
チタンまたはチタン合金からなる接触表面
本発明は、主に、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであり、また、そのような物品のそのような表面を形成するための方法に関するものである。特に、本発明は、固体状態でのチタンベース合金またはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するに際しての、あるいは、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールの少なくとも1つの接触表面を形成するに際しての、そのような合金の使用に関するものである。本発明においては、チタンまたはチタン合金に対して接触し得るものとされた物品を形成することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、本質的に、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであり、これを使用することによって、固体状態のチタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成することに関するものであり、さらに、そのような物品の少なくとも1つの表面をそのようなスチールから形成するための方法に関するものである。
【背景技術】
【0002】
様々なタイプのスチールを原料として、高温成形モールドを使用してあるいはツールを使用して、チタンベースの合金部材またはチタン合金部材を形成することが、公知である。従来技術においては、モールドまたはツールのうちの、少なくとも、チタンまたはチタン合金に対して接触する部分は、選択されたスチールから形成されていた。その目的は、チタンやチタン合金に対しての表面拡散という実質的な反応を防ぐためである。
【0003】
この認識のもとに、使用されるスチールは、粉末冶金によって形成されたカーボンスチールであり(MdP)、回収し得るモールド部材のためのオーステナイトステンレススチールであり(MdP)、マルエージングスチールであり、等温成形用のまたは可能であれば超塑性成形用の高ニッケル耐火スチール、である。
【0004】
しかしながら、これらスチールでは、チタンやチタン合金に対する表面拡散を十分に制限することができない。
【0005】
チタン合金に対して接触するモールドを形成するに際して、他のクラスのスチールが、また、使用される。これらスチールは、特に、クロムおよびモリブデンの含有量の大きな合金でありかつニッケルを含有していない合金であって、チタンとは反応しないい。しかしながら、これら合金は、ステンレススチールタイプのものである。この点が、本発明に基づいて製造される合金と相違している。
【0006】
いずれの従来技術においても、特に、鉄が拡散して、合金領域を形成してしまう。このため、表面特性が、劣化してしまう。微小構造における表面の変化も、また、観察される。
【0007】
これを改良するために、例えば部材の拡散防止コーティング処理や部材表面の化学的非処理といったような高価な追加的処理を行う必要がある。なお、本出願人の知る限りにおいては、本出願に関連性を有する先行技術文献は存在しない。
【発明の開示】
【課題を解決するための手段】
【0008】
本発明の主たる目的は、チタンやチタン合金に対して接触する表面として、スチールの含有成分が特に鉄がチタンやチタン合金に対して表面拡散してしまうという反応を実質的に(測定不可能な程度にまで)防止し得るようなスチールを選択するという、新たな技術的問題点を解決することである。
【0009】
本発明の目的は、さらに、この新たな技術的問題点を、固体状態でもってチタンまたはチタン合金を形成し得る工業的規模でもって使用し得るようなかつ安価な解決手法に基づいて解決することである。
【0010】
本発明により、初めて、上記新たな技術的問題点を、単純でありかつ安価でありかつ信頼性がありかつ再現性を有した態様で、解決することができる。本発明による方法は、工業的規模で使用することができる。
【0011】
第1見地においては、本発明は、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであって、例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するに際して使用する。
【0012】
本発明の第1実施形態においては、スチールを、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するために使用する。
【0013】
本発明の第2実施形態においては、スチールを、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成するために使用する。
【0014】
本発明の第3実施形態においては、スチールを、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成するために使用する。
【0015】
有利には、形成は、『最終的な』部材の形成に限定されるものではなく、例えばブランクの形成にも適用することができる。このようなブランクに対しては、その後、可能であれば、例えば鍛造やスタンピングやローリングといったような他の処理を施すことができる。
【0016】
有利には、低合金スチールは、鉄以外の合金構成要素を、合計で10重量%未満しか含有しておらず、特に、低合金スチールは、
−2.5重量%以下という、好ましくは0.5重量%以下という、ニッケルと、
−0.5〜4重量%という、好ましくは0.8〜2重量%という、クロムと、
−1重量%以下という、好ましくは0.4重量%以下という、炭素と、
−不可避不純物と、
−残部をなす鉄と、
から構成される。
【0017】
有利な実施形態においては、スチールは、0.1〜4重量%という、好ましくは0.15〜2重量%という、さらに好ましくは0.15〜1重量%という、モリブデンを含有している。
【0018】
さらに他の有利な実施形態においては、スチールは、0.05〜4重量%という、好ましくは0.05〜2重量%という、さらに好ましくは0.1〜1重量%という、バナジウムを含有している。
【0019】
本発明のさらに他の有利な実施形態においては、スチールは、18CD4というグレードのスチールである。
【0020】
本発明のさらに他の有利な実施形態においては、スチールは、15CDV6というグレードのスチールである。
【0021】
第2見地においては、本発明は、また、チタンまたはチタン合金の固体状態での成形に際して、あるいは、チタン粉末またはチタン合金粉末の高密度化および/または成形に際して、あるいは、バルク状チタンまたはバルク状チタン合金の成形に際して、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための方法に関するものであって、上述したようにして、また、特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールによって表面を形成する。これにより、特に、固体状態のチタンやチタン合金に対しての、スチールの構成要素の表面拡散によるとりわけ鉄の表面拡散による実質的な(測定可能な)反応を、防止することができる。本発明によるスチールを使用すれば、特に、スチールの構成要素がチタンまたはチタン合金内へと侵入したり拡散したりすることを、防止することができる。従来技術によるスチールの場合に観測されるのとは異なり、表面の微小構造は、変化しない。有利には、本発明によるスチールを使用すれば、本発明による物品からの構成要素が、固体状態とされたチタンまたはチタンベース合金を、測定し得る程度に汚染してしまうことがない。
【0022】
本発明の第1実施形態においては、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成する。
【0023】
本発明の第2実施形態においては、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成する。
【0024】
本発明の第3実施形態においては、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成する。
【0025】
上記2つの見地における特別の実施形態においては、500℃〜1,000℃という温度で、好ましくは、500℃〜980℃という温度で、高温成形を行う。
【0026】
特別の実施形態においては、TA6Vというグレードのチタンからなる部材のモールドを、形成する。
【0027】
さらに他の特別の実施形態においては、チタンベースの合金から形成されたような特にTA6Vというグレードのチタンから形成されたようなポンプ羽根車を、旋削またはミリングによって形成された低合金スチールによって、形成する。
【0028】
第4見地においては、本発明は、例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した接触表面を備えてなる物品に関するものであって、物品の接触表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0029】
第5見地においては、本発明は、また、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールに関するものであって、このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0030】
第6見地においては、本発明は、さらに、バルク状チタンまたはバルク状チタン合金を成形するためのツールに関するものであって、このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0031】
第7見地においては、本発明は、さらに、チタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を高温成形するためのモールドに関するものであって、このモールドのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0032】
有利には、本発明は、熱処理のための支持ツールに関するものである。
【0033】
特別の実施形態においては、本発明によるスチールは、クロム含有量が、0.5〜4重量%とされ、かつ、ニッケル含有量が、2.5重量%未満とされ、かつ、炭素含有量が、1重量%未満とされる。
【0034】
本発明において使用するスチールは、鍛造やローリングを行った後に、機械加工や研削やキャストスチールを行うことによって、具現することができる。
【0035】
好ましくは、本発明によるスチールは、アニールされた状態とされ、これにより、寸法の再現性を改良することができる。
【発明を実施するための最良の形態】
【0036】
本発明の他の目的や特徴点や利点は、本発明を何ら限定するものではなく単なる例示としてのいくつかの好ましい実験例を参照することにより、当業者には明瞭となるであろう。以下の実験例においては、比率は、重量比率として与えられ、温度は、摂氏温度で与えられる、あるいは、室温として与えられる。圧力は、雰囲気圧力とされる。特に言及しない場合には、雰囲気は、空気雰囲気とされる。
【0037】
[実験例]
[実験例1〜7:本発明によるスチールに関する試験、および、比較例をなすスチールに関する試験]
本発明に関する市販のソフトな低合金スチール(実験例1、実験例2A、および、実験例2B)、ならびに、従来技術に関する市販のソフトな低合金スチール(実験例3A、実験例3B、実験例4、および、実験例5)(特に、15CDV6というグレードは、
THYSSEN FRANCE SA MANUFACTURERS 社から市販されており、18CD4というグレードは、ASCOMETAL 社から市販されており、100HLESというグレードは、TECPHY FIRMINY社から市販されている)は、それぞれ、実験例8の試験に供されるものであって、表Iにおいて重量比率で示すような元素分析結果を有している。残部は、鉄と、不可避不純物と、である。
【0038】
【表1】
【0039】
[実験例8:表Iに記載されたような実験例1〜7によるスチール試料に関する試験]
A 試料に関する試験
A.1 ミリングにより機械加工された試料
試料は、直径が約50mmかつ高さが約70mmという円筒状容器を使用して、形成された。
【0040】
容器を、標準的なTA6V粉末によって充填し、粉末の内部には、XES、XC18(バッチ23729)、18CD4(バッチA4791)、15CDV6(バッチ78384)および100HLES(バッチR2417)という各グレードのソフトなスチールから形成されさらにミリングによって得られた20×10×10mmという大きさの直方体インサートを、配置した。
【0041】
材料の特性は、スチール製インサートに関しては表Iに与えられており、標準的なTA6Vチタン合金粉末に関しては表IIに与えられている。
【0042】
容器の密度は、902℃かつ100MPaでもって4時間にわたって高温等温圧縮によって高密度化された。スチールを、硝酸に溶かすことにより、除去した。高密度化の後に、以下の調査を行った。
・顕微鏡による断面の観察:走査型顕微鏡のEDAXプローブを使用して、TA6Vとスチールとの界面のところにおける拡散プロファイルを、顕微鏡的に観察しての決定した。
・硝酸内へのスチールの溶解後:走査型顕微鏡を使用して、TA6V内における拡散プロファイルを決定するとともに、表面幾何形状の決定および表面粗さの測定を行った。
【0043】
【表2】
【0044】
[製造]
・回転電極を使用した噴霧
・粒径(sieving):315μm
【0045】
検査結果は、以下の通りである。
【0046】
1.XESインサート(従来技術によるA4)
・連続的合金層の厚さが、約5μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=15μm
・スチール内における粉末粒子の大きな凹み。
・表面の微小構造が、不均一。
【0047】
2.XC18インサート(従来技術によるA3AおよびA3B)
・連続的合金層の厚さが、約5μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=9〜12μm
・スチール内における粉末粒子のかなりの凹み。
【0048】
3.18CD4インサート(本発明によるI1)
・合金層が一切存在しない。スチールからTA6V内への元素の拡散が、一切存在しない。
・表面粗さ:Ra=5μm
・3ヶ所におけるダイヤモンドチップ形成により、スチール内における粉末の小さな凹み。
・表面の微小構造の不均一さが無い。
【0049】
4.15CDV6インサート(本発明によるI2AおよびI2B)
・合金層が一切存在しない。スチールからTA6V内への元素の拡散が、一切存在しない。
・表面粗さ:Ra=3〜4μm
・3ヶ所におけるダイヤモンドチップ形成により、スチール内における粉末の小さな凹み。
・表面の微小構造の不均一さが無い。
【0050】
5.100HLESインサート(従来技術によるA5)
・場所によって不均一な合金層が存在し、そのような合金層の厚さが、0〜20μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=2〜3μm
・スチール内における粉末の小さな凹み。
【0051】
A.2 ツールによる機械加工(旋削あるいはミリング)以外の技術によって製造されたインサート
スチール製インサートを形成するための方法に基づく影響を、以下のものの組合せに関して、調査した。
・標準のTA6V:水ジェット切断によって機械加工された18CD4(バッチA4791)
・標準のTA6V:ロストワックスキャスティング(lost-wax casting)によってモールドされた25CD4
・TA6V ELI:スパーク機械加工 (spark-machining)(ワイヤ切断)によって得られた15CDV6(バッチ1470)。
【0052】
高密度化は、いわゆる高温等温圧縮(HIC)(920℃、100MPa、4h)によって行った。
【0053】
スチールとTA6Vとの界面を顕微鏡によって検査することにより、スチールとTA6Vとの間にわたって拡散が起こったかどうかを検証した。最初の2つの組合せに関しては、拡散は、検出されなかった。これに対し、スパーク機械加工されたTA6V ELIと15CDV6との組合せに関しては、場所によって拡散が起こったことが、明らかとなった。
【0054】
B 部材に関する試験
B1. ISOPREC(登録商標)方法
ISOPREC(登録商標)方法を使用すれば、良好な寸法精度を有した形状の部材を得ることができ、その場合、表面の少なくとも一部は、機械的最終仕上げ処理を行う必要なく、形成される。その部分は、キャビティを備えた非ステンレススチールモールド内において、ステンレス製の予備合金化した粉末に対して、HIC(高温等温圧縮)による高密度化処理を施すことにより、所望の最終幾何形状を得ることができるような計算済み寸法でもって、得られる。
【0055】
ISOPREC(登録商標)方法を使用して、TA6Vを原料として、かつ、旋削およびミリングによって製造されたスチールツールを原料として、ポンプの羽根車を形成した。以下の組合せを形成した。
・標準のTA6Vと、XC18バッチ69181と、の組合せ。
・標準のTA6Vと、18CD4バッチA4791(本発明によるI1)と、の組合せ。
・TA6V ELIと、18CD4バッチA4791(本発明によるI1)と、の組合せ。
・TA6V ELIと、15CDV6バッチ78384(本発明によるI2A)と、の組合せ。
・TA6V ELIと、15CDV6バッチ1470(本発明によるI2B)と、の組合せ。
【0056】
再確認として、使用された材料の特性は、表Iおよび表IIに与えられている。
【0057】
HIC(920℃、100MPa、4h)による高密度化、および、硝酸内における溶解によるスチールツールの除去の後に、表面の特性付けを、表面粗さによって、および、鉄による汚染(0.25%という検出限界)によって、行った。
【0058】
試料上において得られた結果を、広い範囲にわたって確認した。表面粗さの少しだけより大きな分散が、容器の充填時における粉末粒子サイズの偏析に基づくものとして、注意することができる。
【0059】
B2. 熱処理のための支持ツールによる半球の製造
この方法は、標準のTA6V内に、厚さが5mmでありかつ直径が550mmであるような半球を支持することに関するものである。この半球は、同じ幾何形状の凹所を有しかつ18CD4から形成されたツールによって保持されつつ、1時間にわたって真空中で約870℃とされる。
【0060】
この処理の後に、得られた結果は、鉄による表面汚染も変形も全く存在しないことを示した。
【0061】
これにより、熱処理のための支持ツールの製造に際してこのスチールを使用し得るとともに、拡散反応を特に鉄による拡散反応を抑制し得ることを、明確に確信した。
【0062】
B3. 粉末の高密度化と鍛造とを行うことによるブランクの製造方法
粉末の高密度化によるブランクの製造を行い、その後、このブランクの鍛造を行った。
【0063】
このブランクは、図1に示す円筒容器の高温等温圧縮(HIC)(例えば、920℃、4時間、100MPa)による高密度化によって、製造した。
【0064】
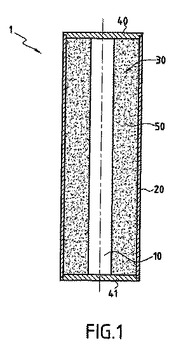
円筒容器(1)は、中央コア(10)、外容器(20)、および、端部をシールするための部材(40,41)、を備えている。
【0065】
この円筒容器(1)は、例えば粉末(50)といったような充填材料を収集するための凹所(30)を有している。外容器(20)の厚さは、3mmであった。
【0066】
例示するならば、50mmという外径でありかつ30mmという内径でありかつ200mmという長さであるような円筒体が、HICによってこの円筒容器(1)から製造された。
【0067】
中央コアは、18CD4から形成され、外容器は、びXC18から形成された。
【0068】
この容器を、標準のTA6V粉末によって充填した。得られた円筒体を、45mmという直径にまで薄肉化し、これにより、XC18と、高密度化の際に形成された拡散領域と、を除去した。
【0069】
このようにして得られたブランクを、35mmという高さを規定する2つのプレートの間において、直径を圧縮することにより、約900〜920℃でもって鍛造した。18CD4からなる中央コアは、硝酸に対する溶解によって除去した。
【0070】
結果は、以下のような断面であることを示した。
−材料の変形が規則的であること。
−18CD4コアに対して予め接触したTA6V円筒体の表面のところにおいて、拡散が全く無いこと。
【0071】
よって、拡散反応を防止するための18CD4の使用の有効性は、また、TA6Vに対して接触することを意図した製造ツールまたはモールドに関しても、確認することができる。
【0072】
本発明は、全体として上述した手段と同等であるような任意の技術的手段を備えている。加えて、従来技術に対して新規であるようなすべての特徴点は、本発明の一部であって、一般的態様でもって特許請求の範囲に規定されている。
【図面の簡単な説明】
【0073】
【図1】円筒容器を示す図である。
【符号の説明】
【0074】
1 円筒容器
30 凹所
50 粉末
【技術分野】
【0001】
本発明は、本質的に、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであり、これを使用することによって、固体状態のチタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成することに関するものであり、さらに、そのような物品の少なくとも1つの表面をそのようなスチールから形成するための方法に関するものである。
【背景技術】
【0002】
様々なタイプのスチールを原料として、高温成形モールドを使用してあるいはツールを使用して、チタンベースの合金部材またはチタン合金部材を形成することが、公知である。従来技術においては、モールドまたはツールのうちの、少なくとも、チタンまたはチタン合金に対して接触する部分は、選択されたスチールから形成されていた。その目的は、チタンやチタン合金に対しての表面拡散という実質的な反応を防ぐためである。
【0003】
この認識のもとに、使用されるスチールは、粉末冶金によって形成されたカーボンスチールであり(MdP)、回収し得るモールド部材のためのオーステナイトステンレススチールであり(MdP)、マルエージングスチールであり、等温成形用のまたは可能であれば超塑性成形用の高ニッケル耐火スチール、である。
【0004】
しかしながら、これらスチールでは、チタンやチタン合金に対する表面拡散を十分に制限することができない。
【0005】
チタン合金に対して接触するモールドを形成するに際して、他のクラスのスチールが、また、使用される。これらスチールは、特に、クロムおよびモリブデンの含有量の大きな合金でありかつニッケルを含有していない合金であって、チタンとは反応しないい。しかしながら、これら合金は、ステンレススチールタイプのものである。この点が、本発明に基づいて製造される合金と相違している。
【0006】
いずれの従来技術においても、特に、鉄が拡散して、合金領域を形成してしまう。このため、表面特性が、劣化してしまう。微小構造における表面の変化も、また、観察される。
【0007】
これを改良するために、例えば部材の拡散防止コーティング処理や部材表面の化学的非処理といったような高価な追加的処理を行う必要がある。なお、本出願人の知る限りにおいては、本出願に関連性を有する先行技術文献は存在しない。
【発明の開示】
【課題を解決するための手段】
【0008】
本発明の主たる目的は、チタンやチタン合金に対して接触する表面として、スチールの含有成分が特に鉄がチタンやチタン合金に対して表面拡散してしまうという反応を実質的に(測定不可能な程度にまで)防止し得るようなスチールを選択するという、新たな技術的問題点を解決することである。
【0009】
本発明の目的は、さらに、この新たな技術的問題点を、固体状態でもってチタンまたはチタン合金を形成し得る工業的規模でもって使用し得るようなかつ安価な解決手法に基づいて解決することである。
【0010】
本発明により、初めて、上記新たな技術的問題点を、単純でありかつ安価でありかつ信頼性がありかつ再現性を有した態様で、解決することができる。本発明による方法は、工業的規模で使用することができる。
【0011】
第1見地においては、本発明は、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであって、例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するに際して使用する。
【0012】
本発明の第1実施形態においては、スチールを、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するために使用する。
【0013】
本発明の第2実施形態においては、スチールを、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成するために使用する。
【0014】
本発明の第3実施形態においては、スチールを、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成するために使用する。
【0015】
有利には、形成は、『最終的な』部材の形成に限定されるものではなく、例えばブランクの形成にも適用することができる。このようなブランクに対しては、その後、可能であれば、例えば鍛造やスタンピングやローリングといったような他の処理を施すことができる。
【0016】
有利には、低合金スチールは、鉄以外の合金構成要素を、合計で10重量%未満しか含有しておらず、特に、低合金スチールは、
−2.5重量%以下という、好ましくは0.5重量%以下という、ニッケルと、
−0.5〜4重量%という、好ましくは0.8〜2重量%という、クロムと、
−1重量%以下という、好ましくは0.4重量%以下という、炭素と、
−不可避不純物と、
−残部をなす鉄と、
から構成される。
【0017】
有利な実施形態においては、スチールは、0.1〜4重量%という、好ましくは0.15〜2重量%という、さらに好ましくは0.15〜1重量%という、モリブデンを含有している。
【0018】
さらに他の有利な実施形態においては、スチールは、0.05〜4重量%という、好ましくは0.05〜2重量%という、さらに好ましくは0.1〜1重量%という、バナジウムを含有している。
【0019】
本発明のさらに他の有利な実施形態においては、スチールは、18CD4というグレードのスチールである。
【0020】
本発明のさらに他の有利な実施形態においては、スチールは、15CDV6というグレードのスチールである。
【0021】
第2見地においては、本発明は、また、チタンまたはチタン合金の固体状態での成形に際して、あるいは、チタン粉末またはチタン合金粉末の高密度化および/または成形に際して、あるいは、バルク状チタンまたはバルク状チタン合金の成形に際して、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための方法に関するものであって、上述したようにして、また、特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールによって表面を形成する。これにより、特に、固体状態のチタンやチタン合金に対しての、スチールの構成要素の表面拡散によるとりわけ鉄の表面拡散による実質的な(測定可能な)反応を、防止することができる。本発明によるスチールを使用すれば、特に、スチールの構成要素がチタンまたはチタン合金内へと侵入したり拡散したりすることを、防止することができる。従来技術によるスチールの場合に観測されるのとは異なり、表面の微小構造は、変化しない。有利には、本発明によるスチールを使用すれば、本発明による物品からの構成要素が、固体状態とされたチタンまたはチタンベース合金を、測定し得る程度に汚染してしまうことがない。
【0022】
本発明の第1実施形態においては、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成する。
【0023】
本発明の第2実施形態においては、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成する。
【0024】
本発明の第3実施形態においては、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成する。
【0025】
上記2つの見地における特別の実施形態においては、500℃〜1,000℃という温度で、好ましくは、500℃〜980℃という温度で、高温成形を行う。
【0026】
特別の実施形態においては、TA6Vというグレードのチタンからなる部材のモールドを、形成する。
【0027】
さらに他の特別の実施形態においては、チタンベースの合金から形成されたような特にTA6Vというグレードのチタンから形成されたようなポンプ羽根車を、旋削またはミリングによって形成された低合金スチールによって、形成する。
【0028】
第4見地においては、本発明は、例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した接触表面を備えてなる物品に関するものであって、物品の接触表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0029】
第5見地においては、本発明は、また、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールに関するものであって、このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0030】
第6見地においては、本発明は、さらに、バルク状チタンまたはバルク状チタン合金を成形するためのツールに関するものであって、このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0031】
第7見地においては、本発明は、さらに、チタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を高温成形するためのモールドに関するものであって、このモールドのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面を、上述したようにしてまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、または、上述した方法によってまた特に断らない限り本発明の一部をなす様々な実験例に関して後述するようにして、非ステンレススチールの低合金スチールによって形成することを特徴とする。
【0032】
有利には、本発明は、熱処理のための支持ツールに関するものである。
【0033】
特別の実施形態においては、本発明によるスチールは、クロム含有量が、0.5〜4重量%とされ、かつ、ニッケル含有量が、2.5重量%未満とされ、かつ、炭素含有量が、1重量%未満とされる。
【0034】
本発明において使用するスチールは、鍛造やローリングを行った後に、機械加工や研削やキャストスチールを行うことによって、具現することができる。
【0035】
好ましくは、本発明によるスチールは、アニールされた状態とされ、これにより、寸法の再現性を改良することができる。
【発明を実施するための最良の形態】
【0036】
本発明の他の目的や特徴点や利点は、本発明を何ら限定するものではなく単なる例示としてのいくつかの好ましい実験例を参照することにより、当業者には明瞭となるであろう。以下の実験例においては、比率は、重量比率として与えられ、温度は、摂氏温度で与えられる、あるいは、室温として与えられる。圧力は、雰囲気圧力とされる。特に言及しない場合には、雰囲気は、空気雰囲気とされる。
【0037】
[実験例]
[実験例1〜7:本発明によるスチールに関する試験、および、比較例をなすスチールに関する試験]
本発明に関する市販のソフトな低合金スチール(実験例1、実験例2A、および、実験例2B)、ならびに、従来技術に関する市販のソフトな低合金スチール(実験例3A、実験例3B、実験例4、および、実験例5)(特に、15CDV6というグレードは、
THYSSEN FRANCE SA MANUFACTURERS 社から市販されており、18CD4というグレードは、ASCOMETAL 社から市販されており、100HLESというグレードは、TECPHY FIRMINY社から市販されている)は、それぞれ、実験例8の試験に供されるものであって、表Iにおいて重量比率で示すような元素分析結果を有している。残部は、鉄と、不可避不純物と、である。
【0038】
【表1】
【0039】
[実験例8:表Iに記載されたような実験例1〜7によるスチール試料に関する試験]
A 試料に関する試験
A.1 ミリングにより機械加工された試料
試料は、直径が約50mmかつ高さが約70mmという円筒状容器を使用して、形成された。
【0040】
容器を、標準的なTA6V粉末によって充填し、粉末の内部には、XES、XC18(バッチ23729)、18CD4(バッチA4791)、15CDV6(バッチ78384)および100HLES(バッチR2417)という各グレードのソフトなスチールから形成されさらにミリングによって得られた20×10×10mmという大きさの直方体インサートを、配置した。
【0041】
材料の特性は、スチール製インサートに関しては表Iに与えられており、標準的なTA6Vチタン合金粉末に関しては表IIに与えられている。
【0042】
容器の密度は、902℃かつ100MPaでもって4時間にわたって高温等温圧縮によって高密度化された。スチールを、硝酸に溶かすことにより、除去した。高密度化の後に、以下の調査を行った。
・顕微鏡による断面の観察:走査型顕微鏡のEDAXプローブを使用して、TA6Vとスチールとの界面のところにおける拡散プロファイルを、顕微鏡的に観察しての決定した。
・硝酸内へのスチールの溶解後:走査型顕微鏡を使用して、TA6V内における拡散プロファイルを決定するとともに、表面幾何形状の決定および表面粗さの測定を行った。
【0043】
【表2】
【0044】
[製造]
・回転電極を使用した噴霧
・粒径(sieving):315μm
【0045】
検査結果は、以下の通りである。
【0046】
1.XESインサート(従来技術によるA4)
・連続的合金層の厚さが、約5μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=15μm
・スチール内における粉末粒子の大きな凹み。
・表面の微小構造が、不均一。
【0047】
2.XC18インサート(従来技術によるA3AおよびA3B)
・連続的合金層の厚さが、約5μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=9〜12μm
・スチール内における粉末粒子のかなりの凹み。
【0048】
3.18CD4インサート(本発明によるI1)
・合金層が一切存在しない。スチールからTA6V内への元素の拡散が、一切存在しない。
・表面粗さ:Ra=5μm
・3ヶ所におけるダイヤモンドチップ形成により、スチール内における粉末の小さな凹み。
・表面の微小構造の不均一さが無い。
【0049】
4.15CDV6インサート(本発明によるI2AおよびI2B)
・合金層が一切存在しない。スチールからTA6V内への元素の拡散が、一切存在しない。
・表面粗さ:Ra=3〜4μm
・3ヶ所におけるダイヤモンドチップ形成により、スチール内における粉末の小さな凹み。
・表面の微小構造の不均一さが無い。
【0050】
5.100HLESインサート(従来技術によるA5)
・場所によって不均一な合金層が存在し、そのような合金層の厚さが、0〜20μm。TA6V内へのFeの拡散は、約0.3mm。
・表面粗さ:Ra=2〜3μm
・スチール内における粉末の小さな凹み。
【0051】
A.2 ツールによる機械加工(旋削あるいはミリング)以外の技術によって製造されたインサート
スチール製インサートを形成するための方法に基づく影響を、以下のものの組合せに関して、調査した。
・標準のTA6V:水ジェット切断によって機械加工された18CD4(バッチA4791)
・標準のTA6V:ロストワックスキャスティング(lost-wax casting)によってモールドされた25CD4
・TA6V ELI:スパーク機械加工 (spark-machining)(ワイヤ切断)によって得られた15CDV6(バッチ1470)。
【0052】
高密度化は、いわゆる高温等温圧縮(HIC)(920℃、100MPa、4h)によって行った。
【0053】
スチールとTA6Vとの界面を顕微鏡によって検査することにより、スチールとTA6Vとの間にわたって拡散が起こったかどうかを検証した。最初の2つの組合せに関しては、拡散は、検出されなかった。これに対し、スパーク機械加工されたTA6V ELIと15CDV6との組合せに関しては、場所によって拡散が起こったことが、明らかとなった。
【0054】
B 部材に関する試験
B1. ISOPREC(登録商標)方法
ISOPREC(登録商標)方法を使用すれば、良好な寸法精度を有した形状の部材を得ることができ、その場合、表面の少なくとも一部は、機械的最終仕上げ処理を行う必要なく、形成される。その部分は、キャビティを備えた非ステンレススチールモールド内において、ステンレス製の予備合金化した粉末に対して、HIC(高温等温圧縮)による高密度化処理を施すことにより、所望の最終幾何形状を得ることができるような計算済み寸法でもって、得られる。
【0055】
ISOPREC(登録商標)方法を使用して、TA6Vを原料として、かつ、旋削およびミリングによって製造されたスチールツールを原料として、ポンプの羽根車を形成した。以下の組合せを形成した。
・標準のTA6Vと、XC18バッチ69181と、の組合せ。
・標準のTA6Vと、18CD4バッチA4791(本発明によるI1)と、の組合せ。
・TA6V ELIと、18CD4バッチA4791(本発明によるI1)と、の組合せ。
・TA6V ELIと、15CDV6バッチ78384(本発明によるI2A)と、の組合せ。
・TA6V ELIと、15CDV6バッチ1470(本発明によるI2B)と、の組合せ。
【0056】
再確認として、使用された材料の特性は、表Iおよび表IIに与えられている。
【0057】
HIC(920℃、100MPa、4h)による高密度化、および、硝酸内における溶解によるスチールツールの除去の後に、表面の特性付けを、表面粗さによって、および、鉄による汚染(0.25%という検出限界)によって、行った。
【0058】
試料上において得られた結果を、広い範囲にわたって確認した。表面粗さの少しだけより大きな分散が、容器の充填時における粉末粒子サイズの偏析に基づくものとして、注意することができる。
【0059】
B2. 熱処理のための支持ツールによる半球の製造
この方法は、標準のTA6V内に、厚さが5mmでありかつ直径が550mmであるような半球を支持することに関するものである。この半球は、同じ幾何形状の凹所を有しかつ18CD4から形成されたツールによって保持されつつ、1時間にわたって真空中で約870℃とされる。
【0060】
この処理の後に、得られた結果は、鉄による表面汚染も変形も全く存在しないことを示した。
【0061】
これにより、熱処理のための支持ツールの製造に際してこのスチールを使用し得るとともに、拡散反応を特に鉄による拡散反応を抑制し得ることを、明確に確信した。
【0062】
B3. 粉末の高密度化と鍛造とを行うことによるブランクの製造方法
粉末の高密度化によるブランクの製造を行い、その後、このブランクの鍛造を行った。
【0063】
このブランクは、図1に示す円筒容器の高温等温圧縮(HIC)(例えば、920℃、4時間、100MPa)による高密度化によって、製造した。
【0064】
円筒容器(1)は、中央コア(10)、外容器(20)、および、端部をシールするための部材(40,41)、を備えている。
【0065】
この円筒容器(1)は、例えば粉末(50)といったような充填材料を収集するための凹所(30)を有している。外容器(20)の厚さは、3mmであった。
【0066】
例示するならば、50mmという外径でありかつ30mmという内径でありかつ200mmという長さであるような円筒体が、HICによってこの円筒容器(1)から製造された。
【0067】
中央コアは、18CD4から形成され、外容器は、びXC18から形成された。
【0068】
この容器を、標準のTA6V粉末によって充填した。得られた円筒体を、45mmという直径にまで薄肉化し、これにより、XC18と、高密度化の際に形成された拡散領域と、を除去した。
【0069】
このようにして得られたブランクを、35mmという高さを規定する2つのプレートの間において、直径を圧縮することにより、約900〜920℃でもって鍛造した。18CD4からなる中央コアは、硝酸に対する溶解によって除去した。
【0070】
結果は、以下のような断面であることを示した。
−材料の変形が規則的であること。
−18CD4コアに対して予め接触したTA6V円筒体の表面のところにおいて、拡散が全く無いこと。
【0071】
よって、拡散反応を防止するための18CD4の使用の有効性は、また、TA6Vに対して接触することを意図した製造ツールまたはモールドに関しても、確認することができる。
【0072】
本発明は、全体として上述した手段と同等であるような任意の技術的手段を備えている。加えて、従来技術に対して新規であるようなすべての特徴点は、本発明の一部であって、一般的態様でもって特許請求の範囲に規定されている。
【図面の簡単な説明】
【0073】
【図1】円筒容器を示す図である。
【符号の説明】
【0074】
1 円筒容器
30 凹所
50 粉末
【特許請求の範囲】
【請求項1】
実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用であって、
例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するに際して使用することを特徴とする使用。
【請求項2】
請求項1記載の使用において、
前記スチールを、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するために使用することを特徴とする使用。
【請求項3】
請求項1記載の使用において、
前記スチールを、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成するために使用することを特徴とする使用。
【請求項4】
請求項1記載の使用において、
前記スチールを、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成するために使用することを特徴とする使用。
【請求項5】
請求項1記載の使用において、
前記低合金スチールが、鉄以外の合金構成要素を、合計で10重量%未満しか含有しておらず、
特に、前記低合金スチールが、
−2.5重量%以下という、好ましくは0.5重量%以下という、ニッケルと、
−0.5〜4重量%という、好ましくは0.8〜2重量%という、クロムと、
−1重量%以下という、好ましくは0.4重量%以下という、炭素と、
−不可避不純物と、
−残部をなす鉄と、
から構成されていることを特徴とする使用。
【請求項6】
請求項1または2記載の使用において、
前記スチールが、0.1〜4重量%という、好ましくは0.15〜2重量%という、さらに好ましくは0.15〜1重量%という、モリブデンを含有していることを特徴とする使用。
【請求項7】
請求項1〜6のいずれか1項に記載の使用において、
前記スチールが、0.05〜4重量%という、好ましくは0.05〜2重量%という、さらに好ましくは0.1〜1重量%という、バナジウムを含有していることを特徴とする使用。
【請求項8】
請求項1〜7のいずれか1項に記載の使用において、
前記スチールが、18CD4というグレードのスチールであることを特徴とする使用。
【請求項9】
請求項1〜8のいずれか1項に記載の使用において、
前記スチールが、15CDV6というグレードのスチールであることを特徴とする使用。
【請求項10】
チタンまたはチタン合金の固体状態での成形に際して、あるいは、チタン粉末またはチタン合金粉末の高密度化および/または成形に際して、あるいは、バルク状チタンまたはバルク状チタン合金の成形に際して、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための方法であって、
請求項1〜9のいずれか1項に記載されているようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの前記低合金スチールによって前記表面を形成することを特徴とする方法。
【請求項11】
請求項10記載の方法において、
固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成することを特徴とする方法。
【請求項12】
請求項10記載の方法において、
チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成することを特徴とする方法。
【請求項13】
請求項10記載の方法において、
バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成することを特徴とする方法。
【請求項14】
請求項10記載の方法において、
500℃〜1,000℃という温度で、好ましくは、500℃〜980℃という温度で、高温キャスティングを行うことを特徴とする方法。
【請求項15】
請求項10または11記載の方法において、
部材のモールドを、TA6Vというグレードのチタンから形成することを特徴とする方法。
【請求項16】
請求項10〜15のいずれか1項に記載の方法において、
チタンベースの合金から形成されたような特にTA6Vというグレードのチタンから形成されたようなポンプ羽根車を、旋削またはミリングによって形成された前記低合金スチールによって、形成することを特徴とする方法。
【請求項17】
請求項10〜16のいずれか1項に記載の方法において、
前記スチールのアニールを行い、これにより、寸法の再現性を改良することを特徴とする方法。
【請求項18】
例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した接触表面を備えてなる物品であって、
前記接触表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの前記低合金スチールによって形成されていることを特徴とする物品。
【請求項19】
チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールであって、
このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするツール。
【請求項20】
バルク状チタンまたはバルク状チタン合金を成形するためのツールであって、
このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするツール。
【請求項21】
チタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を高温成形するためのモールドであって、
このモールドのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするモールド。
【請求項1】
実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用であって、
例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するに際して使用することを特徴とする使用。
【請求項2】
請求項1記載の使用において、
前記スチールを、固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するために使用することを特徴とする使用。
【請求項3】
請求項1記載の使用において、
前記スチールを、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成するために使用することを特徴とする使用。
【請求項4】
請求項1記載の使用において、
前記スチールを、バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成するために使用することを特徴とする使用。
【請求項5】
請求項1記載の使用において、
前記低合金スチールが、鉄以外の合金構成要素を、合計で10重量%未満しか含有しておらず、
特に、前記低合金スチールが、
−2.5重量%以下という、好ましくは0.5重量%以下という、ニッケルと、
−0.5〜4重量%という、好ましくは0.8〜2重量%という、クロムと、
−1重量%以下という、好ましくは0.4重量%以下という、炭素と、
−不可避不純物と、
−残部をなす鉄と、
から構成されていることを特徴とする使用。
【請求項6】
請求項1または2記載の使用において、
前記スチールが、0.1〜4重量%という、好ましくは0.15〜2重量%という、さらに好ましくは0.15〜1重量%という、モリブデンを含有していることを特徴とする使用。
【請求項7】
請求項1〜6のいずれか1項に記載の使用において、
前記スチールが、0.05〜4重量%という、好ましくは0.05〜2重量%という、さらに好ましくは0.1〜1重量%という、バナジウムを含有していることを特徴とする使用。
【請求項8】
請求項1〜7のいずれか1項に記載の使用において、
前記スチールが、18CD4というグレードのスチールであることを特徴とする使用。
【請求項9】
請求項1〜8のいずれか1項に記載の使用において、
前記スチールが、15CDV6というグレードのスチールであることを特徴とする使用。
【請求項10】
チタンまたはチタン合金の固体状態での成形に際して、あるいは、チタン粉末またはチタン合金粉末の高密度化および/または成形に際して、あるいは、バルク状チタンまたはバルク状チタン合金の成形に際して、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための方法であって、
請求項1〜9のいずれか1項に記載されているようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの前記低合金スチールによって前記表面を形成することを特徴とする方法。
【請求項11】
請求項10記載の方法において、
固体状態でのチタンまたはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成することを特徴とする方法。
【請求項12】
請求項10記載の方法において、
チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールを形成することを特徴とする方法。
【請求項13】
請求項10記載の方法において、
バルク状チタンまたはバルク状チタン合金の固体状態での成形のためのツールを形成することを特徴とする方法。
【請求項14】
請求項10記載の方法において、
500℃〜1,000℃という温度で、好ましくは、500℃〜980℃という温度で、高温キャスティングを行うことを特徴とする方法。
【請求項15】
請求項10または11記載の方法において、
部材のモールドを、TA6Vというグレードのチタンから形成することを特徴とする方法。
【請求項16】
請求項10〜15のいずれか1項に記載の方法において、
チタンベースの合金から形成されたような特にTA6Vというグレードのチタンから形成されたようなポンプ羽根車を、旋削またはミリングによって形成された前記低合金スチールによって、形成することを特徴とする方法。
【請求項17】
請求項10〜16のいずれか1項に記載の方法において、
前記スチールのアニールを行い、これにより、寸法の再現性を改良することを特徴とする方法。
【請求項18】
例えばチタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を形成し得るよう、チタンまたはチタン合金に対して接触することを意図した接触表面を備えてなる物品であって、
前記接触表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、実質的にニッケルを含有しておらずかつ非ステンレススチールの前記低合金スチールによって形成されていることを特徴とする物品。
【請求項19】
チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールであって、
このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするツール。
【請求項20】
バルク状チタンまたはバルク状チタン合金を成形するためのツールであって、
このツールのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするツール。
【請求項21】
チタン粉末またはチタン合金粉末を高密度化することおよび/または成形することによってあるいはバルク状チタンまたはバルク状チタン合金を成形することによって固体状態でもってチタンまたはチタン合金を高温成形するためのモールドであって、
このモールドのうちの、固体状態とされたチタンまたはチタン合金に対して接触することを意図した少なくとも1つの表面が、請求項1〜9のいずれか1項に記載されているようにしてまたは請求項10〜17のいずれか1項に記載されているようにして、非ステンレススチールの前記低合金スチールによって形成されていることを特徴とするモールド。
【図1】

【公表番号】特表2007−501326(P2007−501326A)
【公表日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願番号】特願2006−521631(P2006−521631)
【出願日】平成16年7月30日(2004.7.30)
【国際出願番号】PCT/FR2004/002054
【国際公開番号】WO2005/012586
【国際公開日】平成17年2月10日(2005.2.10)
【出願人】(506034754)
【Fターム(参考)】
【公表日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願日】平成16年7月30日(2004.7.30)
【国際出願番号】PCT/FR2004/002054
【国際公開番号】WO2005/012586
【国際公開日】平成17年2月10日(2005.2.10)
【出願人】(506034754)
【Fターム(参考)】
[ Back to top ]