
チョークコイル
【課題】コイルの放熱性を改善したチョークコイルを提供する。
【解決手段】例えばEE型の一対のコアと、ボビンと、コイルと、樹脂モールド部とを備えたチョークコイルにおいて、ボビン1は、外側にコイルが巻回される筒状の芯体1aと、芯体1aの両端に形成された鍔部1bとを備えている。一対の鍔部1bの各々におけるコイルに面する表面には、外側から内側に至る複数条の溝Gb1,Gb2が形成され、かつ、芯体1aの表面には、コイルの巻回方向と交差する方向に複数条の溝Gaが形成されている。このような溝Ga,Gb1,Gb2によって、樹脂モールド時の溶融樹脂が、コイルの銅線間の隙間、及び、コイルとボビン1との隙間に入り易くなり、これらの隙間を樹脂で埋め尽くすことができる。
【解決手段】例えばEE型の一対のコアと、ボビンと、コイルと、樹脂モールド部とを備えたチョークコイルにおいて、ボビン1は、外側にコイルが巻回される筒状の芯体1aと、芯体1aの両端に形成された鍔部1bとを備えている。一対の鍔部1bの各々におけるコイルに面する表面には、外側から内側に至る複数条の溝Gb1,Gb2が形成され、かつ、芯体1aの表面には、コイルの巻回方向と交差する方向に複数条の溝Gaが形成されている。このような溝Ga,Gb1,Gb2によって、樹脂モールド時の溶融樹脂が、コイルの銅線間の隙間、及び、コイルとボビン1との隙間に入り易くなり、これらの隙間を樹脂で埋め尽くすことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として電源回路の昇圧用、力率改善用又は電流平滑用として用いられるチョークコイルに関する。
【背景技術】
【0002】
チョークコイルは、例えば、電源回路の昇圧用、力率改善用又は電流平滑用として用いられている。従来のチョークコイルは、一対のコアと、コイルを巻回したボビンとを、互いに抱き合わせた構成となっている。
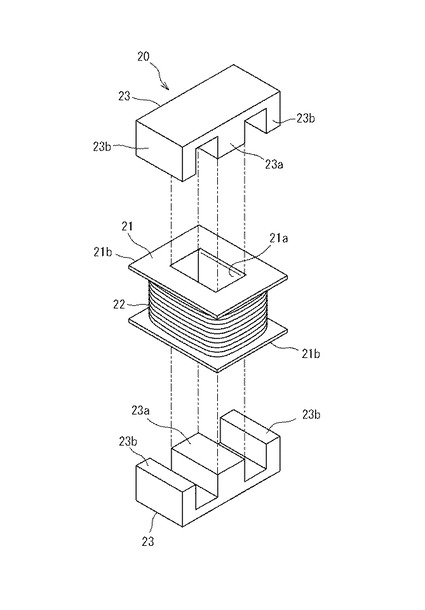
図8は、既知の(例えば、特許文献1参照。)EEコア型のチョークコイル20の構成例を示す分解斜視図である。図において、このチョークコイル20は、EE型の上下一対のコア23と、コイル22が巻回された角形のボビン21とを備えている。コア23の端面形状は、図示のように「E」の字の形となっている。
【0003】
コア23は、ボビン21の軸方向両端に設けられている鍔部21bの外形状と、ボビン21の中心にある角形筒状の芯体21aの内側の孔形状とに合わせた凹凸形状となるように、両端の凸部23bと中央の凸部23aとを有している。芯体21aに一対のコア23の中央の凸部23aを内挿し、かつ、外側の凸部23b同士を当接させた状態で全体を固定すれば、チョークコイル20が出来上がる。なお、例えば、外側の凸部23b同士を当接させた状態で、中央の凸部23a同士は当接せず、一定のギャップを形成するように構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−150414号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような従来のチョークコイル20では、組立後に、コイル22に対して溶融樹脂を流し込む樹脂モールドが行われる。しかしながら、コイル22の銅線間の隙間及び、コイル22とボビン21の表面との間の隙間に、樹脂が入りにくい。特に、EE型のコア23に合わせてボビン21の芯体21aが角形であるため、コイル22を芯体21aの表面に密着させて巻くことは困難であり、巻き太りが生じる。そのため、コイル22の最内部とボビン21の芯体21aの表面との間に比較的大きな隙間ができている。この隙間を樹脂で満たすべく樹脂をしみ込ませたいが、入りにくい。結果的に、樹脂が入り込めなかったため空気の領域が残ってしまうと、当該領域が熱伝導を妨げる。そのため、コイルの発熱がボビンに熱伝導しにくく、放熱性が良くない。
【0006】
かかる従来の問題点に鑑み、本発明は、コイルの放熱性を改善したチョークコイルを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、一対のコアと、前記コアに装着されるボビンと、前記ボビンに巻回されるコイルと、前記コイルの銅線間の隙間及び前記コイルと前記ボビンとの隙間に入り込んで固化した樹脂モールド部と、を備えたチョークコイルであって、前記ボビンは、内側に前記コアの一部である角形の磁心を受け入れ、外側に前記コイルが巻回される筒状の芯体と、前記コイルの巻回軸方向における前記芯体の両端に形成された鍔部と、を備え、一対の前記鍔部の各々における前記コイルに面する表面に、外側から内側に至る複数条の溝が形成され、かつ、前記芯体の表面には、前記コイルの巻回方向と交差する方向に複数条の溝が形成されていることを特徴とするものである。
【0008】
上記のように構成されたボビンは、ボビンに巻回されたコイルに樹脂モールドを施す際に、溶融樹脂が鍔部の溝を伝って外側から内側に入り込む。また、芯体の表面に達した溶融樹脂が、芯体の溝を伝って、コイルの最内部と芯体との隙間に入り込む。従って、溶融樹脂が、コイルの銅線間の隙間、及び、コイルとボビンとの隙間に入り易くなり、これらの隙間を樹脂で埋め尽くすことができる。また、溝を伝っての脱泡も促進される。
【0009】
また、上記チョークコイルにおいて、鍔部の各条の溝は、芯体の各条の溝と連通していてもよい。
この場合、鍔部の溝から芯体の溝へ溶融樹脂が容易に流れ込むことができる。
【発明の効果】
【0010】
本発明のチョークコイルによれば、コイルからボビンへの放熱性が改善される。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係るチョークコイルを組み立てた状態を示す斜視図である。
【図2】図1のチョークコイルにおいてコイルを巻回する前のボビンの斜視図である。
【図3】図2に示すボビンのIII-III線断面図である。
【図4】組み立てられたチョークコイルに、樹脂モールドのための型を装着する状態を示す斜視図である。
【図5】図4の状態から、溶融樹脂を型に注ぎ込む状態示す斜視図である。
【図6】コイルの巻回方向に直交する断面であって、かつ、溝のあるところでの断面で、ボビン及びコイルを見た部分断面図であり、(a)は溶融樹脂Rを注入する前の状態、(b)は注入後所定時間が経過した状態を、それぞれ示している。
【図7】離型後の、樹脂モールド部を備えたチョークコイルを示す斜視図である。
【図8】EEコア型のチョークコイルの構成例を示す分解斜視図である。
【発明を実施するための形態】
【0012】
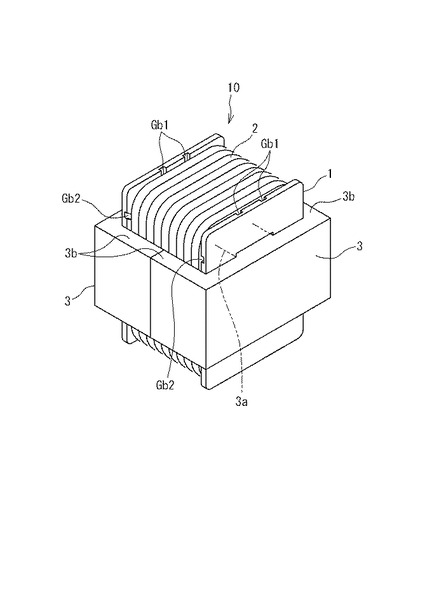
図1は、本発明の一実施形態に係るチョークコイル10を組み立てた状態を示す斜視図である。図において、このチョークコイル10は、EE型の一対のコア3と、角形のボビン1と、コイル2とを備えている。コイル2が巻回されたボビン1は、コア3と抱き合わせるように組み立てられ、ボビン1及びコア3は、互いに相手方に装着された関係になっている。これらのボビン1、コイル2、コア3は、図8に示したチョークコイル20におけるボビン21、コイル22、コア23に対応し、図8と同様の要領で組み立てられている。コア3は、中央の磁心となる凸部3aと、両側の磁心となる凸部3bとを有している。コア3は、例えば、鋼板、フェライト、ダストコア(圧粉磁心)により形成される。
【0013】
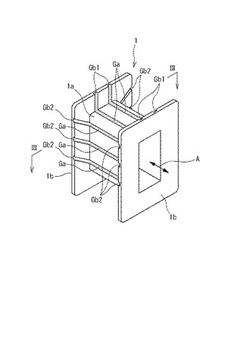
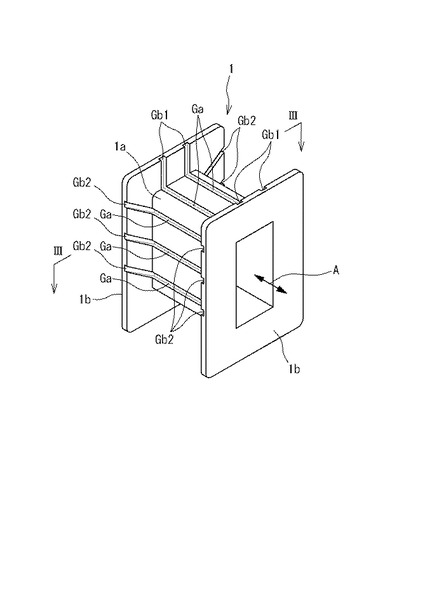
図2は、コイル2を巻回する前のボビン1の斜視図である。図において、ボビン1は、外側にコイル2が巻回される角筒状の芯体1aと、コイル2の巻回軸方向(図の矢印Aの方向)における芯体1aの両端に形成された鍔部1bとを有している。ボビン1の芯体1aは、その内側にコア3の凸部3aを受け入れるように内寸法が設定されている。また、鍔部1bも、コア3の両側の凸部3b間に収まる幅寸法となっている。ボビン1は、例えばPBT(ポリブチレンテレフタレート)を材質とする成型品又は、成型品を接合して成るものである。
【0014】
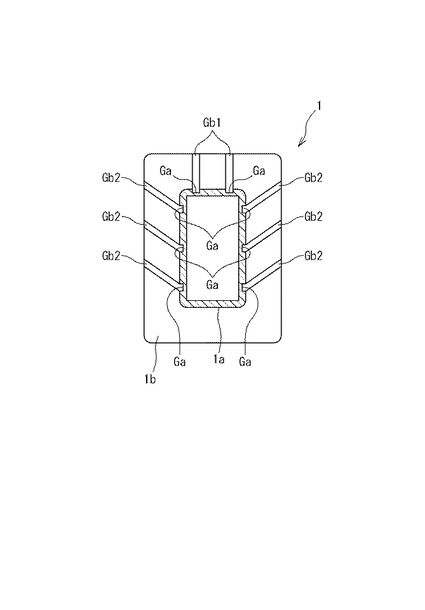
図3は、図2に示すボビン1のIII-III線断面図である。図2及び図3において、一対の鍔部1bの各々における、コイル2に面する表面には、外側から内側に至る複数条(本例では合計8条)の溝Gb1,Gb2が形成されている。また、芯体1aの表面には、コイル2の巻回方向と交差する方向(矢印Aに平行な方向)に複数条(本例では8条)の溝Gaが形成されている。各溝Ga,Gb1,Gb2の深さは、例えば、当該溝が設けられている部位の肉厚の1/2である。また、各溝Ga,Gb1,Gb2が延びる方向に直交する溝断面形状は、例えば、矩形若しくは半円形である(図示しているのは矩形)。
【0015】
また、図3に示すように、溝Gb1は、図の上方から樹脂を垂らすことを予定してその向きが設計されている。すなわち、樹脂モールド時に真上に位置する2つの溝Gb1は、単に上下方向に延びている。一方、他の溝Gb2は、芯体1aに対して図3の左右対称に、斜めに、かつ、内側へ下り傾斜するように、形成されている。このような溝形状によって、重力により自然に、溶融樹脂が溝Gb1,Gb2を伝い易くすることができる。
また、鍔部1bの各条の溝Gb1,Gb2は、芯体1aの各条の溝Gaと連通している。これにより、鍔部1bの溝Gb1又はGb2から芯体1aの溝Gaへ連続した通し溝が形成され、溶融樹脂を容易に流れ込ませることができる。また、各溝Ga,Gb1,Gb2を伝っての脱泡も促進される。
【0016】
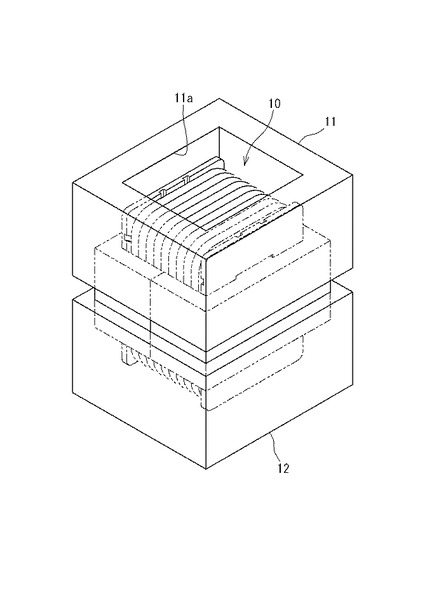
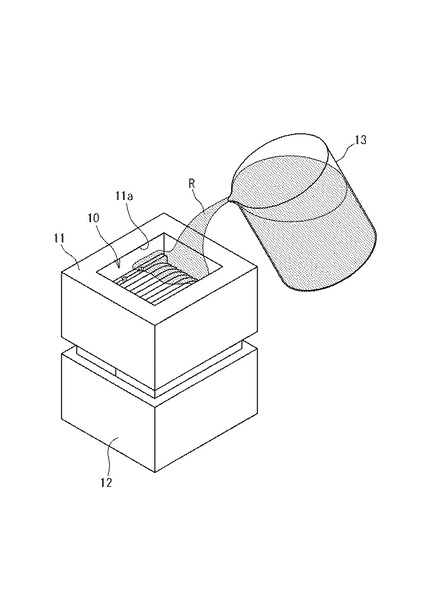
図4は、組み立てられたチョークコイル10に、樹脂モールドのための型11,12を装着する状態を示す斜視図である。型11,12は例えばPTFE製である。上の型11には、注入用の開口11aが形成されている。下の型12は、底面がふさがっている。このように型11,12を装着した後、図5に示すように、溶融樹脂R(例えばエポキシ樹脂を溶融させたもの)をポット13から開口11aに注ぎ込む。
【0017】
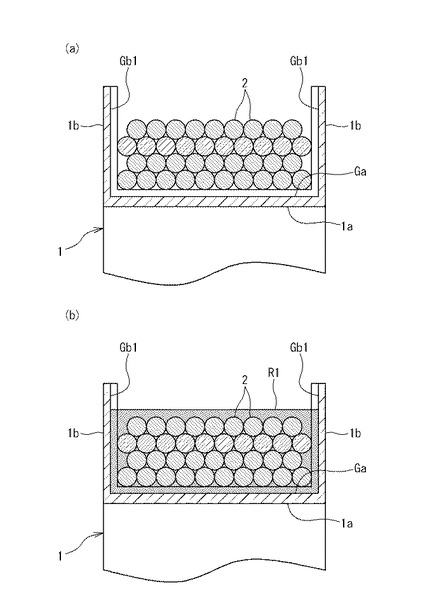
図6は、コイル2の巻回方向に直交する断面であって、かつ、例えば溝Gb1,Gaのあるところでの断面で、ボビン1及びコイル2を見た部分断面図である。(a)は溶融樹脂Rを注入する前の状態、(b)は注入後所定時間が経過した状態を、それぞれ示している。注入された溶融樹脂は、溝Gb1を伝って外側から内側に入り込む。また、芯体1aの表面に達した溶融樹脂が、溝Gaを伝って、コイル2の最内部と芯体1aとの隙間に入り込む。
【0018】
こうして、溶融樹脂が、コイル2の銅線間の隙間、及び、コイル2とボビン1との隙間に入り易くなり、これらの隙間を溶融樹脂で埋め尽くすことができる。こうして、(b)に示すように、コイル2の銅線間の隙間及びコイル2とボビン1との隙間に入り込んで固化した樹脂モールド部R1を形成することができる。
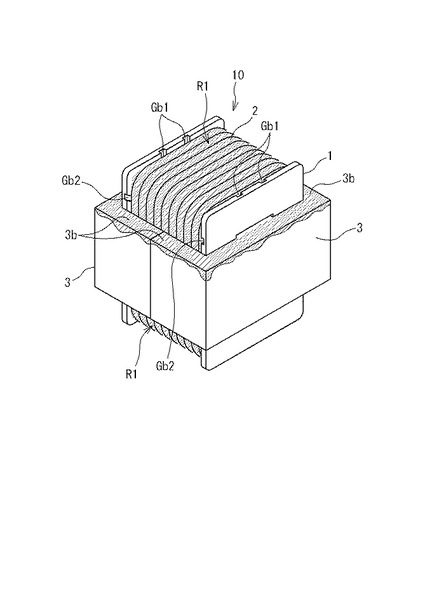
図7は、離型後の、樹脂モールド部R1を備えたチョークコイル10を示す斜視図である。このような樹脂モールド部R1の存在により、コイル2の発熱がボビン1に伝導し易くなり、放熱性が改善される。
【0019】
なお、上記の各溝Ga,Gb1,Gb2の設計仕様(数、場所、延びていく形状、断面形状、深さ)はそれぞれ一例に過ぎない。例えば上部の溝Gb1が傾斜していてもよいし、溝Gb2は曲線状に傾斜していてもよい。また、図3における芯体1aの下方にも溝を設けることができる。下方にも溝を設けることにより、上方にある溝に、より樹脂が入り易くなる。但し逆に、入った樹脂が抜け易くなる可能性もあり、溶融樹脂の粘性に合わせて設計することが好ましい。本実施形態で使用した溶融樹脂の粘性は、50Pa・Sである。
【0020】
また、溝Gb1又はGb2から溝Gaへは、連通していることが溶融樹脂の通り易さの点では好ましいが、必ずしも連通していなくても(終端同士がずれていても)、溶融樹脂を伝い導く一定の効果は得られる。
また、上記実施形態において溝Gaは、図2の矢印A方向と平行としたが、斜めであってもよい。但しコイル2の巻回方向と同じ方向への溝は巻回の都合上好ましくないので、少なくともコイル2の巻回方向と交差する方向に延びる溝であればよい。
【0021】
なお、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
【符号の説明】
【0022】
1 ボビン
1a 芯体
1b 鍔部
2 コイル
3 コア
3a 凸部(磁心)
10 チョークコイル
Ga,Gb1,Gb2 溝
R1 樹脂モールド部
【技術分野】
【0001】
本発明は、主として電源回路の昇圧用、力率改善用又は電流平滑用として用いられるチョークコイルに関する。
【背景技術】
【0002】
チョークコイルは、例えば、電源回路の昇圧用、力率改善用又は電流平滑用として用いられている。従来のチョークコイルは、一対のコアと、コイルを巻回したボビンとを、互いに抱き合わせた構成となっている。
図8は、既知の(例えば、特許文献1参照。)EEコア型のチョークコイル20の構成例を示す分解斜視図である。図において、このチョークコイル20は、EE型の上下一対のコア23と、コイル22が巻回された角形のボビン21とを備えている。コア23の端面形状は、図示のように「E」の字の形となっている。
【0003】
コア23は、ボビン21の軸方向両端に設けられている鍔部21bの外形状と、ボビン21の中心にある角形筒状の芯体21aの内側の孔形状とに合わせた凹凸形状となるように、両端の凸部23bと中央の凸部23aとを有している。芯体21aに一対のコア23の中央の凸部23aを内挿し、かつ、外側の凸部23b同士を当接させた状態で全体を固定すれば、チョークコイル20が出来上がる。なお、例えば、外側の凸部23b同士を当接させた状態で、中央の凸部23a同士は当接せず、一定のギャップを形成するように構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−150414号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような従来のチョークコイル20では、組立後に、コイル22に対して溶融樹脂を流し込む樹脂モールドが行われる。しかしながら、コイル22の銅線間の隙間及び、コイル22とボビン21の表面との間の隙間に、樹脂が入りにくい。特に、EE型のコア23に合わせてボビン21の芯体21aが角形であるため、コイル22を芯体21aの表面に密着させて巻くことは困難であり、巻き太りが生じる。そのため、コイル22の最内部とボビン21の芯体21aの表面との間に比較的大きな隙間ができている。この隙間を樹脂で満たすべく樹脂をしみ込ませたいが、入りにくい。結果的に、樹脂が入り込めなかったため空気の領域が残ってしまうと、当該領域が熱伝導を妨げる。そのため、コイルの発熱がボビンに熱伝導しにくく、放熱性が良くない。
【0006】
かかる従来の問題点に鑑み、本発明は、コイルの放熱性を改善したチョークコイルを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、一対のコアと、前記コアに装着されるボビンと、前記ボビンに巻回されるコイルと、前記コイルの銅線間の隙間及び前記コイルと前記ボビンとの隙間に入り込んで固化した樹脂モールド部と、を備えたチョークコイルであって、前記ボビンは、内側に前記コアの一部である角形の磁心を受け入れ、外側に前記コイルが巻回される筒状の芯体と、前記コイルの巻回軸方向における前記芯体の両端に形成された鍔部と、を備え、一対の前記鍔部の各々における前記コイルに面する表面に、外側から内側に至る複数条の溝が形成され、かつ、前記芯体の表面には、前記コイルの巻回方向と交差する方向に複数条の溝が形成されていることを特徴とするものである。
【0008】
上記のように構成されたボビンは、ボビンに巻回されたコイルに樹脂モールドを施す際に、溶融樹脂が鍔部の溝を伝って外側から内側に入り込む。また、芯体の表面に達した溶融樹脂が、芯体の溝を伝って、コイルの最内部と芯体との隙間に入り込む。従って、溶融樹脂が、コイルの銅線間の隙間、及び、コイルとボビンとの隙間に入り易くなり、これらの隙間を樹脂で埋め尽くすことができる。また、溝を伝っての脱泡も促進される。
【0009】
また、上記チョークコイルにおいて、鍔部の各条の溝は、芯体の各条の溝と連通していてもよい。
この場合、鍔部の溝から芯体の溝へ溶融樹脂が容易に流れ込むことができる。
【発明の効果】
【0010】
本発明のチョークコイルによれば、コイルからボビンへの放熱性が改善される。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係るチョークコイルを組み立てた状態を示す斜視図である。
【図2】図1のチョークコイルにおいてコイルを巻回する前のボビンの斜視図である。
【図3】図2に示すボビンのIII-III線断面図である。
【図4】組み立てられたチョークコイルに、樹脂モールドのための型を装着する状態を示す斜視図である。
【図5】図4の状態から、溶融樹脂を型に注ぎ込む状態示す斜視図である。
【図6】コイルの巻回方向に直交する断面であって、かつ、溝のあるところでの断面で、ボビン及びコイルを見た部分断面図であり、(a)は溶融樹脂Rを注入する前の状態、(b)は注入後所定時間が経過した状態を、それぞれ示している。
【図7】離型後の、樹脂モールド部を備えたチョークコイルを示す斜視図である。
【図8】EEコア型のチョークコイルの構成例を示す分解斜視図である。
【発明を実施するための形態】
【0012】
図1は、本発明の一実施形態に係るチョークコイル10を組み立てた状態を示す斜視図である。図において、このチョークコイル10は、EE型の一対のコア3と、角形のボビン1と、コイル2とを備えている。コイル2が巻回されたボビン1は、コア3と抱き合わせるように組み立てられ、ボビン1及びコア3は、互いに相手方に装着された関係になっている。これらのボビン1、コイル2、コア3は、図8に示したチョークコイル20におけるボビン21、コイル22、コア23に対応し、図8と同様の要領で組み立てられている。コア3は、中央の磁心となる凸部3aと、両側の磁心となる凸部3bとを有している。コア3は、例えば、鋼板、フェライト、ダストコア(圧粉磁心)により形成される。
【0013】
図2は、コイル2を巻回する前のボビン1の斜視図である。図において、ボビン1は、外側にコイル2が巻回される角筒状の芯体1aと、コイル2の巻回軸方向(図の矢印Aの方向)における芯体1aの両端に形成された鍔部1bとを有している。ボビン1の芯体1aは、その内側にコア3の凸部3aを受け入れるように内寸法が設定されている。また、鍔部1bも、コア3の両側の凸部3b間に収まる幅寸法となっている。ボビン1は、例えばPBT(ポリブチレンテレフタレート)を材質とする成型品又は、成型品を接合して成るものである。
【0014】
図3は、図2に示すボビン1のIII-III線断面図である。図2及び図3において、一対の鍔部1bの各々における、コイル2に面する表面には、外側から内側に至る複数条(本例では合計8条)の溝Gb1,Gb2が形成されている。また、芯体1aの表面には、コイル2の巻回方向と交差する方向(矢印Aに平行な方向)に複数条(本例では8条)の溝Gaが形成されている。各溝Ga,Gb1,Gb2の深さは、例えば、当該溝が設けられている部位の肉厚の1/2である。また、各溝Ga,Gb1,Gb2が延びる方向に直交する溝断面形状は、例えば、矩形若しくは半円形である(図示しているのは矩形)。
【0015】
また、図3に示すように、溝Gb1は、図の上方から樹脂を垂らすことを予定してその向きが設計されている。すなわち、樹脂モールド時に真上に位置する2つの溝Gb1は、単に上下方向に延びている。一方、他の溝Gb2は、芯体1aに対して図3の左右対称に、斜めに、かつ、内側へ下り傾斜するように、形成されている。このような溝形状によって、重力により自然に、溶融樹脂が溝Gb1,Gb2を伝い易くすることができる。
また、鍔部1bの各条の溝Gb1,Gb2は、芯体1aの各条の溝Gaと連通している。これにより、鍔部1bの溝Gb1又はGb2から芯体1aの溝Gaへ連続した通し溝が形成され、溶融樹脂を容易に流れ込ませることができる。また、各溝Ga,Gb1,Gb2を伝っての脱泡も促進される。
【0016】
図4は、組み立てられたチョークコイル10に、樹脂モールドのための型11,12を装着する状態を示す斜視図である。型11,12は例えばPTFE製である。上の型11には、注入用の開口11aが形成されている。下の型12は、底面がふさがっている。このように型11,12を装着した後、図5に示すように、溶融樹脂R(例えばエポキシ樹脂を溶融させたもの)をポット13から開口11aに注ぎ込む。
【0017】
図6は、コイル2の巻回方向に直交する断面であって、かつ、例えば溝Gb1,Gaのあるところでの断面で、ボビン1及びコイル2を見た部分断面図である。(a)は溶融樹脂Rを注入する前の状態、(b)は注入後所定時間が経過した状態を、それぞれ示している。注入された溶融樹脂は、溝Gb1を伝って外側から内側に入り込む。また、芯体1aの表面に達した溶融樹脂が、溝Gaを伝って、コイル2の最内部と芯体1aとの隙間に入り込む。
【0018】
こうして、溶融樹脂が、コイル2の銅線間の隙間、及び、コイル2とボビン1との隙間に入り易くなり、これらの隙間を溶融樹脂で埋め尽くすことができる。こうして、(b)に示すように、コイル2の銅線間の隙間及びコイル2とボビン1との隙間に入り込んで固化した樹脂モールド部R1を形成することができる。
図7は、離型後の、樹脂モールド部R1を備えたチョークコイル10を示す斜視図である。このような樹脂モールド部R1の存在により、コイル2の発熱がボビン1に伝導し易くなり、放熱性が改善される。
【0019】
なお、上記の各溝Ga,Gb1,Gb2の設計仕様(数、場所、延びていく形状、断面形状、深さ)はそれぞれ一例に過ぎない。例えば上部の溝Gb1が傾斜していてもよいし、溝Gb2は曲線状に傾斜していてもよい。また、図3における芯体1aの下方にも溝を設けることができる。下方にも溝を設けることにより、上方にある溝に、より樹脂が入り易くなる。但し逆に、入った樹脂が抜け易くなる可能性もあり、溶融樹脂の粘性に合わせて設計することが好ましい。本実施形態で使用した溶融樹脂の粘性は、50Pa・Sである。
【0020】
また、溝Gb1又はGb2から溝Gaへは、連通していることが溶融樹脂の通り易さの点では好ましいが、必ずしも連通していなくても(終端同士がずれていても)、溶融樹脂を伝い導く一定の効果は得られる。
また、上記実施形態において溝Gaは、図2の矢印A方向と平行としたが、斜めであってもよい。但しコイル2の巻回方向と同じ方向への溝は巻回の都合上好ましくないので、少なくともコイル2の巻回方向と交差する方向に延びる溝であればよい。
【0021】
なお、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
【符号の説明】
【0022】
1 ボビン
1a 芯体
1b 鍔部
2 コイル
3 コア
3a 凸部(磁心)
10 チョークコイル
Ga,Gb1,Gb2 溝
R1 樹脂モールド部
【特許請求の範囲】
【請求項1】
一対のコアと、
前記コアに装着されるボビンと、
前記ボビンに巻回されるコイルと、
前記コイルの銅線間の隙間及び前記コイルと前記ボビンとの隙間に入り込んで固化した樹脂モールド部と、を備えたチョークコイルであって、前記ボビンは、
内側に前記コアの一部である角形の磁心を受け入れ、外側に前記コイルが巻回される筒状の芯体と、
前記コイルの巻回軸方向における前記芯体の両端に形成された鍔部と、を備え、
一対の前記鍔部の各々における前記コイルに面する表面に、外側から内側に至る複数条の溝が形成され、かつ、前記芯体の表面には、前記コイルの巻回方向と交差する方向に複数条の溝が形成されていることを特徴とするチョークコイル。
【請求項2】
前記鍔部の各条の溝は、前記芯体の各条の溝と連通している請求項1記載のチョークコイル。
【請求項1】
一対のコアと、
前記コアに装着されるボビンと、
前記ボビンに巻回されるコイルと、
前記コイルの銅線間の隙間及び前記コイルと前記ボビンとの隙間に入り込んで固化した樹脂モールド部と、を備えたチョークコイルであって、前記ボビンは、
内側に前記コアの一部である角形の磁心を受け入れ、外側に前記コイルが巻回される筒状の芯体と、
前記コイルの巻回軸方向における前記芯体の両端に形成された鍔部と、を備え、
一対の前記鍔部の各々における前記コイルに面する表面に、外側から内側に至る複数条の溝が形成され、かつ、前記芯体の表面には、前記コイルの巻回方向と交差する方向に複数条の溝が形成されていることを特徴とするチョークコイル。
【請求項2】
前記鍔部の各条の溝は、前記芯体の各条の溝と連通している請求項1記載のチョークコイル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−102028(P2013−102028A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244349(P2011−244349)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【Fターム(参考)】
[ Back to top ]