
チタン刃物材、チタン刃物及びその製造方法
【課題】柔らかい食材は勿論硬い食材を切ることができ、切れ味が良く、切れ味が永く持続し、折れ難く、錆難い安価な刃物を実現する。
【解決手段】チタン粉末と炭化ケイ素粉末とを混合してMA処理したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を構成するチタン粉末刃物材(MA材)を焼結した後に研削することにより刃付けしたチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とする。
【解決手段】チタン粉末と炭化ケイ素粉末とを混合してMA処理したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を構成するチタン粉末刃物材(MA材)を焼結した後に研削することにより刃付けしたチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チタン粉末を基材にしたチタン刃物材、チタン刃物及びその製造方法に関する。
【背景技術】
【0002】
刃物は、切れ味が良く、切れ味が永く持続し、折れ難く、曲がり難く、錆難い、ことが望まれ、チタンクラッド鋼刃物が提案されている。
【0003】
刃物が良く切れるためには、刃先になる刃物鋼は、できるだけ高硬度であることが望ましい。しかしながら、チタンには、刃物の刃先に使えるほど高硬度の材料が存在しないことから、チタンとステンレス刃物鋼のクラッドが提案されている。
【0004】
近年、チタン粉末を焼結して作るチタン刃物が提案されている。このチタン刃物は、チタン粉末に硬質粉末を混合した後に圧縮成形し、真空炉中で1200℃〜1300℃で焼結し、その後、研削して刃付けした構成である。しかし、このチタン刃物は、刃先が柔らかいことから、硬い食材を切るには不向きであり、比較的に柔らかい野菜等を切る刃物として使用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−48276号公報
【特許文献2】特開2008−264116号公報
【特許文献3】特開2007−143956号公報
【非特許文献】
【0006】
【非特許文献1】石山新太郎 「核融合炉用高熱伝導セラミックス製ダイバータプレートモデル試験体に関する基礎的研究」、日本原子力学会和文論文誌、Vol.3, No.3(2004),p56〜p65
【非特許文献2】竹腰久仁雄 「刃物の切れ味劣化のメカニズムについて」 砥粒加工学会学術講演会講演論文集 2000巻 307頁〜312頁 2000.09.12発行
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、柔らかい食材はもちろん、硬い食材も切ることができ、良い切れ味が永く持続し、折れ難く、錆難い安価な刃物を得るためのチタン刃物材及びチタン刃物を実現することにある。
【課題を解決するための手段】
【0008】
本発明のチタン刃物は、チタン粉末と硬質粉末としての炭化ケイ素粉末を混合してMA処理(Mechanical Alloying:機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を使用して刃物形状体を形成し、この刃物形状体を構成するチタン粉末刃物材(MA材)を焼結硬化した後に研削することにより刃付けしてチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とするものである。
【発明の効果】
【0009】
本発明によれば、比較的安価で入手し易い炭化ケイ素粉末を硬質粉末としてチタン粉末に混合してMA処理したMA材をチタン板の筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を使用して刃物形状体を形成し、焼結、研削してチタン刃物としたことにより、柔らかい食材はもちろん、硬い食材も切ることができ、しかも、良い切れ味を永く持続することができ、折れ難く、錆難い安価な刃物材及び刃物を実現することができる。
【図面の簡単な説明】
【0010】
【図1】MA材のX線回折測定結果を示す特性曲線図である。
【図2】チタン刃物製造の工程図である。
【図3】チタン刃物の側面図である。
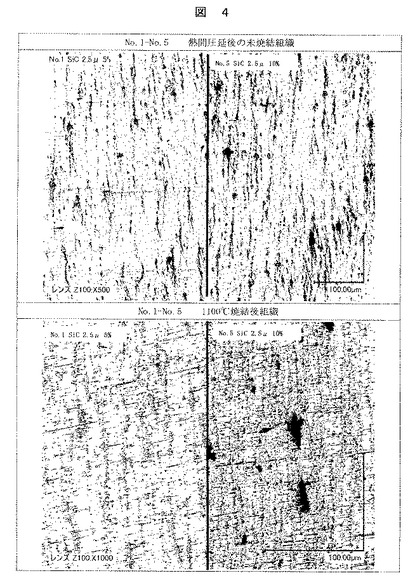
【図4】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
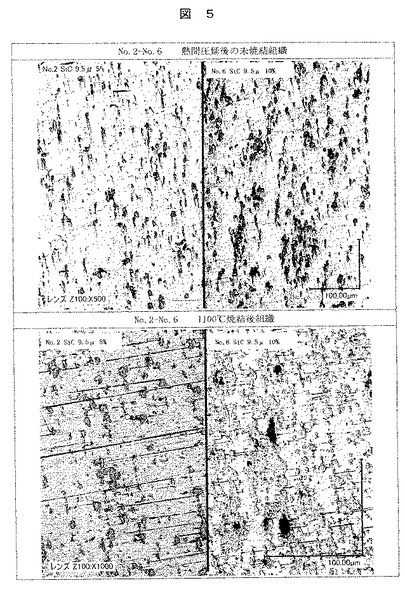
【図5】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
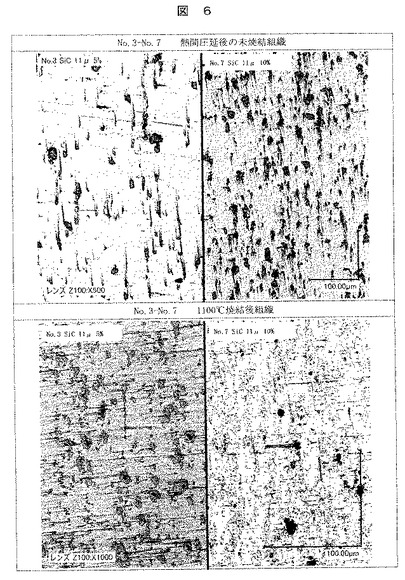
【図6】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
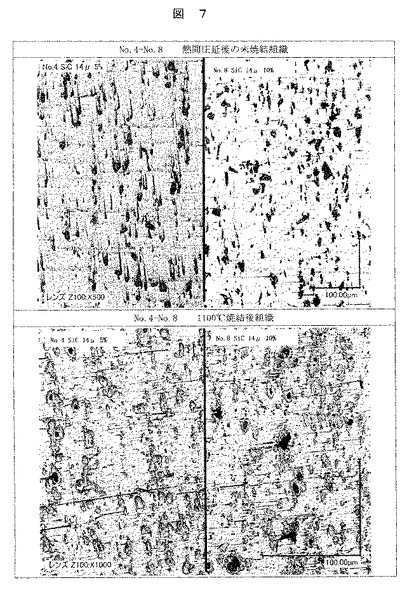
【図7】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
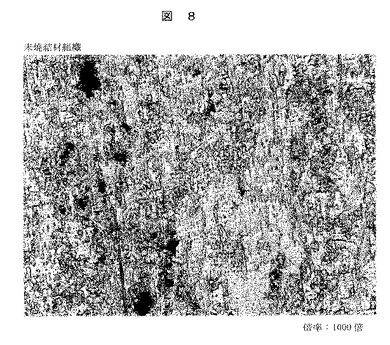
【図8】熱間圧延後のMA材(未焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図9】熱間圧延後のMA材(1100℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図10】熱間圧延後のMA材(1150℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図11】熱間圧延後のMA材(1200℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【発明を実施するための形態】
【0011】
本発明のチタン刃物は、刃部を形成するMA材をチタン粉末と硬質粉末(炭化ケイ素粉末)とを混合してMA処理することによって構成し、このMA材をチタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材をチタン刃物形状に成形してチタン粉末刃物材(MA材部)を研削することにより刃付けしてチタン刃物とし、又はこのチタン刃物材を刃物形状に成形した後に該チタン刃物材を構成するチタン粉末刃物材を焼結した後に研削することにより刃付けしてチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面に前記チタン板によるチタン側板が配された構成である。
【0012】
目的とするチタン刃物の製造に好適な次のような材料を選定した。
【0013】
先ず、チタン刃物材を構成するチタン粉末と硬質粉末の選定は、次の通りである。
【0014】
チタン粉末として、バランスの良い刃物材としての特性を示すトーホーテック株式会社製 チタン合金粉末(a)(Ti−64粉末)である 64合金粉末 ACA150 及び安価で入手が容易な東邦チタニウム株式会社製 スポンジチタン粉末(b)(ロットNo.:T−09015008)を選定した。これらのチタン粉末の組成は、表1、表2に示す通りである(カタログ値)。
【0015】
【表1】

【0016】
【表2】
【0017】
また、硬質粉末として使用する炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合する。具体的には、比較的安価で熱拡散性の良い屋久島電工株式会社製の炭化ケイ素粉末を選定した。そして、表3に示すような平均粒径(カタログ値)で2.5μm〜14μmの4品種を選定した。
【0018】
【表3】
【0019】
次に、MA処理は、ポットミル(径:φ135mm又はφ180mm)、セラミックボール(径:φ25mmとφ30mm)を使用して、回転数を80rpmで所定時間実行し、付加処理を行うことにより、MA処理の徹底を行った。すなわち、硬質粉末として炭化ケイ素粉末(GC−4000F)を体積比でチタン合金粉末に対して10%混合し、表4に示す各条件で実行した。
【0020】
【表4】
【0021】
このMA処理効果を確認するためMA処理後の粉末(MA材)を表5に示す条件でX線回折測定を行った。
【0022】
【表5】
【0023】
図1は、MA処理eのX線回折測定結果を示す特性曲線図である(MA処理a〜dの特性曲線については図示を省略)。この場合、粉末への投入エネルギーが大きくなると、結晶格子のひずみ量が大きくなるので、X線回折特性ピークがブロードになる(裾野の幅が広がる)傾向がある。従って、前記MA処理a〜eを比較すると、処理a〜cよりもポットミル径が大きい処理d,eの方が投入エネルギーが大きく、各々の特性曲線から混合状態の改善が見られ、Tiのピークもブロードになっている。また、処理eの粉末は、処理dの粉末よりも付加処理による均質混合、MA化が促進され、特性ピークがブロードになっている。チタン刃物の製作のためのMA処理時要件としては、a〜eの中では、eが最適であることがわかる。
【0024】
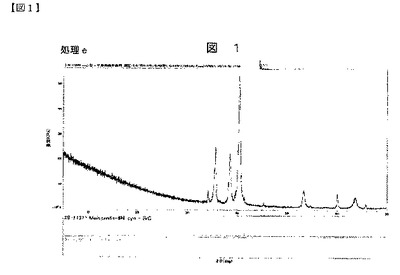
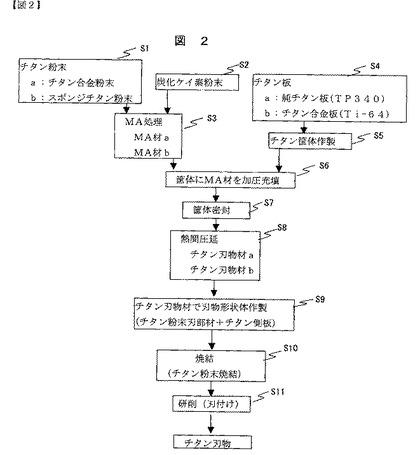
次に、本発明のチタン刃物の概略的な製造方法について、図2を参照して説明する。
【0025】
ステップS1
チタン粉末刃物材を構成する素材であるチタン粉末を準備した。チタン粉末は、チタン合金粉末(a)又はスポンジチタン粉末(b)である。
【0026】
ステップS2
硬質粉末として、炭化ケイ素粉末を準備した。
【0027】
ステップS3
チタン粉末と硬質粉末を混合して所定のMA処理条件でMA処理(e)することによりMA材を得た。MA材は、チタン粉末に対して炭化ケイ素粉末を体積比で5%又は10%混合してMA処理した粉末である。
【0028】
ステップS4
MA材を充填して熱間圧延すると共に後にチタン側板となるチタン筐体を作製する素材として厚さ3mmと20mmのチタン板(チタン合金粉末(a)には純チタン板(TP340)aを、またスポンジチタン粉末(b)にはチタン合金板(Ti−64)b)を準備した。
【0029】
ステップS5
チタン板を用いてチタン筐体を作製した。因みに、チタン筐体は、直方体であり、その外形寸法は、厚さ26mm、幅115mm、長さ150mm及び厚さ60mm、幅225mm、長さ320mmの2種類である。
【0030】
ステップS6
チタン筐体にMA材をプレス機で加圧しながら充填した。
【0031】
ステップS7
MA材を充填したチタン筐体を電子ビーム溶接して密封した。
【0032】
ステップS8
MA材を充填したチタン筐体を熱間圧延した。この熱間圧延は、加熱温度950℃、加熱時間60分で圧延し、10mmの厚さまで圧延した後に再加熱して、更に2mmまで熱間圧延して残留気孔を除去したチタン刃物材を得た。
【0033】
ステップS9
チタン筐体にMA材を充填して熱間圧延して作製したチタン刃物材について、熱処理した後に刃物形状体を作製した。
【0034】
ステップS10
チタン刃物材で作製した刃物形状体を1100℃(チタン粉末)又は1200℃(スポンジチタン粉末)で焼結硬化処理してチタン粉末刃物材とした。
【0035】
ステップS11
焼結硬化後のチタン粉末刃物材を研削して刃付けすることにより、図3に示すようなチタン刃物2とした。因みに、2aはチタン粉末刃物材、2bはチタン側板である。
【0036】
このような製造方法で製造したチタン刃物2は、炭化ケイ素粉末の脱落もなく、従来のチタン刃物に対して格段に優れた切れ味を示した。しかも、良い切れ味を永く持続することができ、抗折強度試験でも折れ難く、曲がり難い特性が得られ、また、耐食性評価の塩水噴霧試験においても錆難い特性を示した。
【0037】
以下にチタン素材の組み合わせを変えて2種類のチタン刃物の製造を説明する。
【実施例1】
【0038】
チタン刃物のチタン粉末刃物材を形成するMA材を、チタン粉末としてチタン合金粉末を使用し、硬質粉末として炭化ケイ素を使用して構成するチタン刃物の製造について説明する。
【0039】
この実施例において製造するチタン刃物は、前述した製造方法を適用して製造するものであり、チタン合金粉末(図2を参照して説明したステップS1におけるチタン合金粉末a)と炭化ケイ素粉末とを混合してMA処理したMA材(図2を参照して説明したステップS3におけるMA材a)を使用して形成したチタン粉末刃物材の両側面にチタン側板を配した構成とする。チタン合金粉末と炭化ケイ素粉末の各種組み合わせ、表6に示すように選定してチタン刃物の試料を作製した。
【0040】
試料No.1〜4は、チタン合金粉末に平均粒径の異なる炭化ケイ素粉末を体積比で5%混合したMA材a、試料No.5〜8は、同チタン合金粉末に平均粒径の異なる炭化ケイ素粉末を体積比で10%混合したMA材aである。
【0041】
【表6】
【0042】
チタン筐体を次のように作製した。この筐体は、MA材aを充填して密封して熱間圧延するために使用し、後にチタン刃物材の両側に残ってチタン側板となる部材である。このチタン筐体は、純チタン板(TP340)をTig溶接して作製した。このチタン筐体の寸法は、純チタン板の厚さは3mm、筐体の外形寸法は、厚さを26mm、幅を115mm、長さを150mmとした。
【0043】
チタン筐体に対するMA材の充填と密封は、チタン筐体に表6に示した素材を処理したMA材をプレス機で押しながら十分に充填し、MA材を充填したチタン筐体の開口をチタン板で蓋をして電子ビーム溶接で行った。
【0044】
MA材を充填したチタン筐体を加熱温度950℃で60分間加熱処理し、熱間圧延してチタン刃物材とした。
【0045】
熱間圧延後のチタン刃物材は再圧延を行って厚さ2mmとした。
【0046】
熱処理後のチタン刃物材を使用して刃物形状体を形成し、焼結硬化処理を行った後に研削することにより刃付けしてチタン刃物を製造した。このチタン刃物(チタン粉末刃物材)のビッカース硬度測定、抗折強度測定、組織観察、切れ味試験を行った。
【0047】
表7は、このチタン刃物のビッカース硬度測定結果を示している。
【0048】
【表7】
【0049】
この結果、市販されている包丁はビッカース硬度で350〜550であるが、この実施例での焼結後のチタン刃物のビッカース硬度(平均値)は430〜564であり、ばらつきはあるもののいずれも一般の包丁の硬度に近い値を示す。特に、試料No.1(チタン合金粉末にGC−4000Fの炭化ケイ素粉末を5%混合したMA材)、試料No.7,8(チタン合金粉末にGC−4000F又はGC−1500Fの炭化ケイ素粉末を10%混合したMA材)においては、一般家庭で使用する包丁として十分な硬さを備えている。
【0050】
また、抗折強度測定の結果を表8に示す。
【0051】
【表8】
【0052】
この結果、硬質粒子SiCの5%混入系試料(No.1〜4)の方が、10%混入系試料(No.5〜8)よりも大きな値を示す傾向にあり、特にSiCの平均粒子径の小さいNo.1の試料では最大値を示し、折り曲げに強い特性を示した。
【0053】
なお、チタン粉末刃物材2aの両側面に配したチタン側板2bは、チタン刃物を折れ難く、曲がり難くする機能を有している。
【0054】
また、熱間圧延後のMA材(未焼結材及び焼結後の焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの写真の一例を図4〜図7に示す。観察結果より、試料No.1〜4はSiCの脱粒は認められないが、試料No.5、No.7〜No.8はいずれもSiCの脱粒が認められ、刃材として不適であることがわかる。
【0055】
さらに、SiCの熱拡散性を評価するためにEPMAの測定を行った。ここでは、炭素粒子の拡散性を評価するため、SiC粒子混入量が多い試料No.8を用いた。これにより、SiCの炭素CがTi合金層へ拡散し、その結果、Ti合金中に、より硬質で安定なTiCとして強固に存在していることが確認された。
【0056】
また、切れ味評価の測定結果を表9に示す。
【0057】
この測定方法は、本多式切れ味試験機(非特許文献2)にて行った。試験対刃物を固定し、7.5mm幅の新聞紙相当の紙を重ねて約750gの加重をかけながら、20mmの往復運動をさせ、1往復の1切断回数として、17回の切断操作を行い、切断された紙の枚数で評価する試験方法である。
【0058】
【表9】
【0059】
測定値のバラツキが見られるが、未焼結材及び焼結材ともにSiCの粒度が大きくなると切れ味が悪くなり、SiCの混入量が多くなると切れ味が良くなる傾向を示す。焼結熱処理によって切断枚数は上昇傾向にあり、切れ味が高まる。また、簡易的に刃付けを行ったものの、試料No.1、6及び8は、いずれも本法による刃物切れ味評価基準枚数の50枚を超えた切断枚数を示す材料があることから、刃物としての使用は十分可能なレベルであることを確認した。
【0060】
以上のことから、試料No.1のチタン刃物材は、バランスのとれた刃物材料特性を示す。すなわち、これは、チタン合金粉末と炭化ケイ素粉末をMA処理したMA材を使用して熱間圧延及び焼結により得られるチタン粉末刃物材であり、その両側面に配した純チタン側板によってチタン刃物を構成することが望ましいことが分かる。
【実施例2】
【0061】
以上のことを考慮して行ったチタン刃物の製造について説明する。
【0062】
この実施例において製造するチタン刃物は、前述の実施例1と同様にして製造するものであり、チタン粉末と硬質粉末とを混合してMA処理したMA材を使用して構成したチタン粉末刃物材の両側面にチタン側板を配した構成とする。
【0063】
図2に示した製造方法におけるステップS1のチタン粉末準備において、チタン粉末bとして本実施例では安価なスポンジチタン粉末b(表2)を準備した。また、ステップS2の硬質粉末準備において、炭化ケイ素粉末(GC−4000F)を準備した。
【0064】
次に、ステップS3において、チタン粉末と硬質粉末を混合してMA処理条件eでMA処理することにより、MA材bを得た。すなわち、MA材bは、スポンジチタン粉末に炭化ケイ素粉末(GC−4000F)を体積比で5%混合してMA処理した粉末である。
【0065】
このMA材bを充填して熱間圧延すると共に後にチタン側板となるチタン筐体を作製する素材として厚さ20mmのチタン合金板(Ti−64)を準備した(ステップS4)。
【0066】
そしてチタン合金板を用いた直方体のチタン筐体を作製した。その外形寸法は、厚さ60mm、幅225mm、長さ320mmとした(ステップS5)。
【0067】
そして、このチタン筐体にMA材bをプレス機で加圧しながら充填した(ステップS6)。
【0068】
MA材bを充填した各チタン筐体を実施例1と同様に電子ビーム溶接して密封した(ステップS7)。
【0069】
次に、MA材を充填したチタン筐体を熱間圧延する。この熱間圧延は、加熱温度950℃、加熱時間60分で10mmの厚さまで圧延した後に更に2mmまで熱間圧延してチタン刃物材bとした(ステップS8)。
【0070】
さらに、熱処理した後に刃物形状体を作製し(ステップS9)、次いで1200℃で焼結硬化処理してチタン粉末刃物材を作製した(ステップS10)。
【0071】
その後、焼結硬化後のチタン粉末刃物材を研削して刃付けすることにより、図3に示すようなチタン刃物2とした(ステップS11)。
【0072】
図9〜図12は、この実施例2において熱間圧延した未焼結チタン粉末刃物材の組織及び焼結温度(1100〜1200℃)の相違による脱粒状況を示す図面代用顕微鏡写真である。
【0073】
図9〜図11のチタン粉末刃物材では炭化ケイ素の脱粒が認められるが、図12の1200℃焼結温度条件では、殆ど脱粒が認められないことから、最適焼結温度を1200℃とした。また、焼結条件が表面硬度(ビッカース硬度)に及ぼす影響を調べた。
【0074】
【表10】
【0075】
実施例1と同様に、表面硬度は、焼結硬化処理による硬度上昇傾向が認められるが、焼結前後の硬度は実施例1より低い値を示す。焼結温度1100℃以上では硬度のばらつき(焼結硬化むら)がみられるが、1100℃、1200℃では硬度の最大値が400以上の値を示しており、焼結硬化の影響が大きく実用性が高い。
【0076】
一方、切れ味測定(実施例1と同じ方法)の結果を表11に示す。
【0077】
【表11】
【0078】
切れ味測定の結果を考察すると、焼結硬化処理効果が現れており、特に1200℃焼結では基準枚数50枚より大きな値となっている。さらに、未焼結材包丁と1200℃焼結材包丁及びセラミック包丁(市販品)を比較すると、1200℃焼結材により作製した包丁は切れ味試験における切断枚数が120〜150枚と焼結材刃物の枚数の約2倍の非常に大きな値を示すが、切れ味の低下も比較的早い傾向にある。また、未焼結材により作製した包丁も同様に未焼結材刃物の約2倍の枚数を示しており、セラミック包丁(市販品)よりも優れた切れ味の包丁が得られた。
【0079】
また、抗折強度測定結果を表12に示す。測定方法、条件は前述の実施例1と同様である。
【0080】
【表12】
【0081】
この測定結果を考察すると、焼結硬化処理の焼結温度が高くなることにより抗折強度は低下する傾向を示すことがわかる。このため、刃物側板に高強度材のTi−64のチタン合金板を使用することにより、刃物として折れ難く、曲がり難い強度特性が得られる。
【0082】
また、作製した刃物の耐食性を評価するため、JIS Z2371に準拠して塩水噴霧試験を実施した。試験機にはスガ試験機株式会社製「塩乾湿複合サイクル試験機CYP−90」を用い、塩水組成は5%NaCl水溶液(pH7、中性)、塩水噴霧温度、圧力は35±1℃、98kPaで試験時間24時間で実施した。試験結果は刃部及び側板には錆の発生は無く、全く異常はなかった。
【0083】
このようにして作製したチタン刃物2は、炭化ケイ素粉末の脱粒もなく、従来のチタン刃物に対して格段に優れた切れ味を示した。しかも、良い切れ味を永く持続することができ、抗折強度測定でもチタン合金側板が機能して折れ難く、曲がり難い特性が得られ、また、塩水噴霧試験においても錆難い特性を示した。
【符号の説明】
【0084】
1…チタン筐体、2…チタン刃物、2a…チタン粉末刃物材、2b…チタン側板。
【技術分野】
【0001】
本発明は、チタン粉末を基材にしたチタン刃物材、チタン刃物及びその製造方法に関する。
【背景技術】
【0002】
刃物は、切れ味が良く、切れ味が永く持続し、折れ難く、曲がり難く、錆難い、ことが望まれ、チタンクラッド鋼刃物が提案されている。
【0003】
刃物が良く切れるためには、刃先になる刃物鋼は、できるだけ高硬度であることが望ましい。しかしながら、チタンには、刃物の刃先に使えるほど高硬度の材料が存在しないことから、チタンとステンレス刃物鋼のクラッドが提案されている。
【0004】
近年、チタン粉末を焼結して作るチタン刃物が提案されている。このチタン刃物は、チタン粉末に硬質粉末を混合した後に圧縮成形し、真空炉中で1200℃〜1300℃で焼結し、その後、研削して刃付けした構成である。しかし、このチタン刃物は、刃先が柔らかいことから、硬い食材を切るには不向きであり、比較的に柔らかい野菜等を切る刃物として使用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−48276号公報
【特許文献2】特開2008−264116号公報
【特許文献3】特開2007−143956号公報
【非特許文献】
【0006】
【非特許文献1】石山新太郎 「核融合炉用高熱伝導セラミックス製ダイバータプレートモデル試験体に関する基礎的研究」、日本原子力学会和文論文誌、Vol.3, No.3(2004),p56〜p65
【非特許文献2】竹腰久仁雄 「刃物の切れ味劣化のメカニズムについて」 砥粒加工学会学術講演会講演論文集 2000巻 307頁〜312頁 2000.09.12発行
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、柔らかい食材はもちろん、硬い食材も切ることができ、良い切れ味が永く持続し、折れ難く、錆難い安価な刃物を得るためのチタン刃物材及びチタン刃物を実現することにある。
【課題を解決するための手段】
【0008】
本発明のチタン刃物は、チタン粉末と硬質粉末としての炭化ケイ素粉末を混合してMA処理(Mechanical Alloying:機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を使用して刃物形状体を形成し、この刃物形状体を構成するチタン粉末刃物材(MA材)を焼結硬化した後に研削することにより刃付けしてチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とするものである。
【発明の効果】
【0009】
本発明によれば、比較的安価で入手し易い炭化ケイ素粉末を硬質粉末としてチタン粉末に混合してMA処理したMA材をチタン板の筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を使用して刃物形状体を形成し、焼結、研削してチタン刃物としたことにより、柔らかい食材はもちろん、硬い食材も切ることができ、しかも、良い切れ味を永く持続することができ、折れ難く、錆難い安価な刃物材及び刃物を実現することができる。
【図面の簡単な説明】
【0010】
【図1】MA材のX線回折測定結果を示す特性曲線図である。
【図2】チタン刃物製造の工程図である。
【図3】チタン刃物の側面図である。
【図4】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図5】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図6】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図7】実施例1における熱間圧延後のMA材(焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図8】熱間圧延後のMA材(未焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図9】熱間圧延後のMA材(1100℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図10】熱間圧延後のMA材(1150℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【図11】熱間圧延後のMA材(1200℃焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの図面代用写真である。
【発明を実施するための形態】
【0011】
本発明のチタン刃物は、刃部を形成するMA材をチタン粉末と硬質粉末(炭化ケイ素粉末)とを混合してMA処理することによって構成し、このMA材をチタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材をチタン刃物形状に成形してチタン粉末刃物材(MA材部)を研削することにより刃付けしてチタン刃物とし、又はこのチタン刃物材を刃物形状に成形した後に該チタン刃物材を構成するチタン粉末刃物材を焼結した後に研削することにより刃付けしてチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面に前記チタン板によるチタン側板が配された構成である。
【0012】
目的とするチタン刃物の製造に好適な次のような材料を選定した。
【0013】
先ず、チタン刃物材を構成するチタン粉末と硬質粉末の選定は、次の通りである。
【0014】
チタン粉末として、バランスの良い刃物材としての特性を示すトーホーテック株式会社製 チタン合金粉末(a)(Ti−64粉末)である 64合金粉末 ACA150 及び安価で入手が容易な東邦チタニウム株式会社製 スポンジチタン粉末(b)(ロットNo.:T−09015008)を選定した。これらのチタン粉末の組成は、表1、表2に示す通りである(カタログ値)。
【0015】
【表1】
【0016】
【表2】
【0017】
また、硬質粉末として使用する炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合する。具体的には、比較的安価で熱拡散性の良い屋久島電工株式会社製の炭化ケイ素粉末を選定した。そして、表3に示すような平均粒径(カタログ値)で2.5μm〜14μmの4品種を選定した。
【0018】
【表3】
【0019】
次に、MA処理は、ポットミル(径:φ135mm又はφ180mm)、セラミックボール(径:φ25mmとφ30mm)を使用して、回転数を80rpmで所定時間実行し、付加処理を行うことにより、MA処理の徹底を行った。すなわち、硬質粉末として炭化ケイ素粉末(GC−4000F)を体積比でチタン合金粉末に対して10%混合し、表4に示す各条件で実行した。
【0020】
【表4】
【0021】
このMA処理効果を確認するためMA処理後の粉末(MA材)を表5に示す条件でX線回折測定を行った。
【0022】
【表5】
【0023】
図1は、MA処理eのX線回折測定結果を示す特性曲線図である(MA処理a〜dの特性曲線については図示を省略)。この場合、粉末への投入エネルギーが大きくなると、結晶格子のひずみ量が大きくなるので、X線回折特性ピークがブロードになる(裾野の幅が広がる)傾向がある。従って、前記MA処理a〜eを比較すると、処理a〜cよりもポットミル径が大きい処理d,eの方が投入エネルギーが大きく、各々の特性曲線から混合状態の改善が見られ、Tiのピークもブロードになっている。また、処理eの粉末は、処理dの粉末よりも付加処理による均質混合、MA化が促進され、特性ピークがブロードになっている。チタン刃物の製作のためのMA処理時要件としては、a〜eの中では、eが最適であることがわかる。
【0024】
次に、本発明のチタン刃物の概略的な製造方法について、図2を参照して説明する。
【0025】
ステップS1
チタン粉末刃物材を構成する素材であるチタン粉末を準備した。チタン粉末は、チタン合金粉末(a)又はスポンジチタン粉末(b)である。
【0026】
ステップS2
硬質粉末として、炭化ケイ素粉末を準備した。
【0027】
ステップS3
チタン粉末と硬質粉末を混合して所定のMA処理条件でMA処理(e)することによりMA材を得た。MA材は、チタン粉末に対して炭化ケイ素粉末を体積比で5%又は10%混合してMA処理した粉末である。
【0028】
ステップS4
MA材を充填して熱間圧延すると共に後にチタン側板となるチタン筐体を作製する素材として厚さ3mmと20mmのチタン板(チタン合金粉末(a)には純チタン板(TP340)aを、またスポンジチタン粉末(b)にはチタン合金板(Ti−64)b)を準備した。
【0029】
ステップS5
チタン板を用いてチタン筐体を作製した。因みに、チタン筐体は、直方体であり、その外形寸法は、厚さ26mm、幅115mm、長さ150mm及び厚さ60mm、幅225mm、長さ320mmの2種類である。
【0030】
ステップS6
チタン筐体にMA材をプレス機で加圧しながら充填した。
【0031】
ステップS7
MA材を充填したチタン筐体を電子ビーム溶接して密封した。
【0032】
ステップS8
MA材を充填したチタン筐体を熱間圧延した。この熱間圧延は、加熱温度950℃、加熱時間60分で圧延し、10mmの厚さまで圧延した後に再加熱して、更に2mmまで熱間圧延して残留気孔を除去したチタン刃物材を得た。
【0033】
ステップS9
チタン筐体にMA材を充填して熱間圧延して作製したチタン刃物材について、熱処理した後に刃物形状体を作製した。
【0034】
ステップS10
チタン刃物材で作製した刃物形状体を1100℃(チタン粉末)又は1200℃(スポンジチタン粉末)で焼結硬化処理してチタン粉末刃物材とした。
【0035】
ステップS11
焼結硬化後のチタン粉末刃物材を研削して刃付けすることにより、図3に示すようなチタン刃物2とした。因みに、2aはチタン粉末刃物材、2bはチタン側板である。
【0036】
このような製造方法で製造したチタン刃物2は、炭化ケイ素粉末の脱落もなく、従来のチタン刃物に対して格段に優れた切れ味を示した。しかも、良い切れ味を永く持続することができ、抗折強度試験でも折れ難く、曲がり難い特性が得られ、また、耐食性評価の塩水噴霧試験においても錆難い特性を示した。
【0037】
以下にチタン素材の組み合わせを変えて2種類のチタン刃物の製造を説明する。
【実施例1】
【0038】
チタン刃物のチタン粉末刃物材を形成するMA材を、チタン粉末としてチタン合金粉末を使用し、硬質粉末として炭化ケイ素を使用して構成するチタン刃物の製造について説明する。
【0039】
この実施例において製造するチタン刃物は、前述した製造方法を適用して製造するものであり、チタン合金粉末(図2を参照して説明したステップS1におけるチタン合金粉末a)と炭化ケイ素粉末とを混合してMA処理したMA材(図2を参照して説明したステップS3におけるMA材a)を使用して形成したチタン粉末刃物材の両側面にチタン側板を配した構成とする。チタン合金粉末と炭化ケイ素粉末の各種組み合わせ、表6に示すように選定してチタン刃物の試料を作製した。
【0040】
試料No.1〜4は、チタン合金粉末に平均粒径の異なる炭化ケイ素粉末を体積比で5%混合したMA材a、試料No.5〜8は、同チタン合金粉末に平均粒径の異なる炭化ケイ素粉末を体積比で10%混合したMA材aである。
【0041】
【表6】
【0042】
チタン筐体を次のように作製した。この筐体は、MA材aを充填して密封して熱間圧延するために使用し、後にチタン刃物材の両側に残ってチタン側板となる部材である。このチタン筐体は、純チタン板(TP340)をTig溶接して作製した。このチタン筐体の寸法は、純チタン板の厚さは3mm、筐体の外形寸法は、厚さを26mm、幅を115mm、長さを150mmとした。
【0043】
チタン筐体に対するMA材の充填と密封は、チタン筐体に表6に示した素材を処理したMA材をプレス機で押しながら十分に充填し、MA材を充填したチタン筐体の開口をチタン板で蓋をして電子ビーム溶接で行った。
【0044】
MA材を充填したチタン筐体を加熱温度950℃で60分間加熱処理し、熱間圧延してチタン刃物材とした。
【0045】
熱間圧延後のチタン刃物材は再圧延を行って厚さ2mmとした。
【0046】
熱処理後のチタン刃物材を使用して刃物形状体を形成し、焼結硬化処理を行った後に研削することにより刃付けしてチタン刃物を製造した。このチタン刃物(チタン粉末刃物材)のビッカース硬度測定、抗折強度測定、組織観察、切れ味試験を行った。
【0047】
表7は、このチタン刃物のビッカース硬度測定結果を示している。
【0048】
【表7】
【0049】
この結果、市販されている包丁はビッカース硬度で350〜550であるが、この実施例での焼結後のチタン刃物のビッカース硬度(平均値)は430〜564であり、ばらつきはあるもののいずれも一般の包丁の硬度に近い値を示す。特に、試料No.1(チタン合金粉末にGC−4000Fの炭化ケイ素粉末を5%混合したMA材)、試料No.7,8(チタン合金粉末にGC−4000F又はGC−1500Fの炭化ケイ素粉末を10%混合したMA材)においては、一般家庭で使用する包丁として十分な硬さを備えている。
【0050】
また、抗折強度測定の結果を表8に示す。
【0051】
【表8】
【0052】
この結果、硬質粒子SiCの5%混入系試料(No.1〜4)の方が、10%混入系試料(No.5〜8)よりも大きな値を示す傾向にあり、特にSiCの平均粒子径の小さいNo.1の試料では最大値を示し、折り曲げに強い特性を示した。
【0053】
なお、チタン粉末刃物材2aの両側面に配したチタン側板2bは、チタン刃物を折れ難く、曲がり難くする機能を有している。
【0054】
また、熱間圧延後のMA材(未焼結材及び焼結後の焼結材)の切断断面を光学顕微鏡を使用して組織観察したときの写真の一例を図4〜図7に示す。観察結果より、試料No.1〜4はSiCの脱粒は認められないが、試料No.5、No.7〜No.8はいずれもSiCの脱粒が認められ、刃材として不適であることがわかる。
【0055】
さらに、SiCの熱拡散性を評価するためにEPMAの測定を行った。ここでは、炭素粒子の拡散性を評価するため、SiC粒子混入量が多い試料No.8を用いた。これにより、SiCの炭素CがTi合金層へ拡散し、その結果、Ti合金中に、より硬質で安定なTiCとして強固に存在していることが確認された。
【0056】
また、切れ味評価の測定結果を表9に示す。
【0057】
この測定方法は、本多式切れ味試験機(非特許文献2)にて行った。試験対刃物を固定し、7.5mm幅の新聞紙相当の紙を重ねて約750gの加重をかけながら、20mmの往復運動をさせ、1往復の1切断回数として、17回の切断操作を行い、切断された紙の枚数で評価する試験方法である。
【0058】
【表9】
【0059】
測定値のバラツキが見られるが、未焼結材及び焼結材ともにSiCの粒度が大きくなると切れ味が悪くなり、SiCの混入量が多くなると切れ味が良くなる傾向を示す。焼結熱処理によって切断枚数は上昇傾向にあり、切れ味が高まる。また、簡易的に刃付けを行ったものの、試料No.1、6及び8は、いずれも本法による刃物切れ味評価基準枚数の50枚を超えた切断枚数を示す材料があることから、刃物としての使用は十分可能なレベルであることを確認した。
【0060】
以上のことから、試料No.1のチタン刃物材は、バランスのとれた刃物材料特性を示す。すなわち、これは、チタン合金粉末と炭化ケイ素粉末をMA処理したMA材を使用して熱間圧延及び焼結により得られるチタン粉末刃物材であり、その両側面に配した純チタン側板によってチタン刃物を構成することが望ましいことが分かる。
【実施例2】
【0061】
以上のことを考慮して行ったチタン刃物の製造について説明する。
【0062】
この実施例において製造するチタン刃物は、前述の実施例1と同様にして製造するものであり、チタン粉末と硬質粉末とを混合してMA処理したMA材を使用して構成したチタン粉末刃物材の両側面にチタン側板を配した構成とする。
【0063】
図2に示した製造方法におけるステップS1のチタン粉末準備において、チタン粉末bとして本実施例では安価なスポンジチタン粉末b(表2)を準備した。また、ステップS2の硬質粉末準備において、炭化ケイ素粉末(GC−4000F)を準備した。
【0064】
次に、ステップS3において、チタン粉末と硬質粉末を混合してMA処理条件eでMA処理することにより、MA材bを得た。すなわち、MA材bは、スポンジチタン粉末に炭化ケイ素粉末(GC−4000F)を体積比で5%混合してMA処理した粉末である。
【0065】
このMA材bを充填して熱間圧延すると共に後にチタン側板となるチタン筐体を作製する素材として厚さ20mmのチタン合金板(Ti−64)を準備した(ステップS4)。
【0066】
そしてチタン合金板を用いた直方体のチタン筐体を作製した。その外形寸法は、厚さ60mm、幅225mm、長さ320mmとした(ステップS5)。
【0067】
そして、このチタン筐体にMA材bをプレス機で加圧しながら充填した(ステップS6)。
【0068】
MA材bを充填した各チタン筐体を実施例1と同様に電子ビーム溶接して密封した(ステップS7)。
【0069】
次に、MA材を充填したチタン筐体を熱間圧延する。この熱間圧延は、加熱温度950℃、加熱時間60分で10mmの厚さまで圧延した後に更に2mmまで熱間圧延してチタン刃物材bとした(ステップS8)。
【0070】
さらに、熱処理した後に刃物形状体を作製し(ステップS9)、次いで1200℃で焼結硬化処理してチタン粉末刃物材を作製した(ステップS10)。
【0071】
その後、焼結硬化後のチタン粉末刃物材を研削して刃付けすることにより、図3に示すようなチタン刃物2とした(ステップS11)。
【0072】
図9〜図12は、この実施例2において熱間圧延した未焼結チタン粉末刃物材の組織及び焼結温度(1100〜1200℃)の相違による脱粒状況を示す図面代用顕微鏡写真である。
【0073】
図9〜図11のチタン粉末刃物材では炭化ケイ素の脱粒が認められるが、図12の1200℃焼結温度条件では、殆ど脱粒が認められないことから、最適焼結温度を1200℃とした。また、焼結条件が表面硬度(ビッカース硬度)に及ぼす影響を調べた。
【0074】
【表10】
【0075】
実施例1と同様に、表面硬度は、焼結硬化処理による硬度上昇傾向が認められるが、焼結前後の硬度は実施例1より低い値を示す。焼結温度1100℃以上では硬度のばらつき(焼結硬化むら)がみられるが、1100℃、1200℃では硬度の最大値が400以上の値を示しており、焼結硬化の影響が大きく実用性が高い。
【0076】
一方、切れ味測定(実施例1と同じ方法)の結果を表11に示す。
【0077】
【表11】
【0078】
切れ味測定の結果を考察すると、焼結硬化処理効果が現れており、特に1200℃焼結では基準枚数50枚より大きな値となっている。さらに、未焼結材包丁と1200℃焼結材包丁及びセラミック包丁(市販品)を比較すると、1200℃焼結材により作製した包丁は切れ味試験における切断枚数が120〜150枚と焼結材刃物の枚数の約2倍の非常に大きな値を示すが、切れ味の低下も比較的早い傾向にある。また、未焼結材により作製した包丁も同様に未焼結材刃物の約2倍の枚数を示しており、セラミック包丁(市販品)よりも優れた切れ味の包丁が得られた。
【0079】
また、抗折強度測定結果を表12に示す。測定方法、条件は前述の実施例1と同様である。
【0080】
【表12】
【0081】
この測定結果を考察すると、焼結硬化処理の焼結温度が高くなることにより抗折強度は低下する傾向を示すことがわかる。このため、刃物側板に高強度材のTi−64のチタン合金板を使用することにより、刃物として折れ難く、曲がり難い強度特性が得られる。
【0082】
また、作製した刃物の耐食性を評価するため、JIS Z2371に準拠して塩水噴霧試験を実施した。試験機にはスガ試験機株式会社製「塩乾湿複合サイクル試験機CYP−90」を用い、塩水組成は5%NaCl水溶液(pH7、中性)、塩水噴霧温度、圧力は35±1℃、98kPaで試験時間24時間で実施した。試験結果は刃部及び側板には錆の発生は無く、全く異常はなかった。
【0083】
このようにして作製したチタン刃物2は、炭化ケイ素粉末の脱粒もなく、従来のチタン刃物に対して格段に優れた切れ味を示した。しかも、良い切れ味を永く持続することができ、抗折強度測定でもチタン合金側板が機能して折れ難く、曲がり難い特性が得られ、また、塩水噴霧試験においても錆難い特性を示した。
【符号の説明】
【0084】
1…チタン筐体、2…チタン刃物、2a…チタン粉末刃物材、2b…チタン側板。
【特許請求の範囲】
【請求項1】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、
このチタン刃物材を使用して刃物形状体を形成し、この刃物形状体を構成するチタン粉末刃物材を焼結した後に研削して刃付けすることにより、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とするチタン刃物の製造方法。
【請求項2】
請求項1において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合することを特徴とするチタン刃物の製造方法。
【請求項3】
請求項1又は2において、前記MA処理は、ポットミルを使用して実行することを特徴とするチタン刃物の製造方法。
【請求項4】
請求項1〜3の1項において、刃物の側板となる前記チタン筐体には、純チタン板又はチタン合金板を使用することを特徴とするチタン刃物の製造方法。
【請求項5】
請求項1〜4の1項において、前記焼結の温度は、1100℃又は1200℃とすることを特徴とするチタン刃物の製造方法。
【請求項6】
請求項1〜5の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物の製造方法。
【請求項7】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を焼結したチタン粉末刃物材と、このチタン粉末刃物材の両側面に配されたチタン側板を備えたことを特徴とするチタン刃物。
【請求項8】
請求項7において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合したものであることを特徴とするチタン刃物。
【請求項9】
請求項7又は8において、前記MA材は、ポットミルを使用して実行したものであることを特徴とするチタン刃物。
【請求項10】
請求項7〜9の1項において、チタン側板は、純チタン板又はチタン合金板であることを特徴とするチタン刃物。
【請求項11】
請求項7〜10の1項において、前記チタン粉末刃物材は、1100℃又は1200℃で焼結されたものであることを特徴とするチタン刃物。
【請求項12】
請求項7〜10の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物。
【請求項13】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、
これを熱間圧延してチタン刃物材とすることを特徴とするチタン刃物材の製造方法。
【請求項14】
請求項12において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合することを特徴とするチタン刃物材の製造方法。
【請求項15】
請求項13又は14において、前記MA処理は、ポットミルを使用して実行することを特徴とするチタン刃物材の製造方法。
【請求項16】
請求項13〜15の1項において、刃物の側板となる前記チタン筐体には、純チタン板又はチタン合金板を使用することを特徴とするチタン刃物材の製造方法。
【請求項17】
請求項13〜16の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物材の製造方法。
【請求項18】
チタン板の筐体に充填して熱間圧延されたチタン粉末と炭化ケイ素粉末のMA材を備えたことを特徴とするチタン刃物材。
【請求項19】
請求項18において、前記炭化ケイ素粉末は、平均粒径2.5μmm〜14μmのものを体積比で5%又は10%混合したものであることを特徴とするチタン刃物材。
【請求項20】
請求項18又は19において、前記MA材は、ポットミルを使用して実行したものであることを特徴とするチタン刃物材。
【請求項21】
請求項18〜20の1項において、チタン側板は、純チタン板又はチタン合金板であることを特徴とするチタン刃物材。
【請求項22】
請求項18〜21の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物材。
【請求項1】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、
このチタン刃物材を使用して刃物形状体を形成し、この刃物形状体を構成するチタン粉末刃物材を焼結した後に研削して刃付けすることにより、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とするチタン刃物の製造方法。
【請求項2】
請求項1において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合することを特徴とするチタン刃物の製造方法。
【請求項3】
請求項1又は2において、前記MA処理は、ポットミルを使用して実行することを特徴とするチタン刃物の製造方法。
【請求項4】
請求項1〜3の1項において、刃物の側板となる前記チタン筐体には、純チタン板又はチタン合金板を使用することを特徴とするチタン刃物の製造方法。
【請求項5】
請求項1〜4の1項において、前記焼結の温度は、1100℃又は1200℃とすることを特徴とするチタン刃物の製造方法。
【請求項6】
請求項1〜5の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物の製造方法。
【請求項7】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を焼結したチタン粉末刃物材と、このチタン粉末刃物材の両側面に配されたチタン側板を備えたことを特徴とするチタン刃物。
【請求項8】
請求項7において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合したものであることを特徴とするチタン刃物。
【請求項9】
請求項7又は8において、前記MA材は、ポットミルを使用して実行したものであることを特徴とするチタン刃物。
【請求項10】
請求項7〜9の1項において、チタン側板は、純チタン板又はチタン合金板であることを特徴とするチタン刃物。
【請求項11】
請求項7〜10の1項において、前記チタン粉末刃物材は、1100℃又は1200℃で焼結されたものであることを特徴とするチタン刃物。
【請求項12】
請求項7〜10の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物。
【請求項13】
チタン粉末と炭化ケイ素粉末とを混合してMA処理(機械的合金化処理)したMA材を、チタン板で形成した筐体に充填して密封し、
これを熱間圧延してチタン刃物材とすることを特徴とするチタン刃物材の製造方法。
【請求項14】
請求項12において、前記炭化ケイ素粉末は、平均粒径2.5μm〜14μmのものを体積比で5%又は10%混合することを特徴とするチタン刃物材の製造方法。
【請求項15】
請求項13又は14において、前記MA処理は、ポットミルを使用して実行することを特徴とするチタン刃物材の製造方法。
【請求項16】
請求項13〜15の1項において、刃物の側板となる前記チタン筐体には、純チタン板又はチタン合金板を使用することを特徴とするチタン刃物材の製造方法。
【請求項17】
請求項13〜16の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物材の製造方法。
【請求項18】
チタン板の筐体に充填して熱間圧延されたチタン粉末と炭化ケイ素粉末のMA材を備えたことを特徴とするチタン刃物材。
【請求項19】
請求項18において、前記炭化ケイ素粉末は、平均粒径2.5μmm〜14μmのものを体積比で5%又は10%混合したものであることを特徴とするチタン刃物材。
【請求項20】
請求項18又は19において、前記MA材は、ポットミルを使用して実行したものであることを特徴とするチタン刃物材。
【請求項21】
請求項18〜20の1項において、チタン側板は、純チタン板又はチタン合金板であることを特徴とするチタン刃物材。
【請求項22】
請求項18〜21の1項において、前記チタン粉末は、チタン合金粉末又はスポンジチタン粉末であることを特徴とするチタン刃物材。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−64176(P2013−64176A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203101(P2011−203101)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000238348)武生特殊鋼材株式会社 (5)
【出願人】(505374783)独立行政法人日本原子力研究開発機構 (727)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000238348)武生特殊鋼材株式会社 (5)
【出願人】(505374783)独立行政法人日本原子力研究開発機構 (727)
【Fターム(参考)】
[ Back to top ]