
チップ取り外し工具およびチップ取り外し方法
【課題】電極チップの取り外しコストを低減する。
【解決手段】チップ取り外し工具は、先端に切り欠き41が形成される係合プレート42を有しており、係合プレート42はスタンドに移動自在に支持される。スポット溶接ガンは、先端に電極チップ21を備えたシャンク20を有しており、シャンク20と電極チップ21との間には隙間tが設けられる。また、スポット溶接ガンは、ワークの一方面に押し付けられる副加圧アーム24を有している。電極チップ21を取り外す際には、シャンク20と電極チップ21との隙間tに係合プレート42が差し込まれる。そして、係合プレート42に向けて副加圧アーム24を下降移動させる。これにより、副加圧アーム24の推力が係合プレート42を介して電極チップ21に伝達され、電極チップ21がシャンク20から簡単に取り外すことができ、電極チップ21の取り外しコストが引き下げられる。
【解決手段】チップ取り外し工具は、先端に切り欠き41が形成される係合プレート42を有しており、係合プレート42はスタンドに移動自在に支持される。スポット溶接ガンは、先端に電極チップ21を備えたシャンク20を有しており、シャンク20と電極チップ21との間には隙間tが設けられる。また、スポット溶接ガンは、ワークの一方面に押し付けられる副加圧アーム24を有している。電極チップ21を取り外す際には、シャンク20と電極チップ21との隙間tに係合プレート42が差し込まれる。そして、係合プレート42に向けて副加圧アーム24を下降移動させる。これにより、副加圧アーム24の推力が係合プレート42を介して電極チップ21に伝達され、電極チップ21がシャンク20から簡単に取り外すことができ、電極チップ21の取り外しコストが引き下げられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポット溶接ガンのシャンクから電極チップを取り外すチップ取り外し工具およびチップ取り外し方法に関する。
【背景技術】
【0002】
自動車等の車体組立ラインにおいては、様々なパネルを組み合わせてスポット溶接を施すことにより、自動車車体が製造されている。溶接ロボットには一対のアーム部材を備えた溶接ガンが装着されており、溶接ガンから伸びるアーム部材の先端には電極チップが取り付けられている。そして、一対の電極チップによってパネルを加圧しながら短時間に大電流を流すことにより、抵抗発熱によってパネルを溶接することが可能となる。また、電極チップは、使用に伴って摩耗することから、定期的な交換作業が必要となっている。このような電極チップの交換作業を容易にするため、手作業で電極チップを交換する際に使用される交換工具が開発されている(例えば、特許文献1参照)。さらに、更なる交換作業の簡素化を図るため、自動的に電極チップを交換するようにした交換装置も開発されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−251274号公報
【特許文献2】特開2004−114109号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献2に記載される交換装置は勿論のこと、特許文献1に記載される交換工具においても、多くの部品によって構成される複雑な構造を有している。このように、複雑な交換装置や交換工具を用いて電極チップを取り外すことは、電極チップの取り外しコストを増大させる要因であった。
【0005】
本発明の目的は、電極チップの取り外しコストを低減することにある。
【課題を解決するための手段】
【0006】
本発明のチップ取り外し工具は、ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し工具であって、前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を有し、前記プレート部材を前記シャンクと前記電極チップとの隙間に係合させ、前記加圧部材を前記プレート部材に押し付けることにより、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すことを特徴とする。
【0007】
本発明のチップ取り外し工具は、前記プレート部材は、支持部材に移動自在に取り付けられることを特徴とする。
【0008】
本発明のチップ取り外し工具は、前記プレート部材は、弾性材料を用いて形成されるとともに支持部材に固定されることを特徴とする。
【0009】
本発明のチップ取り外し方法は、ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し方法であって、前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を、前記シャンクと前記電極チップとの隙間に係合させるプレート係合工程と、前記加圧部材を前記プレート部材に押し付け、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すチップ外し工程とを有することを特徴とする。
【発明の効果】
【0010】
本発明によれば、電極チップに対向するチップ面を一方に備え、加圧部材に対向する受圧面を他方に備えるプレート部材を、シャンクと電極チップとの隙間に係合させるようにしたので、プレート部材を介して加圧部材の推力を電極チップに伝達することが可能となる。これにより、シャンクから電極チップを簡単に取り外すことができ、電極チップの取り外しコストを低減することが可能となる。
【図面の簡単な説明】
【0011】
【図1】スポット溶接ガンを示す概略図である。
【図2】スポット溶接ガンの使用状態を示す説明図である。
【図3】(a)〜(c)は副加圧アームの一部を示す側面図、平面図および正面図である。
【図4】(a)〜(c)はスポット溶接の手順を示す説明図である。
【図5】電極チップおよび副加圧アームによるワークの加圧状態を示す説明図である。
【図6】(a)〜(c)はスポット溶接の手順を示す説明図である。
【図7】チップ取り外し工具の設置状態を示す説明図である。
【図8】(a)はチップ取り外し工具の内部構造を示す断面図であり、(b)は図8(a)のA−A線に沿ってチップ取り外し工具を示す断面図である。
【図9】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【図10】(a)および(b)は、シャンク、電極チップ、係合プレートおよび加圧ピースを示す斜視図である。
【図11】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【図12】(a)および(b)は、シャンク、電極チップ、係合プレートおよび加圧ピースを示す斜視図である。
【図13】(a)および(b)は本発明の他の実施の形態であるチップ取り外し工具を示す斜視図である。
【図14】(a)は本発明の他の実施の形態であるチップ取り外し工具を示す側面図であり、(b)は図14(a)の矢印A方向からチップ取り外し工具を示す平面図である。
【図15】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【発明を実施するための形態】
【0012】
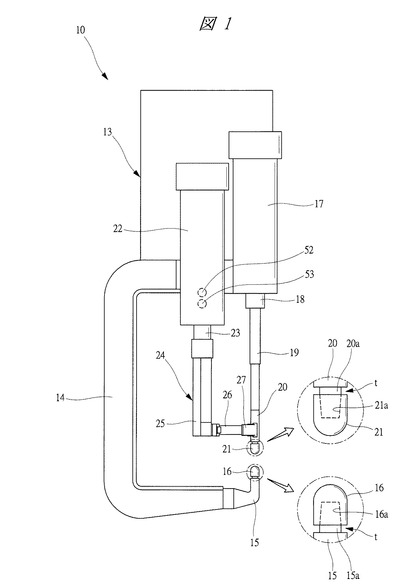
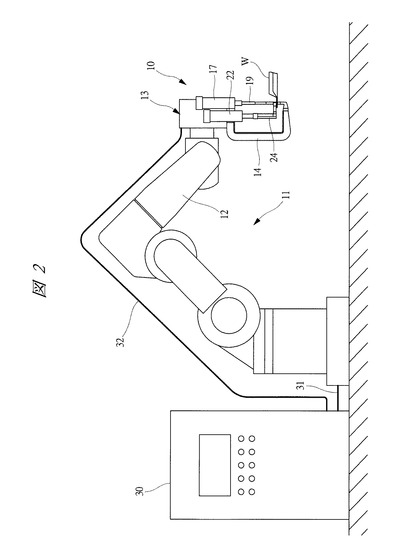
以下、本発明の実施の形態を図面に基づいて詳細に説明する。図1はスポット溶接ガン10を示す概略図である。また、図2はスポット溶接ガン10の使用状態を示す説明図である。図1および図2に示すように、図示するスポット溶接ガン10は、所謂ストレート式のC型ガンである。スポット溶接ガン10は、溶接ロボット11のロボットアーム12に固定される溶接ガン本体13を備えている。この溶接ガン本体13には、略コ字状に形成される固定ガンアーム14が固定されている。固定ガンアーム14の先端にはシャンク15が固定されており、シャンク15の先端には電極チップ16が装着されている。また、溶接ガン本体13には、図示しないサーボモータが組み込まれたアクチュエータ17が固定されている。このアクチュエータ17は進退駆動される駆動ロッド18を有しており、この駆動ロッド18には可動ガンアーム19が固定されている。可動ガンアーム19の先端にはシャンク20が固定されており、シャンク20の先端には電極チップ21が装着されている。これらガンアーム14,19の電極チップ16,21は、互いに対向するように同軸上に配置されている。アクチュエータ17の駆動ロッド18を伸ばすことにより、可動ガンアーム19は電極チップ16に近づく方向に駆動される。一方、アクチュエータ17の駆動ロッド18を引き込むことにより、可動ガンアーム19は電極チップ16から離れる方向に駆動される。また、図1の拡大部分に示すように、シャンク15,20の先端にはテーパ状の嵌合凸部15a,20aが形成されており、電極チップ16,21には嵌合凸部15a,20aに対応するテーパ状の嵌合凹部16a,21aが形成されている。シャンク15,20の嵌合凸部15a,20aに対して電極チップ16,21の嵌合凹部16a,21aを押し込むことにより、嵌合凸部15a,20aと嵌合凹部16a,21aとを密着させることができ、シャンク15,20に対して電極チップ16,21を固定することが可能となっている。
【0013】
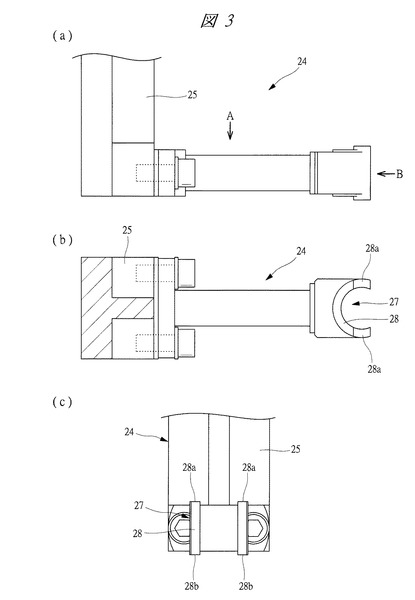
さらに、溶接ガン本体13には、図示しないサーボモータが組み込まれたアクチュエータ22が固定されている。このアクチュエータ22は進退駆動される駆動ロッド23を有しており、この駆動ロッド23には副加圧アーム(加圧部材)24が固定されている。副加圧アーム24は、駆動ロッド23に取り付けられる基部25と、この基部25に連結ロッド26を介して連結される加圧ピース27とを備えている。ここで、図3(a)〜(c)は副加圧アーム24の一部を示す側面図、平面図および正面図である。なお、図3(b)には図3(a)の矢印A方向から副加圧アーム24を示す平面図が示され、図3(c)には図3(a)の矢印B方向から副加圧アーム24を示す正面図が示されている。図3(a)および(b)に示すように、加圧ピース27は、円弧状に切り欠かれたピース本体28を有している。ピース本体28の切り欠きの内径は、電極チップ16,21やシャンク15,20の外径よりも大きく形成されている。ピース本体28の上端には上方に突出する一対の加圧面28aが形成されており、ピース本体28の下端には下方に突出する一対の加圧面28bが形成されている。なお、加圧ピース27と連結ロッド26との間には図示しない絶縁部材が設けられ、加圧ピース27と連結ロッド26とは電気的に絶縁された状態となっている。
【0014】
図2に示すように、溶接ロボット11の近傍には、コンピュータ等が組み込まれた溶接制御盤30が設置されている。溶接ロボット11には、予め教示された打点位置情報がケーブル31を介して送信されており、溶接ロボット11は、スポット溶接ガン10を所定の打点位置に向けて移動させる。また、スポット溶接ガン10には、打点毎に設定された溶接条件情報(加圧時間、通電時間、保持時間、通電電流等)がケーブル32を介して送信されており、スポット溶接ガン10は、溶接条件に沿ってスポット溶接を実行する。スポット溶接時には、アクチュエータ17を駆動することにより、電極チップ16,21間にワークWが挟み込まれて加圧されるとともに、アクチュエータ22を駆動することにより、副加圧アーム24によってワークWが加圧された状態となる。
【0015】
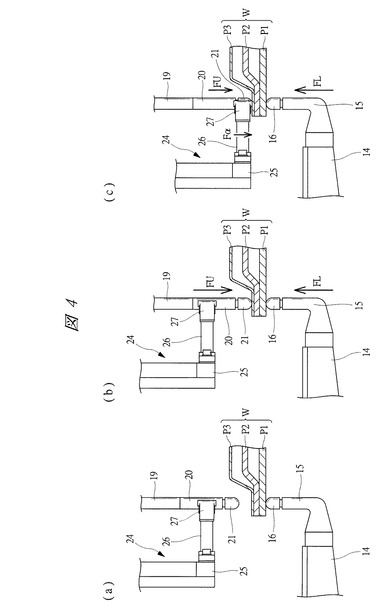
続いて、スポット溶接の手順について説明する。図4(a)〜(c)はスポット溶接の手順を示す説明図である。図4(a)に示すように、溶接対象であるワークWは、3枚のパネルP1〜P3によって構成されている。上方に配置されるパネルP3は、下方に配置されるパネルP1や中央に配置されるパネルP2よりも板厚が薄く形成されている。また、薄板となるパネルP3は、厚板となるパネルP1,P2よりも剛性が低くなっている。以下の説明においては、パネルP1を厚板P1、パネルP2を厚板P2、パネルP3を薄板P3と記載する。なお、厚板P1,P2は、同じ寸法の板厚であっても良く、異なる寸法の板厚であっても良い。
【0016】
ワークWは図示しないクランプ装置によって治具上に固定されている。このワークWに対してスポット溶接を施すため、図4(a)に示すように、可動ガンアーム19は固定ガンアーム14から離れる方向に移動し、電極チップ16,21間に所定の隙間が設けられる。そして、電極チップ16,21間にワークWを配置するように、ロボットアーム12はスポット溶接ガン10を移動させる。このとき、電極チップ16が厚板P1の表面に対して接触するように、ロボットアーム12はスポット溶接ガン10を移動させる。また、加圧ピース27を備える副加圧アーム24は薄板P3側に配置されている。すなわち、図示する場合には、副加圧アーム24が、薄板P3に対向する電極チップ21側に配置されるように、アクチュエータ22が駆動されている。
【0017】
続いて、図4(b)に示すように、可動ガンアーム19は固定ガンアーム14に近づく方向に移動し、電極チップ16,21間にワークWが挟み込まれる。すなわち、電極チップ16によってワークWが厚板P1側から加圧されるとともに、電極チップ21によってワークWが薄板P3側から加圧されることになる。これにより、ワークWの打点位置には、電極チップ16から主加圧力FLが加えられた状態となり、電極チップ21から主加圧力FUが加えられた状態となる。次いで、図4(c)に示すように、副加圧アーム24の加圧ピース27を薄板P3の表面(ワークWの一方面)に押し付けるように、アクチュエータ22は副加圧アーム24を下方に押し下げる。
【0018】
このように、電極チップ16,21によってワークWの打点位置が主加圧力FU,FLで加圧されるとともに、副加圧アーム24によってワークWの打点位置の近傍が副加圧力Fαで加圧された状態となる。そして、この加圧状態のもとで、電極チップ16,21間には短時間に大電流が流され、パネルP1〜P3を接合するナゲットが形成される。このようなスポット溶接が完了すると、図4(a)に示すように、再び可動ガンアーム19および副加圧アーム24は上方に引き上げられ、続く打点位置に向けてロボットアーム12はスポット溶接ガン10を移動させる。
【0019】
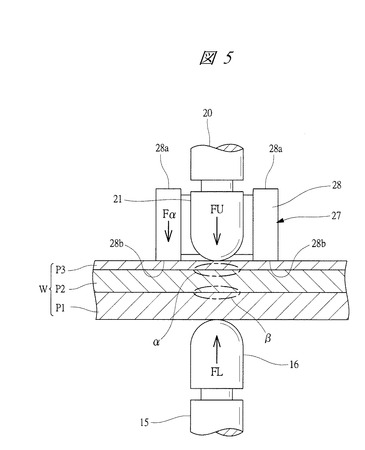
ここで、図5は電極チップ16,21および副加圧アーム24によるワークWの加圧状態を示す説明図である。図5に示すように、電極チップ21から薄板P3の打点位置には主加圧力FUが付与され、電極チップ16から厚板P1の打点位置には主加圧力FLが付与される。さらに、副加圧アーム24から薄板P3の打点位置の近傍には副加圧力Fαが付与される。このとき、電極チップ16から厚板P1に付与される主加圧力FLは、薄板P3に対して電極チップ21から付与される主加圧力FUと加圧ピース27から付与される副加圧力Fαとの総和となる(FL=FU+Fα)。すなわち、薄板P3に対して電極チップ21から付与される主加圧力FUは、厚板P1に対して電極チップ16から付与される主加圧力FLに比べて小さくなる。
【0020】
ここで、主加圧力FUと主加圧力FLとが同じ大きさであったとすると、薄板P3は厚板P1,P2に比べて変形し易いことから、薄板P3と厚板P2との接合部αにおける接触面積が、厚板P1と厚板P2との接合部βにおける接触面積に比べて増大することになる。すなわち、薄板P3側の接合部αの抵抗が厚板P1側の接合部βの抵抗に比べて低下することから、接合部αの発熱量が接合部βの発熱量に比べて低下し、ナゲットが厚板P1側に偏って良好な溶接品質を得ることが困難であった。これに対し、副加圧アーム24を備えたスポット溶接ガン10を用いた場合には、主加圧力FUを主加圧力FLよりも引き下げることができるため、薄板P3側の接合部αの接触面積を減少させることが可能となる。これにより、薄板P3側の接合部αの抵抗を増加させるとともに、接合部αの発熱量を増加させることができるため、ナゲットが厚板P1側に偏ることなく良好な溶接品質を得ることが可能となる。また、副加圧アーム24の副加圧力Fαを調整することで、主加圧力FU,FLの加圧力差を調整することができるため、高精度に主加圧力FU,FLを制御することが可能となる。さらに、ワークWの撓み反力を用いて主加圧力FU,FLを調整する構成では無いため、パネルP1〜P3の剛性によって影響されることなく、主加圧力FU,FLを調整することが可能となっている。また、副加圧アーム24によって薄板P3が押さえられることから、薄板P3の湾曲変形を抑制することができ、この点からも、良好な溶接品質を得ることが可能となる。
【0021】
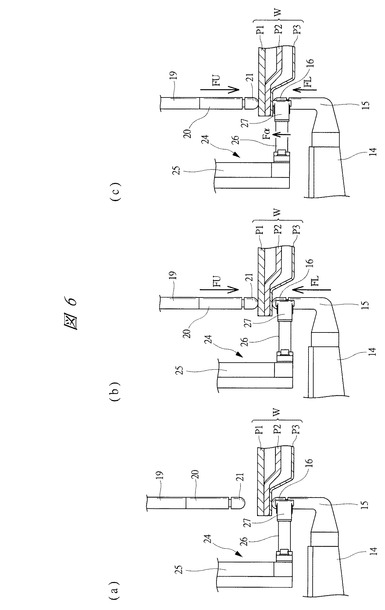
前述の説明では、上方の電極チップ21側に薄板P3が配置されているが、下方の電極チップ16側に薄板P3が配置されていても良い。図6(a)〜(c)はスポット溶接の手順を示す説明図である。図6(a)に示すように、溶接対象であるワークWは、前述したワークWの上下を反転させたものである。このように、ワークWの下側に薄板P3が配置される場合には、加圧ピース27が薄板P3に対向する電極チップ16側に位置するように、アクチュエータ22は副加圧アーム24を移動させる。そして、電極チップ16,21間にワークWを配置するように、ロボットアーム12はスポット溶接ガン10を移動させる。続いて、図6(b)に示すように、可動ガンアーム19が固定ガンアーム14に近づく方向に移動し、電極チップ16,21間にワークWが挟み込まれる。すなわち、電極チップ16によってワークWが薄板P3側から加圧されるとともに、電極チップ21によってワークWが厚板P1側から加圧されることになる。これにより、ワークWの打点位置には、電極チップ16から主加圧力FLが加えられた状態となり、電極チップ21から主加圧力FUが加えられた状態となる。次いで、図6(c)に示すように、副加圧アーム24の加圧ピース27を薄板P3の表面(ワークWの一方面)に押し付けるように、アクチュエータ22は副加圧アーム24を上方に引き上げる。このように、ワークWの下側に薄板P3が配置される場合には、副加圧アーム24によってワーク表面を下方から押し上げることにより、主加圧力FLが主加圧力FUよりも引き下げられる。これにより、ナゲットを厚板P1側に偏らせることなく、良好な溶接品質を得ることが可能となる。
【0022】
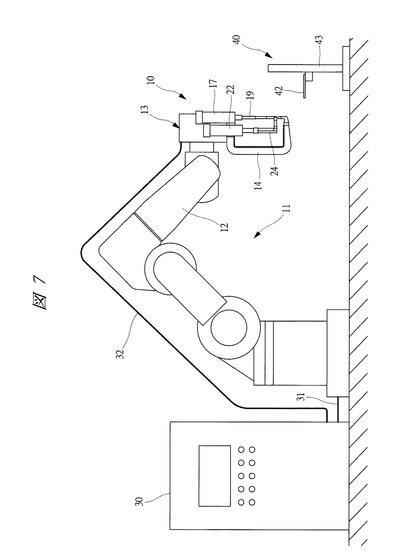
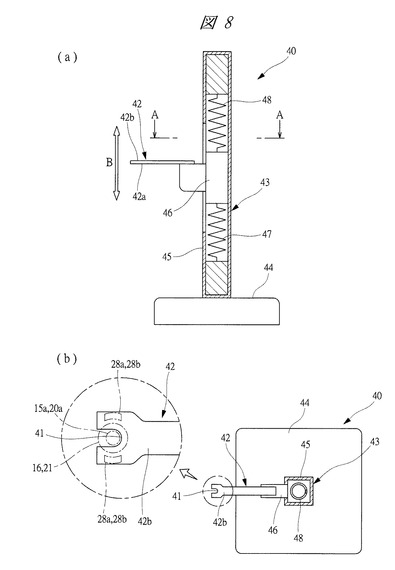
続いて、本発明の一実施の形態であるチップ取り外し工具40およびチップ取り外し方法について説明する。図7はチップ取り外し工具40の設置状態を示す説明図である。また、図8(a)はチップ取り外し工具40の内部構造を示す断面図であり、図8(b)は図8(a)のA−A線に沿ってチップ取り外し工具40を示す断面図である。まず、図7に示すように、チップ取り外し工具40は、スポット溶接工程のラインサイドに設置されている。チップ取り外し工具40を用いて電極チップ16,21を取り外す際には、予め教示された位置情報に従ってロボットアーム12を駆動することにより、スポット溶接ガン10をチップ取り外し工具40の近傍に移動させる。図8(a)および(b)に示すように、チップ取り外し工具40は、先端に切り欠き41が形成される係合プレート(プレート部材)42と、この係合プレート42を移動自在に支持するスタンド(支持部材)43とを有している。スタンド43は、台座44に固定される角筒状のスリーブ45と、このスリーブ45に摺動自在に収容されるスライダ46とを有している。スライダ46の一端側にはスライダ46を上方に付勢するバネ部材47が組み付けられ、スライダ46の他端側にはスライダ46を下方に付勢するバネ部材48が組み付けられる。このようなスライダ46には、係合プレート42の基端部が固定されている。すなわち、チップ取り外し工具40の係合プレート42は、作用する荷重に応じて矢印B方向に移動自在となっている。なお、係合プレート42に荷重が作用していない場合には、係合プレート42は図8(a)に示す位置で静止している。また、図8(b)に示すように、係合プレート42の先端にはU字状の切り欠き41が形成されている。切り欠き41の幅寸法は、シャンク15,20の嵌合凸部15a,20aの外径寸法よりも大きく形成されるとともに、電極チップ16,21の外形寸法よりも小さく形成されている。また、係合プレート42の幅寸法は、加圧面28a(28b)の間隔よりも広く形成されている。すなわち、係合プレート42の幅寸法は、一対の加圧面28a(28b)に対して同時に接触することが可能な幅寸法に形成されている。さらに、係合プレート42の厚み寸法は、シャンク15,20と電極チップ16,21との隙間t(以下、チップ隙間tという。)よりも薄く形成されている。
【0023】
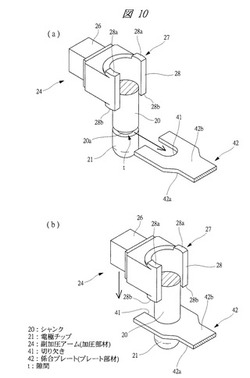
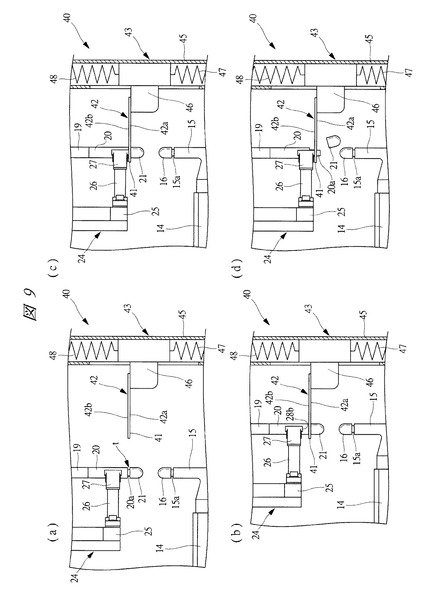
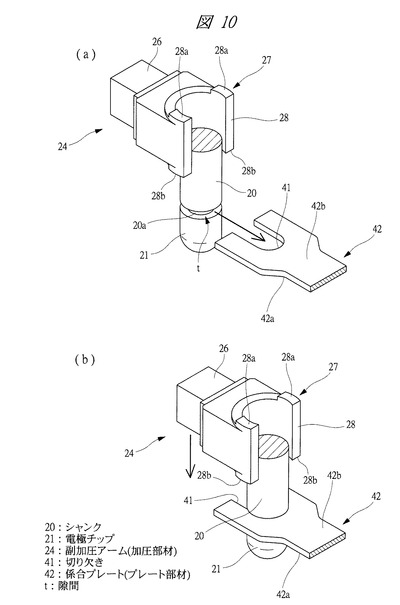
次いで、チップ取り外し工具40の使用手順(チップ取り外し方法)について説明する。図9(a)〜(d)はチップ取り外し工具40の使用手順を示す説明図である。また、図10(a)および(b)は、シャンク20、電極チップ21、係合プレート42および加圧ピース27を示す斜視図である。チップ取り外し工具40を用いて電極チップを取り外す際には、図9(a)に示すように、係合プレート42の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、上方の電極チップ21を取り外す際には、電極チップ21の上方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図9(b)および図10(a)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート42とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート42の切り欠き41に対してシャンク20の嵌合凸部20aを差し込むことにより、係合プレート42の下面42aには電極チップ21の端面が対向した状態となり、係合プレート42の上面42bには加圧ピース27の加圧面28bが対向した状態となる。このとき、係合プレート42の下面42aがチップ面として機能しており、係合プレート42の上面42bが受圧面として機能している。そして、図9(c)、図9(d)および図10(b)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート42を介して電極チップ21に伝達され、シャンク20から電極チップ21が取り外される(チップ外し工程)。また、図9(d)に示すように、シャンク20から電極チップ21を取り外す際には、副加圧アーム24と共に係合プレート42も下方に移動するため、係合プレート42によって副加圧アーム24の下降移動が阻害されることはない。
【0024】
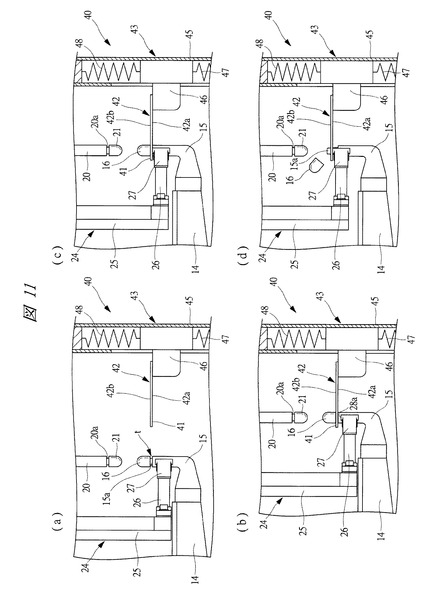
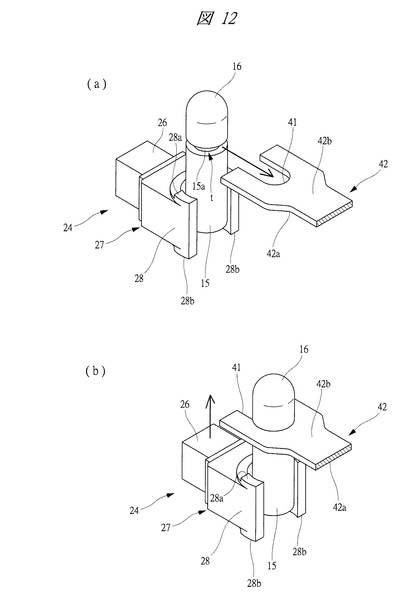
続いて、下方の電極チップ16を取り外す際の手順について説明する。図11(a)〜(d)はチップ取り外し工具40の使用手順を示す説明図である。また、図12(a)および(b)は、シャンク15、電極チップ16、係合プレート42および加圧ピース27を示す斜視図である。チップ取り外し工具40を用いて電極チップ16を取り外す際には、まず図11(a)に示すように、係合プレート42の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、下方の電極チップ16を取り外す際には、電極チップ16の下方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図11(b)および図12(a)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート42とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート42の切り欠き41に対してシャンク15の嵌合凸部15aが差し込まれることにより、係合プレート42の上面42bには電極チップ16の端面が対向した状態となり、係合プレート42の下面42aには加圧ピース27の加圧面28aが対向した状態となる。このとき、係合プレート42の上面42bがチップ面として機能しており、係合プレート42の下面42aが受圧面として機能している。そして、図11(c)、図11(d)および図12(b)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート42を介して電極チップ16に伝達され、シャンク15から電極チップ16が取り外される(チップ外し工程)。また、図11(d)に示すように、シャンク15から電極チップ16を取り外す際には、副加圧アーム24と共に係合プレート42も上方に移動するため、副加圧アーム24の上昇移動が係合プレート42によって阻害されることはない。
【0025】
これまで説明したように、チップ隙間tに係合プレート42を係合させるようにしたので、副加圧アーム24の推力を電極チップ16,21に伝達することができ、シャンク15,20から電極チップ16,21を取り外すことが可能となる。これにより、電極チップ16,21を取り外すための動力源を、チップ取り外し工具40から省くことができ、チップ取り外し工具40の簡素化を図ることが可能となる。このように、チップ取り外し工具40の簡素化を図ることにより、電極チップ16,21の取り外しコストを低減することが可能となる。また、ロボットアーム12を用いてスポット溶接ガン10を移動させるとともに、アクチュエータ22を用いて電極チップ16,21を取り外すことができるため、電極チップ16,21の取り外し作業を自動化することが可能となる。このように、取り外し作業の自動化を図ることによっても、電極チップ16,21の取り外しコストを低減することが可能となる。
【0026】
前述の説明では、係合プレート42をスタンド43に取り付けることでチップ取り外し工具40を構成しているが、これに限られることはなく、係合プレート42のみによってチップ取り外し工具を構成しても良い。ここで、図13(a)および(b)は本発明の他の実施の形態であるチップ取り外し工具50を示す斜視図である。なお、図13において、図10および図12に示す部材と同様の部材については、同一の符号を付してその説明を省略する。
【0027】
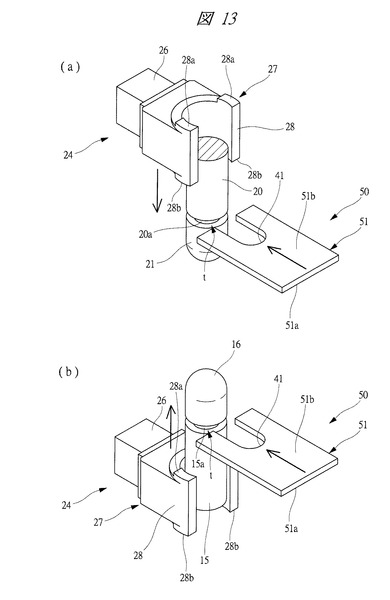
図13(a)および(b)に示すように、チップ取り外し工具50は、1枚の係合プレート51によって構成されている。この係合プレート51には、前述した係合プレート42と同じ切り欠き41が形成されている。このようなチップ取り外し工具50を使用する際には、作業者が係合プレート51をチップ隙間tに差し込み、副加圧アーム24を駆動することになる。このように、手動で電極チップ16,21の取り外し作業を行う際には、取り外し作業における安全を確保するため、スポット溶接ガン10のアクチュエータ22を単独で作動させることが望ましい。すなわち、溶接ロボット11を囲む図示しない安全柵の安全プラグを外した状態、つまり溶接ロボット11およびスポット溶接ガン10を完全に停止させた状態のもとで、アクチュエータ22を作動させることが望ましい。この場合には、図1に点線で示すように、安全プラグを外した状態で機能する上昇ボタン52や下降ボタン53等がアクチュエータ22に設けられており、作業者が係合プレート51をチップ隙間tに差し込んだ後に、作業者によって上昇ボタン52や下降ボタン53が手動操作される。これにより、副加圧アーム24の加圧ピース27を係合プレート51に押し付けることができ、シャンク15,20から電極チップ16,21を簡単に取り外すことが可能となる。なお、図13(a)に示す場合には、係合プレート51の下面51aがチップ面として機能しており、係合プレート51の上面51bが受圧面として機能している。また、図13(b)に示す場合には、係合プレート51の下面51aが受圧面として機能しており、係合プレート51の上面51bがチップ面として機能している。
【0028】
また、前述の説明では、係合プレート42をスタンド43に移動自在に取り付けることでチップ取り外し工具40を構成しているが、これに限られることはなく、係合プレート42をスタンド43に固定しても良い。ここで、図14(a)は本発明の他の実施の形態であるチップ取り外し工具60を示す側面図であり、図14(b)は図14(a)の矢印A方向からチップ取り外し工具60を示す平面図である。また、図15(a)〜(d)はチップ取り外し工具60の使用手順(チップ取り外し方法)を示す説明図である。なお、図14および図15において、図8および図9に示す部材と同様の部材については、同一の符号を付してその説明を省略する。
【0029】
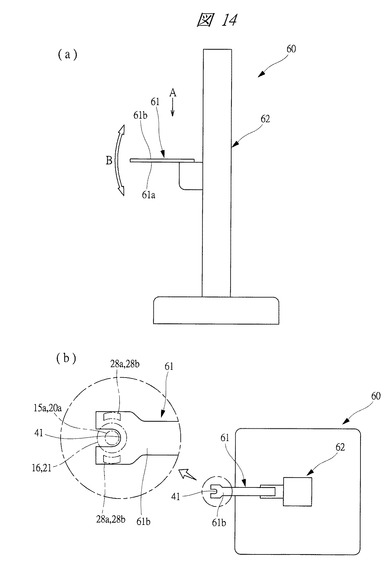
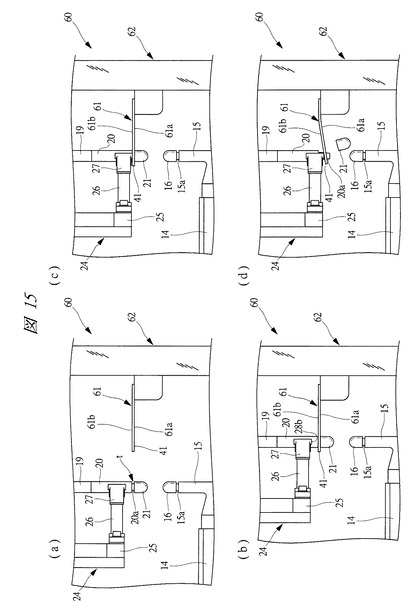
図14(a)および(b)に示すように、チップ取り外し工具60は、先端に切り欠き41が形成される係合プレート(プレート部材)61と、この係合プレート61の基端部が固定されるスタンド(支持部材)62とを有している。係合プレート61はバネ鋼等の弾性材料を用いて形成されており、係合プレート61の先端部は作用する荷重に応じて矢印B方向に変位自在となっている。このようなチップ取り外し工具60を用いて電極チップ21を取り外す際には、まず図15(a)に示すように、係合プレート61の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、上方の電極チップ21を取り外す際には、電極チップ21の上方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図15(b)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート61とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート61の切り欠き41に対してシャンク20の嵌合凸部20aが差し込まれることにより、係合プレート61の下面61aには電極チップ21の端面が対向した状態となり、係合プレート61の上面61bには加圧ピース27の加圧面28bが対向した状態となる。このとき、係合プレート61の下面61aがチップ面として機能しており、係合プレート61の上面61bが受圧面として機能している。そして、図15(c)および(d)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート61を介して電極チップ21に伝達され、シャンクから電極チップが取り外される(チップ外し工程)。また、図9(d)に示すように、シャンク20から電極チップ21を取り外す際には、副加圧アーム24と共に係合プレート61の先端部も下方に変位するため、係合プレート61によって副加圧アーム24の下降移動が阻害されることはない。
【0030】
本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能である。例えば、係合プレート61を形成する際に用いられる弾性材料の一例としてバネ鋼を挙げているが、これに限られることはない。電極チップの取り外しに必要な加圧ピース27のストローク分だけ、弾性変形が可能となる材料であれば、如何なる材料を弾性材料として用いても良い。また、係合プレート61はスタンド62に固定されているが、これに限られることはなく、図8(a)に示したチップ取り外し工具40と同様に、係合プレート61をスタンド62に対して移動自在に取り付けても良い。
【0031】
また、図示するスポット溶接ガン10は、ストレート式C型ガンであるが、これに限られることはなく、可動ガンアームを揺動させるカム溝式C型ガンに装着された電極チップを取り外す際に本発明を適用しても良い。また、一対のガンアームを揺動させるようにしたXアームガンに装着された電極チップを取り外す際に本発明を適用しても良く、一対のガンアームを平行移動させるようにした直動Xガンに装着された電極チップを取り外す際に本発明を適用しても良い。
【0032】
また、前述の説明では、アクチュエータ17,22に電動のサーボモータを組み込んでいるが、これに限られることはなく、油圧や空気圧で駆動されるアクチュエータを用いても良い。また、前述の説明では、電極チップ16,21によってワークWを挟んだ後に、加圧ピース27をワーク表面に押し付けているが、これに限られることはなく、加圧ピース27をワーク表面に押し付けた後に、電極チップ16,21によってワークWを挟んでも良い。また、同じタイミングで、電極チップ16,21によってワークWを挟むとともに、加圧ピース27をワーク表面に押し付けても良い。
【0033】
また、前述の説明では、3枚のパネルP1〜P3からなるワークWを溶接対象としているが、これに限られることはなく、4枚以上のパネルからなるワークを溶接対象としても良い。さらに、前述の説明では、板厚の異なるパネルP1〜P3からなるワークWを溶接対象としているが、これに限られることはなく、同じ板厚のパネルからなるワークを溶接対象としても良い。すなわち、同じ板厚であっても物性値としての電気抵抗が異なるパネルを組み合わせた場合には、発熱量が相違することから溶接品質を確保することが困難となるが、副加圧アーム24を用いて主加圧力FU,FLを相違させることにより、適切な溶接品質を得ることが可能となる。
【符号の説明】
【0034】
10 スポット溶接ガン
15 シャンク
16 電極チップ
20 シャンク
21 電極チップ
22 アクチュエータ
24 副加圧アーム(加圧部材)
40 チップ取り外し工具
42 係合プレート(プレート部材)
42a 下面(チップ面,受圧面)
42b 上面(受圧面,チップ面)
43 スタンド(支持部材)
50 チップ取り外し工具
51 係合プレート(プレート部材)
51a 下面(チップ面,受圧面)
51b 上面(受圧面,チップ面)
60 チップ取り外し工具
61 係合プレート(プレート部材)
61a 下面(チップ面,受圧面)
61b 上面(受圧面,チップ面)
62 スタンド(支持部材)
t チップ隙間(隙間)
W ワーク
【技術分野】
【0001】
本発明は、スポット溶接ガンのシャンクから電極チップを取り外すチップ取り外し工具およびチップ取り外し方法に関する。
【背景技術】
【0002】
自動車等の車体組立ラインにおいては、様々なパネルを組み合わせてスポット溶接を施すことにより、自動車車体が製造されている。溶接ロボットには一対のアーム部材を備えた溶接ガンが装着されており、溶接ガンから伸びるアーム部材の先端には電極チップが取り付けられている。そして、一対の電極チップによってパネルを加圧しながら短時間に大電流を流すことにより、抵抗発熱によってパネルを溶接することが可能となる。また、電極チップは、使用に伴って摩耗することから、定期的な交換作業が必要となっている。このような電極チップの交換作業を容易にするため、手作業で電極チップを交換する際に使用される交換工具が開発されている(例えば、特許文献1参照)。さらに、更なる交換作業の簡素化を図るため、自動的に電極チップを交換するようにした交換装置も開発されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−251274号公報
【特許文献2】特開2004−114109号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献2に記載される交換装置は勿論のこと、特許文献1に記載される交換工具においても、多くの部品によって構成される複雑な構造を有している。このように、複雑な交換装置や交換工具を用いて電極チップを取り外すことは、電極チップの取り外しコストを増大させる要因であった。
【0005】
本発明の目的は、電極チップの取り外しコストを低減することにある。
【課題を解決するための手段】
【0006】
本発明のチップ取り外し工具は、ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し工具であって、前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を有し、前記プレート部材を前記シャンクと前記電極チップとの隙間に係合させ、前記加圧部材を前記プレート部材に押し付けることにより、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すことを特徴とする。
【0007】
本発明のチップ取り外し工具は、前記プレート部材は、支持部材に移動自在に取り付けられることを特徴とする。
【0008】
本発明のチップ取り外し工具は、前記プレート部材は、弾性材料を用いて形成されるとともに支持部材に固定されることを特徴とする。
【0009】
本発明のチップ取り外し方法は、ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し方法であって、前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を、前記シャンクと前記電極チップとの隙間に係合させるプレート係合工程と、前記加圧部材を前記プレート部材に押し付け、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すチップ外し工程とを有することを特徴とする。
【発明の効果】
【0010】
本発明によれば、電極チップに対向するチップ面を一方に備え、加圧部材に対向する受圧面を他方に備えるプレート部材を、シャンクと電極チップとの隙間に係合させるようにしたので、プレート部材を介して加圧部材の推力を電極チップに伝達することが可能となる。これにより、シャンクから電極チップを簡単に取り外すことができ、電極チップの取り外しコストを低減することが可能となる。
【図面の簡単な説明】
【0011】
【図1】スポット溶接ガンを示す概略図である。
【図2】スポット溶接ガンの使用状態を示す説明図である。
【図3】(a)〜(c)は副加圧アームの一部を示す側面図、平面図および正面図である。
【図4】(a)〜(c)はスポット溶接の手順を示す説明図である。
【図5】電極チップおよび副加圧アームによるワークの加圧状態を示す説明図である。
【図6】(a)〜(c)はスポット溶接の手順を示す説明図である。
【図7】チップ取り外し工具の設置状態を示す説明図である。
【図8】(a)はチップ取り外し工具の内部構造を示す断面図であり、(b)は図8(a)のA−A線に沿ってチップ取り外し工具を示す断面図である。
【図9】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【図10】(a)および(b)は、シャンク、電極チップ、係合プレートおよび加圧ピースを示す斜視図である。
【図11】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【図12】(a)および(b)は、シャンク、電極チップ、係合プレートおよび加圧ピースを示す斜視図である。
【図13】(a)および(b)は本発明の他の実施の形態であるチップ取り外し工具を示す斜視図である。
【図14】(a)は本発明の他の実施の形態であるチップ取り外し工具を示す側面図であり、(b)は図14(a)の矢印A方向からチップ取り外し工具を示す平面図である。
【図15】(a)〜(d)はチップ取り外し工具の使用手順を示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を図面に基づいて詳細に説明する。図1はスポット溶接ガン10を示す概略図である。また、図2はスポット溶接ガン10の使用状態を示す説明図である。図1および図2に示すように、図示するスポット溶接ガン10は、所謂ストレート式のC型ガンである。スポット溶接ガン10は、溶接ロボット11のロボットアーム12に固定される溶接ガン本体13を備えている。この溶接ガン本体13には、略コ字状に形成される固定ガンアーム14が固定されている。固定ガンアーム14の先端にはシャンク15が固定されており、シャンク15の先端には電極チップ16が装着されている。また、溶接ガン本体13には、図示しないサーボモータが組み込まれたアクチュエータ17が固定されている。このアクチュエータ17は進退駆動される駆動ロッド18を有しており、この駆動ロッド18には可動ガンアーム19が固定されている。可動ガンアーム19の先端にはシャンク20が固定されており、シャンク20の先端には電極チップ21が装着されている。これらガンアーム14,19の電極チップ16,21は、互いに対向するように同軸上に配置されている。アクチュエータ17の駆動ロッド18を伸ばすことにより、可動ガンアーム19は電極チップ16に近づく方向に駆動される。一方、アクチュエータ17の駆動ロッド18を引き込むことにより、可動ガンアーム19は電極チップ16から離れる方向に駆動される。また、図1の拡大部分に示すように、シャンク15,20の先端にはテーパ状の嵌合凸部15a,20aが形成されており、電極チップ16,21には嵌合凸部15a,20aに対応するテーパ状の嵌合凹部16a,21aが形成されている。シャンク15,20の嵌合凸部15a,20aに対して電極チップ16,21の嵌合凹部16a,21aを押し込むことにより、嵌合凸部15a,20aと嵌合凹部16a,21aとを密着させることができ、シャンク15,20に対して電極チップ16,21を固定することが可能となっている。
【0013】
さらに、溶接ガン本体13には、図示しないサーボモータが組み込まれたアクチュエータ22が固定されている。このアクチュエータ22は進退駆動される駆動ロッド23を有しており、この駆動ロッド23には副加圧アーム(加圧部材)24が固定されている。副加圧アーム24は、駆動ロッド23に取り付けられる基部25と、この基部25に連結ロッド26を介して連結される加圧ピース27とを備えている。ここで、図3(a)〜(c)は副加圧アーム24の一部を示す側面図、平面図および正面図である。なお、図3(b)には図3(a)の矢印A方向から副加圧アーム24を示す平面図が示され、図3(c)には図3(a)の矢印B方向から副加圧アーム24を示す正面図が示されている。図3(a)および(b)に示すように、加圧ピース27は、円弧状に切り欠かれたピース本体28を有している。ピース本体28の切り欠きの内径は、電極チップ16,21やシャンク15,20の外径よりも大きく形成されている。ピース本体28の上端には上方に突出する一対の加圧面28aが形成されており、ピース本体28の下端には下方に突出する一対の加圧面28bが形成されている。なお、加圧ピース27と連結ロッド26との間には図示しない絶縁部材が設けられ、加圧ピース27と連結ロッド26とは電気的に絶縁された状態となっている。
【0014】
図2に示すように、溶接ロボット11の近傍には、コンピュータ等が組み込まれた溶接制御盤30が設置されている。溶接ロボット11には、予め教示された打点位置情報がケーブル31を介して送信されており、溶接ロボット11は、スポット溶接ガン10を所定の打点位置に向けて移動させる。また、スポット溶接ガン10には、打点毎に設定された溶接条件情報(加圧時間、通電時間、保持時間、通電電流等)がケーブル32を介して送信されており、スポット溶接ガン10は、溶接条件に沿ってスポット溶接を実行する。スポット溶接時には、アクチュエータ17を駆動することにより、電極チップ16,21間にワークWが挟み込まれて加圧されるとともに、アクチュエータ22を駆動することにより、副加圧アーム24によってワークWが加圧された状態となる。
【0015】
続いて、スポット溶接の手順について説明する。図4(a)〜(c)はスポット溶接の手順を示す説明図である。図4(a)に示すように、溶接対象であるワークWは、3枚のパネルP1〜P3によって構成されている。上方に配置されるパネルP3は、下方に配置されるパネルP1や中央に配置されるパネルP2よりも板厚が薄く形成されている。また、薄板となるパネルP3は、厚板となるパネルP1,P2よりも剛性が低くなっている。以下の説明においては、パネルP1を厚板P1、パネルP2を厚板P2、パネルP3を薄板P3と記載する。なお、厚板P1,P2は、同じ寸法の板厚であっても良く、異なる寸法の板厚であっても良い。
【0016】
ワークWは図示しないクランプ装置によって治具上に固定されている。このワークWに対してスポット溶接を施すため、図4(a)に示すように、可動ガンアーム19は固定ガンアーム14から離れる方向に移動し、電極チップ16,21間に所定の隙間が設けられる。そして、電極チップ16,21間にワークWを配置するように、ロボットアーム12はスポット溶接ガン10を移動させる。このとき、電極チップ16が厚板P1の表面に対して接触するように、ロボットアーム12はスポット溶接ガン10を移動させる。また、加圧ピース27を備える副加圧アーム24は薄板P3側に配置されている。すなわち、図示する場合には、副加圧アーム24が、薄板P3に対向する電極チップ21側に配置されるように、アクチュエータ22が駆動されている。
【0017】
続いて、図4(b)に示すように、可動ガンアーム19は固定ガンアーム14に近づく方向に移動し、電極チップ16,21間にワークWが挟み込まれる。すなわち、電極チップ16によってワークWが厚板P1側から加圧されるとともに、電極チップ21によってワークWが薄板P3側から加圧されることになる。これにより、ワークWの打点位置には、電極チップ16から主加圧力FLが加えられた状態となり、電極チップ21から主加圧力FUが加えられた状態となる。次いで、図4(c)に示すように、副加圧アーム24の加圧ピース27を薄板P3の表面(ワークWの一方面)に押し付けるように、アクチュエータ22は副加圧アーム24を下方に押し下げる。
【0018】
このように、電極チップ16,21によってワークWの打点位置が主加圧力FU,FLで加圧されるとともに、副加圧アーム24によってワークWの打点位置の近傍が副加圧力Fαで加圧された状態となる。そして、この加圧状態のもとで、電極チップ16,21間には短時間に大電流が流され、パネルP1〜P3を接合するナゲットが形成される。このようなスポット溶接が完了すると、図4(a)に示すように、再び可動ガンアーム19および副加圧アーム24は上方に引き上げられ、続く打点位置に向けてロボットアーム12はスポット溶接ガン10を移動させる。
【0019】
ここで、図5は電極チップ16,21および副加圧アーム24によるワークWの加圧状態を示す説明図である。図5に示すように、電極チップ21から薄板P3の打点位置には主加圧力FUが付与され、電極チップ16から厚板P1の打点位置には主加圧力FLが付与される。さらに、副加圧アーム24から薄板P3の打点位置の近傍には副加圧力Fαが付与される。このとき、電極チップ16から厚板P1に付与される主加圧力FLは、薄板P3に対して電極チップ21から付与される主加圧力FUと加圧ピース27から付与される副加圧力Fαとの総和となる(FL=FU+Fα)。すなわち、薄板P3に対して電極チップ21から付与される主加圧力FUは、厚板P1に対して電極チップ16から付与される主加圧力FLに比べて小さくなる。
【0020】
ここで、主加圧力FUと主加圧力FLとが同じ大きさであったとすると、薄板P3は厚板P1,P2に比べて変形し易いことから、薄板P3と厚板P2との接合部αにおける接触面積が、厚板P1と厚板P2との接合部βにおける接触面積に比べて増大することになる。すなわち、薄板P3側の接合部αの抵抗が厚板P1側の接合部βの抵抗に比べて低下することから、接合部αの発熱量が接合部βの発熱量に比べて低下し、ナゲットが厚板P1側に偏って良好な溶接品質を得ることが困難であった。これに対し、副加圧アーム24を備えたスポット溶接ガン10を用いた場合には、主加圧力FUを主加圧力FLよりも引き下げることができるため、薄板P3側の接合部αの接触面積を減少させることが可能となる。これにより、薄板P3側の接合部αの抵抗を増加させるとともに、接合部αの発熱量を増加させることができるため、ナゲットが厚板P1側に偏ることなく良好な溶接品質を得ることが可能となる。また、副加圧アーム24の副加圧力Fαを調整することで、主加圧力FU,FLの加圧力差を調整することができるため、高精度に主加圧力FU,FLを制御することが可能となる。さらに、ワークWの撓み反力を用いて主加圧力FU,FLを調整する構成では無いため、パネルP1〜P3の剛性によって影響されることなく、主加圧力FU,FLを調整することが可能となっている。また、副加圧アーム24によって薄板P3が押さえられることから、薄板P3の湾曲変形を抑制することができ、この点からも、良好な溶接品質を得ることが可能となる。
【0021】
前述の説明では、上方の電極チップ21側に薄板P3が配置されているが、下方の電極チップ16側に薄板P3が配置されていても良い。図6(a)〜(c)はスポット溶接の手順を示す説明図である。図6(a)に示すように、溶接対象であるワークWは、前述したワークWの上下を反転させたものである。このように、ワークWの下側に薄板P3が配置される場合には、加圧ピース27が薄板P3に対向する電極チップ16側に位置するように、アクチュエータ22は副加圧アーム24を移動させる。そして、電極チップ16,21間にワークWを配置するように、ロボットアーム12はスポット溶接ガン10を移動させる。続いて、図6(b)に示すように、可動ガンアーム19が固定ガンアーム14に近づく方向に移動し、電極チップ16,21間にワークWが挟み込まれる。すなわち、電極チップ16によってワークWが薄板P3側から加圧されるとともに、電極チップ21によってワークWが厚板P1側から加圧されることになる。これにより、ワークWの打点位置には、電極チップ16から主加圧力FLが加えられた状態となり、電極チップ21から主加圧力FUが加えられた状態となる。次いで、図6(c)に示すように、副加圧アーム24の加圧ピース27を薄板P3の表面(ワークWの一方面)に押し付けるように、アクチュエータ22は副加圧アーム24を上方に引き上げる。このように、ワークWの下側に薄板P3が配置される場合には、副加圧アーム24によってワーク表面を下方から押し上げることにより、主加圧力FLが主加圧力FUよりも引き下げられる。これにより、ナゲットを厚板P1側に偏らせることなく、良好な溶接品質を得ることが可能となる。
【0022】
続いて、本発明の一実施の形態であるチップ取り外し工具40およびチップ取り外し方法について説明する。図7はチップ取り外し工具40の設置状態を示す説明図である。また、図8(a)はチップ取り外し工具40の内部構造を示す断面図であり、図8(b)は図8(a)のA−A線に沿ってチップ取り外し工具40を示す断面図である。まず、図7に示すように、チップ取り外し工具40は、スポット溶接工程のラインサイドに設置されている。チップ取り外し工具40を用いて電極チップ16,21を取り外す際には、予め教示された位置情報に従ってロボットアーム12を駆動することにより、スポット溶接ガン10をチップ取り外し工具40の近傍に移動させる。図8(a)および(b)に示すように、チップ取り外し工具40は、先端に切り欠き41が形成される係合プレート(プレート部材)42と、この係合プレート42を移動自在に支持するスタンド(支持部材)43とを有している。スタンド43は、台座44に固定される角筒状のスリーブ45と、このスリーブ45に摺動自在に収容されるスライダ46とを有している。スライダ46の一端側にはスライダ46を上方に付勢するバネ部材47が組み付けられ、スライダ46の他端側にはスライダ46を下方に付勢するバネ部材48が組み付けられる。このようなスライダ46には、係合プレート42の基端部が固定されている。すなわち、チップ取り外し工具40の係合プレート42は、作用する荷重に応じて矢印B方向に移動自在となっている。なお、係合プレート42に荷重が作用していない場合には、係合プレート42は図8(a)に示す位置で静止している。また、図8(b)に示すように、係合プレート42の先端にはU字状の切り欠き41が形成されている。切り欠き41の幅寸法は、シャンク15,20の嵌合凸部15a,20aの外径寸法よりも大きく形成されるとともに、電極チップ16,21の外形寸法よりも小さく形成されている。また、係合プレート42の幅寸法は、加圧面28a(28b)の間隔よりも広く形成されている。すなわち、係合プレート42の幅寸法は、一対の加圧面28a(28b)に対して同時に接触することが可能な幅寸法に形成されている。さらに、係合プレート42の厚み寸法は、シャンク15,20と電極チップ16,21との隙間t(以下、チップ隙間tという。)よりも薄く形成されている。
【0023】
次いで、チップ取り外し工具40の使用手順(チップ取り外し方法)について説明する。図9(a)〜(d)はチップ取り外し工具40の使用手順を示す説明図である。また、図10(a)および(b)は、シャンク20、電極チップ21、係合プレート42および加圧ピース27を示す斜視図である。チップ取り外し工具40を用いて電極チップを取り外す際には、図9(a)に示すように、係合プレート42の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、上方の電極チップ21を取り外す際には、電極チップ21の上方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図9(b)および図10(a)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート42とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート42の切り欠き41に対してシャンク20の嵌合凸部20aを差し込むことにより、係合プレート42の下面42aには電極チップ21の端面が対向した状態となり、係合プレート42の上面42bには加圧ピース27の加圧面28bが対向した状態となる。このとき、係合プレート42の下面42aがチップ面として機能しており、係合プレート42の上面42bが受圧面として機能している。そして、図9(c)、図9(d)および図10(b)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート42を介して電極チップ21に伝達され、シャンク20から電極チップ21が取り外される(チップ外し工程)。また、図9(d)に示すように、シャンク20から電極チップ21を取り外す際には、副加圧アーム24と共に係合プレート42も下方に移動するため、係合プレート42によって副加圧アーム24の下降移動が阻害されることはない。
【0024】
続いて、下方の電極チップ16を取り外す際の手順について説明する。図11(a)〜(d)はチップ取り外し工具40の使用手順を示す説明図である。また、図12(a)および(b)は、シャンク15、電極チップ16、係合プレート42および加圧ピース27を示す斜視図である。チップ取り外し工具40を用いて電極チップ16を取り外す際には、まず図11(a)に示すように、係合プレート42の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、下方の電極チップ16を取り外す際には、電極チップ16の下方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図11(b)および図12(a)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート42とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート42の切り欠き41に対してシャンク15の嵌合凸部15aが差し込まれることにより、係合プレート42の上面42bには電極チップ16の端面が対向した状態となり、係合プレート42の下面42aには加圧ピース27の加圧面28aが対向した状態となる。このとき、係合プレート42の上面42bがチップ面として機能しており、係合プレート42の下面42aが受圧面として機能している。そして、図11(c)、図11(d)および図12(b)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート42を介して電極チップ16に伝達され、シャンク15から電極チップ16が取り外される(チップ外し工程)。また、図11(d)に示すように、シャンク15から電極チップ16を取り外す際には、副加圧アーム24と共に係合プレート42も上方に移動するため、副加圧アーム24の上昇移動が係合プレート42によって阻害されることはない。
【0025】
これまで説明したように、チップ隙間tに係合プレート42を係合させるようにしたので、副加圧アーム24の推力を電極チップ16,21に伝達することができ、シャンク15,20から電極チップ16,21を取り外すことが可能となる。これにより、電極チップ16,21を取り外すための動力源を、チップ取り外し工具40から省くことができ、チップ取り外し工具40の簡素化を図ることが可能となる。このように、チップ取り外し工具40の簡素化を図ることにより、電極チップ16,21の取り外しコストを低減することが可能となる。また、ロボットアーム12を用いてスポット溶接ガン10を移動させるとともに、アクチュエータ22を用いて電極チップ16,21を取り外すことができるため、電極チップ16,21の取り外し作業を自動化することが可能となる。このように、取り外し作業の自動化を図ることによっても、電極チップ16,21の取り外しコストを低減することが可能となる。
【0026】
前述の説明では、係合プレート42をスタンド43に取り付けることでチップ取り外し工具40を構成しているが、これに限られることはなく、係合プレート42のみによってチップ取り外し工具を構成しても良い。ここで、図13(a)および(b)は本発明の他の実施の形態であるチップ取り外し工具50を示す斜視図である。なお、図13において、図10および図12に示す部材と同様の部材については、同一の符号を付してその説明を省略する。
【0027】
図13(a)および(b)に示すように、チップ取り外し工具50は、1枚の係合プレート51によって構成されている。この係合プレート51には、前述した係合プレート42と同じ切り欠き41が形成されている。このようなチップ取り外し工具50を使用する際には、作業者が係合プレート51をチップ隙間tに差し込み、副加圧アーム24を駆動することになる。このように、手動で電極チップ16,21の取り外し作業を行う際には、取り外し作業における安全を確保するため、スポット溶接ガン10のアクチュエータ22を単独で作動させることが望ましい。すなわち、溶接ロボット11を囲む図示しない安全柵の安全プラグを外した状態、つまり溶接ロボット11およびスポット溶接ガン10を完全に停止させた状態のもとで、アクチュエータ22を作動させることが望ましい。この場合には、図1に点線で示すように、安全プラグを外した状態で機能する上昇ボタン52や下降ボタン53等がアクチュエータ22に設けられており、作業者が係合プレート51をチップ隙間tに差し込んだ後に、作業者によって上昇ボタン52や下降ボタン53が手動操作される。これにより、副加圧アーム24の加圧ピース27を係合プレート51に押し付けることができ、シャンク15,20から電極チップ16,21を簡単に取り外すことが可能となる。なお、図13(a)に示す場合には、係合プレート51の下面51aがチップ面として機能しており、係合プレート51の上面51bが受圧面として機能している。また、図13(b)に示す場合には、係合プレート51の下面51aが受圧面として機能しており、係合プレート51の上面51bがチップ面として機能している。
【0028】
また、前述の説明では、係合プレート42をスタンド43に移動自在に取り付けることでチップ取り外し工具40を構成しているが、これに限られることはなく、係合プレート42をスタンド43に固定しても良い。ここで、図14(a)は本発明の他の実施の形態であるチップ取り外し工具60を示す側面図であり、図14(b)は図14(a)の矢印A方向からチップ取り外し工具60を示す平面図である。また、図15(a)〜(d)はチップ取り外し工具60の使用手順(チップ取り外し方法)を示す説明図である。なお、図14および図15において、図8および図9に示す部材と同様の部材については、同一の符号を付してその説明を省略する。
【0029】
図14(a)および(b)に示すように、チップ取り外し工具60は、先端に切り欠き41が形成される係合プレート(プレート部材)61と、この係合プレート61の基端部が固定されるスタンド(支持部材)62とを有している。係合プレート61はバネ鋼等の弾性材料を用いて形成されており、係合プレート61の先端部は作用する荷重に応じて矢印B方向に変位自在となっている。このようなチップ取り外し工具60を用いて電極チップ21を取り外す際には、まず図15(a)に示すように、係合プレート61の切り欠き41に対してチップ隙間tが対向するように、ロボットアーム12によってスポット溶接ガン10が位置決めされる。また、上方の電極チップ21を取り外す際には、電極チップ21の上方に加圧ピース27が配置されるように、予めアクチュエータ22が駆動されている。続いて、図15(b)に示すように、ロボットアーム12によってスポット溶接ガン10を水平方向に移動させ、係合プレート61とチップ隙間tとを係合させる(プレート係合工程)。つまり、係合プレート61の切り欠き41に対してシャンク20の嵌合凸部20aが差し込まれることにより、係合プレート61の下面61aには電極チップ21の端面が対向した状態となり、係合プレート61の上面61bには加圧ピース27の加圧面28bが対向した状態となる。このとき、係合プレート61の下面61aがチップ面として機能しており、係合プレート61の上面61bが受圧面として機能している。そして、図15(c)および(d)に示すように、アクチュエータ22を駆動して副加圧アーム24を下げることにより、副加圧アーム24の推力が係合プレート61を介して電極チップ21に伝達され、シャンクから電極チップが取り外される(チップ外し工程)。また、図9(d)に示すように、シャンク20から電極チップ21を取り外す際には、副加圧アーム24と共に係合プレート61の先端部も下方に変位するため、係合プレート61によって副加圧アーム24の下降移動が阻害されることはない。
【0030】
本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能である。例えば、係合プレート61を形成する際に用いられる弾性材料の一例としてバネ鋼を挙げているが、これに限られることはない。電極チップの取り外しに必要な加圧ピース27のストローク分だけ、弾性変形が可能となる材料であれば、如何なる材料を弾性材料として用いても良い。また、係合プレート61はスタンド62に固定されているが、これに限られることはなく、図8(a)に示したチップ取り外し工具40と同様に、係合プレート61をスタンド62に対して移動自在に取り付けても良い。
【0031】
また、図示するスポット溶接ガン10は、ストレート式C型ガンであるが、これに限られることはなく、可動ガンアームを揺動させるカム溝式C型ガンに装着された電極チップを取り外す際に本発明を適用しても良い。また、一対のガンアームを揺動させるようにしたXアームガンに装着された電極チップを取り外す際に本発明を適用しても良く、一対のガンアームを平行移動させるようにした直動Xガンに装着された電極チップを取り外す際に本発明を適用しても良い。
【0032】
また、前述の説明では、アクチュエータ17,22に電動のサーボモータを組み込んでいるが、これに限られることはなく、油圧や空気圧で駆動されるアクチュエータを用いても良い。また、前述の説明では、電極チップ16,21によってワークWを挟んだ後に、加圧ピース27をワーク表面に押し付けているが、これに限られることはなく、加圧ピース27をワーク表面に押し付けた後に、電極チップ16,21によってワークWを挟んでも良い。また、同じタイミングで、電極チップ16,21によってワークWを挟むとともに、加圧ピース27をワーク表面に押し付けても良い。
【0033】
また、前述の説明では、3枚のパネルP1〜P3からなるワークWを溶接対象としているが、これに限られることはなく、4枚以上のパネルからなるワークを溶接対象としても良い。さらに、前述の説明では、板厚の異なるパネルP1〜P3からなるワークWを溶接対象としているが、これに限られることはなく、同じ板厚のパネルからなるワークを溶接対象としても良い。すなわち、同じ板厚であっても物性値としての電気抵抗が異なるパネルを組み合わせた場合には、発熱量が相違することから溶接品質を確保することが困難となるが、副加圧アーム24を用いて主加圧力FU,FLを相違させることにより、適切な溶接品質を得ることが可能となる。
【符号の説明】
【0034】
10 スポット溶接ガン
15 シャンク
16 電極チップ
20 シャンク
21 電極チップ
22 アクチュエータ
24 副加圧アーム(加圧部材)
40 チップ取り外し工具
42 係合プレート(プレート部材)
42a 下面(チップ面,受圧面)
42b 上面(受圧面,チップ面)
43 スタンド(支持部材)
50 チップ取り外し工具
51 係合プレート(プレート部材)
51a 下面(チップ面,受圧面)
51b 上面(受圧面,チップ面)
60 チップ取り外し工具
61 係合プレート(プレート部材)
61a 下面(チップ面,受圧面)
61b 上面(受圧面,チップ面)
62 スタンド(支持部材)
t チップ隙間(隙間)
W ワーク
【特許請求の範囲】
【請求項1】
ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し工具であって、
前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を有し、
前記プレート部材を前記シャンクと前記電極チップとの隙間に係合させ、前記加圧部材を前記プレート部材に押し付けることにより、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すことを特徴とするチップ取り外し工具。
【請求項2】
請求項1記載のチップ取り外し工具において、
前記プレート部材は、支持部材に移動自在に取り付けられることを特徴とするチップ取り外し工具。
【請求項3】
請求項1記載のチップ取り外し工具において、
前記プレート部材は、弾性材料を用いて形成されるとともに支持部材に固定されることを特徴とするチップ取り外し工具。
【請求項4】
ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し方法であって、
前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を、前記シャンクと前記電極チップとの隙間に係合させるプレート係合工程と、
前記加圧部材を前記プレート部材に押し付け、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すチップ外し工程とを有することを特徴とするチップ取り外し方法。
【請求項1】
ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し工具であって、
前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を有し、
前記プレート部材を前記シャンクと前記電極チップとの隙間に係合させ、前記加圧部材を前記プレート部材に押し付けることにより、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すことを特徴とするチップ取り外し工具。
【請求項2】
請求項1記載のチップ取り外し工具において、
前記プレート部材は、支持部材に移動自在に取り付けられることを特徴とするチップ取り外し工具。
【請求項3】
請求項1記載のチップ取り外し工具において、
前記プレート部材は、弾性材料を用いて形成されるとともに支持部材に固定されることを特徴とするチップ取り外し工具。
【請求項4】
ワークを挟み込む一対の電極チップと、前記ワークの一方面に押し付けられる加圧部材と、前記加圧部材を駆動するアクチュエータとを備えるスポット溶接ガンに用いられ、前記スポット溶接ガンのシャンクから前記電極チップを取り外すチップ取り外し方法であって、
前記電極チップに対向するチップ面を一方に備え、前記加圧部材に対向する受圧面を他方に備えるプレート部材を、前記シャンクと前記電極チップとの隙間に係合させるプレート係合工程と、
前記加圧部材を前記プレート部材に押し付け、前記プレート部材を介して前記加圧部材の推力を前記電極チップに伝達し、前記シャンクから前記電極チップを取り外すチップ外し工程とを有することを特徴とするチップ取り外し方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−94839(P2013−94839A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241669(P2011−241669)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
[ Back to top ]