
チューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法
【課題】チューブ状フィルムの変形を抑止し、内周面処理のばらつきを抑えることができるチューブ状フィルム内周面処理装置および処理方法を提供する。
【解決手段】チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極3を挿通し、棒状電極を挿通した状態でチューブ状フィルムを導電性液体中16に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理するために用いられる装置であって、棒状電極と、チューブ状フィルムを支持するための支持体1と、空間内にガスを導入するためのガス導入路7,8と、空間内から排出されたガスを流すためのガス配管9と、ガス配管の一端を浸漬するための液体12を備えた圧力調整部38と、を含み、ガス配管の液体中への浸漬深さによって空間内の圧力を調整することができる処理装置とその処理装置を用いたチューブ状フィルム内周面処理方法である。
【解決手段】チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極3を挿通し、棒状電極を挿通した状態でチューブ状フィルムを導電性液体中16に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理するために用いられる装置であって、棒状電極と、チューブ状フィルムを支持するための支持体1と、空間内にガスを導入するためのガス導入路7,8と、空間内から排出されたガスを流すためのガス配管9と、ガス配管の一端を浸漬するための液体12を備えた圧力調整部38と、を含み、ガス配管の液体中への浸漬深さによって空間内の圧力を調整することができる処理装置とその処理装置を用いたチューブ状フィルム内周面処理方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法に関し、特に、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法に関する。
【背景技術】
【0002】
従来から、複写機、プリンタまたはファクシミリ等において用紙にトナーを定着させるため、金属芯の外周面上にシリコーンゴムからなる弾性層およびPFA製チューブ状フィルムが順次被覆されたローラが用いられている。PFA製チューブ状フィルムはトナーとの粘着性が低いため、ローラの外周面にトナーが付着することを防止することができる。また、PFA製チューブ状フィルムは耐熱性および耐磨耗性に優れるため、金属芯を加熱した状態でローラを長時間駆動させることができる。
【0003】
このようなPFA製チューブ状フィルムを用いたローラは、たとえば、円筒状金型の内周面にPFA製チューブ状フィルムを固定し、そのPFA製チューブ状フィルムの内周面で取り囲まれた空間に金属芯を挿通した後に、PFA製チューブ状フィルムと金属芯との間にシリコーンゴムを注入し、注入されたシリコーンゴムを加熱して硬化させることにより形成される。
【0004】
ここで、PFA製チューブ状フィルムとシリコーンゴムとは接着性が良好でないため、PFA製チューブ状フィルムの内周面の処理をすることによって、シリコーンゴムとの接着性を向上させることが行なわれている。
【0005】
たとえば、特許文献1には、PFA製チューブ状フィルム等のチューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通した状態でチューブ状フィルムを導電性液体中に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する装置および処理方法が開示されている。
【0006】
この装置および処理方法によれば、効率的にチューブ状フィルムの内周面処理をすることができるとともに内周面処理のばらつきを低減することができるとされている。
【特許文献1】特開2006−257267号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の装置および処理方法においては、チューブ状フィルムの内周面の処理時にチューブ状フィルムの内周面で取り囲まれた空間内の圧力に変動が生じた場合には、チューブ状フィルムが変形し、チューブ状フィルムの内周面と棒状電極との距離が一定でなくなるため、チューブ状フィルムの内周面のプラズマによる処理にばらつきが生じることがあった。
【0008】
したがって、特許文献1に記載の装置および処理方法においては、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力に変動が生じた場合に、その圧力の変動に対して早急に対応することが望まれていた。
【0009】
そこで、本発明の目的は、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通し、棒状電極を挿通した状態でチューブ状フィルムを導電性液体中に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理するために用いられる装置であって、棒状電極と、チューブ状フィルムを支持するための支持体と、空間内にガスを導入するためのガス導入路と、空間内から排出されたガスを流すためのガス配管と、ガス配管の一端を浸漬するための液体を備えた圧力調整部と、を含み、ガス配管の液体中への浸漬深さによって空間内の圧力を調整することができるチューブ状フィルム内周面処理装置である。
【0011】
ここで、本発明のチューブ状フィルム内周面処理装置は、膨張することによりチューブ状フィルムの一端を封止するための膨張部材を棒状電極の一端に備えていることが好ましい。
【0012】
また、本発明のチューブ状フィルム内周面処理装置において、支持体は中空部を有し、棒状電極は支持体の中空部に移動自在に挿通されており、ガス導入路の少なくとも一部が棒状電極の内部に形成され、ガス配管の一端が支持体に接続されており、ガス配管の他端が圧力調整部の液体中に浸漬させられていてもよい。
【0013】
また、本発明は、上記のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、支持体にチューブ状フィルムの一端を嵌め込む工程と、棒状電極を移動させることによって棒状電極をチューブ状フィルムの内周面で取り囲まれた空間内に挿通する工程と、チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止する工程と、チューブ状フィルムの内周面で取り囲まれた空間にガスを導入する工程と、チューブ状フィルムを導電性液体中に浸漬させる工程と、ガス配管の液体中への浸漬深さによって空間内の圧力を調整しながら棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法である。
【0014】
さらに、本発明は、上記のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、チューブ状フィルムを成形する工程と、成形後のチューブ状フィルムの内周面を支持体の外周面に順次接触させながらチューブ状フィルムを搬送する工程と、チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止した状態でその空間にガスを導入しながらチューブ状フィルムを導電性液体中に浸漬させる工程と、ガス配管の前記液体中への浸漬深さによって空間内の圧力を調整しながらチューブ状フィルムの内周面で取り囲まれた空間内に設置された棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法である。
【0015】
なお、本発明のチューブ状フィルム内周面処理方法においては、上記の工程の順序は入れ替わっていてもよい。
【発明の効果】
【0016】
本発明によれば、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態について説明する。なお、本発明の図面において、同一の参照符号は、同一部分または相当部分を表わすものとする。
【0018】
<チューブ状フィルム内周面処理装置>
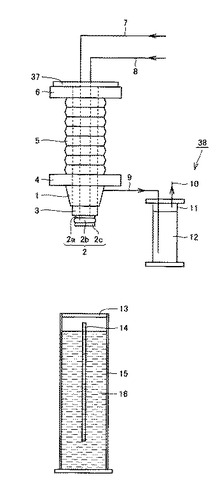
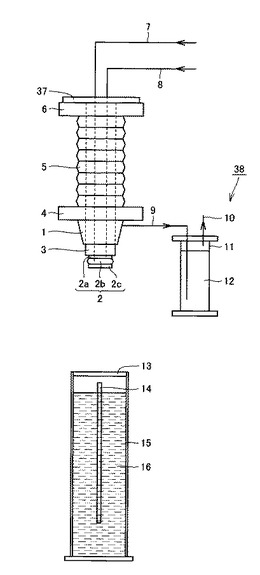
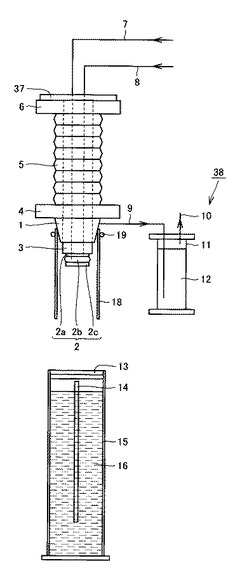
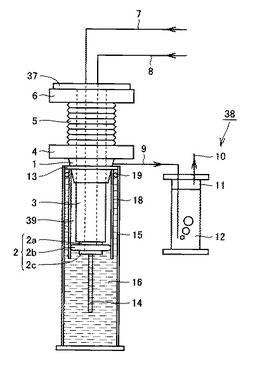
図1に本発明のチューブ状フィルム内周面処理装置の好ましい一例の模式的な構成を示す。このチューブ状フィルム内周面処理装置は、所定の間隔をあけて互いに向かい合っている中継治具4と電極固定治具6とを備えており、中継治具4と電極固定治具6との間に中空の蛇腹状の伸縮自在な電極カバー5が設置されている。ここで、電極カバー5の一端は中継治具4と接合されており、電極カバー5の他端は電極固定治具6と接合されている。
【0019】
また、中継治具4の電極カバー5の接合側と反対側の表面にはチューブ状フィルムを支持するための支持体の一例であるチューブ取付治具1が接合されている。また、電極固定治具6の電極カバー5の接合側と反対側の表面には中空の電極フランジ37が接合されており、電極フランジ37の表面には棒状電極の一例である円筒状の電極3の一端が接合されている。
【0020】
ここで、チューブ取付治具1は、中継治具4に脱着自在となるように接合されることが好ましい。チューブ取付治具1は、たとえば、チューブ取付治具1にチューブ状フィルムの端部を嵌め込むことによりチューブ状フィルムを支持することができるが、チューブ取付治具1を脱着自在となるように接合することによって、大きさの異なるチューブ取付治具1を随時変更することが可能になり、嵌め込まれるチューブ状フィルムのサイズの変更に対応することが可能となるためである。
【0021】
また、チューブ取付治具1の形状は特に限定されないが、中継治具4と反対側の形状が先細りのテーパ状となるように形成されることが好ましい。チューブ取付治具1の中継治具4と反対側の形状を先細りのテーパ状とすることにより、チューブ取付治具1にチューブ状フィルムの一端を嵌め込みやすくなるためである。
【0022】
また、電極フランジ37に接合された電極3は、電極固定治具6、電極カバー5、中継治具4およびチューブ取付治具1のそれぞれの中空部を挿通するように設置されており、電極3の電極フランジ37側とは反対側の端部がチューブ取付治具1から突出している。
【0023】
また、棒状電極3の外周面とチューブ取付治具1の内周面との間には隙間が設けられており、この隙間によって、電極3はチューブ取付治具1の中空部を通って、チューブ取付治具1の上方または下方に移動自在となっている。すなわち、電極3は、チューブ取付治具1の中空部を通って上下方向に自由に移動することが可能となっている。
【0024】
ここで、電極3の外周面はその少なくとも一部が誘電体で被覆されていることが好ましい。誘電体としては、たとえばポリテトラフルオロエチレン若しくはポリエチレンテレフタレート等のプラスチック、ガラス、マイカ、二酸化ケイ素、酸化アルミニウム、二酸化ジルコニウム若しくは二酸化チタン等の金属酸化物またはチタン酸バリウム等を用いることができる。また、電極3の材質は、たとえば、銅若しくはアルミニウム等の金属単体、ステンレスまたは真鍮等の合金または金属間化合物等を用いることができる。
【0025】
また、本発明において、電極3の形状はチューブ状フィルムの内周面で取り囲まれた空間に設置することができる棒状であれば特に限定されないが、チューブ状フィルムの内周面の処理のばらつきをより低減する観点から、電極3の側面がチューブ状フィルムの内周面に平行になるような円筒形状となることが好ましい。
【0026】
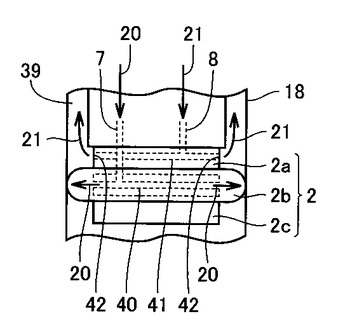
また、チューブ取付治具1から突出している側の電極3の端部には、チューブ状フィルムの一端を膨張することにより封止するための膨張部材の一例であるエアピッカー2が取り付けられている。ここで、エアピッカー2は、第1樹脂体2aと第2樹脂体2cとこれらの樹脂体の間に配置されたゴム膨張部2bとから構成されている。
【0027】
また、エアピッカー2のゴム膨張部2bを膨張させるためのエアピッカー用エアーを導入するためのガス導入路の一例である中空の第1ガス配管7が外部から電極フランジ37および電極3のそれぞれの中空部を挿通されており、その一端がエアピッカー2のゴム膨張部2bに到達している。
【0028】
ここで、エアピッカー2の構成は上記の構成に限定されず、たとえば、エアピッカー2の第1樹脂体2aと第2樹脂体2cの代わりに樹脂以外の材質の部材を用いてもよく、ゴム膨張部2bの材質もゴムに限定されず、膨張可能な材質であればよい。また、エアピッカー2は、膨張可能な材質に適した圧力となるように操作されることが好ましい。また、この例では、電極3の一端にのみエアピッカー2を備えた構成について説明したが、本発明においては、電極3の両端にエアピッカー2を備えていてもよい。
【0029】
また、チューブ状フィルムの内周面で取り囲まれた空間内にプラズマ発生用のガスを導入するためのガス導入路の一例である中空の第2ガス配管8も外部から電極フランジ37および電極3のそれぞれの中空部に挿通されており、その一端がエアピッカー2の第1樹脂体2aに到達している。そして、後述するように、エアピッカー2の第1樹脂体2aには第2ガス配管8から導入されたガスの流路とその流路を通ったガスを排出する開口部とが備えられている。
【0030】
なお、第1ガス配管7および第2ガス配管8の形状は、それぞれガスが流れる形状であれば特に限定されない。
【0031】
また、第2ガス配管8から導入されたガスをガス排出路の一例であるチューブ取付治具1と電極3との間の隙間から排出されるガスを流すためのガス配管の一例である中空の第3ガス配管9の一端がチューブ取付治具1に取り付けられている。また、チューブ取付治具1側と反対側の第3ガス配管9の端部は容器11に収容された液体12中に浸漬させられている。
【0032】
なお、ここでは、第3ガス配管9の一端が容器11に収容された液体12中に浸漬させられているが、本発明においては、チューブ状フィルムの内周面の処理時に浸漬させられていればよく、チューブ状フィルムの内周面の処理時以外の時には、第3ガス配管9は、液体12中に浸漬させられていなくてもよい。
【0033】
また、第3ガス配管9の形状は、ガスが流れる形状であって、かつその一端が液体中に浸漬させられることにより液体中にガスを排出できる形状であれば特に限定されない。
【0034】
また、容器11には、容器11中のガスを外部に排出するための第4ガス配管10が設置されており、本実施の形態においては、第4ガス配管10、容器11および液体12から圧力調整部の一例であるチューブ内圧保持用タンク38が構成されている。
【0035】
ここで、導電性液体16としては、たとえば、水、塩化水素水溶液、塩化リチウム水溶液、塩化ナトリウム水溶液、塩化カリウム水溶液、塩化アンモニウム水溶液、臭化カリウム水溶液、ヨウ化ナトリウム水溶液、ヨウ化カリウム水溶液、硝酸カリウム水溶液、炭酸水素カリウム水溶液、水酸化ナトリウム水溶液、硝酸銀水溶液、塩化マグネシウム水溶液、塩化カルシウム水溶液、塩化ストロンチウム水溶液、塩化バリウム水溶液、硫酸ナトリウム水溶液、硫酸銅水溶液または硫酸亜鉛水溶液等を用いることができる。
【0036】
さらに、エアピッカー2の下方には導電性液体16が収容された容器15が設置されており、容器15にはアース電極14が固定されている。また、容器15の上部には中空のガス噴出装置13が設置されている。
【0037】
なお、チューブ内圧保持用タンク38の構成は、上記の構成に限定されないことは言うまでもない。
【0038】
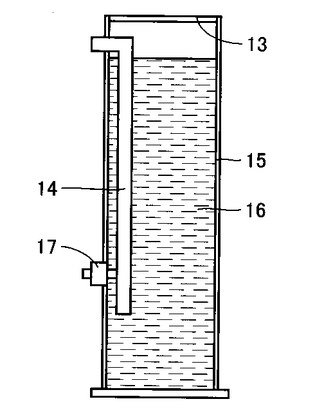
図2に、図1に示す容器15の模式的な側面図を示す。図2に示すように、容器15には導電性液体16が収容されている。また、容器15には固定部材17によってL字型のアース電極14が固定されており、アース電極14の一端は容器15の側面から外部にはみ出している。そして、容器15の上部には内周面処理後のチューブ状フィルムを導電性液体16から引き上げたときにチューブ状フィルムの外周面に付着している導電性液体16を除去するためにチューブ状フィルムの外周面に除去ガスを吹き付けることができるガス噴出装置13が設置されている。なお、容器15の構成は、上記の構成に限定されないことは言うまでもない。
【0039】
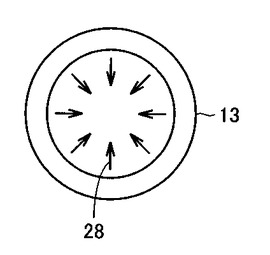
図3に、図2に示すガス噴出装置13の模式的な上面図を示す。ガス噴出装置13はリング状に形成されており、その内周面には複数の孔が形成されている。そして、ガス噴出装置13のリング状の本体の内部に除去ガスが導入され、除去ガスはリング状の内周面に形成された複数の孔から図3に示す矢印28の方向に吹き出される。ここで、除去ガスの種類は特に限定されないが、処理コストを低減する観点からは、除去ガスとして空気および窒素の少なくとも一方を用いることが好ましい。なお、ガス噴出装置13の構成は、上記の構成に限定されないことは言うまでもない。
【0040】
<チューブ状フィルム内周面処理方法>
以下に、上記構成のチューブ状フィルム内周面処理装置を用いて、チューブ状フィルムの内周面処理を行なう方法の好ましい一例について説明する。
【0041】
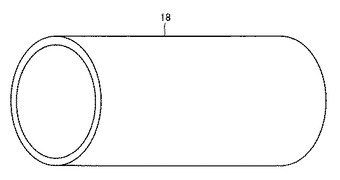
まず、図4の模式的構成図に示すように、上述した本発明のチューブ状フィルム内周面処理装置のチューブ取付治具1にチューブ状フィルムの一例である中空の円筒形状のPFA製チューブ状フィルム18の一方の端部を嵌め込んだ後にさらにOリング19を嵌め込んでPFA製チューブ状フィルム18を固定する。ここで、PFA製チューブ状フィルム18は、たとえば図5の模式的斜視図に示すように中空の円筒形状をしており、テトラフルオロエチレンとパーフルオロアルコキシエチレンとの共重合体からなるPFA樹脂をたとえば押し出し成形または射出成形などによって中空状に成形したものである。
【0042】
なお、本発明は、PFA製チューブ状フィルムの内周面処理に限定されないことは言うまでもなく、PFA(テトラフルオロエチレン・パーフルオロアルコキシエチレン共重合体)に代えて、たとえば、FEP(四フッ化エチレン−六フッ化プロピレン共重合体)、ETFE(四フッ化エチレン−エチレン共重合体)、PTFE(四フッ化エチレン)、CTFE(三フッ化塩化エチレン)、PVDF(フッ化ビニリデン)、ポリエステル、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルケトン、ポリフェニレンスルフィド、芳香族ポリアミド、ポリアリレート、ポリエーテルイミド、ポリアミドイミド、ポリスルホン、ポリエーテルスルホン、ポリスチレン、ポリメチルメタクリレートまたはポリウレタン等の材質からなるチューブ状フィルムの内周面処理にも用いることができる。
【0043】
次に、図6の模式的構成図に示すように、電極フランジ37を下方に移動させることにより、電極固定治具6に接合された電極カバー5が収縮するとともに、電極フランジ37に接合された電極3が下方に移動し、電極3がPFA製チューブ状フィルム18の内周面で取り囲まれた空間内に挿通された状態となる。
【0044】
次に、図7の模式的構成図に示すように、第1ガス配管7を通してエアピッカー2のゴム膨張部2bにエアピッカー用エアーを導入することによって、エアピッカー2のゴム膨張部2bを膨張させる。ここで、図8の模式的拡大側面図に示すように、第1ガス配管7を通して導入されたエアピッカー用エアー20は、エアピッカー2のゴム膨張部2bの内部に設けられたガス流路40を通して、ガス流路40に設けられた開口部から、ゴム膨張部2bの内部に拡散してゴム膨張部2bを膨張させる。これにより、図7および図8に示すように、PFA製チューブ状フィルム18のチューブ取付治具1に支持されていない側の端部(PFA製チューブ状フィルム18の開放されている側の端部)がゴム膨張部2bにより封止され、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39が気密に封止される。ここで、本発明において、第1ガス配管7からゴム膨張部2bに導入されるエアピッカー用エアーは空気に限定されないことは言うまでもない。また、エアピッカー用エアーは、PFA製チューブ状フィルム18からのガス漏れを抑止するため、エアピッカー2の内部の圧力がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力よりも高くなるようにエアピッカー2の内部に導入されることが好ましい。
【0045】
また、図7に示すように、第2ガス配管8を通してエアピッカー2の第1樹脂体2aにプラズマ発生用のガス21を導入することによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガスを導入する。ここで、図8に示すように、第2ガス配管8を通して導入されたプラズマ発生用のガス21は、エアピッカー2の第1樹脂体2aの内部に設けられたガス流路41を通して、ガス流路41に設けられた開口部42から、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入される。
【0046】
ここで、プラズマ発生用のガス21としては、PFA製チューブ状フィルム18の内周面とシリコーンゴムとの接着性を向上させる観点から、アルゴンとヘリウムと二酸化炭素とメタンとからなる混合ガス、アルゴンとアンモニアとからなる混合ガス、ヘリウムとアンモニアとからなる混合ガス、アルゴンとヘリウムとアンモニアとからなる混合ガス、アルゴンと窒素と水素とからなる混合ガス、アルゴンと二酸化炭素とメタンとからなる混合ガス、ヘリウムと二酸化炭素とメタンとからなる混合ガス、ヘリウムと窒素と水素とからなる混合ガス、またはアルゴンとヘリウムと窒素と水素とからなる混合ガスのうちいずれか1種の混合ガスであることが好ましい。ここで、上記混合ガス中のアルゴンとヘリウム以外のガスは、PFA製チューブ状フィルム18の内周面の平坦性を向上させる観点から、混合ガス全体の2体積%以下であることがより好ましい。
【0047】
また、本発明において、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガス21を導入する構成としては、エアピッカー2の第1樹脂体2aから導入する構成に限定されず、電極3から導入してもよい。
【0048】
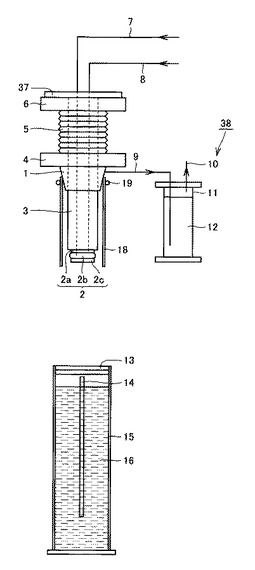
次に、図9の模式的構成図に示すように、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に第2ガス配管8を通してプラズマ発生用のガスを導入しながら、エアピッカー2のゴム膨張部2bの膨張により気密に封止した状態でPFA製チューブ状フィルム18を導電性液体16中に浸漬させて、PFA製チューブ状フィルム18の外周面を導電性液体16に接触させる。
【0049】
このとき、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入されたプラズマ発生用のガスは、チューブ取付治具1と電極3との間の隙間から第3ガス配管9を通って排出される。
【0050】
ここで、第3ガス配管9の端部は、たとえば図9に示すように、容器11に収容された液体12中に浸漬させられていることから、この第3ガス配管9の液体12中への浸漬深さによってPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整することが可能となる。
【0051】
すなわち、第3ガス配管9の端部を液体12中に所定の浸漬深さで浸漬させ、第2ガス配管8を通してプラズマ発生用のガスの導入量を増大させていき、第3ガス配管9の端部から液体12にプラズマ発生用のガスの気泡を発生させることにより、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を当該浸漬深さに対応した圧力(たとえば、液体12が水であればその浸漬深さに対応した水圧)に調整することができる。そして、当該気泡の発生の有無により、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を知ることができ、たとえば気泡が発生しなくなった場合にはプラズマ発生用のガスの導入量を増大すること等によって早期の対応が可能となるため、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力のばらつきの発生を低減して、その圧力を安定させることができる。
【0052】
そして、プラズマ発生用のガス21の導入量を適宜変更すること等により、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整しながら、電極3に高周波電圧を印加し、電極3の外周面と導電性液体16との間に交流電界を形成して、電極3の外周面とPFA製チューブ状フィルム18の内周面との間に充填されたガスのプラズマを発生させ、PFA製チューブ状フィルム18の内周面処理を行なう。
【0053】
このように、本発明においては、PFA製チューブ状フィルム18の内周面処理がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように安定させた状態で行なわれるため、PFA製チューブ状フィルム18の変形を抑止し、その処理のばらつきを低減することができるようになる。
【0054】
ここで、PFA製チューブ状フィルム18の内周面処理は、PFA製チューブ状フィルム18の内周面処理中の変形を抑制する観点から、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の圧力を、導電性液体16がPFA製チューブ状フィルム18の外周面に与える圧力以上とした状態で行なわれることが好ましい。
【0055】
そして、PFA製チューブ状フィルム18の内周面の処理後は、電極3への高周波電圧の印加を停止して、PFA製チューブ状フィルム18を容器15に収容された導電性液体16から引き上げる。
【0056】
ここで、PFA製チューブ状フィルム18を導電性液体16から引き上げる際に、ガス噴出装置13から除去ガスを吹き付けることによって、PFA製チューブ状フィルム18の外周面に付着した導電性液体16を除去することができる。これにより、PFA製チューブ状フィルム18の外周面に付着した導電性液体16を拭き取る手間を省くことができる。なお、導電性液体16の除去は、導電性液体16が付着したPFA製チューブ状フィルム18の外周面に除去ガスを吹き付けて、たとえば導電性液体16を蒸発させることおよび/または導電性液体16を吹き飛ばすことなどにより行なうことができる。また、除去ガスの吹き付けによってPFA製チューブ状フィルム18の外周面に与えられる圧力はPFA製チューブ状フィルム18の内周面で取り囲まれた空間の圧力よりも低いことがPFA製チューブ状フィルム18の変形を抑制することができる点で好ましい。
【0057】
その後、エアピッカー2のゴム膨張部2bからエアピッカー用エアーを排出させてゴム膨張部2bを収縮させ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の気密状態を解除する。
【0058】
そして、電極3を上方に引き上げることによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に位置している電極3をその空間39から上方に引き抜く。
【0059】
最後に、Oリング19を取り外すことにより、PFA製チューブ状フィルム18が取り外されて、内周面が処理されたPFA製チューブ状フィルム18を得ることができる。
【0060】
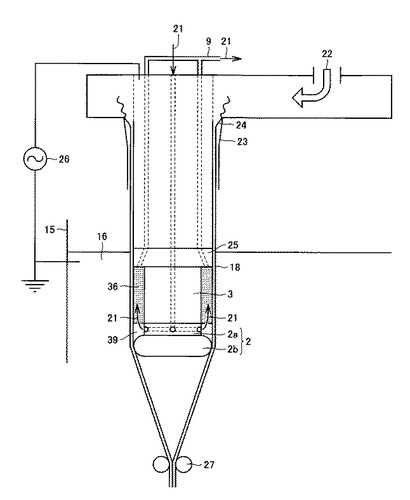
図10に、チューブ状フィルムの内周面処理を行なう方法の他の好ましい一例を図解する模式図を示す。ここでは、PFA製チューブ状フィルム18を連続的に成形しながらその内周面を連続的に処理していることに特徴がある。ここで、電極3は、たとえば冷却水を電極3の内部に導入すること等によって冷却されることが好ましい。これは、電極3は連続的な放電により熱を帯びる傾向にあり、また後述する溶融状態の成形用原料24を冷却により固化してPFA製チューブ状フィルム18が作製されるためである。
【0061】
まず、PFA製チューブ状フィルム18の固形状の成形用原料22が投入され、これが加熱されることにより、溶融状態の成形用原料24とされる。そして、この溶融状態の成形用原料24はチューブ成形用金型23に投入される。ここで、チューブ成形用金型23は水等の冷媒で冷却されているため、溶融状態の成形用原料24は冷却されたチューブ成形用金型23において固化し、PFA製チューブ状フィルム18が成形された状態でチューブ成形用金型23から押し出される。
【0062】
そして、連続的に成形されて押し出されてくるPFA製チューブ状フィルム18がローラ27によって下方に引っ張って搬送される。このとき、上記成形後のPFA製チューブ状フィルム18の内周面が支持体の一例であるチューブ支持用治具25の外周面に順次接触しながらPFA製チューブ状フィルム18が搬送されることになる。
【0063】
そして、PFA製チューブ状フィルム18の内周面の処理部分の一端がチューブ支持用治具25によって支持された箇所とPFA製チューブ状フィルム18の内周面の処理部分の他端がエアピッカー2の膨張したゴム膨張部2bによって支持された箇所との間の部分が容器15に収容された導電性液体16中に浸漬させられている。
【0064】
また、PFA製チューブ状フィルム18の内周面におけるチューブ支持用治具25とゴム膨張部2bとの間の気密の空間(導電性液体16中に浸漬させられている部分)にはプラズマ発生用のガス21が導入されて、交流電源26により、電極3と容器15に収容された導電性液体16との間に交流電界が連続的に発生させられ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内にプラズマ発生用のガス21のプラズマ36を連続的に発生させて、PFA製チューブ状フィルム18の内周面の処理が連続的に行なわれている。
【0065】
なお、図示はされていないが、この場合にも、上記と同様にして、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないようにプラズマ発生用のガス21の導入量を変更して圧力を調整しながら、PFA製チューブ状フィルム18の内周面の処理が行なわれている。
【0066】
すなわち、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内に導入されたプラズマ発生用のガス21は、その一端が液体(図示せず)中に浸漬された第3ガス配管9から排出されており、第3ガス配管9の当該液体(図示せず)中への浸漬深さによってPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整されながら、プラズマ36によりPFA製チューブ状フィルム18の内周面の処理が行なわれている。
【0067】
したがって、この方法においては、PFA製チューブ状フィルム18の成形から内周面が処理されたPFA製チューブ状フィルム18の製品化までを連続的に行なうことができるだけでなく、PFA製チューブ状フィルム18の内周面処理がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように安定させた状態で行なわれるため、PFA製チューブ状フィルム18の変形が抑止され、その内周面の処理のばらつきが低減されたPFA製チューブ状フィルム18が得られることになる。
【0068】
また、本発明のように、上記プラズマによって内周面が処理されたPFA製チューブ状フィルム18は、内周面処理をしていないPFA製チューブ状フィルムと比べてシリコーンゴムとの接着性が良好になる。その理由としては、上記のようにして生じさせたガスのプラズマを構成するイオンや原子等が官能基等の態様で導入されたPFA製チューブ状フィルムの内周面と、シリコーンゴムの表面との間に何らかの吸引力が働いているためと考えられる。
【0069】
また、上記のようにして内周面の処理が行なわれたPFA製チューブ状フィルム18は円筒状金型の内面に固定され、その内周面に従来から公知のシリコーン系プライマーが塗布された後に、PFA製チューブ状フィルム18の内周面で取り囲まれた空間にアルミニウムなどからなる金属芯が挿通される。そして、PFA製チューブ状フィルム18と金属芯との間に液状のシリコーンゴムを注入し、注入された液状のシリコーンゴムを加熱して硬化させることにより、金属芯の外周面上にシリコーンゴムからなる弾性層およびPFA製チューブ状フィルム18が順次被覆されたローラが形成される。ここで、本発明によって内周面が処理されているPFA製チューブ状フィルム18が用いられていることから、PFA製チューブ状フィルム18とシリコーンゴムからなる弾性層との接着性に優れたローラが形成される。なお、シリコーンゴムからなる弾性層は、シリコーンゴムを主成分とするものであれば、充填剤などの添加剤が含まれていてもよいことは言うまでもない。
【0070】
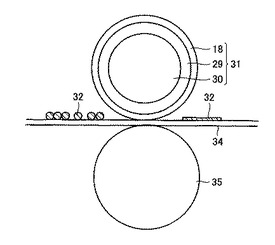
図11に、上記のようにして形成されたローラがトナーの定着用のローラとして用いられる場合を図解した模式的な断面図を示す。このローラ31は、金属芯30と、金属芯30の外周面上に設置されたシリコーンゴムからなる弾性層29と、弾性層29の外周面上に被覆された上記の内周面の処理後のPFA製チューブ状フィルム18とを含んでいる。そして、このローラ31に対向する位置にローラ35が設置されており、これらのローラの間にトナー32が付着した用紙34が搬送される。次いで、ローラ31とローラ35との間の線圧によってトナー32が用紙34に定着して排出されることになる。
【0071】
上述したように、本発明においては、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力を排気用のガス配管の液体中への浸漬深さによって容易に調整できるため、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力になるべくばらつきが生じないように安定させることができ(仮にばらつきが発生した場合には早急にそのばらつきを解消することが可能である)、これにより、チューブ状フィルムの変形が抑止され、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるようになる。
【0072】
また、本発明においては、チューブ状フィルムの設置後に電極をチューブ状フィルムの内周面で取り囲まれた空間内に挿通した状態でチューブ状フィルムの内周面の処理をすることができるため、チューブ状フィルムの内周面に対する電極の設置位置にばらつきが少なくなり、電極の設置位置による内周面処理のばらつきを低減することができる。
【0073】
また、本発明のチューブ状フィルムの内周面処理の工程を自動化することによって、より効率的にチューブ状フィルムの内周面処理を行なうことができるようになる。
【0074】
また、本発明においては、導電性液体を用いることによって、チューブ状フィルムの内周面全体を同時に処理することができるため効率的な内周面処理が可能になる。
【0075】
さらに、本発明においては、チューブ状フィルムの内周面の処理時に折り目が形成されにくくなるため、折り目のないチューブ状フィルムを得ることができる。このように折り目がなく、シリコーンゴムとの接着性に優れたPFA製チューブ状フィルムをローラに適用することによって、トナーの定着不良を防止することができる。
【0076】
なお、本発明においては、エアピッカーを用いずに、特許文献1のように、チューブ状フィルムの両端をそれぞれ凸部に嵌め込むことによりチューブ状フィルムを取り付けてもよいが、チューブ状フィルムの取り付け時におけるチューブ状フィルムのねじれの発生を抑止し、チューブ状フィルムの取り付けを簡便にする観点からは、上記のようにエアピッカーに例示されるような膨張部材を用いてチューブ状フィルムの一端を気密に封止することが好ましい。
【実施例】
【0077】
<実施例1>
まず、図4に示すように、上述した本発明のチューブ状フィルム内周面処理装置のチューブ取付治具1に中空の円筒形状のPFA製チューブ状フィルム18の一方の端部を嵌め込んだ後にさらにOリング19を嵌め込んで、図5に示す構成のPFA製チューブ状フィルム18を固定した。
【0078】
ここで、PFA製チューブ状フィルム18としては、口径29mm、厚さ50μmおよび長さ500mmで折り目のないものを用い、PFA製チューブ状フィルム18のチューブ取付治具1への嵌め込み長さは35mmとした。
【0079】
次に、図6に示すように、電極フランジ37を下方に移動させることにより、電極フランジ37に接合された電極3を下方に移動させ、電極3をPFA製チューブ状フィルム18の内周面で取り囲まれた空間内に挿通した。
【0080】
次に、図7に示すように、第1ガス配管7を通してエアピッカー2のゴム膨張部2bにエアピッカー用エアーを導入することによって、エアピッカー2のゴム膨張部2bを膨張させ、PFA製チューブ状フィルム18のチューブ取付治具1に支持されていない側の端部を封止し、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39を気密に封止した。
【0081】
ここで、エアピッカー用エアーとしては圧力が0.15MPaに調整された空気を導入した。また、確実に気密に封止できるように、エアピッカー2の下方にPFA製チューブ状フィルム18が35mm残るように(すなわち、シールしろが35mmとなるように)してエアピッカー2により気密に封止した。
【0082】
続いて、図7に示すように、第2ガス配管8を通してエアピッカー2の第1樹脂体2aにプラズマ発生用のガス21を導入することによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガスを導入した。
【0083】
ここで、プラズマ発生用のガスとしては圧力が0.2MPaに調整されたものを導入した。また、プラズマ発生用のガスとしては、アルゴン、ヘリウム、二酸化炭素およびメタンの混合ガスを用いた。
【0084】
また、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入されたプラズマ発生用のガスは、チューブ取付治具1と電極3との間の隙間から第3ガス配管9を通って容器11に収容された水(液体12)中に排出された。
【0085】
次に、第3ガス配管9の先端が水深600mmの位置となるように第3ガス配管9の水(液体12)中への浸漬深さを調節して、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を600mmH2O(5.88kPa)に調節した。
【0086】
続いて、図9に示すように、空間39に第2ガス配管8を通してプラズマ発生用のガスを導入して、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力が600mmH2O(5.88kPa)となるようにプラズマ発生用のガスの導入量を調整しながらPFA製チューブ状フィルム18を容器15に収容された水(導電性液体16)中に浸漬させて、PFA製チューブ状フィルム18の外周面を導電性液体16に接触させた。
【0087】
そして、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力が上記の圧力となるように保持しながら、電極3に周波数5kHz、電圧13kVの高周波電圧を印加することによって、電極3の外周面と導電性液体16との間に交流電界を形成して、電極3の外周面とPFA製チューブ状フィルム18の内周面との間に充填されたガスのプラズマを5秒間発生させ、PFA製チューブ状フィルム18の内周面処理を行なった。
【0088】
ここで、円柱状の電極3の口径は22mmであり、電極3の外周面に被覆された誘電体の外周面とPFA製チューブ状フィルム18の内周面との間の距離は3mmとされた。また、PFA製チューブ状フィルム18の内周面の処理面積は約392cm2(2.9cm×3.14×43cm≒392cm2)であり、電流値は900mA(電流密度:2.3mA/cm2)であった。
【0089】
そして、PFA製チューブ状フィルム18の内周面の処理後は、電極3への高周波電圧の印加を停止して、PFA製チューブ状フィルム18を容器15に収容された水(導電性液体16)から一定速度でゆっくり引き上げた。
【0090】
ここで、PFA製チューブ状フィルム18を導電性液体16から引き上げる際に、ガス噴出装置13から除去ガスを吹き付けることによって、PFA製チューブ状フィルム18の外周面に付着した水を除去しながらPFA製チューブ状フィルム18を引き上げた。
【0091】
その後、エアピッカー2のゴム膨張部2bからエアピッカー用エアーを排出させてゴム膨張部2bを収縮させ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の気密状態を解除した。
【0092】
そして、電極3を上方に引き上げることによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に位置している電極3をその空間39から上方に引き抜いた。
【0093】
その後、Oリング19を取り外すことにより、PFA製チューブ状フィルム18を取り外し、チューブ取付治具1からPFA製チューブ状フィルム18を引き抜いて、その内周面が処理されたPFA製チューブ状フィルム18を得た。
【0094】
そして、上記のようにして得られたPFA製チューブ状フィルム18を所定の長さにカットし、その内周面にシリコーン系プライマーを塗布した。また、外周面がアルマイト処理され、加熱源が内設されているアルミニウム製の金属芯と円筒状ステンレス金型とを準備した。
【0095】
そして、このステンレス金型の内面に上記のPFA製チューブ状フィルムを真空吸引によって固定し、固定されたPFA製チューブ状フィルムの内周面で取り囲まれた空間に上記の金属芯を挿通させた。
【0096】
次に、金属芯とPFA製チューブ状フィルムの内周面との間の隙間に、液状のシリコーンゴムを注入し、150℃で30分間熱風により加熱加硫してシリコーンゴムからなる弾性層を形成した。そして、上記のステンレス金型を脱離してローラを得た。そして、このローラの外周面のPFA製チューブ状フィルムの一部に切れ込みを入れ、その切れ込みからPFA製チューブ状フィルムを引き剥がした。そして、PFA製チューブ状フィルムを引き剥がした後のローラの表面状態を下記の評価基準により評価した。その結果を表1に示す。
【0097】
(評価基準)
処理のばらつきなし…PFA製チューブ状フィルムを引き剥がした部分全体においてシリコーンゴムが破壊した。
処理のばらつきあり…PFA製チューブ状フィルムを引き剥がした部分にシリコーンゴムが破壊しない部分が見られた。
【0098】
<実施例2>
PFA製チューブ状フィルム18の口径を23.5mmとし、電極3の口径を16mmとして、PFA製チューブ状フィルム18の内周面の処理面積を約317cm2(2.35cm×3.14×43cm≒317cm2)とし、電極3に印加される電流値を840mA(電流密度:2.6mA/cm2)としたこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0099】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0100】
<実施例3>
PFA製チューブ状フィルム18の口径を18mmとし、電極3の口径を12mmとして、PFA製チューブ状フィルム18の内周面の処理面積を約243cm2(1.8cm×3.14×43cm≒243cm2)とし、電極3に印加される電流値を820mA(電流密度:3.4mA/cm2)としたこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0101】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0102】
<比較例1>
電極3に印加される電流値を880mA(電流密度:2.2mA/cm2)とし、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力をスピードコントローラ(ガス排出量調整弁)を用いて調節してPFA製チューブ状フィルム18の内周面の処理を行なったこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0103】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0104】
<比較例2>
第3ガス配管9の端部を水中に浸漬させることなくPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節せずにPFA製チューブ状フィルム18の内周面の処理を行なったこと以外は実施例2と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0105】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0106】
【表1】

【0107】
<評価結果>
表1に示すように、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例1の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られなかったが、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節することなくPFA製チューブ状フィルム18の内周面の処理を行なった比較例1の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られた。
【0108】
また、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例2の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られなかったが、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節することなくPFA製チューブ状フィルム18の内周面の処理を行なった比較例2の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られた。
【0109】
さらに、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例3の方法により処理されたPFA製チューブ状フィルム18の内周面についても処理のばらつきが見られなかった。
【0110】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0111】
本発明によれば、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することができる。
【図面の簡単な説明】
【0112】
【図1】本発明のチューブ状フィルム内周面処理装置の好ましい一例の模式的な構成図である。
【図2】図1に示す導電性液体が収容された容器の模式的な側面図である。
【図3】図1に示す導電性液体が収容された容器のガス噴出装置の模式的な上面図である。
【図4】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の一部を図解する模式的な構成図である。
【図5】本発明に用いられるPFA製チューブ状フィルムの好ましい一例の模式的な斜視図である。
【図6】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の他の一部を図解する模式的な構成図である。
【図7】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の他の一部を図解する模式的な構成図である。
【図8】本発明に用いられるエアピッカーの一例の模式的な拡大側面図である。
【図9】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程のさらに他の一部を図解する模式的な構成図である。
【図10】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい他の一例を図解する模式的な構成図である。
【図11】本発明によって内周面が処理されたPFA製チューブ状フィルムを用いて形成されたローラがトナーの定着用ローラとして用いられる場合を図解する模式的な断面図である。
【符号の説明】
【0113】
1 チューブ取付治具、2 エアピッカー、2a 第1樹脂体、2b ゴム膨張部、2c 第2樹脂体、3 電極、4 中継治具、5 電極カバー、6 電極固定治具、7 第1ガス配管、8 第2ガス配管、9 第3ガス配管、10 第4ガス配管、11,15 容器、12 液体、13 ガス噴出装置、14 アース電極、16 導電性液体、17 固定部材、18 PFA製チューブ状フィルム、19 Oリング、20 エアピッカー用エアー、21 プラズマ発生用のガス、22 固形状の成形用原料、23 チューブ成形用金型、24 溶融状態の成形用原料、25 チューブ支持用治具、26 交流電源、27,31,35 ローラ、28 矢印、29 弾性層、30 金属芯、32 トナー、34 用紙、36 プラズマ、37 電極フランジ、38 チューブ内圧保持用タンク、39 空間、40,41 ガス流路、42 開口部。
【技術分野】
【0001】
本発明は、チューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法に関し、特に、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法に関する。
【背景技術】
【0002】
従来から、複写機、プリンタまたはファクシミリ等において用紙にトナーを定着させるため、金属芯の外周面上にシリコーンゴムからなる弾性層およびPFA製チューブ状フィルムが順次被覆されたローラが用いられている。PFA製チューブ状フィルムはトナーとの粘着性が低いため、ローラの外周面にトナーが付着することを防止することができる。また、PFA製チューブ状フィルムは耐熱性および耐磨耗性に優れるため、金属芯を加熱した状態でローラを長時間駆動させることができる。
【0003】
このようなPFA製チューブ状フィルムを用いたローラは、たとえば、円筒状金型の内周面にPFA製チューブ状フィルムを固定し、そのPFA製チューブ状フィルムの内周面で取り囲まれた空間に金属芯を挿通した後に、PFA製チューブ状フィルムと金属芯との間にシリコーンゴムを注入し、注入されたシリコーンゴムを加熱して硬化させることにより形成される。
【0004】
ここで、PFA製チューブ状フィルムとシリコーンゴムとは接着性が良好でないため、PFA製チューブ状フィルムの内周面の処理をすることによって、シリコーンゴムとの接着性を向上させることが行なわれている。
【0005】
たとえば、特許文献1には、PFA製チューブ状フィルム等のチューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通した状態でチューブ状フィルムを導電性液体中に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する装置および処理方法が開示されている。
【0006】
この装置および処理方法によれば、効率的にチューブ状フィルムの内周面処理をすることができるとともに内周面処理のばらつきを低減することができるとされている。
【特許文献1】特開2006−257267号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の装置および処理方法においては、チューブ状フィルムの内周面の処理時にチューブ状フィルムの内周面で取り囲まれた空間内の圧力に変動が生じた場合には、チューブ状フィルムが変形し、チューブ状フィルムの内周面と棒状電極との距離が一定でなくなるため、チューブ状フィルムの内周面のプラズマによる処理にばらつきが生じることがあった。
【0008】
したがって、特許文献1に記載の装置および処理方法においては、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力に変動が生じた場合に、その圧力の変動に対して早急に対応することが望まれていた。
【0009】
そこで、本発明の目的は、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通し、棒状電極を挿通した状態でチューブ状フィルムを導電性液体中に浸漬させ、棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理するために用いられる装置であって、棒状電極と、チューブ状フィルムを支持するための支持体と、空間内にガスを導入するためのガス導入路と、空間内から排出されたガスを流すためのガス配管と、ガス配管の一端を浸漬するための液体を備えた圧力調整部と、を含み、ガス配管の液体中への浸漬深さによって空間内の圧力を調整することができるチューブ状フィルム内周面処理装置である。
【0011】
ここで、本発明のチューブ状フィルム内周面処理装置は、膨張することによりチューブ状フィルムの一端を封止するための膨張部材を棒状電極の一端に備えていることが好ましい。
【0012】
また、本発明のチューブ状フィルム内周面処理装置において、支持体は中空部を有し、棒状電極は支持体の中空部に移動自在に挿通されており、ガス導入路の少なくとも一部が棒状電極の内部に形成され、ガス配管の一端が支持体に接続されており、ガス配管の他端が圧力調整部の液体中に浸漬させられていてもよい。
【0013】
また、本発明は、上記のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、支持体にチューブ状フィルムの一端を嵌め込む工程と、棒状電極を移動させることによって棒状電極をチューブ状フィルムの内周面で取り囲まれた空間内に挿通する工程と、チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止する工程と、チューブ状フィルムの内周面で取り囲まれた空間にガスを導入する工程と、チューブ状フィルムを導電性液体中に浸漬させる工程と、ガス配管の液体中への浸漬深さによって空間内の圧力を調整しながら棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法である。
【0014】
さらに、本発明は、上記のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、チューブ状フィルムを成形する工程と、成形後のチューブ状フィルムの内周面を支持体の外周面に順次接触させながらチューブ状フィルムを搬送する工程と、チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止した状態でその空間にガスを導入しながらチューブ状フィルムを導電性液体中に浸漬させる工程と、ガス配管の前記液体中への浸漬深さによって空間内の圧力を調整しながらチューブ状フィルムの内周面で取り囲まれた空間内に設置された棒状電極と導電性液体との間で発生させたプラズマによってチューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法である。
【0015】
なお、本発明のチューブ状フィルム内周面処理方法においては、上記の工程の順序は入れ替わっていてもよい。
【発明の効果】
【0016】
本発明によれば、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態について説明する。なお、本発明の図面において、同一の参照符号は、同一部分または相当部分を表わすものとする。
【0018】
<チューブ状フィルム内周面処理装置>
図1に本発明のチューブ状フィルム内周面処理装置の好ましい一例の模式的な構成を示す。このチューブ状フィルム内周面処理装置は、所定の間隔をあけて互いに向かい合っている中継治具4と電極固定治具6とを備えており、中継治具4と電極固定治具6との間に中空の蛇腹状の伸縮自在な電極カバー5が設置されている。ここで、電極カバー5の一端は中継治具4と接合されており、電極カバー5の他端は電極固定治具6と接合されている。
【0019】
また、中継治具4の電極カバー5の接合側と反対側の表面にはチューブ状フィルムを支持するための支持体の一例であるチューブ取付治具1が接合されている。また、電極固定治具6の電極カバー5の接合側と反対側の表面には中空の電極フランジ37が接合されており、電極フランジ37の表面には棒状電極の一例である円筒状の電極3の一端が接合されている。
【0020】
ここで、チューブ取付治具1は、中継治具4に脱着自在となるように接合されることが好ましい。チューブ取付治具1は、たとえば、チューブ取付治具1にチューブ状フィルムの端部を嵌め込むことによりチューブ状フィルムを支持することができるが、チューブ取付治具1を脱着自在となるように接合することによって、大きさの異なるチューブ取付治具1を随時変更することが可能になり、嵌め込まれるチューブ状フィルムのサイズの変更に対応することが可能となるためである。
【0021】
また、チューブ取付治具1の形状は特に限定されないが、中継治具4と反対側の形状が先細りのテーパ状となるように形成されることが好ましい。チューブ取付治具1の中継治具4と反対側の形状を先細りのテーパ状とすることにより、チューブ取付治具1にチューブ状フィルムの一端を嵌め込みやすくなるためである。
【0022】
また、電極フランジ37に接合された電極3は、電極固定治具6、電極カバー5、中継治具4およびチューブ取付治具1のそれぞれの中空部を挿通するように設置されており、電極3の電極フランジ37側とは反対側の端部がチューブ取付治具1から突出している。
【0023】
また、棒状電極3の外周面とチューブ取付治具1の内周面との間には隙間が設けられており、この隙間によって、電極3はチューブ取付治具1の中空部を通って、チューブ取付治具1の上方または下方に移動自在となっている。すなわち、電極3は、チューブ取付治具1の中空部を通って上下方向に自由に移動することが可能となっている。
【0024】
ここで、電極3の外周面はその少なくとも一部が誘電体で被覆されていることが好ましい。誘電体としては、たとえばポリテトラフルオロエチレン若しくはポリエチレンテレフタレート等のプラスチック、ガラス、マイカ、二酸化ケイ素、酸化アルミニウム、二酸化ジルコニウム若しくは二酸化チタン等の金属酸化物またはチタン酸バリウム等を用いることができる。また、電極3の材質は、たとえば、銅若しくはアルミニウム等の金属単体、ステンレスまたは真鍮等の合金または金属間化合物等を用いることができる。
【0025】
また、本発明において、電極3の形状はチューブ状フィルムの内周面で取り囲まれた空間に設置することができる棒状であれば特に限定されないが、チューブ状フィルムの内周面の処理のばらつきをより低減する観点から、電極3の側面がチューブ状フィルムの内周面に平行になるような円筒形状となることが好ましい。
【0026】
また、チューブ取付治具1から突出している側の電極3の端部には、チューブ状フィルムの一端を膨張することにより封止するための膨張部材の一例であるエアピッカー2が取り付けられている。ここで、エアピッカー2は、第1樹脂体2aと第2樹脂体2cとこれらの樹脂体の間に配置されたゴム膨張部2bとから構成されている。
【0027】
また、エアピッカー2のゴム膨張部2bを膨張させるためのエアピッカー用エアーを導入するためのガス導入路の一例である中空の第1ガス配管7が外部から電極フランジ37および電極3のそれぞれの中空部を挿通されており、その一端がエアピッカー2のゴム膨張部2bに到達している。
【0028】
ここで、エアピッカー2の構成は上記の構成に限定されず、たとえば、エアピッカー2の第1樹脂体2aと第2樹脂体2cの代わりに樹脂以外の材質の部材を用いてもよく、ゴム膨張部2bの材質もゴムに限定されず、膨張可能な材質であればよい。また、エアピッカー2は、膨張可能な材質に適した圧力となるように操作されることが好ましい。また、この例では、電極3の一端にのみエアピッカー2を備えた構成について説明したが、本発明においては、電極3の両端にエアピッカー2を備えていてもよい。
【0029】
また、チューブ状フィルムの内周面で取り囲まれた空間内にプラズマ発生用のガスを導入するためのガス導入路の一例である中空の第2ガス配管8も外部から電極フランジ37および電極3のそれぞれの中空部に挿通されており、その一端がエアピッカー2の第1樹脂体2aに到達している。そして、後述するように、エアピッカー2の第1樹脂体2aには第2ガス配管8から導入されたガスの流路とその流路を通ったガスを排出する開口部とが備えられている。
【0030】
なお、第1ガス配管7および第2ガス配管8の形状は、それぞれガスが流れる形状であれば特に限定されない。
【0031】
また、第2ガス配管8から導入されたガスをガス排出路の一例であるチューブ取付治具1と電極3との間の隙間から排出されるガスを流すためのガス配管の一例である中空の第3ガス配管9の一端がチューブ取付治具1に取り付けられている。また、チューブ取付治具1側と反対側の第3ガス配管9の端部は容器11に収容された液体12中に浸漬させられている。
【0032】
なお、ここでは、第3ガス配管9の一端が容器11に収容された液体12中に浸漬させられているが、本発明においては、チューブ状フィルムの内周面の処理時に浸漬させられていればよく、チューブ状フィルムの内周面の処理時以外の時には、第3ガス配管9は、液体12中に浸漬させられていなくてもよい。
【0033】
また、第3ガス配管9の形状は、ガスが流れる形状であって、かつその一端が液体中に浸漬させられることにより液体中にガスを排出できる形状であれば特に限定されない。
【0034】
また、容器11には、容器11中のガスを外部に排出するための第4ガス配管10が設置されており、本実施の形態においては、第4ガス配管10、容器11および液体12から圧力調整部の一例であるチューブ内圧保持用タンク38が構成されている。
【0035】
ここで、導電性液体16としては、たとえば、水、塩化水素水溶液、塩化リチウム水溶液、塩化ナトリウム水溶液、塩化カリウム水溶液、塩化アンモニウム水溶液、臭化カリウム水溶液、ヨウ化ナトリウム水溶液、ヨウ化カリウム水溶液、硝酸カリウム水溶液、炭酸水素カリウム水溶液、水酸化ナトリウム水溶液、硝酸銀水溶液、塩化マグネシウム水溶液、塩化カルシウム水溶液、塩化ストロンチウム水溶液、塩化バリウム水溶液、硫酸ナトリウム水溶液、硫酸銅水溶液または硫酸亜鉛水溶液等を用いることができる。
【0036】
さらに、エアピッカー2の下方には導電性液体16が収容された容器15が設置されており、容器15にはアース電極14が固定されている。また、容器15の上部には中空のガス噴出装置13が設置されている。
【0037】
なお、チューブ内圧保持用タンク38の構成は、上記の構成に限定されないことは言うまでもない。
【0038】
図2に、図1に示す容器15の模式的な側面図を示す。図2に示すように、容器15には導電性液体16が収容されている。また、容器15には固定部材17によってL字型のアース電極14が固定されており、アース電極14の一端は容器15の側面から外部にはみ出している。そして、容器15の上部には内周面処理後のチューブ状フィルムを導電性液体16から引き上げたときにチューブ状フィルムの外周面に付着している導電性液体16を除去するためにチューブ状フィルムの外周面に除去ガスを吹き付けることができるガス噴出装置13が設置されている。なお、容器15の構成は、上記の構成に限定されないことは言うまでもない。
【0039】
図3に、図2に示すガス噴出装置13の模式的な上面図を示す。ガス噴出装置13はリング状に形成されており、その内周面には複数の孔が形成されている。そして、ガス噴出装置13のリング状の本体の内部に除去ガスが導入され、除去ガスはリング状の内周面に形成された複数の孔から図3に示す矢印28の方向に吹き出される。ここで、除去ガスの種類は特に限定されないが、処理コストを低減する観点からは、除去ガスとして空気および窒素の少なくとも一方を用いることが好ましい。なお、ガス噴出装置13の構成は、上記の構成に限定されないことは言うまでもない。
【0040】
<チューブ状フィルム内周面処理方法>
以下に、上記構成のチューブ状フィルム内周面処理装置を用いて、チューブ状フィルムの内周面処理を行なう方法の好ましい一例について説明する。
【0041】
まず、図4の模式的構成図に示すように、上述した本発明のチューブ状フィルム内周面処理装置のチューブ取付治具1にチューブ状フィルムの一例である中空の円筒形状のPFA製チューブ状フィルム18の一方の端部を嵌め込んだ後にさらにOリング19を嵌め込んでPFA製チューブ状フィルム18を固定する。ここで、PFA製チューブ状フィルム18は、たとえば図5の模式的斜視図に示すように中空の円筒形状をしており、テトラフルオロエチレンとパーフルオロアルコキシエチレンとの共重合体からなるPFA樹脂をたとえば押し出し成形または射出成形などによって中空状に成形したものである。
【0042】
なお、本発明は、PFA製チューブ状フィルムの内周面処理に限定されないことは言うまでもなく、PFA(テトラフルオロエチレン・パーフルオロアルコキシエチレン共重合体)に代えて、たとえば、FEP(四フッ化エチレン−六フッ化プロピレン共重合体)、ETFE(四フッ化エチレン−エチレン共重合体)、PTFE(四フッ化エチレン)、CTFE(三フッ化塩化エチレン)、PVDF(フッ化ビニリデン)、ポリエステル、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルケトン、ポリフェニレンスルフィド、芳香族ポリアミド、ポリアリレート、ポリエーテルイミド、ポリアミドイミド、ポリスルホン、ポリエーテルスルホン、ポリスチレン、ポリメチルメタクリレートまたはポリウレタン等の材質からなるチューブ状フィルムの内周面処理にも用いることができる。
【0043】
次に、図6の模式的構成図に示すように、電極フランジ37を下方に移動させることにより、電極固定治具6に接合された電極カバー5が収縮するとともに、電極フランジ37に接合された電極3が下方に移動し、電極3がPFA製チューブ状フィルム18の内周面で取り囲まれた空間内に挿通された状態となる。
【0044】
次に、図7の模式的構成図に示すように、第1ガス配管7を通してエアピッカー2のゴム膨張部2bにエアピッカー用エアーを導入することによって、エアピッカー2のゴム膨張部2bを膨張させる。ここで、図8の模式的拡大側面図に示すように、第1ガス配管7を通して導入されたエアピッカー用エアー20は、エアピッカー2のゴム膨張部2bの内部に設けられたガス流路40を通して、ガス流路40に設けられた開口部から、ゴム膨張部2bの内部に拡散してゴム膨張部2bを膨張させる。これにより、図7および図8に示すように、PFA製チューブ状フィルム18のチューブ取付治具1に支持されていない側の端部(PFA製チューブ状フィルム18の開放されている側の端部)がゴム膨張部2bにより封止され、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39が気密に封止される。ここで、本発明において、第1ガス配管7からゴム膨張部2bに導入されるエアピッカー用エアーは空気に限定されないことは言うまでもない。また、エアピッカー用エアーは、PFA製チューブ状フィルム18からのガス漏れを抑止するため、エアピッカー2の内部の圧力がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力よりも高くなるようにエアピッカー2の内部に導入されることが好ましい。
【0045】
また、図7に示すように、第2ガス配管8を通してエアピッカー2の第1樹脂体2aにプラズマ発生用のガス21を導入することによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガスを導入する。ここで、図8に示すように、第2ガス配管8を通して導入されたプラズマ発生用のガス21は、エアピッカー2の第1樹脂体2aの内部に設けられたガス流路41を通して、ガス流路41に設けられた開口部42から、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入される。
【0046】
ここで、プラズマ発生用のガス21としては、PFA製チューブ状フィルム18の内周面とシリコーンゴムとの接着性を向上させる観点から、アルゴンとヘリウムと二酸化炭素とメタンとからなる混合ガス、アルゴンとアンモニアとからなる混合ガス、ヘリウムとアンモニアとからなる混合ガス、アルゴンとヘリウムとアンモニアとからなる混合ガス、アルゴンと窒素と水素とからなる混合ガス、アルゴンと二酸化炭素とメタンとからなる混合ガス、ヘリウムと二酸化炭素とメタンとからなる混合ガス、ヘリウムと窒素と水素とからなる混合ガス、またはアルゴンとヘリウムと窒素と水素とからなる混合ガスのうちいずれか1種の混合ガスであることが好ましい。ここで、上記混合ガス中のアルゴンとヘリウム以外のガスは、PFA製チューブ状フィルム18の内周面の平坦性を向上させる観点から、混合ガス全体の2体積%以下であることがより好ましい。
【0047】
また、本発明において、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガス21を導入する構成としては、エアピッカー2の第1樹脂体2aから導入する構成に限定されず、電極3から導入してもよい。
【0048】
次に、図9の模式的構成図に示すように、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に第2ガス配管8を通してプラズマ発生用のガスを導入しながら、エアピッカー2のゴム膨張部2bの膨張により気密に封止した状態でPFA製チューブ状フィルム18を導電性液体16中に浸漬させて、PFA製チューブ状フィルム18の外周面を導電性液体16に接触させる。
【0049】
このとき、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入されたプラズマ発生用のガスは、チューブ取付治具1と電極3との間の隙間から第3ガス配管9を通って排出される。
【0050】
ここで、第3ガス配管9の端部は、たとえば図9に示すように、容器11に収容された液体12中に浸漬させられていることから、この第3ガス配管9の液体12中への浸漬深さによってPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整することが可能となる。
【0051】
すなわち、第3ガス配管9の端部を液体12中に所定の浸漬深さで浸漬させ、第2ガス配管8を通してプラズマ発生用のガスの導入量を増大させていき、第3ガス配管9の端部から液体12にプラズマ発生用のガスの気泡を発生させることにより、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を当該浸漬深さに対応した圧力(たとえば、液体12が水であればその浸漬深さに対応した水圧)に調整することができる。そして、当該気泡の発生の有無により、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を知ることができ、たとえば気泡が発生しなくなった場合にはプラズマ発生用のガスの導入量を増大すること等によって早期の対応が可能となるため、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力のばらつきの発生を低減して、その圧力を安定させることができる。
【0052】
そして、プラズマ発生用のガス21の導入量を適宜変更すること等により、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整しながら、電極3に高周波電圧を印加し、電極3の外周面と導電性液体16との間に交流電界を形成して、電極3の外周面とPFA製チューブ状フィルム18の内周面との間に充填されたガスのプラズマを発生させ、PFA製チューブ状フィルム18の内周面処理を行なう。
【0053】
このように、本発明においては、PFA製チューブ状フィルム18の内周面処理がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように安定させた状態で行なわれるため、PFA製チューブ状フィルム18の変形を抑止し、その処理のばらつきを低減することができるようになる。
【0054】
ここで、PFA製チューブ状フィルム18の内周面処理は、PFA製チューブ状フィルム18の内周面処理中の変形を抑制する観点から、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の圧力を、導電性液体16がPFA製チューブ状フィルム18の外周面に与える圧力以上とした状態で行なわれることが好ましい。
【0055】
そして、PFA製チューブ状フィルム18の内周面の処理後は、電極3への高周波電圧の印加を停止して、PFA製チューブ状フィルム18を容器15に収容された導電性液体16から引き上げる。
【0056】
ここで、PFA製チューブ状フィルム18を導電性液体16から引き上げる際に、ガス噴出装置13から除去ガスを吹き付けることによって、PFA製チューブ状フィルム18の外周面に付着した導電性液体16を除去することができる。これにより、PFA製チューブ状フィルム18の外周面に付着した導電性液体16を拭き取る手間を省くことができる。なお、導電性液体16の除去は、導電性液体16が付着したPFA製チューブ状フィルム18の外周面に除去ガスを吹き付けて、たとえば導電性液体16を蒸発させることおよび/または導電性液体16を吹き飛ばすことなどにより行なうことができる。また、除去ガスの吹き付けによってPFA製チューブ状フィルム18の外周面に与えられる圧力はPFA製チューブ状フィルム18の内周面で取り囲まれた空間の圧力よりも低いことがPFA製チューブ状フィルム18の変形を抑制することができる点で好ましい。
【0057】
その後、エアピッカー2のゴム膨張部2bからエアピッカー用エアーを排出させてゴム膨張部2bを収縮させ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の気密状態を解除する。
【0058】
そして、電極3を上方に引き上げることによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に位置している電極3をその空間39から上方に引き抜く。
【0059】
最後に、Oリング19を取り外すことにより、PFA製チューブ状フィルム18が取り外されて、内周面が処理されたPFA製チューブ状フィルム18を得ることができる。
【0060】
図10に、チューブ状フィルムの内周面処理を行なう方法の他の好ましい一例を図解する模式図を示す。ここでは、PFA製チューブ状フィルム18を連続的に成形しながらその内周面を連続的に処理していることに特徴がある。ここで、電極3は、たとえば冷却水を電極3の内部に導入すること等によって冷却されることが好ましい。これは、電極3は連続的な放電により熱を帯びる傾向にあり、また後述する溶融状態の成形用原料24を冷却により固化してPFA製チューブ状フィルム18が作製されるためである。
【0061】
まず、PFA製チューブ状フィルム18の固形状の成形用原料22が投入され、これが加熱されることにより、溶融状態の成形用原料24とされる。そして、この溶融状態の成形用原料24はチューブ成形用金型23に投入される。ここで、チューブ成形用金型23は水等の冷媒で冷却されているため、溶融状態の成形用原料24は冷却されたチューブ成形用金型23において固化し、PFA製チューブ状フィルム18が成形された状態でチューブ成形用金型23から押し出される。
【0062】
そして、連続的に成形されて押し出されてくるPFA製チューブ状フィルム18がローラ27によって下方に引っ張って搬送される。このとき、上記成形後のPFA製チューブ状フィルム18の内周面が支持体の一例であるチューブ支持用治具25の外周面に順次接触しながらPFA製チューブ状フィルム18が搬送されることになる。
【0063】
そして、PFA製チューブ状フィルム18の内周面の処理部分の一端がチューブ支持用治具25によって支持された箇所とPFA製チューブ状フィルム18の内周面の処理部分の他端がエアピッカー2の膨張したゴム膨張部2bによって支持された箇所との間の部分が容器15に収容された導電性液体16中に浸漬させられている。
【0064】
また、PFA製チューブ状フィルム18の内周面におけるチューブ支持用治具25とゴム膨張部2bとの間の気密の空間(導電性液体16中に浸漬させられている部分)にはプラズマ発生用のガス21が導入されて、交流電源26により、電極3と容器15に収容された導電性液体16との間に交流電界が連続的に発生させられ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内にプラズマ発生用のガス21のプラズマ36を連続的に発生させて、PFA製チューブ状フィルム18の内周面の処理が連続的に行なわれている。
【0065】
なお、図示はされていないが、この場合にも、上記と同様にして、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないようにプラズマ発生用のガス21の導入量を変更して圧力を調整しながら、PFA製チューブ状フィルム18の内周面の処理が行なわれている。
【0066】
すなわち、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内に導入されたプラズマ発生用のガス21は、その一端が液体(図示せず)中に浸漬された第3ガス配管9から排出されており、第3ガス配管9の当該液体(図示せず)中への浸漬深さによってPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように調整されながら、プラズマ36によりPFA製チューブ状フィルム18の内周面の処理が行なわれている。
【0067】
したがって、この方法においては、PFA製チューブ状フィルム18の成形から内周面が処理されたPFA製チューブ状フィルム18の製品化までを連続的に行なうことができるだけでなく、PFA製チューブ状フィルム18の内周面処理がPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力になるべくばらつきが生じないように安定させた状態で行なわれるため、PFA製チューブ状フィルム18の変形が抑止され、その内周面の処理のばらつきが低減されたPFA製チューブ状フィルム18が得られることになる。
【0068】
また、本発明のように、上記プラズマによって内周面が処理されたPFA製チューブ状フィルム18は、内周面処理をしていないPFA製チューブ状フィルムと比べてシリコーンゴムとの接着性が良好になる。その理由としては、上記のようにして生じさせたガスのプラズマを構成するイオンや原子等が官能基等の態様で導入されたPFA製チューブ状フィルムの内周面と、シリコーンゴムの表面との間に何らかの吸引力が働いているためと考えられる。
【0069】
また、上記のようにして内周面の処理が行なわれたPFA製チューブ状フィルム18は円筒状金型の内面に固定され、その内周面に従来から公知のシリコーン系プライマーが塗布された後に、PFA製チューブ状フィルム18の内周面で取り囲まれた空間にアルミニウムなどからなる金属芯が挿通される。そして、PFA製チューブ状フィルム18と金属芯との間に液状のシリコーンゴムを注入し、注入された液状のシリコーンゴムを加熱して硬化させることにより、金属芯の外周面上にシリコーンゴムからなる弾性層およびPFA製チューブ状フィルム18が順次被覆されたローラが形成される。ここで、本発明によって内周面が処理されているPFA製チューブ状フィルム18が用いられていることから、PFA製チューブ状フィルム18とシリコーンゴムからなる弾性層との接着性に優れたローラが形成される。なお、シリコーンゴムからなる弾性層は、シリコーンゴムを主成分とするものであれば、充填剤などの添加剤が含まれていてもよいことは言うまでもない。
【0070】
図11に、上記のようにして形成されたローラがトナーの定着用のローラとして用いられる場合を図解した模式的な断面図を示す。このローラ31は、金属芯30と、金属芯30の外周面上に設置されたシリコーンゴムからなる弾性層29と、弾性層29の外周面上に被覆された上記の内周面の処理後のPFA製チューブ状フィルム18とを含んでいる。そして、このローラ31に対向する位置にローラ35が設置されており、これらのローラの間にトナー32が付着した用紙34が搬送される。次いで、ローラ31とローラ35との間の線圧によってトナー32が用紙34に定着して排出されることになる。
【0071】
上述したように、本発明においては、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力を排気用のガス配管の液体中への浸漬深さによって容易に調整できるため、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力になるべくばらつきが生じないように安定させることができ(仮にばらつきが発生した場合には早急にそのばらつきを解消することが可能である)、これにより、チューブ状フィルムの変形が抑止され、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるようになる。
【0072】
また、本発明においては、チューブ状フィルムの設置後に電極をチューブ状フィルムの内周面で取り囲まれた空間内に挿通した状態でチューブ状フィルムの内周面の処理をすることができるため、チューブ状フィルムの内周面に対する電極の設置位置にばらつきが少なくなり、電極の設置位置による内周面処理のばらつきを低減することができる。
【0073】
また、本発明のチューブ状フィルムの内周面処理の工程を自動化することによって、より効率的にチューブ状フィルムの内周面処理を行なうことができるようになる。
【0074】
また、本発明においては、導電性液体を用いることによって、チューブ状フィルムの内周面全体を同時に処理することができるため効率的な内周面処理が可能になる。
【0075】
さらに、本発明においては、チューブ状フィルムの内周面の処理時に折り目が形成されにくくなるため、折り目のないチューブ状フィルムを得ることができる。このように折り目がなく、シリコーンゴムとの接着性に優れたPFA製チューブ状フィルムをローラに適用することによって、トナーの定着不良を防止することができる。
【0076】
なお、本発明においては、エアピッカーを用いずに、特許文献1のように、チューブ状フィルムの両端をそれぞれ凸部に嵌め込むことによりチューブ状フィルムを取り付けてもよいが、チューブ状フィルムの取り付け時におけるチューブ状フィルムのねじれの発生を抑止し、チューブ状フィルムの取り付けを簡便にする観点からは、上記のようにエアピッカーに例示されるような膨張部材を用いてチューブ状フィルムの一端を気密に封止することが好ましい。
【実施例】
【0077】
<実施例1>
まず、図4に示すように、上述した本発明のチューブ状フィルム内周面処理装置のチューブ取付治具1に中空の円筒形状のPFA製チューブ状フィルム18の一方の端部を嵌め込んだ後にさらにOリング19を嵌め込んで、図5に示す構成のPFA製チューブ状フィルム18を固定した。
【0078】
ここで、PFA製チューブ状フィルム18としては、口径29mm、厚さ50μmおよび長さ500mmで折り目のないものを用い、PFA製チューブ状フィルム18のチューブ取付治具1への嵌め込み長さは35mmとした。
【0079】
次に、図6に示すように、電極フランジ37を下方に移動させることにより、電極フランジ37に接合された電極3を下方に移動させ、電極3をPFA製チューブ状フィルム18の内周面で取り囲まれた空間内に挿通した。
【0080】
次に、図7に示すように、第1ガス配管7を通してエアピッカー2のゴム膨張部2bにエアピッカー用エアーを導入することによって、エアピッカー2のゴム膨張部2bを膨張させ、PFA製チューブ状フィルム18のチューブ取付治具1に支持されていない側の端部を封止し、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39を気密に封止した。
【0081】
ここで、エアピッカー用エアーとしては圧力が0.15MPaに調整された空気を導入した。また、確実に気密に封止できるように、エアピッカー2の下方にPFA製チューブ状フィルム18が35mm残るように(すなわち、シールしろが35mmとなるように)してエアピッカー2により気密に封止した。
【0082】
続いて、図7に示すように、第2ガス配管8を通してエアピッカー2の第1樹脂体2aにプラズマ発生用のガス21を導入することによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39にプラズマ発生用のガスを導入した。
【0083】
ここで、プラズマ発生用のガスとしては圧力が0.2MPaに調整されたものを導入した。また、プラズマ発生用のガスとしては、アルゴン、ヘリウム、二酸化炭素およびメタンの混合ガスを用いた。
【0084】
また、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に導入されたプラズマ発生用のガスは、チューブ取付治具1と電極3との間の隙間から第3ガス配管9を通って容器11に収容された水(液体12)中に排出された。
【0085】
次に、第3ガス配管9の先端が水深600mmの位置となるように第3ガス配管9の水(液体12)中への浸漬深さを調節して、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を600mmH2O(5.88kPa)に調節した。
【0086】
続いて、図9に示すように、空間39に第2ガス配管8を通してプラズマ発生用のガスを導入して、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力が600mmH2O(5.88kPa)となるようにプラズマ発生用のガスの導入量を調整しながらPFA製チューブ状フィルム18を容器15に収容された水(導電性液体16)中に浸漬させて、PFA製チューブ状フィルム18の外周面を導電性液体16に接触させた。
【0087】
そして、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力が上記の圧力となるように保持しながら、電極3に周波数5kHz、電圧13kVの高周波電圧を印加することによって、電極3の外周面と導電性液体16との間に交流電界を形成して、電極3の外周面とPFA製チューブ状フィルム18の内周面との間に充填されたガスのプラズマを5秒間発生させ、PFA製チューブ状フィルム18の内周面処理を行なった。
【0088】
ここで、円柱状の電極3の口径は22mmであり、電極3の外周面に被覆された誘電体の外周面とPFA製チューブ状フィルム18の内周面との間の距離は3mmとされた。また、PFA製チューブ状フィルム18の内周面の処理面積は約392cm2(2.9cm×3.14×43cm≒392cm2)であり、電流値は900mA(電流密度:2.3mA/cm2)であった。
【0089】
そして、PFA製チューブ状フィルム18の内周面の処理後は、電極3への高周波電圧の印加を停止して、PFA製チューブ状フィルム18を容器15に収容された水(導電性液体16)から一定速度でゆっくり引き上げた。
【0090】
ここで、PFA製チューブ状フィルム18を導電性液体16から引き上げる際に、ガス噴出装置13から除去ガスを吹き付けることによって、PFA製チューブ状フィルム18の外周面に付着した水を除去しながらPFA製チューブ状フィルム18を引き上げた。
【0091】
その後、エアピッカー2のゴム膨張部2bからエアピッカー用エアーを排出させてゴム膨張部2bを収縮させ、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39の気密状態を解除した。
【0092】
そして、電極3を上方に引き上げることによって、PFA製チューブ状フィルム18の内周面で取り囲まれた空間39に位置している電極3をその空間39から上方に引き抜いた。
【0093】
その後、Oリング19を取り外すことにより、PFA製チューブ状フィルム18を取り外し、チューブ取付治具1からPFA製チューブ状フィルム18を引き抜いて、その内周面が処理されたPFA製チューブ状フィルム18を得た。
【0094】
そして、上記のようにして得られたPFA製チューブ状フィルム18を所定の長さにカットし、その内周面にシリコーン系プライマーを塗布した。また、外周面がアルマイト処理され、加熱源が内設されているアルミニウム製の金属芯と円筒状ステンレス金型とを準備した。
【0095】
そして、このステンレス金型の内面に上記のPFA製チューブ状フィルムを真空吸引によって固定し、固定されたPFA製チューブ状フィルムの内周面で取り囲まれた空間に上記の金属芯を挿通させた。
【0096】
次に、金属芯とPFA製チューブ状フィルムの内周面との間の隙間に、液状のシリコーンゴムを注入し、150℃で30分間熱風により加熱加硫してシリコーンゴムからなる弾性層を形成した。そして、上記のステンレス金型を脱離してローラを得た。そして、このローラの外周面のPFA製チューブ状フィルムの一部に切れ込みを入れ、その切れ込みからPFA製チューブ状フィルムを引き剥がした。そして、PFA製チューブ状フィルムを引き剥がした後のローラの表面状態を下記の評価基準により評価した。その結果を表1に示す。
【0097】
(評価基準)
処理のばらつきなし…PFA製チューブ状フィルムを引き剥がした部分全体においてシリコーンゴムが破壊した。
処理のばらつきあり…PFA製チューブ状フィルムを引き剥がした部分にシリコーンゴムが破壊しない部分が見られた。
【0098】
<実施例2>
PFA製チューブ状フィルム18の口径を23.5mmとし、電極3の口径を16mmとして、PFA製チューブ状フィルム18の内周面の処理面積を約317cm2(2.35cm×3.14×43cm≒317cm2)とし、電極3に印加される電流値を840mA(電流密度:2.6mA/cm2)としたこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0099】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0100】
<実施例3>
PFA製チューブ状フィルム18の口径を18mmとし、電極3の口径を12mmとして、PFA製チューブ状フィルム18の内周面の処理面積を約243cm2(1.8cm×3.14×43cm≒243cm2)とし、電極3に印加される電流値を820mA(電流密度:3.4mA/cm2)としたこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0101】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0102】
<比較例1>
電極3に印加される電流値を880mA(電流密度:2.2mA/cm2)とし、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力をスピードコントローラ(ガス排出量調整弁)を用いて調節してPFA製チューブ状フィルム18の内周面の処理を行なったこと以外は実施例1と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0103】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0104】
<比較例2>
第3ガス配管9の端部を水中に浸漬させることなくPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節せずにPFA製チューブ状フィルム18の内周面の処理を行なったこと以外は実施例2と同様にしてPFA製チューブ状フィルム18の内周面の処理を行なった。
【0105】
そして、上記のようにして得られたPFA製チューブ状フィルム18について、実施例1と同様にしてシリコーンゴムとの接着性の評価を行なった。その結果を表1に示す。
【0106】
【表1】
【0107】
<評価結果>
表1に示すように、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例1の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られなかったが、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節することなくPFA製チューブ状フィルム18の内周面の処理を行なった比較例1の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られた。
【0108】
また、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例2の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られなかったが、第3ガス配管9の端部を水中に浸漬させずにPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節することなくPFA製チューブ状フィルム18の内周面の処理を行なった比較例2の方法により処理されたPFA製チューブ状フィルム18の内周面については処理のばらつきが見られた。
【0109】
さらに、第3ガス配管9の端部を水中に浸漬させてPFA製チューブ状フィルム18の内周面で取り囲まれた空間39内の圧力を調節してPFA製チューブ状フィルム18の内周面の処理を行なった実施例3の方法により処理されたPFA製チューブ状フィルム18の内周面についても処理のばらつきが見られなかった。
【0110】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0111】
本発明によれば、チューブ状フィルムの内周面の処理時におけるチューブ状フィルムの内周面で取り囲まれた空間内の圧力をより安定させて、チューブ状フィルムの変形を抑止し、チューブ状フィルムの内周面の処理のばらつきをさらに抑えることができるチューブ状フィルム内周面処理装置およびチューブ状フィルム内周面処理方法を提供することができる。
【図面の簡単な説明】
【0112】
【図1】本発明のチューブ状フィルム内周面処理装置の好ましい一例の模式的な構成図である。
【図2】図1に示す導電性液体が収容された容器の模式的な側面図である。
【図3】図1に示す導電性液体が収容された容器のガス噴出装置の模式的な上面図である。
【図4】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の一部を図解する模式的な構成図である。
【図5】本発明に用いられるPFA製チューブ状フィルムの好ましい一例の模式的な斜視図である。
【図6】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の他の一部を図解する模式的な構成図である。
【図7】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程の他の一部を図解する模式的な構成図である。
【図8】本発明に用いられるエアピッカーの一例の模式的な拡大側面図である。
【図9】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい一例の工程のさらに他の一部を図解する模式的な構成図である。
【図10】本発明のチューブ状フィルムの内周面処理を行なう方法の好ましい他の一例を図解する模式的な構成図である。
【図11】本発明によって内周面が処理されたPFA製チューブ状フィルムを用いて形成されたローラがトナーの定着用ローラとして用いられる場合を図解する模式的な断面図である。
【符号の説明】
【0113】
1 チューブ取付治具、2 エアピッカー、2a 第1樹脂体、2b ゴム膨張部、2c 第2樹脂体、3 電極、4 中継治具、5 電極カバー、6 電極固定治具、7 第1ガス配管、8 第2ガス配管、9 第3ガス配管、10 第4ガス配管、11,15 容器、12 液体、13 ガス噴出装置、14 アース電極、16 導電性液体、17 固定部材、18 PFA製チューブ状フィルム、19 Oリング、20 エアピッカー用エアー、21 プラズマ発生用のガス、22 固形状の成形用原料、23 チューブ成形用金型、24 溶融状態の成形用原料、25 チューブ支持用治具、26 交流電源、27,31,35 ローラ、28 矢印、29 弾性層、30 金属芯、32 トナー、34 用紙、36 プラズマ、37 電極フランジ、38 チューブ内圧保持用タンク、39 空間、40,41 ガス流路、42 開口部。
【特許請求の範囲】
【請求項1】
チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通し、前記棒状電極を挿通した状態で前記チューブ状フィルムを導電性液体中に浸漬させ、前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理するために用いられる装置であって、
前記棒状電極と、
前記チューブ状フィルムを支持するための支持体と、
前記空間内にガスを導入するためのガス導入路と、
前記空間内から排出されたガスを流すためのガス配管と、
前記ガス配管の一端を浸漬するための液体を備えた圧力調整部と、を含み、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整することができる、チューブ状フィルム内周面処理装置。
【請求項2】
膨張することにより前記チューブ状フィルムの一端を封止するための膨張部材を前記棒状電極の一端に備えていることを特徴とする、請求項1に記載のチューブ状フィルム内周面処理装置。
【請求項3】
前記支持体は中空部を有し、
前記棒状電極は前記支持体の前記中空部に移動自在に挿通されており、
前記ガス導入路の少なくとも一部が前記棒状電極の内部に形成され、
前記ガス配管の一端が前記支持体に接続されており、
前記ガス配管の他端が前記圧力調整部の前記液体中に浸漬させられていることを特徴とする、請求項1または2に記載のチューブ状フィルム内周面処理装置。
【請求項4】
請求項1から3のいずれかに記載のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、
前記支持体に前記チューブ状フィルムの一端を嵌め込む工程と、
前記棒状電極を移動させることによって前記棒状電極を前記チューブ状フィルムの内周面で取り囲まれた空間内に挿通する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間にガスを導入する工程と、
前記チューブ状フィルムを前記導電性液体中に浸漬させる工程と、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整しながら前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法。
【請求項5】
請求項1から3のいずれかに記載のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、
チューブ状フィルムを成形する工程と、
前記成形後のチューブ状フィルムの内周面を前記支持体の外周面に順次接触させながら前記チューブ状フィルムを搬送する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止した状態で前記空間にガスを導入しながら前記チューブ状フィルムを前記導電性液体中に浸漬させる工程と、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整しながら前記チューブ状フィルムの内周面で取り囲まれた空間内に設置された前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法。
【請求項1】
チューブ状フィルムの内周面で取り囲まれた空間内に棒状電極を挿通し、前記棒状電極を挿通した状態で前記チューブ状フィルムを導電性液体中に浸漬させ、前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理するために用いられる装置であって、
前記棒状電極と、
前記チューブ状フィルムを支持するための支持体と、
前記空間内にガスを導入するためのガス導入路と、
前記空間内から排出されたガスを流すためのガス配管と、
前記ガス配管の一端を浸漬するための液体を備えた圧力調整部と、を含み、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整することができる、チューブ状フィルム内周面処理装置。
【請求項2】
膨張することにより前記チューブ状フィルムの一端を封止するための膨張部材を前記棒状電極の一端に備えていることを特徴とする、請求項1に記載のチューブ状フィルム内周面処理装置。
【請求項3】
前記支持体は中空部を有し、
前記棒状電極は前記支持体の前記中空部に移動自在に挿通されており、
前記ガス導入路の少なくとも一部が前記棒状電極の内部に形成され、
前記ガス配管の一端が前記支持体に接続されており、
前記ガス配管の他端が前記圧力調整部の前記液体中に浸漬させられていることを特徴とする、請求項1または2に記載のチューブ状フィルム内周面処理装置。
【請求項4】
請求項1から3のいずれかに記載のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、
前記支持体に前記チューブ状フィルムの一端を嵌め込む工程と、
前記棒状電極を移動させることによって前記棒状電極を前記チューブ状フィルムの内周面で取り囲まれた空間内に挿通する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間にガスを導入する工程と、
前記チューブ状フィルムを前記導電性液体中に浸漬させる工程と、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整しながら前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法。
【請求項5】
請求項1から3のいずれかに記載のチューブ状フィルム内周面処理装置を用いてチューブ状フィルムの内周面を処理する方法であって、
チューブ状フィルムを成形する工程と、
前記成形後のチューブ状フィルムの内周面を前記支持体の外周面に順次接触させながら前記チューブ状フィルムを搬送する工程と、
前記チューブ状フィルムの内周面で取り囲まれた空間の一部を気密に封止した状態で前記空間にガスを導入しながら前記チューブ状フィルムを前記導電性液体中に浸漬させる工程と、
前記ガス配管の前記液体中への浸漬深さによって前記空間内の圧力を調整しながら前記チューブ状フィルムの内周面で取り囲まれた空間内に設置された前記棒状電極と前記導電性液体との間で発生させたプラズマによって前記チューブ状フィルムの内周面を処理する工程と、を含む、チューブ状フィルム内周面処理方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2010−24418(P2010−24418A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−191199(P2008−191199)
【出願日】平成20年7月24日(2008.7.24)
【出願人】(000126115)エア・ウォーター株式会社 (254)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月24日(2008.7.24)
【出願人】(000126115)エア・ウォーター株式会社 (254)
【Fターム(参考)】
[ Back to top ]