対速度が大きくなるAdvancing Sideに配置して形成されたことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、接合位置を挟んだ両ダブルスキンパネルの端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブは、下面板側を上面板側より前記被さり側ダブルスキンパネル側にして傾斜したものであることが好ましい。
【発明の効果】
【0013】
よって、本発明によれば、受け側ダブルスキンパネルでは下側接合端部が上側接合端部より突き出し、逆に被さり側ダブルスキンパネルでは上側接合端部が下側段付端部より突き出しているので、治具上の受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを下降させれば、突き出した受け側ダブルスキンパネルでは下側接合端部の上に、被さり側ダブルスキンパネルの下側段付端部を重ね、両方の上側接合端部を突き合わせるように配置でき、長尺なダブルスキンパネルであっても配置作業が容易になる。
そして、ダブルスキンパネルの接合は、下面板同士は寸法許容量が相対的に緩やかなアーク溶接、レーザ溶接またはレーザハイブリッド溶接を行うことで、下面板側のある程度のズレは接合時において許容されるので、上下の面板のうち上面板について寸法精度を管理すればよいため、ダブルスキンパネルの寸法精度を緩和させることができる。
【発明を実施するための最良の形態】
【0014】
次に、本発明に係るダブルスキンパネルの接合継手及び構造体について、その一実施形態を図面を参照しながら以下に説明する。図1は、第1実施形態のダブルスキンパネルの接合継手を示した図である。本実施形態のダブルスキンパネル10A,10Bは押出し中空型材であり、上面板11と下面板12および、その上面板11と下面板12を連結する複数の傾斜したリブ13によって構成されている。ダブルスキンパネル10A,10Bは同じ構造をしたものであって、幅方向(図面左右方向)両端に図示するような一組の接合継手が形成されている。そして、左右互いの接合継手が接合され、例えば構造体の一例として図11に示す鉄道車両用構体200を構成する。このとき上面板11が車体外側になって下面板12が車体内側になる。
【0015】
本実施形態の接合継手は、上面板11同士が摩擦攪拌接合によって接合され、下面板12同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。接合継手は、上面板11側では、幅方向の端部に位置する端部リブ13a,13bから面内方向外側に延びて自由端になっており、上面板11又は下面板12と端部リブ13a,13bとの連結部分を基点とし、その基点から突き出した部分が上側接合端部11a,11bである。なお、上面板11や下面板12の同一面方向を内面方向とし、上面板11や下面板12と法線方向を面外方向とする。一方、下面板12側は、右端では端部リブ13bから面内方向外側に延びて下側接合端部12bが基点から突き出し、左端では下面板12と端部リブ13aとの連結部分に段差を付けた下側段付端部12aが面内方向外側に突き出されている。そして、下側段付端部12aの段差部分と下側接合端部12bの端面とが傾斜し、図示するような重なり時に開先14が形成されるようになっている。
【0016】
そこで、こうした構成のダブルスキンパネル10A,10Bを接合する場合には、上面板11側では互いに上側接合端部11a,11bの先端が突き合わされ、下面板12側では下側接合端部12bに下側段付端部12aが上から重ねられる。そして、第1接合工程で上面板11側の上側接合端部11a,11bが摩擦攪拌によって接合され、その後、ダブルスキンパネル10A,10Bが反転され、第2接合工程で下面板12側の下側接合端部12bと下側段付端部12aがMIG溶接やTIG溶接等のアーク溶接によって接合される。アーク溶接の他、レーザ溶接またはレーザハイブリッド溶接によって接合するようにしてもよい。
【0017】
ところで、第1接合工程の摩擦攪拌接合では、上側接合端部11a,11bの先端が突き当てられ、その接合部が摩擦攪拌接合用工具1の上部回転体2と下部回転体3によって荷重を加えて上下から挟み込まれる。そして、摩擦攪拌接合用工具1が回転しながら接合線15に沿って送られることで、攪拌軸4が上側接合端部11a,11bの接合部を摩擦攪拌させ、その周囲の材料を塑性流動化させる。その際、上部回転体2と下部回転体3は、上下から上側接合端部11a,11bを押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。よって、軟化した材料は塑性流動化して攪拌混練され、攪拌軸4の後方に流れ、その後方で互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。
【0018】
一方、第2接合工程では、反転された下面板12側が上面になる。接合継手は、下側接合端部12bと下側段付端部12aとが重ね合わされており、接合部分に開先14が形成されている。そこで、その開先14部分にMIG溶接やTIG溶接等のアーク溶接で肉盛溶接が行われ、下面板12同士が接合される。また、下面板12の接合は、アーク溶接の他にもレーザ溶接や、MIGハイブリッドやTIGハイブリッドなど、アーク溶接とレーザ溶接を組み合わせたレーザハイブリッド溶接によって行うようにしてもよい。このことは以下の各形態において同様である。
【0019】
本実施形態の接合継手では、上面板11側を摩擦攪拌接合して歪みが生じた場合でも、アーク溶接などを行う下面板12側は、歪みを吸収した接合が可能である。すなわち、下面板12側の接合には寸法許容量が相対的に緩やかな開先14をアーク溶接などによって接合するため、上下両面を摩擦攪拌接合するのに較べて精密な寸法管理が容易になった。よって、この接合継手は、下面板12の接合がある程度のズレを許容するので、下側接合端部12bと下側段付端部12aの寸法精度を緩やかにして、上面板11の上側接合端部11a,11bについて寸法精度を厳しく管理すればよく、ダブルスキンパネル10A,10Bの製造コストの他、接合時に要する位置決めや固定のためのコスト削減が可能になる。
【0020】
また、上面板11側を接合する摩擦攪拌接合では、アーク溶接などのように溶接ビードができないため、鉄道車両用構体200など、構造体表面の見栄えをよいものとすることができる。そして、上面板11の接合後に切削仕上げなどの仕上げ加工が不要になれば、工数削減によるコスト削減にもなる。また、摩擦攪拌接合はアーク溶接などに比べて入熱量が少ないので強度低下が小さく、その分、部材の肉厚を薄くできるため構造体の軽量化が可能である。更に、上部回転体2と下部回転体3とで挟み込んで接合するため、固定ピン方式のように荷重を支えるリブが必要ないため、この点でも構造体の軽量化が可能となる。
【0021】
ところで、上面板11側と下面板12側との2箇所で接続する本実施形態の接合継手は、上面板11側では、上側接合端部11aが上側接合端部11bよりも長く形成され、接合線15の位置がダブルスキンパネル10B側に偏っている。これは、図2(a)に示すように、先ずダブルスキンパネル10Bを治具8上に置き、後からダブルスキンパネル10Aを合わせる場合、下面板12側で、下側接合端部12bに対する下側段付端部12aの重ね合わせを容易にするためである。なお、先に治具8に置かれたダブルスキンパネル10Bが、特許請求の範囲に記載する受け側ダブルスキンパネルであり、後から配置されるダブルスキンパネル10Aが被さり側ダブルスキンパネルに相当する。
【0022】
例えば、図2(b)に示すように、ダブルスキンパネル110Aの下側段付端部112aが上側接合端部111aよりも面内方向外側に突き出していれば、ダブルスキンパネル110Bの下側接合端部112bは上側接合端部111bよりも面内方向内側に引き込んだ形状になる。こうした形状の接合継手では、治具8上に配置された受け側のダブルスキンパネル110Bに対し、被さり側のダブルスキンパネル110Aを矢印Rで示すように移動させる必要がある。すなわち、下側段付端部112aが上側接合端部111bに当たらないように、ダブルスキンパネル110Aをダブルスキンパネル110Bから離れた位置で一旦下降させ、そのた後、水平移動させてから再び降ろして下側段付端部112aを下側接合端部112bに重ね合わせ、上側接合端部111a,111bを突き当てる。
【0023】
或いは、下側段付端部112aは段差によって浮き上がっているため、ダブルスキンパネル110Aをダブルスキンパネル110Bから離れた位置で治具8上に配置させ、その後ダブルスキンパネル110Aを滑らせ、下側段付端部112aを下側接合端部112bに重ね合わせ、上側接合端部111a,111bを突き当てる方法もある。
【0024】
ダブルスキンパネル110A,110Bが図11に示す側構体201を構成するダブルスキンパネル210である場合、20m以上の長い距離にわたって正確に位置決めする必要がある。従って、後者の方法では、僅かにでも歪みが生じていると、下側段付端部112aが下側接合端部112bに載らずに当たってしまう。その場合、無理に力をかけて下側段付端部112aを下側接合端部112bに載せようとすると、ダブルスキンパネル110A自体を変形させてしまう。従って、被さり側であるダブルスキンパネル110Aを配置するには、図2(b)に示すような前者の方法の方が確実であるが、移動が複雑なため、長尺なダブルスキンパネル110Aを保持して移動させることは困難な作業であった。
【0025】
そこで、本実施形態の接合継手は、ダブルスキンパネル10Bの下側接合端部12bが、上側接合端部11bの先端より、ダブルスキンパネル10Aの下側段付端部12aが重なる幅以上に面内方向外側に突き出して形成されている。すなわち、ダブルスキンパネル10Bの上側接合端部11bを短くし、ダブルスキンパネル10Aの上側接合端部11aを長く形成している。そして、こうした構成の接合継手によれば、図2(a)に矢印Qで示すように、治具8上のダブルスキンパネル10Bに対してダブルスキンパネル10Aをほぼ真っ直ぐに下降するだけで、下側接合端部12bに対して下側段付端部12aを重ねることができる。従って、長尺なダブルスキンパネル10A,10Bであってもダブルスキンパネル10Aの配置作業が容易になり、しかも下側段付端部12aを下側接合端部12bに対して無理なく確実に重ねられる。
【0026】
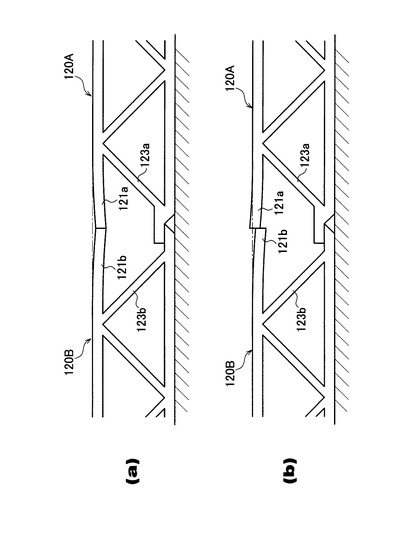
ここで、図3は、上側接合端部の端部リブ基点からの突き出し量を等しくしたダブルスキンパネル120A,120Bの接合継手を示した図である。左右の上側接合端部121a,121bの長さが等しいか、それに近い場合、部材の寸法の誤差によってその先端が正寸位置(一点鎖線で示す位置)からずれてしまうことがある。片持ち支持の上側接合端部121a,121bは、端部リブ123a,123bからの距離が長いと、特に長尺なダブルスキンパネルA,Bでは、寸法管理を徹底しても部分的にでも撓みによるずれが生じるおそれがある。従って、図3(a)のように、撓んだ方向が揃っている場合は、そのままの位置で接合され、面外方向に誤差が生じたままの仕上がりとなる。また、図3(b)のように上下逆に位置ずれが生じている場合でも、互いに弾性変形することなく、面外方向にずれのあるまま接合された仕上がりとなってしまう。
【0027】
本実施形態は、こうした仕上がり精度の問題も同時に解消することが可能である。すなわち、ダブルスキンパネル10Bの上側接合端部11bを短くすることは、前述したようにダブルスキンパネルA側の配置を確実かつ容易に行うことを可能にする他、上側接合端部11bの長さをより短くして仕上がり精度の向上にも寄与している。なお、板厚等は同じで基点からの突き出し量のみが異なる場合においては、突き出し量が短い方が形材の面外方向の寸法誤差は小さい傾向がある。
片持ち支持の上側接合端部11bは、端部リブ13bからの突き出し量が小さい分モーメントも小さく、面外方向への剛性が高くなる。その一方で、同じ片持ち支持の上側接合端部11aは、逆に突き出し量が大きくなるため剛性は低くなる。従って、図4(a)に示すように、接合前の上側接合端部11a,11bは、剛性の高い上側接合端部11aは一点鎖線で示す正寸位置に対してほとんど誤差は生じていないが、剛性の低い上側接合端部11bは正寸位置に対して誤差が大きくなってしまう。
【0028】
摩擦攪拌接合時には、上側接合端部11a,11bが摩擦攪拌接合用工具1の上部回転体2と下部回転体3によって上下から挟み込まれる。すると、上側接合端部11aは剛性の低いため挟み込み荷重によって弾性変形し、剛性の高い上側接合端部11b側に倣うように先端部が面外方向に変位する。従って、摩擦攪拌接合用工具1が回転しながら接合線15に沿って送られると、図4(a)に示すように撓んでいた上側接合端部11aが、上側接合端部11bに合うように弾性変形して図4(b)に示すように正寸に近い状態で接合される。こうして本実施形態では、一方の上側接合端部11bを短くして剛性を高め、他方の上側接合端部11aを長くして剛性を低くすることで、仕上がり時の寸法誤差を極めて小さいものとすることができた。そして、鉄道車両用構体200など、構造体を構成した場合、表面の見栄えをよいものとすることができる。
【0029】
次に、図5は、第1実施形態を変形した第2実施形態のダブルスキンパネルの接合継手を示した図である。ダブルスキンパネル20A,20Bは同じ構成の押出し中空型材であり、上面板21と下面板22および、その上面板21と下面板22を連結する複数の傾斜したリブ23によって構成され、幅方向の両端部に一組の接合継手が形成されている。そして、ダブルスキンパネル20A,20Bは、左右互いの接合継手が接合され、例えば構造体の一例として図10に示す鉄道車両用構体200を構成する。その場合、上面板21が車体外側になって下面板22が車体内側になる。
【0030】
接合継手は、上面板21同士が摩擦攪拌接合によって接合され、下面板22同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。そのため、上面板21側は、端部に位置する左右の端部リブ23a,23bから面内方向外側に上側接合端部21a,21bが突き出している。一方、下面板22側は、右端の端部リブ23bから面内方向外側に下側接合端部22bが突き出し、左端では端部リブ23aと下面板22の連結部分に段差を付けた下側段付端部22aが面内方向外側に突き出されている。
【0031】
そして、本実施形態では、突き出し量の小さい上側接合端部21bを肉厚にし、より剛性を高めた形状にしている。そして、突き出し量の大きい上側接合端部21aは、摩擦攪拌接合用工具1の上部回転体2と下部回転体3(図1参照)によって挟み込まれる接合部分が、上側接合端部21bの肉厚と同一になるように一部肉厚になっている。
よって、本実施形態の接合継手でも、ダブルスキンパネル20Bの下側接合端部22bが、上側接合端部21bの先端より、ダブルスキンパネル20Aの下側段付端部22aが重なる幅以上に面内方向外側に突き出して形成されている。そして接合時には、治具8上のダブルスキンパネル20Bに対してダブルスキンパネル20Aをほぼ真っ直ぐに下降するだけで、下側接合端部22bに対して下側段付端部22aを重ねることができる。そのため、長尺なダブルスキンパネル20A,20Bであってもダブルスキンパネル20Aの配置作業が容易になり、しかも下側段付端部22aを下側接合端部22bに対して無理なく確実に重ねられる。
【0032】
また、本実施形態は、肉厚の上側接合端部21bは剛性がより高くなり、上側接合端部21aは先端部分のみが肉厚であってより剛性が低くなっている。そのため、摩擦攪拌接合用工具1の上部回転体2と下部回転体3で荷重を加えて上側接合端部21a,21bを上下から挟み込むと、剛性の低い上側接合端部21a側が剛性の高い上側接合端部21b側に倣うように弾性変形し、より面外方向の寸法精度の向上した状態で摩擦攪拌接合が行われる。
【0033】
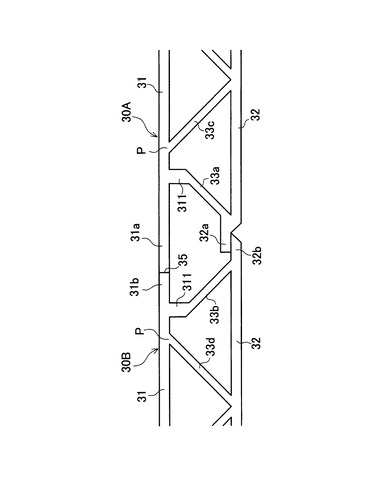
次に、図6は、第3実施形態のダブルスキンパネルの接合継手を示した図である。ダブルスキンパネル30A,30Bは押出し中空型材であり、上面板31と下面板32および、その上面板31と下面板32を連結する複数の傾斜したリブ33によって構成され、幅方向の両端部に一組の接合継手が形成されている。そして、このダブルスキンパネル30A,30Bは、互いに接合され、例えば構造体の一例として図10に示す鉄道車両用構体200を構成する。その場合、上面板31が車体外側になって下面板32が車体内側になる。
【0034】
ダブルスキンパネル30A,30の接合継手も、上面板31同士が摩擦攪拌接合によって接合され、下面板32同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。そのため、上面板31側は、端部に位置する左右の端部リブ33a,33bから面内方向外側に延びて自由端になっており、その突き出した部分が上側接合端部31a,31bである。一方、下面板32側は、右端に位置する端部リブ33bから面内方向外側に延びて下側接合端部32bが突き出し、左端では、端部リブ33aと下面板32の連結部分に段差を付けた下側段付端部32aが面内方向外側に突き出されている。
【0035】
更に本実施形態では、端部リブ33a,33bが上面板31側に屈折部311が形成されている。屈折部311は、上面板31に対して直交し、傾斜部よりも肉厚にして剛性を高くしている。そして、端部リブ33a,33bは、傾斜部の延長線が隣のリブ33c,33dと上面板31との連結部Pに交わるように形成され、下面板11も含めて断面が三角形となる仮想トラスを構成するようになっている。本実施形態で端部リブ33a,33bに屈折部311を設けたのは、特に端部リブ33bから突き出した上側接合端部31bの突き出し量を小さくするためである。
【0036】
ボビンツール式の摩擦攪拌接合用工具1によって摩擦攪拌接合する場合、接合部を下側から下部回転体3によって支持するため、その下部回転体3が入るスペースを確保する必要がある。図1に示す第1実施形態のように、上側接合端部11bと端部リブ13bとが鋭角に交わると、その狭くなったスペースに下部回転体3が入らないため、端部リブ13bから遠い位置に接合線15が位置し、上側接合端部11bが比較的長くなってしまう。そこで、本実施形態の接合継手では、端部リブ33bに屈折部311を形成したことにより、下部回転体3の入るスペースが確保でき、あわせて端部リブ33bからの突き出し量を小さくた上側接合端部31bとすることができた。
【0037】
そこで、摩擦攪拌接合用工具1の上部回転体2と下部回転体3により上側接合端部31a,31bを上下から挟み込むと、剛性の低い上側接合端部31a側が剛性の高い上側接合端部31b側に倣うように弾性変形する。そのため、摩擦攪拌接合用工具1が回転しながら接合線35に沿って送られると、上側接合端部31aの撓みが生じていた箇所でも、弾性変形して突き出し部先端の面外寸法の誤差が小さくなり、正寸に近い状態で接合される。本実施形態の接合継手では、上側接合端部31bの突き出し量が小さくなる形状によって剛性を高めているため、それに上側接合端部31aが倣うことで仕上がり時の寸法誤差をより小さいものとすることができた。なお、端部リブ33bの屈折部3111は下部回転体3のスペースを確保する目的で形成しているので、他方の端部リブ33a側は屈折部311のない図1に示すような直線で形成するようにしてもよい。
【0038】
また、本実施形態の接合継手でも、ダブルスキンパネル30Bの下側接合端部32bが、上側接合端部31bの先端より、ダブルスキンパネル30Aの下側段付端部32aが重なる幅以上に面内方向外側に突き出して形成されている。そのため接合時には、ダブルスキンパネル30Bに対してダブルスキンパネル30Aをほぼ真っ直ぐに下降するだけで、下側接合端部32bに対して下側段付端部32aを重ねることができる。そのため、長尺なダブルスキンパネル30A,30Bであってもダブルスキンパネル30Aの配置作業が容易になり、しかも下側段付端部32aを下側接合端部32bに対して無理なく確実に重ねられる。
【0039】
ところで、左右に並べたダブルスキンパネル10A,10B(図1参照)の接合継手では、左側の上側接合端部11bが短くなるように形成され、接合線15がダブルスキンパネル10B側に偏っている。これは、下側段付端部12aがダブルスキンパネル10Aに形成され、その下側段付端部12aが上から重ねられる下側接合端部12bがダブルスキンパネル10Bに形成されているからである。従って、下側段付端部12aと下側接合端部12bとの関係が逆であれば、上側接合端部11a,11bの長さも逆転する。
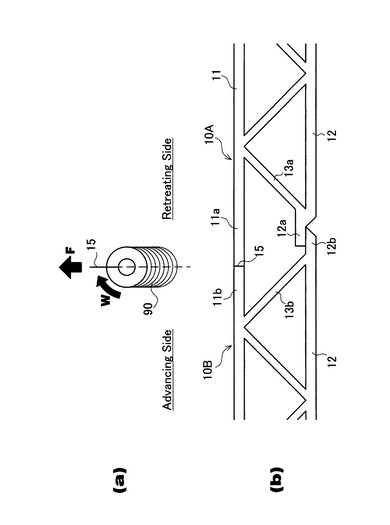
ただし、上記実施形態で上側接合端部11bが短いのは、上面板11側の接合位置をダブルスキンパネル10B側、つまり図面左側の部材である理由は摩擦攪拌接合用工具1の回転方向にもある。ここで、図7は、上面板11側の接合位置と摩擦攪拌接合用工具1の回転方向との関係を示した図であり、上面板側の接合線に沿って送られる摩擦攪拌接合用工具1および接合痕90(a)と、図1に示す第1実施形態の接合継手(b)を示している。
【0040】
摩擦攪拌接合用工具1は、接合継手を上方から見て右回転しながら、接合線15に沿ってF方向(図面上方)に送られるとする。接合部では、軟化して塑性流動化した材料が、攪拌軸4の周りを通過して後方に流れて混じり合う。この場合、摩擦攪拌接合用工具1に対する塑性流動化した材料の相対運動は、送りによる相対運動と回転による相対運動の向きが一致する進行方向左側が相対速度の大きいAdvancing Sideであり、送りによる相対運動と回転による相対運動の向きが逆になる進行方向右側が相対速度の小さいRetreating Side となる。Retreating Side の材料は、W方向に回転を受けて後方に流れるとともに、進行方向Fへの送りによって引っ張り作用を受ける。そのため、Retreating Side では材料が疎の状態になって、上側接合端部11aは、上部回転体2と下部回転体3の間に引き込まれやすくなり、剛性の高い上側接合端部11bへ倣うように弾性変形し、より正寸に近い状態で接合される。
【0041】
一方、Advancing Sideでは、摩擦攪拌接合用工具1の回転によって進行方向Fに材料が流れるが、前方に存在する非攪拌部の抵抗を受けて流れが制限されるため、密の状態になって、上側接合端部11bは、上部回転体2と下部回転体3の間に引き込まれ難い状態になる。従って、摩擦攪拌接合する接合端部の長さが異なる場合には、接合端部の突き出し量が小さい側をAdvancing Side、長い側をRetreating Side となるようにすべきである。本実施形態では、こうした点を考慮し、Advancing Sideに剛性を高くした突き出し量の小さい上側接合端部11bが形成され、Retreating Side には剛性の低い突き出し量が大きい上側接合端部11bが形成されている。そのため、上側接合端部11a,11b自身の剛性だけでなく、摩擦攪拌時に生じる上側接合端部11aの引き込み作用も利用して正寸に近いより正確な接合を可能にした。
【0042】
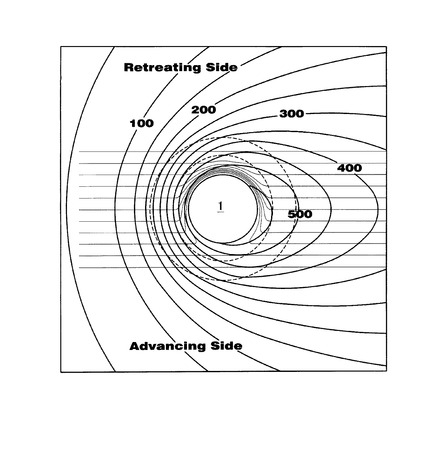
次に、図8は、摩擦撹拌溶接を行った場合の温度分布を示した図である。摩擦攪拌時、摩擦攪拌接合用工具1の周りの材料温度は、Advancing Sideの方がRetreating Side よりも高温になる。温度が最高になる箇所は、攪拌軸4の後方であるが、図から分かるように500°を超える領域がAdvancing Side側に若干偏っている。このような温度分布を生じる理由は、Advancing Sideの材料の一部が接合線15を越えてRetreating Side を回って再びAdvancing Sideに戻るため、長くツールと接しているからである。
【0043】
ところで、接合部へ入る熱量が大きいと強度低下を生じることになるため、熱拡散を効率良く行うことが望まれる。この点、前記各実施形態では、図7に示すように、摩擦攪拌接合用工具1の回転方向によって決定されるAdvancing Sideの上側接合端部11bが短く形成されている。こうした構成の接合継手では、上側接合端部11bが短いため端部リブ13bが近く、熱の逃げる経路が多くなる。従って、前記各実施形態では、Advancing Sideの熱を端部リブ13bへと逃がして効率よく冷却することができるため、最高温度が抑制され、Advancing Sideの温度とRetreating Side の温度の格差が解消される。そして、もともと摩擦攪拌接合は接合時の入熱量が少ないが、より接合強度に関して有利となる。
【0044】
次に、図9は、第4実施形態のダブルスキンパネルの接合継手を示した図である。これまでの実施形態では摩擦攪拌接合を行う上面板側の接合端部の長を異なるものであった。それは、接合部を挟んで位置する端部リブ13a,13b(図1参照)の傾きが逆であって、左右対称形になるからである。しかし、本実施形態のように端部リブ43a,43bが同方向に傾斜している場合、突き出し量を極端に変えることなくほぼ同じ長さにしても第1実施形態の接合継手と同様の効果を奏する。ダブルスキンパネル40A,40Bは、互いに同じ構造をした押出し中空型材であり、上面板41と下面板42および複数の傾斜したリブ43によって構成されている。図9では、幅方向(図面左右方向)の左端部と右端部の接合継手を示している。そして、このダブルスキンパネル40A,40Bも、例えば構造体の一例として図11に示す鉄道車両用構体200を構成する。このとき上面板41が車体外側になって下面板42が車体内側になる。
【0045】
上面板41同士が摩擦攪拌接合によって接合され、下面板42同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。接合継手の上面板41側は、端部リブ43a,43bから面内方向外側に延びて自由端になっており、その突き出した部分が上側接合端部41a,41bである。一方、下面板42側では、右端の端部リブ43bから面内方向外側に延びて下側接合端部42bが突き出し、左端には端部リブ43aから面内方向外側に延びて先端に段差が形成された下側段付端部42aが突き出して形成されている。下側接合端部42bは、上側接合端部41bの先端より、下側段付端部42aが重なる幅以上に面内方向外側に突き出して形成されている。
【0046】
従って、接合時には、治具8上のダブルスキンパネル40Bに対してダブルスキンパネル40Aをほぼ真っ直ぐに下降するだけで、下側接合端部42bに対して下側段付端部42aを重ねることができる。そのため、長尺なダブルスキンパネル40A,40Bであってもダブルスキンパネル40Aの配置作業が容易になり、しかも下側段付端部42aを下側接合端部42bに対して無理なく確実に重ねられる。
【0047】
以上、本発明に係るダブルスキンパネルの接合継手及び構造体について実施形態を説明したが、本発明はこれらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
【図面の簡単な説明】
【0048】
【図1】ダブルスキンパネルの接合継手について第1実施形態を示した図である。
【図2】受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルの配置作業状態を示した図である。
【図3】上側接合端部が同じ長さの場合に生じ得る接合不良を示した図である。
【図4】第1実施形態の接合継手において、摩擦攪拌時に長い上側接合端部が短い上側接合端部に倣う効果を示した図である。
【図5】ダブルスキンパネルの接合継手について第2実施形態を示した図である。
【図6】ダブルスキンパネルの接合継手について第3実施形態を示した図である。
【図7】上側接合端部の接合位置と摩擦攪拌接合用工具の回転方向との関係を示した図であり、(a)には上面板側の接合線に沿って送られる摩擦攪拌接合用工具および接合痕を示し、(b)には図1に示す第1実施形態の接合継手を示している。
【図8】摩擦撹拌溶接を行った場合の温度分布を示した図である。
【図9】ダブルスキンパネルの接合継手について第4実施形態を示した図である。
【図10】ダブルスキンパネルの接合継手について従来例を示した図である。
【図11】ダブルスキンパネルによって構成される構造体の一例である鉄道車両用構体の外観を示した図である。
【符号の説明】
【0049】
1 摩擦攪拌接合用工具
2 上部回転体
3 下部回転体
4 攪拌軸
10A,10B ダブルスキンパネル
11 上面板
11a,11b 上側接合端部
12 下面板
12a 下側段付端部
12b 下側接合端部
13 リブ
13a,13b 端部リブ
【技術分野】
【0001】
本発明は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネル、そのダブルスキンパネル同士を接合する接合継手および、その接合継手によって複数のダブルスキンパネルが接合して構成された構造体に関する。
【背景技術】
【0002】
最近、鉄道車両や航空機などの外板接合に、アーク溶接などに比べて入熱量が少なく溶接ひずみを抑える摩擦攪拌接合が注目されている。図10は、ダブルスキンパネルの摩擦攪拌接合を示した概念図である。被接合部材であるダブルスキンパネル100A,100Bは、上面板101と下面板102が複数の傾斜したリブ103によって連結され、接合端部には垂直な端部リブ104が設けられている。そして、ダブルスキンパネル100A,100Bが、図示するように上面板101と下面板102の接合端面同士突き合わせて配置され、それぞれ摩擦攪拌接合用工具1によって接合される。
【0003】
ボビンツール式の摩擦攪拌接合用工具1は、上面板101や下面板102を挟み込む上部回転体2と下部回転体3、そしてその間の攪拌軸4を備えて構成されている。回転が与えられた摩擦攪拌接合用工具1は、攪拌軸4が接合部に沿って送られ、機械的攪拌によって周囲の材料を塑性流動化させる。上部回転体2と下部回転体3は、上下方向から上面板101や下面板102を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。軟化した材料は、塑性流動化して移動する攪拌軸4の後方に流れ、互いに混じり合った可塑性材は摩擦熱を失って急速に冷却固化し、接合が完結する。ダブルスキンパネル100A、100Bは、上面板101同士が接合され後、反転して下面板102同士の接合が同様に行われる。
【特許文献1】特開2004−042115号公報
【特許文献2】特開2004−223587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ボビンツール式の摩擦攪拌接合用工具で行う摩擦攪拌接合は、固定ピン式工具では必要な荷重受けリブなどが不要なため、ダブルスキンパネルの重量を軽減させることができる。しかしながら、ボビンツール式の摩擦攪拌接合用工具の場合には、被接合部材の接合端面の寸法管理が厳しくなることでダブルスキンパネルの製造コストが上がってしまう問題があった。すなわち、図10では接合部に隙間108が空いているが、この隙間108が大きいと接合後の肉厚が薄くなってしまい強度不足になる。一方、強度不足を補うには接合端部を肉厚にすればよいが、鉄道車両用構体などのように全長が長いものでは、接合箇所が多いため全体の車体重量が無視できない。従って、こうした強度不足や重量増の問題を解消するには、接合端部の寸法管理が厳しくなってダブルスキンパネルのコストアップになってしまう。
【0005】
ここで、図11は、鉄道車両用構体の外観を示した図である。ダブルスキンパネルを接合した構造体である鉄道車両用構体200は、側構体201、屋根構体202そして台枠203が周方向に接合され、長手方向端部には妻構体204を接合して構成されている。その側構体201や屋根構体202は、複数の長尺なダブルスキンパネル210が幅方向(周方向)に突き合わされ、隣り合うもの同士が車体長さの20〜25mもの距離に渡り、接合線211に沿って摩擦攪拌接合が行われる。従って、前述した寸法管理の問題点は、こうした長い距離を接合する場合に特に顕著である。そこで、鉄道車両用構体200などの製造においては、ある程度ずれが生じることを前提とし、ずれを修正するため、ダブルスキンパネルの位置決めや固定のための作業や治具を必要とした。従って、この点でも煩雑な作業を行う工数が加わってしまい製造コストを上げることになった。
【0006】
そこで、本発明は、かかる課題を解決すべく、寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るダブルスキンパネルは、上面板と下面板が複数のリブによって連結された形状で、その上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部により、互いに接合可能な形状の一組の接合継手が形成されたものであって、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部に対して段差の付けられた他方の下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部が形成された端部側では、上側接合端部が下側段付端部よりも突き出し、反対の端部側では下側接合端部が上側接合端部よりも突き出していることを特徴とする。
【0008】
また、本発明に係るダブルスキンパネルは、前記下側接合端部が、前記上側接合端部の先端より、前記下側段付端部が重ねられる重なり幅以上に突き出していることが好ましい。
また、本発明に係るダブルスキンパネルは、両端の端部リブが、互いに下面板側が離れる方向に傾斜したものであり、前記下側接合端部と同じ側の上側接合端部の突き出し量は、前記下側段付端部と同じ側の上側接合端部の突き出し量よりも小さいことが好ましい。
また、本発明に係るダブルスキンパネルは、突き出し量が小さい前記上側接合端部は上面板よりも肉厚であり、突き出し量が大きい前記上側接合端部は、その先端部分のみ上面板よりも肉厚であることが好ましい。
また、本発明に係るダブルスキンパネルは、前記端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係るダブルスキンパネルは、両端の端部リブは互いに同じ方向に傾斜したものであり、下面板側が上面板側よりも面内方向外側に位置するように傾斜した端部リブ側に前記下側接合端部が形成されたものであることが好ましい。
【0009】
本発明に係るダブルスキンパネルの接合継手は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネルであり、治具上に配置された受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを端部同士組み合わせて配置して接合するため、当該端部に形成されたものであって、前記上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部を有し、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、受け側ダブルスキンパネルとする一方のパネルの下側接合端部に対して被さり側ダブルスキンパネルとなる他方のパネルの段差の付けられた下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、前記受け側ダブルスキンパネルは下側接合端部が上側接合端部より突き出し、前記被さり側ダブルスキンパネルは上側接合端部が下側段付端部より突き出していることを特徴とする。
【0010】
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルは、その下側接合端部が、上側接合端部の先端より、その下側接合端部に前記被さり側ダブルスキンパネルの下側段付端部が重ねられる重なり幅以上に突き出していることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、両ダブルスキンパネル各々の端部リブが、結合部を挟んで互いに下面板側を近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルの上側接合端部の端部リブの突き出し量が、前記被さり側ダブルスキンパネルの上側接合端部の端部リブの突き出し量よりも小さいことが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルが、その上側接合端部が上面板よりも肉厚であり、前記被さり側ダブルスキンパネルが、その上側接合端部が先端部分のみ上面板よりも肉厚であることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルの端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致するし、塑性流動化した材料の相対速度が大きくなるAdvancing Sideであることが好ましい。
また、本発明に係るダブルスキンパネルの接合継手は、接合部を挟んで位置する端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブが、下面板側基点を上面板側基点よりも面内方向において被さり側ダブルスキンパネル寄りになるように傾斜したものであることが好ましい。
【0011】
本発明に係る構造体は、上面板と下面板が複数のリブで連結された形状のダブルスキンパネル同士が接合されたものであって、前記上面板又は下面板とリブとの連結部分を基点とし、上面板同士は、最端に位置する端部リブの基点から面内方向外側に突き出した上側接合端部が端面同士を突き当てられ、ボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合され、下面板同士は、端部リブの基点から面内方向外側に突き出した一方の下側接合端部に対し段差の付けられた他方の下側段付端部が重ね合わされ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合され、前記上側接合端部同士を突き当てた接合位置が、前記下側接合端部の先端よりもその下側接合端部が形成された受け側ダブルスキンパネル側にあることを特徴とする。
【0012】
また、本発明に係る構造体は、前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、両ダブルスキンパネル各々の端部リブは結合部を挟んで互いに下面板側が近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量が、被さり側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量よりも小さいことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルの上側接合端部は上面板より肉厚に形成され、前記被さり側ダブルスキンパネルの上側接合端部は先端部分のみが上面板より肉厚に形成されたものであることことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネル側の端部リブが、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致し、塑性流動化した材料の相対速度が大きくなるAdvancing Sideに配置して形成されたことが好ましい。
また、本発明に係る構造体は、前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、接合位置を挟んだ両ダブルスキンパネルの端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブは、下面板側を上面板側より前記被さり側ダブルスキンパネル側にして傾斜したものであることが好ましい。
【発明の効果】
【0013】
よって、本発明によれば、受け側ダブルスキンパネルでは下側接合端部が上側接合端部より突き出し、逆に被さり側ダブルスキンパネルでは上側接合端部が下側段付端部より突き出しているので、治具上の受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを下降させれば、突き出した受け側ダブルスキンパネルでは下側接合端部の上に、被さり側ダブルスキンパネルの下側段付端部を重ね、両方の上側接合端部を突き合わせるように配置でき、長尺なダブルスキンパネルであっても配置作業が容易になる。
そして、ダブルスキンパネルの接合は、下面板同士は寸法許容量が相対的に緩やかなアーク溶接、レーザ溶接またはレーザハイブリッド溶接を行うことで、下面板側のある程度のズレは接合時において許容されるので、上下の面板のうち上面板について寸法精度を管理すればよいため、ダブルスキンパネルの寸法精度を緩和させることができる。
【発明を実施するための最良の形態】
【0014】
次に、本発明に係るダブルスキンパネルの接合継手及び構造体について、その一実施形態を図面を参照しながら以下に説明する。図1は、第1実施形態のダブルスキンパネルの接合継手を示した図である。本実施形態のダブルスキンパネル10A,10Bは押出し中空型材であり、上面板11と下面板12および、その上面板11と下面板12を連結する複数の傾斜したリブ13によって構成されている。ダブルスキンパネル10A,10Bは同じ構造をしたものであって、幅方向(図面左右方向)両端に図示するような一組の接合継手が形成されている。そして、左右互いの接合継手が接合され、例えば構造体の一例として図11に示す鉄道車両用構体200を構成する。このとき上面板11が車体外側になって下面板12が車体内側になる。
【0015】
本実施形態の接合継手は、上面板11同士が摩擦攪拌接合によって接合され、下面板12同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。接合継手は、上面板11側では、幅方向の端部に位置する端部リブ13a,13bから面内方向外側に延びて自由端になっており、上面板11又は下面板12と端部リブ13a,13bとの連結部分を基点とし、その基点から突き出した部分が上側接合端部11a,11bである。なお、上面板11や下面板12の同一面方向を内面方向とし、上面板11や下面板12と法線方向を面外方向とする。一方、下面板12側は、右端では端部リブ13bから面内方向外側に延びて下側接合端部12bが基点から突き出し、左端では下面板12と端部リブ13aとの連結部分に段差を付けた下側段付端部12aが面内方向外側に突き出されている。そして、下側段付端部12aの段差部分と下側接合端部12bの端面とが傾斜し、図示するような重なり時に開先14が形成されるようになっている。
【0016】
そこで、こうした構成のダブルスキンパネル10A,10Bを接合する場合には、上面板11側では互いに上側接合端部11a,11bの先端が突き合わされ、下面板12側では下側接合端部12bに下側段付端部12aが上から重ねられる。そして、第1接合工程で上面板11側の上側接合端部11a,11bが摩擦攪拌によって接合され、その後、ダブルスキンパネル10A,10Bが反転され、第2接合工程で下面板12側の下側接合端部12bと下側段付端部12aがMIG溶接やTIG溶接等のアーク溶接によって接合される。アーク溶接の他、レーザ溶接またはレーザハイブリッド溶接によって接合するようにしてもよい。
【0017】
ところで、第1接合工程の摩擦攪拌接合では、上側接合端部11a,11bの先端が突き当てられ、その接合部が摩擦攪拌接合用工具1の上部回転体2と下部回転体3によって荷重を加えて上下から挟み込まれる。そして、摩擦攪拌接合用工具1が回転しながら接合線15に沿って送られることで、攪拌軸4が上側接合端部11a,11bの接合部を摩擦攪拌させ、その周囲の材料を塑性流動化させる。その際、上部回転体2と下部回転体3は、上下から上側接合端部11a,11bを押さえ込んで可塑性ゾーンから材料が失われるのを防いでいる。よって、軟化した材料は塑性流動化して攪拌混練され、攪拌軸4の後方に流れ、その後方で互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。
【0018】
一方、第2接合工程では、反転された下面板12側が上面になる。接合継手は、下側接合端部12bと下側段付端部12aとが重ね合わされており、接合部分に開先14が形成されている。そこで、その開先14部分にMIG溶接やTIG溶接等のアーク溶接で肉盛溶接が行われ、下面板12同士が接合される。また、下面板12の接合は、アーク溶接の他にもレーザ溶接や、MIGハイブリッドやTIGハイブリッドなど、アーク溶接とレーザ溶接を組み合わせたレーザハイブリッド溶接によって行うようにしてもよい。このことは以下の各形態において同様である。
【0019】
本実施形態の接合継手では、上面板11側を摩擦攪拌接合して歪みが生じた場合でも、アーク溶接などを行う下面板12側は、歪みを吸収した接合が可能である。すなわち、下面板12側の接合には寸法許容量が相対的に緩やかな開先14をアーク溶接などによって接合するため、上下両面を摩擦攪拌接合するのに較べて精密な寸法管理が容易になった。よって、この接合継手は、下面板12の接合がある程度のズレを許容するので、下側接合端部12bと下側段付端部12aの寸法精度を緩やかにして、上面板11の上側接合端部11a,11bについて寸法精度を厳しく管理すればよく、ダブルスキンパネル10A,10Bの製造コストの他、接合時に要する位置決めや固定のためのコスト削減が可能になる。
【0020】
また、上面板11側を接合する摩擦攪拌接合では、アーク溶接などのように溶接ビードができないため、鉄道車両用構体200など、構造体表面の見栄えをよいものとすることができる。そして、上面板11の接合後に切削仕上げなどの仕上げ加工が不要になれば、工数削減によるコスト削減にもなる。また、摩擦攪拌接合はアーク溶接などに比べて入熱量が少ないので強度低下が小さく、その分、部材の肉厚を薄くできるため構造体の軽量化が可能である。更に、上部回転体2と下部回転体3とで挟み込んで接合するため、固定ピン方式のように荷重を支えるリブが必要ないため、この点でも構造体の軽量化が可能となる。
【0021】
ところで、上面板11側と下面板12側との2箇所で接続する本実施形態の接合継手は、上面板11側では、上側接合端部11aが上側接合端部11bよりも長く形成され、接合線15の位置がダブルスキンパネル10B側に偏っている。これは、図2(a)に示すように、先ずダブルスキンパネル10Bを治具8上に置き、後からダブルスキンパネル10Aを合わせる場合、下面板12側で、下側接合端部12bに対する下側段付端部12aの重ね合わせを容易にするためである。なお、先に治具8に置かれたダブルスキンパネル10Bが、特許請求の範囲に記載する受け側ダブルスキンパネルであり、後から配置されるダブルスキンパネル10Aが被さり側ダブルスキンパネルに相当する。
【0022】
例えば、図2(b)に示すように、ダブルスキンパネル110Aの下側段付端部112aが上側接合端部111aよりも面内方向外側に突き出していれば、ダブルスキンパネル110Bの下側接合端部112bは上側接合端部111bよりも面内方向内側に引き込んだ形状になる。こうした形状の接合継手では、治具8上に配置された受け側のダブルスキンパネル110Bに対し、被さり側のダブルスキンパネル110Aを矢印Rで示すように移動させる必要がある。すなわち、下側段付端部112aが上側接合端部111bに当たらないように、ダブルスキンパネル110Aをダブルスキンパネル110Bから離れた位置で一旦下降させ、そのた後、水平移動させてから再び降ろして下側段付端部112aを下側接合端部112bに重ね合わせ、上側接合端部111a,111bを突き当てる。
【0023】
或いは、下側段付端部112aは段差によって浮き上がっているため、ダブルスキンパネル110Aをダブルスキンパネル110Bから離れた位置で治具8上に配置させ、その後ダブルスキンパネル110Aを滑らせ、下側段付端部112aを下側接合端部112bに重ね合わせ、上側接合端部111a,111bを突き当てる方法もある。
【0024】
ダブルスキンパネル110A,110Bが図11に示す側構体201を構成するダブルスキンパネル210である場合、20m以上の長い距離にわたって正確に位置決めする必要がある。従って、後者の方法では、僅かにでも歪みが生じていると、下側段付端部112aが下側接合端部112bに載らずに当たってしまう。その場合、無理に力をかけて下側段付端部112aを下側接合端部112bに載せようとすると、ダブルスキンパネル110A自体を変形させてしまう。従って、被さり側であるダブルスキンパネル110Aを配置するには、図2(b)に示すような前者の方法の方が確実であるが、移動が複雑なため、長尺なダブルスキンパネル110Aを保持して移動させることは困難な作業であった。
【0025】
そこで、本実施形態の接合継手は、ダブルスキンパネル10Bの下側接合端部12bが、上側接合端部11bの先端より、ダブルスキンパネル10Aの下側段付端部12aが重なる幅以上に面内方向外側に突き出して形成されている。すなわち、ダブルスキンパネル10Bの上側接合端部11bを短くし、ダブルスキンパネル10Aの上側接合端部11aを長く形成している。そして、こうした構成の接合継手によれば、図2(a)に矢印Qで示すように、治具8上のダブルスキンパネル10Bに対してダブルスキンパネル10Aをほぼ真っ直ぐに下降するだけで、下側接合端部12bに対して下側段付端部12aを重ねることができる。従って、長尺なダブルスキンパネル10A,10Bであってもダブルスキンパネル10Aの配置作業が容易になり、しかも下側段付端部12aを下側接合端部12bに対して無理なく確実に重ねられる。
【0026】
ここで、図3は、上側接合端部の端部リブ基点からの突き出し量を等しくしたダブルスキンパネル120A,120Bの接合継手を示した図である。左右の上側接合端部121a,121bの長さが等しいか、それに近い場合、部材の寸法の誤差によってその先端が正寸位置(一点鎖線で示す位置)からずれてしまうことがある。片持ち支持の上側接合端部121a,121bは、端部リブ123a,123bからの距離が長いと、特に長尺なダブルスキンパネルA,Bでは、寸法管理を徹底しても部分的にでも撓みによるずれが生じるおそれがある。従って、図3(a)のように、撓んだ方向が揃っている場合は、そのままの位置で接合され、面外方向に誤差が生じたままの仕上がりとなる。また、図3(b)のように上下逆に位置ずれが生じている場合でも、互いに弾性変形することなく、面外方向にずれのあるまま接合された仕上がりとなってしまう。
【0027】
本実施形態は、こうした仕上がり精度の問題も同時に解消することが可能である。すなわち、ダブルスキンパネル10Bの上側接合端部11bを短くすることは、前述したようにダブルスキンパネルA側の配置を確実かつ容易に行うことを可能にする他、上側接合端部11bの長さをより短くして仕上がり精度の向上にも寄与している。なお、板厚等は同じで基点からの突き出し量のみが異なる場合においては、突き出し量が短い方が形材の面外方向の寸法誤差は小さい傾向がある。
片持ち支持の上側接合端部11bは、端部リブ13bからの突き出し量が小さい分モーメントも小さく、面外方向への剛性が高くなる。その一方で、同じ片持ち支持の上側接合端部11aは、逆に突き出し量が大きくなるため剛性は低くなる。従って、図4(a)に示すように、接合前の上側接合端部11a,11bは、剛性の高い上側接合端部11aは一点鎖線で示す正寸位置に対してほとんど誤差は生じていないが、剛性の低い上側接合端部11bは正寸位置に対して誤差が大きくなってしまう。
【0028】
摩擦攪拌接合時には、上側接合端部11a,11bが摩擦攪拌接合用工具1の上部回転体2と下部回転体3によって上下から挟み込まれる。すると、上側接合端部11aは剛性の低いため挟み込み荷重によって弾性変形し、剛性の高い上側接合端部11b側に倣うように先端部が面外方向に変位する。従って、摩擦攪拌接合用工具1が回転しながら接合線15に沿って送られると、図4(a)に示すように撓んでいた上側接合端部11aが、上側接合端部11bに合うように弾性変形して図4(b)に示すように正寸に近い状態で接合される。こうして本実施形態では、一方の上側接合端部11bを短くして剛性を高め、他方の上側接合端部11aを長くして剛性を低くすることで、仕上がり時の寸法誤差を極めて小さいものとすることができた。そして、鉄道車両用構体200など、構造体を構成した場合、表面の見栄えをよいものとすることができる。
【0029】
次に、図5は、第1実施形態を変形した第2実施形態のダブルスキンパネルの接合継手を示した図である。ダブルスキンパネル20A,20Bは同じ構成の押出し中空型材であり、上面板21と下面板22および、その上面板21と下面板22を連結する複数の傾斜したリブ23によって構成され、幅方向の両端部に一組の接合継手が形成されている。そして、ダブルスキンパネル20A,20Bは、左右互いの接合継手が接合され、例えば構造体の一例として図10に示す鉄道車両用構体200を構成する。その場合、上面板21が車体外側になって下面板22が車体内側になる。
【0030】
接合継手は、上面板21同士が摩擦攪拌接合によって接合され、下面板22同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。そのため、上面板21側は、端部に位置する左右の端部リブ23a,23bから面内方向外側に上側接合端部21a,21bが突き出している。一方、下面板22側は、右端の端部リブ23bから面内方向外側に下側接合端部22bが突き出し、左端では端部リブ23aと下面板22の連結部分に段差を付けた下側段付端部22aが面内方向外側に突き出されている。
【0031】
そして、本実施形態では、突き出し量の小さい上側接合端部21bを肉厚にし、より剛性を高めた形状にしている。そして、突き出し量の大きい上側接合端部21aは、摩擦攪拌接合用工具1の上部回転体2と下部回転体3(図1参照)によって挟み込まれる接合部分が、上側接合端部21bの肉厚と同一になるように一部肉厚になっている。
よって、本実施形態の接合継手でも、ダブルスキンパネル20Bの下側接合端部22bが、上側接合端部21bの先端より、ダブルスキンパネル20Aの下側段付端部22aが重なる幅以上に面内方向外側に突き出して形成されている。そして接合時には、治具8上のダブルスキンパネル20Bに対してダブルスキンパネル20Aをほぼ真っ直ぐに下降するだけで、下側接合端部22bに対して下側段付端部22aを重ねることができる。そのため、長尺なダブルスキンパネル20A,20Bであってもダブルスキンパネル20Aの配置作業が容易になり、しかも下側段付端部22aを下側接合端部22bに対して無理なく確実に重ねられる。
【0032】
また、本実施形態は、肉厚の上側接合端部21bは剛性がより高くなり、上側接合端部21aは先端部分のみが肉厚であってより剛性が低くなっている。そのため、摩擦攪拌接合用工具1の上部回転体2と下部回転体3で荷重を加えて上側接合端部21a,21bを上下から挟み込むと、剛性の低い上側接合端部21a側が剛性の高い上側接合端部21b側に倣うように弾性変形し、より面外方向の寸法精度の向上した状態で摩擦攪拌接合が行われる。
【0033】
次に、図6は、第3実施形態のダブルスキンパネルの接合継手を示した図である。ダブルスキンパネル30A,30Bは押出し中空型材であり、上面板31と下面板32および、その上面板31と下面板32を連結する複数の傾斜したリブ33によって構成され、幅方向の両端部に一組の接合継手が形成されている。そして、このダブルスキンパネル30A,30Bは、互いに接合され、例えば構造体の一例として図10に示す鉄道車両用構体200を構成する。その場合、上面板31が車体外側になって下面板32が車体内側になる。
【0034】
ダブルスキンパネル30A,30の接合継手も、上面板31同士が摩擦攪拌接合によって接合され、下面板32同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。そのため、上面板31側は、端部に位置する左右の端部リブ33a,33bから面内方向外側に延びて自由端になっており、その突き出した部分が上側接合端部31a,31bである。一方、下面板32側は、右端に位置する端部リブ33bから面内方向外側に延びて下側接合端部32bが突き出し、左端では、端部リブ33aと下面板32の連結部分に段差を付けた下側段付端部32aが面内方向外側に突き出されている。
【0035】
更に本実施形態では、端部リブ33a,33bが上面板31側に屈折部311が形成されている。屈折部311は、上面板31に対して直交し、傾斜部よりも肉厚にして剛性を高くしている。そして、端部リブ33a,33bは、傾斜部の延長線が隣のリブ33c,33dと上面板31との連結部Pに交わるように形成され、下面板11も含めて断面が三角形となる仮想トラスを構成するようになっている。本実施形態で端部リブ33a,33bに屈折部311を設けたのは、特に端部リブ33bから突き出した上側接合端部31bの突き出し量を小さくするためである。
【0036】
ボビンツール式の摩擦攪拌接合用工具1によって摩擦攪拌接合する場合、接合部を下側から下部回転体3によって支持するため、その下部回転体3が入るスペースを確保する必要がある。図1に示す第1実施形態のように、上側接合端部11bと端部リブ13bとが鋭角に交わると、その狭くなったスペースに下部回転体3が入らないため、端部リブ13bから遠い位置に接合線15が位置し、上側接合端部11bが比較的長くなってしまう。そこで、本実施形態の接合継手では、端部リブ33bに屈折部311を形成したことにより、下部回転体3の入るスペースが確保でき、あわせて端部リブ33bからの突き出し量を小さくた上側接合端部31bとすることができた。
【0037】
そこで、摩擦攪拌接合用工具1の上部回転体2と下部回転体3により上側接合端部31a,31bを上下から挟み込むと、剛性の低い上側接合端部31a側が剛性の高い上側接合端部31b側に倣うように弾性変形する。そのため、摩擦攪拌接合用工具1が回転しながら接合線35に沿って送られると、上側接合端部31aの撓みが生じていた箇所でも、弾性変形して突き出し部先端の面外寸法の誤差が小さくなり、正寸に近い状態で接合される。本実施形態の接合継手では、上側接合端部31bの突き出し量が小さくなる形状によって剛性を高めているため、それに上側接合端部31aが倣うことで仕上がり時の寸法誤差をより小さいものとすることができた。なお、端部リブ33bの屈折部3111は下部回転体3のスペースを確保する目的で形成しているので、他方の端部リブ33a側は屈折部311のない図1に示すような直線で形成するようにしてもよい。
【0038】
また、本実施形態の接合継手でも、ダブルスキンパネル30Bの下側接合端部32bが、上側接合端部31bの先端より、ダブルスキンパネル30Aの下側段付端部32aが重なる幅以上に面内方向外側に突き出して形成されている。そのため接合時には、ダブルスキンパネル30Bに対してダブルスキンパネル30Aをほぼ真っ直ぐに下降するだけで、下側接合端部32bに対して下側段付端部32aを重ねることができる。そのため、長尺なダブルスキンパネル30A,30Bであってもダブルスキンパネル30Aの配置作業が容易になり、しかも下側段付端部32aを下側接合端部32bに対して無理なく確実に重ねられる。
【0039】
ところで、左右に並べたダブルスキンパネル10A,10B(図1参照)の接合継手では、左側の上側接合端部11bが短くなるように形成され、接合線15がダブルスキンパネル10B側に偏っている。これは、下側段付端部12aがダブルスキンパネル10Aに形成され、その下側段付端部12aが上から重ねられる下側接合端部12bがダブルスキンパネル10Bに形成されているからである。従って、下側段付端部12aと下側接合端部12bとの関係が逆であれば、上側接合端部11a,11bの長さも逆転する。
ただし、上記実施形態で上側接合端部11bが短いのは、上面板11側の接合位置をダブルスキンパネル10B側、つまり図面左側の部材である理由は摩擦攪拌接合用工具1の回転方向にもある。ここで、図7は、上面板11側の接合位置と摩擦攪拌接合用工具1の回転方向との関係を示した図であり、上面板側の接合線に沿って送られる摩擦攪拌接合用工具1および接合痕90(a)と、図1に示す第1実施形態の接合継手(b)を示している。
【0040】
摩擦攪拌接合用工具1は、接合継手を上方から見て右回転しながら、接合線15に沿ってF方向(図面上方)に送られるとする。接合部では、軟化して塑性流動化した材料が、攪拌軸4の周りを通過して後方に流れて混じり合う。この場合、摩擦攪拌接合用工具1に対する塑性流動化した材料の相対運動は、送りによる相対運動と回転による相対運動の向きが一致する進行方向左側が相対速度の大きいAdvancing Sideであり、送りによる相対運動と回転による相対運動の向きが逆になる進行方向右側が相対速度の小さいRetreating Side となる。Retreating Side の材料は、W方向に回転を受けて後方に流れるとともに、進行方向Fへの送りによって引っ張り作用を受ける。そのため、Retreating Side では材料が疎の状態になって、上側接合端部11aは、上部回転体2と下部回転体3の間に引き込まれやすくなり、剛性の高い上側接合端部11bへ倣うように弾性変形し、より正寸に近い状態で接合される。
【0041】
一方、Advancing Sideでは、摩擦攪拌接合用工具1の回転によって進行方向Fに材料が流れるが、前方に存在する非攪拌部の抵抗を受けて流れが制限されるため、密の状態になって、上側接合端部11bは、上部回転体2と下部回転体3の間に引き込まれ難い状態になる。従って、摩擦攪拌接合する接合端部の長さが異なる場合には、接合端部の突き出し量が小さい側をAdvancing Side、長い側をRetreating Side となるようにすべきである。本実施形態では、こうした点を考慮し、Advancing Sideに剛性を高くした突き出し量の小さい上側接合端部11bが形成され、Retreating Side には剛性の低い突き出し量が大きい上側接合端部11bが形成されている。そのため、上側接合端部11a,11b自身の剛性だけでなく、摩擦攪拌時に生じる上側接合端部11aの引き込み作用も利用して正寸に近いより正確な接合を可能にした。
【0042】
次に、図8は、摩擦撹拌溶接を行った場合の温度分布を示した図である。摩擦攪拌時、摩擦攪拌接合用工具1の周りの材料温度は、Advancing Sideの方がRetreating Side よりも高温になる。温度が最高になる箇所は、攪拌軸4の後方であるが、図から分かるように500°を超える領域がAdvancing Side側に若干偏っている。このような温度分布を生じる理由は、Advancing Sideの材料の一部が接合線15を越えてRetreating Side を回って再びAdvancing Sideに戻るため、長くツールと接しているからである。
【0043】
ところで、接合部へ入る熱量が大きいと強度低下を生じることになるため、熱拡散を効率良く行うことが望まれる。この点、前記各実施形態では、図7に示すように、摩擦攪拌接合用工具1の回転方向によって決定されるAdvancing Sideの上側接合端部11bが短く形成されている。こうした構成の接合継手では、上側接合端部11bが短いため端部リブ13bが近く、熱の逃げる経路が多くなる。従って、前記各実施形態では、Advancing Sideの熱を端部リブ13bへと逃がして効率よく冷却することができるため、最高温度が抑制され、Advancing Sideの温度とRetreating Side の温度の格差が解消される。そして、もともと摩擦攪拌接合は接合時の入熱量が少ないが、より接合強度に関して有利となる。
【0044】
次に、図9は、第4実施形態のダブルスキンパネルの接合継手を示した図である。これまでの実施形態では摩擦攪拌接合を行う上面板側の接合端部の長を異なるものであった。それは、接合部を挟んで位置する端部リブ13a,13b(図1参照)の傾きが逆であって、左右対称形になるからである。しかし、本実施形態のように端部リブ43a,43bが同方向に傾斜している場合、突き出し量を極端に変えることなくほぼ同じ長さにしても第1実施形態の接合継手と同様の効果を奏する。ダブルスキンパネル40A,40Bは、互いに同じ構造をした押出し中空型材であり、上面板41と下面板42および複数の傾斜したリブ43によって構成されている。図9では、幅方向(図面左右方向)の左端部と右端部の接合継手を示している。そして、このダブルスキンパネル40A,40Bも、例えば構造体の一例として図11に示す鉄道車両用構体200を構成する。このとき上面板41が車体外側になって下面板42が車体内側になる。
【0045】
上面板41同士が摩擦攪拌接合によって接合され、下面板42同士がアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合される。接合継手の上面板41側は、端部リブ43a,43bから面内方向外側に延びて自由端になっており、その突き出した部分が上側接合端部41a,41bである。一方、下面板42側では、右端の端部リブ43bから面内方向外側に延びて下側接合端部42bが突き出し、左端には端部リブ43aから面内方向外側に延びて先端に段差が形成された下側段付端部42aが突き出して形成されている。下側接合端部42bは、上側接合端部41bの先端より、下側段付端部42aが重なる幅以上に面内方向外側に突き出して形成されている。
【0046】
従って、接合時には、治具8上のダブルスキンパネル40Bに対してダブルスキンパネル40Aをほぼ真っ直ぐに下降するだけで、下側接合端部42bに対して下側段付端部42aを重ねることができる。そのため、長尺なダブルスキンパネル40A,40Bであってもダブルスキンパネル40Aの配置作業が容易になり、しかも下側段付端部42aを下側接合端部42bに対して無理なく確実に重ねられる。
【0047】
以上、本発明に係るダブルスキンパネルの接合継手及び構造体について実施形態を説明したが、本発明はこれらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
【図面の簡単な説明】
【0048】
【図1】ダブルスキンパネルの接合継手について第1実施形態を示した図である。
【図2】受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルの配置作業状態を示した図である。
【図3】上側接合端部が同じ長さの場合に生じ得る接合不良を示した図である。
【図4】第1実施形態の接合継手において、摩擦攪拌時に長い上側接合端部が短い上側接合端部に倣う効果を示した図である。
【図5】ダブルスキンパネルの接合継手について第2実施形態を示した図である。
【図6】ダブルスキンパネルの接合継手について第3実施形態を示した図である。
【図7】上側接合端部の接合位置と摩擦攪拌接合用工具の回転方向との関係を示した図であり、(a)には上面板側の接合線に沿って送られる摩擦攪拌接合用工具および接合痕を示し、(b)には図1に示す第1実施形態の接合継手を示している。
【図8】摩擦撹拌溶接を行った場合の温度分布を示した図である。
【図9】ダブルスキンパネルの接合継手について第4実施形態を示した図である。
【図10】ダブルスキンパネルの接合継手について従来例を示した図である。
【図11】ダブルスキンパネルによって構成される構造体の一例である鉄道車両用構体の外観を示した図である。
【符号の説明】
【0049】
1 摩擦攪拌接合用工具
2 上部回転体
3 下部回転体
4 攪拌軸
10A,10B ダブルスキンパネル
11 上面板
11a,11b 上側接合端部
12 下面板
12a 下側段付端部
12b 下側接合端部
13 リブ
13a,13b 端部リブ
【特許請求の範囲】
【請求項1】
上面板と下面板が複数のリブによって連結された形状で、その上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部により、互いに接合可能な形状の一組の接合継手が形成されたダブルスキンパネルにおいて、
上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部に対して段差の付けられた他方の下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、
その下側段付端部が形成された端部側では、上側接合端部が下側段付端部よりも突き出し、反対の端部側では下側接合端部が上側接合端部よりも突き出していることを特徴とするダブルスキンパネル。
【請求項2】
請求項1に記載するダブルスキンパネルにおいて、
前記下側接合端部は、前記上側接合端部の先端より、前記下側段付端部が重ねられる重なり幅以上に突き出していることを特徴とするダブルスキンパネル。
【請求項3】
請求項1又は請求項2に記載するダブルスキンパネルにおいて、
両端の端部リブは、互いに下面板側が離れる方向に傾斜したものであり、前記下側接合端部と同じ側の上側接合端部の突き出し量は、前記下側段付端部と同じ側の上側接合端部の突き出し量よりも小さいことを特徴とするダブルスキンパネル。
【請求項4】
請求項3に記載するダブルスキンパネルにおいて、
突き出し量が小さい前記上側接合端部は上面板よりも肉厚であり、突き出し量が大きい前記上側接合端部は、その先端部分のみ上面板よりも肉厚であることを特徴とするダブルスキンパネル。
【請求項5】
請求項3に記載するダブルスキンパネルにおいて、
前記端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とするダブルスキンパネル。
【請求項6】
請求項1又は請求項2に記載するダブルスキンパネルにおいて、
両端の端部リブは互いに同じ方向に傾斜したものであり、下面板側が上面板側よりも面内方向外側に位置するように傾斜した端部リブ側に前記下側接合端部が形成されたものであることを特徴とするダブルスキンパネル。
【請求項7】
上面板と下面板が複数のリブで連結された形状のダブルスキンパネルであり、治具上に配置された受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを端部同士組み合わせて配置して接合するため、当該端部に形成されたダブルスキンパネルの接合継手において、
前記上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部を有し、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、受け側ダブルスキンパネルとする一方のパネルの下側接合端部に対して被さり側ダブルスキンパネルとなる他方のパネルの段差の付けられた下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、前記受け側ダブルスキンパネルは下側接合端部が上側接合端部より突き出し、前記被さり側ダブルスキンパネルは上側接合端部が下側段付端部より突き出していることを特徴とするダブルスキンパネルの接合継手。
【請求項8】
請求項7に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、その下側接合端部が、上側接合端部の先端より、その下側接合端部に前記被さり側ダブルスキンパネルの下側段付端部が重ねられる重なり幅以上に突き出していることを特徴とするダブルスキンパネルの接合継手。
【請求項9】
請求項7又は請求項8に記載するダブルスキンパネルの接合継手において、
両ダブルスキンパネル各々の端部リブは、結合部を挟んで互いに下面板側を近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルの上側接合端部の端部リブの突き出し量が、前記被さり側ダブルスキンパネルの上側接合端部の端部リブの突き出し量よりも小さいことを特徴とするダブルスキンパネルの接合継手。
【請求項10】
請求項9に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、その上側接合端部が上面板よりも肉厚であり、前記被さり側ダブルスキンパネルは、その上側接合端部が先端部分のみ上面板よりも肉厚であることを特徴とするダブルスキンパネルの接合継手。
【請求項11】
請求項9に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルの端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とするダブルスキンパネルの接合継手。
【請求項12】
請求項9乃至請求項11のいずれかに記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致するし、塑性流動化した材料の相対速度が大きくなるAdvancing Sideであることを特徴とするダブルスキンパネルの接合継手。
【請求項13】
請求項7又は請求項8に記載するダブルスキンパネルの接合継手において、
接合部を挟んで位置する端部リブは、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブが、下面板側基点を上面板側基点よりも面内方向において被さり側ダブルスキンパネル寄りになるように傾斜したものであることを特徴とするダブルスキンパネルの接合継手。
【請求項14】
上面板と下面板が複数のリブで連結された形状のダブルスキンパネル同士が接合された構造体において、
前記上面板又は下面板とリブとの連結部分を基点とし、上面板同士は、最端に位置する端部リブの基点から面内方向外側に突き出した上側接合端部が端面同士を突き当てられ、ボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合され、
下面板同士は、端部リブの基点から面内方向外側に突き出した一方の下側接合端部に対し段差の付けられた他方の下側段付端部が重ね合わされ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合され、
前記上側接合端部同士を突き当てた接合位置が、前記下側接合端部の先端よりもその下側接合端部が形成された受け側ダブルスキンパネル側にあることを特徴とする構造体。
【請求項15】
請求項14に記載する構造体において、
前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、両ダブルスキンパネル各々の端部リブは結合部を挟んで互いに下面板側が近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量が、被さり側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量よりも小さいことを特徴とする構造体。
【請求項16】
請求項15に記載する構造体において、
前記受け側ダブルスキンパネルの上側接合端部は上面板より肉厚に形成され、前記被さり側ダブルスキンパネルの上側接合端部は先端部分のみが上面板より肉厚に形成されたものであることを特徴とする構造体。
【請求項17】
請求項15に記載する構造体において、
前記受け側ダブルスキンパネル側の端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とする構造体。
【請求項18】
請求項15乃至請求項17のいずれかに記載する構造体において、
前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致し、塑性流動化した材料の相対速度が大きくなるAdvancing Sideに配置して形成されたことを特徴とする構造体。
【請求項19】
請求項14に記載する構造体において、
前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、接合位置を挟んだ両ダブルスキンパネルの端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブは、下面板側を上面板側より前記被さり側ダブルスキンパネル側にして傾斜したものであることを特徴とする構造体。
【請求項1】
上面板と下面板が複数のリブによって連結された形状で、その上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部により、互いに接合可能な形状の一組の接合継手が形成されたダブルスキンパネルにおいて、
上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部に対して段差の付けられた他方の下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、
その下側段付端部が形成された端部側では、上側接合端部が下側段付端部よりも突き出し、反対の端部側では下側接合端部が上側接合端部よりも突き出していることを特徴とするダブルスキンパネル。
【請求項2】
請求項1に記載するダブルスキンパネルにおいて、
前記下側接合端部は、前記上側接合端部の先端より、前記下側段付端部が重ねられる重なり幅以上に突き出していることを特徴とするダブルスキンパネル。
【請求項3】
請求項1又は請求項2に記載するダブルスキンパネルにおいて、
両端の端部リブは、互いに下面板側が離れる方向に傾斜したものであり、前記下側接合端部と同じ側の上側接合端部の突き出し量は、前記下側段付端部と同じ側の上側接合端部の突き出し量よりも小さいことを特徴とするダブルスキンパネル。
【請求項4】
請求項3に記載するダブルスキンパネルにおいて、
突き出し量が小さい前記上側接合端部は上面板よりも肉厚であり、突き出し量が大きい前記上側接合端部は、その先端部分のみ上面板よりも肉厚であることを特徴とするダブルスキンパネル。
【請求項5】
請求項3に記載するダブルスキンパネルにおいて、
前記端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とするダブルスキンパネル。
【請求項6】
請求項1又は請求項2に記載するダブルスキンパネルにおいて、
両端の端部リブは互いに同じ方向に傾斜したものであり、下面板側が上面板側よりも面内方向外側に位置するように傾斜した端部リブ側に前記下側接合端部が形成されたものであることを特徴とするダブルスキンパネル。
【請求項7】
上面板と下面板が複数のリブで連結された形状のダブルスキンパネルであり、治具上に配置された受け側ダブルスキンパネルに対して被さり側ダブルスキンパネルを端部同士組み合わせて配置して接合するため、当該端部に形成されたダブルスキンパネルの接合継手において、
前記上面板又は下面板とリブとの連結部分を基点とし、最端に位置する端部リブの基点から上面板及び下面板の面内方向外側に突き出した接合端部を有し、上面板側の上側接合端部は、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、受け側ダブルスキンパネルとする一方のパネルの下側接合端部に対して被さり側ダブルスキンパネルとなる他方のパネルの段差の付けられた下側段付端部を重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、前記受け側ダブルスキンパネルは下側接合端部が上側接合端部より突き出し、前記被さり側ダブルスキンパネルは上側接合端部が下側段付端部より突き出していることを特徴とするダブルスキンパネルの接合継手。
【請求項8】
請求項7に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、その下側接合端部が、上側接合端部の先端より、その下側接合端部に前記被さり側ダブルスキンパネルの下側段付端部が重ねられる重なり幅以上に突き出していることを特徴とするダブルスキンパネルの接合継手。
【請求項9】
請求項7又は請求項8に記載するダブルスキンパネルの接合継手において、
両ダブルスキンパネル各々の端部リブは、結合部を挟んで互いに下面板側を近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルの上側接合端部の端部リブの突き出し量が、前記被さり側ダブルスキンパネルの上側接合端部の端部リブの突き出し量よりも小さいことを特徴とするダブルスキンパネルの接合継手。
【請求項10】
請求項9に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、その上側接合端部が上面板よりも肉厚であり、前記被さり側ダブルスキンパネルは、その上側接合端部が先端部分のみ上面板よりも肉厚であることを特徴とするダブルスキンパネルの接合継手。
【請求項11】
請求項9に記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルの端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とするダブルスキンパネルの接合継手。
【請求項12】
請求項9乃至請求項11のいずれかに記載するダブルスキンパネルの接合継手において、
前記受け側ダブルスキンパネルは、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致するし、塑性流動化した材料の相対速度が大きくなるAdvancing Sideであることを特徴とするダブルスキンパネルの接合継手。
【請求項13】
請求項7又は請求項8に記載するダブルスキンパネルの接合継手において、
接合部を挟んで位置する端部リブは、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブが、下面板側基点を上面板側基点よりも面内方向において被さり側ダブルスキンパネル寄りになるように傾斜したものであることを特徴とするダブルスキンパネルの接合継手。
【請求項14】
上面板と下面板が複数のリブで連結された形状のダブルスキンパネル同士が接合された構造体において、
前記上面板又は下面板とリブとの連結部分を基点とし、上面板同士は、最端に位置する端部リブの基点から面内方向外側に突き出した上側接合端部が端面同士を突き当てられ、ボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合され、
下面板同士は、端部リブの基点から面内方向外側に突き出した一方の下側接合端部に対し段差の付けられた他方の下側段付端部が重ね合わされ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合され、
前記上側接合端部同士を突き当てた接合位置が、前記下側接合端部の先端よりもその下側接合端部が形成された受け側ダブルスキンパネル側にあることを特徴とする構造体。
【請求項15】
請求項14に記載する構造体において、
前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、両ダブルスキンパネル各々の端部リブは結合部を挟んで互いに下面板側が近づく方向に傾斜したものであり、前記受け側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量が、被さり側ダブルスキンパネルに形成された上側接合端部の端部リブの突き出し量よりも小さいことを特徴とする構造体。
【請求項16】
請求項15に記載する構造体において、
前記受け側ダブルスキンパネルの上側接合端部は上面板より肉厚に形成され、前記被さり側ダブルスキンパネルの上側接合端部は先端部分のみが上面板より肉厚に形成されたものであることを特徴とする構造体。
【請求項17】
請求項15に記載する構造体において、
前記受け側ダブルスキンパネル側の端部リブは、上面板に対してほぼ直交するように屈曲して連結した肉厚の屈折部が形成されたものであることを特徴とする構造体。
【請求項18】
請求項15乃至請求項17のいずれかに記載する構造体において、
前記受け側ダブルスキンパネルが、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動の向きが一致し、塑性流動化した材料の相対速度が大きくなるAdvancing Sideに配置して形成されたことを特徴とする構造体。
【請求項19】
請求項14に記載する構造体において、
前記受け側ダブルスキンパネルと接合されたものが被さり側ダブルスキンパネルであり、接合位置を挟んだ両ダブルスキンパネルの端部リブが、互いに同じ方向に傾斜したものであり、前記受け側ダブルスキンパネルの端部リブは、下面板側を上面板側より前記被さり側ダブルスキンパネル側にして傾斜したものであることを特徴とする構造体。
【図1】



【図2】

【図3】
【図4】

【図5】

【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−326117(P2007−326117A)
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願番号】特願2006−157962(P2006−157962)
【出願日】平成18年6月7日(2006.6.7)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願日】平成18年6月7日(2006.6.7)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]