
ダミーウェハ
【課題】 ダミーウェハとして、平坦性を持ち機械的強度や耐熱衝撃性等に優れ、安価な基板を提供することにある。
【解決手段】 多結晶シリコンの結晶方位を制御することとマスキング剤を使用したCMP研磨を行うことと基板の主面上に、SiO2酸化膜厚を備えることにより、平坦性を持ち機械的強度や耐熱衝撃性等に優れ、安価な多結晶シリコンダミーウェハを提供する。
【解決手段】 多結晶シリコンの結晶方位を制御することとマスキング剤を使用したCMP研磨を行うことと基板の主面上に、SiO2酸化膜厚を備えることにより、平坦性を持ち機械的強度や耐熱衝撃性等に優れ、安価な多結晶シリコンダミーウェハを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LSI等の半導体デバイスを作製する際に、各種処理条件の評価や汚染物質の付着防止等に用いられるダミーウェハに関する。
【背景技術】
【0002】
LSIやVLSI等の半導体デバイスの製造プロセスにおいては、種々の工程でダミーウェハが使用されている。例えば、スパッタ法をはじめとする各種PVD法やCVD法等による半導体デバイスの製造プロセス中の成膜工程では、成膜された薄膜には高い均質性が要求されている。そのため、成膜工程でダミーウェハを用いて、成膜時間やウェハ温度等の成膜条件と、ウェハ上に形成される膜の厚さや組成等との関係を測定、評価したり、また膜の純度分析等が行われている。また、スパッタリング装置では、新たなターゲットを使用する際にターゲット面を浄化したり、また装置内にターゲットと同質の膜を形成してパーティクルの発生を防止するために、予備スパッタが実施されている。この場合にも、ダミーウェハが用いられる。
【0003】
イオン注入装置においても、注入条件やイオンビームのスキャン状態等を評価および検査するために、ダミーウェハが用いられている。熱拡散や酸化膜の形成等に用いられる熱処理装置においても、ボート上に載置された半導体ウェハに直接ガスがあたって汚染されないように、ダミーウェハをボートの所定箇所にセットすることが実施されている。
【0004】
このような半導体デバイスの各種製造工程で用いられるダミーウェハとしては、一般的に単結晶シリコンウェハーが使用されているが、単結晶シリコンウェハーは高価であり、多数のダミーウェハが使用されることから、ダミーウェハとしてリサイクル使用することが望まれる。現在、使用済みダミーウェハは、フッ酸、硝酸等の酸洗浄やアンモニア水等のアルカリ洗浄をした後、再度、表面を研磨することによって再使用している。使用済みダミーウェハの薬液洗浄と表面を再研磨することを再生すると呼んでいる。
【0005】
しかしながら、単結晶シリコンダミーウェハの再生処理によって数回使用すると、膜厚が薄くなり、ダミーウェハとして使用できなくなり、再利用率を高めることが難しいという問題を有している。そこで、単結晶シリコンウェハーに代るダミーウェハ材料が検討されている。そのようなダミーウェハとしては、例えば石英ガラスやガラス状カーボン(特開平8−316283号公報、同9−139329号公報参照)、またアルミナ焼結体(特開平5−160240号公報、同 8−17888号公報参照)、SiC焼結体、ムライト−コージェライト複合焼結体(特開平6−263531号公報参照)、あるいはSiC焼結体の表面にCVDコーティングを施したもの(特開平5−283306号公報参照)等が提案されている。
【0006】
しかしながら、石英ガラスやガラス状カーボンまたはアルミナやSiC等のセラミックス材料からなるダミーウェハは、例えば成膜装置で使用した際に堆積した膜が剥離しやすいという問題がある。ダミーウェハに堆積した膜が剥離すると、実製造工程でパーティクル等の発生原因となるため、例えば膜の被着面を粗くして膜の剥離を防ぐことが検討されている。しかし、ガラス材料やセラミックス材料等の表面を粗くすることは困難であり、無理に粗くしようとすると割れ等が発生しやすいという問題がある。また、熱衝撃に弱く、繰り返し加熱・冷却が加わる工程で使用した場合には、破損が発生しやすいという欠点がある。さらに、アルミナやSiC等のセラミックス材料は、シリコンや石英ガラス等に比べて比重が高く、その重量により搬送系等に負担を及ぼすという問題を有している。
【0007】
また、ガラス材料やセラミックス材料からなるダミーウェハを再利用するためには、従来の単結晶シリコンダミーウェハと同じように酸洗浄やアルカリ洗浄をした後、表面を研磨する必要があるが、ガラス材料またはセラミックス材料を従来の単結晶シリコンダミーウェハと同じ洗浄工程に流すことは、洗浄条件や研磨条件が異なるため難しい。またガラス材料やセラミックス材料からなるダミーウェハを再利用するためには、専用洗浄工程を持つ必要があり、かえって、コストアップになる。
【特許文献1】特開平8−316283号公報
【特許文献2】特開平9−139329号公報
【特許文献3】特開平5−160240号公報
【特許文献4】特開平8−17888号公報
【特許文献5】特開平6−263531号公報
【特許文献6】特開平5−283306号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで本発明者らは、従来の単結晶シリコンダミーウェハより安価に入手可能で、単結晶シリコンダミーウェハと同じ取り扱いができる材料として、多結晶シリコン基板をダミーウェハに使用することを提案している。これまで、多結晶シリコン基板をダミーウェハに使用することが提案されなかった理由として、2点がある。ひとつは、単結晶シリコン基板並みの平坦な表面が得られない。もうひとつは、単結晶シリコン基板並みの機械的強度や耐熱性がなく、同じような取り扱いをすると、基板が割れるのではないかという心配があった。
【0009】
本発明はかかる問題に鑑みてなされたもので、その目的とするところは、単結晶シリコン基板以上の平坦性を有し、単結晶シリコン基板並みに機械的強度や耐熱衝撃性等に優れ、単結晶シリコンダミーウェハと同じ取り扱いができるダミーウェハであって、同じ洗浄・再生工程に使って、繰り返し使用することができ、単結晶シリコンダミーウェハより製造コストが安価なダミーウェハを提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、上述の課題を解決するために、多結晶シリコンでもマスキング剤として酸化剤等を使用することにより、CMP研磨を用いて平滑な面が研磨できるという知見を得た。
本発明にかかるダミーウェハ用多結晶シリコン基板は、主面の中心線平均粗さRaが0.5nm以下、μWaが10nm以下で、role offが10nm以下であることを特徴とするものである。
本発明のダミーウェハ用多結晶シリコン基板はまた、多結晶シリコンの結晶方位を制御することにより、結晶粒{111}面が主面全体に占める割合が30%以上であることが好適である。
本発明のダミーウェハ用多結晶シリコン基板はまた、上記多結晶シリコン基板の主面上に、SiO2酸化膜厚が10nm以上3000nm以下の層を備えたものであることが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である多結晶シリコン基板の主面上をCMP研磨する工程を含み、該CMP研磨工程が1段研磨工程および2段研磨工程からなり、前記1段研磨工程が、研磨材およびマスキング剤を含むスラリを用い、前記2段研磨工程が、マスキング剤および前記1段研磨工程で用いた研磨材より粒径が小さい研磨材を含むスラリを用いることよりなることが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、1段研磨工程を経た基板に対し、2段研磨工程に先立ち、SiO2またはオルガノシリカの酸化膜をその膜厚が100nm以上5000nm以下になるように形成する工程を含むことが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、2段研磨工程が、膜厚が10nm以上、3000nm以下になるまで行われることが好適である。
【発明の効果】
【0011】
本発明により、単結晶シリコン基板に匹敵する平坦性を持ち、単結晶シリコン基板並みに機械的強度や耐熱衝撃性等に優れ、単結晶シリコンダミーウェハと同じ取り扱いができ、同じ洗浄・再生工程に使って、繰り返し使用することができ、単結晶シリコンダミーウェハより安価な多結晶シリコンダミーウェハを提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明に用いる多結晶シリコンは純度99.999%以上であることが好ましく、99.99999%以上であることがより好ましい。電気抵抗は面積抵抗で0.1Ωcm以上、100Ω・cm以下であることが好ましく、0.1Ωcm以上、50Ωcm以下であることがより好ましい。シリコン基板の電気抵抗が低すぎるときは、結晶中に含まれるドーパント量が多い状態にあり、ドーパント量が多いことにより、抵抗縞という現象が生じ、平滑に研磨できなくなる。一方、電気抵抗が高いときは、ドーパント量が少なく、研磨には大きな影響を与えない。しかし、後工程で、スパッタリング等の磁性膜を成膜する工程で、電気抵抗が高いと、バイアス電流が流れず、成膜しにくいという問題が生じる。上記抵抗値は、シリコン結晶中に含まれるB、P、N、As、Sn等のドーパント量で決まることとなる。ドーパント量は0〜1022atoms/cm2の合計量の範囲がよい。
【0013】
シリコンの結晶の中で、結晶方位{100}と結晶方位{111}とが、最も研磨速度が大きく異なり、結晶方位{100}のCMP研磨速度を1とするなら、結晶方位{111}は0.6〜0.8になる。多結晶シリコンでは結晶方位{100}と結晶方位{111}が混在すると、研磨速度による凹凸が生じやすくなる。多結晶シリコンを製造する際に、結晶方位{100}または結晶方位{111}に方位を揃えると、平坦な面を得ることが出来る。
結晶方位{100}と結晶方位{111}を作り分ける方法は、凝固速度の違いを利用し、結晶方位{100}は速く凝固させ、結晶方位{111}は遅く凝固させる必要がある。しかし、結晶方位{100}に揃えるには、凝固速度が速く、ボイドが発生しやすくなったり、残留応力があり、ヒビが入ったりしやすく、製造しやすいものではない。一方、結晶方位{111}は凝固速度が遅く、ボイドや残留応力を抑制しながら製造できる。また、多結晶シリコンをルツボ底から上部に向けて一方向凝固させる際に、凝固速度を遅くして結晶方位{111}に揃えるように試みても、ルツボ外壁からルツボ中心部に向けての温度分布が存在するためや応力を緩和するために、結晶方位がずれて、結晶方位{112}・{121}・{110}の面が出やすくなる。結晶方位{112}・{121}は結晶方位{111}に近い研磨速度を示すので、混在しても、凹凸が生じにくく、平坦な面を得ることが出来る。よって、本発明の多結晶シリコン基板において、結晶方位{111}面が多くなるようにルツボ底から上部に向けて一方向凝固させることが重要であり、多結晶のため、結晶方位{111}から多少ずれても、結晶方位{111}面と近い研磨速度を示す結晶方位面にすることが望ましい。そのため、本発明の多結晶シリコン基板において、多結晶シリコン基板表面全体に占める結晶方位{111}面の結晶粒子の割合は、30%以上であることが好ましく、50%以上であることがより好ましい。30%以上であると、残りの結晶粒子が結晶方位{112}・{121}・{110}であれば、より平滑に研磨できる。
【0014】
すなわち、結晶方位{111}面以外としては、{100}・{110}・{112}・{122}等が存在するが、上述のように結晶方位{112}・{121}は結晶方位{111}に近い研磨速度を示し、結晶方位{100}面の研磨速度と結晶方位{111}面の研磨速度とが大きく異なるので、結晶方位{100}面が基板面の総面積(S0)に占める割合が50%未満であることが好ましく、20%以下であることがより好ましい。
【0015】
製造方法としては、溶解炉中にシリコンと反応しない材質のルツボ、例えば石英ガラス製、カーボン製、窒化珪素製等のルツボの中に原料となる高純度多結晶シリコンを入れ、不活性雰囲気または真空中で融点の1420℃以上、1600℃以下でシリコンを溶解、保持する。多結晶シリコンをルツボ底から上部に向けて一方向凝固させる、2mm/分以下の凝固速度で一方向凝固させる。凝固速度で結晶方位面を制御するので、結晶方位{111}面を得るためには、凝固速度は遅い方が好ましく、0.5mm/分以下が望ましい。
結晶方位{111}面を得るためにはまた、温度分布を制御することが好ましく、凝固方向には、固液界面近傍は1450℃から上部は1550℃〜1600℃の温度勾配をもたせる。固液界面近傍の凝固方向に対して垂直方向には、ルツボ中心からルツボ壁面への温度勾配は小さい方が好ましく、20℃から50℃の範囲になるように制御することが好ましい。
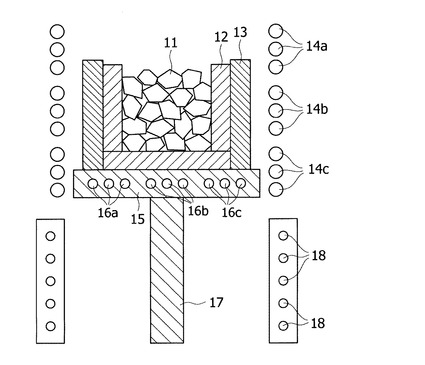
図1は、本発明の多結晶シリコンインゴット製造装置の一実施形態における概要を示す断面図である。図1に示すように、台座16の上にルツボ12を置く。またルツボ12のカバーとして、グラファイト13を置く。ルツボ12の中に原料となる金属珪素11を入れ、誘導加熱コイル14で加熱する。コイルは分割して温度を制御できるのが好ましく、図1では3分割(14a,14b,14c)で制御している。最初に金属珪素が熔け残ることがないように、融点1420℃より約200℃高い1600℃で熔解し、一定時間保持する。不純物を上部に濃縮させるため、固液界面近傍は1450℃からルツボの上部は1550℃〜1600℃になるように段階的に誘導加熱コイル14の電流を制御して温度勾配をもたせる。一方向凝固を開始するため、台座15にある冷却管16に水を流し、冷却を開始する。その際に、垂直方向に凝固が進むように、ルツボの中心部と周辺部の温度分布を50℃以内になるように、水冷水量を調節する必要がある。そのため、台座中の冷却は、中心と周辺部が個別に制御できることが好ましく、例えば図1では3分割(16a,16b,16c)で制御している。そして台座支持17を使い、0.01mm/分以上、1.0mm/分以下の凝固速度になるようにルツボを下げていき、周囲に配置された冷却管18に水を流しながら冷却を行う。
【0016】
得られたシリコンインゴットを所定厚さにワイヤソー等で切断した後、ラップして厚みを調節する。コア抜きするシリコン基板の直径は概ね65mm以下、21mm以上のものとなる。コア抜き加工には、ダイヤモンド砥石によるカップ切断、超音波切断、ブラスト加工、ウォータージェット処理等種々の方法があるが、加工速度の確保、切り代量の削減、口径の切り替え容易性、治具製作や後加工の容易性等から、固体レーザによるレーザコア抜きが望ましい。固体レーザはパワー密度が高くビームを絞れるため、溶断残渣(ドロス)の発生が少なく加工面が相対的にきれいだからである。この場合のレーザ光源としては、Nd−YAGレーザやYb−YAGレーザ等を挙げることができる。
【0017】
コア抜きして得られたシリコン基板に、外端面処理を施し、さらに、エッチングを施して加工ダメージ層を除去し、その後の研磨でチッピング等が生じないように端面研磨加工を施す。このようにして得られたシリコン基板に、研磨を施して表面を平坦化する。
単結晶Si基板の表面平滑化は、コロイダルシリカ等のアルカリ性のスラリを用いた多段CMP研磨により行われるのが一般的である。しかしながら、一般的な多結晶シリコンでは、基板表面に露出している粒毎に結晶方位が異なりまた結晶方位毎に研磨速度が異なるので、単結晶Si基板と同様にアルカリ性スラリを用いてCMP研磨を行うと、良好な表面平滑性を得ることが困難となりやすい。したがって多結晶シリコン基板の研磨に際しては、「ケミカル性」を抑制した方が好ましく、CMPスラリ(コロイダルシリカ)中のpHを4以上、10以下に調節したスラリを用いる。この場合の研磨剤としては、特に限定されないが、例えば、コロイダルシリカ、セリア、アルミナ等が挙げられ、平均粒径10〜200nm程度のものを用いることができる。さらにCMPスラリは、H2O2、過硫酸塩、過硫酸等の酸化剤 0.1〜10質量%をマスキング剤として含むことが好ましい。研磨中にマスキング剤が表面に薄い酸化膜を形成することにより、多結晶シリコンの粒毎の研磨速度を均一にすることができるからである。
多段CMP研磨工程が1段研磨工程と2段研磨工程とからなる場合、1段研磨工程では、例えば、pH値4〜10、平均粒径50nm〜200nmのコロイダルシリカを使用することができ、2段研磨工程では、1段研磨工程で用いた研磨材より粒径が小さい研磨材を用いることが好ましく、例えば、pH値7〜10、平均粒径10nm〜50nmのコロイダルシリカを使用することができる。
【0018】
上述の1段研磨を経た後、2段研磨工程に先立ち、本発明の多結晶シリコンにSiO2または有機シリカの酸化膜を設けてもよい。酸化膜をつけることにより、原板主面の粒間段差が遮蔽され平坦な表面性を得ることができるという利点があるからである。
該酸化膜は、膜厚100nm以上5000nm以下になるように形成することが好ましい。
また上記酸化膜は、より平坦な表面性を得るためには10nm以上、3000nm以下になるまで研磨することが好ましい。研磨は、例えば、pHを7以上、11以下に調節したアルカリスラリ(NaOH、KOH等のアルカリ水溶液にコロイダルシリカを分散したもの)を用いたCMP処理を行うことができ、これにより基板表面を平滑にすることができる。酸化膜の厚さは、反射率分光法やエリプソメータによって測定することができる。
【0019】
多結晶シリコンの酸化膜成膜方法としては、数種類の方法が考えられるが、経済的な方法として3種類がよいと考えている。
一つ目の方法としては大気中または水蒸気中または酸化雰囲気中で800℃以上、1200℃以下、0.1〜20時間の熱処理によってSiO2を成膜する方法が挙げられる。
二つ目の方法としてはスパッタリング等の蒸着が挙げられる。
三つ目の方法としてはオルガノシリカを被膜し、熱処理によりSiO2膜または有機シリカの酸化膜をつける方法が挙げられる。オルガノシリカは液性であるので、スピンコートのような方法で容易に平滑薄膜が得られ、該薄膜を適度な温度、例えば、200℃〜800℃で熱処理して有機成分を気散させることにより、SiO2薄膜を得ることができる。
ただし比較的厚い酸化膜を形成させる場合、熱酸化処理は酸素拡散に時間がかかるので、三つ目の方法がプロセスコストや生産性の面から望ましい。
【0020】
上記三つ目の方法について詳細に説明する。
1段研磨を経た多結晶シリコン基板に対し、オルガノシリカ(例えば、東京応化 T−2やT−7等)をスピンコートにより100nm厚以上に均一塗布し、その後大気中で50℃から200℃以下で溶媒を蒸発させる。次に大気中または窒素ガス、アルゴンガス等の不活性ガス雰囲気中で200℃以上800℃以下、0.1〜6時間の加熱処理によりSiO2膜または有機シリカ膜とすることができる。SiO2厚はオルガノシリカの種類やスピンコート条件によるが、概ね100nm以上、3000nm以下になる。オルガノシリカは液性であるので、1段研磨を経た後における基板表面の平坦性が一定程度以下、例えば粒間段差が0nm以上、10nm以下で、ウェビネスWaが0nm以上、2.0nm以下であれば、スピンコートにより原板の段差は遮蔽され平坦な面が得られる。粒界の部分も遮蔽され、概ね平坦面が得られる。
【0021】
上述のように酸化膜を形成したうえで2段研磨工程を経た酸化膜の主面のRa(ラフネス)は0.5nm以下、μWa(マイクロウェビネス)は10nm以下、role offは10nm以下とすることができる。酸化膜の主面のRa、μWa、およびrole offが上記範囲内であると、原因は明らかではないが、多結晶シリコン基板に単結晶並の強度や耐熱性がもたらされるという利点がある。
上記マイクロウェビネスは、試料の半径48mmから52mmを、Zygo社製の光学計測器で測定し得られる値であり、ラフネスはDigital Instrument社製の原子間力顕微鏡[AFM]装置で測定してJIS B 0601(1994)に準拠して得られる値である。
【0022】
本発明のダミーウェハは、第一には、スパッタリング等の成膜工程、第二には、熱拡散やCVDや熱処理による酸化膜の形成等の熱処理工程、第三には、RIE等のエッチング工程の条件出しや成膜の組成測定等に使用できる。
以下、本発明を例に基づき説明するが、本発明はこれに限定されるものではない。
【実施例】
【0023】
実施例1〜6
純度と不純物元素とが異なる多結晶シリコンを準備し、溶解炉で直径250mmφの石英ガラス製のルツボに入れ、窒素雰囲気下約1500℃に溶解する。所定の凝固速度で一方向凝固させる。諸条件を表1に示す。得られた多結晶シリコンインゴットを厚さ690μmに切断し、面圧:100g/cm2、回転数:30rpm(下定盤)、研磨材:FO(Al−Zr−O系研磨材)#800、研磨時間:25分間でラップした後、レーザ加工機(YAGレーザ、波長1064nm)により、外径200mmに多結晶シリコン基板をコア抜きして、1条件に付き、6枚の基板を得た。これらの基板を温度80℃の50質量%−NaOH水溶液で10分間エッチングし、端面研磨を施したうえで、主面に1段の研磨加工を施した。研磨加工は両面研磨機を用いて1回6枚ずつ行い、1段研磨は表面平坦性を確保するために、pH8の平均コロイダルシリカ径60nmのスラリを用いて、20分研磨した。粒間段差を光学検査機(Zygo 6300)で調べたところ、概ね2nm程度であった。結晶方位の割合の測定は、EPMA−EBSP法で行った。結果を表2に示す。
【0024】
【表1】

【0025】
実施例1〜3の1段研磨基板にスクラブ洗浄を行い、2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値8、粒径15nm)とマスキング剤としてH2O2 所定量を用いて、SiO2面を20分研磨したところ、微小欠陥がない、平滑な研磨面を得ることができた。
【0026】
実施例4の1段研磨基板にスクラブ洗浄を行い、大気中1000℃で空気を1L/時間で流しながら、1時間処理した。酸化膜の膜厚を反射率分光法で測った結果、1000nmであった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分研磨したところ、膜厚が300nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
成膜したものをX線光電子分光(略称XPS :X−ray Photoelectron Spectroscopy)で分析したところ、Siと酸素とが検出され、酸化膜であることを確認した。
【0027】
実施例5の1段研磨基板にスクラブ洗浄を行い、スピンコーターでオルガノシリカゾル(東京応化社製、T−2−Si−5900)を1mlずつ5回塗布した。塗布直後の膜厚は、1000nmであった。該基板を150℃で30分間加熱することで溶剤を除去し、さらに400℃で30分間大気中加熱することによりSiO2膜とした。反射率分光法(品番:F20、フィルメトリクス社製)で測定したところ、500nm厚で面内分布も少なく、均一であった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分間研磨したところ、SiO2膜厚が200nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
【0028】
実施例6の1段研磨基板にスクラブ洗浄を行い、スピンコーターでオルガノシリカ(ハネウェル社製、アキュフローT−27)を2000nm塗布した。該基板を150℃で30分間加熱することで溶剤を除去し、さらに250℃で30分間大気中加熱し、SiO2膜とした。反射率分光法で測定したところ、2000nm厚で面内分布も少なく、均一であった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分間研磨したところ、SiO2膜厚が1000nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
【0029】
これらの多結晶シリコン基板を、スクラブ洗浄で残留コロイダルシリカを除去した後に精密洗浄(RCA洗浄)を行い、
マイクロウェビネスとRole offについてはZygo社製6300の光学計測器でシリコン基板の半径R48〜R52におけるPV高低差を測定し、平滑性(ラフネス)についてはDigital Instrument社製のAFM装置で測定した。
【0030】
表2は、このようにして得られた評価結果(Ra:ラフネス、μWa:マイクロウェビネス)を纏めたものである。実施例1〜6の試料のいずれについても研磨後の多結晶シリコン基板の表面特性は良好で、各結晶粒の分布を反映した段差は一切観察されなかった。
【0031】
【表2】
【0032】
比較例1は、溶解炉で直径300mmφの石英ガラス製のルツボに99.99%の多結晶シリコンを入れ、真空中でルツボを1500℃で溶解した。5mm/分の凝固速度で一方向凝固させた。結晶方位の割合の測定は、ポールフィギュア法で行った。結果を表1に示す。得られた多結晶シリコンインゴットを厚さ690μmに切断し、面圧:100g/cm2、回転数:30rpm(下定盤)、研磨材:FO(Al−Zr−O系研磨材)#800、研磨時間:25分間でラップした後、レーザ加工機(YAGレーザ、波長1064nm)により、外径200mmのシリコン基板をコア抜きして、6枚の基板を得た。これらの基板を温度80℃の50質量%−NaOH水溶液で10分間エッチングし、端面研磨をしたうえで、主面に1段の研磨加工を施した。研磨加工は両面研磨機を用いて1回6枚ずつ行い、1段研磨はpH8の平均コロイダルシリカ径30nmのスラリを用いて、20分研磨した。2段研磨は仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いて、20分研磨し比較用多結晶基板を得た。
得られた比較用多結晶基板について精密洗浄(RCA洗浄)を行い、研磨面の湾曲度、マイクロウェビネスをZygo社製の光学計測器で測定)、および、平滑性(ラフネス)をDigital Instrument社製のAFM装置で測定した。結晶方位の割合の測定は、EPMA−EBSP法で行った。結果を表2に示す。
【0033】
(耐熱衝撃性評価試験)
LSI製造工程における酸化絶縁膜成膜工程のモニターを想定して、実施例1〜6で得られた多結晶シリコン基板、比較例1で得られた比較用多結晶基板について、酸素雰囲気下、1100℃で6時間保持する熱処理および一定時間の研磨による再生工程で繰り返し使用した。ここでは、酸化雰囲気として、純酸素(G2グレード)に加湿したものを酸化炉に線速5cm/分で流しながら酸化を行った。水分としては、0.3モル/L―酸素の割合で加湿した。その結果、酸化膜として約500nmを成膜した。次に、一定時間の研磨としてCMP研磨を行った。研磨は、pH値9、平均粒径30nmのコロイダルシリカを使用し、60分間行った。実施例1〜6と比較例1では200mmφのダミーウェハを試作しており、SEMI規格(Wafer Category1.10)では、ウェハ厚み675±15μmである。試作時にウェハ厚みを規格上限にしておき、研磨によりウェハ厚みが規格外の状態になるまでの使用回数を計測した。結果を表3に示す。
【0034】
【表3】
【0035】
表3から、平滑性および平坦性が高いものほど耐熱衝撃性に優れており、繰り返し使用が可能であることがわかった。
【0036】
(機械的強度評価試験)
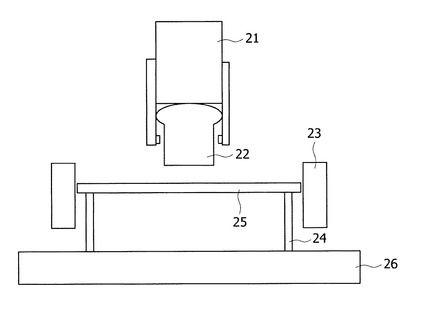
実施例1と実施例4と比較例1と単結晶{100}の200mmΦウェハーから25mmΦのテストピースを各20枚切り出し、図2に示す装置で強度試験を行った。ワーク25として25mmΦの試料をリングガイド23内に入れ、受けピン24で支持し、上からシャフト21を通してヘッド22を試料に押し当てて、試料が割れるまで加重していく。加重はロードセル26で測り、割れた加重を破壊強度とした。測定結果を表4にまとめた。
【0037】
【表4】
【0038】
表4から、実施例1や実施例4は、比較例1や単結晶{100}と比べ、破壊強度が高いものの数が多く、強度が高い傾向があることがわかった。
【図面の簡単な説明】
【0039】
【図1】本発明のダミーウェハ用多結晶シリコン基板を得るための多結晶シリコンインゴット製造装置の一実施形態における概要を示す断面図である。
【図2】本発明のダミーウェハ用多結晶シリコン基板等の破壊強度試験に用いた装置の模式的側面図である。
【符号の説明】
【0040】
11 金属珪素
12 ルツボ
13 グラファイト
14a,14b,14c 誘導加熱コイル
15 台座
16,16a,16b,16c 台座冷却管
17 台座支持
18 周囲冷却管
21 シャフト
22 ヘッド
23 リングガイド
24 受けピン
25 ワーク
26 ロードセル
【技術分野】
【0001】
本発明は、LSI等の半導体デバイスを作製する際に、各種処理条件の評価や汚染物質の付着防止等に用いられるダミーウェハに関する。
【背景技術】
【0002】
LSIやVLSI等の半導体デバイスの製造プロセスにおいては、種々の工程でダミーウェハが使用されている。例えば、スパッタ法をはじめとする各種PVD法やCVD法等による半導体デバイスの製造プロセス中の成膜工程では、成膜された薄膜には高い均質性が要求されている。そのため、成膜工程でダミーウェハを用いて、成膜時間やウェハ温度等の成膜条件と、ウェハ上に形成される膜の厚さや組成等との関係を測定、評価したり、また膜の純度分析等が行われている。また、スパッタリング装置では、新たなターゲットを使用する際にターゲット面を浄化したり、また装置内にターゲットと同質の膜を形成してパーティクルの発生を防止するために、予備スパッタが実施されている。この場合にも、ダミーウェハが用いられる。
【0003】
イオン注入装置においても、注入条件やイオンビームのスキャン状態等を評価および検査するために、ダミーウェハが用いられている。熱拡散や酸化膜の形成等に用いられる熱処理装置においても、ボート上に載置された半導体ウェハに直接ガスがあたって汚染されないように、ダミーウェハをボートの所定箇所にセットすることが実施されている。
【0004】
このような半導体デバイスの各種製造工程で用いられるダミーウェハとしては、一般的に単結晶シリコンウェハーが使用されているが、単結晶シリコンウェハーは高価であり、多数のダミーウェハが使用されることから、ダミーウェハとしてリサイクル使用することが望まれる。現在、使用済みダミーウェハは、フッ酸、硝酸等の酸洗浄やアンモニア水等のアルカリ洗浄をした後、再度、表面を研磨することによって再使用している。使用済みダミーウェハの薬液洗浄と表面を再研磨することを再生すると呼んでいる。
【0005】
しかしながら、単結晶シリコンダミーウェハの再生処理によって数回使用すると、膜厚が薄くなり、ダミーウェハとして使用できなくなり、再利用率を高めることが難しいという問題を有している。そこで、単結晶シリコンウェハーに代るダミーウェハ材料が検討されている。そのようなダミーウェハとしては、例えば石英ガラスやガラス状カーボン(特開平8−316283号公報、同9−139329号公報参照)、またアルミナ焼結体(特開平5−160240号公報、同 8−17888号公報参照)、SiC焼結体、ムライト−コージェライト複合焼結体(特開平6−263531号公報参照)、あるいはSiC焼結体の表面にCVDコーティングを施したもの(特開平5−283306号公報参照)等が提案されている。
【0006】
しかしながら、石英ガラスやガラス状カーボンまたはアルミナやSiC等のセラミックス材料からなるダミーウェハは、例えば成膜装置で使用した際に堆積した膜が剥離しやすいという問題がある。ダミーウェハに堆積した膜が剥離すると、実製造工程でパーティクル等の発生原因となるため、例えば膜の被着面を粗くして膜の剥離を防ぐことが検討されている。しかし、ガラス材料やセラミックス材料等の表面を粗くすることは困難であり、無理に粗くしようとすると割れ等が発生しやすいという問題がある。また、熱衝撃に弱く、繰り返し加熱・冷却が加わる工程で使用した場合には、破損が発生しやすいという欠点がある。さらに、アルミナやSiC等のセラミックス材料は、シリコンや石英ガラス等に比べて比重が高く、その重量により搬送系等に負担を及ぼすという問題を有している。
【0007】
また、ガラス材料やセラミックス材料からなるダミーウェハを再利用するためには、従来の単結晶シリコンダミーウェハと同じように酸洗浄やアルカリ洗浄をした後、表面を研磨する必要があるが、ガラス材料またはセラミックス材料を従来の単結晶シリコンダミーウェハと同じ洗浄工程に流すことは、洗浄条件や研磨条件が異なるため難しい。またガラス材料やセラミックス材料からなるダミーウェハを再利用するためには、専用洗浄工程を持つ必要があり、かえって、コストアップになる。
【特許文献1】特開平8−316283号公報
【特許文献2】特開平9−139329号公報
【特許文献3】特開平5−160240号公報
【特許文献4】特開平8−17888号公報
【特許文献5】特開平6−263531号公報
【特許文献6】特開平5−283306号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで本発明者らは、従来の単結晶シリコンダミーウェハより安価に入手可能で、単結晶シリコンダミーウェハと同じ取り扱いができる材料として、多結晶シリコン基板をダミーウェハに使用することを提案している。これまで、多結晶シリコン基板をダミーウェハに使用することが提案されなかった理由として、2点がある。ひとつは、単結晶シリコン基板並みの平坦な表面が得られない。もうひとつは、単結晶シリコン基板並みの機械的強度や耐熱性がなく、同じような取り扱いをすると、基板が割れるのではないかという心配があった。
【0009】
本発明はかかる問題に鑑みてなされたもので、その目的とするところは、単結晶シリコン基板以上の平坦性を有し、単結晶シリコン基板並みに機械的強度や耐熱衝撃性等に優れ、単結晶シリコンダミーウェハと同じ取り扱いができるダミーウェハであって、同じ洗浄・再生工程に使って、繰り返し使用することができ、単結晶シリコンダミーウェハより製造コストが安価なダミーウェハを提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、上述の課題を解決するために、多結晶シリコンでもマスキング剤として酸化剤等を使用することにより、CMP研磨を用いて平滑な面が研磨できるという知見を得た。
本発明にかかるダミーウェハ用多結晶シリコン基板は、主面の中心線平均粗さRaが0.5nm以下、μWaが10nm以下で、role offが10nm以下であることを特徴とするものである。
本発明のダミーウェハ用多結晶シリコン基板はまた、多結晶シリコンの結晶方位を制御することにより、結晶粒{111}面が主面全体に占める割合が30%以上であることが好適である。
本発明のダミーウェハ用多結晶シリコン基板はまた、上記多結晶シリコン基板の主面上に、SiO2酸化膜厚が10nm以上3000nm以下の層を備えたものであることが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である多結晶シリコン基板の主面上をCMP研磨する工程を含み、該CMP研磨工程が1段研磨工程および2段研磨工程からなり、前記1段研磨工程が、研磨材およびマスキング剤を含むスラリを用い、前記2段研磨工程が、マスキング剤および前記1段研磨工程で用いた研磨材より粒径が小さい研磨材を含むスラリを用いることよりなることが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、1段研磨工程を経た基板に対し、2段研磨工程に先立ち、SiO2またはオルガノシリカの酸化膜をその膜厚が100nm以上5000nm以下になるように形成する工程を含むことが好適である。
本発明のダミーウェハ用多結晶シリコン基板の製造方法は、2段研磨工程が、膜厚が10nm以上、3000nm以下になるまで行われることが好適である。
【発明の効果】
【0011】
本発明により、単結晶シリコン基板に匹敵する平坦性を持ち、単結晶シリコン基板並みに機械的強度や耐熱衝撃性等に優れ、単結晶シリコンダミーウェハと同じ取り扱いができ、同じ洗浄・再生工程に使って、繰り返し使用することができ、単結晶シリコンダミーウェハより安価な多結晶シリコンダミーウェハを提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明に用いる多結晶シリコンは純度99.999%以上であることが好ましく、99.99999%以上であることがより好ましい。電気抵抗は面積抵抗で0.1Ωcm以上、100Ω・cm以下であることが好ましく、0.1Ωcm以上、50Ωcm以下であることがより好ましい。シリコン基板の電気抵抗が低すぎるときは、結晶中に含まれるドーパント量が多い状態にあり、ドーパント量が多いことにより、抵抗縞という現象が生じ、平滑に研磨できなくなる。一方、電気抵抗が高いときは、ドーパント量が少なく、研磨には大きな影響を与えない。しかし、後工程で、スパッタリング等の磁性膜を成膜する工程で、電気抵抗が高いと、バイアス電流が流れず、成膜しにくいという問題が生じる。上記抵抗値は、シリコン結晶中に含まれるB、P、N、As、Sn等のドーパント量で決まることとなる。ドーパント量は0〜1022atoms/cm2の合計量の範囲がよい。
【0013】
シリコンの結晶の中で、結晶方位{100}と結晶方位{111}とが、最も研磨速度が大きく異なり、結晶方位{100}のCMP研磨速度を1とするなら、結晶方位{111}は0.6〜0.8になる。多結晶シリコンでは結晶方位{100}と結晶方位{111}が混在すると、研磨速度による凹凸が生じやすくなる。多結晶シリコンを製造する際に、結晶方位{100}または結晶方位{111}に方位を揃えると、平坦な面を得ることが出来る。
結晶方位{100}と結晶方位{111}を作り分ける方法は、凝固速度の違いを利用し、結晶方位{100}は速く凝固させ、結晶方位{111}は遅く凝固させる必要がある。しかし、結晶方位{100}に揃えるには、凝固速度が速く、ボイドが発生しやすくなったり、残留応力があり、ヒビが入ったりしやすく、製造しやすいものではない。一方、結晶方位{111}は凝固速度が遅く、ボイドや残留応力を抑制しながら製造できる。また、多結晶シリコンをルツボ底から上部に向けて一方向凝固させる際に、凝固速度を遅くして結晶方位{111}に揃えるように試みても、ルツボ外壁からルツボ中心部に向けての温度分布が存在するためや応力を緩和するために、結晶方位がずれて、結晶方位{112}・{121}・{110}の面が出やすくなる。結晶方位{112}・{121}は結晶方位{111}に近い研磨速度を示すので、混在しても、凹凸が生じにくく、平坦な面を得ることが出来る。よって、本発明の多結晶シリコン基板において、結晶方位{111}面が多くなるようにルツボ底から上部に向けて一方向凝固させることが重要であり、多結晶のため、結晶方位{111}から多少ずれても、結晶方位{111}面と近い研磨速度を示す結晶方位面にすることが望ましい。そのため、本発明の多結晶シリコン基板において、多結晶シリコン基板表面全体に占める結晶方位{111}面の結晶粒子の割合は、30%以上であることが好ましく、50%以上であることがより好ましい。30%以上であると、残りの結晶粒子が結晶方位{112}・{121}・{110}であれば、より平滑に研磨できる。
【0014】
すなわち、結晶方位{111}面以外としては、{100}・{110}・{112}・{122}等が存在するが、上述のように結晶方位{112}・{121}は結晶方位{111}に近い研磨速度を示し、結晶方位{100}面の研磨速度と結晶方位{111}面の研磨速度とが大きく異なるので、結晶方位{100}面が基板面の総面積(S0)に占める割合が50%未満であることが好ましく、20%以下であることがより好ましい。
【0015】
製造方法としては、溶解炉中にシリコンと反応しない材質のルツボ、例えば石英ガラス製、カーボン製、窒化珪素製等のルツボの中に原料となる高純度多結晶シリコンを入れ、不活性雰囲気または真空中で融点の1420℃以上、1600℃以下でシリコンを溶解、保持する。多結晶シリコンをルツボ底から上部に向けて一方向凝固させる、2mm/分以下の凝固速度で一方向凝固させる。凝固速度で結晶方位面を制御するので、結晶方位{111}面を得るためには、凝固速度は遅い方が好ましく、0.5mm/分以下が望ましい。
結晶方位{111}面を得るためにはまた、温度分布を制御することが好ましく、凝固方向には、固液界面近傍は1450℃から上部は1550℃〜1600℃の温度勾配をもたせる。固液界面近傍の凝固方向に対して垂直方向には、ルツボ中心からルツボ壁面への温度勾配は小さい方が好ましく、20℃から50℃の範囲になるように制御することが好ましい。
図1は、本発明の多結晶シリコンインゴット製造装置の一実施形態における概要を示す断面図である。図1に示すように、台座16の上にルツボ12を置く。またルツボ12のカバーとして、グラファイト13を置く。ルツボ12の中に原料となる金属珪素11を入れ、誘導加熱コイル14で加熱する。コイルは分割して温度を制御できるのが好ましく、図1では3分割(14a,14b,14c)で制御している。最初に金属珪素が熔け残ることがないように、融点1420℃より約200℃高い1600℃で熔解し、一定時間保持する。不純物を上部に濃縮させるため、固液界面近傍は1450℃からルツボの上部は1550℃〜1600℃になるように段階的に誘導加熱コイル14の電流を制御して温度勾配をもたせる。一方向凝固を開始するため、台座15にある冷却管16に水を流し、冷却を開始する。その際に、垂直方向に凝固が進むように、ルツボの中心部と周辺部の温度分布を50℃以内になるように、水冷水量を調節する必要がある。そのため、台座中の冷却は、中心と周辺部が個別に制御できることが好ましく、例えば図1では3分割(16a,16b,16c)で制御している。そして台座支持17を使い、0.01mm/分以上、1.0mm/分以下の凝固速度になるようにルツボを下げていき、周囲に配置された冷却管18に水を流しながら冷却を行う。
【0016】
得られたシリコンインゴットを所定厚さにワイヤソー等で切断した後、ラップして厚みを調節する。コア抜きするシリコン基板の直径は概ね65mm以下、21mm以上のものとなる。コア抜き加工には、ダイヤモンド砥石によるカップ切断、超音波切断、ブラスト加工、ウォータージェット処理等種々の方法があるが、加工速度の確保、切り代量の削減、口径の切り替え容易性、治具製作や後加工の容易性等から、固体レーザによるレーザコア抜きが望ましい。固体レーザはパワー密度が高くビームを絞れるため、溶断残渣(ドロス)の発生が少なく加工面が相対的にきれいだからである。この場合のレーザ光源としては、Nd−YAGレーザやYb−YAGレーザ等を挙げることができる。
【0017】
コア抜きして得られたシリコン基板に、外端面処理を施し、さらに、エッチングを施して加工ダメージ層を除去し、その後の研磨でチッピング等が生じないように端面研磨加工を施す。このようにして得られたシリコン基板に、研磨を施して表面を平坦化する。
単結晶Si基板の表面平滑化は、コロイダルシリカ等のアルカリ性のスラリを用いた多段CMP研磨により行われるのが一般的である。しかしながら、一般的な多結晶シリコンでは、基板表面に露出している粒毎に結晶方位が異なりまた結晶方位毎に研磨速度が異なるので、単結晶Si基板と同様にアルカリ性スラリを用いてCMP研磨を行うと、良好な表面平滑性を得ることが困難となりやすい。したがって多結晶シリコン基板の研磨に際しては、「ケミカル性」を抑制した方が好ましく、CMPスラリ(コロイダルシリカ)中のpHを4以上、10以下に調節したスラリを用いる。この場合の研磨剤としては、特に限定されないが、例えば、コロイダルシリカ、セリア、アルミナ等が挙げられ、平均粒径10〜200nm程度のものを用いることができる。さらにCMPスラリは、H2O2、過硫酸塩、過硫酸等の酸化剤 0.1〜10質量%をマスキング剤として含むことが好ましい。研磨中にマスキング剤が表面に薄い酸化膜を形成することにより、多結晶シリコンの粒毎の研磨速度を均一にすることができるからである。
多段CMP研磨工程が1段研磨工程と2段研磨工程とからなる場合、1段研磨工程では、例えば、pH値4〜10、平均粒径50nm〜200nmのコロイダルシリカを使用することができ、2段研磨工程では、1段研磨工程で用いた研磨材より粒径が小さい研磨材を用いることが好ましく、例えば、pH値7〜10、平均粒径10nm〜50nmのコロイダルシリカを使用することができる。
【0018】
上述の1段研磨を経た後、2段研磨工程に先立ち、本発明の多結晶シリコンにSiO2または有機シリカの酸化膜を設けてもよい。酸化膜をつけることにより、原板主面の粒間段差が遮蔽され平坦な表面性を得ることができるという利点があるからである。
該酸化膜は、膜厚100nm以上5000nm以下になるように形成することが好ましい。
また上記酸化膜は、より平坦な表面性を得るためには10nm以上、3000nm以下になるまで研磨することが好ましい。研磨は、例えば、pHを7以上、11以下に調節したアルカリスラリ(NaOH、KOH等のアルカリ水溶液にコロイダルシリカを分散したもの)を用いたCMP処理を行うことができ、これにより基板表面を平滑にすることができる。酸化膜の厚さは、反射率分光法やエリプソメータによって測定することができる。
【0019】
多結晶シリコンの酸化膜成膜方法としては、数種類の方法が考えられるが、経済的な方法として3種類がよいと考えている。
一つ目の方法としては大気中または水蒸気中または酸化雰囲気中で800℃以上、1200℃以下、0.1〜20時間の熱処理によってSiO2を成膜する方法が挙げられる。
二つ目の方法としてはスパッタリング等の蒸着が挙げられる。
三つ目の方法としてはオルガノシリカを被膜し、熱処理によりSiO2膜または有機シリカの酸化膜をつける方法が挙げられる。オルガノシリカは液性であるので、スピンコートのような方法で容易に平滑薄膜が得られ、該薄膜を適度な温度、例えば、200℃〜800℃で熱処理して有機成分を気散させることにより、SiO2薄膜を得ることができる。
ただし比較的厚い酸化膜を形成させる場合、熱酸化処理は酸素拡散に時間がかかるので、三つ目の方法がプロセスコストや生産性の面から望ましい。
【0020】
上記三つ目の方法について詳細に説明する。
1段研磨を経た多結晶シリコン基板に対し、オルガノシリカ(例えば、東京応化 T−2やT−7等)をスピンコートにより100nm厚以上に均一塗布し、その後大気中で50℃から200℃以下で溶媒を蒸発させる。次に大気中または窒素ガス、アルゴンガス等の不活性ガス雰囲気中で200℃以上800℃以下、0.1〜6時間の加熱処理によりSiO2膜または有機シリカ膜とすることができる。SiO2厚はオルガノシリカの種類やスピンコート条件によるが、概ね100nm以上、3000nm以下になる。オルガノシリカは液性であるので、1段研磨を経た後における基板表面の平坦性が一定程度以下、例えば粒間段差が0nm以上、10nm以下で、ウェビネスWaが0nm以上、2.0nm以下であれば、スピンコートにより原板の段差は遮蔽され平坦な面が得られる。粒界の部分も遮蔽され、概ね平坦面が得られる。
【0021】
上述のように酸化膜を形成したうえで2段研磨工程を経た酸化膜の主面のRa(ラフネス)は0.5nm以下、μWa(マイクロウェビネス)は10nm以下、role offは10nm以下とすることができる。酸化膜の主面のRa、μWa、およびrole offが上記範囲内であると、原因は明らかではないが、多結晶シリコン基板に単結晶並の強度や耐熱性がもたらされるという利点がある。
上記マイクロウェビネスは、試料の半径48mmから52mmを、Zygo社製の光学計測器で測定し得られる値であり、ラフネスはDigital Instrument社製の原子間力顕微鏡[AFM]装置で測定してJIS B 0601(1994)に準拠して得られる値である。
【0022】
本発明のダミーウェハは、第一には、スパッタリング等の成膜工程、第二には、熱拡散やCVDや熱処理による酸化膜の形成等の熱処理工程、第三には、RIE等のエッチング工程の条件出しや成膜の組成測定等に使用できる。
以下、本発明を例に基づき説明するが、本発明はこれに限定されるものではない。
【実施例】
【0023】
実施例1〜6
純度と不純物元素とが異なる多結晶シリコンを準備し、溶解炉で直径250mmφの石英ガラス製のルツボに入れ、窒素雰囲気下約1500℃に溶解する。所定の凝固速度で一方向凝固させる。諸条件を表1に示す。得られた多結晶シリコンインゴットを厚さ690μmに切断し、面圧:100g/cm2、回転数:30rpm(下定盤)、研磨材:FO(Al−Zr−O系研磨材)#800、研磨時間:25分間でラップした後、レーザ加工機(YAGレーザ、波長1064nm)により、外径200mmに多結晶シリコン基板をコア抜きして、1条件に付き、6枚の基板を得た。これらの基板を温度80℃の50質量%−NaOH水溶液で10分間エッチングし、端面研磨を施したうえで、主面に1段の研磨加工を施した。研磨加工は両面研磨機を用いて1回6枚ずつ行い、1段研磨は表面平坦性を確保するために、pH8の平均コロイダルシリカ径60nmのスラリを用いて、20分研磨した。粒間段差を光学検査機(Zygo 6300)で調べたところ、概ね2nm程度であった。結晶方位の割合の測定は、EPMA−EBSP法で行った。結果を表2に示す。
【0024】
【表1】
【0025】
実施例1〜3の1段研磨基板にスクラブ洗浄を行い、2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値8、粒径15nm)とマスキング剤としてH2O2 所定量を用いて、SiO2面を20分研磨したところ、微小欠陥がない、平滑な研磨面を得ることができた。
【0026】
実施例4の1段研磨基板にスクラブ洗浄を行い、大気中1000℃で空気を1L/時間で流しながら、1時間処理した。酸化膜の膜厚を反射率分光法で測った結果、1000nmであった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分研磨したところ、膜厚が300nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
成膜したものをX線光電子分光(略称XPS :X−ray Photoelectron Spectroscopy)で分析したところ、Siと酸素とが検出され、酸化膜であることを確認した。
【0027】
実施例5の1段研磨基板にスクラブ洗浄を行い、スピンコーターでオルガノシリカゾル(東京応化社製、T−2−Si−5900)を1mlずつ5回塗布した。塗布直後の膜厚は、1000nmであった。該基板を150℃で30分間加熱することで溶剤を除去し、さらに400℃で30分間大気中加熱することによりSiO2膜とした。反射率分光法(品番:F20、フィルメトリクス社製)で測定したところ、500nm厚で面内分布も少なく、均一であった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分間研磨したところ、SiO2膜厚が200nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
【0028】
実施例6の1段研磨基板にスクラブ洗浄を行い、スピンコーターでオルガノシリカ(ハネウェル社製、アキュフローT−27)を2000nm塗布した。該基板を150℃で30分間加熱することで溶剤を除去し、さらに250℃で30分間大気中加熱し、SiO2膜とした。反射率分光法で測定したところ、2000nm厚で面内分布も少なく、均一であった。2段研磨はCMP研磨とし、仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いてSiO2主面を20分間研磨したところ、SiO2膜厚が1000nmとなった。得られたSiO2主面は、微小欠陥がなく、平滑な研磨面を有していた。
【0029】
これらの多結晶シリコン基板を、スクラブ洗浄で残留コロイダルシリカを除去した後に精密洗浄(RCA洗浄)を行い、
マイクロウェビネスとRole offについてはZygo社製6300の光学計測器でシリコン基板の半径R48〜R52におけるPV高低差を測定し、平滑性(ラフネス)についてはDigital Instrument社製のAFM装置で測定した。
【0030】
表2は、このようにして得られた評価結果(Ra:ラフネス、μWa:マイクロウェビネス)を纏めたものである。実施例1〜6の試料のいずれについても研磨後の多結晶シリコン基板の表面特性は良好で、各結晶粒の分布を反映した段差は一切観察されなかった。
【0031】
【表2】
【0032】
比較例1は、溶解炉で直径300mmφの石英ガラス製のルツボに99.99%の多結晶シリコンを入れ、真空中でルツボを1500℃で溶解した。5mm/分の凝固速度で一方向凝固させた。結晶方位の割合の測定は、ポールフィギュア法で行った。結果を表1に示す。得られた多結晶シリコンインゴットを厚さ690μmに切断し、面圧:100g/cm2、回転数:30rpm(下定盤)、研磨材:FO(Al−Zr−O系研磨材)#800、研磨時間:25分間でラップした後、レーザ加工機(YAGレーザ、波長1064nm)により、外径200mmのシリコン基板をコア抜きして、6枚の基板を得た。これらの基板を温度80℃の50質量%−NaOH水溶液で10分間エッチングし、端面研磨をしたうえで、主面に1段の研磨加工を施した。研磨加工は両面研磨機を用いて1回6枚ずつ行い、1段研磨はpH8の平均コロイダルシリカ径30nmのスラリを用いて、20分研磨した。2段研磨は仕上げ用の粒の細かいコロイダルシリカ(pH値10、粒径15nm)を用いて、20分研磨し比較用多結晶基板を得た。
得られた比較用多結晶基板について精密洗浄(RCA洗浄)を行い、研磨面の湾曲度、マイクロウェビネスをZygo社製の光学計測器で測定)、および、平滑性(ラフネス)をDigital Instrument社製のAFM装置で測定した。結晶方位の割合の測定は、EPMA−EBSP法で行った。結果を表2に示す。
【0033】
(耐熱衝撃性評価試験)
LSI製造工程における酸化絶縁膜成膜工程のモニターを想定して、実施例1〜6で得られた多結晶シリコン基板、比較例1で得られた比較用多結晶基板について、酸素雰囲気下、1100℃で6時間保持する熱処理および一定時間の研磨による再生工程で繰り返し使用した。ここでは、酸化雰囲気として、純酸素(G2グレード)に加湿したものを酸化炉に線速5cm/分で流しながら酸化を行った。水分としては、0.3モル/L―酸素の割合で加湿した。その結果、酸化膜として約500nmを成膜した。次に、一定時間の研磨としてCMP研磨を行った。研磨は、pH値9、平均粒径30nmのコロイダルシリカを使用し、60分間行った。実施例1〜6と比較例1では200mmφのダミーウェハを試作しており、SEMI規格(Wafer Category1.10)では、ウェハ厚み675±15μmである。試作時にウェハ厚みを規格上限にしておき、研磨によりウェハ厚みが規格外の状態になるまでの使用回数を計測した。結果を表3に示す。
【0034】
【表3】
【0035】
表3から、平滑性および平坦性が高いものほど耐熱衝撃性に優れており、繰り返し使用が可能であることがわかった。
【0036】
(機械的強度評価試験)
実施例1と実施例4と比較例1と単結晶{100}の200mmΦウェハーから25mmΦのテストピースを各20枚切り出し、図2に示す装置で強度試験を行った。ワーク25として25mmΦの試料をリングガイド23内に入れ、受けピン24で支持し、上からシャフト21を通してヘッド22を試料に押し当てて、試料が割れるまで加重していく。加重はロードセル26で測り、割れた加重を破壊強度とした。測定結果を表4にまとめた。
【0037】
【表4】
【0038】
表4から、実施例1や実施例4は、比較例1や単結晶{100}と比べ、破壊強度が高いものの数が多く、強度が高い傾向があることがわかった。
【図面の簡単な説明】
【0039】
【図1】本発明のダミーウェハ用多結晶シリコン基板を得るための多結晶シリコンインゴット製造装置の一実施形態における概要を示す断面図である。
【図2】本発明のダミーウェハ用多結晶シリコン基板等の破壊強度試験に用いた装置の模式的側面図である。
【符号の説明】
【0040】
11 金属珪素
12 ルツボ
13 グラファイト
14a,14b,14c 誘導加熱コイル
15 台座
16,16a,16b,16c 台座冷却管
17 台座支持
18 周囲冷却管
21 シャフト
22 ヘッド
23 リングガイド
24 受けピン
25 ワーク
26 ロードセル
【特許請求の範囲】
【請求項1】
外径48mm以上450mm以下であって、主面のRa(ラフネス)が0.5nm以下、μWa(マイクロウェビネス)が10nm以下、role off(面ダレ)が10nm以下であるダミーウェハ用多結晶シリコン基板。
【請求項2】
{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である請求項1に記載のダミーウェハ用多結晶シリコン基板。
【請求項3】
主面上に、厚さが10nm以上3000nm以下の酸化膜を備えた請求項1または2に記載のダミーウェハ用多結晶シリコン基板。
【請求項4】
{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である多結晶シリコン基板の主面上をCMP研磨する工程を含み、
前記CMP研磨工程が1段研磨工程および2段研磨工程からなり、
前記1段研磨工程が、研磨材およびマスキング剤を含むスラリを用い、
前記2段研磨工程が、マスキング剤および前記1段研磨工程で用いた研磨材より粒径が小さい研磨材を含むスラリを用いることを特徴とする請求項4に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項5】
前記1段研磨工程を経た基板に対し、2段研磨工程に先立ち、SiO2またはオルガノシリカの酸化膜をその膜厚が100nm以上5000nm以下になるように形成する工程を含む請求項4に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項6】
前記酸化膜を形成する工程が、オルガノシリカを被膜し、熱処理を行う段階を含む請求項5に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項7】
前記2段研磨工程が、前記酸化膜の膜厚が10nm以上、3000nm以下になるまで行われることを特徴とする請求項5に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項8】
前記請求項4ないし7のいずれかに記載のダミーウェハ用多結晶シリコン基板の製造方法により得られたダミーウェハ用多結晶シリコン基板。
【請求項1】
外径48mm以上450mm以下であって、主面のRa(ラフネス)が0.5nm以下、μWa(マイクロウェビネス)が10nm以下、role off(面ダレ)が10nm以下であるダミーウェハ用多結晶シリコン基板。
【請求項2】
{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である請求項1に記載のダミーウェハ用多結晶シリコン基板。
【請求項3】
主面上に、厚さが10nm以上3000nm以下の酸化膜を備えた請求項1または2に記載のダミーウェハ用多結晶シリコン基板。
【請求項4】
{111}結晶面の総面積(S{111})が基板面の総面積(S0)の30%以上である多結晶シリコン基板の主面上をCMP研磨する工程を含み、
前記CMP研磨工程が1段研磨工程および2段研磨工程からなり、
前記1段研磨工程が、研磨材およびマスキング剤を含むスラリを用い、
前記2段研磨工程が、マスキング剤および前記1段研磨工程で用いた研磨材より粒径が小さい研磨材を含むスラリを用いることを特徴とする請求項4に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項5】
前記1段研磨工程を経た基板に対し、2段研磨工程に先立ち、SiO2またはオルガノシリカの酸化膜をその膜厚が100nm以上5000nm以下になるように形成する工程を含む請求項4に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項6】
前記酸化膜を形成する工程が、オルガノシリカを被膜し、熱処理を行う段階を含む請求項5に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項7】
前記2段研磨工程が、前記酸化膜の膜厚が10nm以上、3000nm以下になるまで行われることを特徴とする請求項5に記載のダミーウェハ用多結晶シリコン基板の製造方法。
【請求項8】
前記請求項4ないし7のいずれかに記載のダミーウェハ用多結晶シリコン基板の製造方法により得られたダミーウェハ用多結晶シリコン基板。
【図1】

【図2】
【図2】
【公開番号】特開2009−38220(P2009−38220A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−201477(P2007−201477)
【出願日】平成19年8月2日(2007.8.2)
【出願人】(000002060)信越化学工業株式会社 (3,361)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年8月2日(2007.8.2)
【出願人】(000002060)信越化学工業株式会社 (3,361)
【Fターム(参考)】
[ Back to top ]