
チューブ面取り加工装置
本発明は、加工部、フィードローラー部、及び定位アンロード部の三つの部分から構成されるチューブ面取り加工装置である。
加工部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラーと、加工ローラー連結されたドライブモータが備えられ、加工ラックの先端側にはフレームによりプラズマ切断マシンが設置されている。
加工ラックの先端にはリフトティング装置が更に設置されており、そのリフトティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラか設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。当該チューブ面取り加工装置は、大量流れ生産に適し、切断、面取り加工を一工程で完了させることが可能であり、作業効率の向上、作業時間の低減という効果を奏する。
加工部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラーと、加工ローラー連結されたドライブモータが備えられ、加工ラックの先端側にはフレームによりプラズマ切断マシンが設置されている。
加工ラックの先端にはリフトティング装置が更に設置されており、そのリフトティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラか設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。当該チューブ面取り加工装置は、大量流れ生産に適し、切断、面取り加工を一工程で完了させることが可能であり、作業効率の向上、作業時間の低減という効果を奏する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一種のチューブ面取り加工装置に関する。
【背景技術】
【0002】
グリッド工事等に良く使用されるチューブは、使用の際に先ず適正な長さに切断しなければならない。切断されたチューブの断面は軸線と垂直をなし、チューブの断面に部材を溶接する場合、例えば、鋼板またはセクション鋼板を一枚溶接する場合は、溶接の精度を保証するためにチューブの断面に面取り加工を行なうことが必ず必要となる。このため、1本チューブの加工には少なくとも2工程が必要となり、専用工具が必要になったり、専用工具がない場合には工程が複雑になり加工コストが高くなったり、流れ作業による大量生産が実現できなくなり、作業効率が低下するという問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、構造が簡単で、利便性が高く、大量流れ生産に適すると共に、作業効率を向上することができるチューブ面取り加工装置を提供することである。
【課題を解決するための手段】
【0004】
上記の目的を実現する為、本発明では下記の構成を採用した。
【0005】
すなわち、本発明に係るチューブ面取り加工装置は、加工ラック、ベアリングを介して加工ラックに設置された1組の加工ローラが備えられ、加工ローラにはドライブモータが連結設置されている。 その特徴は加工ラックの先端にはプラズマ切断マシンが配置され、更にリフティング装置が設置されている。 そのリフティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラーが設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。
【0006】
加工ラックの右端側(後端側)には、フィードローラー部が設置されている。 当該フィードローラー部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラを備え、当該加工ローラと加工部の加工ローラとは同一の方向に伸びるように設置されている。 加工ラックの左端(先端側)にはワークトラニオンを介して加工リフトフレームが設置され、当該ワークトラニオンはリフトフレームの中間部に位置し、リフトフレームの一端にはベアリングを介してリフトローラーが設置されている。 リフトフレームの他端には、加工油圧シリンダーが設置されている。 油圧シリンダーの一端は加工リフトフレームに連結され、油圧シリンダーの他端側は加工ラックに連結されてる。
【0007】
加工部の加工ラックの先端側(左側)には、定位アンロード部が設置されている。 当該定位アンロード部はアンロードラックと、ベアリングを介してアンロードラックに並行に設置された1組のアンロードローラを備え、アンロードローラと加工部の加工ローラとは同じ方向に向くように設置されている。 アンロードラックにはアンロードローラを更に設置し、二つのアンロードローラは並行に設置されている。 一方のアンロードローラにはアンロード爪が連結固定されており、アンロード爪とアンロードラックの間にはアンロード油圧シリンダーが設置されている。 当該アンロード爪はメインレバーと、メインレバーから垂直に伸び、メインレバーに連結固定された送りレバーと、止めレバーが備えられ、その送りレバーはアンロードローラに連結固定されている。 メインレバーにはトラニオンブロックが設置され、当該トラニオンブロックは更にアンロード油圧シリンダーの上部に連結されている。 このアンロードラックの左端(先端側)にはベアリングを介して、定位ローラを設置し、定位ローラとアンロードローラを並行に配置している。 定位ローラとアンロードローラが同じ方向を向くように配置し、定位ローラの一端に、定位プレートが連結固定されている。
【0008】
このような構成を有しているため、本発明にかかるチューブ面取り加工装置は大量流れ生産に適し、切断、面取り加工を一回の工程で完了することができ、作業効率の向上と、作業時間の低減をはかることができるという効果を奏することができる。
【図面の簡単な説明】
【0009】
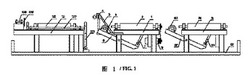
図1は本発明の実施例にかかる構造の説明図である。
【0010】
図2は加工部の構造説明図である。
【0011】
図3は図2の平面図である。
【0012】
図4はフィードローラーの構造説明図である。
【0013】
図5は定位アンロード装置の構造説明図である。
【0014】
図6は定位アンロード装置右側断面図である。
【0015】
図7はプラズマ切断装置の構造説明図である。
【発明を実施するための形態】
【0016】
以下に、図を参照しながら、本発明について詳しく説明する。
【0017】
図1に示すように、本発明にかかるチューブ面取り加工装置は加工部、フィードローラー部及び定位アンロード部の三つの部分から構成されている。 この三つの部分はそれぞれ別の構造とすることができ、レール20で三つの部分を連結することもできる。 この場合には、チューブの長さによって三つのの部分の距離を調整できる。
【0018】
加工部における切断と面取りの機能について以下に説明する。 図2、図3に示したように、加工部は、加工ラック1と、ベアリングを介して加工ラック1上に並行的に載置される1組の加工ローラ2と、加工ローラ2と連結されたドライブモータ9とを備える。 加工ラック1は四角形フレーム構造をなし、加工ラック1上面の前後両端に2組のベアリングが設置され、2組のベアリングの各組毎に、加工ローラ2が1本づつ設置されている。 2本の加工ローラ2はベルトとプーリーとドライブモータ9によって駆動されるようになっている。 この場合、ドライブモータ9は2本の加工ローラ2を同期させながら、同方向に回転駆動できるようになっている。 一方、加工ラック1上の左端にはラック3を介してプラズマ切断マシン4が設置されている。 図7に示のように、ラック3は加工ラック1上に固定連結された三角形状ラックを形成している。 ラック3の上部は加工ローラ2と垂直方向に伸びるラックレバー31連結され、ラックレバー31とラック3の間にはスプリング32が設置されている。 プラズマ切断マシン4はボルト結合またはストラップによる緊縛により、ラックレバーに固定されている。 ラック3の末端には、ベアリングを介してロール33が設置されている。 チューブを切断する際には、ロール33をチューブ方向に押し、チューブ位置を調整した後に、プラズマ切断マシンの角度を合わせて押し付け、チューブを回転させれば、チューブの切断が行なわれる。 このとき断面に一定の角度を持った面取り加工を行なうことができる。 加工ラック1の左端にリフティング装置を設置し、当該リフティング装置はトラニオンを介して加工ラック1に設置されるリフトフレーム5を備え、当該トラニオンはリフトフレーム5の中間部に位置し、リフトフレーム5の一端にはベアリングを介して加工リフトローラー6が設置され、他端側には加工油圧シリンダー7が設置されている。 加工油圧シリンダー7の一端はリフトフレーム5に連結され、他端側は加工ラック1に連結されている。
【0019】
この場合、油圧シリンダー7は加工の際に、リフトフレーム5先端を上下方向に駆動し、リフトローラー6を上下方向に駆動する。
【0020】
フィードローラー部は、加工待ちのチューブを前方(図1における左方向)への搬送するために使用される。 フィードローラー部は加工部の加工ラック1の右端に設置されている。 図4に示すように、フィードローラー部は加工ラック8と、ベアリングを介してラック8に並行に設置した1組の加工ローラ81を備え、加工ローラ81と加工部の加工ローラ2とは同一の方向に伸びるように設置されている。 加工ラック8の左端にはワークトラニオンを介して加工リフトフレーム82が設置され、当該ワークトラニオンはリフトフレーム82の中間部に位置し、リフトフレーム82の一端にはベアリングを介してリフトローラー83が設置されている。 リフトフレーム82の他端には、加工油圧シリンダー84が設置されている。 油圧シリンダー84の一端は加工リフトフレーム82に連結され、油圧シリンダー84の他端側は加工ラック8に連結されている。
【0021】
定位アンロード部の機能として、1つには切断されるチューブの長さを確定することであり、もう2つ目には、プラズマ切断マシン4によってチューブを切断する際にチューブの前端側をサポートし、切断完了後にチューブを保持することである。
【0022】
定位アンロード部は、加工部の加工ラック1の左端側に配置され、チューブの必要な切断長さによって、定位アンロード部と加工ラック1間の距離を調整することができる。 図5に示すように、定位アンロード部は、アンロードラック10と、べリングを介してアンロードラック10に並行に設置された1組のアンロードローラ101を備え、アンロードローラ101と加工部の加工ローラ2とは、同じ方向に向くように設置されている。
図5、図6に示すように、アンロードラック10に、ベリングを介してアンロードローラ102を更に設置し、アンロードローラ102とアンロードローラ101は並行に配置されている。
【0023】
アンロードローラ102にはアンロード爪が連結固定されており、アンロード爪とアンロードラック10の間にはアンロード油圧シリンダー103が設置されている。 当該アンロード爪はメインレバー104と、メインレバー104から垂直に伸び、メインレバー104に連結固定された送りレバー105と、止めレバー106が備えられ、その送りレバー105はアンロードローラ102に連結固定されている。 メインレバー104にはトラニオンブロック107が設置され、当該トラニオンブロック107は更にアンロード油圧シリンダー103の上部に連結されている。 このアンロード爪は少なくともアンロードラック10の両側に一つずつ設置することが望ましい。 アンロード爪と組み合わせて使用されるアンロード油圧シリンダーの数量は必要に応じて変更することができる。
【0024】
アンロードラック10の左端にベアリングを介して定位ローラ108を設置し、定位ローラ108とアンロードローラ101を並行に設置している。 定位ローラ108とアンロードローラ101が同じ方向を向くように配置し、定位ローラ108の一端に、定位プレート109が連結固定されている。
【0025】
使用の際には、加工待ちのチューブを加工ローラ2の上に置き、加工ローラ81とアンロードローラ101の両方は、加工ローラ2と同じ方向を向いているため、加工待ちのチューブは、実際には加工ローラ81とアンロードローラ101の上にも載置されている。 定位アンロード部と加工部の加工ラック1の相対的な位置を調整し、チューブの先端(図1の左端)を定位プレート109に当てる。
そして、ドライブモータ9を起動して加工ローラ2を2本同期させ、同方向に回転させることによって、チューブを回転させる。 その際、プラズマ切断マシン4を起動することによって、チューブを切断することができると共に、一定の面取り加工もできる。
この場合は、定位アンロード部に配置されるチューブが切断加工を終了した製品となり、アンロード油圧シリンダー103を操作することによって、アンロード油圧シリンダー103がメインレバー104を上昇させ、メインレバー104が送りレバー105を介してアンロードローラ102を回転させ、アンロード油圧シリンダー103はメインレバー104を上昇させる。 そしてメインレバー104は送りレバー105を介してアンロードローラ102を回転させることによって、アンロードローラ102に連結された他のアンロード爪と同期駆動させ、切断を完了したチューブを持ち上げ、メインレバー104に沿ってスライドさせ、床に落下させる。 ここで、止めレバー106は、切断されたチューブが反対側落下させない機能を有する。
【0026】
切断終了後、加工部とフィードローラー部には加工待ちのチューブが残されており、油圧シリンダー7と加工油圧シリンダー84を同時に駆動することにより、てこの原理を利用して、加工リフトローラー6と加工リフトローラー83を上昇させる。 加工リフトローラー6と加工リフトローラー83が上昇すると、加工待ちのチューブが上昇し、加工ローラ2とアンロードローラ101から離れる。 このとき作業者は、加工待ちのチューブを前方(図1の左方)に容易に移動させることが可能となる。 そして、加工待ちのチューブの先端(図1の左側)を定位プレート109に当たるまで移動させた後、チューブをアンロードローラ101に接触し載置されるまで、加工油圧シリンダー7と加工油圧シリンダー84を元の位置に戻した後、次工程のため待機する。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【技術分野】
【0001】
本発明は一種のチューブ面取り加工装置に関する。
【背景技術】
【0002】
グリッド工事等に良く使用されるチューブは、使用の際に先ず適正な長さに切断しなければならない。切断されたチューブの断面は軸線と垂直をなし、チューブの断面に部材を溶接する場合、例えば、鋼板またはセクション鋼板を一枚溶接する場合は、溶接の精度を保証するためにチューブの断面に面取り加工を行なうことが必ず必要となる。このため、1本チューブの加工には少なくとも2工程が必要となり、専用工具が必要になったり、専用工具がない場合には工程が複雑になり加工コストが高くなったり、流れ作業による大量生産が実現できなくなり、作業効率が低下するという問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、構造が簡単で、利便性が高く、大量流れ生産に適すると共に、作業効率を向上することができるチューブ面取り加工装置を提供することである。
【課題を解決するための手段】
【0004】
上記の目的を実現する為、本発明では下記の構成を採用した。
【0005】
すなわち、本発明に係るチューブ面取り加工装置は、加工ラック、ベアリングを介して加工ラックに設置された1組の加工ローラが備えられ、加工ローラにはドライブモータが連結設置されている。 その特徴は加工ラックの先端にはプラズマ切断マシンが配置され、更にリフティング装置が設置されている。 そのリフティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラーが設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。
【0006】
加工ラックの右端側(後端側)には、フィードローラー部が設置されている。 当該フィードローラー部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラを備え、当該加工ローラと加工部の加工ローラとは同一の方向に伸びるように設置されている。 加工ラックの左端(先端側)にはワークトラニオンを介して加工リフトフレームが設置され、当該ワークトラニオンはリフトフレームの中間部に位置し、リフトフレームの一端にはベアリングを介してリフトローラーが設置されている。 リフトフレームの他端には、加工油圧シリンダーが設置されている。 油圧シリンダーの一端は加工リフトフレームに連結され、油圧シリンダーの他端側は加工ラックに連結されてる。
【0007】
加工部の加工ラックの先端側(左側)には、定位アンロード部が設置されている。 当該定位アンロード部はアンロードラックと、ベアリングを介してアンロードラックに並行に設置された1組のアンロードローラを備え、アンロードローラと加工部の加工ローラとは同じ方向に向くように設置されている。 アンロードラックにはアンロードローラを更に設置し、二つのアンロードローラは並行に設置されている。 一方のアンロードローラにはアンロード爪が連結固定されており、アンロード爪とアンロードラックの間にはアンロード油圧シリンダーが設置されている。 当該アンロード爪はメインレバーと、メインレバーから垂直に伸び、メインレバーに連結固定された送りレバーと、止めレバーが備えられ、その送りレバーはアンロードローラに連結固定されている。 メインレバーにはトラニオンブロックが設置され、当該トラニオンブロックは更にアンロード油圧シリンダーの上部に連結されている。 このアンロードラックの左端(先端側)にはベアリングを介して、定位ローラを設置し、定位ローラとアンロードローラを並行に配置している。 定位ローラとアンロードローラが同じ方向を向くように配置し、定位ローラの一端に、定位プレートが連結固定されている。
【0008】
このような構成を有しているため、本発明にかかるチューブ面取り加工装置は大量流れ生産に適し、切断、面取り加工を一回の工程で完了することができ、作業効率の向上と、作業時間の低減をはかることができるという効果を奏することができる。
【図面の簡単な説明】
【0009】
図1は本発明の実施例にかかる構造の説明図である。
【0010】
図2は加工部の構造説明図である。
【0011】
図3は図2の平面図である。
【0012】
図4はフィードローラーの構造説明図である。
【0013】
図5は定位アンロード装置の構造説明図である。
【0014】
図6は定位アンロード装置右側断面図である。
【0015】
図7はプラズマ切断装置の構造説明図である。
【発明を実施するための形態】
【0016】
以下に、図を参照しながら、本発明について詳しく説明する。
【0017】
図1に示すように、本発明にかかるチューブ面取り加工装置は加工部、フィードローラー部及び定位アンロード部の三つの部分から構成されている。 この三つの部分はそれぞれ別の構造とすることができ、レール20で三つの部分を連結することもできる。 この場合には、チューブの長さによって三つのの部分の距離を調整できる。
【0018】
加工部における切断と面取りの機能について以下に説明する。 図2、図3に示したように、加工部は、加工ラック1と、ベアリングを介して加工ラック1上に並行的に載置される1組の加工ローラ2と、加工ローラ2と連結されたドライブモータ9とを備える。 加工ラック1は四角形フレーム構造をなし、加工ラック1上面の前後両端に2組のベアリングが設置され、2組のベアリングの各組毎に、加工ローラ2が1本づつ設置されている。 2本の加工ローラ2はベルトとプーリーとドライブモータ9によって駆動されるようになっている。 この場合、ドライブモータ9は2本の加工ローラ2を同期させながら、同方向に回転駆動できるようになっている。 一方、加工ラック1上の左端にはラック3を介してプラズマ切断マシン4が設置されている。 図7に示のように、ラック3は加工ラック1上に固定連結された三角形状ラックを形成している。 ラック3の上部は加工ローラ2と垂直方向に伸びるラックレバー31連結され、ラックレバー31とラック3の間にはスプリング32が設置されている。 プラズマ切断マシン4はボルト結合またはストラップによる緊縛により、ラックレバーに固定されている。 ラック3の末端には、ベアリングを介してロール33が設置されている。 チューブを切断する際には、ロール33をチューブ方向に押し、チューブ位置を調整した後に、プラズマ切断マシンの角度を合わせて押し付け、チューブを回転させれば、チューブの切断が行なわれる。 このとき断面に一定の角度を持った面取り加工を行なうことができる。 加工ラック1の左端にリフティング装置を設置し、当該リフティング装置はトラニオンを介して加工ラック1に設置されるリフトフレーム5を備え、当該トラニオンはリフトフレーム5の中間部に位置し、リフトフレーム5の一端にはベアリングを介して加工リフトローラー6が設置され、他端側には加工油圧シリンダー7が設置されている。 加工油圧シリンダー7の一端はリフトフレーム5に連結され、他端側は加工ラック1に連結されている。
【0019】
この場合、油圧シリンダー7は加工の際に、リフトフレーム5先端を上下方向に駆動し、リフトローラー6を上下方向に駆動する。
【0020】
フィードローラー部は、加工待ちのチューブを前方(図1における左方向)への搬送するために使用される。 フィードローラー部は加工部の加工ラック1の右端に設置されている。 図4に示すように、フィードローラー部は加工ラック8と、ベアリングを介してラック8に並行に設置した1組の加工ローラ81を備え、加工ローラ81と加工部の加工ローラ2とは同一の方向に伸びるように設置されている。 加工ラック8の左端にはワークトラニオンを介して加工リフトフレーム82が設置され、当該ワークトラニオンはリフトフレーム82の中間部に位置し、リフトフレーム82の一端にはベアリングを介してリフトローラー83が設置されている。 リフトフレーム82の他端には、加工油圧シリンダー84が設置されている。 油圧シリンダー84の一端は加工リフトフレーム82に連結され、油圧シリンダー84の他端側は加工ラック8に連結されている。
【0021】
定位アンロード部の機能として、1つには切断されるチューブの長さを確定することであり、もう2つ目には、プラズマ切断マシン4によってチューブを切断する際にチューブの前端側をサポートし、切断完了後にチューブを保持することである。
【0022】
定位アンロード部は、加工部の加工ラック1の左端側に配置され、チューブの必要な切断長さによって、定位アンロード部と加工ラック1間の距離を調整することができる。 図5に示すように、定位アンロード部は、アンロードラック10と、べリングを介してアンロードラック10に並行に設置された1組のアンロードローラ101を備え、アンロードローラ101と加工部の加工ローラ2とは、同じ方向に向くように設置されている。
図5、図6に示すように、アンロードラック10に、ベリングを介してアンロードローラ102を更に設置し、アンロードローラ102とアンロードローラ101は並行に配置されている。
【0023】
アンロードローラ102にはアンロード爪が連結固定されており、アンロード爪とアンロードラック10の間にはアンロード油圧シリンダー103が設置されている。 当該アンロード爪はメインレバー104と、メインレバー104から垂直に伸び、メインレバー104に連結固定された送りレバー105と、止めレバー106が備えられ、その送りレバー105はアンロードローラ102に連結固定されている。 メインレバー104にはトラニオンブロック107が設置され、当該トラニオンブロック107は更にアンロード油圧シリンダー103の上部に連結されている。 このアンロード爪は少なくともアンロードラック10の両側に一つずつ設置することが望ましい。 アンロード爪と組み合わせて使用されるアンロード油圧シリンダーの数量は必要に応じて変更することができる。
【0024】
アンロードラック10の左端にベアリングを介して定位ローラ108を設置し、定位ローラ108とアンロードローラ101を並行に設置している。 定位ローラ108とアンロードローラ101が同じ方向を向くように配置し、定位ローラ108の一端に、定位プレート109が連結固定されている。
【0025】
使用の際には、加工待ちのチューブを加工ローラ2の上に置き、加工ローラ81とアンロードローラ101の両方は、加工ローラ2と同じ方向を向いているため、加工待ちのチューブは、実際には加工ローラ81とアンロードローラ101の上にも載置されている。 定位アンロード部と加工部の加工ラック1の相対的な位置を調整し、チューブの先端(図1の左端)を定位プレート109に当てる。
そして、ドライブモータ9を起動して加工ローラ2を2本同期させ、同方向に回転させることによって、チューブを回転させる。 その際、プラズマ切断マシン4を起動することによって、チューブを切断することができると共に、一定の面取り加工もできる。
この場合は、定位アンロード部に配置されるチューブが切断加工を終了した製品となり、アンロード油圧シリンダー103を操作することによって、アンロード油圧シリンダー103がメインレバー104を上昇させ、メインレバー104が送りレバー105を介してアンロードローラ102を回転させ、アンロード油圧シリンダー103はメインレバー104を上昇させる。 そしてメインレバー104は送りレバー105を介してアンロードローラ102を回転させることによって、アンロードローラ102に連結された他のアンロード爪と同期駆動させ、切断を完了したチューブを持ち上げ、メインレバー104に沿ってスライドさせ、床に落下させる。 ここで、止めレバー106は、切断されたチューブが反対側落下させない機能を有する。
【0026】
切断終了後、加工部とフィードローラー部には加工待ちのチューブが残されており、油圧シリンダー7と加工油圧シリンダー84を同時に駆動することにより、てこの原理を利用して、加工リフトローラー6と加工リフトローラー83を上昇させる。 加工リフトローラー6と加工リフトローラー83が上昇すると、加工待ちのチューブが上昇し、加工ローラ2とアンロードローラ101から離れる。 このとき作業者は、加工待ちのチューブを前方(図1の左方)に容易に移動させることが可能となる。 そして、加工待ちのチューブの先端(図1の左側)を定位プレート109に当たるまで移動させた後、チューブをアンロードローラ101に接触し載置されるまで、加工油圧シリンダー7と加工油圧シリンダー84を元の位置に戻した後、次工程のため待機する。
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【特許請求の範囲】
【請求項1】
チューブ面取り加工装置であって、
加工ラック(1)と、
ベアリングを介して加工ラック(1)上に取り付けられた1組の加工ローラ(2)と、
加工ローラ(2)に連結されたドライブモータ(9)とからなる加工部を備え、
加工ラック(1)の先端側にはフレーム(3)を介してプラズマ切削マシン(4)が設置され、
加工ラック(1)の先端側には、更にリフティング装置が設置され、
該当リフティング装置にはトラニオンを介して加工ラック(1)に設置されるリフトフレーム(5)が備えられ、当該トラニオンはフリトフレーム(5)の中間部に位置し、リフトフレーム(5)の一端には加工油圧シリンダー(7)が設置され、加工油圧シリンダー(7)の一端はリフトフレーム(5)に連結され、他端側は加工ラック(1)に連結されている
ことを特徴とするチューブ面取り加工装置。
【請求項2】
請求項1に記載されたチューブ面取り加工装置であって、
加工ラック(1)の後端側には、フィードローラー部が設置され、
当該フィードローラー部は、
加工ラック(8)と、
ベアリングを介して並行に加工ラック(8)に取り付けられた1組の加工ローラ(81)を備え、当該加工ローラ(81)は、加工部の加工ローラ(2)と同一の方向を向いて配置され、加工ラック(8)の先端側にはワークトラニオンを介して加工フリトフレーム(82)が設置され、当該ワークトラニオンはリフトフレーム(82)の中間部に位置し、加工リフトフレーム(82)の一端には加工リフトローラー(83)が設置されており、リフトフレーム(5)の他端には加工油圧シリンダー(84)が設置され、加工油圧シリンダー(84)の一端は加工リフトフレーム(82)に連結され、加工油圧シリンダー(84)の他端側は加工ラック(8)に連結されている
ことを特徴とするチューブ面取り加工装置。
【請求項3】
請求項1または2に記載されたチューブ面取り加工装置であって、
加工ラック(1)の先端側には、定位アンロード部が設置され、
当該定位アンロード部は、
アンロードラック(10)と、
ベアリングを介してアンロードラック(10)に並行に設置された1組のアンロードローラー(101)を備え、アンロードローラ(101)と加工部の加工ローラ(2)とを同じ方向に向くように設置し、アンロードローラ(102)にはアンロード爪が連結固定され、アンロード爪とアンロードラック(10)の間にはアンロード油圧シリンダー(103)が設置され、
該当アンロード爪はメインレバー(104)と、メインレバー(104)から垂直に伸び、メインレバー(104)に連結固定された送りレバー(105)と、止めレバー(106)が備えられ、当該送りレバー(105)はアンロードローラ(102)に連結固定され、メインレバー(104)にはトラニオンブロック(107)が設置され、当該トラニオンブロック(107)はアンロード油圧シリンダーの上部に連結され、アンロードラック(10)の先端側にはベアリングを介して定位ローラ(108)が設置され、定位ローラ(108)とアンロードローラ(101)を並行に設置し、定位ローラ(108)とアンロードローラ(101)が同じ方向を向くように配置し、定位ローラ(108)の一端に、定位プレート(109)が連結固定されている
ことを特徴とするチューブ面取り加工装置。
【請求項1】
チューブ面取り加工装置であって、
加工ラック(1)と、
ベアリングを介して加工ラック(1)上に取り付けられた1組の加工ローラ(2)と、
加工ローラ(2)に連結されたドライブモータ(9)とからなる加工部を備え、
加工ラック(1)の先端側にはフレーム(3)を介してプラズマ切削マシン(4)が設置され、
加工ラック(1)の先端側には、更にリフティング装置が設置され、
該当リフティング装置にはトラニオンを介して加工ラック(1)に設置されるリフトフレーム(5)が備えられ、当該トラニオンはフリトフレーム(5)の中間部に位置し、リフトフレーム(5)の一端には加工油圧シリンダー(7)が設置され、加工油圧シリンダー(7)の一端はリフトフレーム(5)に連結され、他端側は加工ラック(1)に連結されている
ことを特徴とするチューブ面取り加工装置。
【請求項2】
請求項1に記載されたチューブ面取り加工装置であって、
加工ラック(1)の後端側には、フィードローラー部が設置され、
当該フィードローラー部は、
加工ラック(8)と、
ベアリングを介して並行に加工ラック(8)に取り付けられた1組の加工ローラ(81)を備え、当該加工ローラ(81)は、加工部の加工ローラ(2)と同一の方向を向いて配置され、加工ラック(8)の先端側にはワークトラニオンを介して加工フリトフレーム(82)が設置され、当該ワークトラニオンはリフトフレーム(82)の中間部に位置し、加工リフトフレーム(82)の一端には加工リフトローラー(83)が設置されており、リフトフレーム(5)の他端には加工油圧シリンダー(84)が設置され、加工油圧シリンダー(84)の一端は加工リフトフレーム(82)に連結され、加工油圧シリンダー(84)の他端側は加工ラック(8)に連結されている
ことを特徴とするチューブ面取り加工装置。
【請求項3】
請求項1または2に記載されたチューブ面取り加工装置であって、
加工ラック(1)の先端側には、定位アンロード部が設置され、
当該定位アンロード部は、
アンロードラック(10)と、
ベアリングを介してアンロードラック(10)に並行に設置された1組のアンロードローラー(101)を備え、アンロードローラ(101)と加工部の加工ローラ(2)とを同じ方向に向くように設置し、アンロードローラ(102)にはアンロード爪が連結固定され、アンロード爪とアンロードラック(10)の間にはアンロード油圧シリンダー(103)が設置され、
該当アンロード爪はメインレバー(104)と、メインレバー(104)から垂直に伸び、メインレバー(104)に連結固定された送りレバー(105)と、止めレバー(106)が備えられ、当該送りレバー(105)はアンロードローラ(102)に連結固定され、メインレバー(104)にはトラニオンブロック(107)が設置され、当該トラニオンブロック(107)はアンロード油圧シリンダーの上部に連結され、アンロードラック(10)の先端側にはベアリングを介して定位ローラ(108)が設置され、定位ローラ(108)とアンロードローラ(101)を並行に設置し、定位ローラ(108)とアンロードローラ(101)が同じ方向を向くように配置し、定位ローラ(108)の一端に、定位プレート(109)が連結固定されている
ことを特徴とするチューブ面取り加工装置。
【公表番号】特表2012−513900(P2012−513900A)
【公表日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2011−539887(P2011−539887)
【出願日】平成22年8月31日(2010.8.31)
【国際出願番号】PCT/CN2010/076512
【国際公開番号】WO2011/057516
【国際公開日】平成23年5月19日(2011.5.19)
【出願人】(511142006)
【Fターム(参考)】
【公表日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【国際出願番号】PCT/CN2010/076512
【国際公開番号】WO2011/057516
【国際公開日】平成23年5月19日(2011.5.19)
【出願人】(511142006)
【Fターム(参考)】
[ Back to top ]