
ダンプボディ
【課題】一直線状のリブを設けることでコーナー部分がリブから離間している形状のダンプボディでも、コーナー部分を良好に加熱できるダンプボディを提供すること。
【解決手段】前面板2の下部側に一体に設けられた底板3と、前面板2および底板3の側方に一体に設けられた左右一対の側板とを備えたダンプボディ1であって、前面板2の外表面2Bの下部側には、左右方向に沿った一直線状で中空の下側リブ12と、下側リブ12に下端側が連通した左右一対の縦リブ13とが設けられ、下側リブ12および縦リブ13の各内部空間を含んで排気ガスの排気ガス流路Hが形成され、排気ガス流路Hには、該排気ガス流路Hを流れる排気ガスを、下側リブ12よりも下方側に迂回させる箱状の流路形成部31〜33が連通している。
【解決手段】前面板2の下部側に一体に設けられた底板3と、前面板2および底板3の側方に一体に設けられた左右一対の側板とを備えたダンプボディ1であって、前面板2の外表面2Bの下部側には、左右方向に沿った一直線状で中空の下側リブ12と、下側リブ12に下端側が連通した左右一対の縦リブ13とが設けられ、下側リブ12および縦リブ13の各内部空間を含んで排気ガスの排気ガス流路Hが形成され、排気ガス流路Hには、該排気ガス流路Hを流れる排気ガスを、下側リブ12よりも下方側に迂回させる箱状の流路形成部31〜33が連通している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダンプボディに係り、特にそのボディを加熱するための排気ガス流路の改良に関する。
【背景技術】
【0002】
鉱山等で稼動する大型のオフロードダンプトラックは、車体フレームに対して起伏自在に支承されたボディを備えている。ボディには土砂等が積載され、所定のエリアに運搬された後、ボディを起立姿勢にすることで土砂等を排出する。
【0003】
この排出の際に、ボディの内表面に土砂が付着することを防止するために、ボディに設けられたリブの内部空間を利用して排気ガス流路を形成し、排気ガス流路内にエンジンからの排気ガスを流通させることでボディを加熱している。ボディを加熱することにより、土砂に含まれる水分が蒸発して乾燥状態になるため、ボディ内表面からの土砂の土離れが良好となる(例えば、特許文献1参照)。
【0004】
ボディ内の土砂は、ボディの前面板と底板との境界部分に形成されるコーナー部分や、前面板、底板、および左右の側板で形成される隅部分のコーナー部分に付着し易いことから、そのようなコーナー部分に対応して設けられたリブの内部空間が排気ガス流路として利用される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平4−130534号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ボディとしては、底部分の形状によって複数種類に大別される。例えば、特許文献1に記載のように、平坦な低板を有したフラットボディが主流である他、車両の左右方向(幅方向)に平行な線で断面した場合に断面V字形状とされたV字ボディ、同方向からの断面視により下方に向かって膨らんだラウンドボディ等が存在する。
【0007】
フラットボディの場合では、前面板と底板とのコーナー部分は内側曲率半径(R:アールと称されることもある)が小さいうえに、左右方向に直線状に形成されることになるから、このコーナー部分に沿った一直線状の水平なリブを前面板に設けることで、そのリブの内部空間を排気ガス流路として利用でき、コーナー部分を良好に加熱できる。また、リブが一直線状であることは、生産性やコストの面、および必要以上の重量増加が生じない点で優位である。
【0008】
しかしながら、Vボディやラウンドボディの場合では、一直線状のリブを設けると、底板がリブよりも下方に膨出することになり、前面板と底板とで形成されるコーナー部分がリブから離れてしまうため、リブ内を通る排気ガスにてコーナー部分を十分に加熱できず、土離れが悪化するという問題がある。
これに対して、リブをV字形状やラウンド形状に沿った形状とすることでの対応も考えられるが、前述の生産性、コスト、軽量化の面で問題があり、採用できない。
【0009】
また、フラットボディにおいて、土離れ効果を期待できるように、前面板と底板とのコーナー部分の内側曲率半径を大きくした場合には、湾曲面で形成されるコーナー部分を覆うように異形断面のリブを設けることになるが、このことは前述同様、生産性、コスト、軽量化の面で困難であることから、コーナー部分から上方にずれた位置にて、前面板の平坦面に対して一直線状のリブを設けることになり、やはりコーナー部分と離れてしまって良好に加熱できないという問題が生じる。
【0010】
本発明の目的は、一直線状のリブを設けることでコーナー部分がリブから離間している形状のダンプボディを採用した場合でも、コーナー部分を良好に加熱できるダンプボディを提供することにある。
【課題を解決するための手段】
【0011】
第1発明に係るダンプボディは、前面板と、前記前面板の下部側に設けられた底板と、前記前面板および前記底板の側方に一体に設けられた左右一対の側板とを備えたダンプボディであって、前記前面板の外表面の下部側には、左右方向に沿った一直線状で中空の下側リブと、前記下側リブに下端側が連通した左右一対の縦リブとが設けられ、前記下側リブおよび前記縦リブの各内部空間を含んで排気ガス流路が形成され、前記排気ガス流路には、該排気ガス流路を流れる排気ガスを、前記下側リブよりも下方側に迂回させる箱状の流路形成部が当該ダンプボディの外表面に接合された状態で連通している
ことを特徴とする。
【0012】
第2発明に係るダンプボディでは、前記排気ガス流路および前記流路形成部は、前記下側リブに設けられた開口部を介して連通していることを特徴とする。
【0013】
第3発明に係るダンプボディでは、前記下側リブには、複数の前記開口部が設けられ、隣接する開口部の間では、前記下側リブの内部空間が仕切板で塞がれていることを特徴とする。
【0014】
第4発明に係るダンプボディでは、前記下側リブに設けられた前記開口部は、前記下側リブの内部空間側から延設された仕切板によって少なくとも第1開口部および第2開口部に2分されていることを特徴とする。
【0015】
第5発明に係るダンプボディでは、前記流路形成部は、前記下側リブの下部に接合されていることを特徴とする。
【0016】
第6発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の少なくとも中央に対応して設けられていることを特徴とする。
第7発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の少なくとも両端に対応して設けられていることを特徴とする。
第8発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の略全域に対応して設けられていることを特徴とする。
【発明の効果】
【0017】
第1発明によれば、従来からある排気ガス流路に対して流路形成部を設け、排気ガスを下側リブの下方側に迂回させるので、下側リブの下方に位置するようなコーナー側へも排気ガスを行き渡らせて加熱でき、V字ボディやラウンドボディ、あるいは前面板と底板とが大きな内側曲率半径で連続しているコーナー部分での土離れを良好にできる。
【0018】
第2発明によれば、下側リブに開口部を設けることで、簡単な構造により排気ガス流路と流路形成部とを確実に連通させることができる。
【0019】
第3発明によれば、下側リブに設けられた仕切板により、流路形成部を迂回することなく下側リブを排気ガスが通過するのを防止でき、コーナーをより確実に加熱できる。
【0020】
第4発明によれば、一つの開口部を仕切板で2分することで、排気ガスの流出入を行う第1、第2開口部を近接して設けることができ、左右方向の流路長が短い流路形成部に好適に用いることができる。
【0021】
第5発明によれば、流路形成部を下側リブの下部に接合するので、排気ガス流路からの排気ガスを流路形成部に対して、コーナーの直上から短距離で導き入れることができ、排気ガスの温度を低下し難くできて、コーナーをより高い温度の排気ガスで確実に加熱できる。
【0022】
第6〜第8の発明によれば、ボディの形状に応じて種々の形態の流路形成部を適用することで、それぞれのボディでの土離れを改善できる。例えば、中央が下側リブとコーナーとが最も離れるV字ボディやラウンドボディでは、少なくとも中央に流路形成部を設けることで対応可能である。また、フラットボディであっても、前面板と底板とにより大きな内側曲率半径のコーナーが形成されている場合には、コーナーの略全域に対応して流路形成部を設けることが、より良好である。さらに、両側に流路形成部を設けることで、種々のボディ形状において、隅部に対応したコーナーでの土離れを改善できる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るダンプボディ全体を斜め上方から示す斜視図。
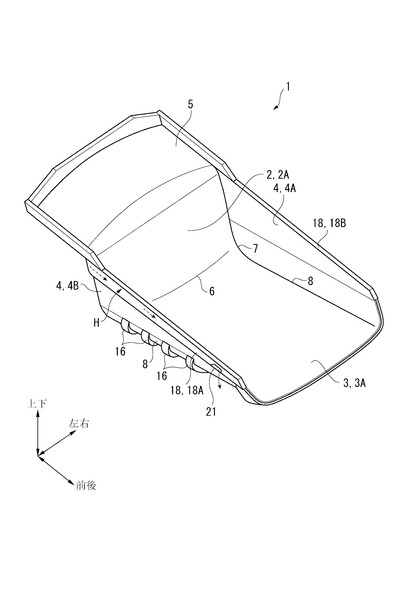
【図2】ダンプボディ全体を斜め下方から示す斜視図。
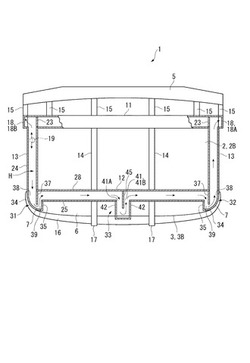
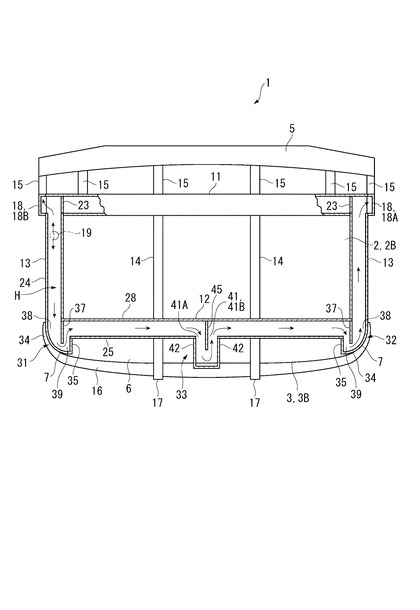
【図3】ダンプボディを一部断面して示す正面図。
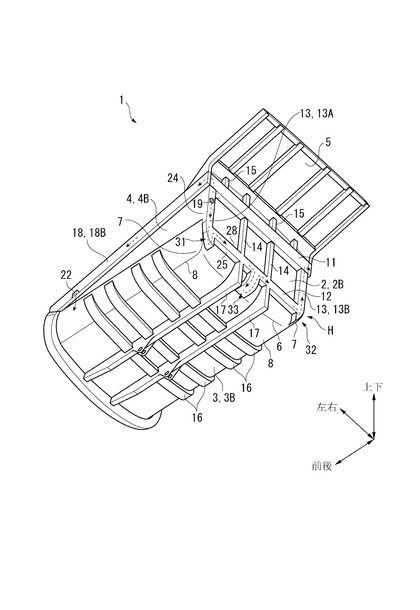
【図4】ダンプボディの前面板、底板、および側板で形成されるコーナー部分を一部断面してダンプボディの内側から示す斜視図。
【図5】ダンプボディの前面板および底板で形成されるコーナー部分を一部断面してダンプボディの内側から示す斜視図。
【図6】本発明の第1変形例に係るダンプボディを示す正面図。
【図7】本発明の第2変形例に係るダンプボディを示す正面図。
【発明を実施するための形態】
【0024】
以下、本発明の一実施形態を図面に基づいて説明する。
図1は、本実施形態に係るダンプボディ(以下ボディと略す)1を斜め上方から示す斜視図である。ここで、以下の説明においては、前後とはボディ1の前後方向での前後をいい、左右とはボディ1の幅方向での左右をいい、上下とはボディ1の高さ方向での上下をいう。また、ボディ1での土砂等が積み込まれる側の面が内表面、内表面に対して表裏の関係にある面が外表面である。
【0025】
図1において、ボディ1は、その後部側が図示しないダンプトラックの車体フレーム上に起伏自在に支承され、左右一対のホイストシリンダの伸縮によって起伏(ダンプ)動作可能に設けられている。
【0026】
ボディ1は、前側部分を形成する前面板2と、前面板2に一体に設けられて底部分を形成する底板3と、前面板2および底板3の側方に一体に設けられた左右一対の側板4と、図示しない車体フレームに搭載されたキャブやエンジンルームの上方を覆う庇状のプロテクタ5とで概ね構成されている。前面板2、底板3、側板4、およびプロテクタ5は、溶接等の接合により一体に設けられている。また、本実施形態のボディ1は、底板3が下方に向かってやや膨らんだラウンドボディである。
【0027】
ボディ1の内部において、前面板2の内表面2Aと底板3の内表面(底面に相当)3Aとはコーナー6にて連続しており、コーナー6が左右方向に沿って形成されている。コーナー6は、土離れ効果が期待できるよう、内表面2Aから内表面3Aにかけて大きな内側曲率半径を有した曲面で形成されている。
前面板2の内表面2A、底板3の内表面3A、および各側板4の内表面4Aとが交わる隅部分はコーナー7になっている。
底板3の内表面3Aと各側板4の内表面4Aとはコーナー8で連続している。コーナー8は、前後方向に沿って形成されているとともに、コーナー6よりも小さい内側曲率半径を有した曲面にて形成されている。
【0028】
図2は、ボディ1を斜め下方から示す斜視図である。
図2において、ボディ1の外表面には複数のリブが設けられ、強度および剛性の向上が図られている。
具体的に、ボディ1の前面板2の外表面2Bには、左右方向に沿った上部側の水平な一直線状の上側リブ11と、左右方向に沿った下部側の水平な一直線状の下側リブ12と、両端が上側リブ11および下側リブ12の端部に接続された左右一対の第1縦リブ13と、両端が上側リブ11および下側リブ12の中程に接続された左右一対の第2縦リブ14と、上側リブ11およびプロテクタ5の間に設けられた複数(本実施形態では4つ)の第3縦リブ15とが設けられている。
【0029】
底板3の外表面3Bには、左右方向に平行で、かつ前後方向に沿って間隔を空けて並設された複数(本実施形態では4つ)の横リブ16と、これらの横リブ16の中程に対して直交するように前後方向に延びた左右一対の前後リブ17とが設けられている。横リブ16は、底板3のラウンド形状に倣って湾曲している。横リブ16の両端は、コーナー8を越えて側板4の外表面4Bに達している。前後リブ17の前端は、コーナー6を越えて前面板2の外表面2Bに達している。前後リブ17の間隔は、第2縦リブ14の間隔と同じである。
側板4の外表面4Bには、上端縁に沿って前後方向に延びるサイドリブ18が設けられている。
【0030】
以上のリブ11〜18は、断面C字形状の鋼材等で形成され、ボディ1の各外表面に接合されて矩形状の閉断面を有している。そして、前面板2に設けられた上側リブ11の両端部分、下側リブ12、左右の第1縦リブ13、各サイドリブ18の各内部空間が連通しており、この内部空間によってエンジンからの排気ガスが流れる排気ガス流路Hが形成されている。図1、図2中には、排気ガス流路H中を流れる排気ガスを実線矢印および点線矢印で示してある。後述する際に用いる他の図面でも同様である。
【0031】
すなわち、一方の第1縦リブ13(13A)には、ボディ1が伏した姿勢にある時、車体フレーム側の排気管と連通する位置に流入口19が設けられている。流入口19から流入した排気ガスの多くは、第1縦リブ13Aを下方に流れた後、下側リブ12を水平方向に流れ、他方の第1縦リブ13Bを上方に流れる。ここから排気ガスは、上側リブ11の一方の端部を通って一方のサイドリブ18(18A:図1をも参照)に流れ込み、サイドリブ18Aを後方側に進んだ後、サイドリブ18Aの後部側に設けられたメイン排気口21から排気される。
【0032】
また、流入口19から流入した排気ガスの一部は、第1縦リブ13Aを上方に流れ、上側リブ11の他方の端部を通ってもう1つのサイドリブ18Bに流れ込み、サイドリブ18Bを後方側に進んだ後、サイドリブ18Bの後部側に設けられたサブ排気口22から排気される。排気ガス流路Hの断面積を適正に決めることで、排気ガス流路H内での背圧が過剰に高くなるのを抑制し、エンジンへ悪影響を及ぼすのを防止している。
なお、図3に示すように、上側リブ11の両端は、仕切板23で塞がれており、上側リブ11の内部空間を排気ガスが水平方向に流れるのを防止している。
【0033】
さらに、本実施形態のボディ1では、ラウンドボディに採用される特有の構成を有している。つまり、ボディ1がラウンドボディであり、ボディ1の底部分が下方に膨らんでいること、および前面板2と底板3とがコーナー6,7にて大きな内側曲率半径で連続していることとにより、ボディ1の底部分は下側リブ12を越えて下方に大きく膨出している。このことから、下側リブ12の内部空間に排気ガスを流通させるだけでは、コーナー6,7部分を良好に加熱できないため、図2、図3に示すように、排気ガス流路Hの一部がコーナー6,7近くまで迂回して形成されている。
【0034】
詳細に説明すると、前面板2において、下側リブ12の両端に対応した部位と第1縦リブ13A、13Bの下端との連通部分には、コーナー7側に向かって下方に張り出した第1、第2流路形成部31、32が設けられ、下側リブ12の左右方向の中央に対応した位置にも、コーナー6側に向かって下方に張り出した第3流路形成部33が設けられている。第1〜第3流路形成部31〜33は箱状とされて下側リブ12の下部およびボディ1の外表面に接合されており、その内部は外部に対して気密になっている。
【0035】
第1〜第3流路形成部31〜33が接合されるボディ1の外表面としては、前面板2の平坦な外表面2Bである他、各コーナー6,7を形成している部分の外表面が含まれてよく、また、第1〜第3流路形成部31〜33がコーナー6,7を越えて設けられる場合では、底板3の平坦な外表面3Bや側板4の平坦な外表面4Bも含まれる。
【0036】
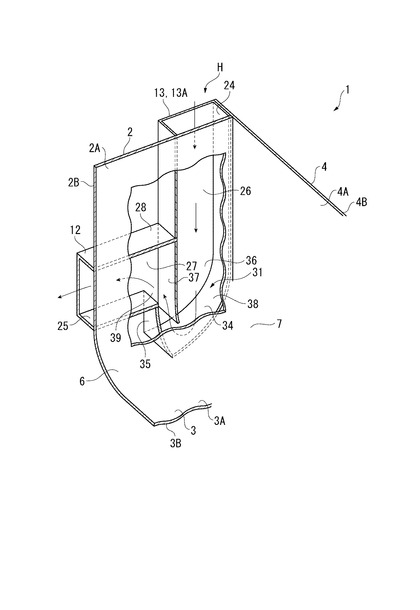
図4には、第1流路形成部31の内部構造がボディ1の内側から見た状態で拡大して示されている。
図3、図4に基づき、第1、第2流路形成部31,32のうち、代表して第1流路形成部31について以下に説明する。第2流路形成部32は、第1流路形成部31と線対称な構造であり、第1流路形成部31を説明することで理解できるため、ここでの第2流路形成部32の説明を省略する。
【0037】
第1流路形成部31は、第1縦リブ13Aの一方の側面部24と連続して下方に延出し、かつ下側リブ12の下面部25側に回り込むように湾曲した曲面部34と、曲面部34の先端と下側リブ12との間を塞ぐ鉛直な鉛直面部35と、これらの曲面部34および鉛直面部35で区画される領域を正面側から塞ぐ正面部36にて形成され、正面部36は第1縦リブ13Aの正面部26および下側リブ12の正面部27と面一とされて連続している。この際、曲面部34および鉛直面部35の前面板2に接続される部分の形状は、コーナー7に倣った形状になっている。
【0038】
また、第1流路形成部31の内部において、下側リブ12の上面部28の端部からは、下側リブ12の端部の開口を塞ぐように鉛直な仕切板37が垂設され、仕切板37の下端は下面部25の端部よりも下方に越えた位置まで達している。仕切板37と曲面部34との間は、第1縦リブ13Aの下端と連通した第1開口部38になっている。これに対して、下側リブ12の下面部25の端部は切り欠かれており、その端縁に第1流路形成部31の鉛直面部35が接続されているとともに、当該端縁と仕切板37との間には第2開口部39が形成されている。
【0039】
この結果、第1縦リブ13A内を下方に向けて流れる排気ガスは、第1開口部38を通して第1流路形成部31内に入り込んでコーナー7付近にまで達し、仕切板37の下端側を迂回して第2開口部39から下側リブ12内に入り込む。従って、第1流路形成部31内を流れる排気ガスにより、コーナー7部分が良好に加熱されるようになる。
【0040】
ただし、第2流路形成部32側では、下側リブ12を流れた排気ガスが第2開口部39を通って第2流路形成部32内に入り込み、コーナー7付近まで延びた仕切板37の下端を迂回して第1開口部38から第1縦リブ13B内に流れ込む。しかし、コーナー7部分を排気ガスにて良好に加熱可能であることは、第1流路形成部31と同じである。
【0041】
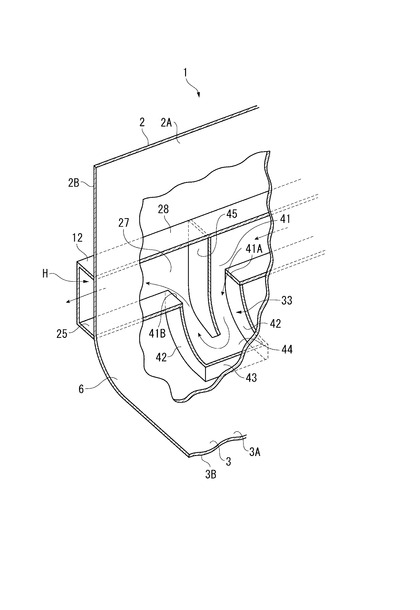
図5には、第3流路形成部33の内部構造がボディ1の内側から見た状態で拡大して示されている。
図3、図5において、下側リブ12では、下面部25の左右方向の中央に開口部41が設けられ、この開口部41を介して下側リブ12の内部と連通するように第3流路形成部33が設けられている。
【0042】
第3流路形成部33は、上端が開口部41の内縁に接続され、かつ下端がコーナー6を越えて底板3の外表面3Bの平坦部分近くにまで達する左右一対の側面部42と、側面部42の先端間を塞ぐ鉛直な背面部43と、側面部42および背面部43で区画される領域を正面側および下方側から塞ぐ正面部44にて形成され、正面部44は下側リブ12の正面部27と面一とされて連続している。側面部42および正面部44は、コーナー6の大きな内側曲率半径に倣って湾曲している。
【0043】
また、下側リブ12および第3流路形成部33の内部において、これらの内部に跨るように仕切板45が設けられている。仕切板45は、下側リブ12の内部を塞ぐように鉛直に設けられるとともに、開口部41を図中右側の第1開口部41Aと左側の第2開口部41Bとに2分している。仕切板45の下部側は、第3流路形成部33の内部をコーナー6側に向かう途中位置まで仕切る形状に設けられ、背面部43までは達していない。
【0044】
この結果、下側リブ12内を水平方向に流れる排気ガスは、下側リブ12の左右方向の中央において、第1開口部41Aから第3流路形成部33内に入り込んでコーナー6にまで達し、仕切板45の下端側を迂回して第2開口部41Bから下側リブ12内の下流側に戻る。従って、第3流路形成部31内を流れる排気ガスにより、コーナー6部分が良好に加熱されるようになる。
【0045】
以上説明したように、本実施形態によれば、第1〜第3流路形成部31〜33が設けられていることにより、排気ガスをコーナー6,7を十分加熱できる位置まで迂回させることができ、コーナー6,7が確実に加熱されることで、ラウンドボディでの下側リブ12から離れたコーナー6,7での土離れが良好となる。
【0046】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
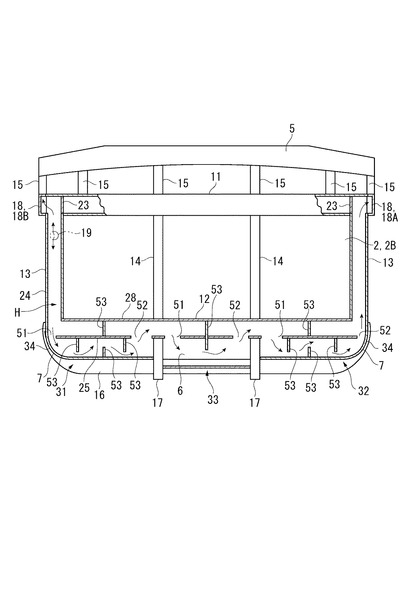
例えば、前記実施形態では、本発明をラウンドボディに適用した例で説明したが、図6に第1変形例として示すように、フラットボディではあるが、コーナー6が大きな内側曲率半径で形成されているボディに適用してもよい。
【0047】
さらに、排気ガスをコーナー6,7側に迂回させる流路形成部の構造としては任意であり、前記実施形態で説明した構造に限定されない。例えば、図6に示すように、コーナー6を含む左右両側のコーナー7間の全域に対応するように、第1〜第3流路形成部31〜33を構築してもよい。
【0048】
具体的には、左右の第1、第2流路形成部31,32では、曲面部34をコーナー6に沿って延設して、その端部を前後リブ17に接合する。第3流路形成部33では、湾曲した正面部44の左右の辺縁を左右の前後リブ17の対向面に接合する。さらに、第1〜第2流路形成部31〜33の内部においては、左右両側に対応させて下側リブ12内部に対する第1開口部51および第2開口部52を設けて、より長い距離にわたってコーナー6を加熱できるようにする。
【0049】
そして、特に第1、第2流路形成部31,32の内部、および下側リブ12の内部にあっては、複数の仕切板53を設けることで排気ガスの流れを蛇行させ、コーナー6を偏りなく加熱できるようにしてあり、また、隣接する第1開口部51および第2開口部52の間では、下側リブ12での排気ガスの通り抜けを防止している。
【0050】
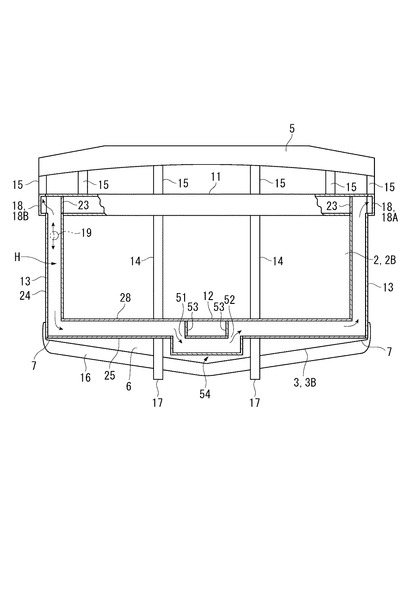
図7には、第2変形例として、本発明をV字ボディに適用した例が示されている。V字ボディでは、コーナー6の左右方向の中央部分が下側リブ12から最も離間するため、本変形例では、その中央部分に対応させて流路形成部54を設けてある。このような流路形成部54の構造も任意であるが、本変形例の流路形成部54は、下側リブ12に左右に間隔を空けて設けられた第1開口部51および第2開口部52を覆う断面凹状であり、第1開口部51および第2開口部52間において排気ガスが下側リブ12内を通り抜けないよう、一対の仕切板53を設けてある。このような第2変形例でも、前述した実施形態と同様な効果が得られ、本発明の目的を達成できる。
【0051】
前記実施形態では、ボディ1がラウンドボディであり、かつコーナー6は土離れ効果が期待できるよう、大きな内側曲率半径で形成されていたが、コーナー6の内側曲率半径がそのように大きくない場合でも、ラウンドボディであれば本発明を適用可能である。さらに、V字ボディの場合でも、コーナー6に大きな内側曲率半径を有しているか否かに関係なく本発明を適用してもよい。
【産業上の利用可能性】
【0052】
本発明は、大型のリジット式のダンプトラックに利用できる他、アーティキュレート式のダンプトラックにも利用できる。
【符号の説明】
【0053】
1…ダンプボディ、2…前面板、2B…外表面、3…底板、4…側板、6,7…コーナー、12…下側リブ、13…縦リブである第1縦リブ、23,37,45…仕切板、31〜33,54…流路形成部、41,51,52…開口部、41A…第1開口部、41B…第2開口部、H…排気ガス流路。
【技術分野】
【0001】
本発明は、ダンプボディに係り、特にそのボディを加熱するための排気ガス流路の改良に関する。
【背景技術】
【0002】
鉱山等で稼動する大型のオフロードダンプトラックは、車体フレームに対して起伏自在に支承されたボディを備えている。ボディには土砂等が積載され、所定のエリアに運搬された後、ボディを起立姿勢にすることで土砂等を排出する。
【0003】
この排出の際に、ボディの内表面に土砂が付着することを防止するために、ボディに設けられたリブの内部空間を利用して排気ガス流路を形成し、排気ガス流路内にエンジンからの排気ガスを流通させることでボディを加熱している。ボディを加熱することにより、土砂に含まれる水分が蒸発して乾燥状態になるため、ボディ内表面からの土砂の土離れが良好となる(例えば、特許文献1参照)。
【0004】
ボディ内の土砂は、ボディの前面板と底板との境界部分に形成されるコーナー部分や、前面板、底板、および左右の側板で形成される隅部分のコーナー部分に付着し易いことから、そのようなコーナー部分に対応して設けられたリブの内部空間が排気ガス流路として利用される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平4−130534号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ボディとしては、底部分の形状によって複数種類に大別される。例えば、特許文献1に記載のように、平坦な低板を有したフラットボディが主流である他、車両の左右方向(幅方向)に平行な線で断面した場合に断面V字形状とされたV字ボディ、同方向からの断面視により下方に向かって膨らんだラウンドボディ等が存在する。
【0007】
フラットボディの場合では、前面板と底板とのコーナー部分は内側曲率半径(R:アールと称されることもある)が小さいうえに、左右方向に直線状に形成されることになるから、このコーナー部分に沿った一直線状の水平なリブを前面板に設けることで、そのリブの内部空間を排気ガス流路として利用でき、コーナー部分を良好に加熱できる。また、リブが一直線状であることは、生産性やコストの面、および必要以上の重量増加が生じない点で優位である。
【0008】
しかしながら、Vボディやラウンドボディの場合では、一直線状のリブを設けると、底板がリブよりも下方に膨出することになり、前面板と底板とで形成されるコーナー部分がリブから離れてしまうため、リブ内を通る排気ガスにてコーナー部分を十分に加熱できず、土離れが悪化するという問題がある。
これに対して、リブをV字形状やラウンド形状に沿った形状とすることでの対応も考えられるが、前述の生産性、コスト、軽量化の面で問題があり、採用できない。
【0009】
また、フラットボディにおいて、土離れ効果を期待できるように、前面板と底板とのコーナー部分の内側曲率半径を大きくした場合には、湾曲面で形成されるコーナー部分を覆うように異形断面のリブを設けることになるが、このことは前述同様、生産性、コスト、軽量化の面で困難であることから、コーナー部分から上方にずれた位置にて、前面板の平坦面に対して一直線状のリブを設けることになり、やはりコーナー部分と離れてしまって良好に加熱できないという問題が生じる。
【0010】
本発明の目的は、一直線状のリブを設けることでコーナー部分がリブから離間している形状のダンプボディを採用した場合でも、コーナー部分を良好に加熱できるダンプボディを提供することにある。
【課題を解決するための手段】
【0011】
第1発明に係るダンプボディは、前面板と、前記前面板の下部側に設けられた底板と、前記前面板および前記底板の側方に一体に設けられた左右一対の側板とを備えたダンプボディであって、前記前面板の外表面の下部側には、左右方向に沿った一直線状で中空の下側リブと、前記下側リブに下端側が連通した左右一対の縦リブとが設けられ、前記下側リブおよび前記縦リブの各内部空間を含んで排気ガス流路が形成され、前記排気ガス流路には、該排気ガス流路を流れる排気ガスを、前記下側リブよりも下方側に迂回させる箱状の流路形成部が当該ダンプボディの外表面に接合された状態で連通している
ことを特徴とする。
【0012】
第2発明に係るダンプボディでは、前記排気ガス流路および前記流路形成部は、前記下側リブに設けられた開口部を介して連通していることを特徴とする。
【0013】
第3発明に係るダンプボディでは、前記下側リブには、複数の前記開口部が設けられ、隣接する開口部の間では、前記下側リブの内部空間が仕切板で塞がれていることを特徴とする。
【0014】
第4発明に係るダンプボディでは、前記下側リブに設けられた前記開口部は、前記下側リブの内部空間側から延設された仕切板によって少なくとも第1開口部および第2開口部に2分されていることを特徴とする。
【0015】
第5発明に係るダンプボディでは、前記流路形成部は、前記下側リブの下部に接合されていることを特徴とする。
【0016】
第6発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の少なくとも中央に対応して設けられていることを特徴とする。
第7発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の少なくとも両端に対応して設けられていることを特徴とする。
第8発明に係るダンプボディでは、前記流路形成部は、前記下側リブの左右方向の略全域に対応して設けられていることを特徴とする。
【発明の効果】
【0017】
第1発明によれば、従来からある排気ガス流路に対して流路形成部を設け、排気ガスを下側リブの下方側に迂回させるので、下側リブの下方に位置するようなコーナー側へも排気ガスを行き渡らせて加熱でき、V字ボディやラウンドボディ、あるいは前面板と底板とが大きな内側曲率半径で連続しているコーナー部分での土離れを良好にできる。
【0018】
第2発明によれば、下側リブに開口部を設けることで、簡単な構造により排気ガス流路と流路形成部とを確実に連通させることができる。
【0019】
第3発明によれば、下側リブに設けられた仕切板により、流路形成部を迂回することなく下側リブを排気ガスが通過するのを防止でき、コーナーをより確実に加熱できる。
【0020】
第4発明によれば、一つの開口部を仕切板で2分することで、排気ガスの流出入を行う第1、第2開口部を近接して設けることができ、左右方向の流路長が短い流路形成部に好適に用いることができる。
【0021】
第5発明によれば、流路形成部を下側リブの下部に接合するので、排気ガス流路からの排気ガスを流路形成部に対して、コーナーの直上から短距離で導き入れることができ、排気ガスの温度を低下し難くできて、コーナーをより高い温度の排気ガスで確実に加熱できる。
【0022】
第6〜第8の発明によれば、ボディの形状に応じて種々の形態の流路形成部を適用することで、それぞれのボディでの土離れを改善できる。例えば、中央が下側リブとコーナーとが最も離れるV字ボディやラウンドボディでは、少なくとも中央に流路形成部を設けることで対応可能である。また、フラットボディであっても、前面板と底板とにより大きな内側曲率半径のコーナーが形成されている場合には、コーナーの略全域に対応して流路形成部を設けることが、より良好である。さらに、両側に流路形成部を設けることで、種々のボディ形状において、隅部に対応したコーナーでの土離れを改善できる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るダンプボディ全体を斜め上方から示す斜視図。
【図2】ダンプボディ全体を斜め下方から示す斜視図。
【図3】ダンプボディを一部断面して示す正面図。
【図4】ダンプボディの前面板、底板、および側板で形成されるコーナー部分を一部断面してダンプボディの内側から示す斜視図。
【図5】ダンプボディの前面板および底板で形成されるコーナー部分を一部断面してダンプボディの内側から示す斜視図。
【図6】本発明の第1変形例に係るダンプボディを示す正面図。
【図7】本発明の第2変形例に係るダンプボディを示す正面図。
【発明を実施するための形態】
【0024】
以下、本発明の一実施形態を図面に基づいて説明する。
図1は、本実施形態に係るダンプボディ(以下ボディと略す)1を斜め上方から示す斜視図である。ここで、以下の説明においては、前後とはボディ1の前後方向での前後をいい、左右とはボディ1の幅方向での左右をいい、上下とはボディ1の高さ方向での上下をいう。また、ボディ1での土砂等が積み込まれる側の面が内表面、内表面に対して表裏の関係にある面が外表面である。
【0025】
図1において、ボディ1は、その後部側が図示しないダンプトラックの車体フレーム上に起伏自在に支承され、左右一対のホイストシリンダの伸縮によって起伏(ダンプ)動作可能に設けられている。
【0026】
ボディ1は、前側部分を形成する前面板2と、前面板2に一体に設けられて底部分を形成する底板3と、前面板2および底板3の側方に一体に設けられた左右一対の側板4と、図示しない車体フレームに搭載されたキャブやエンジンルームの上方を覆う庇状のプロテクタ5とで概ね構成されている。前面板2、底板3、側板4、およびプロテクタ5は、溶接等の接合により一体に設けられている。また、本実施形態のボディ1は、底板3が下方に向かってやや膨らんだラウンドボディである。
【0027】
ボディ1の内部において、前面板2の内表面2Aと底板3の内表面(底面に相当)3Aとはコーナー6にて連続しており、コーナー6が左右方向に沿って形成されている。コーナー6は、土離れ効果が期待できるよう、内表面2Aから内表面3Aにかけて大きな内側曲率半径を有した曲面で形成されている。
前面板2の内表面2A、底板3の内表面3A、および各側板4の内表面4Aとが交わる隅部分はコーナー7になっている。
底板3の内表面3Aと各側板4の内表面4Aとはコーナー8で連続している。コーナー8は、前後方向に沿って形成されているとともに、コーナー6よりも小さい内側曲率半径を有した曲面にて形成されている。
【0028】
図2は、ボディ1を斜め下方から示す斜視図である。
図2において、ボディ1の外表面には複数のリブが設けられ、強度および剛性の向上が図られている。
具体的に、ボディ1の前面板2の外表面2Bには、左右方向に沿った上部側の水平な一直線状の上側リブ11と、左右方向に沿った下部側の水平な一直線状の下側リブ12と、両端が上側リブ11および下側リブ12の端部に接続された左右一対の第1縦リブ13と、両端が上側リブ11および下側リブ12の中程に接続された左右一対の第2縦リブ14と、上側リブ11およびプロテクタ5の間に設けられた複数(本実施形態では4つ)の第3縦リブ15とが設けられている。
【0029】
底板3の外表面3Bには、左右方向に平行で、かつ前後方向に沿って間隔を空けて並設された複数(本実施形態では4つ)の横リブ16と、これらの横リブ16の中程に対して直交するように前後方向に延びた左右一対の前後リブ17とが設けられている。横リブ16は、底板3のラウンド形状に倣って湾曲している。横リブ16の両端は、コーナー8を越えて側板4の外表面4Bに達している。前後リブ17の前端は、コーナー6を越えて前面板2の外表面2Bに達している。前後リブ17の間隔は、第2縦リブ14の間隔と同じである。
側板4の外表面4Bには、上端縁に沿って前後方向に延びるサイドリブ18が設けられている。
【0030】
以上のリブ11〜18は、断面C字形状の鋼材等で形成され、ボディ1の各外表面に接合されて矩形状の閉断面を有している。そして、前面板2に設けられた上側リブ11の両端部分、下側リブ12、左右の第1縦リブ13、各サイドリブ18の各内部空間が連通しており、この内部空間によってエンジンからの排気ガスが流れる排気ガス流路Hが形成されている。図1、図2中には、排気ガス流路H中を流れる排気ガスを実線矢印および点線矢印で示してある。後述する際に用いる他の図面でも同様である。
【0031】
すなわち、一方の第1縦リブ13(13A)には、ボディ1が伏した姿勢にある時、車体フレーム側の排気管と連通する位置に流入口19が設けられている。流入口19から流入した排気ガスの多くは、第1縦リブ13Aを下方に流れた後、下側リブ12を水平方向に流れ、他方の第1縦リブ13Bを上方に流れる。ここから排気ガスは、上側リブ11の一方の端部を通って一方のサイドリブ18(18A:図1をも参照)に流れ込み、サイドリブ18Aを後方側に進んだ後、サイドリブ18Aの後部側に設けられたメイン排気口21から排気される。
【0032】
また、流入口19から流入した排気ガスの一部は、第1縦リブ13Aを上方に流れ、上側リブ11の他方の端部を通ってもう1つのサイドリブ18Bに流れ込み、サイドリブ18Bを後方側に進んだ後、サイドリブ18Bの後部側に設けられたサブ排気口22から排気される。排気ガス流路Hの断面積を適正に決めることで、排気ガス流路H内での背圧が過剰に高くなるのを抑制し、エンジンへ悪影響を及ぼすのを防止している。
なお、図3に示すように、上側リブ11の両端は、仕切板23で塞がれており、上側リブ11の内部空間を排気ガスが水平方向に流れるのを防止している。
【0033】
さらに、本実施形態のボディ1では、ラウンドボディに採用される特有の構成を有している。つまり、ボディ1がラウンドボディであり、ボディ1の底部分が下方に膨らんでいること、および前面板2と底板3とがコーナー6,7にて大きな内側曲率半径で連続していることとにより、ボディ1の底部分は下側リブ12を越えて下方に大きく膨出している。このことから、下側リブ12の内部空間に排気ガスを流通させるだけでは、コーナー6,7部分を良好に加熱できないため、図2、図3に示すように、排気ガス流路Hの一部がコーナー6,7近くまで迂回して形成されている。
【0034】
詳細に説明すると、前面板2において、下側リブ12の両端に対応した部位と第1縦リブ13A、13Bの下端との連通部分には、コーナー7側に向かって下方に張り出した第1、第2流路形成部31、32が設けられ、下側リブ12の左右方向の中央に対応した位置にも、コーナー6側に向かって下方に張り出した第3流路形成部33が設けられている。第1〜第3流路形成部31〜33は箱状とされて下側リブ12の下部およびボディ1の外表面に接合されており、その内部は外部に対して気密になっている。
【0035】
第1〜第3流路形成部31〜33が接合されるボディ1の外表面としては、前面板2の平坦な外表面2Bである他、各コーナー6,7を形成している部分の外表面が含まれてよく、また、第1〜第3流路形成部31〜33がコーナー6,7を越えて設けられる場合では、底板3の平坦な外表面3Bや側板4の平坦な外表面4Bも含まれる。
【0036】
図4には、第1流路形成部31の内部構造がボディ1の内側から見た状態で拡大して示されている。
図3、図4に基づき、第1、第2流路形成部31,32のうち、代表して第1流路形成部31について以下に説明する。第2流路形成部32は、第1流路形成部31と線対称な構造であり、第1流路形成部31を説明することで理解できるため、ここでの第2流路形成部32の説明を省略する。
【0037】
第1流路形成部31は、第1縦リブ13Aの一方の側面部24と連続して下方に延出し、かつ下側リブ12の下面部25側に回り込むように湾曲した曲面部34と、曲面部34の先端と下側リブ12との間を塞ぐ鉛直な鉛直面部35と、これらの曲面部34および鉛直面部35で区画される領域を正面側から塞ぐ正面部36にて形成され、正面部36は第1縦リブ13Aの正面部26および下側リブ12の正面部27と面一とされて連続している。この際、曲面部34および鉛直面部35の前面板2に接続される部分の形状は、コーナー7に倣った形状になっている。
【0038】
また、第1流路形成部31の内部において、下側リブ12の上面部28の端部からは、下側リブ12の端部の開口を塞ぐように鉛直な仕切板37が垂設され、仕切板37の下端は下面部25の端部よりも下方に越えた位置まで達している。仕切板37と曲面部34との間は、第1縦リブ13Aの下端と連通した第1開口部38になっている。これに対して、下側リブ12の下面部25の端部は切り欠かれており、その端縁に第1流路形成部31の鉛直面部35が接続されているとともに、当該端縁と仕切板37との間には第2開口部39が形成されている。
【0039】
この結果、第1縦リブ13A内を下方に向けて流れる排気ガスは、第1開口部38を通して第1流路形成部31内に入り込んでコーナー7付近にまで達し、仕切板37の下端側を迂回して第2開口部39から下側リブ12内に入り込む。従って、第1流路形成部31内を流れる排気ガスにより、コーナー7部分が良好に加熱されるようになる。
【0040】
ただし、第2流路形成部32側では、下側リブ12を流れた排気ガスが第2開口部39を通って第2流路形成部32内に入り込み、コーナー7付近まで延びた仕切板37の下端を迂回して第1開口部38から第1縦リブ13B内に流れ込む。しかし、コーナー7部分を排気ガスにて良好に加熱可能であることは、第1流路形成部31と同じである。
【0041】
図5には、第3流路形成部33の内部構造がボディ1の内側から見た状態で拡大して示されている。
図3、図5において、下側リブ12では、下面部25の左右方向の中央に開口部41が設けられ、この開口部41を介して下側リブ12の内部と連通するように第3流路形成部33が設けられている。
【0042】
第3流路形成部33は、上端が開口部41の内縁に接続され、かつ下端がコーナー6を越えて底板3の外表面3Bの平坦部分近くにまで達する左右一対の側面部42と、側面部42の先端間を塞ぐ鉛直な背面部43と、側面部42および背面部43で区画される領域を正面側および下方側から塞ぐ正面部44にて形成され、正面部44は下側リブ12の正面部27と面一とされて連続している。側面部42および正面部44は、コーナー6の大きな内側曲率半径に倣って湾曲している。
【0043】
また、下側リブ12および第3流路形成部33の内部において、これらの内部に跨るように仕切板45が設けられている。仕切板45は、下側リブ12の内部を塞ぐように鉛直に設けられるとともに、開口部41を図中右側の第1開口部41Aと左側の第2開口部41Bとに2分している。仕切板45の下部側は、第3流路形成部33の内部をコーナー6側に向かう途中位置まで仕切る形状に設けられ、背面部43までは達していない。
【0044】
この結果、下側リブ12内を水平方向に流れる排気ガスは、下側リブ12の左右方向の中央において、第1開口部41Aから第3流路形成部33内に入り込んでコーナー6にまで達し、仕切板45の下端側を迂回して第2開口部41Bから下側リブ12内の下流側に戻る。従って、第3流路形成部31内を流れる排気ガスにより、コーナー6部分が良好に加熱されるようになる。
【0045】
以上説明したように、本実施形態によれば、第1〜第3流路形成部31〜33が設けられていることにより、排気ガスをコーナー6,7を十分加熱できる位置まで迂回させることができ、コーナー6,7が確実に加熱されることで、ラウンドボディでの下側リブ12から離れたコーナー6,7での土離れが良好となる。
【0046】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
例えば、前記実施形態では、本発明をラウンドボディに適用した例で説明したが、図6に第1変形例として示すように、フラットボディではあるが、コーナー6が大きな内側曲率半径で形成されているボディに適用してもよい。
【0047】
さらに、排気ガスをコーナー6,7側に迂回させる流路形成部の構造としては任意であり、前記実施形態で説明した構造に限定されない。例えば、図6に示すように、コーナー6を含む左右両側のコーナー7間の全域に対応するように、第1〜第3流路形成部31〜33を構築してもよい。
【0048】
具体的には、左右の第1、第2流路形成部31,32では、曲面部34をコーナー6に沿って延設して、その端部を前後リブ17に接合する。第3流路形成部33では、湾曲した正面部44の左右の辺縁を左右の前後リブ17の対向面に接合する。さらに、第1〜第2流路形成部31〜33の内部においては、左右両側に対応させて下側リブ12内部に対する第1開口部51および第2開口部52を設けて、より長い距離にわたってコーナー6を加熱できるようにする。
【0049】
そして、特に第1、第2流路形成部31,32の内部、および下側リブ12の内部にあっては、複数の仕切板53を設けることで排気ガスの流れを蛇行させ、コーナー6を偏りなく加熱できるようにしてあり、また、隣接する第1開口部51および第2開口部52の間では、下側リブ12での排気ガスの通り抜けを防止している。
【0050】
図7には、第2変形例として、本発明をV字ボディに適用した例が示されている。V字ボディでは、コーナー6の左右方向の中央部分が下側リブ12から最も離間するため、本変形例では、その中央部分に対応させて流路形成部54を設けてある。このような流路形成部54の構造も任意であるが、本変形例の流路形成部54は、下側リブ12に左右に間隔を空けて設けられた第1開口部51および第2開口部52を覆う断面凹状であり、第1開口部51および第2開口部52間において排気ガスが下側リブ12内を通り抜けないよう、一対の仕切板53を設けてある。このような第2変形例でも、前述した実施形態と同様な効果が得られ、本発明の目的を達成できる。
【0051】
前記実施形態では、ボディ1がラウンドボディであり、かつコーナー6は土離れ効果が期待できるよう、大きな内側曲率半径で形成されていたが、コーナー6の内側曲率半径がそのように大きくない場合でも、ラウンドボディであれば本発明を適用可能である。さらに、V字ボディの場合でも、コーナー6に大きな内側曲率半径を有しているか否かに関係なく本発明を適用してもよい。
【産業上の利用可能性】
【0052】
本発明は、大型のリジット式のダンプトラックに利用できる他、アーティキュレート式のダンプトラックにも利用できる。
【符号の説明】
【0053】
1…ダンプボディ、2…前面板、2B…外表面、3…底板、4…側板、6,7…コーナー、12…下側リブ、13…縦リブである第1縦リブ、23,37,45…仕切板、31〜33,54…流路形成部、41,51,52…開口部、41A…第1開口部、41B…第2開口部、H…排気ガス流路。
【特許請求の範囲】
【請求項1】
前面板と、
前記前面板の下部側に設けられた底板と、
前記前面板および前記底板の側方に一体に設けられた左右一対の側板とを備えたダンプボディであって、
前記前面板の外表面の下部側には、左右方向に沿った一直線状で中空の下側リブと、前記下側リブに下端側が連通した左右一対の縦リブとが設けられ、
前記下側リブおよび前記縦リブの各内部空間を含んで排気ガス流路が形成され、
前記排気ガス流路には、該排気ガス流路を流れる排気ガスを、前記下側リブよりも下方側に迂回させる箱状の流路形成部が当該ダンプボディの外表面に接合された状態で連通している
ことを特徴とするダンプボディ。
【請求項2】
請求項1に記載のダンプボディにおいて、
前記排気ガス流路および前記流路形成部は、前記下側リブに設けられた開口部を介して連通している
ことを特徴とするダンプボディ。
【請求項3】
請求項2に記載のダンプボディにおいて、
前記下側リブには、複数の前記開口部が設けられ、
隣接する開口部の間では、前記下側リブの内部空間が仕切板で塞がれている
ことを特徴とするダンプボディ。
【請求項4】
請求項2または請求項3に記載のダンプボディにおいて、
前記下側リブに設けられた前記開口部は、前記下側リブの内部空間側から延設された仕切板によって少なくとも第1開口部および第2開口部に2分されている
ことを特徴とするダンプボディ。
【請求項5】
請求項1ないし請求項4のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの下部に接合されている
ことを特徴とするダンプボディ。
【請求項6】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の少なくとも中央に対応して設けられている
ことを特徴とするダンプボディ。
【請求項7】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の少なくとも両端に対応して設けられている
ことを特徴とするダンプボディ。
【請求項8】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の略全域に対応して設けられている
ことを特徴とするダンプボディ。
【請求項1】
前面板と、
前記前面板の下部側に設けられた底板と、
前記前面板および前記底板の側方に一体に設けられた左右一対の側板とを備えたダンプボディであって、
前記前面板の外表面の下部側には、左右方向に沿った一直線状で中空の下側リブと、前記下側リブに下端側が連通した左右一対の縦リブとが設けられ、
前記下側リブおよび前記縦リブの各内部空間を含んで排気ガス流路が形成され、
前記排気ガス流路には、該排気ガス流路を流れる排気ガスを、前記下側リブよりも下方側に迂回させる箱状の流路形成部が当該ダンプボディの外表面に接合された状態で連通している
ことを特徴とするダンプボディ。
【請求項2】
請求項1に記載のダンプボディにおいて、
前記排気ガス流路および前記流路形成部は、前記下側リブに設けられた開口部を介して連通している
ことを特徴とするダンプボディ。
【請求項3】
請求項2に記載のダンプボディにおいて、
前記下側リブには、複数の前記開口部が設けられ、
隣接する開口部の間では、前記下側リブの内部空間が仕切板で塞がれている
ことを特徴とするダンプボディ。
【請求項4】
請求項2または請求項3に記載のダンプボディにおいて、
前記下側リブに設けられた前記開口部は、前記下側リブの内部空間側から延設された仕切板によって少なくとも第1開口部および第2開口部に2分されている
ことを特徴とするダンプボディ。
【請求項5】
請求項1ないし請求項4のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの下部に接合されている
ことを特徴とするダンプボディ。
【請求項6】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の少なくとも中央に対応して設けられている
ことを特徴とするダンプボディ。
【請求項7】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の少なくとも両端に対応して設けられている
ことを特徴とするダンプボディ。
【請求項8】
請求項1ないし請求項5のいずれかに記載のダンプボディにおいて、
前記流路形成部は、前記下側リブの左右方向の略全域に対応して設けられている
ことを特徴とするダンプボディ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−86635(P2013−86635A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228238(P2011−228238)
【出願日】平成23年10月17日(2011.10.17)
【特許番号】特許第5153927号(P5153927)
【特許公報発行日】平成25年2月27日(2013.2.27)
【出願人】(000001236)株式会社小松製作所 (1,686)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【特許番号】特許第5153927号(P5153927)
【特許公報発行日】平成25年2月27日(2013.2.27)
【出願人】(000001236)株式会社小松製作所 (1,686)
[ Back to top ]