
チップ装置の製造装置及び方法
【課題】 溶液又は液状試料を前処理するために用いられる品質が安定したチップ装置を簡便に且つ短時間で製造することができる製造装置及び方法を提供する。
【解決手段】 フィルター充填装置100は、筐体1内のベース2上に、シート状のフィルターFが載置されるシートホルダー3と、複数のチップPがマトリクス状に保持されるチップラック4とを備えている。また、それらの上方には、上下動可能であり一列に配置された複数の細径パイプ51を有する細径フィルター打抜・吐出機構5、及び、同様に上下動可能であり一列に配置された複数の細径ロッド61を有するフィルター押込機構6が併設されている。さらに、細径パイプ51には、配管を介して窒素ガス供給部Nに接続されたシリンダー53が接続されている。
【解決手段】 フィルター充填装置100は、筐体1内のベース2上に、シート状のフィルターFが載置されるシートホルダー3と、複数のチップPがマトリクス状に保持されるチップラック4とを備えている。また、それらの上方には、上下動可能であり一列に配置された複数の細径パイプ51を有する細径フィルター打抜・吐出機構5、及び、同様に上下動可能であり一列に配置された複数の細径ロッド61を有するフィルター押込機構6が併設されている。さらに、細径パイプ51には、配管を介して窒素ガス供給部Nに接続されたシリンダー53が接続されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば生体分子を含む溶液又は液状試料を前処理するためのチップ装置を製造する装置及びその方法に関する。
【背景技術】
【0002】
生体試料を用いたポストゲノム時代の重要な研究として、プロテオーム解析が注目されている。プロテオーム解析では、生体を構成する細胞内に含まれるタンパク質の網羅的な解析が行われ、近年、電気泳動によるタンパク質分離、及び質量分析を用いたタンパク質プロファイリングが頻繁に行われている。
【0003】
このような解析方法における質量分析に供される試料は、例えばゲル内タンパク質酵素消化を施した後、溶液試薬等を用いて回収される消化ペプチド断片を含む溶液である。この際、回収された溶液をそのままの状態で質量分析に使用すると、かかる溶液中に含まれる微小な侠雑物や無機塩等が分析感度や精度に影響を及ぼすおそれがあり、十分な再現性を有する測定結果が得られないことがある。また、回収された溶液中の生体分子の濃度が十分に高くない場合には、機器の感度によっては質量分析が困難となることがある。
【0004】
そのような不都合を解消するため、通常は、回収した溶液試料に対して、侠雑物や無機塩等を分離除去する精製処理や濃縮処理といった前処理が施される。また、プロテオーム解析における質量分析だけではなく、例えば、高速液体クロマトグラフィー、キャピラリー電気泳動等の他の分析手法においても、ペプチド、タンパク質、オリゴヌクレオチド等を含む試料を精製したり、濃縮したりといった前処理が必要な場合が多い。
【0005】
この前処理としては、例えばゲルろ過等の種々の処理が挙げられるが、それらは一般的には煩雑な操作が要求される。そこで、より簡便に且つ短時間で実施できる前処理方法が熱望されている。このような簡易前処理方法としては、例えば、非特許文献1に記載されているようなシリカ等の充填剤がPTFE繊維で固定されたディスクが筒状部材に収容された固相抽出カートリッジ(製品名:エムポアTMディスクカートリッジ)が挙げられる。しかし、この固相抽出カートリッジは、微量試料の分析用としては不向きである。
【0006】
一方、微量試料に対応したチップタイプの前処理装置として、非特許文献2に記載されているような先端部にクロマトグラフィー樹脂が充填されたピペットチップ(製品名:ZipTipTMピペットチップ)が知られている。しかし、このピペットチップは、ピペッターを用いて試料溶液を吸入・排出しながらその溶液に含まれるペプチド等の目的物質を吸着させるものであり、また、クロマトグラフィー樹脂がピペットチップ内に緩く充填されているため、目的物質の回収率が不十分である(非特許文献3参照)。また、試料溶液をクロマトグラフィー樹脂の下方から吸い上げて下方に排出させるので、溶液中に固形物(例えばゲル片等)が混入していてもそれを除去することができない。
【0007】
そこで、上記両者の不都合な点を克服すべく、本発明者らは、非特許文献4に記載されたチップ装置(StageTip:商標)を開発した。このチップ装置は、逆相抽出樹脂ビーズがテフロン(登録商標)メッシュ中に埋設担持された1mm未満の直径及び長さを有するカラムベッドを備えており、極微量分析に有用なものである。また、樹脂の充填度が高められており、且つ、溶液試料をカラムベッドの上方から注入して下方へ排出させるので、試料溶液からの目的物質の回収率が極めて高い。
【非特許文献1】住友スリーエム株式会社ホームページ[平成16年8月10日検索]、インターネット<URL:http://www.mmm.co.jp/fibrous/empore/ctrg/index.html>
【非特許文献2】日本ミリポア株式会社ホームページ[平成16年8月10日検索]、インターネット<URL:http://www.millipore.com/catalogue.nsf/docs/C5737?open&lang=ja>
【非特許文献3】Stewart II, Thomson T and Figeys D., Rapid Commun. Mass Spectrom. 2001;15(24):2456-65.
【非特許文献4】Rappsilber J, Ishihama Y and Mann M., Anal. Chem. 2003 Feb 1;75(3):663-70.
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、非特許文献4に記載されたチップ装置は、ピペットチップのような先端部にテーパが形成された容器に、上述の如く微小なカラムベッドが装填されたものであり、現状では、その装填工程を含む製造が手作業で行われている。したがって、製造効率を高めるにも限界があり、短時間で多量のチップ装置を作製することは困難であった。また、装填状態にばらつきが生じてしまい製品品質を均一化するのに苦労していた。さらに、実験者が分析現場においてチップ装置を手作業で作製することも多々あり、こうなると実験全体の作業効率も悪化してしまう傾向にあった。
【0009】
そこで、本発明は、かかる事情に鑑みてなされたものであり、溶液又は液状試料を前処理するために用いられる品質が安定したチップ装置を、簡便に且つ短時間で製造することができる製造装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明によるチップ装置の製造装置は、溶液又は液状試料を前処理するためのチップ装置を製造する装置であって、略筒状を成すパイプ内に保持された前処理部材をパイプの外部へ排出させるように、そのパイプを通してチップ内に気体を供給する給気部を備えるものである。なお、前処理部材がパイプ内に保持されている状態は特に制限されず、パイプ内への気体の送給によって前処理部材がパイプの外部へ押し出されるように保持されていればよく、具体的には、例えば、前処理部材が緩く且つ適度に密にパイプ内に嵌着されているような状態が挙げられる。
【0011】
このように構成されたチップ装置の製造装置においては、内部に前処理部材が保持されたパイプを通してチップ内に気体が供給されることにより、前処理部材が迅速且つ確実にパイプから排出されてチップ内に装填される。こうして、前処理部材が内部に装着されたチップ装置が製造される。
【0012】
また、(1)前処理部材を含むシート部材が載置されるシート保持部と、(2)チップが保持されるチップ保持部と、(3)略筒状を成すパイプ、及び、そのパイプの一方端がシート部材の一部を打ち抜くように、且つ、打ち抜かれたシート部材の一部を保持したパイプがチップ内に遊挿されるようにそのパイプを駆動する第1の駆動部を有するシート打抜部とを備え、(4)上記給気部が、パイプの他方端に接続されており、且つ、パイプ内に保持されたシート部材の一部をパイプの外部へ排出させるようにチップ内に気体を供給するものであると好ましい。
【0013】
このように構成すれば、シート保持部に載置されたシート部材の一部が、第1の駆動部によって駆動されたパイプの一方端で打ち抜かれる。打ち抜かれたシート部材の一部は、略筒状を成すパイプの一方端の周壁でシート部材から切り出されるように分離され、パイプの一方端側の内部に嵌めこまれるように保持される。このパイプは、第1の駆動部によって駆動され、チップ保持部に保持された空のチップ内に、シート部材の一部が保持された一方端側の部分が遊挿される。
【0014】
そして、パイプの他方端に接続された吸気部から、パイプの内部に空気、窒素、他の不活性ガス等の気体が供給されると、その気圧によってパイプの一方端側に嵌めこまれるように保持されていたシート部材の一部が吹き出される。チップは、通常、中空で先端部に向かって先細り状(例えば、逆錐状、テーパ状)に形成されており、シート部材の一部は吹き出された勢いで先端部側へ移動し、先端部に当接して停止する。こうして、シート部材の一部がチップ内に装填される。
【0015】
このとき、気体の吹出圧によっては、シート部材の一部は、チップの先端部に嵌着するようにしっかり充填固定され得るが、給気部から気体を更に供給し続ければ、パイプを通してその一方端からチップ先端に向かって気体が噴出され、その気圧によって、シート部材の一部がチップの先端部により強固に固定されるように充填され得る。こうして、シート部材の一部が先端部に固定保持されたチップ装置が製造される。
【0016】
また、略筒状又は略柱状を成すロッドと、そのロッドがチップ内に遊挿され且つ該ロッドがそのチップ内に排出されたシート部材の一部を押し込むようにロッドを駆動する第2の駆動部とを有するシート押込部を備えるとより好ましい。
【0017】
このようにすれば、第2の駆動部を運転し、シート部材の一部が吐出されたチップ内に押込部のロッドを遊挿し、さらに、そのロッドをチップの先端部側へ移動させてシート部材の一部が確実に押し込まれるので、シート部材の一部がより強固にチップの先端部に埋め込まれる。この場合、シート部材の一部をチップ内に吐出させた後、給気部からの気体供給を続けてもよいが、必ずしも必要ない。
【0018】
なお、シート打抜部のパイプの形状は、略筒状であれば特に限定されず、また、チップ形状は中空状であれば特に制限されないが、パイプの一方端部が円筒状であり、且つ、チップの先端部が逆円錐状であるとより好ましい。この場合、打ち抜かれたシート部材の一部の形状が円板状となり、チップの逆円錐状の先端部に隙間なくしっかり嵌まり易くなる。
【0019】
さらに、チップ保持部は、チップが複数並置されるものであると更に好ましく、シート打抜部がパイプを複数有するものであれば、特に好ましい。またさらに、シート押込部が、ロッドを複数有するものであっても有用である。
【0020】
このように複数のチップが用意されれば、シート打抜部のパイプの数量に応じて、シート部材の一部が先端部に固定保持されたチップ装置が連続的に又は複数同時に製造される。
【0021】
ここで、チップ及び/又はパイプが複数の場合の具体的な配置としては、例えば、それらを一方向に並置する形態が挙げられ、或いは、数量が更に多い場合には、チップ及びパイプのうち少なくとも一方をマトリクス状(行列状)に配置する形態が挙げられる。
【0022】
より具体的には、前処理部材として、溶液又は液状試料に含まれる目的成分を吸着する吸着部材を好ましく用いることができる。
【0023】
また、シート打抜部を複数備えると好適である。例えば、シート打抜部が二系統(二つ)あれば、両系統を同時に運転することにより、或いは、一方のシート打抜部が切り出して保持していたシート部材の一部をパイプ内に充填している間に、他方のシート打抜部がシート部材の打ち抜きを実行させてそれらの操作を交互に行うことにより、チップ装置をより短時間で製造することができる。すなわち、シート部材をチップ内に高速で充填することができ、製造効率が格段に向上される。なお、この場合、シート押込部も複数設けるようにしてもよい。
【0024】
さらに、シート打抜部は、パイプの一方端によってシート部材の一部が打ち抜かれる際にシート部材が固定されるように設けられたシート固定部を有するとより好ましい。こうすれば、シート固定部によってシート部材が固定されて安定化するので、パイプがシート部材を打ち抜く時にシート部材がずれてしまったり、そのようなずれによってシート部材を確実に打ち抜けなかったりといった不都合が解消され、製造歩留まりが向上される。
【0025】
また、シート固定部が、パイプの一方端がシート部材と当接する際に、シート部材におけるパイプの周辺を固定するものであることが望ましい。この場合、「周辺」とは、そのシート部材におけるパイプの一方端で囲まれる部位、つまりパイプによって打ち抜かれるシート部材の一部の直近傍の領域であることが好ましく、さらには、シート固定部が、シート部材とパイプが当接したときに、シート部材におけるそのパイプの周囲の極力大きな面積領域を、例えば覆うように押さえ付けて固定するものであると特に好ましい。
【0026】
本発明者の知見によれば、シート部材を部分的に(例えば、シート部材の四隅等、数ヶ所を)押さえて固定した場合よりも、パイプで打ち抜かれる部位の周囲を広く押さえ付けて固定した場合の方が、打ち抜かれたシート部材の一部の外周形状がより滑らかになり且つ寸法精度が格段に高められることが判明した。特に、厚さが数mm以下のような比較的薄いシート部材を打ち抜く際には、極めて有用である。これにより、パイプからのシート部材の排出及びチップへの装着がより円滑に行われ、製造効率及び製品歩留まりがより高められる。また、シート部材のより一層確実な打ち抜きが可能になって製品歩留まりが更に向上されることが確認された。
【0027】
より具体的には、シート固定部が、板状をなし、パイプが挿通される孔を有しており、パイプがその孔を貫通して案内されるようにパイプの周辺に設けられており、且つ、シート部材と当接した状態でパイプの駆動方向に沿ってパイプの一方端側に付勢されるものであると特に有用である。この場合、パイプは、板状のシート固定部の孔内を案内されるように駆動し、しかも、パイプがシート部材と当接する際に、シート固定部がパイプの一方端側つまりシート部材側に付勢される。よって、シート固定部がシート部材の略全部(パイプと当接する部位を除く略全域)を押さえ付けるようにシート部材と接し得るので、シート部材が簡便に且つしっかりと固定される。
【0028】
なお、シート固定部を「付勢」させる手段としては、特に制限されず、例えばシート固定部の自重、或いは、シート固定部とそれが接続されている部材の合計自重で付勢してもよく、さらには、シート固定部以外の手段によってシート固定部に力を印加して付勢させてもよい。
【0029】
またさらに、給気部が、パイプの他方端に接続されており且つ気体の圧力を調整する圧力調整部を有すると一層好ましい。このようにすれば、シート部材をパイプの外部へ排出させるときの気体の圧力を、例えばシート部材の性状やチップの形状等に応じて任意に且つ所望に調整することが可能となる。よって、種々のシート部材を種々のチップへ好適な圧力で装着させることができる。また、気体の圧力調整により、十分な吹出圧でシート部材の一部をチップの先端部により確実に嵌着させてより一層強固に固定させることができるので、その場合には、シート押込部が不要になり、装置規模を簡略化しつつ、上述したような複数のシート打抜部を設ける際に配置上の制約が緩和される。
【0030】
また、パイプの一方端の肉厚がパイプの胴部の肉厚よりも薄く(小さく)されたものであると好ましい。こうすれば、パイプの一方端の先端に圧力を集中させ易くなり、シート部材を切断し易くなってより確実な打ち抜きを行うことができる。また、パイプの一方端の先端が鋭利となるので、打ち抜かれたシート部材の一部の外周形状がより一層滑らかになり且つ寸法精度が格段に高められる。
【0031】
或いは、パイプが、その一方端に向かって肉厚が徐々に薄くされたものであると、その先端を刃物のようにより一層鋭利なものとすることができるので、殊に好ましい。
【0032】
また、シート保持部は、シート部材が載置される平滑面を有すると好ましい。ここで、「平滑面」とは、上記パイプが当接する部位に凹みがなく、これにより、その上に載置されるシート部材とその平滑面とが接するような面を示す。
【0033】
この場合、シート打抜部が、パイプの一方端がシート保持部の平滑面と当接する位置まで移動することによりシート部材の一部が打ち抜かれるように設けられたものであると好適である。すなわち、シート部材が打ち抜かれるときに、パイプの一方端がシート保持部の平滑面と実質的に丁度接する位置まで移動し、それよりも(つまり平滑面よりも深く)過度に突入しないようにすると好適である。このようにすれば、シート保持部が平滑面であることと相俟って、シート部材が打ち抜かれるときに、シート部材がシート保持部側にくい込んでしまうことが抑制され、確実な打ち抜きが実現される。特に、厚さが数mm以下の比較的薄いシート部材に対して、特に有用である。
【0034】
また、本発明によるチップ装置の製造方法は、本発明の製造装置を用いて有効に実施される方法、すなわち、溶液又は液状試料を前処理するためのチップ装置を製造する方法であって、前処理部材を内部に保持した略筒状を成すパイプを通してチップ内に気体を供給し、その前処理部材をチップ内に排出する給気工程を備える。
【0035】
また、前処理部材を含むシート部材、及びチップを準備する第1の工程と、シート部材の一部を略筒状を成すパイプの一方端で打ち抜き、そうして打ち抜いたシート部材の一部をパイプの一方端側に保持しつつシート部材から分離する第2の工程とを備え、給気工程において、シート部材の一部を保持したパイプの一方端側をチップ内に遊挿し、パイプの他方端からその内部に気体を供給してシート部材の一部をチップ内に排出する第3の工程を実施すると好ましい。
【0036】
さらに、チップ内に略筒状又は略柱状を成すロッドを遊挿し、チップ内に排出されたシート部材の一部をそのロッドで押し込む第4の工程を備えると一層好適である。具体的には、前処理部材として、溶液又は液状試料に含まれる目的成分を吸着する吸着部材を用いることが好ましい。
【0037】
またさらに、第2の工程においては、パイプの一方端によってシート部材の一部を打ち抜く際にシート部材を固定すると好適である。
【0038】
さらにまた、第2の工程においては、パイプの一方端をシート部材に当接させる際に、シート部材におけるパイプの周辺を固定することが望ましい。
【発明の効果】
【0039】
本発明のチップ装置の製造装置及び方法によれば、パイプ内に保持された前処理部材をパイプの外部へ排出させるように、パイプを通してチップ内に気体を供給することにより、内部に前処理部材が装着されたチップ装置が製造される。よって、チップ装置を簡便に且つ短時間で製造できる。また、前処理部材をチップ内へ装填する際の動作の再現性が高いので、製品の品質及び信頼性、ならびに歩留りを向上させることができる。
【発明を実施するための最良の形態】
【0040】
以下、本発明の実施の形態について詳細に説明する。なお、以下の実施の形態は、本発明を説明するための例示であり、本発明をその実施の形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施をすることができる。また、同一要素には同一の符号を付し、重複する説明を省略する。さらに、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。また、図面の寸法比率は、図示の比率に限定されるものではない。
【0041】
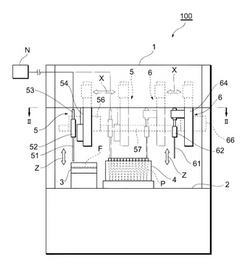
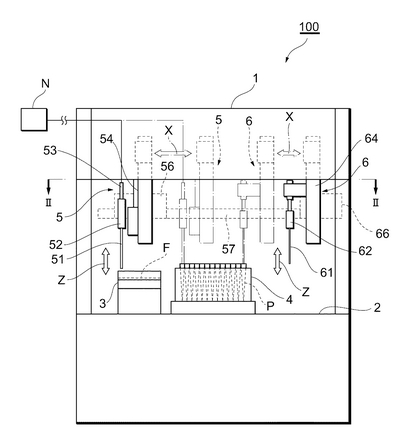
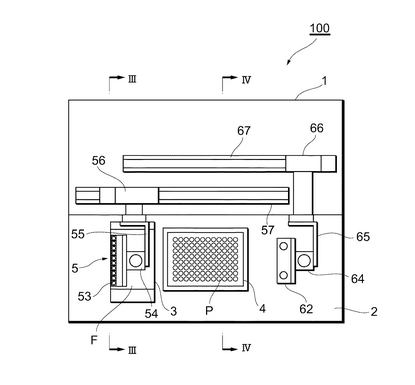
図1は、本発明によるチップ装置の製造装置の好適な一実施形態を概略的に示す正面図である。また、図2〜4は、それぞれ、図1におけるII−II線に沿う断面図、図2におけるIII−III線に沿う断面図、及び、図2におけるIV−IV線に沿う断面図である。さらに、図5は、本発明によるチップ装置の製造装置によって製造されるチップ装置の好適な一実施形態を示す正面図である。
【0042】
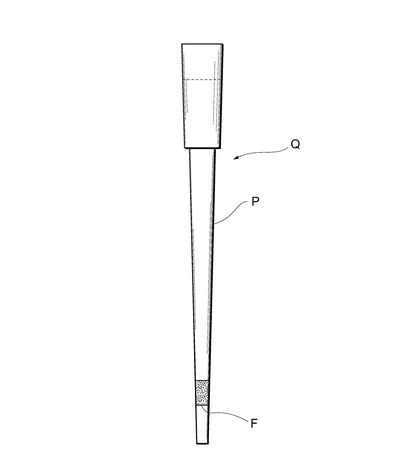
チップフィルター充填装置100(チップ装置の製造装置)は、空のチップPの先端部に、フィルターF(前処理部材、シート部材)を充填して図5に示されるチップ装置Qを製造するための装置である。このチップ装置Qのより具体的な例としては、上述した非特許文献4に記載されたタイプのものが挙げられる。
【0043】
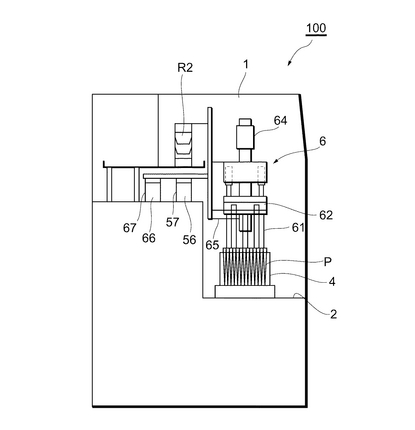
チップフィルター充填装置100は、筐体1内のベース2上に、シート状に形成されたフィルターFが載置される平滑な載置面(平滑面)が形成されたシートホルダー3(シート保持部)と、複数のチップPがマトリクス状に配置された状態で保持されるチップラック4(チップ保持部)とを備えている。なお、シートホルダー3としては、少なくともその載置面がテフロン(登録商標)等の樹脂で形成されたものを例示できる。
【0044】
フィルターFは、例えばシリカや他の逆相抽出樹脂ビーズ等の吸着剤又は担体(吸着部材)が樹脂ファイバーシートに担持されるように固定されたものである。このファイバーシートの樹脂の種類は特に制限されず、また、シートの形態も制限されず、例えば織布であってもよく、不織布であっても構わない。さらに、フィルターFの厚さとしては、約0.1mm〜数mm程度を例示できる。
【0045】
また、チップPは、市販されている例えばマイクロピペット用のピペットチップ等を制限なく使用することができ、その形状としては、例えば、ピペット(図示せず)の先端に嵌着する基端部と、逆円錐状にテーパが形成され且つ先端が開放端とされた中空の胴部とを有するものが挙げられる。さらに、チップPの数量は特に限定されず、本実施形態では、96個のチップPが8行×12列のマトリクス状に配置された例が図示されている。
【0046】
またさらに、シートホルダー3及びチップラック4の図示上方には、フィルター打抜・吐出機構5(シート打抜部)、及びフィルター押込機構6(シート押込部)が併設されている。フィルター打抜・吐出機構5は、チップPの列方向と同方向に一列に配置された8本の直管状の細径パイプ51がホルダー52に着脱可能に固定されたものである。
【0047】
細径パイプ51は、チップPの先端部の内径と同等又はやや大き目の内径を有している。また、細径パイプ51は、図示上下方向に延在しており、一方端(図示下端)が開放端とされている。さらに、その細径パイプ51の他方端には、弁H(図示3参照)等が設けられた配管を介して窒素ガス供給部Nに接続されたシリンダー53が接続されている。このように、窒素ガス供給部N、シリンダー53、及び弁H等が設けられた配管から給気部が構成されている。
【0048】
また、細径パイプ51が固定されているホルダー52は、アクチュエータ54に接続されており、ホルダー52が図示上下方向(矢印Z方向)に駆動される。これにより、全ての細径パイプ51が同時に上下動するようになっている。さらに、アクチュエータ54は、固定具55によってアクチュエータ56に固定されており、アクチュエータ54がレール57に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー52と共に細径パイプ51が同時に水平動するように、より具体的には、細径パイプ51が、シートホルダー3及びチップラック4のそれぞれの上方空間の間を往来するようにされている。このように、アクチュエータ54,56が第1の駆動部として機能する。
【0049】
さらに、フィルター押込機構6は、チップPの列方向と同方向に一列に配置された8本の直棒状の細径ロッド61がホルダー62に着脱可能に固定されたものである。細径ロッド61は、チップPの先端部の内径よりもやや小さい内径を有している。すなわち、細径ロッド61は、細径パイプ51よりもやや細くされている。また、細径ロッド61は、図示上下方向に延在しており、それらが固定されているホルダー62は、アクチュエータ64に接続されており、ホルダー62が図示上下方向(矢印Z方向)に駆動される。これにより、全ての細径ロッド61が同時に上下動するようになっている。
【0050】
さらに、アクチュエータ64は、固定具65によってアクチュエータ66に固定されており、アクチュエータ64がレール67に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー62と共に細径ロッド61が同時に水平動するように、より具体的には、細径ロッド61が、チップラック4の上方空間に到達できるようにされている。このように、アクチュエータ64,66が第2の駆動部として機能する。
【0051】
なお、アクチュエータ54,64の電源ケーブルは、それぞれフレキシブルレールR1,R2(図3,4参照)に格納されており、アクチュエータ54,64の移動に合わせてフレキシブルレールR1,R2と共に屈曲動するようになっている。
【0052】
このように構成されたチップフィルター充填装置100では、まず、フィルターFをベース2上に、また、所要数のチップPをチップラック4にそれぞれセットする(第1の工程)。次に、アクチュエータ56を運転してフィルター打抜・吐出機構5を駆動し、細径パイプ51をベース2上方の所定の原点位置で停止させる。次いで、アクチュエータ54を運転し、細径パイプ51の先端(下方端)がシートホルダー3におけるフィルターFの載置面と丁度当接する位置までホルダー52を所定速度で下降させた後、細径パイプ51の先端が、チップラック4に収容されたチップPの上端よりも高いレベルに位置するまでホルダー52を上昇させる。
【0053】
これにより、フィルターFの一部が複数の細径パイプ51で同時に打ち抜かれ、打ち抜かれたフィルターFの一部が細径パイプ51の先端部の内部に嵌着された状態で保持され、細径パイプ51の上昇によってベース2上に載置されたフィルターFから分離される(第2の工程)。
【0054】
次に、アクチュエータ56を運転してフィルター打抜・吐出機構5をチップラック4側へ駆動し、各細径パイプ51の先端が所定列の各チップPと同軸となる位置で停止する。それから、アクチュエータ54を運転して細径パイプ51の先端をチップPの内部空間に遊挿し、所定位置で停止させる。次いで、窒素ガス供給部Nに接続された配管に設けられた弁Hを開き、シリンダー53を通して細径パイプ51内に窒素ガスを送給する。これにより、窒素ガスの供給圧で細径パイプ51の先端部に保持されたフィルターFがチップP内の下方に向かって吹き出される(給気工程、第3の工程)。
【0055】
細径パイプ51によって打ち抜かれたフィルターFは、細径パイプ51の内径と略同等の外径、すなわち、チップPの先端部の内径と同等又はやや大きい外径であり、且つ、チップPの上端部の内径と同等又はやや小さい外径とされるので、チップPの先端部の周内壁に当接して停止する。このとき、フィルターFの一部は、吹き出された勢いでチップPの先端部に緩く嵌めこまれた状態で保持される。
【0056】
次に、アクチュエータ54を再び運転し、細径パイプ51の先端が、チップラック4に収容されたチップPの上端よりも高いレベルに位置するまで、ホルダー52を上昇させる。その後、再びアクチュエータ56を運転してフィルター打抜・吐出機構5をホルダー2側へ駆動し、例えば、フィルターFを打ち抜く前の原点位置へ復帰させる。
【0057】
次いで、アクチュエータ66を運転してフィルター押込機構6をチップラック4側へ駆動し、各細径ロッド61の先端が、フィルターFの一部が収容された所定列の各チップPと同軸となる位置で停止する。それから、アクチュエータ64を運転して細径ロッド61をチップPの内部空間に遊挿し、細径ロッド61によってフィルターFの一部がチップPのより先端側へ押し込まれる位置までホルダー62を下降させ、所定位置で停止させる(第4の工程)。
【0058】
続けて、アクチュエータ64を再度運転して細径ロッド61の先端がチップラック4に収容されたチップPの上端よりも高いレベルに位置するまでホルダー62を上昇させる。こうすることにより、チップPの先端部内に緩く嵌まっていたフィルターFの一部が、チップPの先端部に確実に押し込まれて強固に嵌着固定される。こうして、図5に示すチップ装置Qが複数個(本実施形態では8個)同時に製造される。
【0059】
さらに、アクチュエータ66を再び運転し、フィルター押込機構6をホルダー2とは反対側へ移動し原点位置に復帰させる。以上の操作を、本実施形態では残り11列のチップPに対して順次繰り返し実施し、チップラック4に収容された全てのチップPに対してフィルターFの挿入・充填を施した後、チップラック4をベース2上から取り外して、8行×12列、合計96個のチップ装置Qを回収する。
【0060】
このように構成されたチップフィルター充填装置100及びそれを用いたチップ装置Pの製造方法によれば、ホルダー3上に載置したフィルターFを細径パイプ51によって常に一定の大きさに打ち抜くので、チップ装置Qに充填されるフィルターF量を常に一定にすることができる。特に、チップPへのフィルターFの一部の充填を、窒素ガスの気圧による吹き出しで行うでの、細径パイプ51からチップPへのフィルターFの充填動作の再現性を十分に高めることができる。これらによりチップ装置Qの品質及び信頼性を向上できる。
【0061】
さらに、細径ロッド61の一定の動作によってフィルターFをチップPの先端部に押し込むので、フィルターFの固定状態をも均一にすることができる。よって、製品間のばらつきが一層抑えられ、チップ装置Qの品質及び信頼性を更に向上できる。
【0062】
またさらに、このようなフィルターFの打ち抜きだけでなく、その打ち抜いて切り取られたフィルターFの一部をチップPに給気装填するので、チップ装置Qの製造を迅速且つ簡易に実施することができる。よって、フィルターFを手作業でチップPに充填するような従来に比して、作業者や作業状態への依存性が解消され、製品間のばらつきを更に一層抑制することができると共に、作業効率が高められて製造時間を短縮できる。したがって、チップ装置Qの製造効率及び歩留りを格段に向上させることが可能となる。さらに、強固に充填するまでの一連の工程操作をも人手を介さずに自動で行うことができるので、製品の信頼性及び製造効率が更に高められる。
【0063】
さらにまた、複数の細径パイプ51を用いて一時にフィルターFの複数箇所を打ち抜き、それらをチップラック4に収容した複数のチップPに同時に装填し、さらに、複数の細径ロッド61でそれらチップPに対してフィルターFの押込充填を実行するので、品質が一定化された多数のチップ装置Qを同時に連続して製造することができる。
【0064】
加えて、シートホルダー3におけるフィルターFの載置面が平滑であり、細径パイプ51がシートホルダー3に載置されたフィルターFを打ち抜くときに、細径パイプ51の一方端の先端がその載置面と丁度当接する位置まで下降してそれよりも深く突入することがない。よって、フィルターFがシートホルダー3の載置面にくい込んでしまうことを抑止でき、それによりフィルターFを確実に打ち抜くことができる。したがって、フィルターFが厚さ数mm以下の比較的薄いシートであっても、チップ装置の製造効率、製品の信頼性及び歩留まりをより高めることができる。
【0065】
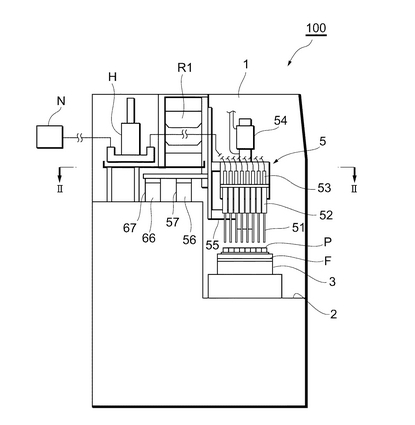
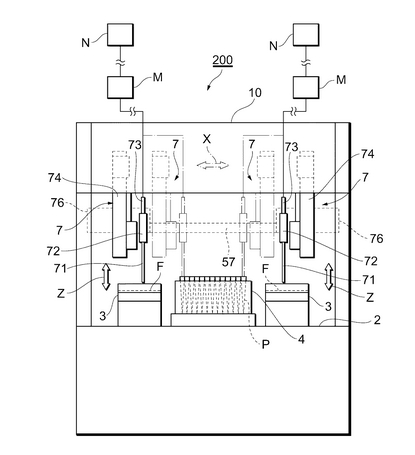
図6は、本発明によるチップ装置の製造装置の好適な他の実施形態を概略的に示す正面図である。チップフィルター充填装置200(チップ装置の製造装置)は、フィルター打抜・吐出機構5及びフィルター押込機構6に替えてフィルター打抜・吐出機構7(シート打抜部)を二基(二系統)備え、且つ、シートホルダー3(シート保持部)が更にもう一台設けられたこと、及び各フィルター打抜・吐出機構7と各窒素ガス供給部Nとの間にガス圧調整部M(圧力調整部)が設けられたこと以外は、チップフィルター充填装置100と同様の構成を有するものである。
【0066】
ここで、図7は、フィルター打抜・吐出機構7の概略構成を示す正面図であり、図8は、図7におけるVIII−VIII線に沿う断面図であり、図9は、図8におけるIX−IX線に沿う断面図である。
【0067】
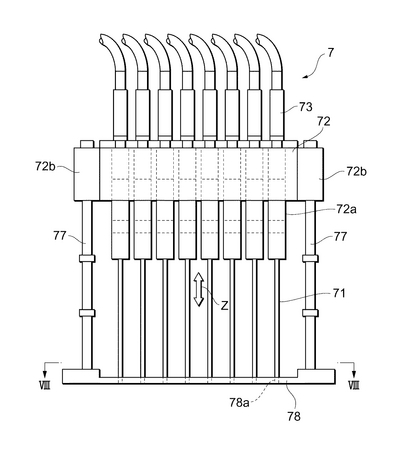
フィルター打抜・吐出機構7は、チップPの列方向と同方向に一列に配置された8本の直管状の細径パイプ71がホルダー72に着脱可能に固定されたものである。細径パイプ71は、チップPの先端部の内径と同等又はやや大き目の内径であり、且つ、チップPの上端部の内径と同等又はやや小さい内径を有している。また、細径パイプ71は、図示上下方向に延在しており、一方端(図示下端)が開放端とされている。
【0068】
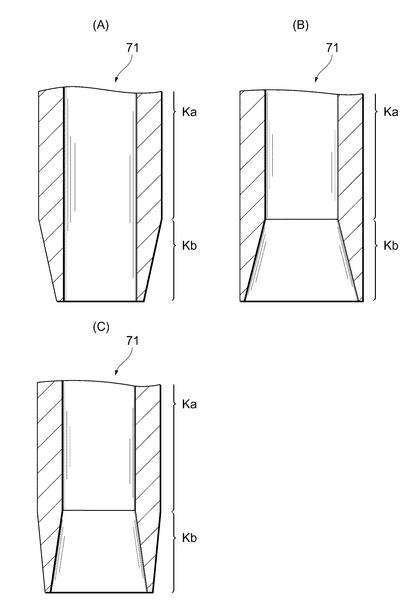
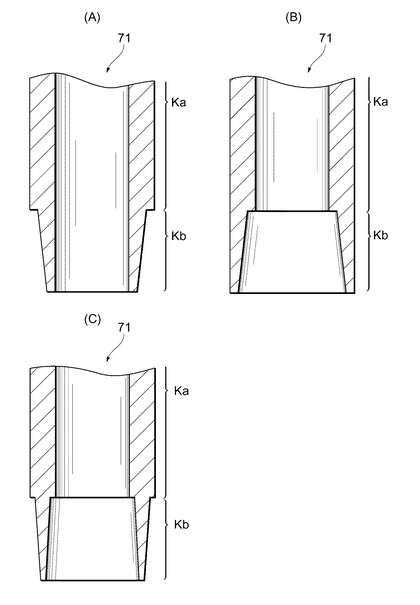
ここで、図10(A)〜(C)、図11(A)〜(C)、及び図12(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。各図に示すいずれの細径パイプ71も、その胴部Kaの肉厚(周壁の厚さ)に比して先端部Kb(一方端)の肉厚が小さく(薄く)されている。
【0069】
具体的には、図10(A)〜(C)に示される細径パイプ71は、いずれも、一定厚の胴部Kaから先端部Kbにかけて周壁の肉厚が徐々に薄くなるように、先端部Kbの周壁に環状テーパが設けられたものである。より具体的には、図10(A)では、先端部Kbの外壁にテーパが設けられている。また、図10(B)では、先端部Kbの内壁にテーパが設けられている。さらに、図10(C)では、先端部Kbの内壁及び外壁の両方にテーパが設けられている。
【0070】
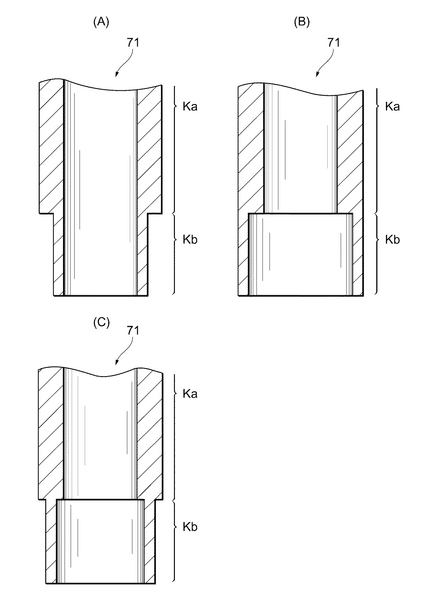
一方、図11(A)〜(C)に示される細径パイプ71は、いずれも一定厚の胴部Kaから、その肉厚よりも薄い一定の肉厚を有する先端部Kbが延設されたものである。より具体的には、図11(A)では、胴部Kaと先端部Kbの外壁面が一致し且つ内壁に段差が設けられている。また、図11(B)では、胴部Kaと先端部Kbの内壁面が一致し且つ外壁に段差が設けられている。さらに、図11(C)では、胴部Kaと先端部Kbの内壁及び外壁の両方に段差が設けられている。
【0071】
他方、図12(A)〜(C)に示される細径パイプ71は、いずれも、胴部Kaと先端部Kbとの境界に段差が設けられ、且つ、一定厚の胴部Kaから先端部Kbにかけて周壁の肉厚が徐々に薄くなるように、先端部Kbの周壁に環状テーパが設けられたものである。より具体的には、図12(A)では、図11(A)に示される先端部Kbの外壁に環状テーパが設けられている。また、図12(B)では、図11(B)に示される先端部Kbの内壁に環状テーパが設けられている。さらに、図12(C)では、図11(C)に示される先端部Kbの内壁及び外壁の両方に環状テーパが設けられている。
【0072】
さらに、細径パイプ71の他方端には、上述したガス圧調整部Mに接続されたシリンダー73が連結されている。このガス圧調整部Mは、窒素ガス供給部Nからシリンダー73に供給される窒素ガスの供給圧力を調整するもの(例えば、調圧用のレギュレータ等が挙げられる)であり、弁H(図3参照)とシリンダー73との間に設けられていてもよく、弁Hと窒素ガス供給部Nとの間に設けられていてもよい。このように、本実施形態においては、窒素ガス供給部N、シリンダー73、ガス圧調整部M、及び弁H等が設けられた配管から給気部が構成されている。
【0073】
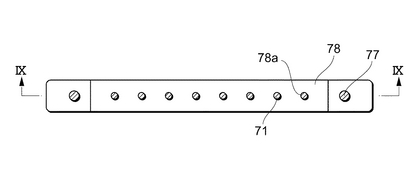
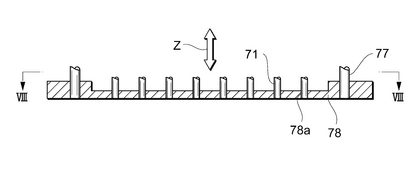
また、細径パイプ71は、ホルダー72の打抜ブロック72aに固定されている。ホルダー72は、アクチュエータ74(第1の駆動部)に接続されており、これによりホルダー72が図示上下方向(矢印Z方向)に駆動され、全ての細径パイプ71が同時に上下動するようになっている。さらに、ホルダー72の両端部72bには、細径パイプ71と同方向に延在する伸縮自在なスライドシャフト77,77の一方端部が固定されている。これらの他方端部(図示下端部)には、一体型のガイドプレート78(シート固定部)が設置されている。ここで、スライドシャフト77は、縮んだときに、例えば、油圧、空気圧、又はバネ等の弾性体によって伸びる方向に付勢されるものであってもよい。
【0074】
ガイドプレート78には、各細径パイプ71に対応する位置に、細径パイプ71の内径よりもやや大きい径を有するガイド孔78a(孔)が穿設されている。そして、細径パイプ71の先端がそのガイド孔78a内に遊挿されており、これにより、細径パイプ71がガイド孔78aを貫通して案内されるように、細径パイプ71の周囲にガイドプレート78が配置されている。
【0075】
なお、アクチュエータ74は、固定具55(図2参照)によってアクチュエータ76(第2の駆動部)に固定されており、アクチュエータ74がレール57に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー72と共に細径パイプ71が同時に水平動するように、より具体的には、細径パイプ71が、シートホルダー3及びチップラック4のそれぞれの上方空間の間を往来するようにされている。
【0076】
このように構成されたチップフィルター充填装置200においては、二基のフィルター打抜・吐出機構7,7の両方を同時に、或いは、若干の時間差を設けて連続的に運転(例えば、図示左側のフィルター打抜・吐出機構7を先に運転し、続けて図示右側のフィルター打抜・吐出機構7)し、二台のシートホルダー3に載置されたフィルターFの両方から、同時又は略同時にフィルターFの一部を打ち抜く(第2の工程)。
【0077】
この際、アクチュエータ74の運転によりホルダー72が駆動されると、細径パイプ71と共にガイドプレート78も下動する。そして、ガイドプレート78がフィルター3と当接すると、フィルター打抜・吐出機構7の自重によってガイドプレート78が図示下方に付勢され、そのガイドプレート78がフィルターFをシートホルダー3に押し付けるように固定する。この状態で、アクチュエータ74によりホルダー72をさらに下方に移動させると、フィルター打抜・吐出機構7の自重にさらにアクチュエータ74からの圧力が加わってガイドプレート78が更に図示下方に付勢され、フィルターFが更にしっかり押さえ付けられて強固に固定されつつ、細径パイプ71がフィルターFの一部を打ち抜く。
【0078】
このとき、ガイドプレート78が、上述の如く、スライドシャフ77によって更に付勢されるものであれば、フィルターFがよりしっかり押さえ付けられ、シートホルダー3に一層強固に固定される。
【0079】
さらに、細径パイプ71を所定の高さに移動させた後、両方のフィルター打抜・吐出機構7,7を同時に、或いは、若干の時間差を設けてチップラック4側へ移動させ、細径パイプ71の先端をチップPの内部空間に遊挿する。次いで、窒素ガス供給部Nに接続された配管に設けられた弁Hを開き、シリンダー73を通して細径パイプ71内に、ガス圧調整部Mで調整したガス圧(第1の圧力)で窒素ガスを送給する。これにより、細径パイプ71の先端部に保持されたフィルターFがチップP内の下方に向かって吹き出され、その先端部に嵌着する(給気工程、第3の工程)。
【0080】
次に、ガス圧調整部Mによって窒素ガス供給部Nからのガス圧をより高め(第2の圧力)、再びシリンダー73を通して細径パイプ71内に窒素ガスを送給する。これにより、チップPの先端部に嵌着されたフィルターFが更にチップPの先端側に押し込まれ、強固に保持固定される。こうして、図5に示すチップ装置Qが複数個(本実施形態では16個)同時又は略同時に製造される。
【0081】
このように、チップフィルター充填装置200によれば、二基のフィルター打抜・吐出機構7,7を備えることにより、チップ装置Pの製造効率を向上(製造時間を短縮)させることができる。また、二基のフィルター打抜・吐出機構7,7を若干の時間差をもって運転すれば、チップラック4が一台の場合に、その上方でのフィルター打抜・吐出機構7,7同士の干渉を防止できる。
【0082】
また、ガス圧調整部Mを備えるので、フィルターFの性状やチップPの内部形状等に応じて、フィルターFを細径パイプ71から排出させるときの窒素ガスの圧力を任意に且つ所望に調整できる。よって、種々のフィルターF及びチップPを用いた種々のチップ装置Qの製造に対応できる。さらに、窒素ガスの送給圧を高めることにより、チップP内に排出させたフィルターFの一部をチップPの先端部により確実に嵌着させて一層強固に固定させることができるので、フィルター押込機構6を設けなくてもよい。よって、装置規模を簡略化しつつ、二基のフィルター打抜・吐出機構7,7の配置上の制約を軽減して設計裕度を向上できる。
【0083】
さらに、細径パイプ71の一方端である先端部Kbの肉厚が胴部Kaの肉厚より薄くされているので、先端部Kbの先端がフィルターFを押圧するときの圧力が高められ、フィルターFが切断され易くなる。この場合、先端部Kbの肉厚がその先端に向かって徐々に肉薄とされるような形態(例えば、図10(A)〜(C)、図12(A)〜(C)参照)であれば、その先端がより鋭利となり、フィルターFの切断能力が一層増大する。よって、フィルターFをより打ち抜き易くなり、しかも、打ち抜かれたフィルターFの一部の外周形状が一層滑らかになり且つ寸法精度が格段に高められる。
【0084】
またさらに、フィルターFが細径パイプ71の先端で打ち抜かれる際に、ガイドプレート78によってフィルターFがシートホルダー3に押し付けられ(押さえこまれ)るので、フィルターFが安定に固定され、これによりフィルターFの位置ずれが抑制される。よって、フィルターFの位置ずれに起因してフィルターFを打ち抜けないとか、打ち抜かれたフィルターFの寸法精度が悪化するといった不都合を防止でき、もってチップ装置Qの製造歩留まりを向上させ得る。
【0085】
特に、ガイドプレート78が板状をなしており、且つ、整列配置された複数のパイプ71に対応する位置に複数のガイド孔78aが一列に設けられ、それらのガイド孔78aによって細径パイプ71が案内されるようになっているので、パイプ71によって打ち抜かれるフィルターFの一部の周囲が、ガイドプレート78によって連続的に覆われて固定される。よって、フィルターFのずれをより一層確実に抑止でき、特に、フィルターFが厚さ数mm以下の比較的薄いシートであっても、確実な打ち抜きが実現される。
【0086】
しかも、シートホルダー3におけるフィルターFの載置面が平滑であり、チップフィルター充填装置100の細径パイプ51と同様に、細径パイプ71の一方端の先端がその載置面と丁度当接する位置まで下降してそれよりも深く突入することがないと、フィルターFがシートホルダー3の載置面にくい込んでしまうことを抑止できる。こうすれば、フィルターFが固定されていることと相俟って、フィルターFが厚さ数mm以下の比較的薄いシートであっても、フィルターFをより一層確実に打ち抜くことができ、チップ装置の製造効率、製品の信頼性及び歩留まりをより高めることが可能となる。
【0087】
またさらに、本実施形態では、ガイド孔78aの面積に比してガイドプレート78の面積が格段に大きくされているので、パイプ71によって打ち抜かれるフィルターFの一部の周囲の極めて広い範囲が、ガイドプレート78で押し付けられる。よって、フィルターFの固定力が一層向上される。
【0088】
またさらに、ガイドプレート78に設けられたガイド孔78aに細孔パイプ71の先端部が遊挿されているので、細孔パイプ71の水平方向の動きが抑えられる。よって、フィルターFを打ち抜くときの細孔パイプ71の位置ずれを抑止できるので、フィルターFを更に確実に打ち抜くことができる。
【0089】
なお、本発明は上述した実施形態に限定されるものではなく、その要旨を変更しない限度において様々な変形が可能である。例えば、細径パイプ51,71、チップP、及び細径ロッド61は、上述の数量に限られず、また、それぞれ複数ではなく単一であってもよい。例えば、単一の細径パイプ51,71を用いる場合には、複数のチップPに対してフィルターFの打ち抜き及び装填操作を逐次連続して繰り返し行えばよい。加えて、細径パイプ51の先端部を、細径パイプ71と同様に、胴部よりも薄い肉厚とし、さらに先端に向かって徐々に肉薄となるように形成してもよい。或いは、細径パイプ51,71は、全体にわたって一定の肉厚であっても構わないが、先端部が胴部よりも肉薄である方が好ましい。
【0090】
またさらに、複数のフィルターFをチップP内に積層してもよい。この場合、複数のフィルターFをシートホルダー3にまとめて載置し、一時に細径パイプ51,71で打ち抜いて、チップP内に装填するようにしてもよいし、一枚のフィルターFに対して打抜・排出操作を繰り返して実施してもよい。さらにまた、異なる複数種のフィルターFを同一のチップP内に積層充填してもよい。この場合、種々のフィルターに対応すべく、チップフィルター充填装置200のようにガス圧調整部Mを備えると好適である。
【0091】
また、チップラック4に収容したチップPの全てに同じフィルターFを充填しなくてもよい。例えば、細径パイプ51,71でフィルターFを打ち抜く毎に、フィルターFを別のものに交換すれば、チップラック4の列毎に異なるチップ装置Qを得ることができる。さらに、ベース2上に異なる大きさや形状のシートホルダー3及び/又はチップラック4を設置できるようにしてもよい。こうすれば、種々のチップ用のラックを設置することができる。このように、本発明によるチップ装置の製造装置及び方法は、汎用性にも極めて優れている。またさらに、細径パイプ51,71、及び/又は細径パイプ51,71が固定されたホルダー52,72を複数列設けてもよい。さらにまた、窒素ガスに代えて他のガス、例えば、空気や希ガス等を使用してもよい。
【0092】
また、フィルター押込機構6を用いなくともよい。この場合には、フィルターFの一部をチップP内へ排出した後、窒素ガスを噴出し続けて、その圧力によってフィルターFをチップPの先端部により強固に充填するようにすると好ましい。この場合、チップフィルター充填装置200のようにガス圧調整部Mを備えると好ましい。或いは、逆に、チップフィルター充填装置200にフィルター押込機構6を設けても構わない。
【産業上の利用可能性】
【0093】
以上説明した通り、本発明によるチップ装置の製造装置及び方法は、チップ装置を簡便に且つ短時間で製造でき、しかも前処理部材をチップ内へ充填する動作の再現性が高いので、製品の品質及び信頼性、ならびに歩留りを向上させることができる。よって、生体分子を含む試料等の前処理といった調製に広く利用できる。
【図面の簡単な説明】
【0094】
【図1】本発明によるチップ装置の製造装置の好適な一実施形態を概略的に示す正面図である。
【図2】図1におけるII−II線に沿う断面図である。
【図3】図2におけるIII−III線に沿う断面図である。
【図4】図2におけるIV−IV線に沿う断面図である。
【図5】本発明によるチップ装置の製造装置によって製造されるチップ装置の好適な一実施形態を示す正面図である。
【図6】本発明によるチップ装置の製造装置の好適な他の実施形態を概略的に示す正面図である。
【図7】フィルター打抜・吐出機構7の概略構成を示す正面図である。
【図8】図7におけるVIII−VIII線に沿う断面図である。
【図9】図8におけるIX−IX線に沿う断面図である。
【図10】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【図11】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【図12】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【符号の説明】
【0095】
1…筐体、2…ベース、3…シートホルダー(シート保持部)、4…チップラック(チップ保持部)、5,7…フィルター打抜・吐出機構(シート打抜部)、6…フィルター押込機構(シート押込部)、51,71…細径パイプ、52,72…ホルダー、53,73…シリンダー、54,56,74…アクチュエータ(第1の駆動部)、55…固定具、57…レール、61…細径ロッド、62…ホルダー、64,66,76…アクチュエータ(第2の駆動部)、65…固定具、67…レール、72a…打抜ブロック、72b…両端部、77…スライドシャフト、78…ガイドプレート(シート押付部)、78a…ガイド孔、100,200…チップフィルター充填装置(チップ装置の製造装置)、F…フィルター(前処理部材、シート部材)、H…弁、Ka…胴部、Kb…先端部、M…ガス圧調整部(圧力調整部)、N…窒素ガス供給部、P…チップ、Q…チップ装置、R1,R2…フレキシブルレール。
【技術分野】
【0001】
本発明は、例えば生体分子を含む溶液又は液状試料を前処理するためのチップ装置を製造する装置及びその方法に関する。
【背景技術】
【0002】
生体試料を用いたポストゲノム時代の重要な研究として、プロテオーム解析が注目されている。プロテオーム解析では、生体を構成する細胞内に含まれるタンパク質の網羅的な解析が行われ、近年、電気泳動によるタンパク質分離、及び質量分析を用いたタンパク質プロファイリングが頻繁に行われている。
【0003】
このような解析方法における質量分析に供される試料は、例えばゲル内タンパク質酵素消化を施した後、溶液試薬等を用いて回収される消化ペプチド断片を含む溶液である。この際、回収された溶液をそのままの状態で質量分析に使用すると、かかる溶液中に含まれる微小な侠雑物や無機塩等が分析感度や精度に影響を及ぼすおそれがあり、十分な再現性を有する測定結果が得られないことがある。また、回収された溶液中の生体分子の濃度が十分に高くない場合には、機器の感度によっては質量分析が困難となることがある。
【0004】
そのような不都合を解消するため、通常は、回収した溶液試料に対して、侠雑物や無機塩等を分離除去する精製処理や濃縮処理といった前処理が施される。また、プロテオーム解析における質量分析だけではなく、例えば、高速液体クロマトグラフィー、キャピラリー電気泳動等の他の分析手法においても、ペプチド、タンパク質、オリゴヌクレオチド等を含む試料を精製したり、濃縮したりといった前処理が必要な場合が多い。
【0005】
この前処理としては、例えばゲルろ過等の種々の処理が挙げられるが、それらは一般的には煩雑な操作が要求される。そこで、より簡便に且つ短時間で実施できる前処理方法が熱望されている。このような簡易前処理方法としては、例えば、非特許文献1に記載されているようなシリカ等の充填剤がPTFE繊維で固定されたディスクが筒状部材に収容された固相抽出カートリッジ(製品名:エムポアTMディスクカートリッジ)が挙げられる。しかし、この固相抽出カートリッジは、微量試料の分析用としては不向きである。
【0006】
一方、微量試料に対応したチップタイプの前処理装置として、非特許文献2に記載されているような先端部にクロマトグラフィー樹脂が充填されたピペットチップ(製品名:ZipTipTMピペットチップ)が知られている。しかし、このピペットチップは、ピペッターを用いて試料溶液を吸入・排出しながらその溶液に含まれるペプチド等の目的物質を吸着させるものであり、また、クロマトグラフィー樹脂がピペットチップ内に緩く充填されているため、目的物質の回収率が不十分である(非特許文献3参照)。また、試料溶液をクロマトグラフィー樹脂の下方から吸い上げて下方に排出させるので、溶液中に固形物(例えばゲル片等)が混入していてもそれを除去することができない。
【0007】
そこで、上記両者の不都合な点を克服すべく、本発明者らは、非特許文献4に記載されたチップ装置(StageTip:商標)を開発した。このチップ装置は、逆相抽出樹脂ビーズがテフロン(登録商標)メッシュ中に埋設担持された1mm未満の直径及び長さを有するカラムベッドを備えており、極微量分析に有用なものである。また、樹脂の充填度が高められており、且つ、溶液試料をカラムベッドの上方から注入して下方へ排出させるので、試料溶液からの目的物質の回収率が極めて高い。
【非特許文献1】住友スリーエム株式会社ホームページ[平成16年8月10日検索]、インターネット<URL:http://www.mmm.co.jp/fibrous/empore/ctrg/index.html>
【非特許文献2】日本ミリポア株式会社ホームページ[平成16年8月10日検索]、インターネット<URL:http://www.millipore.com/catalogue.nsf/docs/C5737?open&lang=ja>
【非特許文献3】Stewart II, Thomson T and Figeys D., Rapid Commun. Mass Spectrom. 2001;15(24):2456-65.
【非特許文献4】Rappsilber J, Ishihama Y and Mann M., Anal. Chem. 2003 Feb 1;75(3):663-70.
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、非特許文献4に記載されたチップ装置は、ピペットチップのような先端部にテーパが形成された容器に、上述の如く微小なカラムベッドが装填されたものであり、現状では、その装填工程を含む製造が手作業で行われている。したがって、製造効率を高めるにも限界があり、短時間で多量のチップ装置を作製することは困難であった。また、装填状態にばらつきが生じてしまい製品品質を均一化するのに苦労していた。さらに、実験者が分析現場においてチップ装置を手作業で作製することも多々あり、こうなると実験全体の作業効率も悪化してしまう傾向にあった。
【0009】
そこで、本発明は、かかる事情に鑑みてなされたものであり、溶液又は液状試料を前処理するために用いられる品質が安定したチップ装置を、簡便に且つ短時間で製造することができる製造装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明によるチップ装置の製造装置は、溶液又は液状試料を前処理するためのチップ装置を製造する装置であって、略筒状を成すパイプ内に保持された前処理部材をパイプの外部へ排出させるように、そのパイプを通してチップ内に気体を供給する給気部を備えるものである。なお、前処理部材がパイプ内に保持されている状態は特に制限されず、パイプ内への気体の送給によって前処理部材がパイプの外部へ押し出されるように保持されていればよく、具体的には、例えば、前処理部材が緩く且つ適度に密にパイプ内に嵌着されているような状態が挙げられる。
【0011】
このように構成されたチップ装置の製造装置においては、内部に前処理部材が保持されたパイプを通してチップ内に気体が供給されることにより、前処理部材が迅速且つ確実にパイプから排出されてチップ内に装填される。こうして、前処理部材が内部に装着されたチップ装置が製造される。
【0012】
また、(1)前処理部材を含むシート部材が載置されるシート保持部と、(2)チップが保持されるチップ保持部と、(3)略筒状を成すパイプ、及び、そのパイプの一方端がシート部材の一部を打ち抜くように、且つ、打ち抜かれたシート部材の一部を保持したパイプがチップ内に遊挿されるようにそのパイプを駆動する第1の駆動部を有するシート打抜部とを備え、(4)上記給気部が、パイプの他方端に接続されており、且つ、パイプ内に保持されたシート部材の一部をパイプの外部へ排出させるようにチップ内に気体を供給するものであると好ましい。
【0013】
このように構成すれば、シート保持部に載置されたシート部材の一部が、第1の駆動部によって駆動されたパイプの一方端で打ち抜かれる。打ち抜かれたシート部材の一部は、略筒状を成すパイプの一方端の周壁でシート部材から切り出されるように分離され、パイプの一方端側の内部に嵌めこまれるように保持される。このパイプは、第1の駆動部によって駆動され、チップ保持部に保持された空のチップ内に、シート部材の一部が保持された一方端側の部分が遊挿される。
【0014】
そして、パイプの他方端に接続された吸気部から、パイプの内部に空気、窒素、他の不活性ガス等の気体が供給されると、その気圧によってパイプの一方端側に嵌めこまれるように保持されていたシート部材の一部が吹き出される。チップは、通常、中空で先端部に向かって先細り状(例えば、逆錐状、テーパ状)に形成されており、シート部材の一部は吹き出された勢いで先端部側へ移動し、先端部に当接して停止する。こうして、シート部材の一部がチップ内に装填される。
【0015】
このとき、気体の吹出圧によっては、シート部材の一部は、チップの先端部に嵌着するようにしっかり充填固定され得るが、給気部から気体を更に供給し続ければ、パイプを通してその一方端からチップ先端に向かって気体が噴出され、その気圧によって、シート部材の一部がチップの先端部により強固に固定されるように充填され得る。こうして、シート部材の一部が先端部に固定保持されたチップ装置が製造される。
【0016】
また、略筒状又は略柱状を成すロッドと、そのロッドがチップ内に遊挿され且つ該ロッドがそのチップ内に排出されたシート部材の一部を押し込むようにロッドを駆動する第2の駆動部とを有するシート押込部を備えるとより好ましい。
【0017】
このようにすれば、第2の駆動部を運転し、シート部材の一部が吐出されたチップ内に押込部のロッドを遊挿し、さらに、そのロッドをチップの先端部側へ移動させてシート部材の一部が確実に押し込まれるので、シート部材の一部がより強固にチップの先端部に埋め込まれる。この場合、シート部材の一部をチップ内に吐出させた後、給気部からの気体供給を続けてもよいが、必ずしも必要ない。
【0018】
なお、シート打抜部のパイプの形状は、略筒状であれば特に限定されず、また、チップ形状は中空状であれば特に制限されないが、パイプの一方端部が円筒状であり、且つ、チップの先端部が逆円錐状であるとより好ましい。この場合、打ち抜かれたシート部材の一部の形状が円板状となり、チップの逆円錐状の先端部に隙間なくしっかり嵌まり易くなる。
【0019】
さらに、チップ保持部は、チップが複数並置されるものであると更に好ましく、シート打抜部がパイプを複数有するものであれば、特に好ましい。またさらに、シート押込部が、ロッドを複数有するものであっても有用である。
【0020】
このように複数のチップが用意されれば、シート打抜部のパイプの数量に応じて、シート部材の一部が先端部に固定保持されたチップ装置が連続的に又は複数同時に製造される。
【0021】
ここで、チップ及び/又はパイプが複数の場合の具体的な配置としては、例えば、それらを一方向に並置する形態が挙げられ、或いは、数量が更に多い場合には、チップ及びパイプのうち少なくとも一方をマトリクス状(行列状)に配置する形態が挙げられる。
【0022】
より具体的には、前処理部材として、溶液又は液状試料に含まれる目的成分を吸着する吸着部材を好ましく用いることができる。
【0023】
また、シート打抜部を複数備えると好適である。例えば、シート打抜部が二系統(二つ)あれば、両系統を同時に運転することにより、或いは、一方のシート打抜部が切り出して保持していたシート部材の一部をパイプ内に充填している間に、他方のシート打抜部がシート部材の打ち抜きを実行させてそれらの操作を交互に行うことにより、チップ装置をより短時間で製造することができる。すなわち、シート部材をチップ内に高速で充填することができ、製造効率が格段に向上される。なお、この場合、シート押込部も複数設けるようにしてもよい。
【0024】
さらに、シート打抜部は、パイプの一方端によってシート部材の一部が打ち抜かれる際にシート部材が固定されるように設けられたシート固定部を有するとより好ましい。こうすれば、シート固定部によってシート部材が固定されて安定化するので、パイプがシート部材を打ち抜く時にシート部材がずれてしまったり、そのようなずれによってシート部材を確実に打ち抜けなかったりといった不都合が解消され、製造歩留まりが向上される。
【0025】
また、シート固定部が、パイプの一方端がシート部材と当接する際に、シート部材におけるパイプの周辺を固定するものであることが望ましい。この場合、「周辺」とは、そのシート部材におけるパイプの一方端で囲まれる部位、つまりパイプによって打ち抜かれるシート部材の一部の直近傍の領域であることが好ましく、さらには、シート固定部が、シート部材とパイプが当接したときに、シート部材におけるそのパイプの周囲の極力大きな面積領域を、例えば覆うように押さえ付けて固定するものであると特に好ましい。
【0026】
本発明者の知見によれば、シート部材を部分的に(例えば、シート部材の四隅等、数ヶ所を)押さえて固定した場合よりも、パイプで打ち抜かれる部位の周囲を広く押さえ付けて固定した場合の方が、打ち抜かれたシート部材の一部の外周形状がより滑らかになり且つ寸法精度が格段に高められることが判明した。特に、厚さが数mm以下のような比較的薄いシート部材を打ち抜く際には、極めて有用である。これにより、パイプからのシート部材の排出及びチップへの装着がより円滑に行われ、製造効率及び製品歩留まりがより高められる。また、シート部材のより一層確実な打ち抜きが可能になって製品歩留まりが更に向上されることが確認された。
【0027】
より具体的には、シート固定部が、板状をなし、パイプが挿通される孔を有しており、パイプがその孔を貫通して案内されるようにパイプの周辺に設けられており、且つ、シート部材と当接した状態でパイプの駆動方向に沿ってパイプの一方端側に付勢されるものであると特に有用である。この場合、パイプは、板状のシート固定部の孔内を案内されるように駆動し、しかも、パイプがシート部材と当接する際に、シート固定部がパイプの一方端側つまりシート部材側に付勢される。よって、シート固定部がシート部材の略全部(パイプと当接する部位を除く略全域)を押さえ付けるようにシート部材と接し得るので、シート部材が簡便に且つしっかりと固定される。
【0028】
なお、シート固定部を「付勢」させる手段としては、特に制限されず、例えばシート固定部の自重、或いは、シート固定部とそれが接続されている部材の合計自重で付勢してもよく、さらには、シート固定部以外の手段によってシート固定部に力を印加して付勢させてもよい。
【0029】
またさらに、給気部が、パイプの他方端に接続されており且つ気体の圧力を調整する圧力調整部を有すると一層好ましい。このようにすれば、シート部材をパイプの外部へ排出させるときの気体の圧力を、例えばシート部材の性状やチップの形状等に応じて任意に且つ所望に調整することが可能となる。よって、種々のシート部材を種々のチップへ好適な圧力で装着させることができる。また、気体の圧力調整により、十分な吹出圧でシート部材の一部をチップの先端部により確実に嵌着させてより一層強固に固定させることができるので、その場合には、シート押込部が不要になり、装置規模を簡略化しつつ、上述したような複数のシート打抜部を設ける際に配置上の制約が緩和される。
【0030】
また、パイプの一方端の肉厚がパイプの胴部の肉厚よりも薄く(小さく)されたものであると好ましい。こうすれば、パイプの一方端の先端に圧力を集中させ易くなり、シート部材を切断し易くなってより確実な打ち抜きを行うことができる。また、パイプの一方端の先端が鋭利となるので、打ち抜かれたシート部材の一部の外周形状がより一層滑らかになり且つ寸法精度が格段に高められる。
【0031】
或いは、パイプが、その一方端に向かって肉厚が徐々に薄くされたものであると、その先端を刃物のようにより一層鋭利なものとすることができるので、殊に好ましい。
【0032】
また、シート保持部は、シート部材が載置される平滑面を有すると好ましい。ここで、「平滑面」とは、上記パイプが当接する部位に凹みがなく、これにより、その上に載置されるシート部材とその平滑面とが接するような面を示す。
【0033】
この場合、シート打抜部が、パイプの一方端がシート保持部の平滑面と当接する位置まで移動することによりシート部材の一部が打ち抜かれるように設けられたものであると好適である。すなわち、シート部材が打ち抜かれるときに、パイプの一方端がシート保持部の平滑面と実質的に丁度接する位置まで移動し、それよりも(つまり平滑面よりも深く)過度に突入しないようにすると好適である。このようにすれば、シート保持部が平滑面であることと相俟って、シート部材が打ち抜かれるときに、シート部材がシート保持部側にくい込んでしまうことが抑制され、確実な打ち抜きが実現される。特に、厚さが数mm以下の比較的薄いシート部材に対して、特に有用である。
【0034】
また、本発明によるチップ装置の製造方法は、本発明の製造装置を用いて有効に実施される方法、すなわち、溶液又は液状試料を前処理するためのチップ装置を製造する方法であって、前処理部材を内部に保持した略筒状を成すパイプを通してチップ内に気体を供給し、その前処理部材をチップ内に排出する給気工程を備える。
【0035】
また、前処理部材を含むシート部材、及びチップを準備する第1の工程と、シート部材の一部を略筒状を成すパイプの一方端で打ち抜き、そうして打ち抜いたシート部材の一部をパイプの一方端側に保持しつつシート部材から分離する第2の工程とを備え、給気工程において、シート部材の一部を保持したパイプの一方端側をチップ内に遊挿し、パイプの他方端からその内部に気体を供給してシート部材の一部をチップ内に排出する第3の工程を実施すると好ましい。
【0036】
さらに、チップ内に略筒状又は略柱状を成すロッドを遊挿し、チップ内に排出されたシート部材の一部をそのロッドで押し込む第4の工程を備えると一層好適である。具体的には、前処理部材として、溶液又は液状試料に含まれる目的成分を吸着する吸着部材を用いることが好ましい。
【0037】
またさらに、第2の工程においては、パイプの一方端によってシート部材の一部を打ち抜く際にシート部材を固定すると好適である。
【0038】
さらにまた、第2の工程においては、パイプの一方端をシート部材に当接させる際に、シート部材におけるパイプの周辺を固定することが望ましい。
【発明の効果】
【0039】
本発明のチップ装置の製造装置及び方法によれば、パイプ内に保持された前処理部材をパイプの外部へ排出させるように、パイプを通してチップ内に気体を供給することにより、内部に前処理部材が装着されたチップ装置が製造される。よって、チップ装置を簡便に且つ短時間で製造できる。また、前処理部材をチップ内へ装填する際の動作の再現性が高いので、製品の品質及び信頼性、ならびに歩留りを向上させることができる。
【発明を実施するための最良の形態】
【0040】
以下、本発明の実施の形態について詳細に説明する。なお、以下の実施の形態は、本発明を説明するための例示であり、本発明をその実施の形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施をすることができる。また、同一要素には同一の符号を付し、重複する説明を省略する。さらに、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。また、図面の寸法比率は、図示の比率に限定されるものではない。
【0041】
図1は、本発明によるチップ装置の製造装置の好適な一実施形態を概略的に示す正面図である。また、図2〜4は、それぞれ、図1におけるII−II線に沿う断面図、図2におけるIII−III線に沿う断面図、及び、図2におけるIV−IV線に沿う断面図である。さらに、図5は、本発明によるチップ装置の製造装置によって製造されるチップ装置の好適な一実施形態を示す正面図である。
【0042】
チップフィルター充填装置100(チップ装置の製造装置)は、空のチップPの先端部に、フィルターF(前処理部材、シート部材)を充填して図5に示されるチップ装置Qを製造するための装置である。このチップ装置Qのより具体的な例としては、上述した非特許文献4に記載されたタイプのものが挙げられる。
【0043】
チップフィルター充填装置100は、筐体1内のベース2上に、シート状に形成されたフィルターFが載置される平滑な載置面(平滑面)が形成されたシートホルダー3(シート保持部)と、複数のチップPがマトリクス状に配置された状態で保持されるチップラック4(チップ保持部)とを備えている。なお、シートホルダー3としては、少なくともその載置面がテフロン(登録商標)等の樹脂で形成されたものを例示できる。
【0044】
フィルターFは、例えばシリカや他の逆相抽出樹脂ビーズ等の吸着剤又は担体(吸着部材)が樹脂ファイバーシートに担持されるように固定されたものである。このファイバーシートの樹脂の種類は特に制限されず、また、シートの形態も制限されず、例えば織布であってもよく、不織布であっても構わない。さらに、フィルターFの厚さとしては、約0.1mm〜数mm程度を例示できる。
【0045】
また、チップPは、市販されている例えばマイクロピペット用のピペットチップ等を制限なく使用することができ、その形状としては、例えば、ピペット(図示せず)の先端に嵌着する基端部と、逆円錐状にテーパが形成され且つ先端が開放端とされた中空の胴部とを有するものが挙げられる。さらに、チップPの数量は特に限定されず、本実施形態では、96個のチップPが8行×12列のマトリクス状に配置された例が図示されている。
【0046】
またさらに、シートホルダー3及びチップラック4の図示上方には、フィルター打抜・吐出機構5(シート打抜部)、及びフィルター押込機構6(シート押込部)が併設されている。フィルター打抜・吐出機構5は、チップPの列方向と同方向に一列に配置された8本の直管状の細径パイプ51がホルダー52に着脱可能に固定されたものである。
【0047】
細径パイプ51は、チップPの先端部の内径と同等又はやや大き目の内径を有している。また、細径パイプ51は、図示上下方向に延在しており、一方端(図示下端)が開放端とされている。さらに、その細径パイプ51の他方端には、弁H(図示3参照)等が設けられた配管を介して窒素ガス供給部Nに接続されたシリンダー53が接続されている。このように、窒素ガス供給部N、シリンダー53、及び弁H等が設けられた配管から給気部が構成されている。
【0048】
また、細径パイプ51が固定されているホルダー52は、アクチュエータ54に接続されており、ホルダー52が図示上下方向(矢印Z方向)に駆動される。これにより、全ての細径パイプ51が同時に上下動するようになっている。さらに、アクチュエータ54は、固定具55によってアクチュエータ56に固定されており、アクチュエータ54がレール57に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー52と共に細径パイプ51が同時に水平動するように、より具体的には、細径パイプ51が、シートホルダー3及びチップラック4のそれぞれの上方空間の間を往来するようにされている。このように、アクチュエータ54,56が第1の駆動部として機能する。
【0049】
さらに、フィルター押込機構6は、チップPの列方向と同方向に一列に配置された8本の直棒状の細径ロッド61がホルダー62に着脱可能に固定されたものである。細径ロッド61は、チップPの先端部の内径よりもやや小さい内径を有している。すなわち、細径ロッド61は、細径パイプ51よりもやや細くされている。また、細径ロッド61は、図示上下方向に延在しており、それらが固定されているホルダー62は、アクチュエータ64に接続されており、ホルダー62が図示上下方向(矢印Z方向)に駆動される。これにより、全ての細径ロッド61が同時に上下動するようになっている。
【0050】
さらに、アクチュエータ64は、固定具65によってアクチュエータ66に固定されており、アクチュエータ64がレール67に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー62と共に細径ロッド61が同時に水平動するように、より具体的には、細径ロッド61が、チップラック4の上方空間に到達できるようにされている。このように、アクチュエータ64,66が第2の駆動部として機能する。
【0051】
なお、アクチュエータ54,64の電源ケーブルは、それぞれフレキシブルレールR1,R2(図3,4参照)に格納されており、アクチュエータ54,64の移動に合わせてフレキシブルレールR1,R2と共に屈曲動するようになっている。
【0052】
このように構成されたチップフィルター充填装置100では、まず、フィルターFをベース2上に、また、所要数のチップPをチップラック4にそれぞれセットする(第1の工程)。次に、アクチュエータ56を運転してフィルター打抜・吐出機構5を駆動し、細径パイプ51をベース2上方の所定の原点位置で停止させる。次いで、アクチュエータ54を運転し、細径パイプ51の先端(下方端)がシートホルダー3におけるフィルターFの載置面と丁度当接する位置までホルダー52を所定速度で下降させた後、細径パイプ51の先端が、チップラック4に収容されたチップPの上端よりも高いレベルに位置するまでホルダー52を上昇させる。
【0053】
これにより、フィルターFの一部が複数の細径パイプ51で同時に打ち抜かれ、打ち抜かれたフィルターFの一部が細径パイプ51の先端部の内部に嵌着された状態で保持され、細径パイプ51の上昇によってベース2上に載置されたフィルターFから分離される(第2の工程)。
【0054】
次に、アクチュエータ56を運転してフィルター打抜・吐出機構5をチップラック4側へ駆動し、各細径パイプ51の先端が所定列の各チップPと同軸となる位置で停止する。それから、アクチュエータ54を運転して細径パイプ51の先端をチップPの内部空間に遊挿し、所定位置で停止させる。次いで、窒素ガス供給部Nに接続された配管に設けられた弁Hを開き、シリンダー53を通して細径パイプ51内に窒素ガスを送給する。これにより、窒素ガスの供給圧で細径パイプ51の先端部に保持されたフィルターFがチップP内の下方に向かって吹き出される(給気工程、第3の工程)。
【0055】
細径パイプ51によって打ち抜かれたフィルターFは、細径パイプ51の内径と略同等の外径、すなわち、チップPの先端部の内径と同等又はやや大きい外径であり、且つ、チップPの上端部の内径と同等又はやや小さい外径とされるので、チップPの先端部の周内壁に当接して停止する。このとき、フィルターFの一部は、吹き出された勢いでチップPの先端部に緩く嵌めこまれた状態で保持される。
【0056】
次に、アクチュエータ54を再び運転し、細径パイプ51の先端が、チップラック4に収容されたチップPの上端よりも高いレベルに位置するまで、ホルダー52を上昇させる。その後、再びアクチュエータ56を運転してフィルター打抜・吐出機構5をホルダー2側へ駆動し、例えば、フィルターFを打ち抜く前の原点位置へ復帰させる。
【0057】
次いで、アクチュエータ66を運転してフィルター押込機構6をチップラック4側へ駆動し、各細径ロッド61の先端が、フィルターFの一部が収容された所定列の各チップPと同軸となる位置で停止する。それから、アクチュエータ64を運転して細径ロッド61をチップPの内部空間に遊挿し、細径ロッド61によってフィルターFの一部がチップPのより先端側へ押し込まれる位置までホルダー62を下降させ、所定位置で停止させる(第4の工程)。
【0058】
続けて、アクチュエータ64を再度運転して細径ロッド61の先端がチップラック4に収容されたチップPの上端よりも高いレベルに位置するまでホルダー62を上昇させる。こうすることにより、チップPの先端部内に緩く嵌まっていたフィルターFの一部が、チップPの先端部に確実に押し込まれて強固に嵌着固定される。こうして、図5に示すチップ装置Qが複数個(本実施形態では8個)同時に製造される。
【0059】
さらに、アクチュエータ66を再び運転し、フィルター押込機構6をホルダー2とは反対側へ移動し原点位置に復帰させる。以上の操作を、本実施形態では残り11列のチップPに対して順次繰り返し実施し、チップラック4に収容された全てのチップPに対してフィルターFの挿入・充填を施した後、チップラック4をベース2上から取り外して、8行×12列、合計96個のチップ装置Qを回収する。
【0060】
このように構成されたチップフィルター充填装置100及びそれを用いたチップ装置Pの製造方法によれば、ホルダー3上に載置したフィルターFを細径パイプ51によって常に一定の大きさに打ち抜くので、チップ装置Qに充填されるフィルターF量を常に一定にすることができる。特に、チップPへのフィルターFの一部の充填を、窒素ガスの気圧による吹き出しで行うでの、細径パイプ51からチップPへのフィルターFの充填動作の再現性を十分に高めることができる。これらによりチップ装置Qの品質及び信頼性を向上できる。
【0061】
さらに、細径ロッド61の一定の動作によってフィルターFをチップPの先端部に押し込むので、フィルターFの固定状態をも均一にすることができる。よって、製品間のばらつきが一層抑えられ、チップ装置Qの品質及び信頼性を更に向上できる。
【0062】
またさらに、このようなフィルターFの打ち抜きだけでなく、その打ち抜いて切り取られたフィルターFの一部をチップPに給気装填するので、チップ装置Qの製造を迅速且つ簡易に実施することができる。よって、フィルターFを手作業でチップPに充填するような従来に比して、作業者や作業状態への依存性が解消され、製品間のばらつきを更に一層抑制することができると共に、作業効率が高められて製造時間を短縮できる。したがって、チップ装置Qの製造効率及び歩留りを格段に向上させることが可能となる。さらに、強固に充填するまでの一連の工程操作をも人手を介さずに自動で行うことができるので、製品の信頼性及び製造効率が更に高められる。
【0063】
さらにまた、複数の細径パイプ51を用いて一時にフィルターFの複数箇所を打ち抜き、それらをチップラック4に収容した複数のチップPに同時に装填し、さらに、複数の細径ロッド61でそれらチップPに対してフィルターFの押込充填を実行するので、品質が一定化された多数のチップ装置Qを同時に連続して製造することができる。
【0064】
加えて、シートホルダー3におけるフィルターFの載置面が平滑であり、細径パイプ51がシートホルダー3に載置されたフィルターFを打ち抜くときに、細径パイプ51の一方端の先端がその載置面と丁度当接する位置まで下降してそれよりも深く突入することがない。よって、フィルターFがシートホルダー3の載置面にくい込んでしまうことを抑止でき、それによりフィルターFを確実に打ち抜くことができる。したがって、フィルターFが厚さ数mm以下の比較的薄いシートであっても、チップ装置の製造効率、製品の信頼性及び歩留まりをより高めることができる。
【0065】
図6は、本発明によるチップ装置の製造装置の好適な他の実施形態を概略的に示す正面図である。チップフィルター充填装置200(チップ装置の製造装置)は、フィルター打抜・吐出機構5及びフィルター押込機構6に替えてフィルター打抜・吐出機構7(シート打抜部)を二基(二系統)備え、且つ、シートホルダー3(シート保持部)が更にもう一台設けられたこと、及び各フィルター打抜・吐出機構7と各窒素ガス供給部Nとの間にガス圧調整部M(圧力調整部)が設けられたこと以外は、チップフィルター充填装置100と同様の構成を有するものである。
【0066】
ここで、図7は、フィルター打抜・吐出機構7の概略構成を示す正面図であり、図8は、図7におけるVIII−VIII線に沿う断面図であり、図9は、図8におけるIX−IX線に沿う断面図である。
【0067】
フィルター打抜・吐出機構7は、チップPの列方向と同方向に一列に配置された8本の直管状の細径パイプ71がホルダー72に着脱可能に固定されたものである。細径パイプ71は、チップPの先端部の内径と同等又はやや大き目の内径であり、且つ、チップPの上端部の内径と同等又はやや小さい内径を有している。また、細径パイプ71は、図示上下方向に延在しており、一方端(図示下端)が開放端とされている。
【0068】
ここで、図10(A)〜(C)、図11(A)〜(C)、及び図12(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。各図に示すいずれの細径パイプ71も、その胴部Kaの肉厚(周壁の厚さ)に比して先端部Kb(一方端)の肉厚が小さく(薄く)されている。
【0069】
具体的には、図10(A)〜(C)に示される細径パイプ71は、いずれも、一定厚の胴部Kaから先端部Kbにかけて周壁の肉厚が徐々に薄くなるように、先端部Kbの周壁に環状テーパが設けられたものである。より具体的には、図10(A)では、先端部Kbの外壁にテーパが設けられている。また、図10(B)では、先端部Kbの内壁にテーパが設けられている。さらに、図10(C)では、先端部Kbの内壁及び外壁の両方にテーパが設けられている。
【0070】
一方、図11(A)〜(C)に示される細径パイプ71は、いずれも一定厚の胴部Kaから、その肉厚よりも薄い一定の肉厚を有する先端部Kbが延設されたものである。より具体的には、図11(A)では、胴部Kaと先端部Kbの外壁面が一致し且つ内壁に段差が設けられている。また、図11(B)では、胴部Kaと先端部Kbの内壁面が一致し且つ外壁に段差が設けられている。さらに、図11(C)では、胴部Kaと先端部Kbの内壁及び外壁の両方に段差が設けられている。
【0071】
他方、図12(A)〜(C)に示される細径パイプ71は、いずれも、胴部Kaと先端部Kbとの境界に段差が設けられ、且つ、一定厚の胴部Kaから先端部Kbにかけて周壁の肉厚が徐々に薄くなるように、先端部Kbの周壁に環状テーパが設けられたものである。より具体的には、図12(A)では、図11(A)に示される先端部Kbの外壁に環状テーパが設けられている。また、図12(B)では、図11(B)に示される先端部Kbの内壁に環状テーパが設けられている。さらに、図12(C)では、図11(C)に示される先端部Kbの内壁及び外壁の両方に環状テーパが設けられている。
【0072】
さらに、細径パイプ71の他方端には、上述したガス圧調整部Mに接続されたシリンダー73が連結されている。このガス圧調整部Mは、窒素ガス供給部Nからシリンダー73に供給される窒素ガスの供給圧力を調整するもの(例えば、調圧用のレギュレータ等が挙げられる)であり、弁H(図3参照)とシリンダー73との間に設けられていてもよく、弁Hと窒素ガス供給部Nとの間に設けられていてもよい。このように、本実施形態においては、窒素ガス供給部N、シリンダー73、ガス圧調整部M、及び弁H等が設けられた配管から給気部が構成されている。
【0073】
また、細径パイプ71は、ホルダー72の打抜ブロック72aに固定されている。ホルダー72は、アクチュエータ74(第1の駆動部)に接続されており、これによりホルダー72が図示上下方向(矢印Z方向)に駆動され、全ての細径パイプ71が同時に上下動するようになっている。さらに、ホルダー72の両端部72bには、細径パイプ71と同方向に延在する伸縮自在なスライドシャフト77,77の一方端部が固定されている。これらの他方端部(図示下端部)には、一体型のガイドプレート78(シート固定部)が設置されている。ここで、スライドシャフト77は、縮んだときに、例えば、油圧、空気圧、又はバネ等の弾性体によって伸びる方向に付勢されるものであってもよい。
【0074】
ガイドプレート78には、各細径パイプ71に対応する位置に、細径パイプ71の内径よりもやや大きい径を有するガイド孔78a(孔)が穿設されている。そして、細径パイプ71の先端がそのガイド孔78a内に遊挿されており、これにより、細径パイプ71がガイド孔78aを貫通して案内されるように、細径パイプ71の周囲にガイドプレート78が配置されている。
【0075】
なお、アクチュエータ74は、固定具55(図2参照)によってアクチュエータ76(第2の駆動部)に固定されており、アクチュエータ74がレール57に沿って図示水平方向(矢印X方向)に駆動される。これにより、ホルダー72と共に細径パイプ71が同時に水平動するように、より具体的には、細径パイプ71が、シートホルダー3及びチップラック4のそれぞれの上方空間の間を往来するようにされている。
【0076】
このように構成されたチップフィルター充填装置200においては、二基のフィルター打抜・吐出機構7,7の両方を同時に、或いは、若干の時間差を設けて連続的に運転(例えば、図示左側のフィルター打抜・吐出機構7を先に運転し、続けて図示右側のフィルター打抜・吐出機構7)し、二台のシートホルダー3に載置されたフィルターFの両方から、同時又は略同時にフィルターFの一部を打ち抜く(第2の工程)。
【0077】
この際、アクチュエータ74の運転によりホルダー72が駆動されると、細径パイプ71と共にガイドプレート78も下動する。そして、ガイドプレート78がフィルター3と当接すると、フィルター打抜・吐出機構7の自重によってガイドプレート78が図示下方に付勢され、そのガイドプレート78がフィルターFをシートホルダー3に押し付けるように固定する。この状態で、アクチュエータ74によりホルダー72をさらに下方に移動させると、フィルター打抜・吐出機構7の自重にさらにアクチュエータ74からの圧力が加わってガイドプレート78が更に図示下方に付勢され、フィルターFが更にしっかり押さえ付けられて強固に固定されつつ、細径パイプ71がフィルターFの一部を打ち抜く。
【0078】
このとき、ガイドプレート78が、上述の如く、スライドシャフ77によって更に付勢されるものであれば、フィルターFがよりしっかり押さえ付けられ、シートホルダー3に一層強固に固定される。
【0079】
さらに、細径パイプ71を所定の高さに移動させた後、両方のフィルター打抜・吐出機構7,7を同時に、或いは、若干の時間差を設けてチップラック4側へ移動させ、細径パイプ71の先端をチップPの内部空間に遊挿する。次いで、窒素ガス供給部Nに接続された配管に設けられた弁Hを開き、シリンダー73を通して細径パイプ71内に、ガス圧調整部Mで調整したガス圧(第1の圧力)で窒素ガスを送給する。これにより、細径パイプ71の先端部に保持されたフィルターFがチップP内の下方に向かって吹き出され、その先端部に嵌着する(給気工程、第3の工程)。
【0080】
次に、ガス圧調整部Mによって窒素ガス供給部Nからのガス圧をより高め(第2の圧力)、再びシリンダー73を通して細径パイプ71内に窒素ガスを送給する。これにより、チップPの先端部に嵌着されたフィルターFが更にチップPの先端側に押し込まれ、強固に保持固定される。こうして、図5に示すチップ装置Qが複数個(本実施形態では16個)同時又は略同時に製造される。
【0081】
このように、チップフィルター充填装置200によれば、二基のフィルター打抜・吐出機構7,7を備えることにより、チップ装置Pの製造効率を向上(製造時間を短縮)させることができる。また、二基のフィルター打抜・吐出機構7,7を若干の時間差をもって運転すれば、チップラック4が一台の場合に、その上方でのフィルター打抜・吐出機構7,7同士の干渉を防止できる。
【0082】
また、ガス圧調整部Mを備えるので、フィルターFの性状やチップPの内部形状等に応じて、フィルターFを細径パイプ71から排出させるときの窒素ガスの圧力を任意に且つ所望に調整できる。よって、種々のフィルターF及びチップPを用いた種々のチップ装置Qの製造に対応できる。さらに、窒素ガスの送給圧を高めることにより、チップP内に排出させたフィルターFの一部をチップPの先端部により確実に嵌着させて一層強固に固定させることができるので、フィルター押込機構6を設けなくてもよい。よって、装置規模を簡略化しつつ、二基のフィルター打抜・吐出機構7,7の配置上の制約を軽減して設計裕度を向上できる。
【0083】
さらに、細径パイプ71の一方端である先端部Kbの肉厚が胴部Kaの肉厚より薄くされているので、先端部Kbの先端がフィルターFを押圧するときの圧力が高められ、フィルターFが切断され易くなる。この場合、先端部Kbの肉厚がその先端に向かって徐々に肉薄とされるような形態(例えば、図10(A)〜(C)、図12(A)〜(C)参照)であれば、その先端がより鋭利となり、フィルターFの切断能力が一層増大する。よって、フィルターFをより打ち抜き易くなり、しかも、打ち抜かれたフィルターFの一部の外周形状が一層滑らかになり且つ寸法精度が格段に高められる。
【0084】
またさらに、フィルターFが細径パイプ71の先端で打ち抜かれる際に、ガイドプレート78によってフィルターFがシートホルダー3に押し付けられ(押さえこまれ)るので、フィルターFが安定に固定され、これによりフィルターFの位置ずれが抑制される。よって、フィルターFの位置ずれに起因してフィルターFを打ち抜けないとか、打ち抜かれたフィルターFの寸法精度が悪化するといった不都合を防止でき、もってチップ装置Qの製造歩留まりを向上させ得る。
【0085】
特に、ガイドプレート78が板状をなしており、且つ、整列配置された複数のパイプ71に対応する位置に複数のガイド孔78aが一列に設けられ、それらのガイド孔78aによって細径パイプ71が案内されるようになっているので、パイプ71によって打ち抜かれるフィルターFの一部の周囲が、ガイドプレート78によって連続的に覆われて固定される。よって、フィルターFのずれをより一層確実に抑止でき、特に、フィルターFが厚さ数mm以下の比較的薄いシートであっても、確実な打ち抜きが実現される。
【0086】
しかも、シートホルダー3におけるフィルターFの載置面が平滑であり、チップフィルター充填装置100の細径パイプ51と同様に、細径パイプ71の一方端の先端がその載置面と丁度当接する位置まで下降してそれよりも深く突入することがないと、フィルターFがシートホルダー3の載置面にくい込んでしまうことを抑止できる。こうすれば、フィルターFが固定されていることと相俟って、フィルターFが厚さ数mm以下の比較的薄いシートであっても、フィルターFをより一層確実に打ち抜くことができ、チップ装置の製造効率、製品の信頼性及び歩留まりをより高めることが可能となる。
【0087】
またさらに、本実施形態では、ガイド孔78aの面積に比してガイドプレート78の面積が格段に大きくされているので、パイプ71によって打ち抜かれるフィルターFの一部の周囲の極めて広い範囲が、ガイドプレート78で押し付けられる。よって、フィルターFの固定力が一層向上される。
【0088】
またさらに、ガイドプレート78に設けられたガイド孔78aに細孔パイプ71の先端部が遊挿されているので、細孔パイプ71の水平方向の動きが抑えられる。よって、フィルターFを打ち抜くときの細孔パイプ71の位置ずれを抑止できるので、フィルターFを更に確実に打ち抜くことができる。
【0089】
なお、本発明は上述した実施形態に限定されるものではなく、その要旨を変更しない限度において様々な変形が可能である。例えば、細径パイプ51,71、チップP、及び細径ロッド61は、上述の数量に限られず、また、それぞれ複数ではなく単一であってもよい。例えば、単一の細径パイプ51,71を用いる場合には、複数のチップPに対してフィルターFの打ち抜き及び装填操作を逐次連続して繰り返し行えばよい。加えて、細径パイプ51の先端部を、細径パイプ71と同様に、胴部よりも薄い肉厚とし、さらに先端に向かって徐々に肉薄となるように形成してもよい。或いは、細径パイプ51,71は、全体にわたって一定の肉厚であっても構わないが、先端部が胴部よりも肉薄である方が好ましい。
【0090】
またさらに、複数のフィルターFをチップP内に積層してもよい。この場合、複数のフィルターFをシートホルダー3にまとめて載置し、一時に細径パイプ51,71で打ち抜いて、チップP内に装填するようにしてもよいし、一枚のフィルターFに対して打抜・排出操作を繰り返して実施してもよい。さらにまた、異なる複数種のフィルターFを同一のチップP内に積層充填してもよい。この場合、種々のフィルターに対応すべく、チップフィルター充填装置200のようにガス圧調整部Mを備えると好適である。
【0091】
また、チップラック4に収容したチップPの全てに同じフィルターFを充填しなくてもよい。例えば、細径パイプ51,71でフィルターFを打ち抜く毎に、フィルターFを別のものに交換すれば、チップラック4の列毎に異なるチップ装置Qを得ることができる。さらに、ベース2上に異なる大きさや形状のシートホルダー3及び/又はチップラック4を設置できるようにしてもよい。こうすれば、種々のチップ用のラックを設置することができる。このように、本発明によるチップ装置の製造装置及び方法は、汎用性にも極めて優れている。またさらに、細径パイプ51,71、及び/又は細径パイプ51,71が固定されたホルダー52,72を複数列設けてもよい。さらにまた、窒素ガスに代えて他のガス、例えば、空気や希ガス等を使用してもよい。
【0092】
また、フィルター押込機構6を用いなくともよい。この場合には、フィルターFの一部をチップP内へ排出した後、窒素ガスを噴出し続けて、その圧力によってフィルターFをチップPの先端部により強固に充填するようにすると好ましい。この場合、チップフィルター充填装置200のようにガス圧調整部Mを備えると好ましい。或いは、逆に、チップフィルター充填装置200にフィルター押込機構6を設けても構わない。
【産業上の利用可能性】
【0093】
以上説明した通り、本発明によるチップ装置の製造装置及び方法は、チップ装置を簡便に且つ短時間で製造でき、しかも前処理部材をチップ内へ充填する動作の再現性が高いので、製品の品質及び信頼性、ならびに歩留りを向上させることができる。よって、生体分子を含む試料等の前処理といった調製に広く利用できる。
【図面の簡単な説明】
【0094】
【図1】本発明によるチップ装置の製造装置の好適な一実施形態を概略的に示す正面図である。
【図2】図1におけるII−II線に沿う断面図である。
【図3】図2におけるIII−III線に沿う断面図である。
【図4】図2におけるIV−IV線に沿う断面図である。
【図5】本発明によるチップ装置の製造装置によって製造されるチップ装置の好適な一実施形態を示す正面図である。
【図6】本発明によるチップ装置の製造装置の好適な他の実施形態を概略的に示す正面図である。
【図7】フィルター打抜・吐出機構7の概略構成を示す正面図である。
【図8】図7におけるVIII−VIII線に沿う断面図である。
【図9】図8におけるIX−IX線に沿う断面図である。
【図10】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【図11】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【図12】(A)〜(C)は、細径パイプ71の一部を例示する模式断面図である。
【符号の説明】
【0095】
1…筐体、2…ベース、3…シートホルダー(シート保持部)、4…チップラック(チップ保持部)、5,7…フィルター打抜・吐出機構(シート打抜部)、6…フィルター押込機構(シート押込部)、51,71…細径パイプ、52,72…ホルダー、53,73…シリンダー、54,56,74…アクチュエータ(第1の駆動部)、55…固定具、57…レール、61…細径ロッド、62…ホルダー、64,66,76…アクチュエータ(第2の駆動部)、65…固定具、67…レール、72a…打抜ブロック、72b…両端部、77…スライドシャフト、78…ガイドプレート(シート押付部)、78a…ガイド孔、100,200…チップフィルター充填装置(チップ装置の製造装置)、F…フィルター(前処理部材、シート部材)、H…弁、Ka…胴部、Kb…先端部、M…ガス圧調整部(圧力調整部)、N…窒素ガス供給部、P…チップ、Q…チップ装置、R1,R2…フレキシブルレール。
【特許請求の範囲】
【請求項1】
溶液又は液状試料を前処理するためのチップ装置を製造する装置であって、
略筒状を成すパイプ内に保持された前処理部材を該パイプの外部へ排出させるように、該パイプを通してチップ内に気体を供給する給気部を備える、
チップ装置の製造装置。
【請求項2】
前記前処理部材を含むシート部材が載置されるシート保持部と、
前記チップが保持されるチップ保持部と、
前記パイプと、該パイプの一方端が前記シート部材の一部を打ち抜くように、且つ、打ち抜かれた該シート部材の一部を保持した該パイプが前記チップ内に遊挿されるように該パイプを駆動する第1の駆動部と、を有するシート打抜部と、
を備え、
前記給気部は、前記パイプの他方端に接続されており、且つ、前記パイプ内に保持された前記シート部材の一部を該パイプの外部へ排出させるように前記チップ内に気体を供給するものである、
請求項1記載のチップ装置の製造装置。
【請求項3】
略筒状又は略柱状を成すロッドと、該ロッドが前記チップ内に遊挿され且つ該ロッドが該チップ内に排出された前記シート部材の一部を押し込むように該ロッドを駆動する第2の駆動部と、を有するシート押込部を備える、
請求項2に記載のチップ装置の製造装置。
【請求項4】
前記チップ保持部は、前記チップが複数並置されるものである、
請求項2又は3に記載のチップ装置の製造装置。
【請求項5】
前記シート打抜部は、前記パイプを複数有するものである、
請求項2〜4のいずれか一項に記載のチップ装置の製造装置。
【請求項6】
前記シート押込部は、前記ロッドを複数有するものである、
請求項3〜5のいずれか一項に記載のチップ装置の製造装置。
【請求項7】
前記前処理部材が、前記溶液又は液状試料に含まれる目的成分を吸着する吸着部材である、
請求項1〜6のいずれか一項に記載のチップ装置の製造装置。
【請求項8】
前記シート打抜部を複数備える、請求項2〜7のいずれか一項に記載のチップ装置の製造装置。
【請求項9】
前記シート打抜部は、前記パイプの一方端によって前記シート部材の一部が打ち抜かれる際に該シート部材が固定されるように設けられたシート固定部を有する、
請求項2〜8のいずれか一項に記載のチップ装置の製造装置。
【請求項10】
前記シート固定部は、前記パイプの一方端が前記シート部材と当接する際に、該シート部材における該パイプの周辺を固定するものである、
請求項9記載のチップ装置の製造装置。
【請求項11】
前記シート固定部は、板状をなし、前記パイプが挿通される孔を有しており、該パイプが該孔を貫通して案内されるように該パイプの周辺に設けられており、且つ、前記シート部材と当接した状態で該パイプの駆動方向に沿って該パイプの一方端側に付勢されるものである、
請求項9又は10に記載のチップ装置の製造装置。
【請求項12】
前記給気部は、前記パイプの他方端に接続されており且つ前記気体の圧力を調整する圧力調整部を有する、
請求項1〜9のいずれか一項に記載のチップ装置の製造装置。
【請求項13】
前記パイプは、該パイプの一方端の肉厚が該パイプの胴部の肉厚よりも薄くされたものである、
請求項1〜12のいずれか一項に記載のチップ装置の製造装置。
【請求項14】
前記パイプは、該パイプの一方端に向かって肉厚が徐々に薄くされたものである、
請求項1〜13のいずれか一項に記載のチップ装置の製造装置。
【請求項15】
前記シート保持部は、前記シート部材が載置される平滑面を有する、
請求項1〜14のいずれか一項に記載のチップ装置の製造装置。
【請求項16】
前記シート打抜部は、前記パイプの一方端が前記シート保持部の平滑面と当接する位置まで移動することにより前記シート部材の一部が打ち抜かれるように設けられたものである、請求項15記載のチップ装置の製造装置。
【請求項17】
溶液又は液状試料を前処理するためのチップ装置を製造する方法であって、
前処理部材を内部に保持した略筒状を成すパイプを通してチップ内に気体を供給し、該前処理部材を該チップ内に排出する給気工程を備える、
チップ装置の製造方法。
【請求項18】
前記前処理部材を含むシート部材、及びチップを準備する第1の工程と、
前記シート部材の一部を略筒状を成すパイプの一方端で打ち抜き、該打ち抜いたシート部材の一部を該パイプの一方端側に保持しつつ該シート部材から分離する第2の工程と、
を備え、
前記給気工程においては、前記シート部材の一部を保持したパイプの一方端側を前記チップ内に遊挿し、該パイプの他方端から該パイプ内に気体を供給して該シート部材の一部を該チップ内に排出する第3の工程を実施する、
請求項17記載のチップ装置の製造方法。
【請求項19】
前記チップ内に略筒状又は略柱状を成すロッドを遊挿し、該チップ内に排出された前記シート部材の一部を該ロッドで押し込む第4の工程を備える、
請求項18記載のチップ装置の製造方法。
【請求項20】
前記前処理部材として、前記溶液又は液状試料に含まれる目的成分を吸着する吸着部材を用いる、
請求項17〜19のいずれか一項に記載のチップ装置の製造方法。
【請求項21】
前記第2の工程においては、前記パイプの一方端によって前記シート部材の一部を打ち抜く際に該シート部材を固定する、
請求項18〜20のいずれか一項に記載のチップ装置の製造方法。
【請求項22】
前記第2の工程においては、前記パイプの一方端を前記シート部材に当接させる際に、該シート部材における該パイプの周辺を固定する、
請求項18〜21のいずれか一項に記載のチップ装置の製造方法。
【請求項23】
前記第2の工程においては、前記シート部材が載置される平滑面を有するシート保持部を用い、前記パイプの一方端を該シート保持部の該平滑面と当接する位置まで移動させることにより前記シート部材の一部を打ち抜く、
請求項17〜22のいずれか一項に記載のチップ装置の製造方法。
【請求項1】
溶液又は液状試料を前処理するためのチップ装置を製造する装置であって、
略筒状を成すパイプ内に保持された前処理部材を該パイプの外部へ排出させるように、該パイプを通してチップ内に気体を供給する給気部を備える、
チップ装置の製造装置。
【請求項2】
前記前処理部材を含むシート部材が載置されるシート保持部と、
前記チップが保持されるチップ保持部と、
前記パイプと、該パイプの一方端が前記シート部材の一部を打ち抜くように、且つ、打ち抜かれた該シート部材の一部を保持した該パイプが前記チップ内に遊挿されるように該パイプを駆動する第1の駆動部と、を有するシート打抜部と、
を備え、
前記給気部は、前記パイプの他方端に接続されており、且つ、前記パイプ内に保持された前記シート部材の一部を該パイプの外部へ排出させるように前記チップ内に気体を供給するものである、
請求項1記載のチップ装置の製造装置。
【請求項3】
略筒状又は略柱状を成すロッドと、該ロッドが前記チップ内に遊挿され且つ該ロッドが該チップ内に排出された前記シート部材の一部を押し込むように該ロッドを駆動する第2の駆動部と、を有するシート押込部を備える、
請求項2に記載のチップ装置の製造装置。
【請求項4】
前記チップ保持部は、前記チップが複数並置されるものである、
請求項2又は3に記載のチップ装置の製造装置。
【請求項5】
前記シート打抜部は、前記パイプを複数有するものである、
請求項2〜4のいずれか一項に記載のチップ装置の製造装置。
【請求項6】
前記シート押込部は、前記ロッドを複数有するものである、
請求項3〜5のいずれか一項に記載のチップ装置の製造装置。
【請求項7】
前記前処理部材が、前記溶液又は液状試料に含まれる目的成分を吸着する吸着部材である、
請求項1〜6のいずれか一項に記載のチップ装置の製造装置。
【請求項8】
前記シート打抜部を複数備える、請求項2〜7のいずれか一項に記載のチップ装置の製造装置。
【請求項9】
前記シート打抜部は、前記パイプの一方端によって前記シート部材の一部が打ち抜かれる際に該シート部材が固定されるように設けられたシート固定部を有する、
請求項2〜8のいずれか一項に記載のチップ装置の製造装置。
【請求項10】
前記シート固定部は、前記パイプの一方端が前記シート部材と当接する際に、該シート部材における該パイプの周辺を固定するものである、
請求項9記載のチップ装置の製造装置。
【請求項11】
前記シート固定部は、板状をなし、前記パイプが挿通される孔を有しており、該パイプが該孔を貫通して案内されるように該パイプの周辺に設けられており、且つ、前記シート部材と当接した状態で該パイプの駆動方向に沿って該パイプの一方端側に付勢されるものである、
請求項9又は10に記載のチップ装置の製造装置。
【請求項12】
前記給気部は、前記パイプの他方端に接続されており且つ前記気体の圧力を調整する圧力調整部を有する、
請求項1〜9のいずれか一項に記載のチップ装置の製造装置。
【請求項13】
前記パイプは、該パイプの一方端の肉厚が該パイプの胴部の肉厚よりも薄くされたものである、
請求項1〜12のいずれか一項に記載のチップ装置の製造装置。
【請求項14】
前記パイプは、該パイプの一方端に向かって肉厚が徐々に薄くされたものである、
請求項1〜13のいずれか一項に記載のチップ装置の製造装置。
【請求項15】
前記シート保持部は、前記シート部材が載置される平滑面を有する、
請求項1〜14のいずれか一項に記載のチップ装置の製造装置。
【請求項16】
前記シート打抜部は、前記パイプの一方端が前記シート保持部の平滑面と当接する位置まで移動することにより前記シート部材の一部が打ち抜かれるように設けられたものである、請求項15記載のチップ装置の製造装置。
【請求項17】
溶液又は液状試料を前処理するためのチップ装置を製造する方法であって、
前処理部材を内部に保持した略筒状を成すパイプを通してチップ内に気体を供給し、該前処理部材を該チップ内に排出する給気工程を備える、
チップ装置の製造方法。
【請求項18】
前記前処理部材を含むシート部材、及びチップを準備する第1の工程と、
前記シート部材の一部を略筒状を成すパイプの一方端で打ち抜き、該打ち抜いたシート部材の一部を該パイプの一方端側に保持しつつ該シート部材から分離する第2の工程と、
を備え、
前記給気工程においては、前記シート部材の一部を保持したパイプの一方端側を前記チップ内に遊挿し、該パイプの他方端から該パイプ内に気体を供給して該シート部材の一部を該チップ内に排出する第3の工程を実施する、
請求項17記載のチップ装置の製造方法。
【請求項19】
前記チップ内に略筒状又は略柱状を成すロッドを遊挿し、該チップ内に排出された前記シート部材の一部を該ロッドで押し込む第4の工程を備える、
請求項18記載のチップ装置の製造方法。
【請求項20】
前記前処理部材として、前記溶液又は液状試料に含まれる目的成分を吸着する吸着部材を用いる、
請求項17〜19のいずれか一項に記載のチップ装置の製造方法。
【請求項21】
前記第2の工程においては、前記パイプの一方端によって前記シート部材の一部を打ち抜く際に該シート部材を固定する、
請求項18〜20のいずれか一項に記載のチップ装置の製造方法。
【請求項22】
前記第2の工程においては、前記パイプの一方端を前記シート部材に当接させる際に、該シート部材における該パイプの周辺を固定する、
請求項18〜21のいずれか一項に記載のチップ装置の製造方法。
【請求項23】
前記第2の工程においては、前記シート部材が載置される平滑面を有するシート保持部を用い、前記パイプの一方端を該シート保持部の該平滑面と当接する位置まで移動させることにより前記シート部材の一部を打ち抜く、
請求項17〜22のいずれか一項に記載のチップ装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2006−91006(P2006−91006A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2005−243661(P2005−243661)
【出願日】平成17年8月25日(2005.8.25)
【出願人】(000000217)エーザイ株式会社 (102)
【出願人】(503318666)日京テクノス株式会社 (19)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成17年8月25日(2005.8.25)
【出願人】(000000217)エーザイ株式会社 (102)
【出願人】(503318666)日京テクノス株式会社 (19)
【Fターム(参考)】
[ Back to top ]