
チューブ容器
【課題】内容物の残留が少なく、かつ肩部の内容物を絞り出すときに、押圧する力を必要としないチューブ容器。
【解決手段】円筒形の口部4と、該口部4下端に続く肩部3と、該肩部3から裾部5に向かって延びる胴部2とから成り、(1)前記口部4の外周には、キャップと嵌合する突部4a又は螺合する雄ねじ部が形成され、(2)前記肩部3は、半径方向に略水平に延びる平面部3aと、該平面部3aの先端から下方に向かって外形が略四角形状に形成され、(3)前記胴部2は、前記肩部3に連続する部位は外形が略四角形状に形成され、その下方から前記裾部5に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器1。
【解決手段】円筒形の口部4と、該口部4下端に続く肩部3と、該肩部3から裾部5に向かって延びる胴部2とから成り、(1)前記口部4の外周には、キャップと嵌合する突部4a又は螺合する雄ねじ部が形成され、(2)前記肩部3は、半径方向に略水平に延びる平面部3aと、該平面部3aの先端から下方に向かって外形が略四角形状に形成され、(3)前記胴部2は、前記肩部3に連続する部位は外形が略四角形状に形成され、その下方から前記裾部5に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チューブ容器に関し、さらに詳しくは、内容物の残留量が少なくかつ肩部の内容物を絞り出すときに、押圧する力を必要としないチューブ容器に関する。
【背景技術】
【0002】
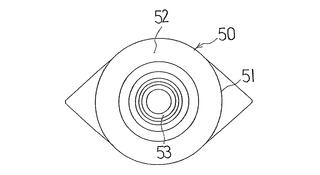
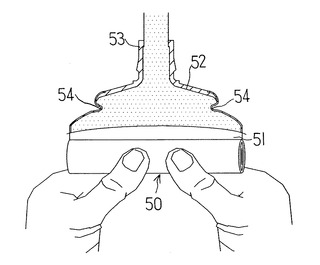
従来、一般的に内容物として、チューブ容器内には、歯磨粉、薬剤、接着剤、食品等の内容物が充填され市場で販売されている。このような従来のチューブ容器は、口部、肩部及び胴部の外形が円筒形であり、チューブ容器内の内容物を絞り出す場合は、最終的に肩部を指で折り畳む必要がある。このような従来の円筒形状のチューブ容器としては、図11及び図12に示すチューブ容器50があり、51はチューブ容器の胴部であり、この胴部51から上方には肩部52、さらに上方には口部53が形成されている。チューブ容器50を絞り出す場合は、一般に、チューブ容器50の下端の裾部からチューブ容器50の胴部51に向かって、徐々に指で胴部51を押圧して折り畳んで絞り出す。本発明に関連する先行技術に関する文献としては、特許文献1、特許文献2及び特許文献3がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3823217号
【特許文献2】特許第4295581号
【特許文献3】実公平6−35948号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、このような従来のチューブ容器は、図12に示すように、最終的に肩部近傍を指で押圧した場合、肩部と胴部先端の交点付近に、皺54が発生する。又肩部52が約30度に傾斜しているため、この皺54が発生する部位及び傾斜した肩部52の内面に、多くの内容物が残留するという欠点があった。さらに、最終的に上記皺54及び傾斜した肩部52の部位の内容物を絞り出す場合、より大きな力で押圧する必要があり、チューブ容器を最後まで絞り出し難いという欠点があった。
この発明は、このような課題に着目してなされたものであり、肩部を絞った際に肩部に皺が発生せず、肩部の内容物の残留量が少なく、かつ肩部の内容物を絞り出すときに保持しやすいと共に、自然に折り畳むことができ、押圧する力を必要としないチューブ容器を提供することを目的とする。
【課題を解決するための手段】
【0005】
この課題を解決するため、請求項1記載の発明の解決手段は、円筒形の口部と、口部下端に続く肩部と、肩部から裾部に向かって延びる胴部とから成り、(1)口部の外周には、キャップと嵌合する突部又は螺合する雄ねじ部が形成され、(2)肩部は、半径方向に略水平に延びる平面部と、平面部の先端から下方に向かって外形が略四角形状に形成され、(3)胴部は、肩部に連続する部位は外形が略四角形状に形成され、その下方から裾部に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器である。
【0006】
請求項2記載の発明の解決手段は、肩部の平面部に、凹所を形成したことを特徴とするチューブ容器である。
【0007】
請求項3記載の発明の解決手段は、チューブ容器は、肩部と胴部が溶着されるラミネートチューブ容器又は合成樹脂押出しチューブ容器であることを特徴とするチューブ容器である。
【0008】
請求項4記載の発明の解決手段は、チューブ容器が、単層又は多層の合成樹脂材料で一体成形されるブローチューブ容器であることを特徴とする。
【発明の効果】
【0009】
本発明に係るチューブ容器は、肩部に皺が発生せず、肩部の内容物の残留量が少ないと共に、肩部の内容物を絞り出すときに保持しやすく、自然に折り畳むことができ、押圧する力を必要としない効果を有する。特に、肩部の平面部に凹所を形成したチューブ容器は、絞り出す最終段階において、チューブ容器の胴部内面と肩部内面が密着するため、内容物のすべてを注出できる効果を奏する。さらに、本発明に係るチューブ容器は、肩部の合成樹脂量を約10%削減できるだけでなく、肩部の表面積を約30%削減できるので内容物と接触する表面積が少なくなり、内容物の品質向上が図れる。
【図面の簡単な説明】
【0010】
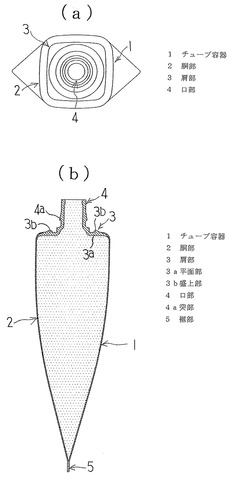
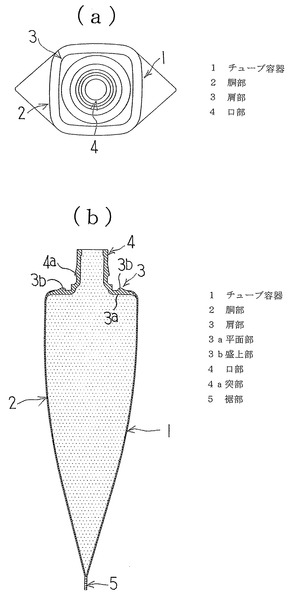
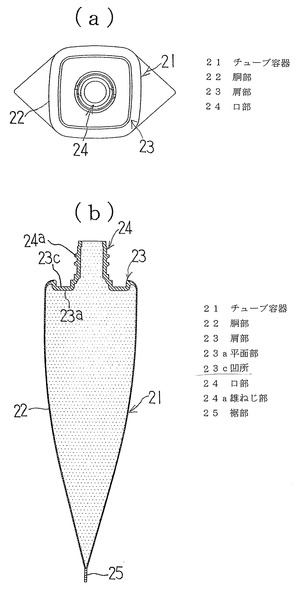
【図1】本発明に係る実施例1のチューブ容器の平面図(a)及び正面断面図(b)を示す図面。
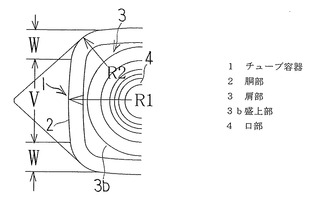
【図2】本発明に係る実施例1のチューブ容器において、略四角形の外縁の曲率R1及びR2を示す図面。
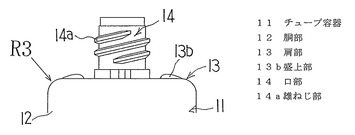
【図3】本発明に係る実施例2のチューブ容器において、口部外周に形成された雄ねじ部を示す図面。
【図4】本発明に係る実施例3のチューブ容器の平面図(a)及び正面断面図(b)を示す図面。
【図5】本発明に係る実施例3のチューブ容器において、肩部に形成された凹所を示す正面断面図。
【図6】本発明に係る実施例3のチューブ容器において、肩部の内容物を絞り出している最終段階の状態を示す断面図。
【図7】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図8】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図9】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図10】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図11】従来のチューブ容器を示す平面図。
【図12】従来のチューブ容器を絞り出している一部切り欠き断面図。
【発明を実施するための形態】
【0011】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0012】
図1(a)(b)は、この発明に係る実施例1を示す図面である。1はチューブ容器であり、チューブ容器1は、胴部2がアルミ箔と合成樹脂層から成るラミネートシート又は押出し合成樹脂で造られている。実施例1は、胴部2の上端と肩部3の下端とが溶着されている。肩部3は、半径方向に略水平に延びる平面部3aと若干上に盛り上がった盛上部3bとから形成されている。実施例1は、肩部3は略水平な平面部であるから、従来のチューブ容器の肩部が約30度に傾斜しているのと異なり、内容物が肩部3の平面部3aに溜まらない。なお盛上部3bが形成されない実施態様であってもよい。
【0013】
次に、この実施例1のチューブ容器1の肩部3は、平面部3aの先端の外形が、図1(a)に示すように略四角形状に形成されている。さらに詳しくは、図2に示すように、若干外側に湾曲したR1を一辺とし、各交点は各々R2のアールで形成されている。そして図3に示すように、肩部13と胴部12の交点のアールをR3とすると、R1、R2及びR3は、0<R2<α/2<R1が適し、好ましくはR3≦R2、R2≦R1、W≦V
である(なお、αは、元の円筒形状のラミネートシート又は押出し合成樹脂の胴部の外径、WはR2の端点間の鉛直距離、VはR1の端点間の鉛直距離である。)さらに、実施例1の口部4の外周には、キャップ(図示せず)を嵌合するための突部4aが形成されている。このように、本発明は略四角形状に形成されているので、円形チューブ容器と比較した場合、肩部を絞り出すとき、チューブ容器1を保持しやすいと共に、押圧する力を必要とせず自然に折り畳むことができる。
【0014】
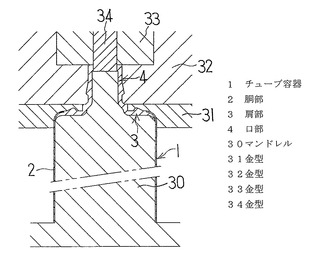
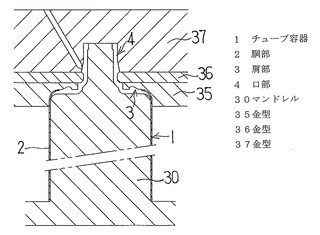
この実施例1のチューブ容器1の製造方法としては、例えば、図7に示す製造方法がある。図7は、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部2が挿入されている。このラミネートシート又は押出し合成樹脂の胴部2は、両側端部が溶着されチューブ容器1のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、この胴部2の上にドーナツ状の合成樹脂リング(図示せず)を落下し、マンドレル30及び金型31、32、33、34で、略四角形状の肩部3及び円筒形状の口部4を一体成形すると同時に、胴部2の先端部と肩部3の下端部とを溶着する。これにより胴部2の内部にアルミ箔を有するラミネートチューブ容器又は合成樹脂押出しチューブ容器が製造される。
【0015】
又、図8に示す製造方法は、同様に、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部2が挿入されている。このラミネートシート又は押出し合成樹脂の胴部2は、両側端部が溶着されチューブ容器1のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、マンドレル30及び金型35、36、37内に、溶融した合成樹脂を流し込むことにより、略四角形状の肩部3及び円筒形状の口部4を一体成形すると同時に、胴部2の先端部と肩部3の下端部とを溶着する。これにより胴部2の内部にアルミ箔を有するラミネートチューブ容器又は合成樹脂押出しチューブ容器が製造される。
【0016】
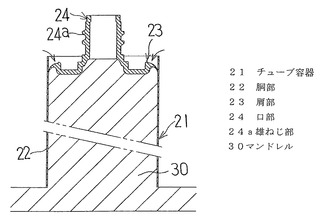
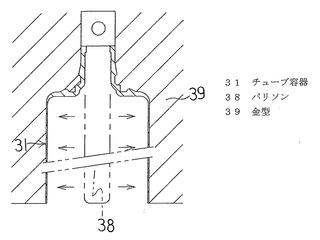
さらに、図9に示す製造方法は、同様に、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部22が挿入されている。このラミネートシート又は押出し合成樹脂の胴部22は、両側端部が溶着されチューブ容器21のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、別途金型で、略四角形状の肩部23と口部24とが一体成形された成形体を、マンドレル30の上に載置し、公知の方法で胴部22の先端と肩部23の下端とを溶着する製造方法である。又図10は、単層又は多層のパリソン38を、金型39内で加熱し膨張させることにより製造されるブロー成形の製造方法である。口部、肩部及び胴部が、すべて単層又は多層の合成樹脂材料で一体成形されたチューブ容器が製造される。
【実施例2】
【0017】
図3は、この発明の実施例2を示す図面である。口部14の外周に雄ねじ部14aが形成されている実施例である。キャップと嵌合する突部4aが外周に形成されている実施例1と異なる。
【実施例3】
【0018】
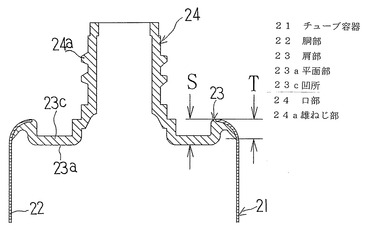
図4〜図6は、この発明の実施例3を示す図面である。実施例1と異なるのは、肩部23の平面部に、平面部の全域又は部分的に凹所23cが形成されている。図5に示すように、鉛直方向に凹所23cの深さS、肩部23と胴部22の溶着部上端から肩部23の合成樹脂末端までの寸法をTとすると、S及びTの寸法はS≧Tが好ましい。なお、凹所23cの幅は、できるだけ大きい方がよい。
【0019】
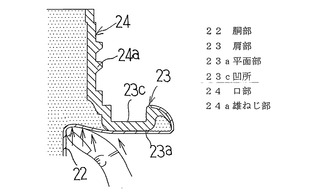
実施例3は、 図5及び図6に示すように、チューブ容器21の肩部23の内容物を絞り出す最終段階において、胴部22の内周面が、指で押圧されることにより、肩部23の凹所23cの平面部23aに密着する点が特徴である。すなわち、肩部23に寸法Sだけ下がった凹所23cが形成され、かつS≧Tに構成されているので、内容物を絞り出す最終段階において、指で押圧された場合、胴部22の内周面が平面部23aに密着する。これにより、実施例1のチューブ容器と比べ、結果的にチューブ容器22内に残留する内容物の量が一層少なくなる。なお、この実施例3の口部24の外周には、キャップと螺合する雄ねじ部24aが形成されている。実施例3は、他の実施態様としてキャップと嵌合する突部が形成されてもよい。
【産業上の利用可能性】
【0020】
本発明に係るチューブ容器は、内容物の残留量が少なく、自然に折り畳むことができ又押圧する力を必要としないチューブ容器であると共に、チューブ容器のサイズや、スクリューキャップ、ヒンジキャップ、アンダー嵌合キャップ等の嵌合方式を問わず実施可能であることから、歯磨、接着剤、薬品、食料品等の内容物を充填できるチューブ容器として広く利用することができる。
【符号の説明】
【0021】
1,11,21 チューブ容器
2,12,22 胴部
3,13,23 肩部
3a,23a 平面部
4,14,24 口部
4a 突部
5,25 裾部
14a,24a 雄ねじ部
23c 凹所
【技術分野】
【0001】
本発明は、チューブ容器に関し、さらに詳しくは、内容物の残留量が少なくかつ肩部の内容物を絞り出すときに、押圧する力を必要としないチューブ容器に関する。
【背景技術】
【0002】
従来、一般的に内容物として、チューブ容器内には、歯磨粉、薬剤、接着剤、食品等の内容物が充填され市場で販売されている。このような従来のチューブ容器は、口部、肩部及び胴部の外形が円筒形であり、チューブ容器内の内容物を絞り出す場合は、最終的に肩部を指で折り畳む必要がある。このような従来の円筒形状のチューブ容器としては、図11及び図12に示すチューブ容器50があり、51はチューブ容器の胴部であり、この胴部51から上方には肩部52、さらに上方には口部53が形成されている。チューブ容器50を絞り出す場合は、一般に、チューブ容器50の下端の裾部からチューブ容器50の胴部51に向かって、徐々に指で胴部51を押圧して折り畳んで絞り出す。本発明に関連する先行技術に関する文献としては、特許文献1、特許文献2及び特許文献3がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3823217号
【特許文献2】特許第4295581号
【特許文献3】実公平6−35948号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、このような従来のチューブ容器は、図12に示すように、最終的に肩部近傍を指で押圧した場合、肩部と胴部先端の交点付近に、皺54が発生する。又肩部52が約30度に傾斜しているため、この皺54が発生する部位及び傾斜した肩部52の内面に、多くの内容物が残留するという欠点があった。さらに、最終的に上記皺54及び傾斜した肩部52の部位の内容物を絞り出す場合、より大きな力で押圧する必要があり、チューブ容器を最後まで絞り出し難いという欠点があった。
この発明は、このような課題に着目してなされたものであり、肩部を絞った際に肩部に皺が発生せず、肩部の内容物の残留量が少なく、かつ肩部の内容物を絞り出すときに保持しやすいと共に、自然に折り畳むことができ、押圧する力を必要としないチューブ容器を提供することを目的とする。
【課題を解決するための手段】
【0005】
この課題を解決するため、請求項1記載の発明の解決手段は、円筒形の口部と、口部下端に続く肩部と、肩部から裾部に向かって延びる胴部とから成り、(1)口部の外周には、キャップと嵌合する突部又は螺合する雄ねじ部が形成され、(2)肩部は、半径方向に略水平に延びる平面部と、平面部の先端から下方に向かって外形が略四角形状に形成され、(3)胴部は、肩部に連続する部位は外形が略四角形状に形成され、その下方から裾部に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器である。
【0006】
請求項2記載の発明の解決手段は、肩部の平面部に、凹所を形成したことを特徴とするチューブ容器である。
【0007】
請求項3記載の発明の解決手段は、チューブ容器は、肩部と胴部が溶着されるラミネートチューブ容器又は合成樹脂押出しチューブ容器であることを特徴とするチューブ容器である。
【0008】
請求項4記載の発明の解決手段は、チューブ容器が、単層又は多層の合成樹脂材料で一体成形されるブローチューブ容器であることを特徴とする。
【発明の効果】
【0009】
本発明に係るチューブ容器は、肩部に皺が発生せず、肩部の内容物の残留量が少ないと共に、肩部の内容物を絞り出すときに保持しやすく、自然に折り畳むことができ、押圧する力を必要としない効果を有する。特に、肩部の平面部に凹所を形成したチューブ容器は、絞り出す最終段階において、チューブ容器の胴部内面と肩部内面が密着するため、内容物のすべてを注出できる効果を奏する。さらに、本発明に係るチューブ容器は、肩部の合成樹脂量を約10%削減できるだけでなく、肩部の表面積を約30%削減できるので内容物と接触する表面積が少なくなり、内容物の品質向上が図れる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る実施例1のチューブ容器の平面図(a)及び正面断面図(b)を示す図面。
【図2】本発明に係る実施例1のチューブ容器において、略四角形の外縁の曲率R1及びR2を示す図面。
【図3】本発明に係る実施例2のチューブ容器において、口部外周に形成された雄ねじ部を示す図面。
【図4】本発明に係る実施例3のチューブ容器の平面図(a)及び正面断面図(b)を示す図面。
【図5】本発明に係る実施例3のチューブ容器において、肩部に形成された凹所を示す正面断面図。
【図6】本発明に係る実施例3のチューブ容器において、肩部の内容物を絞り出している最終段階の状態を示す断面図。
【図7】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図8】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図9】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図10】本発明に係るチューブ容器の製造方法を示す正面断面図。
【図11】従来のチューブ容器を示す平面図。
【図12】従来のチューブ容器を絞り出している一部切り欠き断面図。
【発明を実施するための形態】
【0011】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0012】
図1(a)(b)は、この発明に係る実施例1を示す図面である。1はチューブ容器であり、チューブ容器1は、胴部2がアルミ箔と合成樹脂層から成るラミネートシート又は押出し合成樹脂で造られている。実施例1は、胴部2の上端と肩部3の下端とが溶着されている。肩部3は、半径方向に略水平に延びる平面部3aと若干上に盛り上がった盛上部3bとから形成されている。実施例1は、肩部3は略水平な平面部であるから、従来のチューブ容器の肩部が約30度に傾斜しているのと異なり、内容物が肩部3の平面部3aに溜まらない。なお盛上部3bが形成されない実施態様であってもよい。
【0013】
次に、この実施例1のチューブ容器1の肩部3は、平面部3aの先端の外形が、図1(a)に示すように略四角形状に形成されている。さらに詳しくは、図2に示すように、若干外側に湾曲したR1を一辺とし、各交点は各々R2のアールで形成されている。そして図3に示すように、肩部13と胴部12の交点のアールをR3とすると、R1、R2及びR3は、0<R2<α/2<R1が適し、好ましくはR3≦R2、R2≦R1、W≦V
である(なお、αは、元の円筒形状のラミネートシート又は押出し合成樹脂の胴部の外径、WはR2の端点間の鉛直距離、VはR1の端点間の鉛直距離である。)さらに、実施例1の口部4の外周には、キャップ(図示せず)を嵌合するための突部4aが形成されている。このように、本発明は略四角形状に形成されているので、円形チューブ容器と比較した場合、肩部を絞り出すとき、チューブ容器1を保持しやすいと共に、押圧する力を必要とせず自然に折り畳むことができる。
【0014】
この実施例1のチューブ容器1の製造方法としては、例えば、図7に示す製造方法がある。図7は、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部2が挿入されている。このラミネートシート又は押出し合成樹脂の胴部2は、両側端部が溶着されチューブ容器1のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、この胴部2の上にドーナツ状の合成樹脂リング(図示せず)を落下し、マンドレル30及び金型31、32、33、34で、略四角形状の肩部3及び円筒形状の口部4を一体成形すると同時に、胴部2の先端部と肩部3の下端部とを溶着する。これにより胴部2の内部にアルミ箔を有するラミネートチューブ容器又は合成樹脂押出しチューブ容器が製造される。
【0015】
又、図8に示す製造方法は、同様に、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部2が挿入されている。このラミネートシート又は押出し合成樹脂の胴部2は、両側端部が溶着されチューブ容器1のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、マンドレル30及び金型35、36、37内に、溶融した合成樹脂を流し込むことにより、略四角形状の肩部3及び円筒形状の口部4を一体成形すると同時に、胴部2の先端部と肩部3の下端部とを溶着する。これにより胴部2の内部にアルミ箔を有するラミネートチューブ容器又は合成樹脂押出しチューブ容器が製造される。
【0016】
さらに、図9に示す製造方法は、同様に、横断面が四角形のマンドレル30の外周に、アルミ箔と合成樹脂層から成る円筒形状のラミネートシート又は押出し合成樹脂の胴部22が挿入されている。このラミネートシート又は押出し合成樹脂の胴部22は、両側端部が溶着されチューブ容器21のサイドシームを形成する。そして、マンドレル30に沿った形状になることにより、略四角形状に形成されるが、真四角形状ではなく必然的に、一辺が若干外側に湾曲した四角形状を呈する。次に、別途金型で、略四角形状の肩部23と口部24とが一体成形された成形体を、マンドレル30の上に載置し、公知の方法で胴部22の先端と肩部23の下端とを溶着する製造方法である。又図10は、単層又は多層のパリソン38を、金型39内で加熱し膨張させることにより製造されるブロー成形の製造方法である。口部、肩部及び胴部が、すべて単層又は多層の合成樹脂材料で一体成形されたチューブ容器が製造される。
【実施例2】
【0017】
図3は、この発明の実施例2を示す図面である。口部14の外周に雄ねじ部14aが形成されている実施例である。キャップと嵌合する突部4aが外周に形成されている実施例1と異なる。
【実施例3】
【0018】
図4〜図6は、この発明の実施例3を示す図面である。実施例1と異なるのは、肩部23の平面部に、平面部の全域又は部分的に凹所23cが形成されている。図5に示すように、鉛直方向に凹所23cの深さS、肩部23と胴部22の溶着部上端から肩部23の合成樹脂末端までの寸法をTとすると、S及びTの寸法はS≧Tが好ましい。なお、凹所23cの幅は、できるだけ大きい方がよい。
【0019】
実施例3は、 図5及び図6に示すように、チューブ容器21の肩部23の内容物を絞り出す最終段階において、胴部22の内周面が、指で押圧されることにより、肩部23の凹所23cの平面部23aに密着する点が特徴である。すなわち、肩部23に寸法Sだけ下がった凹所23cが形成され、かつS≧Tに構成されているので、内容物を絞り出す最終段階において、指で押圧された場合、胴部22の内周面が平面部23aに密着する。これにより、実施例1のチューブ容器と比べ、結果的にチューブ容器22内に残留する内容物の量が一層少なくなる。なお、この実施例3の口部24の外周には、キャップと螺合する雄ねじ部24aが形成されている。実施例3は、他の実施態様としてキャップと嵌合する突部が形成されてもよい。
【産業上の利用可能性】
【0020】
本発明に係るチューブ容器は、内容物の残留量が少なく、自然に折り畳むことができ又押圧する力を必要としないチューブ容器であると共に、チューブ容器のサイズや、スクリューキャップ、ヒンジキャップ、アンダー嵌合キャップ等の嵌合方式を問わず実施可能であることから、歯磨、接着剤、薬品、食料品等の内容物を充填できるチューブ容器として広く利用することができる。
【符号の説明】
【0021】
1,11,21 チューブ容器
2,12,22 胴部
3,13,23 肩部
3a,23a 平面部
4,14,24 口部
4a 突部
5,25 裾部
14a,24a 雄ねじ部
23c 凹所
【特許請求の範囲】
【請求項1】
円筒形の口部と、該口部下端に続く肩部と、該肩部から裾部に向かって延びる胴部とから成り、
(1)前記口部の外周には、キャップと嵌合する突部又は螺合する雄ねじ部が形成され、
(2)前記肩部は、半径方向に略水平に延びる平面部と、該平面部の先端から下方に向かって外形が略四角形状に形成され、
(3)前記胴部は、前記肩部に連続する部位は外形が略四角形状に形成され、その下方から前記裾部に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器。
【請求項2】
前記肩部の平面部に、凹所を形成したことを特徴とする請求項1記載のチューブ容器。
【請求項3】
前記チューブ容器は、肩部と胴部が溶着されるラミネートチューブ容器又は合成樹脂押出しチューブ容器であることを特徴とする請求項1又は2記載のチューブ容器。
【請求項4】
前記チューブ容器は、単層又は多層の合成樹脂材料で一体成形されるブローチューブ容器であることを特徴とする請求項1又は2記載のチューブ容器。
【請求項1】
円筒形の口部と、該口部下端に続く肩部と、該肩部から裾部に向かって延びる胴部とから成り、
(1)前記口部の外周には、キャップと嵌合する突部又は螺合する雄ねじ部が形成され、
(2)前記肩部は、半径方向に略水平に延びる平面部と、該平面部の先端から下方に向かって外形が略四角形状に形成され、
(3)前記胴部は、前記肩部に連続する部位は外形が略四角形状に形成され、その下方から前記裾部に連続する部位は、外形が略楕円形状又は略四角形状に形成されることを特徴とするチューブ容器。
【請求項2】
前記肩部の平面部に、凹所を形成したことを特徴とする請求項1記載のチューブ容器。
【請求項3】
前記チューブ容器は、肩部と胴部が溶着されるラミネートチューブ容器又は合成樹脂押出しチューブ容器であることを特徴とする請求項1又は2記載のチューブ容器。
【請求項4】
前記チューブ容器は、単層又は多層の合成樹脂材料で一体成形されるブローチューブ容器であることを特徴とする請求項1又は2記載のチューブ容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−82484(P2013−82484A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−224088(P2011−224088)
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
[ Back to top ]