
チューブ状フィルムの内面処理装置及び内面処理方法、並びに無折目のチューブ状フィルム
【課題】チューブ状フィルムの内周面に処理むらの発生を防止することができるチューブ状フィルムの内面処理装置及び内面処理方法、及び内面処理されたチューブ状フィルムを提供する
【解決手段】チューブ状フィルムZの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体31を有する保持手段3と、前記チューブ状フィルムZの内面処理液が貯留され、前記チューブ状フィルムが浸漬される貯留槽4と、外周面が、前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体62を有する摺接手段6とを備えており、前記円筒体31に保持された前記チューブ状フィルムZと前記摺接手段6との相対的な移動により、前記摺接体62が、前記チューブ状フィルムZ内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置。
【解決手段】チューブ状フィルムZの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体31を有する保持手段3と、前記チューブ状フィルムZの内面処理液が貯留され、前記チューブ状フィルムが浸漬される貯留槽4と、外周面が、前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体62を有する摺接手段6とを備えており、前記円筒体31に保持された前記チューブ状フィルムZと前記摺接手段6との相対的な移動により、前記摺接体62が、前記チューブ状フィルムZ内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チューブ状フィルムの内面処理装置及び内面処理方法に関する。更には、内面処理が施された無折目のチューブ状フィルムに関する。
【背景技術】
【0002】
例えば、印刷機や圧延機、乾燥機などの各種ロール、電子写真式の複写機やプリンタ、あるいはファクシミリなどに用いられる定着用加熱ロール、定着用加圧ロール、帯電ロール、クリーニングロール、現像ロール、転写ロールには、フッ素樹脂製および導電性物質のカーボンブラックを配合したフッ素樹脂製チューブ状フィルムが、ロールカバーとしてロールの外周面に被覆されている。
【0003】
一般に、フッ素樹脂製チューブ状フィルムは、その卓越した物理的化学的性質、耐熱性、耐薬品姓、非接着性等を数多く併せ持つことから多方面に使用されているが、他の材料との組み合わせにおいて、その非接着性のため単純な接着複合化が困難であり、そのため従来より、フッ素系樹脂成形品の表面をアルカリ金属の溶液で処理する等の各種エッチング処理等を施すことより接着剤の適用を可能としている。
【0004】
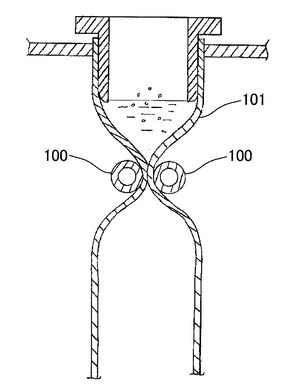
特に、フッ素樹脂製チューブ状フィルムの内周面にそのような処理を施す方法として、例えば特許文献1に開示されている方法が知られている。この方法は、図8に示すように、一対のピンチロール100,100で挟持することにより閉塞部を設けたフッ素樹脂製チューブ101に、表面処理液、例えばナトリウム等のアルカリ金属の液体アンモニア溶液を注入して閉塞部より上部に貯溜させ、該チューブ101と相対的に閉塞部を下方に移動させることにより、フッ素樹脂製チューブ状フィルムの内周面と表面処理液との接触部位を移動させることにより、連続してフッ素樹脂製チューブの内面処理を行うものである。
【0005】
しかしながら、この特許文献1に開示されている方法によりフッ素樹脂製チューブ状フィルムの内周面に所定の処理を行う場合、チューブ状フィルム101をピンチロール100,100で加圧挟持する構成であるため、その構成上どうしてもその挟持された部分に筋状の折り目が形成されるという問題が発生する。チューブ状フィルムが搭載されるプリンタや複写機は年々高品位、高品質が要求されており、チューブ状フィルムに形成される僅かな折り目跡さえ許容されなくなってきており、チューブ状フィルムの一部を加圧挟持することなく、チューブ状フィルムの内面を処理することが要求されている。
【0006】
このようにチューブ状フィルムに折り目を形成させないという要求を満たす処理方法としては、例えば、外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させることにより、チューブ状フィルムの内周面に接着性を付与する方法がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平05−059195号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述の外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させることにより、当該チューブ状フィルムの内周面に接着性を付与する方法は、確かにチューブ状フィルムに筋状の折り目が形成されないという点で優れている。しかしながら、チューブ状フィルムの外表面に対するマスキングの施し方によっては、チューブ状フィルムの一部分に弛みや皴が生じてしまい、これら弛みや皴が発生している部分と、発生していない部分とで、処理液との接触時間や温度・圧力に差が生じるという問題があった。このような事態が生じる結果、チューブ状フィルムの内周面に処理むらが発生してしまい、チューブ状フィルムの内周面に対して均一な接着性や濡れ性を付与することが難しいという問題があった。
【0009】
本発明は、このような問題を解決するためになされたものであって、チューブ状フィルムの内周面に処理むらが発生することを防止することができるチューブ状フィルムの内面処理装置及び内面処理方法を提供することを目的とする。更に、内周面に処理むらが発生することが抑制された無折目のチューブ状フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の上記目的は、チューブ状フィルムの内面処理を行う内面処理装置であって、前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体を有する保持手段と、前記チューブ状フィルムの内面処理に用いられる処理液が貯留され、前記円筒体に保持された前記チューブ状フィルムが浸漬される貯留槽と、外周面が、前記円筒体に保持された前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体を有する摺接手段と、を備えており、前記円筒体に保持された前記チューブ状フィルムと前記摺接手段との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置により達成される。
【0011】
また、この内面処理装置において、前記摺接体は、弾性材料から形成されており、その弾性反発力によって前記チューブ状フィルムの内周面を押圧可能となるように構成されていることが好ましい。
【0012】
また、前記摺接手段は、前記貯留槽の底部から立設する棒状の支持部材を備えており、前記摺接体は、前記支持部材に支持されていることが好ましい。
【0013】
また、前記摺接体は、前記貯留槽に貯留される処理液の液面近傍に配置されていることが好ましい。
【0014】
また、本発明の上記目的は、チューブ状フィルムの内面処理を行う内面処理方法であって、前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で円筒体の内周面上に保持する保持ステップと、前記チューブ状フィルムの内面処理に用いられる処理液が貯留される貯留槽に、前記円筒体に保持された前記チューブ状フィルムを浸漬する浸漬ステップと、前記円筒体に保持された前記チューブ状フィルムの内周面に、円筒状の外周面を有する摺接体を当接する当接ステップと、を備えており、前記当接ステップは、前記円筒体に保持された前記チューブ状フィルムと前記摺接体との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動する移動ステップを備えることを特徴とするチューブ状フィルムの内面処理方法により達成される。
【0015】
また、本発明の上記目的は、内周面のマクベス濃度のばらつきが、前記内周面のマクベス濃度の平均値に対して30%以内である無折目のチューブ状フィルムにより達成される。
【発明の効果】
【0016】
本発明によれば、チューブ状フィルムの内周面に処理むらが発生することを防止することができるチューブ状フィルムの内面処理装置及び内面処理方法を提供することができる。更に、内周面に処理むらが発生することが抑制された無折目のチューブ状フィルムを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るチューブ状フィルムの内面処理装置の概略構成断面図である。
【図2】図1のA−A断面図である。
【図3】図1に示す内面処理装置の要部拡大概略構成図である。
【図4】図1に示す内面処理装置が備える摺接手段が有する摺接体の好ましい設置位置を説明するための説明図である。
【図5】保持手段を第1貯留槽に浸漬する状況を説明する説明図である。
【図6】図1に示す内面処理装置が備える保持手段の変形例を示す概略構成断面図である。
【図7】図1に示す内面処理装置の変形例を示す概略構成断面図である。
【図8】従来、チューブ状フィルムの内面処理方法を説明するための説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の実態形態にかかるチューブ状フィルムの内面処理装置について添付図面を参照して説明する。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されている。
【0019】
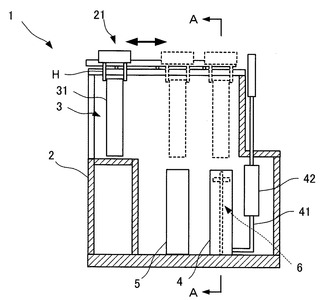
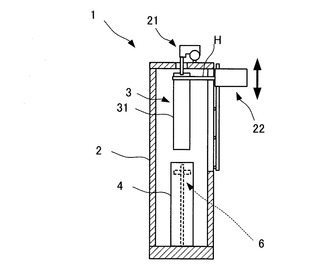
図1は、本発明の一実施形態に係るチューブ状フィルムの内面処理装置の概略構成断面図であり、図2は、図1のA−A断面図である。この内面処理装置1は、チューブ状フィルムの内周面に対して、接着性や濡れ性等を付与する内面処理を行うための装置である。ここで、本内面処理装置1によって内面処理されるチューブ状フィルムとしては、フッ素樹脂製チューブを例示することができる。このチューブを形成する際に用いられるフッ素樹脂としては、例えば、PTFE、PFA、FEP、ETFE、CTFE、PVDF、PCTFEなどが挙げられ、中でもPTFE、PFAが耐熱性、非粘着性のために好ましく用いられる。
【0020】
このようなフッ素樹脂から形成されるチューブの大きさには特に制限はないが、定着ロールカバーとして使用する場合には、通常、外径は1mm〜300mm程度であり、肉厚は10μm〜1.0mm程度である。肉厚は、30μm〜0.1mm程度とすることがより好ましい。また、該チューブの長さは、例えば、100〜2000mm程度である。
【0021】
本実施形態に係るチューブ状フィルムの内面処理装置1は、図1及び図2に示すように、装置筐体2と、保持手段3と、第1貯留槽4と、第2貯留槽5と、摺接手段6とを備えている。
【0022】
装置筐体2は、その内部に、保持手段3、第1貯留槽4、第2貯留槽5及び摺接手段6を備えるハウジングであり、保持手段3を水平方向に搬送する搬送装置21を上部に備えている。また、図2に示すように、保持手段3を上下方向に搬送する複数のリフト装置22を側壁部に備えている。搬送装置21及び各リフト装置22共に、保持手段3の上端部分を挟持可能な挟持部Hをそれぞれ備えている。また、搬送装置21及び各リフト装置22は、保持手段3を互いに受け渡し可能に制御されている。また、一方のリフト装置22は、搬送装置21から受け渡された保持手段3を下方移動させて、第1貯留槽4内に保持手段3を浸漬できるように構成されており、他方のリフト装置22は、搬送装置21から受け渡された保持手段3を下方移動させて、第2貯留槽5内に保持手段3を浸漬できるように構成されている。
【0023】
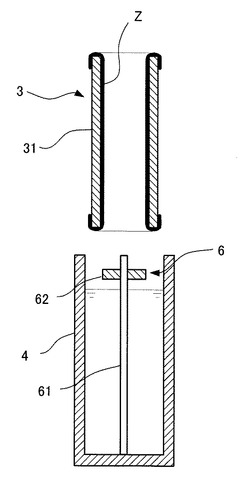
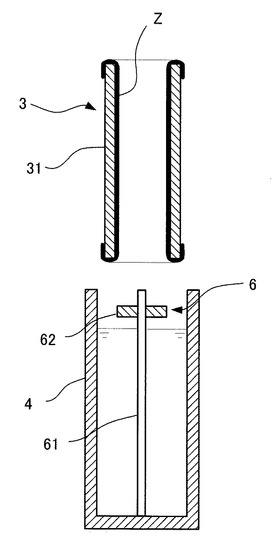
保持手段3は、チューブ状フィルムZの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体31を備えている。具体的に説明すると、図3の要部拡大概略構成図に示されるように、円筒体31は、両端部が開口する筒体であり、その内径が、内周面に表面処理を施そうとするチューブ状フィルムZの径に略等しくなるように構成されている。また、円筒体31の長さは、内面処理されるチューブ状フィルムZの長さよりも短くなるように構成されている。
【0024】
このような円筒体31にチューブ状フィルムZをセットするには、まず、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ折り返す。その後、円筒体31の外周面側に折り返されたチューブ状フィルムZの各端部を、図示しない接着テープ等により円筒体31の外周面に固定する。このようにして円筒体31に保持されたチューブ状フィルムZは、その両端部を除く部分が、円筒体31の内周面上に筒形状に維持された状態で保持されることになる。なお、円筒体31は、円筒体31の軸線が上下方向に沿う方向となるように第1貯留槽4内及び第2貯留槽5内に浸漬可能に構成されている。
【0025】
第1貯留槽4は、チューブ状フィルムZの内面処理に用いられる処理液が貯留される容器であり、装置筐体2の床部に配置されている。この第1貯留槽4は、上述の円筒体31に保持されるチューブ状フィルムZが浸漬される容器であり、円筒体31に保持されるチューブ状フィルムZの全体が浸漬可能な深さ及び内径を有している。また、第1貯留槽4は、その底部に接続される配管41を介して連結される液面位置制御用ポンプ42を備えており、第1貯留槽4の内部に貯留される処理液の液面位置を種々変更できるように制御されている。
【0026】
第1貯留槽4に貯留される処理液としては、例えば、チューブ状フィルムZの内面を化学反応によって親水化する溶液が用いられる。このような溶液としては、例えば、Na/ナフタレン錯塩溶液や、ナトリウム等のアルカリ金属の液体アンモニア溶液を好ましく用いることができる。なお、Na/ナフタレン錯塩溶液を処理液として用いる場合、この処理液の温度を10〜40℃程度に設定することが好ましい。また、ナトリウム等のアルカリ金属の液体アンモニア溶液を処理液として用いる場合、この処理液の温度を−75℃〜−45℃程度に設定することが好ましい。
【0027】
第2貯留槽5は、上記第1貯留槽4内に貯留される処理液とは異なる処理液が貯留される容器であり、装置筐体2の床部において第1貯留槽4に隣接して配置されている。この第2貯留槽5は、第1貯留槽4と同様に、上述の円筒体31に保持されるチューブ状フィルムZが浸漬される容器であり、円筒体31に保持されるチューブ状フィルムZの全体が浸漬可能な深さ及び内径を有している。また、第2貯留槽5も、その底部に接続される配管を介して連結される液面位置制御用ポンプ(図示せず)を備えており、第2貯留槽5の内部に貯留される処理液の液面位置を種々変更できるように制御されている。
【0028】
第2貯留槽5に貯留される処理液としては、例えば、第1貯留槽4に浸漬されチューブ状フィルムZの内面に対して施された内面処理の進行を抑制する溶液が用いられる。このような溶液としては、例えば、エチレングリコールジメチルエーテル溶液等のアルコール溶液や、水等を用いることができる。
【0029】
摺接手段6は、第1貯留槽4の内部に配置されており、一端部が第1貯留槽4の底部に接続し当該底部から立設する棒状の支持部材61と、当該支持部材61に支持される摺接体62とを備えている。支持部材61の直径は、筒形状を保った状態で円筒体31に保持されたチューブ状フィルムZの内径よりも小さくなるように構成されている。また、支持部材61の長さは、特に限定されないが、支持部材61を第1貯留槽4の内部に設置した状態で、その他端(先端)が、第1貯留槽4の上部開口位置近傍となるように、支持部材61の長さを設定することが好ましい。
【0030】
摺接体62は、支持部材61の他端部側に配置される円筒状部材である。支持部材61の他端部が、摺接体62の中央部(軸心)を貫通するようにして、摺接体62は支持部材61に支持されている。この摺接体62は、その外周面が、円筒体31に保持されて筒形状に維持されたチューブ状フィルムZの内周面に摺接可能な寸法に構成されている。また、摺接体62の外径が、円筒体31に保持されて筒形状に維持されたチューブ状フィルムZの内径よりも僅かに大きくなるように形成すると共に、摺接体62を弾性材料により形成し、その弾性反発力によってチューブ状フィルムZの内周面を押圧可能となるように構成することが好ましい。摺接体62を形成する弾性材料としては、種々選定することができるが、例えば、ゴム、エラストマー等の材料を挙げることができる。
【0031】
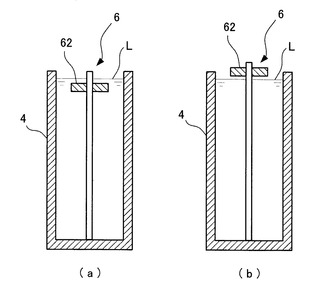
また、支持部材61に支持される摺接体62の設置位置は、第1貯留槽4に貯留される処理液の液面近傍に配置することが好ましい。例えば、図4(a)の模式図に示すように、摺接体62の全体が、第1貯留槽4に貯留される処理液の液面Lより下方となる位置に配置されるようにしてもよく、或いは、図4(b)に示すように、摺接体62の全体が処理液の液面Lよりも上方となるように配置してもよく、これら図4(a)に示す位置から図4(b)に示す位置の範囲内であれば、どの位置に摺接体62を配置してもよい。
【0032】
このように構成されたチューブ状フィルムの内面処理装置1は、筒形状を維持した状態で円筒体31に保持されたチューブ状フィルムZと、摺接手段6における摺接体62との相対的な移動により、摺接体62が、チューブ状フィルムZの内部において、チューブ状フィルムZの内周面に摺接しつつその一端部側から他端部側に向けて移動可能となる。
【0033】
次に、本実施形態に係るチューブ状フィルムの内面処理装置1の作動について以下説明する。まず、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ円筒体31の外周面側に折り返す。その後、円筒体31の外周面側に折り返されたチューブ状フィルムZの各端部を、図示しない接着テープ等により円筒体31の外周面に固定する。
【0034】
次いで、チューブ状フィルムZを保持した円筒体31の上端部を搬送装置21の挟持部Hに挟持させ、搬送装置21を駆動して、第1貯留槽4の直上位置まで搬送する。その後、チューブ状フィルムZを保持した円筒体31をリフト装置22に受け渡し、リフト装置22の作動により、チューブ状フィルムZを保持した円筒体31を下方に向けて移動させ、第1貯留槽4に貯留される処理液中に該円筒体31を浸漬させる。
【0035】
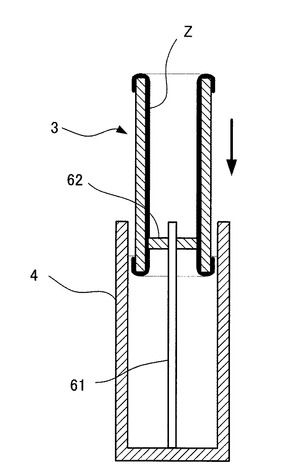
この浸漬によりチューブ状フィルムZの内周面は、処理液と反応して親水化処理が行われる。ここで、処理液の液面近傍に配置される摺接体62の外周面が、図5に示すように、チューブ状フィルムZの一方端側から他方端側に向けてチューブ状フィルムZの内周面に対して摺接移動するため、チューブ状フィルムZにおいて部分的に発生している弛みや皴等が引き延ばされて除去されることになる。これにより、チューブ状フィルムZの内周面と処理液とが均一に接触し、チューブ状フィルムZの内周面に処理むらが発生することを効果的に防止することが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することができる。
【0036】
次に、チューブ状フィルムZを保持する円筒体31をリフト装置22の作動により上方に移動させ、第1貯留槽4から抜き出し、再度、搬送装置21に該円筒体31を受け渡す。その後、搬送装置21は、チューブ状フィルムZを保持した円筒体31を第2貯留槽5の直上位置まで搬送し、リフト装置22に該円筒体31を受け渡し、リフト装置22の作動により、チューブ状フィルムZを保持した円筒体31を下方に向けて移動させて、第2貯留槽5に貯留される処理液中に該円筒体31を浸漬させる。
【0037】
この第2貯留槽5内の処理液中に、円筒体31に保持されたチューブ状フィルムZを所定時間浸漬させることにより、チューブ状フィルムZの内面に施された親水化処理の進行を抑制する処理を行う。その後、リフト装置22を駆動して円筒体31に保持されたチューブ状フィルムZを上方に移動させ、第2貯留槽5から抜き出し、搬送装置21に受け渡すことにより、チューブ状フィルムZの内面に対する処理が完了する。なお、チューブ状フィルムZの各端部は、折り返されて円筒体31の端部に取り付けられているため、チューブ状フィルムZの各端部にリング状の折り目が生じる場合があるが、このような場合には、チューブ状フィルムの両端部を切断する。これにより折り目のないチューブ状フィルムZを得ることができる。
【0038】
本実施形態に係るチューブ状フィルムの内面処理装置1は、上述のように、摺接体62の外周面が、チューブ状フィルムZの一方端側から他方端側に向けてチューブ状フィルムZの内周面に対して摺接移動するように構成されているため、チューブ状フィルムZにおいて部分的に発生している弛みや皴等を引き延ばして除去することが可能となる。この結果、チューブ状フィルムZの内周面と第1貯留槽4内の処理液とが均一に接触し、チューブ状フィルムZの内周面に処理むらが発生することを効果的に防止することが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することができる。
【0039】
また、本実施形態に係る内面処理装置1が備える保持手段3が、弾性材料から形成される摺接体62を備えている場合、この摺接体62の弾性反発力によってチューブ状フィルムZの内周面を押圧することができるため、チューブ状フィルムZの内面を傷つけることなく、より一層効果的に、チューブ状フィルムZにおいて部分的に発生している弛みや皴等を引き延ばして除去することが可能となる。
【0040】
また、本実施形態においては、摺接体62が、第1貯留槽4に貯留される処理液の液面近傍に配置されているため、チューブ状フィルムZにおいて弛みや皴等が発生している部分が処理液に浸漬される直前又は直後の段階で、これら弛みや皴等が除去されることになる。このような構成により、弛みや皴等を除去されたチューブ状フィルムの内周面部分に対して、速やかに親水化処理を施すことが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することが可能となる。
【0041】
ここで、発明者らは、本発明に係るチューブ状フィルムの内面処理装置1(内面処理方法)を用いて、実際にチューブ状フィルムZの内周面に対して内面処理を行い、内周面における処理むらが抑制されたか否かについての確認試験を行ったので、その結果について以下に示す。
【0042】
まず、試験内容は、本発明に係るチューブ状フィルムの内面処理装置1により内面処理を行ったチューブ状フィルムZの内周面の複数点についてマクベス濃度を測定し、測定したマクベス濃度のばらつきを算出することにより処理むらの評価を行った。マクベス濃度の測定には、グレタグマクベス社製のマクベス濃度計(型番:RD−920)を使用した。また、チューブ状フィルムZの周壁を切開して平面状とし、チューブ状フィルムZの内周面に相当する面上の任意の複数箇所をマクベス濃度測定点とした。
【0043】
試験に用いたチューブ状フィルムZの材質は、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)であり、第1貯留槽4に貯留される処理液としては、ナトリウム金属を液体アンモニア溶液に溶解させた溶液(アンモニア濃度:1%、温度:−55℃)を使用した。第1貯留槽4に貯留される処理液へのチューブ状フィルムZの浸漬時間は、1秒程度とした。また、第2貯留槽5に貯留される処理液としては、アルコール(温度:−60℃)を使用した。第2貯留槽5に貯留される処理液へのチューブ状フィルムZの浸漬時間は、1秒程度とした。このような処理条件で、直径164mm;厚み30μmのチューブ状フィルムを2つ準備し(サンプルA及びサンプルB)、内面処理を行った。
【0044】
内面処理を行ったサンプルA及びサンプルに関する内周面のマクベス濃度の測定結果を表1に示す。なお、表中の階差とは、測定点a〜mにおけるマクベス濃度測定値の最大値と最小値との差をいう。また、ばらつきとは、“マクベス濃度の平均値に対するマクベス濃度の階差”のことをいい、“ばらつき=階差/マクベス濃度(平均値)×100%”により算出される値のことをいう。
【表1】

マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が30%以内であれば、発生する処理むらが許容されるところ、サンプルA及びサンプルBのいずれも、マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が30%以内であり、内周面の処理むら発生が大きく抑制された、折り目のないチューブ状フィルム(無折目チューブ状フィルム)が得られた。なお、サンプルA及びサンプルBにおいて、マクベス濃度の平均値が約0.4の値を示しているが、マクベス濃度の平均値が0.2〜0.6の範囲内であれば、フッ素樹脂性のチューブ状フィルムZの内周面が改質ができていると判断されるため製品として特に問題ない。
【0045】
また、発明者らは、比較のために背景技術の欄において説明した従来の方法、つまり、外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させる方法により当該チューブ状フィルムの内周面処理についての比較試験を行ったので、その結果についても以下に示す。この比較試験に用いられるチューブ状フィルムの材質は、上記サンプルA及びBと同様に、PFAである。チューブ状フィルムの内面処理を行う処理液としては、上記サンプルA及びサンプルBの場合と同様に、ナトリウム金属を液体アンモニア溶液に溶解させた溶液(アンモニア濃度:1%、温度:−55℃)とし、この処理液中へのチューブ状フィルムの浸漬時間は、1秒程度とした。当該処理液への浸漬終了後、上記第2貯留槽5に貯留される処理液と同一の処理液中に、チューブ状フィルムを1秒程度浸漬した。このような比較試験条件で、直径164mm;厚み30μmのチューブ状フィルム(比較サンプル)を3つ準備し、内面処理を行った。
【0046】
内面処理を行った比較サンプルに関する内周面のマクベス濃度の測定結果を表2に示す。なお、表中の階差とは、測定点a〜mにおけるマクベス濃度測定値の最大値と最小値との差をいう。また、ばらつきとは、“マクベス濃度の平均値に対するマクベス濃度の階差”のことをいい、“ばらつき=階差/マクベス濃度(平均値)×100%”により算出される値のことをいう。
【表2】
比較サンプルに関しては、いずれも、マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が約38%〜43%の範囲であり、液だれ等による処理むらが発生していた。
【0047】
表1及び表2から、本発明に係るチューブ状フィルムの内面処理装置1(内面処理方法)により内面処理を行ったチューブ状フィルムZは、その内周面のマクベス濃度のばらつきが、マクベス濃度平均値に対して30%以内であるのに対し、従来の方法により内面処理を行った比較サンプルに関しては、いずれも、マクベス濃度の平均値に対して、マクベス濃度のばらつきが30%の範囲を大きく超えており、本発明に係るチューブ状フィルムの内面処理装置(内面処理方法)により内面処理を行った場合、内周面の処理むらが大きく低減され、均一な内面処理が行われたことが確認できる。
【0048】
以上、本発明に係るチューブ状フィルムの内面処理装置1の一実施形態について説明したが、具体的構成は、上記実施形態に限定されない。上記実施形態においては、支持部材61の他端部が摺接体62の中央部(軸心)を貫通するようにして、摺接体62を支持部材61に固定する構成を採用しているが、このような構成に特に限定されず、例えば、支持部材61の他端部が、中央部(軸心)を貫通して支持部材61に固定される金属製の筒状固定具を別途設け、この筒状固定具の周囲に巻回するようにして摺接体62を設置してもよい。
【0049】
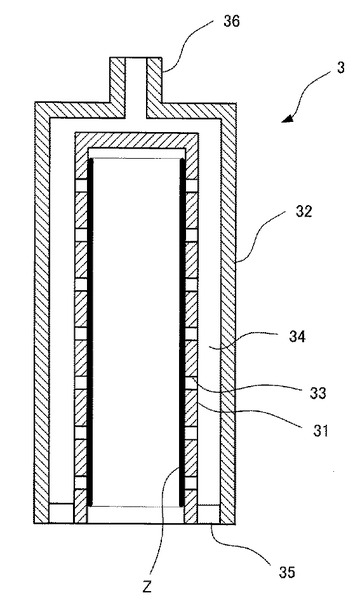
また、上記実施形態においては、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ折り返し、折り返された部分を接着テープ等により円筒体31の外周面に固定するようにして、チューブ状フィルムZを保持手段3に保持固定しているが、このような構成に特に限定されない。例えば、図6に示すような構造の保持手段3によりチューブ状フィルムZを保持してもよい。この保持手段3は、図6に示すように、円筒体31及びこの円筒体31を内部に収容する外筒32を備える二重構造を有している。円筒体31は、内周面に表面処理を施そうとするチューブ状フィルムZの径に等しい内径で一方端面が全面開口された筒体であり、その周面全域に亙って略均等に形成された多数の貫通孔33を有している。外筒32は、円筒体31の外周を覆う同軸の筒体であり、外筒32と円筒体31との間には隙間34が形成されている。円筒体31の開口端面と同側の外筒32の端面は、円筒体31との間に隙間34ができないように閉塞部材35により閉塞されており、反対側の端面には、吸引ポンプに接続される接続口36が形成されている。このように構成された保持手段3を使用して、チューブ状フィルムZの内面処理を施す場合には、まず、保持手段3の円筒体31内にチューブ状フィルムZを挿入し、吸引ポンプで吸引する。この吸引により、隙間34内が負圧になって貫通孔33から空気が吸入され、チューブ状フィルムZが円筒体31の内周面上に吸着保持されることとなる。このようにしてチューブ状フィルムZを保持手段3に保持した後、第1貯留槽4に保持手段3を浸漬させ、次いで第2貯留槽5に浸漬させることにより、チューブ状フィルムZの内面処理を行っていく。図6に示すような保持手段3を用いる場合、チューブ状フィルムZの両端部に折り目が生じないようにしてチューブ状フィルムZの内面処理を行うことが可能となる。
【0050】
また、上記実施形態においては、チューブ状フィルムZを内周面上に保持した円筒体31をリフト装置22の作用により下方移動させて、第1貯留槽4内の処理液中に浸漬させるように構成し、チューブ状フィルムZを保持した円筒体31の上下方向の移動に伴って、第1貯留槽4内に配置される摺接体62が、チューブ状フィルムZの内面に対して摺動するように構成されているが、円筒体31に保持されたチューブ状フィルムZと摺接手段6との相対的な移動により、摺接体62が、チューブ状フィルムZの内周面上を移動可能に構成すれば、本発明の上記効果を得ることができる。したがって、例えば、チューブ状フィルムZを保持する円筒体31を上下方向に移動させるのではなく、内部に摺接手段6を有する第1貯留槽4を上下方向に移動させて、摺接体62が、チューブ状フィルムZの内周面と摺接しながらチューブ状フィルムZの一端部側から他端部側に向けて移動できるように構成してもよい。
【0051】
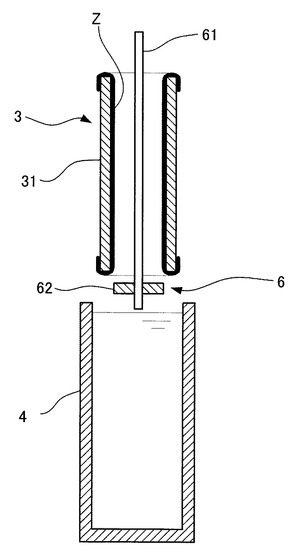
また、上記実施形態においては、摺接手段6を第1貯留槽4の内部に配置する構成を採用しているが、このような構成に特に限定されず、例えば、図7に示すように、摺接手段6を吊り下げた状態で設置し、チューブ状フィルムZを保持する円筒体31の上下移動に伴い、摺接手段が、円筒体31の内部を通過するように構成してもよい。
【符号の説明】
【0052】
1 チューブ状フィルムの内面処理装置
2 装置筐体
21 搬送装置
22 リフト装置
3 保持手段
31 円筒体
4 第1貯留部
5 第2貯留部
6 摺接手段
61 支持部材
62 摺接体
Z チューブ状フィルム
【技術分野】
【0001】
本発明は、チューブ状フィルムの内面処理装置及び内面処理方法に関する。更には、内面処理が施された無折目のチューブ状フィルムに関する。
【背景技術】
【0002】
例えば、印刷機や圧延機、乾燥機などの各種ロール、電子写真式の複写機やプリンタ、あるいはファクシミリなどに用いられる定着用加熱ロール、定着用加圧ロール、帯電ロール、クリーニングロール、現像ロール、転写ロールには、フッ素樹脂製および導電性物質のカーボンブラックを配合したフッ素樹脂製チューブ状フィルムが、ロールカバーとしてロールの外周面に被覆されている。
【0003】
一般に、フッ素樹脂製チューブ状フィルムは、その卓越した物理的化学的性質、耐熱性、耐薬品姓、非接着性等を数多く併せ持つことから多方面に使用されているが、他の材料との組み合わせにおいて、その非接着性のため単純な接着複合化が困難であり、そのため従来より、フッ素系樹脂成形品の表面をアルカリ金属の溶液で処理する等の各種エッチング処理等を施すことより接着剤の適用を可能としている。
【0004】
特に、フッ素樹脂製チューブ状フィルムの内周面にそのような処理を施す方法として、例えば特許文献1に開示されている方法が知られている。この方法は、図8に示すように、一対のピンチロール100,100で挟持することにより閉塞部を設けたフッ素樹脂製チューブ101に、表面処理液、例えばナトリウム等のアルカリ金属の液体アンモニア溶液を注入して閉塞部より上部に貯溜させ、該チューブ101と相対的に閉塞部を下方に移動させることにより、フッ素樹脂製チューブ状フィルムの内周面と表面処理液との接触部位を移動させることにより、連続してフッ素樹脂製チューブの内面処理を行うものである。
【0005】
しかしながら、この特許文献1に開示されている方法によりフッ素樹脂製チューブ状フィルムの内周面に所定の処理を行う場合、チューブ状フィルム101をピンチロール100,100で加圧挟持する構成であるため、その構成上どうしてもその挟持された部分に筋状の折り目が形成されるという問題が発生する。チューブ状フィルムが搭載されるプリンタや複写機は年々高品位、高品質が要求されており、チューブ状フィルムに形成される僅かな折り目跡さえ許容されなくなってきており、チューブ状フィルムの一部を加圧挟持することなく、チューブ状フィルムの内面を処理することが要求されている。
【0006】
このようにチューブ状フィルムに折り目を形成させないという要求を満たす処理方法としては、例えば、外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させることにより、チューブ状フィルムの内周面に接着性を付与する方法がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平05−059195号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述の外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させることにより、当該チューブ状フィルムの内周面に接着性を付与する方法は、確かにチューブ状フィルムに筋状の折り目が形成されないという点で優れている。しかしながら、チューブ状フィルムの外表面に対するマスキングの施し方によっては、チューブ状フィルムの一部分に弛みや皴が生じてしまい、これら弛みや皴が発生している部分と、発生していない部分とで、処理液との接触時間や温度・圧力に差が生じるという問題があった。このような事態が生じる結果、チューブ状フィルムの内周面に処理むらが発生してしまい、チューブ状フィルムの内周面に対して均一な接着性や濡れ性を付与することが難しいという問題があった。
【0009】
本発明は、このような問題を解決するためになされたものであって、チューブ状フィルムの内周面に処理むらが発生することを防止することができるチューブ状フィルムの内面処理装置及び内面処理方法を提供することを目的とする。更に、内周面に処理むらが発生することが抑制された無折目のチューブ状フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の上記目的は、チューブ状フィルムの内面処理を行う内面処理装置であって、前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体を有する保持手段と、前記チューブ状フィルムの内面処理に用いられる処理液が貯留され、前記円筒体に保持された前記チューブ状フィルムが浸漬される貯留槽と、外周面が、前記円筒体に保持された前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体を有する摺接手段と、を備えており、前記円筒体に保持された前記チューブ状フィルムと前記摺接手段との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置により達成される。
【0011】
また、この内面処理装置において、前記摺接体は、弾性材料から形成されており、その弾性反発力によって前記チューブ状フィルムの内周面を押圧可能となるように構成されていることが好ましい。
【0012】
また、前記摺接手段は、前記貯留槽の底部から立設する棒状の支持部材を備えており、前記摺接体は、前記支持部材に支持されていることが好ましい。
【0013】
また、前記摺接体は、前記貯留槽に貯留される処理液の液面近傍に配置されていることが好ましい。
【0014】
また、本発明の上記目的は、チューブ状フィルムの内面処理を行う内面処理方法であって、前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で円筒体の内周面上に保持する保持ステップと、前記チューブ状フィルムの内面処理に用いられる処理液が貯留される貯留槽に、前記円筒体に保持された前記チューブ状フィルムを浸漬する浸漬ステップと、前記円筒体に保持された前記チューブ状フィルムの内周面に、円筒状の外周面を有する摺接体を当接する当接ステップと、を備えており、前記当接ステップは、前記円筒体に保持された前記チューブ状フィルムと前記摺接体との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動する移動ステップを備えることを特徴とするチューブ状フィルムの内面処理方法により達成される。
【0015】
また、本発明の上記目的は、内周面のマクベス濃度のばらつきが、前記内周面のマクベス濃度の平均値に対して30%以内である無折目のチューブ状フィルムにより達成される。
【発明の効果】
【0016】
本発明によれば、チューブ状フィルムの内周面に処理むらが発生することを防止することができるチューブ状フィルムの内面処理装置及び内面処理方法を提供することができる。更に、内周面に処理むらが発生することが抑制された無折目のチューブ状フィルムを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るチューブ状フィルムの内面処理装置の概略構成断面図である。
【図2】図1のA−A断面図である。
【図3】図1に示す内面処理装置の要部拡大概略構成図である。
【図4】図1に示す内面処理装置が備える摺接手段が有する摺接体の好ましい設置位置を説明するための説明図である。
【図5】保持手段を第1貯留槽に浸漬する状況を説明する説明図である。
【図6】図1に示す内面処理装置が備える保持手段の変形例を示す概略構成断面図である。
【図7】図1に示す内面処理装置の変形例を示す概略構成断面図である。
【図8】従来、チューブ状フィルムの内面処理方法を説明するための説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の実態形態にかかるチューブ状フィルムの内面処理装置について添付図面を参照して説明する。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されている。
【0019】
図1は、本発明の一実施形態に係るチューブ状フィルムの内面処理装置の概略構成断面図であり、図2は、図1のA−A断面図である。この内面処理装置1は、チューブ状フィルムの内周面に対して、接着性や濡れ性等を付与する内面処理を行うための装置である。ここで、本内面処理装置1によって内面処理されるチューブ状フィルムとしては、フッ素樹脂製チューブを例示することができる。このチューブを形成する際に用いられるフッ素樹脂としては、例えば、PTFE、PFA、FEP、ETFE、CTFE、PVDF、PCTFEなどが挙げられ、中でもPTFE、PFAが耐熱性、非粘着性のために好ましく用いられる。
【0020】
このようなフッ素樹脂から形成されるチューブの大きさには特に制限はないが、定着ロールカバーとして使用する場合には、通常、外径は1mm〜300mm程度であり、肉厚は10μm〜1.0mm程度である。肉厚は、30μm〜0.1mm程度とすることがより好ましい。また、該チューブの長さは、例えば、100〜2000mm程度である。
【0021】
本実施形態に係るチューブ状フィルムの内面処理装置1は、図1及び図2に示すように、装置筐体2と、保持手段3と、第1貯留槽4と、第2貯留槽5と、摺接手段6とを備えている。
【0022】
装置筐体2は、その内部に、保持手段3、第1貯留槽4、第2貯留槽5及び摺接手段6を備えるハウジングであり、保持手段3を水平方向に搬送する搬送装置21を上部に備えている。また、図2に示すように、保持手段3を上下方向に搬送する複数のリフト装置22を側壁部に備えている。搬送装置21及び各リフト装置22共に、保持手段3の上端部分を挟持可能な挟持部Hをそれぞれ備えている。また、搬送装置21及び各リフト装置22は、保持手段3を互いに受け渡し可能に制御されている。また、一方のリフト装置22は、搬送装置21から受け渡された保持手段3を下方移動させて、第1貯留槽4内に保持手段3を浸漬できるように構成されており、他方のリフト装置22は、搬送装置21から受け渡された保持手段3を下方移動させて、第2貯留槽5内に保持手段3を浸漬できるように構成されている。
【0023】
保持手段3は、チューブ状フィルムZの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体31を備えている。具体的に説明すると、図3の要部拡大概略構成図に示されるように、円筒体31は、両端部が開口する筒体であり、その内径が、内周面に表面処理を施そうとするチューブ状フィルムZの径に略等しくなるように構成されている。また、円筒体31の長さは、内面処理されるチューブ状フィルムZの長さよりも短くなるように構成されている。
【0024】
このような円筒体31にチューブ状フィルムZをセットするには、まず、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ折り返す。その後、円筒体31の外周面側に折り返されたチューブ状フィルムZの各端部を、図示しない接着テープ等により円筒体31の外周面に固定する。このようにして円筒体31に保持されたチューブ状フィルムZは、その両端部を除く部分が、円筒体31の内周面上に筒形状に維持された状態で保持されることになる。なお、円筒体31は、円筒体31の軸線が上下方向に沿う方向となるように第1貯留槽4内及び第2貯留槽5内に浸漬可能に構成されている。
【0025】
第1貯留槽4は、チューブ状フィルムZの内面処理に用いられる処理液が貯留される容器であり、装置筐体2の床部に配置されている。この第1貯留槽4は、上述の円筒体31に保持されるチューブ状フィルムZが浸漬される容器であり、円筒体31に保持されるチューブ状フィルムZの全体が浸漬可能な深さ及び内径を有している。また、第1貯留槽4は、その底部に接続される配管41を介して連結される液面位置制御用ポンプ42を備えており、第1貯留槽4の内部に貯留される処理液の液面位置を種々変更できるように制御されている。
【0026】
第1貯留槽4に貯留される処理液としては、例えば、チューブ状フィルムZの内面を化学反応によって親水化する溶液が用いられる。このような溶液としては、例えば、Na/ナフタレン錯塩溶液や、ナトリウム等のアルカリ金属の液体アンモニア溶液を好ましく用いることができる。なお、Na/ナフタレン錯塩溶液を処理液として用いる場合、この処理液の温度を10〜40℃程度に設定することが好ましい。また、ナトリウム等のアルカリ金属の液体アンモニア溶液を処理液として用いる場合、この処理液の温度を−75℃〜−45℃程度に設定することが好ましい。
【0027】
第2貯留槽5は、上記第1貯留槽4内に貯留される処理液とは異なる処理液が貯留される容器であり、装置筐体2の床部において第1貯留槽4に隣接して配置されている。この第2貯留槽5は、第1貯留槽4と同様に、上述の円筒体31に保持されるチューブ状フィルムZが浸漬される容器であり、円筒体31に保持されるチューブ状フィルムZの全体が浸漬可能な深さ及び内径を有している。また、第2貯留槽5も、その底部に接続される配管を介して連結される液面位置制御用ポンプ(図示せず)を備えており、第2貯留槽5の内部に貯留される処理液の液面位置を種々変更できるように制御されている。
【0028】
第2貯留槽5に貯留される処理液としては、例えば、第1貯留槽4に浸漬されチューブ状フィルムZの内面に対して施された内面処理の進行を抑制する溶液が用いられる。このような溶液としては、例えば、エチレングリコールジメチルエーテル溶液等のアルコール溶液や、水等を用いることができる。
【0029】
摺接手段6は、第1貯留槽4の内部に配置されており、一端部が第1貯留槽4の底部に接続し当該底部から立設する棒状の支持部材61と、当該支持部材61に支持される摺接体62とを備えている。支持部材61の直径は、筒形状を保った状態で円筒体31に保持されたチューブ状フィルムZの内径よりも小さくなるように構成されている。また、支持部材61の長さは、特に限定されないが、支持部材61を第1貯留槽4の内部に設置した状態で、その他端(先端)が、第1貯留槽4の上部開口位置近傍となるように、支持部材61の長さを設定することが好ましい。
【0030】
摺接体62は、支持部材61の他端部側に配置される円筒状部材である。支持部材61の他端部が、摺接体62の中央部(軸心)を貫通するようにして、摺接体62は支持部材61に支持されている。この摺接体62は、その外周面が、円筒体31に保持されて筒形状に維持されたチューブ状フィルムZの内周面に摺接可能な寸法に構成されている。また、摺接体62の外径が、円筒体31に保持されて筒形状に維持されたチューブ状フィルムZの内径よりも僅かに大きくなるように形成すると共に、摺接体62を弾性材料により形成し、その弾性反発力によってチューブ状フィルムZの内周面を押圧可能となるように構成することが好ましい。摺接体62を形成する弾性材料としては、種々選定することができるが、例えば、ゴム、エラストマー等の材料を挙げることができる。
【0031】
また、支持部材61に支持される摺接体62の設置位置は、第1貯留槽4に貯留される処理液の液面近傍に配置することが好ましい。例えば、図4(a)の模式図に示すように、摺接体62の全体が、第1貯留槽4に貯留される処理液の液面Lより下方となる位置に配置されるようにしてもよく、或いは、図4(b)に示すように、摺接体62の全体が処理液の液面Lよりも上方となるように配置してもよく、これら図4(a)に示す位置から図4(b)に示す位置の範囲内であれば、どの位置に摺接体62を配置してもよい。
【0032】
このように構成されたチューブ状フィルムの内面処理装置1は、筒形状を維持した状態で円筒体31に保持されたチューブ状フィルムZと、摺接手段6における摺接体62との相対的な移動により、摺接体62が、チューブ状フィルムZの内部において、チューブ状フィルムZの内周面に摺接しつつその一端部側から他端部側に向けて移動可能となる。
【0033】
次に、本実施形態に係るチューブ状フィルムの内面処理装置1の作動について以下説明する。まず、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ円筒体31の外周面側に折り返す。その後、円筒体31の外周面側に折り返されたチューブ状フィルムZの各端部を、図示しない接着テープ等により円筒体31の外周面に固定する。
【0034】
次いで、チューブ状フィルムZを保持した円筒体31の上端部を搬送装置21の挟持部Hに挟持させ、搬送装置21を駆動して、第1貯留槽4の直上位置まで搬送する。その後、チューブ状フィルムZを保持した円筒体31をリフト装置22に受け渡し、リフト装置22の作動により、チューブ状フィルムZを保持した円筒体31を下方に向けて移動させ、第1貯留槽4に貯留される処理液中に該円筒体31を浸漬させる。
【0035】
この浸漬によりチューブ状フィルムZの内周面は、処理液と反応して親水化処理が行われる。ここで、処理液の液面近傍に配置される摺接体62の外周面が、図5に示すように、チューブ状フィルムZの一方端側から他方端側に向けてチューブ状フィルムZの内周面に対して摺接移動するため、チューブ状フィルムZにおいて部分的に発生している弛みや皴等が引き延ばされて除去されることになる。これにより、チューブ状フィルムZの内周面と処理液とが均一に接触し、チューブ状フィルムZの内周面に処理むらが発生することを効果的に防止することが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することができる。
【0036】
次に、チューブ状フィルムZを保持する円筒体31をリフト装置22の作動により上方に移動させ、第1貯留槽4から抜き出し、再度、搬送装置21に該円筒体31を受け渡す。その後、搬送装置21は、チューブ状フィルムZを保持した円筒体31を第2貯留槽5の直上位置まで搬送し、リフト装置22に該円筒体31を受け渡し、リフト装置22の作動により、チューブ状フィルムZを保持した円筒体31を下方に向けて移動させて、第2貯留槽5に貯留される処理液中に該円筒体31を浸漬させる。
【0037】
この第2貯留槽5内の処理液中に、円筒体31に保持されたチューブ状フィルムZを所定時間浸漬させることにより、チューブ状フィルムZの内面に施された親水化処理の進行を抑制する処理を行う。その後、リフト装置22を駆動して円筒体31に保持されたチューブ状フィルムZを上方に移動させ、第2貯留槽5から抜き出し、搬送装置21に受け渡すことにより、チューブ状フィルムZの内面に対する処理が完了する。なお、チューブ状フィルムZの各端部は、折り返されて円筒体31の端部に取り付けられているため、チューブ状フィルムZの各端部にリング状の折り目が生じる場合があるが、このような場合には、チューブ状フィルムの両端部を切断する。これにより折り目のないチューブ状フィルムZを得ることができる。
【0038】
本実施形態に係るチューブ状フィルムの内面処理装置1は、上述のように、摺接体62の外周面が、チューブ状フィルムZの一方端側から他方端側に向けてチューブ状フィルムZの内周面に対して摺接移動するように構成されているため、チューブ状フィルムZにおいて部分的に発生している弛みや皴等を引き延ばして除去することが可能となる。この結果、チューブ状フィルムZの内周面と第1貯留槽4内の処理液とが均一に接触し、チューブ状フィルムZの内周面に処理むらが発生することを効果的に防止することが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することができる。
【0039】
また、本実施形態に係る内面処理装置1が備える保持手段3が、弾性材料から形成される摺接体62を備えている場合、この摺接体62の弾性反発力によってチューブ状フィルムZの内周面を押圧することができるため、チューブ状フィルムZの内面を傷つけることなく、より一層効果的に、チューブ状フィルムZにおいて部分的に発生している弛みや皴等を引き延ばして除去することが可能となる。
【0040】
また、本実施形態においては、摺接体62が、第1貯留槽4に貯留される処理液の液面近傍に配置されているため、チューブ状フィルムZにおいて弛みや皴等が発生している部分が処理液に浸漬される直前又は直後の段階で、これら弛みや皴等が除去されることになる。このような構成により、弛みや皴等を除去されたチューブ状フィルムの内周面部分に対して、速やかに親水化処理を施すことが可能となり、チューブ状フィルムZの内周面に対して均一な接着性や濡れ性を付与することが可能となる。
【0041】
ここで、発明者らは、本発明に係るチューブ状フィルムの内面処理装置1(内面処理方法)を用いて、実際にチューブ状フィルムZの内周面に対して内面処理を行い、内周面における処理むらが抑制されたか否かについての確認試験を行ったので、その結果について以下に示す。
【0042】
まず、試験内容は、本発明に係るチューブ状フィルムの内面処理装置1により内面処理を行ったチューブ状フィルムZの内周面の複数点についてマクベス濃度を測定し、測定したマクベス濃度のばらつきを算出することにより処理むらの評価を行った。マクベス濃度の測定には、グレタグマクベス社製のマクベス濃度計(型番:RD−920)を使用した。また、チューブ状フィルムZの周壁を切開して平面状とし、チューブ状フィルムZの内周面に相当する面上の任意の複数箇所をマクベス濃度測定点とした。
【0043】
試験に用いたチューブ状フィルムZの材質は、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)であり、第1貯留槽4に貯留される処理液としては、ナトリウム金属を液体アンモニア溶液に溶解させた溶液(アンモニア濃度:1%、温度:−55℃)を使用した。第1貯留槽4に貯留される処理液へのチューブ状フィルムZの浸漬時間は、1秒程度とした。また、第2貯留槽5に貯留される処理液としては、アルコール(温度:−60℃)を使用した。第2貯留槽5に貯留される処理液へのチューブ状フィルムZの浸漬時間は、1秒程度とした。このような処理条件で、直径164mm;厚み30μmのチューブ状フィルムを2つ準備し(サンプルA及びサンプルB)、内面処理を行った。
【0044】
内面処理を行ったサンプルA及びサンプルに関する内周面のマクベス濃度の測定結果を表1に示す。なお、表中の階差とは、測定点a〜mにおけるマクベス濃度測定値の最大値と最小値との差をいう。また、ばらつきとは、“マクベス濃度の平均値に対するマクベス濃度の階差”のことをいい、“ばらつき=階差/マクベス濃度(平均値)×100%”により算出される値のことをいう。
【表1】
マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が30%以内であれば、発生する処理むらが許容されるところ、サンプルA及びサンプルBのいずれも、マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が30%以内であり、内周面の処理むら発生が大きく抑制された、折り目のないチューブ状フィルム(無折目チューブ状フィルム)が得られた。なお、サンプルA及びサンプルBにおいて、マクベス濃度の平均値が約0.4の値を示しているが、マクベス濃度の平均値が0.2〜0.6の範囲内であれば、フッ素樹脂性のチューブ状フィルムZの内周面が改質ができていると判断されるため製品として特に問題ない。
【0045】
また、発明者らは、比較のために背景技術の欄において説明した従来の方法、つまり、外表面がマスキングされたチューブ状フィルムを処理液中に浸漬させる方法により当該チューブ状フィルムの内周面処理についての比較試験を行ったので、その結果についても以下に示す。この比較試験に用いられるチューブ状フィルムの材質は、上記サンプルA及びBと同様に、PFAである。チューブ状フィルムの内面処理を行う処理液としては、上記サンプルA及びサンプルBの場合と同様に、ナトリウム金属を液体アンモニア溶液に溶解させた溶液(アンモニア濃度:1%、温度:−55℃)とし、この処理液中へのチューブ状フィルムの浸漬時間は、1秒程度とした。当該処理液への浸漬終了後、上記第2貯留槽5に貯留される処理液と同一の処理液中に、チューブ状フィルムを1秒程度浸漬した。このような比較試験条件で、直径164mm;厚み30μmのチューブ状フィルム(比較サンプル)を3つ準備し、内面処理を行った。
【0046】
内面処理を行った比較サンプルに関する内周面のマクベス濃度の測定結果を表2に示す。なお、表中の階差とは、測定点a〜mにおけるマクベス濃度測定値の最大値と最小値との差をいう。また、ばらつきとは、“マクベス濃度の平均値に対するマクベス濃度の階差”のことをいい、“ばらつき=階差/マクベス濃度(平均値)×100%”により算出される値のことをいう。
【表2】
比較サンプルに関しては、いずれも、マクベス濃度の平均値に対するマクベス濃度の階差(ばらつき)が約38%〜43%の範囲であり、液だれ等による処理むらが発生していた。
【0047】
表1及び表2から、本発明に係るチューブ状フィルムの内面処理装置1(内面処理方法)により内面処理を行ったチューブ状フィルムZは、その内周面のマクベス濃度のばらつきが、マクベス濃度平均値に対して30%以内であるのに対し、従来の方法により内面処理を行った比較サンプルに関しては、いずれも、マクベス濃度の平均値に対して、マクベス濃度のばらつきが30%の範囲を大きく超えており、本発明に係るチューブ状フィルムの内面処理装置(内面処理方法)により内面処理を行った場合、内周面の処理むらが大きく低減され、均一な内面処理が行われたことが確認できる。
【0048】
以上、本発明に係るチューブ状フィルムの内面処理装置1の一実施形態について説明したが、具体的構成は、上記実施形態に限定されない。上記実施形態においては、支持部材61の他端部が摺接体62の中央部(軸心)を貫通するようにして、摺接体62を支持部材61に固定する構成を採用しているが、このような構成に特に限定されず、例えば、支持部材61の他端部が、中央部(軸心)を貫通して支持部材61に固定される金属製の筒状固定具を別途設け、この筒状固定具の周囲に巻回するようにして摺接体62を設置してもよい。
【0049】
また、上記実施形態においては、チューブ状フィルムZを円筒体31の一方の端部側から円筒体31内に挿入し、チューブ状フィルムZの各端部を、円筒体31の各端部を囲繞するようにしてそれぞれ折り返し、折り返された部分を接着テープ等により円筒体31の外周面に固定するようにして、チューブ状フィルムZを保持手段3に保持固定しているが、このような構成に特に限定されない。例えば、図6に示すような構造の保持手段3によりチューブ状フィルムZを保持してもよい。この保持手段3は、図6に示すように、円筒体31及びこの円筒体31を内部に収容する外筒32を備える二重構造を有している。円筒体31は、内周面に表面処理を施そうとするチューブ状フィルムZの径に等しい内径で一方端面が全面開口された筒体であり、その周面全域に亙って略均等に形成された多数の貫通孔33を有している。外筒32は、円筒体31の外周を覆う同軸の筒体であり、外筒32と円筒体31との間には隙間34が形成されている。円筒体31の開口端面と同側の外筒32の端面は、円筒体31との間に隙間34ができないように閉塞部材35により閉塞されており、反対側の端面には、吸引ポンプに接続される接続口36が形成されている。このように構成された保持手段3を使用して、チューブ状フィルムZの内面処理を施す場合には、まず、保持手段3の円筒体31内にチューブ状フィルムZを挿入し、吸引ポンプで吸引する。この吸引により、隙間34内が負圧になって貫通孔33から空気が吸入され、チューブ状フィルムZが円筒体31の内周面上に吸着保持されることとなる。このようにしてチューブ状フィルムZを保持手段3に保持した後、第1貯留槽4に保持手段3を浸漬させ、次いで第2貯留槽5に浸漬させることにより、チューブ状フィルムZの内面処理を行っていく。図6に示すような保持手段3を用いる場合、チューブ状フィルムZの両端部に折り目が生じないようにしてチューブ状フィルムZの内面処理を行うことが可能となる。
【0050】
また、上記実施形態においては、チューブ状フィルムZを内周面上に保持した円筒体31をリフト装置22の作用により下方移動させて、第1貯留槽4内の処理液中に浸漬させるように構成し、チューブ状フィルムZを保持した円筒体31の上下方向の移動に伴って、第1貯留槽4内に配置される摺接体62が、チューブ状フィルムZの内面に対して摺動するように構成されているが、円筒体31に保持されたチューブ状フィルムZと摺接手段6との相対的な移動により、摺接体62が、チューブ状フィルムZの内周面上を移動可能に構成すれば、本発明の上記効果を得ることができる。したがって、例えば、チューブ状フィルムZを保持する円筒体31を上下方向に移動させるのではなく、内部に摺接手段6を有する第1貯留槽4を上下方向に移動させて、摺接体62が、チューブ状フィルムZの内周面と摺接しながらチューブ状フィルムZの一端部側から他端部側に向けて移動できるように構成してもよい。
【0051】
また、上記実施形態においては、摺接手段6を第1貯留槽4の内部に配置する構成を採用しているが、このような構成に特に限定されず、例えば、図7に示すように、摺接手段6を吊り下げた状態で設置し、チューブ状フィルムZを保持する円筒体31の上下移動に伴い、摺接手段が、円筒体31の内部を通過するように構成してもよい。
【符号の説明】
【0052】
1 チューブ状フィルムの内面処理装置
2 装置筐体
21 搬送装置
22 リフト装置
3 保持手段
31 円筒体
4 第1貯留部
5 第2貯留部
6 摺接手段
61 支持部材
62 摺接体
Z チューブ状フィルム
【特許請求の範囲】
【請求項1】
チューブ状フィルムの内面処理を行う内面処理装置であって、
前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体を有する保持手段と、
前記チューブ状フィルムの内面処理に用いられる処理液が貯留され、前記円筒体に保持された前記チューブ状フィルムが浸漬される貯留槽と、
外周面が、前記円筒体に保持された前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体を有する摺接手段と、を備えており、
前記円筒体に保持された前記チューブ状フィルムと前記摺接手段との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置。
【請求項2】
前記摺接体は、弾性材料から形成されており、その弾性反発力によって前記チューブ状フィルムの内周面を押圧可能となるように構成されている請求項1に記載の内面処理装置。
【請求項3】
前記摺接手段は、前記貯留槽の底部から立設する棒状の支持部材を備えており、前記摺接体は、前記支持部材に支持されている請求項1又は2に記載のチューブ状フィルムの内面処理装置。
【請求項4】
前記摺接体は、前記貯留槽に貯留される処理液の液面近傍に配置されている請求項1から3のいずれかに記載のチューブ状フィルムの内面処理装置。
【請求項5】
チューブ状フィルムの内面処理を行う内面処理方法であって、
前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で円筒体の内周面上に保持する保持ステップと、
前記チューブ状フィルムの内面処理に用いられる処理液が貯留される貯留槽に、前記円筒体に保持された前記チューブ状フィルムを浸漬する浸漬ステップと、
前記円筒体に保持された前記チューブ状フィルムの内周面に、円筒状の外周面を有する摺接体を摺接する摺接ステップと、を備えており、
前記摺接ステップは、前記円筒体に保持された前記チューブ状フィルムと前記摺接体との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動する移動ステップを備えることを特徴とするチューブ状フィルムの内面処理方法。
【請求項6】
内周面のマクベス濃度のばらつきが、前記内周面のマクベス濃度の平均値に対して30%以内である無折目のチューブ状フィルム。
【請求項1】
チューブ状フィルムの内面処理を行う内面処理装置であって、
前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で内周面上に保持する円筒体を有する保持手段と、
前記チューブ状フィルムの内面処理に用いられる処理液が貯留され、前記円筒体に保持された前記チューブ状フィルムが浸漬される貯留槽と、
外周面が、前記円筒体に保持された前記チューブ状フィルムの内周面に摺接可能な円筒状の摺接体を有する摺接手段と、を備えており、
前記円筒体に保持された前記チューブ状フィルムと前記摺接手段との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動可能であることを特徴とするチューブ状フィルムの内面処理装置。
【請求項2】
前記摺接体は、弾性材料から形成されており、その弾性反発力によって前記チューブ状フィルムの内周面を押圧可能となるように構成されている請求項1に記載の内面処理装置。
【請求項3】
前記摺接手段は、前記貯留槽の底部から立設する棒状の支持部材を備えており、前記摺接体は、前記支持部材に支持されている請求項1又は2に記載のチューブ状フィルムの内面処理装置。
【請求項4】
前記摺接体は、前記貯留槽に貯留される処理液の液面近傍に配置されている請求項1から3のいずれかに記載のチューブ状フィルムの内面処理装置。
【請求項5】
チューブ状フィルムの内面処理を行う内面処理方法であって、
前記チューブ状フィルムの少なくとも一部を筒形状に維持した状態で円筒体の内周面上に保持する保持ステップと、
前記チューブ状フィルムの内面処理に用いられる処理液が貯留される貯留槽に、前記円筒体に保持された前記チューブ状フィルムを浸漬する浸漬ステップと、
前記円筒体に保持された前記チューブ状フィルムの内周面に、円筒状の外周面を有する摺接体を摺接する摺接ステップと、を備えており、
前記摺接ステップは、前記円筒体に保持された前記チューブ状フィルムと前記摺接体との相対的な移動により、前記摺接体が、前記チューブ状フィルム内部において、その一端部側から他端部側に向けて移動する移動ステップを備えることを特徴とするチューブ状フィルムの内面処理方法。
【請求項6】
内周面のマクベス濃度のばらつきが、前記内周面のマクベス濃度の平均値に対して30%以内である無折目のチューブ状フィルム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−67045(P2013−67045A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−205851(P2011−205851)
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]