
チタンまたはチタン合金、接着用樹脂組成物、プリプレグおよび複合材料
本発明は、チタンまたはチタン合金を用いた複合材料において、イミダゾール化合物をチタンまたはチタン合金の表面に付与した後、被着体を接着して得られる複合材料である。また本発明は、破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を含む接着用樹脂組成物を用いて被着体を接着して得られる複合材料である。本発明は、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金を用いた複合材料を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車部材、建材、航空機部材、スポーツ用具部材等に好適に用いられるチタンまたはチタン合金とそれを用いた複合材料に関する。また、本発明は、チタンまたはチタン合金の表面処理方法、接着用樹脂組成物、プリプレグおよび複合材料の製造方法に関する。
【背景技術】
【0002】
従来より、チタンまたはチタン合金は、比強度(引張強度/比重)、比弾性率(弾性率/比重)などの力学特性や耐食性に優れることから、宇宙、海洋などの特殊な分野のみならず、最近では一般産業用途あるいは医療関係においても注目され、その需要は年々高まりつつある。
【0003】
一方、チタンまたはチタン合金も、他の金属と同様に各種熱硬化性樹脂または熱可塑性樹脂のようなプラスチック系材料を接着または塗装することにより、さらなる力学特性の向上や耐候性、耐薬品性などの高機能特性を付与することができる。
【0004】
これらのプラスチック系材料には、構造材の一部として使用する樹脂だけでなく、塗料のような表面保護および美観付与の目的で使用する樹脂も含まれる。いずれを用いる場合にも、チタンまたはチタン合金とプラスチック系材料からなる複合材料と呼ぶことができる。
【0005】
プラスチック材料の中でも、特に強化繊維とマトリックス樹脂からなる繊維強化プラスチックは、比強度および比弾性率が高く、耐衝撃特性などの力学特性が優れること、耐候性、耐薬品性などの高機能特性を有すること、などのメリットがある。さらに強化繊維として連続繊維を使う場合においては、繊維含有率や積層構成を適切に設計することにより、また不連続繊維を使う場合においては、繊維長や繊維含有率などを適切に設計することにより、用途に応じた優れた物性を発現することができる。
【0006】
このような繊維強化プラスチックとチタンまたはチタン合金からなる複合材料は、ハイブリッド効果により、チタンまたはチタン合金単独もしくは繊維強化プラスチック単独では発現し得ない高力学特性あるいは高機能特性を発現できることが期待される。
【0007】
一般に、上記のような異種材料を組み合わせて得られる複合材料が高力学特性あるいは高機能特性を発現するためには、異種材料間の接着が良好であることが求められる。特に高力学特性を発現するためには、複合材料に加えられた荷重に対して、各材料間の接着が良好で、しかも接着層を通じて各材料に十分に応力を伝達できることが前提となる。
【0008】
また、表面保護や美観付与のためにも、塗料などの樹脂がチタンまたはチタン合金の表面から剥離しないように、良好な接着性が必要である。
【0009】
しかしながら、チタンまたはチタン合金とプラスチック系材料からなる複合材料は、高力学特性および高機能特性を発現しうるポテンシャルを有しながら、広く使われてはいない。その理由の一つとして、その接着強度の低さが大きな原因となっている。チタンまたはチタン合金を大気中に放置すると、チタンまたはチタン合金の表面に不均質な酸化被膜が形成され、それが接着強度の向上を阻害していることが分かっている。
【0010】
そこで、チタンまたはチタン合金の接着性を向上させる表面処理方法が提案されている(例えば、特許文献1参照)。この方法によれば、チタン合金をフッ酸と硝酸の混合水溶液の常温浴に所定時間浸漬して、表面に形成された酸化被膜を除去し、水酸化ナトリウム溶液を用いて金属表面に陽極酸化被膜を生成することで、チタン合金を他の材料に接着する際の接着性を向上させることができる。
【0011】
また、チタン合金をリン酸−硫酸水溶液中で、火花放電発生電圧以上の電圧で陽極酸化することにより、表面に陽極酸化被膜を形成し、次いで真空雰囲気下で加熱して該酸化被膜を還元し、金属状態にする工程を含む表面処理方法が提案されている(例えば、特許文献2参照)。
【0012】
しかしながら、これらの方法については、次のような問題点がある。すなわち、特許文献1,2においては、フッ酸やリン酸などの酸性の水溶液を使用するため、取り扱い性が非常に困難であること、特に特許文献2においては、陽極酸化皮膜を10−3torr以下の高真空中で900℃で約1時間の還元処理する必要があり、処理費用が高いなどの問題がある。特に大型の部材については、大型の処理浴や真空炉なども必要となり、設備が大型になるため、設備費用がかさむ問題がある。
【0013】
さらに、特許文献1,2には特に記載されてはいないが、処理後のチタン合金を空気中に放置しておくと、チタン合金表面に形成された接着性向上に寄与する陽極酸化被膜が劣化するため、その上に接着処理を施しても、良好な接着強度が得られず、陽極酸化処理後、速やかに接着処理を施す必要があるなどの問題がある。
【0014】
また、これら従来の接着処理技術では、耐環境試験として高温高湿度雰囲気に、接着体であるコンポジットを暴露すると、接着強度の低下が著しく、接着体を切削加工するだけで、接着部位が剥離するなどの問題がある。
【0015】
また、チタン合金と繊維強化プラスチックを適切に設計して得られた積層材は、チタン合金もしくは繊維強化プラスチック単体よりも比強度、耐損傷性および疲労特性を向上させることができることが提案されている(例えば、特許文献3参照)。
【0016】
この方法によれば、βチタン合金の強度/弾性率比と繊維強化プラスチックの強度/弾性率比を実質的に同様になるように組み合わせて積層することにより、βチタン合金と繊維強化プラスチック積層材に荷重が加わった時に、βチタン合金層および繊維強化プラスチック層が共に破断まで応力を負担することができ、比強度、耐損傷性および疲労特性を向上させることができる。
【0017】
しかしながら、特許文献3には難接着金属であるチタン合金の接着性を向上させる技術内容は記載されていない。チタン合金層と繊維強化プラスチック層の接着性が良好でなければ、チタン合金層と繊維強化プラスチック層が十分な応力を負担する前に、チタン合金層と繊維強化プラスチック層の接着面で破壊が起こることが懸念される。
【特許文献1】特開2002−129387号公報(第1−2頁)
【特許文献2】特開平7−252687号公報(第1−2頁)
【特許文献3】特表2002−509491号公報(1−8頁)
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明の目的は、チタンまたはチタン合金を用いた複合材料において、作業性が簡易かつ良好で、室温および高温高湿度暴露後において、チタンまたはチタン合金と被着体が安定で良好な接着性を有する複合材料を得ることにある。そのために、本発明は、安定で良好な接着性を有するチタンまたはチタン合金を提供する。また、本発明は、チタンまたはチタン合金と安定で良好な接着性を発現する接着用樹脂組成物、接着用樹脂フィルムおよびプリプレグを提供する。さらに本発明は、これらのチタンまたはチタン合金、接着用樹脂組成物、接着用樹脂フィルム、プリプレグを用いた複合材料を提供する。また、本発明は、金属の表面処理方法および複合材料の製造方法を提供する。
【課題を解決するための手段】
【0019】
上記課題を解決するため、本発明は以下の構成をとる。
【0020】
すなわち本発明は、イミダゾール化合物によって表面処理されているチタンまたはチタン合金である。
【0021】
また、本発明のチタンまたはチタン合金の接着用樹脂組成物は、熱硬化性樹脂または/および熱可塑性樹脂、およびイミダゾール化合物を含むことを特徴とする。
【0022】
また、本発明のチタンまたはチタン合金の接着用樹脂組成物は、熱硬化性樹脂および熱可塑性樹脂を含むことを特徴とする。
【0023】
さらに、本発明のチタンまたはチタン合金用の接着用樹脂フィルムは、上記の接着用樹脂組成物を含む。
【0024】
また、本発明のプリプレグは、上記の接着用樹脂組成物または接着用樹脂フィルム、および強化繊維を含む。
【0025】
さらに、本発明の複合材料は、イミダゾール化合物によって表面処理されているチタンまたはチタン合金と被着体とが接着されたものである。
【0026】
また、本発明の複合材料は、チタンまたはチタン合金と被着体とが、上記の接着用樹脂組成物または接着用樹脂フィルムを硬化した接着樹脂層を介して接着されたものである。
【0027】
さらに、本発明の複合材料は、チタンまたはチタン合金と上記のプリプレグが接着されたものである。
【0028】
また、本発明のチタンまたはチタン合金の表面処理方法は、チタンまたはチタン合金の表面を、イミダゾール化合物またはその溶液を用いて、表面処理するものである。
【0029】
また、本発明の複合材料の製造方法は、チタンまたはチタン合金の表面に、イミダゾール化合物を含む接着用樹脂組成物または該接着用樹脂組成物を含むフィルムを付与するものである。
【0030】
また、本発明の複合材料の製造方法は、チタンまたはチタン合金の表面に、上記のプリプレグを積層する工程を含む。
【0031】
また、本発明の複合材料の製造方法は、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与する工程、および、該熱可塑性樹脂の融点以上の温度に加熱する工程を含む。
【0032】
本発明において、イミダゾール化合物とは、イミダゾール環を有する有機化合物を意味する。代表的なイミダゾール化合物としては、次の一般式(I)で表される化合物が挙げられる。
【0033】
【化1】

【0034】
ここでR1〜R4は、それぞれ独立に水素原子またはアルキル基、アミノアルキル基、ヒドロキシアルキル基、シアノアルキル基、アリール基、アラルキル基より選ばれる置換基を表す。またR1〜R4としては、水素原子または炭素数が1〜20のアルキル基、炭素数が1〜20のアミノアルキル基、炭素数が1〜20のヒドロキシアルキル基、炭素数が2〜20のシアノアルキル基、炭素数が6〜20のアリール基および炭素数が7〜20のアラルキル基より選ばれる置換基が好ましい。
【0035】
さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、エポキシ化合物、イソシアネート化合物、シラン化合物などとの付加物も、本発明の好ましいイミダゾール化合物として挙げられる。
【発明の効果】
【0036】
本発明によれば、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金を用いた複合材料を提供することができ、特にCDP(ASTM D 1781−98に準拠したClimbing Drum Peel)試験により測定される剥離トルクを大幅に向上させることができるため、接着強度が求められる自動車部材、建材、航空機部材、スポーツ用具部材などの構造部材に好適に用いることができる。
【図面の簡単な説明】
【0037】
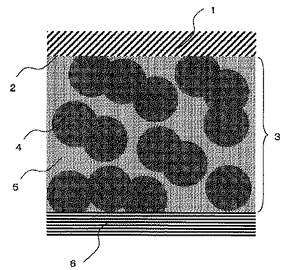
【図1】本発明の複合材料の硬化後の接着樹脂層の一例を示す横断面図である。
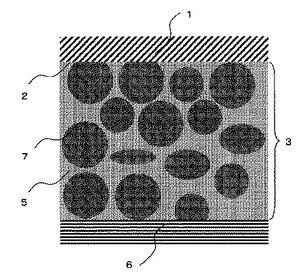
【図2】本発明の複合材料の硬化後の接着樹脂層の一例を示す横断面図である。
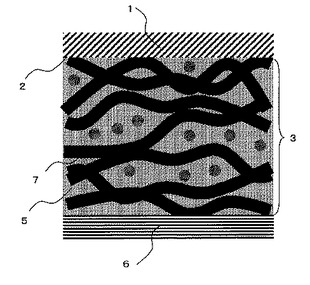
【図3】硬化後の接着樹脂層の一例を示す横断面図である。
【図4】硬化後の接着樹脂層の一例を示す横断面図である。
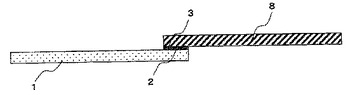
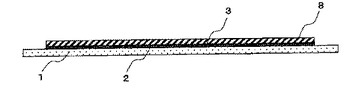
【図5】本発明の複合材料を使用した引張せん断試験片の一例を示す縦断面図である。
【図6】本発明の複合材料を使用したCDP試験片の一例を示す縦断面図である。
【符号の説明】
【0038】
1……チタンまたはチタン合金
2……接着面
3……接着樹脂層
4……凝集および不連続に分布している熱可塑性樹脂
5……熱硬化性樹脂
6……被着体
7……凝集していない熱可塑性樹脂
8……炭素繊維強化プラスチック
【発明を実施するための最良の形態】
【0039】
以下、本発明を実施するための最良の形態を説明する。
1.本発明で用いるチタンおよびチタン合金について
本発明で用いられるチタンおよびチタン合金のうち、チタンとはいわゆる純チタンのことである。また、チタン合金には、いわゆるα合金、β合金、およびα+β合金などがある。
【0040】
純チタンの機械的性質は侵入型元素の不純物であるO,N,H,Cなどの含有量によって著しく変化するため、商業用の純チタンは各種規格により、各元素の含有量によって規定されている。JIS規格では、次の表1に記載の通り、特にOの含有量によって3種類が規定されている。もちろん、本発明においては、これら以外の純チタンも用いることができる。
【0041】
【表1】
【0042】
純チタンの結晶構造は室温では最密六方晶(α相)であり、885℃以上では体心立方晶(β相)となる。純チタンにAl,Mo,V,Sn,Zr,Fe,Crなどの合金元素を添加して、チタン合金とすることにより、室温においてα相、β相共に存在させることができる。ここでα合金およびβ合金とはそれぞれα相からなる合金およびβ相からなる合金のことである。また、α+β合金とはα相とβ相の両方が共存する合金のことである。
【0043】
α合金はTi−Al合金で代表され、Al,Sn,Zrなどを添加して固溶強化されている。α合金の例としてはTi−5Al−2.5Sn,Ti−8Al−V−Mo,Ti−6Al−2Sn−4Zr−2Mo−0.1Si,Ti−6Al−5Zr−0.5Mo−0.25Siがあげられる。
【0044】
β合金はMo,V,Crなどのβ安定化元素を多量に添加して、β相を急冷すると、室温でもβ相が完全に残留することにより得られる。さらに時効硬化性を改善する目的で、Al,Sn,Zrなどのα相安定化元素を添加することもある。β合金の例としてはTi−13V−11Cr−3Al,Ti−11.5Mo−4.5Sn−6Zr,Ti−4Mo−8V−6Cr−3Al−4Zr,Ti−15Mo−5Zr,Ti−15Mo−5Zr−3Al,Ti−8Mo−8V−2Fe−3Al,Ti−15V−3Cr−3Al−3Snがあげられる。
【0045】
α+β合金は高温のα+β相領域あるいはβ相領域の温度で溶体化処理し、急冷後400〜600℃で時効熱処理することにより得られる。
【0046】
α+β合金の例としてはTi−6Al−4V,Ti−6Al−2Sn−4Zr−6Mo,Ti−6Al−6V−2Sn,Ti−11Sn−5Zr−2.5Al−Mo−1.25Siがあげられる。
【0047】
これら純チタンおよびチタン合金の中でも、通常の使用温度時に高強度が得られやすいβ合金のTi−15V−3Cr−3Al−3Snやα+β合金のTi−6Al−4Vが好ましく使用される。チタンまたはチタン合金の形状は特に限定されず、板状、棒状、糸状いずれの形態であっても構わない。
2.本発明で用いるイミダゾール化合物について
本発明で用いるイミダゾール化合物とは、イミダゾール環を有する有機化合物を意味する。代表的なイミダゾール化合物としては、上述した一般式(I)で表される化合物が挙げられる。
【0048】
上記一般式(I)で表される化合物の具体例を以下のI−1〜I−12に示す。
【0049】
【化2】
【0050】
【化3】
【0051】
イミダゾール化合物の例としては、さらに一般式(I)で表される化合物と酸の塩が挙げられる。酸としては、塩酸、テトラフルオロホウ酸、過塩素酸、ヘキサフルオロリン酸、酢酸、トリメリット酸、シアヌール酸等を例示することができる。
【0052】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、エポキシ化合物の付加物が挙げられる。エポキシ化合物の例としては、ビスフェノールAジグリシジルエーテル、ビスフェノールFジグリシジルエーテルが挙げられる。
【0053】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、イソシアネート化合物の付加物が挙げられる。イソシアネート化合物の例としては、トリレンジイソシアネート、ヘキサメチレンジイソシアネートが挙げられる。
【0054】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、シラン化合物の付加物が挙げられる。このようなイミダゾールシラン化合物の具体例としては、一般式(II)、(III)、(IV)で表されるイミダゾールシラン化合物、およびかかるイミダゾールシラン化合物と酸との塩が挙げられる。ここで、酸としては、塩酸、テトラフルオロホウ酸、過塩素酸、ヘキサフルオロリン酸、酢酸、トリメリット酸、シアヌール酸等を例示することができる。
【0055】
これらイミダゾールシラン化合物の製法および具体例は、特公平07−068256号公報に記載されている。
【0056】
【化4】
【0057】
ここでR5〜R7は、それぞれ独立に、水素原子またはアルキル基、アミノアルキル基、ヒドロキシアルキル基、シアノアルキル基、アリール基、アラルキル基より選ばれる置換基を表し、R8、R9はアルキル基を表す。nは1〜3の整数である。また、R5〜R7としては、水素原子または炭素数が1〜20のアルキル基、炭素数が1〜20のアミノアルキル基、炭素数が1〜20のヒドロキシアルキル基、炭素数が2〜20のシアノアルキル基、炭素数が6〜20のアリール基および炭素数が7〜20のアラルキル基より選ばれる置換基が好ましい。R8、R9としては炭素数が1〜4のアルキル基が好ましい。
【0058】
これらの中で、イミダゾール化合物として、イミダゾールシラン化合物を特に好適に用いることができる。イミダゾールシラン化合物は、シラノール結合により、化合物自体がネットワークを形成するため、接着性を向上させることが可能である。
【0059】
本発明に用いるイミダゾールシラン化合物は、二級水酸基含有トリアルコキシシリル型であることが好ましい。アルコキシシリル基の縮合反応によるシロキサンネットワークを形成し、接着性を向上させることができるため好ましい。同様の理由により、二級水酸基含有ジアルコキシシリル型、二級水酸基を含有しないトリアルコキシシリル型のイミダゾールシラン化合物も好適に使用することができる。また、上記イミダゾールシラン化合物を有機酸と反応させ、塩にしたイミダゾールシラン化合物も好適に使用することができる。
【0060】
イミダゾールシラン化合物は、イミダゾール環を含むシランカップリング剤として、好適に用いることができる。ここで、イミダゾール環を含むカップリング剤とは、イミダゾールシラン化合物そのもの、もしくは、イミダゾールシラン化合物を含む組成物である。イミダゾール環を含むカップリング剤には、必要に応じて、イミダゾールシラン化合物以外の化合物を添加することができる。本発明に用いるイミダゾール環を含むシランカップリング剤は、イミダゾールシラン化合物を10〜30重量%および芳香族化合物を70〜90重量%含むことが好ましい。接着用樹脂組成物は、構成成分である樹脂、シランカップリング剤、熱可塑性樹脂粒子などを均一に分散させるために、通常ニーダーなどを用いて温度をかけた状態で混練される。また接着用樹脂組成物をフィルム状に加工するときには、通常コーターなどをもちいて温度をかけた状態でフィルミングされる。そのため接着用樹脂組成物にエポキシ樹脂が含まれている場合、混練もしくはフィルミング時にかかる温度により、イミダゾール環がエポキシ樹脂の硬化剤もしくは硬化促進剤として反応することがあり、接着用樹脂組成物の粘度が増加するなどの懸念がある。一方、芳香族化合物を含むイミダゾール環を含むシランカップリング剤は、芳香族化合物が溶融してから反応性が高くなるために、混練もしくはフィルミング時の温度を芳香族化合物の融点以下に設定することにより、接着用樹脂組成物および接着用樹脂フィルムの熱安定性を向上できるため好ましい。ここで、芳香族化合物としては、何でも良いが、イミダゾールシラン化合物と均一に混合しやすい点から、フェノール、クレゾール、ナフトール、安息香酸、ナフトエ酸、サリチル酸等の、酸性の芳香族化合物が好ましい。
【0061】
ところで、チタンまたはチタン合金に関する記載はないが、特開平9−12683号公報にはプリント配線基盤としての銅張積層板に関する分野において、主に銅、亜鉛およびそれらから成る合金と、主にエポキシ樹脂組成物との接着性を向上させる技術として、イミダゾールシランまたはその混合物を含むエポキシ樹脂組成物を用いる方法が提案されている。また、特開平5−186479号公報には、イミダゾールシラン化合物を有効成分とする表面処理剤を用いることにより、銅箔とプリプレグを積層して硬化させてなる銅張積層板において、銅箔とプリプレグからなる繊維強化プラスチックとの接着性が向上させる技術が提案されている。この方法によればピール強度をブランク対比1.1倍向上することができる。
【0062】
しかしながら銅、鉄、アルミニウムなどの合金は、もともと比較的接着しやすい合金であり、一般的に使用されているエポキシシランカップリング剤、アミノシランカップリング剤などのカップリング剤を用いても良好に接着することが可能である。そのためイミダゾールシラン化合物を用いても、従来のカップリング剤を用いる場合に比べて、1.1倍というごく極めてわずかなピール強度の向上が見られるだけである。
【0063】
一方、チタンまたはチタン合金は非常に難接着な金属であり、一般的に使用されているエポキシシランカップリング剤もしくはアミノシランカップリング剤を用いても、接着性を向上させることができない。そのため、前述のように、従来は、チタンまたはチタン合金の接着性を向上させるためには、チタンまたはチタン合金の金属表面そのものを改質する必要に迫られ、酸溶液を用いた各種表面処理方法が提案されていた。
【0064】
ところが、発明者等は、鋭意検討の結果、上記のように、イミダゾール化合物によってチタンまたはチタン合金の表面処理を行ったところ、一般的に使用されているエポキシシランカップリング剤、アミノシランカップリング剤などのカップリング剤に比べて、2〜10倍以上の驚異的に高い接着性の向上が得られることを見いだした。これによって、簡易な作業により、チタンまたはチタン合金の接着性を良好にすることが初めて可能になった。また、イミダゾール化合物が、このようにチタンまたはチタン合金に対して、特異的な効果を有することも、初めて見いだされたことである。
3.表面処理が施されたチタンまたはチタン合金について
本発明のチタンまたはチタン合金は、イミダゾール化合物によって表面処理がされていることによって、被着体に対して安定で良好な接着性を有することができる。ここで、イミダゾール化合物によって表面処理がされているとは、チタンまたはチタン合金の接着に供する表面(以下、接着面と呼ぶ)にイミダゾール化合物が付着していることを言う。以下に、表面処理の方法を説明する。
【0065】
まずチタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。ウェットブラストとは水に研磨剤を混入した液体を用いて、ブラストする方法であり、ブラスト表面が常に水により濡れており、酸素を遮断した状態でブラスト処理ができるため好ましい。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。さらにイミダゾール化合物、もしくはイミダゾール化合物を水もしくはエタノールなどのアルコール溶媒に溶解したイミダゾール化合物溶液を用いて、チタンまたはチタン合金の接着面を処理する。表面処理を施すことにより、接着性を向上できる他に、被着体がエポキシ樹脂組成物を含む場合は、イミダゾール化合物が硬化剤もしくは硬化促進剤として、接着面のエポキシ樹脂の硬化を促進し、硬化度を向上できる効果も期待できるため好ましい。特にウェットブラストをした後、ブラスト面が乾燥しない状態で、上記イミダゾール化合物溶液を用いてチタンまたはチタン合金の表面を処理することにより、酸素を遮断した状態で表面処理を施すことができるため、より好ましい。
【0066】
イミダゾール化合物の配合割合は、溶液中の0.1〜10重量%であることが好ましい。より好ましくは0.2〜2重量%である。
【0067】
0.1重量%未満ではイミダゾール化合物が少量すぎて接着効果が低くなる。10重量%を越えると接着強度の向上が頭打ちであること、チタンまたはチタン合金の処理表面から溶媒が揮発した後に、処理表面にイミダゾール化合物の析出が目立ち、取り扱い性が悪くなる等の傾向がある。また、イミダゾール化合物が多すぎると、被着体の樹脂がエポキシ樹脂組成物を含む場合、イミダゾール化合物が硬化剤もしくは硬化触媒として働き、必要以上に硬化反応を促進させてしまうため好ましくない。
【0068】
該溶液を用いてチタンまたはチタン合金の表面を処理する方法としては、塗布、ディッピング、スプレイアップなど、従来のいずれかの方法を使用することができる。
【0069】
また、溶媒は水やエタノールなどの単一溶媒ではなく、エタノール等の溶媒に溶解性のある熱可塑性ポリマーを混合した溶媒を用いることも可能である。
【0070】
特にポリビニルブチラールは溶解性に優れると共に製膜性を有するため、エタノールなどの溶媒に、イミダゾール化合物とポリビニルブチラールを配合した溶液を用いて、チタンまたはチタン合金の表面を処理することにより、エタノール溶媒が揮発後、イミダゾール化合物を含むポリビニルブチラールが製膜化して、イミダゾール化合物を含む均一なポリビニルブチラール層をチタンまたはチタン合金の表面に形成することができるため好ましい。
【0071】
上記のいずれかの方法により表面処理を施したチタンまたはチタン合金は、自然乾燥もしくは加熱炉などによる加熱乾燥のいずれかの方法により溶媒を揮発させて処理することが可能である。特に加熱炉を用いた適切な加熱により、イミダゾールシラン化合物およびポリビニルブチラールなどの熱可塑性ポリマーなどを用いた場合においては、カップリング剤およびポリマーのネットワークがより緻密に形成されるため好ましい。
4.接着用樹脂組成物について
本発明のチタンまたはチタン合金の接着用樹脂組成物について説明する。
【0072】
本発明の接着用樹脂組成物は、熱硬化性樹脂およびイミダゾール化合物を含むことを特徴とする。
【0073】
イミダゾール化合物としては、前記の各種イミダゾール化合物を好ましく用いることができる。中でも、イミダゾール環を含むシランカップリング剤が好ましい。
【0074】
イミダゾール化合物の配合割合は、樹脂組成物中の0.1〜10重量%であることが好ましい。より好ましくは0.2〜2重量%である。
【0075】
0.1重量%未満では、イミダゾール化合物が少量すぎて効果が低くなる。10.0重量%を越えると、接着強度の向上が頭打ちであること、また熱硬化性樹脂がエポキシ樹脂である場合には、イミダゾール化合物が硬化剤もしくは硬化触媒として必要以上に硬化反応を促進させてしまうなどの問題があるため、好ましくない。
【0076】
さらに本発明の接着用樹脂組成物は、熱硬化性樹脂に加えて、熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂を接着用樹脂組成物に配合することにより、接着用樹脂組成物の靱性を向上させることができるため好ましい。接着用樹脂組成物の靱性を向上させることにより、接着性をさらに向上させることができる。また熱可塑性樹脂が熱硬化性樹脂に非相溶である場合、もしくは一部は相溶しても完全に相溶しない場合には、接着後も接着用樹脂組成物の層間を確保することができるため好ましい。接着用樹脂組成物の層間を確保することにより、複合材料に衝撃荷重が負荷された場合に、接着用樹脂の層間が応力緩和層として有効に働くことができるなどのメリットを有する。
【0077】
本発明の接着用樹脂組成物の別の一態様は、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物である。熱可塑性樹脂を含むことによって、上記のように、チタンまたはチタン合金との接着性が向上するからである。この態様の接着用樹脂組成物は、イミダゾール化合物を用いなくても接着性が向上することができる。もちろん、さらにイミダゾール化合物を併用して、接着性をさらに向上することも好ましい。また、この態様の接着用樹脂組成物と、前記のイミダゾール化合物によって表面処理がされているチタンまたはチタン合金との組み合わせで用いることも好ましい。
【0078】
熱可塑性樹脂としては、ポリイミド(PI)、ポリエーテルイミド(PEI)、ポリアミド(PA)、ポリアミドイミド(PAI)、ポリエーテルスルホン(PES)、ポリエーテルエーテルケトン(PEEK)などのいずれの熱可塑性樹脂も使用することが可能である。なかでもポリアミドは接着性に優れるため、より好ましい。
【0079】
接着用樹脂組成物にイミダゾール化合物を含む場合には、耐熱性、耐食性などに優れた熱可塑性樹脂を用いることが好ましい。中でも特にポリイミドやポリアミドイミド、ポリエーテルイミドは耐熱性に優れているため、このような耐熱性に優れた熱可塑性樹脂を用いることにより、接着用樹脂の耐熱性を向上できるため好ましい。また、例えばポリアミドをエポキシ変性すると、破壊歪エネルギー解放率G1cは低下するものの、耐熱性および耐食性が向上するため、接着用樹脂の耐熱性、耐食性を向上できるため好ましい。
【0080】
一方、接着用樹脂組成物にイミダゾール化合物を含まない場合には、接着用樹脂組成物に用いる熱可塑性樹脂の破壊歪エネルギー解放率G1cは4500J/m2以上であることが好ましい。破壊歪エネルギー解放率G1cが4500J/m2未満では、熱可塑性樹脂の強度および弾性率が高くても、破断に要するエネルギーが低くなり、接着樹脂層に容易に亀裂が進むため好ましくない。破壊歪エネルギー解放率G1cは、樹脂のタフネスを表すパラメーターであり、高い方が好ましい。より好ましくは、8000J/m2以上であり、さらに好ましくは、15000J/m2以上である。熱可塑性樹脂の破壊歪エネルギー解放率G1cが高いことにより、接着用樹脂組成物の靱性が高くなり、イミダゾール化合物を含まなくても接着性を高くすることができる。もちろん、さらにイミダゾール化合物を併用して、接着性をさらに向上することも好ましい。
【0081】
本発明に用いる熱可塑性樹脂の破壊歪エネルギー解放率G1cは、ダブルトーション法(以下DT法)で測定される。DT法について詳しくはジャーナル・オブ・マテリアルズ・サイエンス(Journal of Materials Science)第20巻第77−84頁(1985)などに記載されている。
【0082】
破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂としては、結晶性ナイロン12や非晶性ポリアミドなどがある。結晶性ナイロン12は耐熱性は若干低いが、破壊歪エネルギー解放率G1cが非常に大きく、接着用樹脂が破断するときに、非常に大きなエネルギーを要するため、接着樹脂層の亀裂の進展を抑制することができるため好ましい。
【0083】
以上のように、場合に応じて、熱可塑性樹脂を選ぶことが好ましい。また、複数の熱可塑性樹脂を用いても良い。要求特性に応じて、耐熱性および耐食性に優れた熱可塑性樹脂および破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を混合して用いることもできる。
【0084】
以上の条件を満たした上で、熱可塑性樹脂として、熱可塑性エラストマーを用いることも好ましい。熱可塑性エラストマーとしては、アイオノマー(IO)、ポリオレフィン系(TPO)、ウレタン系(TPU)、ポリアミド系(TPAE)、ポリ塩化ビニル系(TPVC)等が好ましく使用される。
【0085】
熱可塑性樹脂の配合割合は、樹脂組成物中の5〜50重量%であることが好ましい。より好ましくは10〜40重量%である。5重量%未満では、熱可塑性樹脂による接着用樹脂の靱性の向上および接着用樹脂の層間の確保が十分でないなどの問題がある。一方、50重量%を超えると、混練による均一分散が困難であること、樹脂粘度が高くなりハンドリング性が劣化すること、耐熱性の低い熱可塑性樹脂などを用いる場合には、接着用樹脂の耐熱性が劣化すること、などの問題がある。
【0086】
熱可塑性樹脂の形態は必ずしも限定されることはなく、必要に応じて不織布もしくはフィルムであってもよい。なかでも球状の粒子は熱可塑性樹脂の充填率を向上できるため好ましい。特に直径が1〜50μmの微粒子がより好ましい。より好ましくは3〜20μmである。特に被着体に繊維強化プラスチックを用いる場合には、微粒子の直径を3〜20μmにすることで繊維の配列を乱すことなく、かつ充填率を向上できるため好ましい。
【0087】
硬化後の接着用樹脂組成物内の熱可塑性樹脂は、不連続形態であることが好ましい。ここで、不連続形態であるとは、熱可塑性樹脂が不織布やフィルムのように連続した形態ではなく、不連続な状態で分布していることを言う。例えば、熱可塑性樹脂が球状である場合などが例示されるが、不連続な状態で分布していれば、楕円体状、不定形粒子状などその他の形状であってもよい。不連続形態であることにより、熱可塑性樹脂を予め接着用樹脂組成物内に撹拌、混合させておくことができるため好ましい。
【0088】
硬化後の接着用樹脂組成物内の熱可塑性樹脂は、さらに凝集形態であることが好ましい。ここで、凝集形態であるとは、不連続形態で配合された複数の熱可塑性樹脂の少なくとも一部が、硬化後の接着用樹脂組成物内で凝集していることをいう。熱可塑性樹脂が凝集形態であることにより、接着用樹脂組成物が破断する時にアンカー効果により接着性が向上する、もしくは亀裂進展を抑制する効果が向上するなどのメリットを有するため好ましい。
【0089】
図1、2に接着用樹脂組成物内において、熱可塑性樹脂が不連続形態かつ凝集形態である代表的な例を示す。図3,4に不連続形態でない、もしくは凝集形態でない代表的な例を示す。図1は、硬化後の接着樹脂層内において、ほぼ球状を有する熱可塑性樹脂が不連続形態かつ凝集形態で分布している例である。また図2は、ほぼ楕円体状である熱可塑性樹脂が不連続形態かつ凝集形態で分布している例である。図3は、ほぼ球状を有する熱可塑性樹脂が不連続形態であるが、非凝集形態で分布している例である。図4は、繊維状を有する熱可塑性樹脂が連続形態で分布している例である。
【0090】
特に、イミダゾール化合物を使用しない場合には、熱可塑性樹脂として、結晶性の熱可塑性樹脂を使用することが好ましい。より好ましくは融点が200℃以下の結晶性の熱可塑性樹脂が好ましい。イミダゾール化合物を使用しない場合、上記のように硬化後の接着用樹脂組成物内において、熱可塑性樹脂を不連続形態かつ凝集形態とすることにより接着性を向上させることが好ましい。成形時に熱可塑性樹脂の融点以上の温度に加熱することにより、接着用樹脂組成物内において熱可塑性樹脂が溶融もしくはそれに近い状態になり、隣接する熱可塑性樹脂同士が融着することで、凝集形態をとる。特に、被着体が繊維強化プラスチックである場合には、多くの場合において、成形温度の上限が200℃程度であるため、成形温度において、熱可塑性樹脂が凝集形態をとるために、熱可塑性樹脂の融点は200℃以下が好ましいのである。また、熱可塑性樹脂の融点以上で成形することにより、熱可塑性樹脂が溶融もしくはそれに近い状態になることにより、熱硬化性樹脂との接着性が良くなるため好ましい。中でもポリアミドは接着性に優れる熱可塑性樹脂であるため、上記の観点から、融点が200℃以下の結晶性ポリアミドはより好ましい。
【0091】
また、イミダゾール化合物を使用せず、かつ、熱可塑性樹脂として、非晶性の熱可塑性樹脂を使用する場合には、同様にガラス転移点が低く、融着しやすい熱可塑性樹脂が好ましい。
【0092】
接着用樹脂組成物に使用する熱硬化性樹脂としては、エポキシ樹脂が好ましい。エポキシ樹脂は接着性および力学特性に優れる。また、本発明のイミダゾール化合物の配合割合の範囲内においては、イミダゾール化合物が接着性を向上させ、かつ、エポキシ樹脂の硬化反応を促進させるため、強固な接着樹脂層を形成できる。
【0093】
また被着体にプラスチック系材料を用いる場合には、被着体のプラスチックに用いる素材と同一または類似の素材であることが好ましい。接着用樹脂組成物と被着体のプラスチック系材料を同一または類似の素材にすることにより、接着性をより向上できるため好ましい。
【0094】
また、接着用樹脂組成物のベース樹脂としては、熱硬化性樹脂の代わりに、上記のような熱可塑性樹脂を使用することも可能である。熱可塑性樹脂をベース樹脂として用いることにより、接着用樹脂組成物の靱性を向上させることができるため好ましい。特に被着体が熱可塑性樹脂からなるプラスチック材料である場合には、接着性および成形性の観点から、同種類の熱可塑性樹脂をベース樹脂として用いた接着用樹脂組成物を用いることが好ましい。
【0095】
接着用樹脂組成物は、通常の液状接着剤のように、チタンまたはチタン合金の接着面に、塗布、デッピィング、スプレイアップなど、公知の方法により付与することができる
また、硬化後の接着樹脂層内において、熱可塑性樹脂が不連続形態、かつ、凝集形態を有するようにするための好ましい1つの方法としては、該熱可塑性樹脂が結晶性である場合には、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与した後、該熱可塑性樹脂の融点以上の温度に加熱する方法がある。予め接着用樹脂組成物内に球状もしくはその他の不連続形態の熱可塑性樹脂を配合し、成形時に熱可塑性樹脂の融点以上の温度に加熱することにより、接着用樹脂組成物内において熱可塑性樹脂は溶融もしくはそれに近い状態になり、隣接する熱可塑性樹脂同士が融着することで、凝集形態をとる。また接着用樹脂組成物を硬化成形時に適切な成形圧力を加えることにより、熱可塑性樹脂がさらに凝集形態を取りやすくなるため好ましい。また圧力を加えることにより、もともと球状であった熱可塑性樹脂が楕円体状もしくはそれ以外の形状に変形することになり好ましい。楕円体状などに変形することにより、接着樹脂層に応力が加わったときに、熱可塑性樹脂の形状によるアンカー効果により、熱可塑性樹脂と接着用樹脂組成物に用いている熱硬化性樹脂との接着性の向上が期待できる。非晶性の熱可塑性樹脂には明確な融点は無いが、上記同様の理由により、熱可塑性樹脂が融着できる温度以上で成形することにより、同様の効果が期待できる。
5.接着用樹脂フィルムについて
本発明の接着用樹脂フィルムについて説明する。本発明の接着用樹脂フィルムは、前記の接着用樹脂組成物を含むフィルムである。本発明の接着用樹脂フィルムは、前記の接着用樹脂組成物をフィルム状に加工することにより得ることができる。
【0096】
接着用樹脂フィルムは、特に板材などの比較的単純な接着面に、接着用樹脂組成物を厚みムラなく、均一に膜厚を付与できるため好ましい。この観点において、かならずしもフィルム状の必要はなく、板状、不織布状または網の目状の接着用樹脂組成物を用いることも可能である。
【0097】
接着用樹脂フィルムの厚みは0.01〜1.0mmが好ましい。より好ましくは0.2〜0.8mmである。0.01mm未満では、接着樹脂層が薄すぎて、フィルム状にするのが困難であったり、成形圧力などにより接着層から樹脂が流出した場合、接着面に接着樹脂が無くなり、接着強度が低下する懸念があるため好ましくない。一方、1.0mmを越えると成形品の重量が増加するだけでなく、成形時の圧力により接着用樹脂の流出量が多くなるため、好ましくない。
6.プリプレグについて
本発明のプリプレグについて説明する。本発明のプリプレグは、前記の接着用樹脂組成物および強化繊維基材を含むものである。
【0098】
プリプレグに用いる強化繊維基材は、連続繊維からなる場合、一方向基材および織物基材、不織布基材などのいずれの形態であっても良い。一方、強化繊維基材が短繊維からなる場合は、短繊維マット基材、不織布基材などのいずれの形態であっても良い。なかでも一方向基材は力学特性に優れるためより好ましい。また、織物基材や短繊維基材をもちいたプリプレグの力学特性は、一方向基材の力学特性よりも劣るものの、ふけい性に優れることから、複雑形状にふけいする時に好ましい形態である。
【0099】
本発明における強化繊維とは、炭素繊維、ガラス繊維、金属繊維等の高強度高弾性率繊維である。特に強化繊維としては、炭素繊維が好ましい。炭素繊維は軽量で、力学特性に優れ、かつ耐食性を有するため、チタンまたはチタン合金と炭素繊維強化プラスチックからなる複合材料は、軽量で力学特性に優れ、かつ、耐食性を有するため好ましい。
【0100】
本発明のプリプレグの一形態は、本発明の接着用樹脂組成物を強化繊維基材に含浸させたものである。強化繊維基材に含浸させる接着用樹脂組成物はフィルム状であることが好ましい。接着用樹脂組成物を強化繊維からなる基材に含浸させる工程において、含浸させる樹脂組成物が予めフィルム状であることにより、含浸性が良好になり、また繊維強化基材への樹脂の重量目付の管理もしやすいなどのメリットがあるため好ましい。
【0101】
また、本発明のプリプレグの別の形態は、強化繊維基材に予めマトリックス樹脂が含浸されてなるプリプレグ基材の表層に、本発明の接着用樹脂組成物が配置されたものである。すなわち、本発明の接着用樹脂組成物は必ずしも強化繊維からなる基材に含浸している必要はなく、接着用樹脂組成物がプリプレグの表面に配置していることにより、同様の接着性を発現することができる。具体的には、たとえば強化繊維からなる基材に予めマトリックス樹脂が含浸されている従来のプリプレグの表面に、コーターなどを用いて、本発明の接着用樹脂組成物を所定の厚みで配置する。この場合、従来のプリプレグを用いて簡単にチタンまたはチタン合金に接着できるプリプレグを準備できる点からも好ましい。
【0102】
さらに、プリプレグの表面に配置する本発明の接着用樹脂組成物は、前記の接着用樹脂フィルムであることも好ましい。具体的には、たとえば強化繊維基材に予めマトリックス樹脂が含浸されている従来
のプリプレグ表面に、本発明の接着用樹脂フィルムを貼り合わせる。この場合、従来のプリプレグを用いて簡単にチタンまたはチタン合金に接着できるプリプレグを準備できる点からも好ましい。さらに予め樹脂の重量目付が管理されている接着用樹脂フィルムを用いることにより、プリプレグ表面に配置する接着用樹脂組成物の重量目付を管理しやすいなどのメリットがあるため好ましい。
7.複合材料について
上記の方法を用いることにより、チタンまたはチタン合金と被着体が安定で良好な接着性を有する複合材料を成形することができる。上記の方法のうち、2つ以上を組み合わせて用いることも好ましい。
【0103】
被着体としては、プラスチック系材料、金属材料等、特に限定されない。プラスチック系材料としては、熱硬化性樹脂も、熱可塑性樹脂も用いることができる。熱硬化性樹脂を用いた場合は、硬化前の樹脂をチタンまたはチタン合金と貼り合わせた後、熱硬化性樹脂を硬化する方法と、予め硬化した熱硬化性樹脂をチタンまたはチタン合金と貼り合わせる方法の、いずれも用いることができる。
【0104】
予め硬化した熱硬化性樹脂や金属材料をチタンまたはチタン合金と貼り合わせる方法を用いる場合、接着樹脂層を介して両者を接着することが好ましい。接着樹脂層としては、種々のものが使用可能であるが、熱硬化性の接着用樹脂組成物や接着用樹脂フィルムを用い、硬化させて接着樹脂層とすることが、高い接着強度が得られるため好ましい。本発明の接着用樹脂組成物を用いることも好ましい。また、硬化前の熱硬化性樹脂をチタンまたはチタン合金と貼り合わせた後、熱硬化性樹脂を硬化する方法を用いる場合、接着樹脂層を介さずに、両者を直接接着させることが可能である。なお、硬化前の熱硬化性樹脂を用いる場合にも、上記と同様に、接着樹脂層を介して接着させることも好ましい。
【0105】
プラスチック系材料としては、繊維強化プラスチックが好ましい。より好ましくは炭素繊維強化プラスチックである。
【0106】
プラスチック系材料が繊維強化プラスチックである場合には、チタンまたはチタン合金と該繊維強化プラスチックとの間に非繊維強化樹脂層を有することが好ましい。ここで、非繊維強化樹脂層とは、強化繊維を含まない樹脂層のことである。この非繊維強化樹脂層が存在することによって、接着効果が高くなるだけでなく、応力緩和層としても作用することにより、チタンまたはチタン合金と繊維強化プラスチックとの剥離を抑えることができる。また、熱可塑性樹脂粒子や不織布などを非繊維強化樹脂層内に配合することにより、非繊維強化樹脂層の層間を確保しやすく、さらに非繊維強化樹脂層の靱性を向上させることができるため、接着性をより向上させることができるため好ましい。非繊維強化樹脂層は、どのようにして形成しても良いが、接着用樹脂組成物もしくは接着用樹脂フィルムを硬化させた樹脂層を非繊維強化樹脂層として用いると、接着とともに非繊維強化樹脂層の形成ができるので好ましい。
【0107】
金属材料の被着体としては、他のチタンまたはチタン合金であってもよい。チタンまたはチタン合金は力学特性に優れるが、加工性に乏しく、複雑形状に成形することが困難である。したがって、本発明を用いることにより、チタンまたはチタン合金同士を接着することが可能となり、チタンまたはチタン合金で複雑形状を形成することが可能となり、好ましい。もちろん、被着体として、アルミニウム合金等の他の金属または合金を用いることも好ましい。
【0108】
以下に、複合材料の具体的な製造方法について、例を挙げて説明する。
【0109】
まずイミダゾール化合物によって表面処理をされたチタンまたはチタン合金を用いる場合の複合材料の製造方法を説明する。
【0110】
被着体が硬化後の樹脂、金属等である場合には、まず、接着用樹脂を、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に塗布、ディッピング、スプレイアップなどの方法により付与するか、もしくは、チタンまたはチタン合金の接着面に板状またはフィルム状の接着用樹脂を配置する。次に、該接着用樹脂の上に被着体を積層し、接着用樹脂を所定の温度、圧力などの硬化条件に従い硬化させることにより、被着体をチタンまたはチタン合金に接着することができる。当然のことであるが、まず被着体の接着面に接着用樹脂を付与した後に、該接着用樹脂がチタンまたはチタン合金の接着面に配置されるように積層して、接着しても差し支えない。
【0111】
ここで、接着用樹脂としては、プラスチック系材料、金属材料など、被着体に適した従来の接着剤を用いればよい。また、本発明の接着用樹脂組成物を用いることも好ましい。
【0112】
被着体が硬化前のプラスチック系材料である場合には、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に該硬化前のプラスチック系材料を塗布、スプレイアップ、ディッピングなどの方法により付与した後、もしくは、チタンまたはチタン合金の接着面に板状またはフィルム状の該硬化前のプラスチック系材料を配置した後、該プラスチック材料の所定の温度、圧力などの硬化条件に従い、該プラスチック材料を硬化させることにより、接着することが可能である。被着体が、ウレタン塗料やアクリル塗料などの塗料の場合についても同様である。
【0113】
プリプレグなどの未硬化の繊維強化プラスチックを用いて接着成形する場合、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に、該未硬化の繊維強化プラスチックを配した後、所定の圧力、温度などの硬化条件に従い、該繊維強化プラスチックを構成するマトリックス樹脂を硬化させることにより、該繊維強化プラスチックを接着成形することができる。この場合、繊維強化プラスチックの硬化成形と、繊維強化プラスチックのチタンまたはチタン合金への接着が同時に行われるため好ましい。
【0114】
例として、プリプレグを用いる場合には、表面処理を施したチタンまたはチタン合金の接着面に、所定の積層構成に基づいた繊維の配向角度を有する所定の大きさに裁断されたプリプレグを積層し、該プリプレグの所定の硬化条件に従って、硬化温度、圧力をかけることにより接着成形することができる。
【0115】
繊維強化プラスチックは、プリプレグの形態に限定されるものではなく、不連続繊維を用いたSMC(Sheet Molding Compound)基材やBMC(Bulk Molding Compound)基材でもよい。表面処理を施したチタンまたはチタン合金の表面に、SMC基材もしくはBMC基材を配した後、所定の温度、圧力などの成形条件により、該基材を硬化するとともに、接着することが可能である。
【0116】
また、繊維強化プラスチックを構成するマトリックス樹脂が、プリプレグやSMCなどのように予め含浸されている必要はなく、RTM(Resin Transfer Molding)により成形することも可能である。
【0117】
RTM成形の場合、成形型や成形用のツール板上に、表面処理を施したチタンまたはチタン合金を配し、その接着面に、一方向材や織物材のような強化繊維基材を配した後、樹脂を所定の圧力により材料中に流入させる。強化繊維基材に樹脂を含浸させ、所定の温度、圧力により樹脂の含浸を促進させた後、樹脂を硬化させることにより、接着することが可能である。
【0118】
上記すべての硬化条件はステップキュアもしくは複数の硬化温度、硬化圧力などの組み合わせによるものでも構わない。すなわち、第1の硬化条件により、プラスチック系材料の樹脂もしくは繊維強化複合材料の樹脂をある程度硬化(プレキュア)させた後、第2の硬化条件により該樹脂を後硬化(アフターキュア)するような複数の硬化条件を経ることにより、接着および樹脂を硬化させることが可能である。
【0119】
次に、イミダゾール化合物を配合した接着用樹脂組成物を用いる場合の複合材料の製造方法を説明する。
【0120】
まず表面処理を行う時と同様に、チタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。
【0121】
次に、接着用樹脂組成物をチタンまたはチタン合金の接着面に塗布、スプレイアップ、ディッピングなどの方法により付与した後、接着用樹脂組成物の上に被着体を積層し、接着用樹脂組成物を所定の温度、圧力などの硬化条件に従い硬化することによって、被着体を接着することが可能である。また当然のことであるが、まず被着体の接着面に接着用樹脂組成物を付与した後、該接着用樹脂組成物がチタンまたはチタン合金の接着面に配置されるように積層して接着成形することも可能である。
【0122】
本発明の接着用樹脂組成物を用いる場合は、チタンまたはチタン合金の接着面に対するイミダゾール化合物もしくはその溶液による表面処理は必ずしも必要ではない。チタンまたはチタン合金の表面は、サンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディング、ブラストした後、アセトンなどの有機溶剤等を用いて洗浄し、脱脂するのみで良い。当然、イミダゾール化合物もしくはその溶液を用いて表面処理を施した接着面に、本発明の接着用樹脂組成物を付与することも可能である。
【0123】
被着体が硬化前のプラスチック系材料である場合には、接着用樹脂組成物の上に硬化前のプラスチック系材料を積層した後、接着用樹脂組成物の所定の温度、圧力などの硬化条件に従って硬化させると共に、プラスチック系材料も同時に硬化させることが可能である。被着体のプラスチック系材料の硬化反応が接着用樹脂組成物の硬化条件では不完全である場合には、接着用樹脂組成物を硬化することによってプラスチック系材料を接着した後、再度、プラスチック系材料の硬化条件により、プラスチック系材料を十分に硬化させ、接着成形することが可能である。
【0124】
この場合、該接着用樹脂組成物とプラスチック系材料を構成する樹脂が同種類であると、接着とプラスチック系材料を構成する樹脂の硬化を同時に行うことができるため、好ましい。
【0125】
プラスチック系材料が繊維強化プラスチックである場合も同様である。また、上記同様に繊維強化プラスチック基材としては、プリプレグの他、SMCやBMC基材を用いることも可能である。
【0126】
次に、本発明の接着用樹脂フィルムを用いる場合の複合材料の製造方法を説明する。
【0127】
まず表面処理を行うときと同様にチタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。
【0128】
次に接着用樹脂フィルムをチタンまたはチタン合金の接着面に貼り付けた後、接着用樹脂フィルムの上に被着体を積層し、接着用樹脂フィルムを構成する接着用樹脂組成物を所定の温度、圧力などの硬化条件に従い硬化することによって、被着体を接着することが可能である。
【0129】
また当然のことであるが、被着体の接着面に接着用樹脂フィルムを付与した後、該接着用樹脂組フィルムがチタンまたはチタン合金の接着面に配置されるように積層して接着成形することも可能である。
【0130】
接着用樹脂フィルムを用いる場合の成形方法は、接着用樹脂組成物を用いる場合と基本的に同じであるが、成形物が板材などのように比較的単純な接着面を有する場合、接着用樹脂組成物を厚みムラなく、均一に膜厚を付与できるため好ましい。
【0131】
次に本発明のプリプレグを用いる場合の複合材料の製造方法を説明する。
【0132】
該プリプレグは従来の成形方法を用いて、成形することが可能である。
【0133】
該プリプレグとチタンまたはチタン合金を所定の積層構成に基づき、積層した後、オートクレーブなどを用いて、接着用樹脂組成物およびプリプレグを構成しているマトリックス樹脂の硬化条件に基づいて、所定の温度、圧力をかけて成形する。特に接着用樹脂組成物が、プリプレグの表層に配置されているプリプレグを用いる場合には、接着用樹脂組成物が配置されている側をチタンまたはチタン合金の接着面に配置するように積層して成形する。
【0134】
該プリプレグを用いることで、チタンまたはチタン合金のイミダゾール化合物による表面処理またはイミダゾール化合物を含む接着用樹脂組成物の使用が必ずしも必要でないため、積層工程を簡易化することができるため好ましい。
【0135】
上記の方法により、得られる本発明の複合材料は、チタンまたはチタン合金と接着した被着体との接着性をASTM D 1781−98(1998)に基づいて測定(以降、CDP試験と記載する)したときの、チタンまたはチタン合金と被着体との剥離に要する剥離トルクが5N・mm/mm以上である。より好ましい剥離トルクは10N・mm/mm以上である。
【0136】
剥離トルクが5N・mm/mm未満では、材料として接着性が不足することがあり、該コンポジット材料に荷重や衝撃が負荷された際に、剥離する恐れが生じる。
【0137】
一般に、接着性を評価する時にはJIS K 6850(1999)「接着剤−剛性被着材の引張せん断接着強さ試験方法」に記載されているような引張せん断接着強さを試験することにより評価することが多い。しかしながらせん断接着強さは、実際に問題になる剥離強さと必ずしも対応するものではない。このせん断接着強さ試験方法は、比較的接着性が良好な被着体を用いる場合で、かつ、接着箇所の破壊挙動がせん断(shear:シア)モードであるような場合には有効な評価方法である。しかし、チタンまたはチタン合金のように接着性が極めて悪い被着体を用いる場合で、接着箇所の破壊挙動が剥離(peel:ピール)モードであるような場合には有効ではない。被着体にチタンまたはチタン合金を用いた場合には、せん断接着強さがある程度発現している場合でも、剥離モードで簡単に剥離してしまうことが頻繁にある。そのため、接着性をより良く評価できる方法としては、ASTM D 1781−98に記載された、剥離トルクを測定する方法が好ましいのである。
【実施例】
【0138】
以下に本発明の実施例と比較例を説明する。まず、使用した評価方法を説明する。
【0139】
<引張せん断試験およびCDP試験>
チタン合金と炭素繊維強化プラスチックとの接着サンプルを用いて、引張せん断試験とCDP試験を行った。引張せん断試験片の作製および試験方法はJIS K 6850(1999)に基づいて行った。また、CDP試験片の作製および試験方法はASTM D 1781−98(1998)に基づいて行った。
【0140】
<破壊歪エネルギー解放率>
熱可塑性樹脂の破壊歪エネルギー解放率G1cは、Journal of Materials Science第20巻第77−84頁(1985)に記載されたDT法で測定した。
【0141】
(実施例1)
まず引張せん断試験片の作製方法を説明する。図5は、作製した引張せん断試験片の縦断面図である。
【0142】
図5において、サンプルに用いたチタン合金1は、Ti−15V−3Cr−3Al−3Sn合金であり、幅25mm、長さ100mm、厚み2.75mmの形状に切断した後、アセトンにより接着面2を洗浄したものを準備した。
【0143】
次いでイミダゾール化合物の溶液を用いてチタン合金の接着面2に表面処理を施した。表面処理方法は次のとおりである。
【0144】
2−ウンデシルイミダゾール(四国化成(株)製:C11Z)をエタノールを用いて1.0%濃度に希釈して得られたイミダゾール溶液を接着面2(重ね合わせ長さ12.5mm×幅25mm)に塗布した後、常温でエタノールを揮発させることにより、チタン合金の接着面2に表面処理を施した。
【0145】
表面処理を施した接着面2の上に、接着用樹脂として目付60g/m2のエポキシ樹脂フィルム3を配し、さらにその上に炭素繊維プリプレグを硬化してなる、幅25mm、長さ100mm、厚み2.7mmの形状の炭素繊維強化プラスチック(以下、CFRPと呼ぶ)4を、重ね合わせ長さが12.5mmとなるように重ね合わせた。ここでCFRP4は東レ(株)製炭素繊維T800Hを強化繊維としたプリプレグを一方向に16プライ積層して成形され、繊維方向が長手方向になるように切断加工してあるものであり、チタン合金との接着面はサンドブラストにより表面研磨されているものである。エポキシ樹脂フィルム3の樹脂組成は基本的にプリプレグを構成する樹脂と同様のものであり、硬化条件はプリプレグと同様である。すなわち、エポキシ樹脂は、主剤として液状のビスフェノール型エポキシ樹脂を、硬化剤としてアミン系硬化剤を、また増粘剤としてポリビニルホルマールを配合したものを用いた。
【0146】
次いで重ね合わせ部のチタン合金1とCFRP4の端部を覆うように耐熱テープ(ニチバン(株)製ポリエステルテープNO.558A)で仮止めをし、オートクレーブを用いて、6.0kg/cm2、180℃×2時間でエポキシ樹脂フィルム3を硬化させ、チタン合金1とCFRP4の接着を行った。このようにして、引張せん断試験片を10体作製した。
【0147】
次にCDP試験片の成形方法を説明する。図6は、作製したCDP試験片の縦断面図である。図6において、サンプルに用いたチタン合金1は、厚み0.13mmのTi−15V−3Cr−3Al−3Sn合金を幅25mm、長さ300mmの形状に切断した後、接着面をアセトンにより洗浄した。
【0148】
引張せん断試験片と同様に、チタン合金1の接着面2(重ね合わせ長さ250mm×幅25mm)に表面処理を施した。
【0149】
引張せん断試験片と同様に表面処理を施したチタン合金の接着面2の上に、接着用樹脂として、目付けが60g/m2のエポキシ樹脂フィルム3を配し、さらにその上に炭素繊維プリプレグを硬化してなる幅25mm、長さ250mmのCFRP4を重ね合わせた。
【0150】
ここでCFRP4は東レ(株)製炭素繊維T800Hを強化繊維としたプリプレグを一方向に16プライ積層して成形され、チタン合金との接着面はサンドブラストにより表面研磨されているものである。
【0151】
次いで、重ね合わせ部のチタン合金1とCFRP4の端部を覆うように耐熱テープで仮止めをし、オートクレーブを用いて、6.0kg/cm2、180℃×2時間でエポキシ樹脂フィルム3を硬化させ、チタン合金1とCFRP4の接着を行った。このようにして、CDP試験片を10体作製した。
【0152】
引張せん断試験片10体のうち、5体はJIS K 6850に基づいて室温にて引張せん断試験を行い、5体の試験結果の平均値を引張剪断強度として求めた。残りの5体は、耐環境試験(以下、H/Wと記載する)として、70℃×RH95%に14日間浸漬した後、室温にて同様に試験を行い、引張剪断強度を求めた。CDP試験片10体についても、同様に、5体は室温で、5体はH/Wで剥離トルクを測定した。
【0153】
その結果、引張剪断強度は室温で20.6MPa、H/Wで18.9MPaであった。CDPの剥離トルクは、室温で15.0N・mm/mm、H/Wで12.6N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0154】
(実施例2)
アセトンにより洗浄する前に、チタン合金の接着面を粒度が#400のサンドパーパーを用いて研磨した他は実施例1と同様に引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0155】
その結果、引張剪断強度は室温で23.6MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で19.5N・mm/mm、H/Wで18.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0156】
(実施例3)
2−ウンデシルイミダゾール溶液の代わりに、イミダゾール環を含むシランカップリング剤(日鉱マテリアル(株)社製イミダゾールシラン:IA100A)をエタノールを用いて1.0%濃度に希釈して得られたイミダゾールシラン溶液を用いた他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0157】
その結果、引張剪断強度は室温で25.2MPa、H/Wで22.1MPaであった。CDPの剥離トルクは室温で22.6N・mm/mm、H/Wで20.1N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0158】
(実施例4)
接着用樹脂に、増粘剤としてのポリビニルホルマールの他に、熱可塑性樹脂として、ガラス転移温度Tgが150℃で平均粒径17μm、破壊歪エネルギー解放率G1cが4397J/m2の非晶性ポリアミドの粒子を、組成物重量対比20重量%配合した他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.4MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で24.2N・mm/mm、H/Wで20.4N・mm/mであった。引張せん断試験、CDP試験共に試験後の破断面にはCFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0159】
(実施例5)
接着用樹脂組成物を用いて試験片を作製した。接着用樹脂組成物は、ポリビニルホルマールを配合していない他は実施例1で用いたのと同じ組成の接着用エポキシ樹脂に、イミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物である。2−ウンデシルイミダゾール溶液の代わりに、この接着用樹脂組成物をチタン合金の接着面2に塗布した他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で24.9MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で24.5N・mm/mm、H/Wで21.2N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0160】
(実施例6)
実施例5で用いた接着用樹脂組成物に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は実施例5と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.1MPa、H/Wで19.8MPaであった。CDPの剥離トルクは室温で26.3N・mm/mm、H/Wで22.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0161】
(実施例7)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例1で用いた接着用樹脂組成物にイミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物をフィルミングして得られた、目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3を、接着用樹脂組成物を塗布する代わりに、チタン合金の接着面2に配した他は実施例5と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.5MPa、H/Wで22.4MPaであった。CDPの剥離トルクは室温で24.8N・mm/mm、H/Wで21.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0162】
(実施例8)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例7で用いた接着用樹脂組成物に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は実施例7で用いたのと同じ組成の接着用エポキシ樹脂組成物をフィルミングして得られた、目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例7と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.1MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で26.5N・mm/mm、H/Wで22.7N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
(実施例9)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例4で用いた熱可塑性樹脂の粒子の代わりに、融点Tmが170℃で平均粒径5μm、破壊歪エネルギー解放率G1cが約28000J/m2である結晶性ポリアミド粒子を組成物重量対比20重量%配合した他は実施例4で用いたのと同じ組成の接着用エポキシ樹脂組成物をフィルミングして得られた目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例8と同様にして引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で22.8MPa、H/Wで20.9MPaであった。CDPの剥離トルクは室温で21.5N・mm/mm、H/Wで18.6N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
(実施例10)
接着用樹脂フィルムと硬化前の炭素繊維プリプレグを用いて、チタン合金との接着と炭素繊維プリプレグの硬化を同時に行い、引張せん断試験片とCDP試験片を作製した。チタン合金の形状、接着面の洗浄は実施例1と同じである。炭素繊維プリプレグは、実施例1で用いた炭素繊維プリプレグを未硬化の状態で用いた。
【0163】
まず引張せん断試験片の成形方法を説明する。実施例8で用いた接着用樹脂フィルム3をチタン合金の接着面2に配した後、実施例1で用いた炭素繊維プリプレグを同様に幅25mm、長さ100mmに切断し、同様に16プライ積層して、チタン合金との重ね合わせ長さが12.5mmとなるように接着面2に重ね合わせた。炭素繊維プリプレグは硬化していないため、サンドブラストによるCFRPの接着面の表面研磨はされておらず、重ね合わせ部のチタン合金と炭素繊維プリプレグの端部への耐熱テープで仮止めも行っていない。
【0164】
このサンプルをオートクレーブを用いて、実施例1と同様に6.0kg/cm2、180℃×2時間で処理した。これにより、接着用樹脂フィルムが硬化して炭素繊維プリプレグとチタン合金の接着が行われると共に、炭素繊維プリプレグの硬化が同時に行われた。このようにして、引張せん断試験片を10体作製した。
【0165】
次にCDP試験片の成形方法を説明する。チタン合金の形状、接着面の洗浄は実施例1と同様である。
【0166】
上記同様に接着用樹脂フィルム3をチタン合金の接着面2に配した後、実施例1で用いた炭素繊維プリプレグを同様に幅25mm、長さ250mmに切断し、同様に16プライ積層して、接着面2に重ね合わせた。引張せん断試験片と同様にCFRPの接着面の表面研磨はされておらず、重ね合わせ部のチタン合金と炭素繊維プリプレグの端部への耐熱テープで仮止めも行っていない。
【0167】
オートクレーブの条件は実施例1と同様に6.0kg/cm2、180℃×2時間で処理した。これにより、接着用樹脂フィルムが硬化して炭素繊維プリプレグとチタン合金の接着が行われると共に、炭素繊維プリプレグの硬化が同時に行われた。このようにして、CDP試験片を10体作製した。
【0168】
その結果、引張剪断強度は室温で25.3MPa、H/Wで22.1MPaであった。CDPの剥離トルクは、室温で26.1N・mm/mm、H/Wで22.5N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0169】
(実施例11)
接着用樹脂フィルムと硬化前の炭素繊維プリプレグを用いて、チタン合金との接着と炭素繊維プリプレグの硬化を同時に行い、引張せん断試験片とCDP試験片を作製した。接着用樹脂フィルム3は実施例9で用いた接着用樹脂組成物に、イミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物をフィルミングして得られた目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例10と同様にして引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0170】
その結果、引張せん断強度は室温で25.8MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で27.1N・mm/mm、H/Wで22.5N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母剤破壊跡が観察された。
【0171】
(実施例12)
接着用樹脂組成物を強化繊維基材に含浸させて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例8で用いた接着用樹脂組成物を東レ社製炭素繊維T800Hの一方向炭素繊維基材を用いて、炭素繊維目付が190g/m2になるように含浸させることによって得られた炭素繊維プリプレグを用いた。接着用樹脂フィルム3を用いずに、プリプレグをチタン合金の接着面2に直接配する他は実施例10と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0172】
その結果、引張剪断強度は室温で24.9MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で25.7N・mm/mm、H/Wで21.9N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0173】
(実施例13)
接着用樹脂組成物を強化繊維基材に含浸させて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例12で用いた接着用樹脂組成物の代わりに、実施例9で用いた接着用樹脂組成物を用いる他は実施例12と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0174】
その結果、引張剪断強度は室温で22.9MPa、H/Wで19.8MPaであった。CDPの剥離トルクは室温で21.7N・mm/mm、H/Wで19.2N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
【0175】
(実施例14)
接着用樹脂フィルムを従来のプリプレグの表面に貼り合わせて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例11で用いた接着用樹脂フィルムを東レ社製炭素繊維T800Hの一方向炭素繊維プリプレグの表面にカレンダーロールにより貼り合わせたものである。プリプレグの接着用樹脂フィルムの側がチタン合金の接着面2に接するように配する他は実施例13と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0176】
その結果、引張剪断強度は室温で27.5MPa、H/Wで24.3MPaであった。CDPの剥離トルクは室温で30.5N・mm/mm、H/Wで26.7N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0177】
(実施例15)
接着用樹脂フィルムを従来のプリプレグの表面に貼り合わせて得られたプリプレグを用いて試験片を作製した。プリプレグに貼り合わせる接着用樹脂フィルムとして、実施例9で用いた樹脂フィルムを用いる他は実施例13と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0178】
その結果、引張剪断強度は室温で23.1MPa、H/Wで19.9MPaであった。CDPの剥離トルクは室温で22.3N・mm/mm、H/Wで19.3N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
【0179】
(比較例1)
チタン合金の接着面2にイミダゾール化合物を付与しない他は、実施例1と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で14.1MPa、H/Wで8.2MPaであった。CDPの剥離トルクは室温、H/W共にほとんど検出できないレベルであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0180】
(比較例2)
チタン合金の接着面2にイミダゾール化合物を付与しない他は、実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で15.8MPa、H/Wで11.3MPaであった。CDPの剥離トルクは室温で1.9N・mm/mm、H/Wで1.4N・mm/mmであった。引張せん断試験後の破断面には、CFRPの母材破壊跡は観察されなかった。またCDP試験後の破断面にもCFRPの母材破壊跡は観察されなかった。
【0181】
(比較例3)
比較例1で用いた接着用樹脂に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は比較例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で15.2MPa、H/Wで10.9MPaであった。CDPの剥離トルクは室温、H/W共にほとんど検出できないレベルであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0182】
(比較例4)
チタン合金の接着面2にイミダゾール化合物の代わりに、エポキシシランカップリング剤を付与した。エポキシシランカップリング剤を接着面に付与する方法は次のとおりである。
【0183】
エポキシシランカップリング剤(信越化学社製:KBM−403)をエタノールを用いて1.0%濃度に希釈した溶液を接着面2に塗布した後、常温でエタノールを揮発させることにより、チタン合金の接着面にエポキシシランカップリング剤を付与した。その他は、実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で14.3MPa、H/Wで9.4MPaであった。CDPの剥離トルクは室温、H/W共にほぼ0であった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0184】
以上の結果を纏めたのが次の表2である。
【0185】
【表2】
【0186】
表2から分かるように、チタン合金の接着面にイミダゾール化合物を有する実施例1〜8、実施例10〜12、14および破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を含む接着用樹脂組成物を用いた実施例9,13,15はいずれもCDPの剥離トルクが室温では15.0N・mm/mm以上、H/Wでも12.6N・mm/mm以上であり、破断後のチタン合金の接着面にはCFRPまたは/および接着用樹脂の母材破壊の跡が確認され、接着性が良好であることが分かった。
【0187】
一方、チタン合金の接着面にイミダゾール化合物を有せず、かつ、破壊歪エネルギー解放率G1cが4500J/m2以上である熱可塑性樹脂を含まない比較例1〜3は、いずれもCDPの剥離トルクがほぼ0であり、簡単に剥離する。また破断後のチタン合金の接着面にはCFRPの母材破壊の跡は確認されず、接着性が悪いことが分かった。
【0188】
また、チタン合金の接着面にエポキシシランカップリング剤を有する比較例4はCDPの剥離トルクがほぼ0であり、破断後のチタン合金の接着面にはCFRPの母材破壊の跡は確認されず、接着性が悪いことが分かった。
【産業上の利用可能性】
【0189】
本発明は、例えば自動車部材、建材、航空機部材、スポーツ用具部材等に好適に用いられる、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金およびそれを用いた複合材料を提供する。また、チタンまたはチタン合金の接着用樹脂組成物、チタンまたはチタン合金の表面処理方法および複合材料の製造方法を提供する。
【技術分野】
【0001】
本発明は、例えば自動車部材、建材、航空機部材、スポーツ用具部材等に好適に用いられるチタンまたはチタン合金とそれを用いた複合材料に関する。また、本発明は、チタンまたはチタン合金の表面処理方法、接着用樹脂組成物、プリプレグおよび複合材料の製造方法に関する。
【背景技術】
【0002】
従来より、チタンまたはチタン合金は、比強度(引張強度/比重)、比弾性率(弾性率/比重)などの力学特性や耐食性に優れることから、宇宙、海洋などの特殊な分野のみならず、最近では一般産業用途あるいは医療関係においても注目され、その需要は年々高まりつつある。
【0003】
一方、チタンまたはチタン合金も、他の金属と同様に各種熱硬化性樹脂または熱可塑性樹脂のようなプラスチック系材料を接着または塗装することにより、さらなる力学特性の向上や耐候性、耐薬品性などの高機能特性を付与することができる。
【0004】
これらのプラスチック系材料には、構造材の一部として使用する樹脂だけでなく、塗料のような表面保護および美観付与の目的で使用する樹脂も含まれる。いずれを用いる場合にも、チタンまたはチタン合金とプラスチック系材料からなる複合材料と呼ぶことができる。
【0005】
プラスチック材料の中でも、特に強化繊維とマトリックス樹脂からなる繊維強化プラスチックは、比強度および比弾性率が高く、耐衝撃特性などの力学特性が優れること、耐候性、耐薬品性などの高機能特性を有すること、などのメリットがある。さらに強化繊維として連続繊維を使う場合においては、繊維含有率や積層構成を適切に設計することにより、また不連続繊維を使う場合においては、繊維長や繊維含有率などを適切に設計することにより、用途に応じた優れた物性を発現することができる。
【0006】
このような繊維強化プラスチックとチタンまたはチタン合金からなる複合材料は、ハイブリッド効果により、チタンまたはチタン合金単独もしくは繊維強化プラスチック単独では発現し得ない高力学特性あるいは高機能特性を発現できることが期待される。
【0007】
一般に、上記のような異種材料を組み合わせて得られる複合材料が高力学特性あるいは高機能特性を発現するためには、異種材料間の接着が良好であることが求められる。特に高力学特性を発現するためには、複合材料に加えられた荷重に対して、各材料間の接着が良好で、しかも接着層を通じて各材料に十分に応力を伝達できることが前提となる。
【0008】
また、表面保護や美観付与のためにも、塗料などの樹脂がチタンまたはチタン合金の表面から剥離しないように、良好な接着性が必要である。
【0009】
しかしながら、チタンまたはチタン合金とプラスチック系材料からなる複合材料は、高力学特性および高機能特性を発現しうるポテンシャルを有しながら、広く使われてはいない。その理由の一つとして、その接着強度の低さが大きな原因となっている。チタンまたはチタン合金を大気中に放置すると、チタンまたはチタン合金の表面に不均質な酸化被膜が形成され、それが接着強度の向上を阻害していることが分かっている。
【0010】
そこで、チタンまたはチタン合金の接着性を向上させる表面処理方法が提案されている(例えば、特許文献1参照)。この方法によれば、チタン合金をフッ酸と硝酸の混合水溶液の常温浴に所定時間浸漬して、表面に形成された酸化被膜を除去し、水酸化ナトリウム溶液を用いて金属表面に陽極酸化被膜を生成することで、チタン合金を他の材料に接着する際の接着性を向上させることができる。
【0011】
また、チタン合金をリン酸−硫酸水溶液中で、火花放電発生電圧以上の電圧で陽極酸化することにより、表面に陽極酸化被膜を形成し、次いで真空雰囲気下で加熱して該酸化被膜を還元し、金属状態にする工程を含む表面処理方法が提案されている(例えば、特許文献2参照)。
【0012】
しかしながら、これらの方法については、次のような問題点がある。すなわち、特許文献1,2においては、フッ酸やリン酸などの酸性の水溶液を使用するため、取り扱い性が非常に困難であること、特に特許文献2においては、陽極酸化皮膜を10−3torr以下の高真空中で900℃で約1時間の還元処理する必要があり、処理費用が高いなどの問題がある。特に大型の部材については、大型の処理浴や真空炉なども必要となり、設備が大型になるため、設備費用がかさむ問題がある。
【0013】
さらに、特許文献1,2には特に記載されてはいないが、処理後のチタン合金を空気中に放置しておくと、チタン合金表面に形成された接着性向上に寄与する陽極酸化被膜が劣化するため、その上に接着処理を施しても、良好な接着強度が得られず、陽極酸化処理後、速やかに接着処理を施す必要があるなどの問題がある。
【0014】
また、これら従来の接着処理技術では、耐環境試験として高温高湿度雰囲気に、接着体であるコンポジットを暴露すると、接着強度の低下が著しく、接着体を切削加工するだけで、接着部位が剥離するなどの問題がある。
【0015】
また、チタン合金と繊維強化プラスチックを適切に設計して得られた積層材は、チタン合金もしくは繊維強化プラスチック単体よりも比強度、耐損傷性および疲労特性を向上させることができることが提案されている(例えば、特許文献3参照)。
【0016】
この方法によれば、βチタン合金の強度/弾性率比と繊維強化プラスチックの強度/弾性率比を実質的に同様になるように組み合わせて積層することにより、βチタン合金と繊維強化プラスチック積層材に荷重が加わった時に、βチタン合金層および繊維強化プラスチック層が共に破断まで応力を負担することができ、比強度、耐損傷性および疲労特性を向上させることができる。
【0017】
しかしながら、特許文献3には難接着金属であるチタン合金の接着性を向上させる技術内容は記載されていない。チタン合金層と繊維強化プラスチック層の接着性が良好でなければ、チタン合金層と繊維強化プラスチック層が十分な応力を負担する前に、チタン合金層と繊維強化プラスチック層の接着面で破壊が起こることが懸念される。
【特許文献1】特開2002−129387号公報(第1−2頁)
【特許文献2】特開平7−252687号公報(第1−2頁)
【特許文献3】特表2002−509491号公報(1−8頁)
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明の目的は、チタンまたはチタン合金を用いた複合材料において、作業性が簡易かつ良好で、室温および高温高湿度暴露後において、チタンまたはチタン合金と被着体が安定で良好な接着性を有する複合材料を得ることにある。そのために、本発明は、安定で良好な接着性を有するチタンまたはチタン合金を提供する。また、本発明は、チタンまたはチタン合金と安定で良好な接着性を発現する接着用樹脂組成物、接着用樹脂フィルムおよびプリプレグを提供する。さらに本発明は、これらのチタンまたはチタン合金、接着用樹脂組成物、接着用樹脂フィルム、プリプレグを用いた複合材料を提供する。また、本発明は、金属の表面処理方法および複合材料の製造方法を提供する。
【課題を解決するための手段】
【0019】
上記課題を解決するため、本発明は以下の構成をとる。
【0020】
すなわち本発明は、イミダゾール化合物によって表面処理されているチタンまたはチタン合金である。
【0021】
また、本発明のチタンまたはチタン合金の接着用樹脂組成物は、熱硬化性樹脂または/および熱可塑性樹脂、およびイミダゾール化合物を含むことを特徴とする。
【0022】
また、本発明のチタンまたはチタン合金の接着用樹脂組成物は、熱硬化性樹脂および熱可塑性樹脂を含むことを特徴とする。
【0023】
さらに、本発明のチタンまたはチタン合金用の接着用樹脂フィルムは、上記の接着用樹脂組成物を含む。
【0024】
また、本発明のプリプレグは、上記の接着用樹脂組成物または接着用樹脂フィルム、および強化繊維を含む。
【0025】
さらに、本発明の複合材料は、イミダゾール化合物によって表面処理されているチタンまたはチタン合金と被着体とが接着されたものである。
【0026】
また、本発明の複合材料は、チタンまたはチタン合金と被着体とが、上記の接着用樹脂組成物または接着用樹脂フィルムを硬化した接着樹脂層を介して接着されたものである。
【0027】
さらに、本発明の複合材料は、チタンまたはチタン合金と上記のプリプレグが接着されたものである。
【0028】
また、本発明のチタンまたはチタン合金の表面処理方法は、チタンまたはチタン合金の表面を、イミダゾール化合物またはその溶液を用いて、表面処理するものである。
【0029】
また、本発明の複合材料の製造方法は、チタンまたはチタン合金の表面に、イミダゾール化合物を含む接着用樹脂組成物または該接着用樹脂組成物を含むフィルムを付与するものである。
【0030】
また、本発明の複合材料の製造方法は、チタンまたはチタン合金の表面に、上記のプリプレグを積層する工程を含む。
【0031】
また、本発明の複合材料の製造方法は、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与する工程、および、該熱可塑性樹脂の融点以上の温度に加熱する工程を含む。
【0032】
本発明において、イミダゾール化合物とは、イミダゾール環を有する有機化合物を意味する。代表的なイミダゾール化合物としては、次の一般式(I)で表される化合物が挙げられる。
【0033】
【化1】
【0034】
ここでR1〜R4は、それぞれ独立に水素原子またはアルキル基、アミノアルキル基、ヒドロキシアルキル基、シアノアルキル基、アリール基、アラルキル基より選ばれる置換基を表す。またR1〜R4としては、水素原子または炭素数が1〜20のアルキル基、炭素数が1〜20のアミノアルキル基、炭素数が1〜20のヒドロキシアルキル基、炭素数が2〜20のシアノアルキル基、炭素数が6〜20のアリール基および炭素数が7〜20のアラルキル基より選ばれる置換基が好ましい。
【0035】
さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、エポキシ化合物、イソシアネート化合物、シラン化合物などとの付加物も、本発明の好ましいイミダゾール化合物として挙げられる。
【発明の効果】
【0036】
本発明によれば、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金を用いた複合材料を提供することができ、特にCDP(ASTM D 1781−98に準拠したClimbing Drum Peel)試験により測定される剥離トルクを大幅に向上させることができるため、接着強度が求められる自動車部材、建材、航空機部材、スポーツ用具部材などの構造部材に好適に用いることができる。
【図面の簡単な説明】
【0037】
【図1】本発明の複合材料の硬化後の接着樹脂層の一例を示す横断面図である。
【図2】本発明の複合材料の硬化後の接着樹脂層の一例を示す横断面図である。
【図3】硬化後の接着樹脂層の一例を示す横断面図である。
【図4】硬化後の接着樹脂層の一例を示す横断面図である。
【図5】本発明の複合材料を使用した引張せん断試験片の一例を示す縦断面図である。
【図6】本発明の複合材料を使用したCDP試験片の一例を示す縦断面図である。
【符号の説明】
【0038】
1……チタンまたはチタン合金
2……接着面
3……接着樹脂層
4……凝集および不連続に分布している熱可塑性樹脂
5……熱硬化性樹脂
6……被着体
7……凝集していない熱可塑性樹脂
8……炭素繊維強化プラスチック
【発明を実施するための最良の形態】
【0039】
以下、本発明を実施するための最良の形態を説明する。
1.本発明で用いるチタンおよびチタン合金について
本発明で用いられるチタンおよびチタン合金のうち、チタンとはいわゆる純チタンのことである。また、チタン合金には、いわゆるα合金、β合金、およびα+β合金などがある。
【0040】
純チタンの機械的性質は侵入型元素の不純物であるO,N,H,Cなどの含有量によって著しく変化するため、商業用の純チタンは各種規格により、各元素の含有量によって規定されている。JIS規格では、次の表1に記載の通り、特にOの含有量によって3種類が規定されている。もちろん、本発明においては、これら以外の純チタンも用いることができる。
【0041】
【表1】
【0042】
純チタンの結晶構造は室温では最密六方晶(α相)であり、885℃以上では体心立方晶(β相)となる。純チタンにAl,Mo,V,Sn,Zr,Fe,Crなどの合金元素を添加して、チタン合金とすることにより、室温においてα相、β相共に存在させることができる。ここでα合金およびβ合金とはそれぞれα相からなる合金およびβ相からなる合金のことである。また、α+β合金とはα相とβ相の両方が共存する合金のことである。
【0043】
α合金はTi−Al合金で代表され、Al,Sn,Zrなどを添加して固溶強化されている。α合金の例としてはTi−5Al−2.5Sn,Ti−8Al−V−Mo,Ti−6Al−2Sn−4Zr−2Mo−0.1Si,Ti−6Al−5Zr−0.5Mo−0.25Siがあげられる。
【0044】
β合金はMo,V,Crなどのβ安定化元素を多量に添加して、β相を急冷すると、室温でもβ相が完全に残留することにより得られる。さらに時効硬化性を改善する目的で、Al,Sn,Zrなどのα相安定化元素を添加することもある。β合金の例としてはTi−13V−11Cr−3Al,Ti−11.5Mo−4.5Sn−6Zr,Ti−4Mo−8V−6Cr−3Al−4Zr,Ti−15Mo−5Zr,Ti−15Mo−5Zr−3Al,Ti−8Mo−8V−2Fe−3Al,Ti−15V−3Cr−3Al−3Snがあげられる。
【0045】
α+β合金は高温のα+β相領域あるいはβ相領域の温度で溶体化処理し、急冷後400〜600℃で時効熱処理することにより得られる。
【0046】
α+β合金の例としてはTi−6Al−4V,Ti−6Al−2Sn−4Zr−6Mo,Ti−6Al−6V−2Sn,Ti−11Sn−5Zr−2.5Al−Mo−1.25Siがあげられる。
【0047】
これら純チタンおよびチタン合金の中でも、通常の使用温度時に高強度が得られやすいβ合金のTi−15V−3Cr−3Al−3Snやα+β合金のTi−6Al−4Vが好ましく使用される。チタンまたはチタン合金の形状は特に限定されず、板状、棒状、糸状いずれの形態であっても構わない。
2.本発明で用いるイミダゾール化合物について
本発明で用いるイミダゾール化合物とは、イミダゾール環を有する有機化合物を意味する。代表的なイミダゾール化合物としては、上述した一般式(I)で表される化合物が挙げられる。
【0048】
上記一般式(I)で表される化合物の具体例を以下のI−1〜I−12に示す。
【0049】
【化2】
【0050】
【化3】
【0051】
イミダゾール化合物の例としては、さらに一般式(I)で表される化合物と酸の塩が挙げられる。酸としては、塩酸、テトラフルオロホウ酸、過塩素酸、ヘキサフルオロリン酸、酢酸、トリメリット酸、シアヌール酸等を例示することができる。
【0052】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、エポキシ化合物の付加物が挙げられる。エポキシ化合物の例としては、ビスフェノールAジグリシジルエーテル、ビスフェノールFジグリシジルエーテルが挙げられる。
【0053】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、イソシアネート化合物の付加物が挙げられる。イソシアネート化合物の例としては、トリレンジイソシアネート、ヘキサメチレンジイソシアネートが挙げられる。
【0054】
イミダゾール化合物の例として、さらに一般式(I)で表される化合物のうち、R1が水素原子である化合物と、シラン化合物の付加物が挙げられる。このようなイミダゾールシラン化合物の具体例としては、一般式(II)、(III)、(IV)で表されるイミダゾールシラン化合物、およびかかるイミダゾールシラン化合物と酸との塩が挙げられる。ここで、酸としては、塩酸、テトラフルオロホウ酸、過塩素酸、ヘキサフルオロリン酸、酢酸、トリメリット酸、シアヌール酸等を例示することができる。
【0055】
これらイミダゾールシラン化合物の製法および具体例は、特公平07−068256号公報に記載されている。
【0056】
【化4】
【0057】
ここでR5〜R7は、それぞれ独立に、水素原子またはアルキル基、アミノアルキル基、ヒドロキシアルキル基、シアノアルキル基、アリール基、アラルキル基より選ばれる置換基を表し、R8、R9はアルキル基を表す。nは1〜3の整数である。また、R5〜R7としては、水素原子または炭素数が1〜20のアルキル基、炭素数が1〜20のアミノアルキル基、炭素数が1〜20のヒドロキシアルキル基、炭素数が2〜20のシアノアルキル基、炭素数が6〜20のアリール基および炭素数が7〜20のアラルキル基より選ばれる置換基が好ましい。R8、R9としては炭素数が1〜4のアルキル基が好ましい。
【0058】
これらの中で、イミダゾール化合物として、イミダゾールシラン化合物を特に好適に用いることができる。イミダゾールシラン化合物は、シラノール結合により、化合物自体がネットワークを形成するため、接着性を向上させることが可能である。
【0059】
本発明に用いるイミダゾールシラン化合物は、二級水酸基含有トリアルコキシシリル型であることが好ましい。アルコキシシリル基の縮合反応によるシロキサンネットワークを形成し、接着性を向上させることができるため好ましい。同様の理由により、二級水酸基含有ジアルコキシシリル型、二級水酸基を含有しないトリアルコキシシリル型のイミダゾールシラン化合物も好適に使用することができる。また、上記イミダゾールシラン化合物を有機酸と反応させ、塩にしたイミダゾールシラン化合物も好適に使用することができる。
【0060】
イミダゾールシラン化合物は、イミダゾール環を含むシランカップリング剤として、好適に用いることができる。ここで、イミダゾール環を含むカップリング剤とは、イミダゾールシラン化合物そのもの、もしくは、イミダゾールシラン化合物を含む組成物である。イミダゾール環を含むカップリング剤には、必要に応じて、イミダゾールシラン化合物以外の化合物を添加することができる。本発明に用いるイミダゾール環を含むシランカップリング剤は、イミダゾールシラン化合物を10〜30重量%および芳香族化合物を70〜90重量%含むことが好ましい。接着用樹脂組成物は、構成成分である樹脂、シランカップリング剤、熱可塑性樹脂粒子などを均一に分散させるために、通常ニーダーなどを用いて温度をかけた状態で混練される。また接着用樹脂組成物をフィルム状に加工するときには、通常コーターなどをもちいて温度をかけた状態でフィルミングされる。そのため接着用樹脂組成物にエポキシ樹脂が含まれている場合、混練もしくはフィルミング時にかかる温度により、イミダゾール環がエポキシ樹脂の硬化剤もしくは硬化促進剤として反応することがあり、接着用樹脂組成物の粘度が増加するなどの懸念がある。一方、芳香族化合物を含むイミダゾール環を含むシランカップリング剤は、芳香族化合物が溶融してから反応性が高くなるために、混練もしくはフィルミング時の温度を芳香族化合物の融点以下に設定することにより、接着用樹脂組成物および接着用樹脂フィルムの熱安定性を向上できるため好ましい。ここで、芳香族化合物としては、何でも良いが、イミダゾールシラン化合物と均一に混合しやすい点から、フェノール、クレゾール、ナフトール、安息香酸、ナフトエ酸、サリチル酸等の、酸性の芳香族化合物が好ましい。
【0061】
ところで、チタンまたはチタン合金に関する記載はないが、特開平9−12683号公報にはプリント配線基盤としての銅張積層板に関する分野において、主に銅、亜鉛およびそれらから成る合金と、主にエポキシ樹脂組成物との接着性を向上させる技術として、イミダゾールシランまたはその混合物を含むエポキシ樹脂組成物を用いる方法が提案されている。また、特開平5−186479号公報には、イミダゾールシラン化合物を有効成分とする表面処理剤を用いることにより、銅箔とプリプレグを積層して硬化させてなる銅張積層板において、銅箔とプリプレグからなる繊維強化プラスチックとの接着性が向上させる技術が提案されている。この方法によればピール強度をブランク対比1.1倍向上することができる。
【0062】
しかしながら銅、鉄、アルミニウムなどの合金は、もともと比較的接着しやすい合金であり、一般的に使用されているエポキシシランカップリング剤、アミノシランカップリング剤などのカップリング剤を用いても良好に接着することが可能である。そのためイミダゾールシラン化合物を用いても、従来のカップリング剤を用いる場合に比べて、1.1倍というごく極めてわずかなピール強度の向上が見られるだけである。
【0063】
一方、チタンまたはチタン合金は非常に難接着な金属であり、一般的に使用されているエポキシシランカップリング剤もしくはアミノシランカップリング剤を用いても、接着性を向上させることができない。そのため、前述のように、従来は、チタンまたはチタン合金の接着性を向上させるためには、チタンまたはチタン合金の金属表面そのものを改質する必要に迫られ、酸溶液を用いた各種表面処理方法が提案されていた。
【0064】
ところが、発明者等は、鋭意検討の結果、上記のように、イミダゾール化合物によってチタンまたはチタン合金の表面処理を行ったところ、一般的に使用されているエポキシシランカップリング剤、アミノシランカップリング剤などのカップリング剤に比べて、2〜10倍以上の驚異的に高い接着性の向上が得られることを見いだした。これによって、簡易な作業により、チタンまたはチタン合金の接着性を良好にすることが初めて可能になった。また、イミダゾール化合物が、このようにチタンまたはチタン合金に対して、特異的な効果を有することも、初めて見いだされたことである。
3.表面処理が施されたチタンまたはチタン合金について
本発明のチタンまたはチタン合金は、イミダゾール化合物によって表面処理がされていることによって、被着体に対して安定で良好な接着性を有することができる。ここで、イミダゾール化合物によって表面処理がされているとは、チタンまたはチタン合金の接着に供する表面(以下、接着面と呼ぶ)にイミダゾール化合物が付着していることを言う。以下に、表面処理の方法を説明する。
【0065】
まずチタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。ウェットブラストとは水に研磨剤を混入した液体を用いて、ブラストする方法であり、ブラスト表面が常に水により濡れており、酸素を遮断した状態でブラスト処理ができるため好ましい。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。さらにイミダゾール化合物、もしくはイミダゾール化合物を水もしくはエタノールなどのアルコール溶媒に溶解したイミダゾール化合物溶液を用いて、チタンまたはチタン合金の接着面を処理する。表面処理を施すことにより、接着性を向上できる他に、被着体がエポキシ樹脂組成物を含む場合は、イミダゾール化合物が硬化剤もしくは硬化促進剤として、接着面のエポキシ樹脂の硬化を促進し、硬化度を向上できる効果も期待できるため好ましい。特にウェットブラストをした後、ブラスト面が乾燥しない状態で、上記イミダゾール化合物溶液を用いてチタンまたはチタン合金の表面を処理することにより、酸素を遮断した状態で表面処理を施すことができるため、より好ましい。
【0066】
イミダゾール化合物の配合割合は、溶液中の0.1〜10重量%であることが好ましい。より好ましくは0.2〜2重量%である。
【0067】
0.1重量%未満ではイミダゾール化合物が少量すぎて接着効果が低くなる。10重量%を越えると接着強度の向上が頭打ちであること、チタンまたはチタン合金の処理表面から溶媒が揮発した後に、処理表面にイミダゾール化合物の析出が目立ち、取り扱い性が悪くなる等の傾向がある。また、イミダゾール化合物が多すぎると、被着体の樹脂がエポキシ樹脂組成物を含む場合、イミダゾール化合物が硬化剤もしくは硬化触媒として働き、必要以上に硬化反応を促進させてしまうため好ましくない。
【0068】
該溶液を用いてチタンまたはチタン合金の表面を処理する方法としては、塗布、ディッピング、スプレイアップなど、従来のいずれかの方法を使用することができる。
【0069】
また、溶媒は水やエタノールなどの単一溶媒ではなく、エタノール等の溶媒に溶解性のある熱可塑性ポリマーを混合した溶媒を用いることも可能である。
【0070】
特にポリビニルブチラールは溶解性に優れると共に製膜性を有するため、エタノールなどの溶媒に、イミダゾール化合物とポリビニルブチラールを配合した溶液を用いて、チタンまたはチタン合金の表面を処理することにより、エタノール溶媒が揮発後、イミダゾール化合物を含むポリビニルブチラールが製膜化して、イミダゾール化合物を含む均一なポリビニルブチラール層をチタンまたはチタン合金の表面に形成することができるため好ましい。
【0071】
上記のいずれかの方法により表面処理を施したチタンまたはチタン合金は、自然乾燥もしくは加熱炉などによる加熱乾燥のいずれかの方法により溶媒を揮発させて処理することが可能である。特に加熱炉を用いた適切な加熱により、イミダゾールシラン化合物およびポリビニルブチラールなどの熱可塑性ポリマーなどを用いた場合においては、カップリング剤およびポリマーのネットワークがより緻密に形成されるため好ましい。
4.接着用樹脂組成物について
本発明のチタンまたはチタン合金の接着用樹脂組成物について説明する。
【0072】
本発明の接着用樹脂組成物は、熱硬化性樹脂およびイミダゾール化合物を含むことを特徴とする。
【0073】
イミダゾール化合物としては、前記の各種イミダゾール化合物を好ましく用いることができる。中でも、イミダゾール環を含むシランカップリング剤が好ましい。
【0074】
イミダゾール化合物の配合割合は、樹脂組成物中の0.1〜10重量%であることが好ましい。より好ましくは0.2〜2重量%である。
【0075】
0.1重量%未満では、イミダゾール化合物が少量すぎて効果が低くなる。10.0重量%を越えると、接着強度の向上が頭打ちであること、また熱硬化性樹脂がエポキシ樹脂である場合には、イミダゾール化合物が硬化剤もしくは硬化触媒として必要以上に硬化反応を促進させてしまうなどの問題があるため、好ましくない。
【0076】
さらに本発明の接着用樹脂組成物は、熱硬化性樹脂に加えて、熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂を接着用樹脂組成物に配合することにより、接着用樹脂組成物の靱性を向上させることができるため好ましい。接着用樹脂組成物の靱性を向上させることにより、接着性をさらに向上させることができる。また熱可塑性樹脂が熱硬化性樹脂に非相溶である場合、もしくは一部は相溶しても完全に相溶しない場合には、接着後も接着用樹脂組成物の層間を確保することができるため好ましい。接着用樹脂組成物の層間を確保することにより、複合材料に衝撃荷重が負荷された場合に、接着用樹脂の層間が応力緩和層として有効に働くことができるなどのメリットを有する。
【0077】
本発明の接着用樹脂組成物の別の一態様は、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物である。熱可塑性樹脂を含むことによって、上記のように、チタンまたはチタン合金との接着性が向上するからである。この態様の接着用樹脂組成物は、イミダゾール化合物を用いなくても接着性が向上することができる。もちろん、さらにイミダゾール化合物を併用して、接着性をさらに向上することも好ましい。また、この態様の接着用樹脂組成物と、前記のイミダゾール化合物によって表面処理がされているチタンまたはチタン合金との組み合わせで用いることも好ましい。
【0078】
熱可塑性樹脂としては、ポリイミド(PI)、ポリエーテルイミド(PEI)、ポリアミド(PA)、ポリアミドイミド(PAI)、ポリエーテルスルホン(PES)、ポリエーテルエーテルケトン(PEEK)などのいずれの熱可塑性樹脂も使用することが可能である。なかでもポリアミドは接着性に優れるため、より好ましい。
【0079】
接着用樹脂組成物にイミダゾール化合物を含む場合には、耐熱性、耐食性などに優れた熱可塑性樹脂を用いることが好ましい。中でも特にポリイミドやポリアミドイミド、ポリエーテルイミドは耐熱性に優れているため、このような耐熱性に優れた熱可塑性樹脂を用いることにより、接着用樹脂の耐熱性を向上できるため好ましい。また、例えばポリアミドをエポキシ変性すると、破壊歪エネルギー解放率G1cは低下するものの、耐熱性および耐食性が向上するため、接着用樹脂の耐熱性、耐食性を向上できるため好ましい。
【0080】
一方、接着用樹脂組成物にイミダゾール化合物を含まない場合には、接着用樹脂組成物に用いる熱可塑性樹脂の破壊歪エネルギー解放率G1cは4500J/m2以上であることが好ましい。破壊歪エネルギー解放率G1cが4500J/m2未満では、熱可塑性樹脂の強度および弾性率が高くても、破断に要するエネルギーが低くなり、接着樹脂層に容易に亀裂が進むため好ましくない。破壊歪エネルギー解放率G1cは、樹脂のタフネスを表すパラメーターであり、高い方が好ましい。より好ましくは、8000J/m2以上であり、さらに好ましくは、15000J/m2以上である。熱可塑性樹脂の破壊歪エネルギー解放率G1cが高いことにより、接着用樹脂組成物の靱性が高くなり、イミダゾール化合物を含まなくても接着性を高くすることができる。もちろん、さらにイミダゾール化合物を併用して、接着性をさらに向上することも好ましい。
【0081】
本発明に用いる熱可塑性樹脂の破壊歪エネルギー解放率G1cは、ダブルトーション法(以下DT法)で測定される。DT法について詳しくはジャーナル・オブ・マテリアルズ・サイエンス(Journal of Materials Science)第20巻第77−84頁(1985)などに記載されている。
【0082】
破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂としては、結晶性ナイロン12や非晶性ポリアミドなどがある。結晶性ナイロン12は耐熱性は若干低いが、破壊歪エネルギー解放率G1cが非常に大きく、接着用樹脂が破断するときに、非常に大きなエネルギーを要するため、接着樹脂層の亀裂の進展を抑制することができるため好ましい。
【0083】
以上のように、場合に応じて、熱可塑性樹脂を選ぶことが好ましい。また、複数の熱可塑性樹脂を用いても良い。要求特性に応じて、耐熱性および耐食性に優れた熱可塑性樹脂および破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を混合して用いることもできる。
【0084】
以上の条件を満たした上で、熱可塑性樹脂として、熱可塑性エラストマーを用いることも好ましい。熱可塑性エラストマーとしては、アイオノマー(IO)、ポリオレフィン系(TPO)、ウレタン系(TPU)、ポリアミド系(TPAE)、ポリ塩化ビニル系(TPVC)等が好ましく使用される。
【0085】
熱可塑性樹脂の配合割合は、樹脂組成物中の5〜50重量%であることが好ましい。より好ましくは10〜40重量%である。5重量%未満では、熱可塑性樹脂による接着用樹脂の靱性の向上および接着用樹脂の層間の確保が十分でないなどの問題がある。一方、50重量%を超えると、混練による均一分散が困難であること、樹脂粘度が高くなりハンドリング性が劣化すること、耐熱性の低い熱可塑性樹脂などを用いる場合には、接着用樹脂の耐熱性が劣化すること、などの問題がある。
【0086】
熱可塑性樹脂の形態は必ずしも限定されることはなく、必要に応じて不織布もしくはフィルムであってもよい。なかでも球状の粒子は熱可塑性樹脂の充填率を向上できるため好ましい。特に直径が1〜50μmの微粒子がより好ましい。より好ましくは3〜20μmである。特に被着体に繊維強化プラスチックを用いる場合には、微粒子の直径を3〜20μmにすることで繊維の配列を乱すことなく、かつ充填率を向上できるため好ましい。
【0087】
硬化後の接着用樹脂組成物内の熱可塑性樹脂は、不連続形態であることが好ましい。ここで、不連続形態であるとは、熱可塑性樹脂が不織布やフィルムのように連続した形態ではなく、不連続な状態で分布していることを言う。例えば、熱可塑性樹脂が球状である場合などが例示されるが、不連続な状態で分布していれば、楕円体状、不定形粒子状などその他の形状であってもよい。不連続形態であることにより、熱可塑性樹脂を予め接着用樹脂組成物内に撹拌、混合させておくことができるため好ましい。
【0088】
硬化後の接着用樹脂組成物内の熱可塑性樹脂は、さらに凝集形態であることが好ましい。ここで、凝集形態であるとは、不連続形態で配合された複数の熱可塑性樹脂の少なくとも一部が、硬化後の接着用樹脂組成物内で凝集していることをいう。熱可塑性樹脂が凝集形態であることにより、接着用樹脂組成物が破断する時にアンカー効果により接着性が向上する、もしくは亀裂進展を抑制する効果が向上するなどのメリットを有するため好ましい。
【0089】
図1、2に接着用樹脂組成物内において、熱可塑性樹脂が不連続形態かつ凝集形態である代表的な例を示す。図3,4に不連続形態でない、もしくは凝集形態でない代表的な例を示す。図1は、硬化後の接着樹脂層内において、ほぼ球状を有する熱可塑性樹脂が不連続形態かつ凝集形態で分布している例である。また図2は、ほぼ楕円体状である熱可塑性樹脂が不連続形態かつ凝集形態で分布している例である。図3は、ほぼ球状を有する熱可塑性樹脂が不連続形態であるが、非凝集形態で分布している例である。図4は、繊維状を有する熱可塑性樹脂が連続形態で分布している例である。
【0090】
特に、イミダゾール化合物を使用しない場合には、熱可塑性樹脂として、結晶性の熱可塑性樹脂を使用することが好ましい。より好ましくは融点が200℃以下の結晶性の熱可塑性樹脂が好ましい。イミダゾール化合物を使用しない場合、上記のように硬化後の接着用樹脂組成物内において、熱可塑性樹脂を不連続形態かつ凝集形態とすることにより接着性を向上させることが好ましい。成形時に熱可塑性樹脂の融点以上の温度に加熱することにより、接着用樹脂組成物内において熱可塑性樹脂が溶融もしくはそれに近い状態になり、隣接する熱可塑性樹脂同士が融着することで、凝集形態をとる。特に、被着体が繊維強化プラスチックである場合には、多くの場合において、成形温度の上限が200℃程度であるため、成形温度において、熱可塑性樹脂が凝集形態をとるために、熱可塑性樹脂の融点は200℃以下が好ましいのである。また、熱可塑性樹脂の融点以上で成形することにより、熱可塑性樹脂が溶融もしくはそれに近い状態になることにより、熱硬化性樹脂との接着性が良くなるため好ましい。中でもポリアミドは接着性に優れる熱可塑性樹脂であるため、上記の観点から、融点が200℃以下の結晶性ポリアミドはより好ましい。
【0091】
また、イミダゾール化合物を使用せず、かつ、熱可塑性樹脂として、非晶性の熱可塑性樹脂を使用する場合には、同様にガラス転移点が低く、融着しやすい熱可塑性樹脂が好ましい。
【0092】
接着用樹脂組成物に使用する熱硬化性樹脂としては、エポキシ樹脂が好ましい。エポキシ樹脂は接着性および力学特性に優れる。また、本発明のイミダゾール化合物の配合割合の範囲内においては、イミダゾール化合物が接着性を向上させ、かつ、エポキシ樹脂の硬化反応を促進させるため、強固な接着樹脂層を形成できる。
【0093】
また被着体にプラスチック系材料を用いる場合には、被着体のプラスチックに用いる素材と同一または類似の素材であることが好ましい。接着用樹脂組成物と被着体のプラスチック系材料を同一または類似の素材にすることにより、接着性をより向上できるため好ましい。
【0094】
また、接着用樹脂組成物のベース樹脂としては、熱硬化性樹脂の代わりに、上記のような熱可塑性樹脂を使用することも可能である。熱可塑性樹脂をベース樹脂として用いることにより、接着用樹脂組成物の靱性を向上させることができるため好ましい。特に被着体が熱可塑性樹脂からなるプラスチック材料である場合には、接着性および成形性の観点から、同種類の熱可塑性樹脂をベース樹脂として用いた接着用樹脂組成物を用いることが好ましい。
【0095】
接着用樹脂組成物は、通常の液状接着剤のように、チタンまたはチタン合金の接着面に、塗布、デッピィング、スプレイアップなど、公知の方法により付与することができる
また、硬化後の接着樹脂層内において、熱可塑性樹脂が不連続形態、かつ、凝集形態を有するようにするための好ましい1つの方法としては、該熱可塑性樹脂が結晶性である場合には、熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与した後、該熱可塑性樹脂の融点以上の温度に加熱する方法がある。予め接着用樹脂組成物内に球状もしくはその他の不連続形態の熱可塑性樹脂を配合し、成形時に熱可塑性樹脂の融点以上の温度に加熱することにより、接着用樹脂組成物内において熱可塑性樹脂は溶融もしくはそれに近い状態になり、隣接する熱可塑性樹脂同士が融着することで、凝集形態をとる。また接着用樹脂組成物を硬化成形時に適切な成形圧力を加えることにより、熱可塑性樹脂がさらに凝集形態を取りやすくなるため好ましい。また圧力を加えることにより、もともと球状であった熱可塑性樹脂が楕円体状もしくはそれ以外の形状に変形することになり好ましい。楕円体状などに変形することにより、接着樹脂層に応力が加わったときに、熱可塑性樹脂の形状によるアンカー効果により、熱可塑性樹脂と接着用樹脂組成物に用いている熱硬化性樹脂との接着性の向上が期待できる。非晶性の熱可塑性樹脂には明確な融点は無いが、上記同様の理由により、熱可塑性樹脂が融着できる温度以上で成形することにより、同様の効果が期待できる。
5.接着用樹脂フィルムについて
本発明の接着用樹脂フィルムについて説明する。本発明の接着用樹脂フィルムは、前記の接着用樹脂組成物を含むフィルムである。本発明の接着用樹脂フィルムは、前記の接着用樹脂組成物をフィルム状に加工することにより得ることができる。
【0096】
接着用樹脂フィルムは、特に板材などの比較的単純な接着面に、接着用樹脂組成物を厚みムラなく、均一に膜厚を付与できるため好ましい。この観点において、かならずしもフィルム状の必要はなく、板状、不織布状または網の目状の接着用樹脂組成物を用いることも可能である。
【0097】
接着用樹脂フィルムの厚みは0.01〜1.0mmが好ましい。より好ましくは0.2〜0.8mmである。0.01mm未満では、接着樹脂層が薄すぎて、フィルム状にするのが困難であったり、成形圧力などにより接着層から樹脂が流出した場合、接着面に接着樹脂が無くなり、接着強度が低下する懸念があるため好ましくない。一方、1.0mmを越えると成形品の重量が増加するだけでなく、成形時の圧力により接着用樹脂の流出量が多くなるため、好ましくない。
6.プリプレグについて
本発明のプリプレグについて説明する。本発明のプリプレグは、前記の接着用樹脂組成物および強化繊維基材を含むものである。
【0098】
プリプレグに用いる強化繊維基材は、連続繊維からなる場合、一方向基材および織物基材、不織布基材などのいずれの形態であっても良い。一方、強化繊維基材が短繊維からなる場合は、短繊維マット基材、不織布基材などのいずれの形態であっても良い。なかでも一方向基材は力学特性に優れるためより好ましい。また、織物基材や短繊維基材をもちいたプリプレグの力学特性は、一方向基材の力学特性よりも劣るものの、ふけい性に優れることから、複雑形状にふけいする時に好ましい形態である。
【0099】
本発明における強化繊維とは、炭素繊維、ガラス繊維、金属繊維等の高強度高弾性率繊維である。特に強化繊維としては、炭素繊維が好ましい。炭素繊維は軽量で、力学特性に優れ、かつ耐食性を有するため、チタンまたはチタン合金と炭素繊維強化プラスチックからなる複合材料は、軽量で力学特性に優れ、かつ、耐食性を有するため好ましい。
【0100】
本発明のプリプレグの一形態は、本発明の接着用樹脂組成物を強化繊維基材に含浸させたものである。強化繊維基材に含浸させる接着用樹脂組成物はフィルム状であることが好ましい。接着用樹脂組成物を強化繊維からなる基材に含浸させる工程において、含浸させる樹脂組成物が予めフィルム状であることにより、含浸性が良好になり、また繊維強化基材への樹脂の重量目付の管理もしやすいなどのメリットがあるため好ましい。
【0101】
また、本発明のプリプレグの別の形態は、強化繊維基材に予めマトリックス樹脂が含浸されてなるプリプレグ基材の表層に、本発明の接着用樹脂組成物が配置されたものである。すなわち、本発明の接着用樹脂組成物は必ずしも強化繊維からなる基材に含浸している必要はなく、接着用樹脂組成物がプリプレグの表面に配置していることにより、同様の接着性を発現することができる。具体的には、たとえば強化繊維からなる基材に予めマトリックス樹脂が含浸されている従来のプリプレグの表面に、コーターなどを用いて、本発明の接着用樹脂組成物を所定の厚みで配置する。この場合、従来のプリプレグを用いて簡単にチタンまたはチタン合金に接着できるプリプレグを準備できる点からも好ましい。
【0102】
さらに、プリプレグの表面に配置する本発明の接着用樹脂組成物は、前記の接着用樹脂フィルムであることも好ましい。具体的には、たとえば強化繊維基材に予めマトリックス樹脂が含浸されている従来
のプリプレグ表面に、本発明の接着用樹脂フィルムを貼り合わせる。この場合、従来のプリプレグを用いて簡単にチタンまたはチタン合金に接着できるプリプレグを準備できる点からも好ましい。さらに予め樹脂の重量目付が管理されている接着用樹脂フィルムを用いることにより、プリプレグ表面に配置する接着用樹脂組成物の重量目付を管理しやすいなどのメリットがあるため好ましい。
7.複合材料について
上記の方法を用いることにより、チタンまたはチタン合金と被着体が安定で良好な接着性を有する複合材料を成形することができる。上記の方法のうち、2つ以上を組み合わせて用いることも好ましい。
【0103】
被着体としては、プラスチック系材料、金属材料等、特に限定されない。プラスチック系材料としては、熱硬化性樹脂も、熱可塑性樹脂も用いることができる。熱硬化性樹脂を用いた場合は、硬化前の樹脂をチタンまたはチタン合金と貼り合わせた後、熱硬化性樹脂を硬化する方法と、予め硬化した熱硬化性樹脂をチタンまたはチタン合金と貼り合わせる方法の、いずれも用いることができる。
【0104】
予め硬化した熱硬化性樹脂や金属材料をチタンまたはチタン合金と貼り合わせる方法を用いる場合、接着樹脂層を介して両者を接着することが好ましい。接着樹脂層としては、種々のものが使用可能であるが、熱硬化性の接着用樹脂組成物や接着用樹脂フィルムを用い、硬化させて接着樹脂層とすることが、高い接着強度が得られるため好ましい。本発明の接着用樹脂組成物を用いることも好ましい。また、硬化前の熱硬化性樹脂をチタンまたはチタン合金と貼り合わせた後、熱硬化性樹脂を硬化する方法を用いる場合、接着樹脂層を介さずに、両者を直接接着させることが可能である。なお、硬化前の熱硬化性樹脂を用いる場合にも、上記と同様に、接着樹脂層を介して接着させることも好ましい。
【0105】
プラスチック系材料としては、繊維強化プラスチックが好ましい。より好ましくは炭素繊維強化プラスチックである。
【0106】
プラスチック系材料が繊維強化プラスチックである場合には、チタンまたはチタン合金と該繊維強化プラスチックとの間に非繊維強化樹脂層を有することが好ましい。ここで、非繊維強化樹脂層とは、強化繊維を含まない樹脂層のことである。この非繊維強化樹脂層が存在することによって、接着効果が高くなるだけでなく、応力緩和層としても作用することにより、チタンまたはチタン合金と繊維強化プラスチックとの剥離を抑えることができる。また、熱可塑性樹脂粒子や不織布などを非繊維強化樹脂層内に配合することにより、非繊維強化樹脂層の層間を確保しやすく、さらに非繊維強化樹脂層の靱性を向上させることができるため、接着性をより向上させることができるため好ましい。非繊維強化樹脂層は、どのようにして形成しても良いが、接着用樹脂組成物もしくは接着用樹脂フィルムを硬化させた樹脂層を非繊維強化樹脂層として用いると、接着とともに非繊維強化樹脂層の形成ができるので好ましい。
【0107】
金属材料の被着体としては、他のチタンまたはチタン合金であってもよい。チタンまたはチタン合金は力学特性に優れるが、加工性に乏しく、複雑形状に成形することが困難である。したがって、本発明を用いることにより、チタンまたはチタン合金同士を接着することが可能となり、チタンまたはチタン合金で複雑形状を形成することが可能となり、好ましい。もちろん、被着体として、アルミニウム合金等の他の金属または合金を用いることも好ましい。
【0108】
以下に、複合材料の具体的な製造方法について、例を挙げて説明する。
【0109】
まずイミダゾール化合物によって表面処理をされたチタンまたはチタン合金を用いる場合の複合材料の製造方法を説明する。
【0110】
被着体が硬化後の樹脂、金属等である場合には、まず、接着用樹脂を、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に塗布、ディッピング、スプレイアップなどの方法により付与するか、もしくは、チタンまたはチタン合金の接着面に板状またはフィルム状の接着用樹脂を配置する。次に、該接着用樹脂の上に被着体を積層し、接着用樹脂を所定の温度、圧力などの硬化条件に従い硬化させることにより、被着体をチタンまたはチタン合金に接着することができる。当然のことであるが、まず被着体の接着面に接着用樹脂を付与した後に、該接着用樹脂がチタンまたはチタン合金の接着面に配置されるように積層して、接着しても差し支えない。
【0111】
ここで、接着用樹脂としては、プラスチック系材料、金属材料など、被着体に適した従来の接着剤を用いればよい。また、本発明の接着用樹脂組成物を用いることも好ましい。
【0112】
被着体が硬化前のプラスチック系材料である場合には、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に該硬化前のプラスチック系材料を塗布、スプレイアップ、ディッピングなどの方法により付与した後、もしくは、チタンまたはチタン合金の接着面に板状またはフィルム状の該硬化前のプラスチック系材料を配置した後、該プラスチック材料の所定の温度、圧力などの硬化条件に従い、該プラスチック材料を硬化させることにより、接着することが可能である。被着体が、ウレタン塗料やアクリル塗料などの塗料の場合についても同様である。
【0113】
プリプレグなどの未硬化の繊維強化プラスチックを用いて接着成形する場合、上記の方法により表面処理を施したチタンまたはチタン合金の接着面に、該未硬化の繊維強化プラスチックを配した後、所定の圧力、温度などの硬化条件に従い、該繊維強化プラスチックを構成するマトリックス樹脂を硬化させることにより、該繊維強化プラスチックを接着成形することができる。この場合、繊維強化プラスチックの硬化成形と、繊維強化プラスチックのチタンまたはチタン合金への接着が同時に行われるため好ましい。
【0114】
例として、プリプレグを用いる場合には、表面処理を施したチタンまたはチタン合金の接着面に、所定の積層構成に基づいた繊維の配向角度を有する所定の大きさに裁断されたプリプレグを積層し、該プリプレグの所定の硬化条件に従って、硬化温度、圧力をかけることにより接着成形することができる。
【0115】
繊維強化プラスチックは、プリプレグの形態に限定されるものではなく、不連続繊維を用いたSMC(Sheet Molding Compound)基材やBMC(Bulk Molding Compound)基材でもよい。表面処理を施したチタンまたはチタン合金の表面に、SMC基材もしくはBMC基材を配した後、所定の温度、圧力などの成形条件により、該基材を硬化するとともに、接着することが可能である。
【0116】
また、繊維強化プラスチックを構成するマトリックス樹脂が、プリプレグやSMCなどのように予め含浸されている必要はなく、RTM(Resin Transfer Molding)により成形することも可能である。
【0117】
RTM成形の場合、成形型や成形用のツール板上に、表面処理を施したチタンまたはチタン合金を配し、その接着面に、一方向材や織物材のような強化繊維基材を配した後、樹脂を所定の圧力により材料中に流入させる。強化繊維基材に樹脂を含浸させ、所定の温度、圧力により樹脂の含浸を促進させた後、樹脂を硬化させることにより、接着することが可能である。
【0118】
上記すべての硬化条件はステップキュアもしくは複数の硬化温度、硬化圧力などの組み合わせによるものでも構わない。すなわち、第1の硬化条件により、プラスチック系材料の樹脂もしくは繊維強化複合材料の樹脂をある程度硬化(プレキュア)させた後、第2の硬化条件により該樹脂を後硬化(アフターキュア)するような複数の硬化条件を経ることにより、接着および樹脂を硬化させることが可能である。
【0119】
次に、イミダゾール化合物を配合した接着用樹脂組成物を用いる場合の複合材料の製造方法を説明する。
【0120】
まず表面処理を行う時と同様に、チタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。
【0121】
次に、接着用樹脂組成物をチタンまたはチタン合金の接着面に塗布、スプレイアップ、ディッピングなどの方法により付与した後、接着用樹脂組成物の上に被着体を積層し、接着用樹脂組成物を所定の温度、圧力などの硬化条件に従い硬化することによって、被着体を接着することが可能である。また当然のことであるが、まず被着体の接着面に接着用樹脂組成物を付与した後、該接着用樹脂組成物がチタンまたはチタン合金の接着面に配置されるように積層して接着成形することも可能である。
【0122】
本発明の接着用樹脂組成物を用いる場合は、チタンまたはチタン合金の接着面に対するイミダゾール化合物もしくはその溶液による表面処理は必ずしも必要ではない。チタンまたはチタン合金の表面は、サンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディング、ブラストした後、アセトンなどの有機溶剤等を用いて洗浄し、脱脂するのみで良い。当然、イミダゾール化合物もしくはその溶液を用いて表面処理を施した接着面に、本発明の接着用樹脂組成物を付与することも可能である。
【0123】
被着体が硬化前のプラスチック系材料である場合には、接着用樹脂組成物の上に硬化前のプラスチック系材料を積層した後、接着用樹脂組成物の所定の温度、圧力などの硬化条件に従って硬化させると共に、プラスチック系材料も同時に硬化させることが可能である。被着体のプラスチック系材料の硬化反応が接着用樹脂組成物の硬化条件では不完全である場合には、接着用樹脂組成物を硬化することによってプラスチック系材料を接着した後、再度、プラスチック系材料の硬化条件により、プラスチック系材料を十分に硬化させ、接着成形することが可能である。
【0124】
この場合、該接着用樹脂組成物とプラスチック系材料を構成する樹脂が同種類であると、接着とプラスチック系材料を構成する樹脂の硬化を同時に行うことができるため、好ましい。
【0125】
プラスチック系材料が繊維強化プラスチックである場合も同様である。また、上記同様に繊維強化プラスチック基材としては、プリプレグの他、SMCやBMC基材を用いることも可能である。
【0126】
次に、本発明の接着用樹脂フィルムを用いる場合の複合材料の製造方法を説明する。
【0127】
まず表面処理を行うときと同様にチタンまたはチタン合金の接着面をサンドペーパーもしくはサンドブラスト、ウェットブラストなどによりサンディングもしくはブラストする。接着面をサンディングもしくはブラストした後、アセトン、エタノールなどの有機溶剤等を用いて洗浄し、脱脂をする。
【0128】
次に接着用樹脂フィルムをチタンまたはチタン合金の接着面に貼り付けた後、接着用樹脂フィルムの上に被着体を積層し、接着用樹脂フィルムを構成する接着用樹脂組成物を所定の温度、圧力などの硬化条件に従い硬化することによって、被着体を接着することが可能である。
【0129】
また当然のことであるが、被着体の接着面に接着用樹脂フィルムを付与した後、該接着用樹脂組フィルムがチタンまたはチタン合金の接着面に配置されるように積層して接着成形することも可能である。
【0130】
接着用樹脂フィルムを用いる場合の成形方法は、接着用樹脂組成物を用いる場合と基本的に同じであるが、成形物が板材などのように比較的単純な接着面を有する場合、接着用樹脂組成物を厚みムラなく、均一に膜厚を付与できるため好ましい。
【0131】
次に本発明のプリプレグを用いる場合の複合材料の製造方法を説明する。
【0132】
該プリプレグは従来の成形方法を用いて、成形することが可能である。
【0133】
該プリプレグとチタンまたはチタン合金を所定の積層構成に基づき、積層した後、オートクレーブなどを用いて、接着用樹脂組成物およびプリプレグを構成しているマトリックス樹脂の硬化条件に基づいて、所定の温度、圧力をかけて成形する。特に接着用樹脂組成物が、プリプレグの表層に配置されているプリプレグを用いる場合には、接着用樹脂組成物が配置されている側をチタンまたはチタン合金の接着面に配置するように積層して成形する。
【0134】
該プリプレグを用いることで、チタンまたはチタン合金のイミダゾール化合物による表面処理またはイミダゾール化合物を含む接着用樹脂組成物の使用が必ずしも必要でないため、積層工程を簡易化することができるため好ましい。
【0135】
上記の方法により、得られる本発明の複合材料は、チタンまたはチタン合金と接着した被着体との接着性をASTM D 1781−98(1998)に基づいて測定(以降、CDP試験と記載する)したときの、チタンまたはチタン合金と被着体との剥離に要する剥離トルクが5N・mm/mm以上である。より好ましい剥離トルクは10N・mm/mm以上である。
【0136】
剥離トルクが5N・mm/mm未満では、材料として接着性が不足することがあり、該コンポジット材料に荷重や衝撃が負荷された際に、剥離する恐れが生じる。
【0137】
一般に、接着性を評価する時にはJIS K 6850(1999)「接着剤−剛性被着材の引張せん断接着強さ試験方法」に記載されているような引張せん断接着強さを試験することにより評価することが多い。しかしながらせん断接着強さは、実際に問題になる剥離強さと必ずしも対応するものではない。このせん断接着強さ試験方法は、比較的接着性が良好な被着体を用いる場合で、かつ、接着箇所の破壊挙動がせん断(shear:シア)モードであるような場合には有効な評価方法である。しかし、チタンまたはチタン合金のように接着性が極めて悪い被着体を用いる場合で、接着箇所の破壊挙動が剥離(peel:ピール)モードであるような場合には有効ではない。被着体にチタンまたはチタン合金を用いた場合には、せん断接着強さがある程度発現している場合でも、剥離モードで簡単に剥離してしまうことが頻繁にある。そのため、接着性をより良く評価できる方法としては、ASTM D 1781−98に記載された、剥離トルクを測定する方法が好ましいのである。
【実施例】
【0138】
以下に本発明の実施例と比較例を説明する。まず、使用した評価方法を説明する。
【0139】
<引張せん断試験およびCDP試験>
チタン合金と炭素繊維強化プラスチックとの接着サンプルを用いて、引張せん断試験とCDP試験を行った。引張せん断試験片の作製および試験方法はJIS K 6850(1999)に基づいて行った。また、CDP試験片の作製および試験方法はASTM D 1781−98(1998)に基づいて行った。
【0140】
<破壊歪エネルギー解放率>
熱可塑性樹脂の破壊歪エネルギー解放率G1cは、Journal of Materials Science第20巻第77−84頁(1985)に記載されたDT法で測定した。
【0141】
(実施例1)
まず引張せん断試験片の作製方法を説明する。図5は、作製した引張せん断試験片の縦断面図である。
【0142】
図5において、サンプルに用いたチタン合金1は、Ti−15V−3Cr−3Al−3Sn合金であり、幅25mm、長さ100mm、厚み2.75mmの形状に切断した後、アセトンにより接着面2を洗浄したものを準備した。
【0143】
次いでイミダゾール化合物の溶液を用いてチタン合金の接着面2に表面処理を施した。表面処理方法は次のとおりである。
【0144】
2−ウンデシルイミダゾール(四国化成(株)製:C11Z)をエタノールを用いて1.0%濃度に希釈して得られたイミダゾール溶液を接着面2(重ね合わせ長さ12.5mm×幅25mm)に塗布した後、常温でエタノールを揮発させることにより、チタン合金の接着面2に表面処理を施した。
【0145】
表面処理を施した接着面2の上に、接着用樹脂として目付60g/m2のエポキシ樹脂フィルム3を配し、さらにその上に炭素繊維プリプレグを硬化してなる、幅25mm、長さ100mm、厚み2.7mmの形状の炭素繊維強化プラスチック(以下、CFRPと呼ぶ)4を、重ね合わせ長さが12.5mmとなるように重ね合わせた。ここでCFRP4は東レ(株)製炭素繊維T800Hを強化繊維としたプリプレグを一方向に16プライ積層して成形され、繊維方向が長手方向になるように切断加工してあるものであり、チタン合金との接着面はサンドブラストにより表面研磨されているものである。エポキシ樹脂フィルム3の樹脂組成は基本的にプリプレグを構成する樹脂と同様のものであり、硬化条件はプリプレグと同様である。すなわち、エポキシ樹脂は、主剤として液状のビスフェノール型エポキシ樹脂を、硬化剤としてアミン系硬化剤を、また増粘剤としてポリビニルホルマールを配合したものを用いた。
【0146】
次いで重ね合わせ部のチタン合金1とCFRP4の端部を覆うように耐熱テープ(ニチバン(株)製ポリエステルテープNO.558A)で仮止めをし、オートクレーブを用いて、6.0kg/cm2、180℃×2時間でエポキシ樹脂フィルム3を硬化させ、チタン合金1とCFRP4の接着を行った。このようにして、引張せん断試験片を10体作製した。
【0147】
次にCDP試験片の成形方法を説明する。図6は、作製したCDP試験片の縦断面図である。図6において、サンプルに用いたチタン合金1は、厚み0.13mmのTi−15V−3Cr−3Al−3Sn合金を幅25mm、長さ300mmの形状に切断した後、接着面をアセトンにより洗浄した。
【0148】
引張せん断試験片と同様に、チタン合金1の接着面2(重ね合わせ長さ250mm×幅25mm)に表面処理を施した。
【0149】
引張せん断試験片と同様に表面処理を施したチタン合金の接着面2の上に、接着用樹脂として、目付けが60g/m2のエポキシ樹脂フィルム3を配し、さらにその上に炭素繊維プリプレグを硬化してなる幅25mm、長さ250mmのCFRP4を重ね合わせた。
【0150】
ここでCFRP4は東レ(株)製炭素繊維T800Hを強化繊維としたプリプレグを一方向に16プライ積層して成形され、チタン合金との接着面はサンドブラストにより表面研磨されているものである。
【0151】
次いで、重ね合わせ部のチタン合金1とCFRP4の端部を覆うように耐熱テープで仮止めをし、オートクレーブを用いて、6.0kg/cm2、180℃×2時間でエポキシ樹脂フィルム3を硬化させ、チタン合金1とCFRP4の接着を行った。このようにして、CDP試験片を10体作製した。
【0152】
引張せん断試験片10体のうち、5体はJIS K 6850に基づいて室温にて引張せん断試験を行い、5体の試験結果の平均値を引張剪断強度として求めた。残りの5体は、耐環境試験(以下、H/Wと記載する)として、70℃×RH95%に14日間浸漬した後、室温にて同様に試験を行い、引張剪断強度を求めた。CDP試験片10体についても、同様に、5体は室温で、5体はH/Wで剥離トルクを測定した。
【0153】
その結果、引張剪断強度は室温で20.6MPa、H/Wで18.9MPaであった。CDPの剥離トルクは、室温で15.0N・mm/mm、H/Wで12.6N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0154】
(実施例2)
アセトンにより洗浄する前に、チタン合金の接着面を粒度が#400のサンドパーパーを用いて研磨した他は実施例1と同様に引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0155】
その結果、引張剪断強度は室温で23.6MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で19.5N・mm/mm、H/Wで18.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0156】
(実施例3)
2−ウンデシルイミダゾール溶液の代わりに、イミダゾール環を含むシランカップリング剤(日鉱マテリアル(株)社製イミダゾールシラン:IA100A)をエタノールを用いて1.0%濃度に希釈して得られたイミダゾールシラン溶液を用いた他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0157】
その結果、引張剪断強度は室温で25.2MPa、H/Wで22.1MPaであった。CDPの剥離トルクは室温で22.6N・mm/mm、H/Wで20.1N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0158】
(実施例4)
接着用樹脂に、増粘剤としてのポリビニルホルマールの他に、熱可塑性樹脂として、ガラス転移温度Tgが150℃で平均粒径17μm、破壊歪エネルギー解放率G1cが4397J/m2の非晶性ポリアミドの粒子を、組成物重量対比20重量%配合した他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.4MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で24.2N・mm/mm、H/Wで20.4N・mm/mであった。引張せん断試験、CDP試験共に試験後の破断面にはCFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0159】
(実施例5)
接着用樹脂組成物を用いて試験片を作製した。接着用樹脂組成物は、ポリビニルホルマールを配合していない他は実施例1で用いたのと同じ組成の接着用エポキシ樹脂に、イミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物である。2−ウンデシルイミダゾール溶液の代わりに、この接着用樹脂組成物をチタン合金の接着面2に塗布した他は実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で24.9MPa、H/Wで21.8MPaであった。CDPの剥離トルクは室温で24.5N・mm/mm、H/Wで21.2N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0160】
(実施例6)
実施例5で用いた接着用樹脂組成物に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は実施例5と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.1MPa、H/Wで19.8MPaであった。CDPの剥離トルクは室温で26.3N・mm/mm、H/Wで22.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0161】
(実施例7)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例1で用いた接着用樹脂組成物にイミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物をフィルミングして得られた、目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3を、接着用樹脂組成物を塗布する代わりに、チタン合金の接着面2に配した他は実施例5と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.5MPa、H/Wで22.4MPaであった。CDPの剥離トルクは室温で24.8N・mm/mm、H/Wで21.4N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0162】
(実施例8)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例7で用いた接着用樹脂組成物に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は実施例7で用いたのと同じ組成の接着用エポキシ樹脂組成物をフィルミングして得られた、目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例7と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で25.1MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で26.5N・mm/mm、H/Wで22.7N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
(実施例9)
接着用樹脂フィルムを用いて試験片を作製した。接着用樹脂フィルムは実施例4で用いた熱可塑性樹脂の粒子の代わりに、融点Tmが170℃で平均粒径5μm、破壊歪エネルギー解放率G1cが約28000J/m2である結晶性ポリアミド粒子を組成物重量対比20重量%配合した他は実施例4で用いたのと同じ組成の接着用エポキシ樹脂組成物をフィルミングして得られた目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例8と同様にして引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で22.8MPa、H/Wで20.9MPaであった。CDPの剥離トルクは室温で21.5N・mm/mm、H/Wで18.6N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
(実施例10)
接着用樹脂フィルムと硬化前の炭素繊維プリプレグを用いて、チタン合金との接着と炭素繊維プリプレグの硬化を同時に行い、引張せん断試験片とCDP試験片を作製した。チタン合金の形状、接着面の洗浄は実施例1と同じである。炭素繊維プリプレグは、実施例1で用いた炭素繊維プリプレグを未硬化の状態で用いた。
【0163】
まず引張せん断試験片の成形方法を説明する。実施例8で用いた接着用樹脂フィルム3をチタン合金の接着面2に配した後、実施例1で用いた炭素繊維プリプレグを同様に幅25mm、長さ100mmに切断し、同様に16プライ積層して、チタン合金との重ね合わせ長さが12.5mmとなるように接着面2に重ね合わせた。炭素繊維プリプレグは硬化していないため、サンドブラストによるCFRPの接着面の表面研磨はされておらず、重ね合わせ部のチタン合金と炭素繊維プリプレグの端部への耐熱テープで仮止めも行っていない。
【0164】
このサンプルをオートクレーブを用いて、実施例1と同様に6.0kg/cm2、180℃×2時間で処理した。これにより、接着用樹脂フィルムが硬化して炭素繊維プリプレグとチタン合金の接着が行われると共に、炭素繊維プリプレグの硬化が同時に行われた。このようにして、引張せん断試験片を10体作製した。
【0165】
次にCDP試験片の成形方法を説明する。チタン合金の形状、接着面の洗浄は実施例1と同様である。
【0166】
上記同様に接着用樹脂フィルム3をチタン合金の接着面2に配した後、実施例1で用いた炭素繊維プリプレグを同様に幅25mm、長さ250mmに切断し、同様に16プライ積層して、接着面2に重ね合わせた。引張せん断試験片と同様にCFRPの接着面の表面研磨はされておらず、重ね合わせ部のチタン合金と炭素繊維プリプレグの端部への耐熱テープで仮止めも行っていない。
【0167】
オートクレーブの条件は実施例1と同様に6.0kg/cm2、180℃×2時間で処理した。これにより、接着用樹脂フィルムが硬化して炭素繊維プリプレグとチタン合金の接着が行われると共に、炭素繊維プリプレグの硬化が同時に行われた。このようにして、CDP試験片を10体作製した。
【0168】
その結果、引張剪断強度は室温で25.3MPa、H/Wで22.1MPaであった。CDPの剥離トルクは、室温で26.1N・mm/mm、H/Wで22.5N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0169】
(実施例11)
接着用樹脂フィルムと硬化前の炭素繊維プリプレグを用いて、チタン合金との接着と炭素繊維プリプレグの硬化を同時に行い、引張せん断試験片とCDP試験片を作製した。接着用樹脂フィルム3は実施例9で用いた接着用樹脂組成物に、イミダゾール環を含むシランカップリング剤(IA100A)を組成物全重量対比1.0重量%配合した接着用エポキシ樹脂組成物をフィルミングして得られた目付が60g/m2の接着用樹脂フィルムである。この接着用樹脂フィルム3をチタン合金の接着面2に配した他は実施例10と同様にして引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0170】
その結果、引張せん断強度は室温で25.8MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で27.1N・mm/mm、H/Wで22.5N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母剤破壊跡が観察された。
【0171】
(実施例12)
接着用樹脂組成物を強化繊維基材に含浸させて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例8で用いた接着用樹脂組成物を東レ社製炭素繊維T800Hの一方向炭素繊維基材を用いて、炭素繊維目付が190g/m2になるように含浸させることによって得られた炭素繊維プリプレグを用いた。接着用樹脂フィルム3を用いずに、プリプレグをチタン合金の接着面2に直接配する他は実施例10と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0172】
その結果、引張剪断強度は室温で24.9MPa、H/Wで21.9MPaであった。CDPの剥離トルクは室温で25.7N・mm/mm、H/Wで21.9N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0173】
(実施例13)
接着用樹脂組成物を強化繊維基材に含浸させて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例12で用いた接着用樹脂組成物の代わりに、実施例9で用いた接着用樹脂組成物を用いる他は実施例12と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0174】
その結果、引張剪断強度は室温で22.9MPa、H/Wで19.8MPaであった。CDPの剥離トルクは室温で21.7N・mm/mm、H/Wで19.2N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
【0175】
(実施例14)
接着用樹脂フィルムを従来のプリプレグの表面に貼り合わせて得られたプリプレグを用いて試験片を作製した。プリプレグは実施例11で用いた接着用樹脂フィルムを東レ社製炭素繊維T800Hの一方向炭素繊維プリプレグの表面にカレンダーロールにより貼り合わせたものである。プリプレグの接着用樹脂フィルムの側がチタン合金の接着面2に接するように配する他は実施例13と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0176】
その結果、引張剪断強度は室温で27.5MPa、H/Wで24.3MPaであった。CDPの剥離トルクは室温で30.5N・mm/mm、H/Wで26.7N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。
【0177】
(実施例15)
接着用樹脂フィルムを従来のプリプレグの表面に貼り合わせて得られたプリプレグを用いて試験片を作製した。プリプレグに貼り合わせる接着用樹脂フィルムとして、実施例9で用いた樹脂フィルムを用いる他は実施例13と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。
【0178】
その結果、引張剪断強度は室温で23.1MPa、H/Wで19.9MPaであった。CDPの剥離トルクは室温で22.3N・mm/mm、H/Wで19.3N・mm/mmであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPまたは/および接着用樹脂の母材破壊跡が観察された。また硬化後の接着樹脂層の断面観察を行った結果、熱可塑性樹脂の結晶性ポリアミド粒子は、接着樹脂層内で粒子の一部が凝集しており、不連続形態でかつ凝集形態を有していることが観察された。
【0179】
(比較例1)
チタン合金の接着面2にイミダゾール化合物を付与しない他は、実施例1と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で14.1MPa、H/Wで8.2MPaであった。CDPの剥離トルクは室温、H/W共にほとんど検出できないレベルであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0180】
(比較例2)
チタン合金の接着面2にイミダゾール化合物を付与しない他は、実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で15.8MPa、H/Wで11.3MPaであった。CDPの剥離トルクは室温で1.9N・mm/mm、H/Wで1.4N・mm/mmであった。引張せん断試験後の破断面には、CFRPの母材破壊跡は観察されなかった。またCDP試験後の破断面にもCFRPの母材破壊跡は観察されなかった。
【0181】
(比較例3)
比較例1で用いた接着用樹脂に、実施例4で用いた熱可塑性樹脂粒子を組成物重量対比20重量%配合した他は比較例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で15.2MPa、H/Wで10.9MPaであった。CDPの剥離トルクは室温、H/W共にほとんど検出できないレベルであった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0182】
(比較例4)
チタン合金の接着面2にイミダゾール化合物の代わりに、エポキシシランカップリング剤を付与した。エポキシシランカップリング剤を接着面に付与する方法は次のとおりである。
【0183】
エポキシシランカップリング剤(信越化学社製:KBM−403)をエタノールを用いて1.0%濃度に希釈した溶液を接着面2に塗布した後、常温でエタノールを揮発させることにより、チタン合金の接着面にエポキシシランカップリング剤を付与した。その他は、実施例2と同様にして、引張せん断試験片およびCDP試験片を作製し、引張剪断強度およびCDPの剥離トルクを求めた。その結果、引張剪断強度は室温で14.3MPa、H/Wで9.4MPaであった。CDPの剥離トルクは室温、H/W共にほぼ0であった。引張せん断試験、CDP試験共に試験後の破断面には、CFRPの母材破壊跡は観察されなかった。
【0184】
以上の結果を纏めたのが次の表2である。
【0185】
【表2】
【0186】
表2から分かるように、チタン合金の接着面にイミダゾール化合物を有する実施例1〜8、実施例10〜12、14および破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を含む接着用樹脂組成物を用いた実施例9,13,15はいずれもCDPの剥離トルクが室温では15.0N・mm/mm以上、H/Wでも12.6N・mm/mm以上であり、破断後のチタン合金の接着面にはCFRPまたは/および接着用樹脂の母材破壊の跡が確認され、接着性が良好であることが分かった。
【0187】
一方、チタン合金の接着面にイミダゾール化合物を有せず、かつ、破壊歪エネルギー解放率G1cが4500J/m2以上である熱可塑性樹脂を含まない比較例1〜3は、いずれもCDPの剥離トルクがほぼ0であり、簡単に剥離する。また破断後のチタン合金の接着面にはCFRPの母材破壊の跡は確認されず、接着性が悪いことが分かった。
【0188】
また、チタン合金の接着面にエポキシシランカップリング剤を有する比較例4はCDPの剥離トルクがほぼ0であり、破断後のチタン合金の接着面にはCFRPの母材破壊の跡は確認されず、接着性が悪いことが分かった。
【産業上の利用可能性】
【0189】
本発明は、例えば自動車部材、建材、航空機部材、スポーツ用具部材等に好適に用いられる、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金およびそれを用いた複合材料を提供する。また、チタンまたはチタン合金の接着用樹脂組成物、チタンまたはチタン合金の表面処理方法および複合材料の製造方法を提供する。
【特許請求の範囲】
【請求項1】
イミダゾール化合物によって表面処理されているチタンまたはチタン合金。
【請求項2】
イミダゾール化合物が、イミダゾールシラン化合物である請求項1に記載のチタンまたはチタン合金。
【請求項3】
熱硬化性樹脂およびイミダゾール化合物を含むチタンまたはチタン合金の接着用樹脂組成物。
【請求項4】
さらに熱可塑性樹脂を含有する請求項3に記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項5】
イミダゾール化合物が、イミダゾールシラン化合物である請求項3〜4のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項6】
熱硬化性樹脂および熱可塑性樹脂を含むチタンまたはチタン合金の接着用樹脂組成物。
【請求項7】
熱可塑性樹脂の破壊歪エネルギー解放率G1cが4500J/m2以上である請求項4〜6のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項8】
硬化後の接着用樹脂組成物内の熱可塑性樹脂が不連続形態かつ凝集形態である請求項4〜7のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項9】
接着用樹脂組成物内の熱可塑性樹脂が結晶性の熱可塑性樹脂である請求項4〜8のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項10】
熱硬化性樹脂が、エポキシ樹脂である請求項3〜9のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項11】
請求項3〜10のいずれかに記載の接着用樹脂組成物を含むチタンまたはチタン合金の接着用樹脂フィルム。
【請求項12】
請求項3〜10に記載の接着用樹脂組成物および強化繊維を含むプリプレグ。
【請求項13】
接着用樹脂組成物が、強化繊維に含浸されている請求項12に記載のプリプレグ。
【請求項14】
接着用樹脂組成物が、プリプレグの表層に配置されている請求項12に記載のプリプレグ。
【請求項15】
請求項11に記載の接着用樹脂フィルムが、プリプレグの表層に配置されているプリプレグ。
【請求項16】
強化繊維が、炭素繊維である請求項12〜15のいずれかに記載のプリプレグ。
【請求項17】
請求項1または2に記載のチタンまたはチタン合金と、被着体とが接着された複合材料。
【請求項18】
被着体が、プラスチック系材料または金属材料である請求項17に記載の複合材料。
【請求項19】
被着体が、繊維強化プラスチックである請求項18に記載の複合材料。
【請求項20】
チタンまたはチタン合金と繊維強化プラスチックとの間に非繊維強化樹脂層を有する請求項19に記載の複合材料。
【請求項21】
チタンまたはチタン合金と、被着体とが、請求項3〜10のいずれかに記載の接着用樹脂組成物を硬化した接着樹脂層を介して接着された複合材料。
【請求項22】
チタンまたはチタン合金と、被着体とが、請求項11に記載の接着用樹脂フィルムを硬化した接着樹脂層を介して接着された複合材料。
【請求項23】
被着体がプラスチック系材料または金属材料である請求項21または22に記載の複合材料。
【請求項24】
プラスチック系材料が繊維強化プラスチックである請求項23に記載の複合材料。
【請求項25】
チタンまたはチタン合金と、請求項12〜16のいずれかに記載のプリプレグが接着された複合材料。
【請求項26】
ASTM D 1781−98に準じて測定したチタンまたはチタン合金の被着体からの剥離トルクが5N・mm/mm以上である請求項17〜25のいずれかに記載の複合材料。
【請求項27】
チタンまたはチタン合金の表面を、イミダゾール化合物またはその溶液を用いて表面処理する工程を含むチタンまたはチタン合金の表面処理方法。
【請求項28】
チタンまたはチタン合金の表面に、請求項3〜10のいずれかに記載の接着用樹脂組成物を付与する工程を含む複合材料の製造方法。
【請求項29】
チタンまたはチタン合金の表面に、請求項11に記載の接着用樹脂フィルムを積層する工程を含む複合材料の製造方法。
【請求項30】
チタンまたはチタン合金の表面に、請求項12〜16のいずれかに記載のプリプレグを積層する工程を含む複合材料の製造方法。
【請求項31】
熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与する工程、および、該熱可塑性樹脂の融点以上の温度に加熱する工程を含む複合材料の製造方法。
【請求項1】
イミダゾール化合物によって表面処理されているチタンまたはチタン合金。
【請求項2】
イミダゾール化合物が、イミダゾールシラン化合物である請求項1に記載のチタンまたはチタン合金。
【請求項3】
熱硬化性樹脂およびイミダゾール化合物を含むチタンまたはチタン合金の接着用樹脂組成物。
【請求項4】
さらに熱可塑性樹脂を含有する請求項3に記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項5】
イミダゾール化合物が、イミダゾールシラン化合物である請求項3〜4のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項6】
熱硬化性樹脂および熱可塑性樹脂を含むチタンまたはチタン合金の接着用樹脂組成物。
【請求項7】
熱可塑性樹脂の破壊歪エネルギー解放率G1cが4500J/m2以上である請求項4〜6のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項8】
硬化後の接着用樹脂組成物内の熱可塑性樹脂が不連続形態かつ凝集形態である請求項4〜7のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項9】
接着用樹脂組成物内の熱可塑性樹脂が結晶性の熱可塑性樹脂である請求項4〜8のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項10】
熱硬化性樹脂が、エポキシ樹脂である請求項3〜9のいずれかに記載のチタンまたはチタン合金の接着用樹脂組成物。
【請求項11】
請求項3〜10のいずれかに記載の接着用樹脂組成物を含むチタンまたはチタン合金の接着用樹脂フィルム。
【請求項12】
請求項3〜10に記載の接着用樹脂組成物および強化繊維を含むプリプレグ。
【請求項13】
接着用樹脂組成物が、強化繊維に含浸されている請求項12に記載のプリプレグ。
【請求項14】
接着用樹脂組成物が、プリプレグの表層に配置されている請求項12に記載のプリプレグ。
【請求項15】
請求項11に記載の接着用樹脂フィルムが、プリプレグの表層に配置されているプリプレグ。
【請求項16】
強化繊維が、炭素繊維である請求項12〜15のいずれかに記載のプリプレグ。
【請求項17】
請求項1または2に記載のチタンまたはチタン合金と、被着体とが接着された複合材料。
【請求項18】
被着体が、プラスチック系材料または金属材料である請求項17に記載の複合材料。
【請求項19】
被着体が、繊維強化プラスチックである請求項18に記載の複合材料。
【請求項20】
チタンまたはチタン合金と繊維強化プラスチックとの間に非繊維強化樹脂層を有する請求項19に記載の複合材料。
【請求項21】
チタンまたはチタン合金と、被着体とが、請求項3〜10のいずれかに記載の接着用樹脂組成物を硬化した接着樹脂層を介して接着された複合材料。
【請求項22】
チタンまたはチタン合金と、被着体とが、請求項11に記載の接着用樹脂フィルムを硬化した接着樹脂層を介して接着された複合材料。
【請求項23】
被着体がプラスチック系材料または金属材料である請求項21または22に記載の複合材料。
【請求項24】
プラスチック系材料が繊維強化プラスチックである請求項23に記載の複合材料。
【請求項25】
チタンまたはチタン合金と、請求項12〜16のいずれかに記載のプリプレグが接着された複合材料。
【請求項26】
ASTM D 1781−98に準じて測定したチタンまたはチタン合金の被着体からの剥離トルクが5N・mm/mm以上である請求項17〜25のいずれかに記載の複合材料。
【請求項27】
チタンまたはチタン合金の表面を、イミダゾール化合物またはその溶液を用いて表面処理する工程を含むチタンまたはチタン合金の表面処理方法。
【請求項28】
チタンまたはチタン合金の表面に、請求項3〜10のいずれかに記載の接着用樹脂組成物を付与する工程を含む複合材料の製造方法。
【請求項29】
チタンまたはチタン合金の表面に、請求項11に記載の接着用樹脂フィルムを積層する工程を含む複合材料の製造方法。
【請求項30】
チタンまたはチタン合金の表面に、請求項12〜16のいずれかに記載のプリプレグを積層する工程を含む複合材料の製造方法。
【請求項31】
熱硬化性樹脂および熱可塑性樹脂を含む接着用樹脂組成物を、チタンまたはチタン合金の表面に付与する工程、および、該熱可塑性樹脂の融点以上の温度に加熱する工程を含む複合材料の製造方法。
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【国際公開番号】WO2005/031037
【国際公開日】平成17年4月7日(2005.4.7)
【発行日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2005−514239(P2005−514239)
【国際出願番号】PCT/JP2004/014204
【国際出願日】平成16年9月29日(2004.9.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【国際公開日】平成17年4月7日(2005.4.7)
【発行日】平成19年11月15日(2007.11.15)
【国際特許分類】
【国際出願番号】PCT/JP2004/014204
【国際出願日】平成16年9月29日(2004.9.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]