
ツイン包装機
【課題】 包装ラインを2列有するツイン包装機における奥側の包装ラインに対する視認性や組付け等の作業性を良好にすること
【解決手段】 2列の包装ライン2,3のうち、手前側の第2包装ライン3を奥側の第1包装ライン2よりも低い位置に設置した。このとき、エンドシール装置48の高さに相当する高さ分だけ低くすることで、第1包装ラインが完全に第2包装ラインより上方に位置する。よって、第1包装ラインの装置に対する作業性が向上する。
【解決手段】 2列の包装ライン2,3のうち、手前側の第2包装ライン3を奥側の第1包装ライン2よりも低い位置に設置した。このとき、エンドシール装置48の高さに相当する高さ分だけ低くすることで、第1包装ラインが完全に第2包装ラインより上方に位置する。よって、第1包装ラインの装置に対する作業性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二列の包装ラインを備えたツイン包装機に関する。
【背景技術】
【0002】
よく知られているように、ピロー包装機は、原反ロールに巻き取られた帯状フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋される。そして、製袋器の下流側に配置されたセンターシール装置にて、製袋器を通して筒状に製袋されて重ね合わされたフィルム重合端をシールすることにより筒状フィルムを形成する。また、この製袋器の上流側には製品搬送供給装置を配置し、その製品搬送供給装置から所定間隔毎に搬送される製品が、製袋器内に供給される。これにより、製品が製袋器内を通過すると、筒状フィルム内に所定間隔毎に収納されることになり、その製品は筒状フィルムとともに搬送される。そして、ピロー包装機の搬出側に配置されたエンドシール装置にて、筒状フィルムを所定間隔毎に横方向に横断するようにシール・カットすることにより、製品を内包するピロー包装体が製造される。
【0003】
この種のピロー包装機において、生産性の向上を図ることなどから、1台の横型ピロー包装機に、帯状フィルムを製袋器に連続して供給するフィルム供給装置、その製袋器内に製品を所定間隔ごとに供給する製品搬送供給装置、その製袋器を含む包装機本体からなる包装ラインを、製品の搬送方向と交差する方向に2列分並列に配置したツインタイプのピロー包装機が開発されている。このツインタイプのピロー包装機によれば、2列の包装ラインを同時に稼働することで、各包装ラインで同じ包装体を製造すると装置全体の生産性は単純に1列の包装ラインのものの2倍になる。また、それぞれの包装ラインで異なる包装体を製造することも可能となる。さらに、このツインタイプのピロー包装機は、2つの包装ラインを構成する構成要素の一部を共有・兼用できる部分もあるため、設置面積もピロー包装機を2台設置するのに比べると小さくすることができる。この種のツインタイプのピロー包装機は、例えば特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−341632号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のツインタイプのピロー包装機の場合、搬送方向と交差する方向に包装ラインを同一の高さレベルで2列設けるため、奥側の包装ラインは手前側の包装ラインで隠れてしまい視認性が悪い。
【0006】
さらに奥側の包装ラインを構成するセンターシール装置の組み付けや調整など処理が煩雑となり作業性が悪い。すなわち、センターシール装置は、包装ラインの搬送方向の中央に位置しているので、作業員は、ピロー包装機の手前側、すなわち、手前側の包装ラインのさらに手前に立った状態で奥側の包装ラインのセンターシール装置に対する組み付けや調整など等の作業を行う。すると、奥側の包装ラインのセンターシール装置の手前には、手前側の包装ラインが存在している。そのため、係る手前側の包装ラインのさらに手前側から手を伸ばして作業をすることになるため、係る搬送コンベア装置等が邪魔になる。エンドシール装置についても同様の問題は生じる。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、本発明のツイン包装機は、(1)奥側の第1包装ラインと手前側の第2包装ラインを備えたツイン包装機であって、前記第2包装ラインを前記第1包装ラインよりも低い位置に設置した。第2包装ラインを低い位置に設置したため、第2包装ラインの奥側に位置する第1包装ラインが手前側から視認することができる。このように視認性が向上するため、第1包装ラインの状況を手前側から簡単に確認することができる。
【0008】
(2)前記低い位置は、前記第2包装ラインを構成するエンドシール装置の高さに相当する高さに対応する位置とするとよい。このようにすると、第1包装ラインを構成する装置が第2包装ラインの上方に位置するため、奥側の第1包装ラインを構成するシール装置等の組み付けや調整などの処理が容易に行え、作業性が良好に行える。
【0009】
(3)第2包装ライン用の第2表示装置は、前記第1包装ライン用の第1表示装置より低い位置に設置するとよい。このようにすると、第1表示装置と第2表示装置がどちらの包装ラインのものかを一目で理解できる。
【発明の効果】
【0010】
本発明では、奥側の包装ラインを構成する装置を手前側から視認することが容易に行える。また、第1包装ラインと第2包装ラインの設置レベルの差を大きくすることで、奥側の第1包装ラインに対する作業性も良好となる。
【図面の簡単な説明】
【0011】
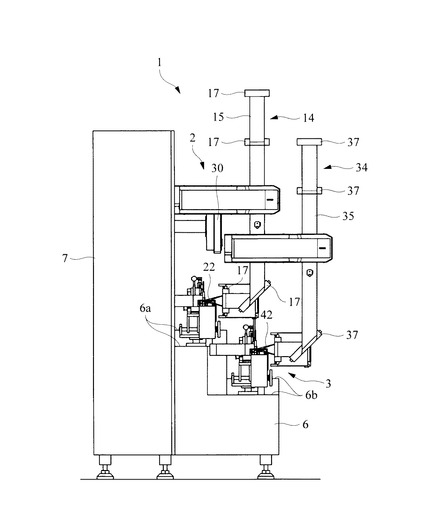
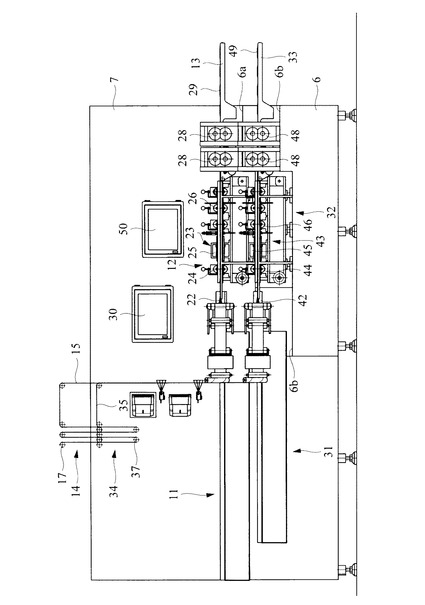
【図1】本発明に係るツイン包装機の好適な一実施形態を示す正面図である。
【図2】その平面図である。
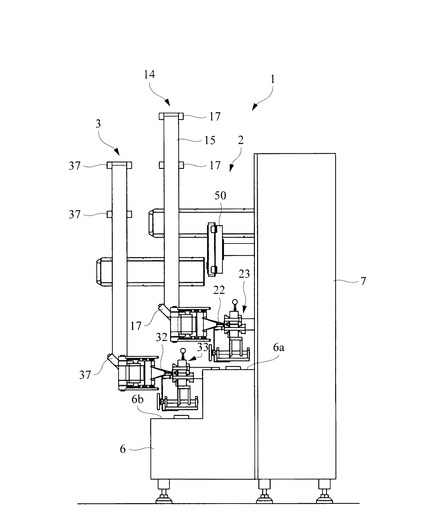
【図3】その右側面図である。
【図4】その左側側面図である。
【図5】その左側側面図である。
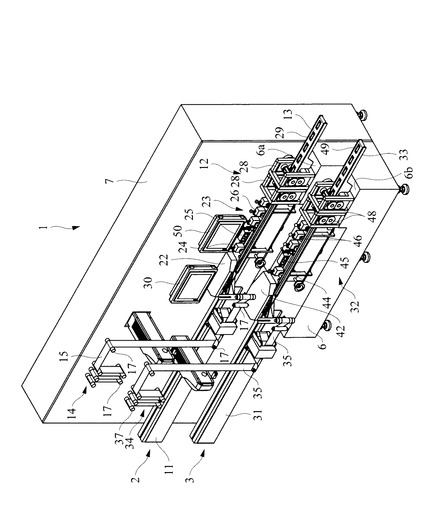
【図6】その斜視図(その1)である。
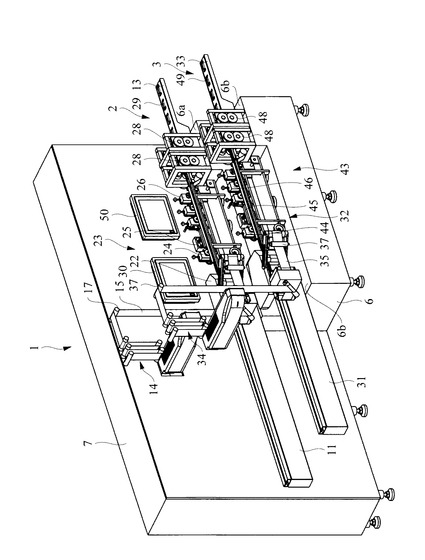
【図7】その斜視図(その2)である。
【図8】他の実施形態を示す正面図である。
【発明を実施するための形態】
【0012】
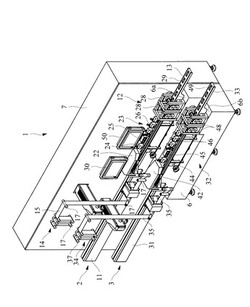
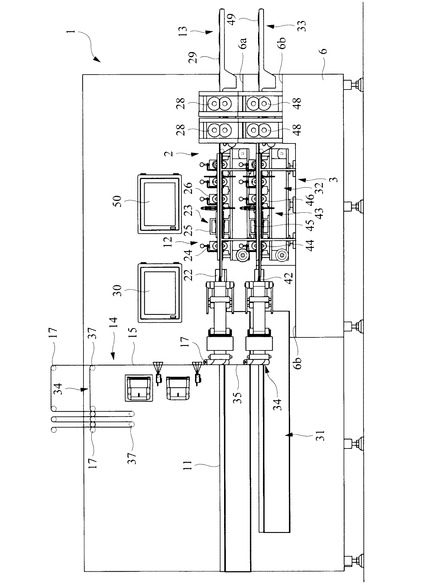
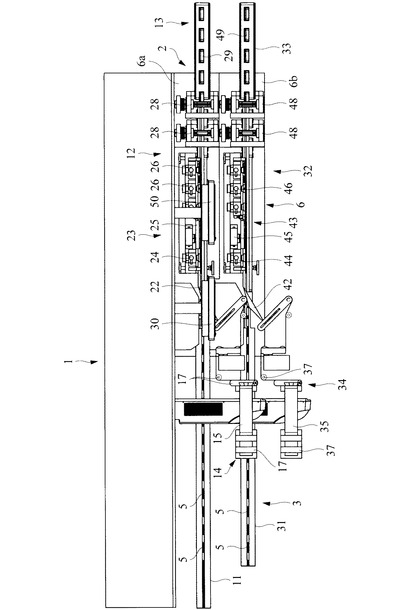
本実施形態のツイン包装機1は、奥側の第1包装ライン2と手前側の第2包装ライン3が、共通のフレーム6上において製品5の搬送方向と交差する(直交する)方向に配置されて構成される。
【0013】
本実施形態では、奥側の第1包装ライン2を構成する各装置・構成要素は、通常の三方包装機のそれとほぼ同等の構成を採っている。すなわち、この第1包装ライン2は、上流側から第1製品搬送供給装置11,第1包装機本体12,第1搬出コンベア装置13の順に配置され、さらにそれらの上方に第1フィルム供給装置14を備えて構成される。
【0014】
第1製品搬送供給装置11は、製品5を一定間隔毎に搬送するとともに、次段の第1包装機本体12に順次供給するフィンガーコンベア装置から形成されている。すなわち、前後に配置されたスプロケット間に掛け渡されたエンドレスチェーンに対し、一定間隔で押送フィンガーを取り付けて構成される。そして、前後の押送フィンガー間に製品5を供給することにより、その製品を押送フィンガーのフィンガーピッチで搬送する。
【0015】
第1フィルム供給装置14は、製品を包み込む包装フィルムとなる帯状フィルム15を連続して第1包装機本体12に供給するためのものである。この第1フィルム供給装置14は、帯状フィルム15をロール状に巻き取った原反ロール(図示省略)の支持手段を備える。第1フィルム供給装置14は、原反ロールから連続して引き出された帯状フィルム15を所定の搬送経路で搬送し、第1包装機本体12の搬入部位に導くためのローラ17を備える。このローラ17は、帯状フィルム15に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状フィルム15の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。そして、この第1フィルム供給装置14は、第1包装機本体12の搬入部位に対し、第1包装機本体12の搬送ラインに対して横(ツイン包装機1全体としてみた場合の手前側)から供給するようにしている。
【0016】
第1包装機本体12は、搬入側に製袋器22を備え、第1フィルム供給装置14から供給される帯状フィルム15を製袋器22に通過させることにより、帯状フィルムの中央から横U字状に折り曲げる。この例では、ツイン包装機1の手前側に折り曲げ部位が来て、奥側に帯状フィルム15の両側端が位置し、そこで両側端同士が重ね合わされる。
【0017】
また、第1製品搬送供給装置11から順次搬出される製品5は、製袋器22内に供給される。これにより、横U字状に製袋される帯状フィルム15内に製品が所定間隔ごとに供給されることになり、以後、その製品5は横U字状に製袋された帯状フィルム15内に内包された状態のまま、当該フィルムと共に搬送される。
【0018】
さらに第1包装機本体12は、製袋器22の下流側に、製袋器22を通過して製袋された帯状フィルム15の両側縁を重ね合わせた部位をシールするための第1サイドシール装置23を備える。この第1サイドシール装置23は、係る製袋された帯状フィルム15の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ24と、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のサイドシーラ25と、そのサイドシーラ25の下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ26と、を備えている。ここでバー状のサイドシーラ25を用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0019】
この第1サイドシール装置23の下流側に、第1エンドシール装置28が配置されている。この第1エンドシール装置28は、サイドシールされた帯状フィルム15の所定位置(製品の存在しない部分)を横方向にシール・カットする。本実施形態では、第1エンドシール装置28を前後に2個配置した2段構造とし、同一のフィルム部位を2回加圧シールすることで確実にシールするようにしている。そして、1段目の第1エンドシール装置28には、カッターが内蔵されずシールのみ行い、2段目の第1エンドシール装置28には上下一対のトップシーラにカッター刃が内蔵され、シールと共にカットする。
【0020】
これにより、筒状フィルムの先端部分(先頭の製品を内包する部分)は、分離され、包装体29が製造される。そして、この包装体29が第1搬出コンベア装置13上を搬送される。
【0021】
一方、手前側の第2包装ライン3は、全体の概略構成は上述した第1包装ライン2のものと同様である。すなわち、第2包装ライン3は、第2製品搬送供給装置31,第2包装機本体32,第2搬出コンベア装置33の順に配置され、さらにそれらの上方に第2フィルム供給装置34を備えて構成される。第2製品搬送供給装置31は、製品を一定間隔毎に搬送するとともに、次段の第2包装機本体32に順次供給するフィンガーコンベア装置から形成されている。
【0022】
さらに、共通のフレーム6の奥側に起立配置される機枠7の前面所定位置に、第1表示装置30が配置される。この第1表示装置30は、第1包装ライン2の動作状況を表示したり、タッチパネルにより各種の設定・指示をしたりするためのものである。
【0023】
第2フィルム供給装置34は、製品を包み込む包装フィルムとなる帯状フィルム35を連続して第2包装機本体32に供給するためのものである。この第2フィルム供給装置34は、帯状フィルム35をロール状に巻き取った原反ロールを回転可能に支持する装置を備える。
【0024】
第2フィルム供給装置34は、原反ロールから連続して引き出された帯状フィルム35を所定の搬送経路で搬送し、第2包装機本体32の搬入部位に導くためのローラ37を備える。このローラ37は、帯状フィルム35に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状フィルム35の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。
【0025】
第2包装機本体32は、搬入側に製袋器42を備え、第2フィルム供給装置44から供給される帯状フィルム35を製袋器42に通過させることにより、帯状フィルムの中央から横U字状に折り曲げる。この例では、ツイン包装機1の手前側に折り曲げ部位が来て、奥側に帯状フィルム35の両側端が位置し、そこで両側端同士が重ね合わされる。
【0026】
また、第2製品搬送供給装置から順次搬出される製品は、この製袋器42内に供給される。これにより、筒状に製袋される帯状フィルム45内に製品が所定間隔ごとに供給されることになり、以後、その製品は横U字状に製袋された帯状フィルム45内に内包された状態のまま、当該フィルムと共に搬送される。
【0027】
さらに第2包装機本体32は、製袋器42の下流側に、製袋器44を通過して製袋された帯状フィルム35の両側縁を重ね合わせた部位をシール(サイドシール)するための第2サイドシール装置43を備える。この第2サイドシール装置43は、係る製袋された帯状フィルム35の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ44と、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のサイドシーラ45と、そのサイドシーラ45の下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ46と、を備えている。この第2包装ライン3の第2包装機本体32の第2サイドシール装置43においてもバー状のサイドシーラ46を用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0028】
この第2サイドシール装置43の下流側に、第2エンドシール装置48が配置されている。この第2エンドシール装置48は、サイドシールされた帯状フィルム35の所定位置(製品の存在しない部分)を横方向にシール・カットする。本実施形態では、第2エンドシール装置48を前後に2個配置した2段構造とし、同一のフィルム部位を2回加圧シールすることで確実にシールするようにしている。そして、1段目の第2エンドシール装置48には、カッターが内蔵されずシールのみ行い、2段目の第2エンドシール装置48には上下一対のトップシーラにカッター刃が内蔵され、シールと共にカットする。
【0029】
これにより、筒状フィルムの先端部分(先頭の製品を内包する部分)は、分離され、包装体49が製造される。そして、この包装体49が第2搬出コンベア装置33上を搬送される。
【0030】
さらに、共通のフレーム6の奥側に起立配置される機枠7の前面所定位置に、第2表示装置50が配置される。この第2表示装置50は、第2包装ライン3の動作状況を表示したり、タッチパネルにより各種の設定・指示をしたりするためのものである。第1表示装置30と第2表示装置50は、同一高さに並べて配置している。
【0031】
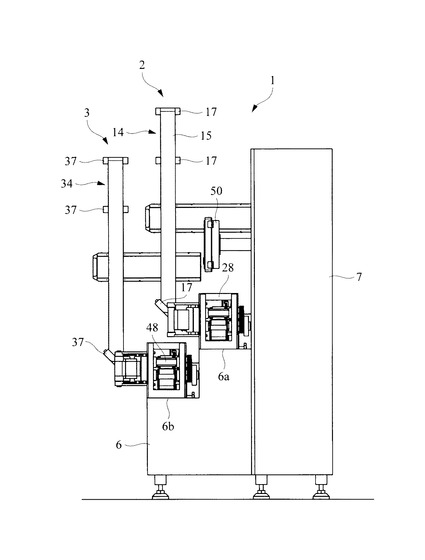
そして本実施形態では、手前側の第2包装ライン3が、奥側の第1包装ライン2よりも下側に配置するレイアウトとしている。すなわち、共通のフレーム6の上面に段差を設け、奥側の第1包装ライン2を設置するための第1上側設置面6aよりも手前側の第2包装ライン3を設置するための第2上側設置面6bを所定距離だけ低い位置にしている。本実施形態では、300mm程度の段差を設け、第1エンドシール装置28の下面位置と第2エンドシール装置30の上面位置がほぼ一致させるようにした。これにより、ほぼ完全に第1包装ライン2の下側に第2包装ラインが位置する。なお、第1上側設置面6a,第2上側設置面6bは、それぞれエンドシール装置28,48の設置面が、それより上流側の各装置の設置面よりも高くなり、前後方向でも2段にレベルが変更するが、それぞれの位置において第1上側設置面6aと第2上側設置面6bとのレベル差は、上記の通りとしている。
【0032】
これにより、図1等から明らかなように手前側からツイン包装機1を見た場合、奥側に位置する第1包装ライン2を構成する各装置を視認することができ、視認性が良好で動作状態のチェックも容易かつ確実に行える。さらに、第1上側設置面6aと第2上側設置面6bの段差の距離(レベル差)を、300mm程度と充分に採っているため、第1包装ライン2を構成する第1サイドシール装置23や第1エンドシール装置28等が第1包装ライン2よりも上方に位置しているため下側空間が露出する。よって、それらの装置23,28に対する組み付け・調整等の作業を行う場合に、第2包装ライン3の手前側から簡単に手を伸ばして行うことができ、作業性が向上する。
【0033】
さらに本実施形態では、第1包装ライン2及び第2包装ライン3を構成する各装置・構成要素は、搬送方向において互いにずれた配置とはなっていないため、搬送方向の機長がコンパクトにすることができる。
【0034】
[変形例1]
上述した実施形態では、第1表示装置30と第2表示装置50を同一高さレベルに設置したが、本発明はこれに限ることはなく、設置高さを異ならせても良い。この場合に、例えば図8に示すように手前側の第2包装ライン3用の第2表示装置50を第1表示装置30よりも低い位置に設定するレイアウトとするよい。このようにすると、手前側の低い位置に設定された第2包装ライン3用の表示装置は、同じく低い位置に設置された第2表示装置50であることが直感的に理解できるので好ましい。なお、その他の構成は、上述した実施形態のものと同様であるので、対応する部材に同一符号を付してその詳細な説明を省略する。
【0035】
[変形例2]
上述した実施形態並びに変形例1では、第1包装ライン2に比べて第2包装ライン3の設置レベルを、包装ラインを構成する装置の高さに合わせて低くすることで、第1包装ライン2を構成する各装置、特に第1サイドシール装置23の下方空間を露出させ、第1エンドシール装置28も全体を露出できるようにして、組み付け・メンテナンスの作業性の向上を図った。但し、本発明では係る距離まで低くする必要はない。すなわち、第1包装ライン2に比べて第2包装ライン3を適度な距離を下げるだけで第1包装ライン2に対する視認性が向上する。
【0036】
[他の包装装置への適用]
上述した実施形態並びに変形例では、いずれも帯状フィルムを中央から折り曲げて略横U字状にし、搬送方向の一方の側縁に位置するフィルム部位をサイドシールすると共に、製品の前後の位置を横方向にエンドシールする三方包装機としたが、本発明はこれに限ることはなく、ピロー包装機その他の各種の装置を平行に配置して構成されるツイン包装機に適用できる。
【符号の説明】
【0037】
1 ピロー包装機
2 第1包装ライン
3 第2包装ライン
11 第1製品搬送供給装置
12 第1包装機本体
13 第1搬出コンベア装置
14 第1フィルム供給装置
23 第1サイドシール装置
28 第1エンドシール装置
30 第1表示装置
31 第2製品搬送供給装置
32 第2包装機本体
33 第2搬出コンベア装置
34 第2フィルム供給装置
43 第2サイドシール装置
48 第2エンドシール装置
50 第2表示装置
【技術分野】
【0001】
本発明は、二列の包装ラインを備えたツイン包装機に関する。
【背景技術】
【0002】
よく知られているように、ピロー包装機は、原反ロールに巻き取られた帯状フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋される。そして、製袋器の下流側に配置されたセンターシール装置にて、製袋器を通して筒状に製袋されて重ね合わされたフィルム重合端をシールすることにより筒状フィルムを形成する。また、この製袋器の上流側には製品搬送供給装置を配置し、その製品搬送供給装置から所定間隔毎に搬送される製品が、製袋器内に供給される。これにより、製品が製袋器内を通過すると、筒状フィルム内に所定間隔毎に収納されることになり、その製品は筒状フィルムとともに搬送される。そして、ピロー包装機の搬出側に配置されたエンドシール装置にて、筒状フィルムを所定間隔毎に横方向に横断するようにシール・カットすることにより、製品を内包するピロー包装体が製造される。
【0003】
この種のピロー包装機において、生産性の向上を図ることなどから、1台の横型ピロー包装機に、帯状フィルムを製袋器に連続して供給するフィルム供給装置、その製袋器内に製品を所定間隔ごとに供給する製品搬送供給装置、その製袋器を含む包装機本体からなる包装ラインを、製品の搬送方向と交差する方向に2列分並列に配置したツインタイプのピロー包装機が開発されている。このツインタイプのピロー包装機によれば、2列の包装ラインを同時に稼働することで、各包装ラインで同じ包装体を製造すると装置全体の生産性は単純に1列の包装ラインのものの2倍になる。また、それぞれの包装ラインで異なる包装体を製造することも可能となる。さらに、このツインタイプのピロー包装機は、2つの包装ラインを構成する構成要素の一部を共有・兼用できる部分もあるため、設置面積もピロー包装機を2台設置するのに比べると小さくすることができる。この種のツインタイプのピロー包装機は、例えば特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−341632号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のツインタイプのピロー包装機の場合、搬送方向と交差する方向に包装ラインを同一の高さレベルで2列設けるため、奥側の包装ラインは手前側の包装ラインで隠れてしまい視認性が悪い。
【0006】
さらに奥側の包装ラインを構成するセンターシール装置の組み付けや調整など処理が煩雑となり作業性が悪い。すなわち、センターシール装置は、包装ラインの搬送方向の中央に位置しているので、作業員は、ピロー包装機の手前側、すなわち、手前側の包装ラインのさらに手前に立った状態で奥側の包装ラインのセンターシール装置に対する組み付けや調整など等の作業を行う。すると、奥側の包装ラインのセンターシール装置の手前には、手前側の包装ラインが存在している。そのため、係る手前側の包装ラインのさらに手前側から手を伸ばして作業をすることになるため、係る搬送コンベア装置等が邪魔になる。エンドシール装置についても同様の問題は生じる。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、本発明のツイン包装機は、(1)奥側の第1包装ラインと手前側の第2包装ラインを備えたツイン包装機であって、前記第2包装ラインを前記第1包装ラインよりも低い位置に設置した。第2包装ラインを低い位置に設置したため、第2包装ラインの奥側に位置する第1包装ラインが手前側から視認することができる。このように視認性が向上するため、第1包装ラインの状況を手前側から簡単に確認することができる。
【0008】
(2)前記低い位置は、前記第2包装ラインを構成するエンドシール装置の高さに相当する高さに対応する位置とするとよい。このようにすると、第1包装ラインを構成する装置が第2包装ラインの上方に位置するため、奥側の第1包装ラインを構成するシール装置等の組み付けや調整などの処理が容易に行え、作業性が良好に行える。
【0009】
(3)第2包装ライン用の第2表示装置は、前記第1包装ライン用の第1表示装置より低い位置に設置するとよい。このようにすると、第1表示装置と第2表示装置がどちらの包装ラインのものかを一目で理解できる。
【発明の効果】
【0010】
本発明では、奥側の包装ラインを構成する装置を手前側から視認することが容易に行える。また、第1包装ラインと第2包装ラインの設置レベルの差を大きくすることで、奥側の第1包装ラインに対する作業性も良好となる。
【図面の簡単な説明】
【0011】
【図1】本発明に係るツイン包装機の好適な一実施形態を示す正面図である。
【図2】その平面図である。
【図3】その右側面図である。
【図4】その左側側面図である。
【図5】その左側側面図である。
【図6】その斜視図(その1)である。
【図7】その斜視図(その2)である。
【図8】他の実施形態を示す正面図である。
【発明を実施するための形態】
【0012】
本実施形態のツイン包装機1は、奥側の第1包装ライン2と手前側の第2包装ライン3が、共通のフレーム6上において製品5の搬送方向と交差する(直交する)方向に配置されて構成される。
【0013】
本実施形態では、奥側の第1包装ライン2を構成する各装置・構成要素は、通常の三方包装機のそれとほぼ同等の構成を採っている。すなわち、この第1包装ライン2は、上流側から第1製品搬送供給装置11,第1包装機本体12,第1搬出コンベア装置13の順に配置され、さらにそれらの上方に第1フィルム供給装置14を備えて構成される。
【0014】
第1製品搬送供給装置11は、製品5を一定間隔毎に搬送するとともに、次段の第1包装機本体12に順次供給するフィンガーコンベア装置から形成されている。すなわち、前後に配置されたスプロケット間に掛け渡されたエンドレスチェーンに対し、一定間隔で押送フィンガーを取り付けて構成される。そして、前後の押送フィンガー間に製品5を供給することにより、その製品を押送フィンガーのフィンガーピッチで搬送する。
【0015】
第1フィルム供給装置14は、製品を包み込む包装フィルムとなる帯状フィルム15を連続して第1包装機本体12に供給するためのものである。この第1フィルム供給装置14は、帯状フィルム15をロール状に巻き取った原反ロール(図示省略)の支持手段を備える。第1フィルム供給装置14は、原反ロールから連続して引き出された帯状フィルム15を所定の搬送経路で搬送し、第1包装機本体12の搬入部位に導くためのローラ17を備える。このローラ17は、帯状フィルム15に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状フィルム15の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。そして、この第1フィルム供給装置14は、第1包装機本体12の搬入部位に対し、第1包装機本体12の搬送ラインに対して横(ツイン包装機1全体としてみた場合の手前側)から供給するようにしている。
【0016】
第1包装機本体12は、搬入側に製袋器22を備え、第1フィルム供給装置14から供給される帯状フィルム15を製袋器22に通過させることにより、帯状フィルムの中央から横U字状に折り曲げる。この例では、ツイン包装機1の手前側に折り曲げ部位が来て、奥側に帯状フィルム15の両側端が位置し、そこで両側端同士が重ね合わされる。
【0017】
また、第1製品搬送供給装置11から順次搬出される製品5は、製袋器22内に供給される。これにより、横U字状に製袋される帯状フィルム15内に製品が所定間隔ごとに供給されることになり、以後、その製品5は横U字状に製袋された帯状フィルム15内に内包された状態のまま、当該フィルムと共に搬送される。
【0018】
さらに第1包装機本体12は、製袋器22の下流側に、製袋器22を通過して製袋された帯状フィルム15の両側縁を重ね合わせた部位をシールするための第1サイドシール装置23を備える。この第1サイドシール装置23は、係る製袋された帯状フィルム15の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ24と、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のサイドシーラ25と、そのサイドシーラ25の下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ26と、を備えている。ここでバー状のサイドシーラ25を用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0019】
この第1サイドシール装置23の下流側に、第1エンドシール装置28が配置されている。この第1エンドシール装置28は、サイドシールされた帯状フィルム15の所定位置(製品の存在しない部分)を横方向にシール・カットする。本実施形態では、第1エンドシール装置28を前後に2個配置した2段構造とし、同一のフィルム部位を2回加圧シールすることで確実にシールするようにしている。そして、1段目の第1エンドシール装置28には、カッターが内蔵されずシールのみ行い、2段目の第1エンドシール装置28には上下一対のトップシーラにカッター刃が内蔵され、シールと共にカットする。
【0020】
これにより、筒状フィルムの先端部分(先頭の製品を内包する部分)は、分離され、包装体29が製造される。そして、この包装体29が第1搬出コンベア装置13上を搬送される。
【0021】
一方、手前側の第2包装ライン3は、全体の概略構成は上述した第1包装ライン2のものと同様である。すなわち、第2包装ライン3は、第2製品搬送供給装置31,第2包装機本体32,第2搬出コンベア装置33の順に配置され、さらにそれらの上方に第2フィルム供給装置34を備えて構成される。第2製品搬送供給装置31は、製品を一定間隔毎に搬送するとともに、次段の第2包装機本体32に順次供給するフィンガーコンベア装置から形成されている。
【0022】
さらに、共通のフレーム6の奥側に起立配置される機枠7の前面所定位置に、第1表示装置30が配置される。この第1表示装置30は、第1包装ライン2の動作状況を表示したり、タッチパネルにより各種の設定・指示をしたりするためのものである。
【0023】
第2フィルム供給装置34は、製品を包み込む包装フィルムとなる帯状フィルム35を連続して第2包装機本体32に供給するためのものである。この第2フィルム供給装置34は、帯状フィルム35をロール状に巻き取った原反ロールを回転可能に支持する装置を備える。
【0024】
第2フィルム供給装置34は、原反ロールから連続して引き出された帯状フィルム35を所定の搬送経路で搬送し、第2包装機本体32の搬入部位に導くためのローラ37を備える。このローラ37は、帯状フィルム35に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状フィルム35の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。
【0025】
第2包装機本体32は、搬入側に製袋器42を備え、第2フィルム供給装置44から供給される帯状フィルム35を製袋器42に通過させることにより、帯状フィルムの中央から横U字状に折り曲げる。この例では、ツイン包装機1の手前側に折り曲げ部位が来て、奥側に帯状フィルム35の両側端が位置し、そこで両側端同士が重ね合わされる。
【0026】
また、第2製品搬送供給装置から順次搬出される製品は、この製袋器42内に供給される。これにより、筒状に製袋される帯状フィルム45内に製品が所定間隔ごとに供給されることになり、以後、その製品は横U字状に製袋された帯状フィルム45内に内包された状態のまま、当該フィルムと共に搬送される。
【0027】
さらに第2包装機本体32は、製袋器42の下流側に、製袋器44を通過して製袋された帯状フィルム35の両側縁を重ね合わせた部位をシール(サイドシール)するための第2サイドシール装置43を備える。この第2サイドシール装置43は、係る製袋された帯状フィルム35の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ44と、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のサイドシーラ45と、そのサイドシーラ45の下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ46と、を備えている。この第2包装ライン3の第2包装機本体32の第2サイドシール装置43においてもバー状のサイドシーラ46を用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0028】
この第2サイドシール装置43の下流側に、第2エンドシール装置48が配置されている。この第2エンドシール装置48は、サイドシールされた帯状フィルム35の所定位置(製品の存在しない部分)を横方向にシール・カットする。本実施形態では、第2エンドシール装置48を前後に2個配置した2段構造とし、同一のフィルム部位を2回加圧シールすることで確実にシールするようにしている。そして、1段目の第2エンドシール装置48には、カッターが内蔵されずシールのみ行い、2段目の第2エンドシール装置48には上下一対のトップシーラにカッター刃が内蔵され、シールと共にカットする。
【0029】
これにより、筒状フィルムの先端部分(先頭の製品を内包する部分)は、分離され、包装体49が製造される。そして、この包装体49が第2搬出コンベア装置33上を搬送される。
【0030】
さらに、共通のフレーム6の奥側に起立配置される機枠7の前面所定位置に、第2表示装置50が配置される。この第2表示装置50は、第2包装ライン3の動作状況を表示したり、タッチパネルにより各種の設定・指示をしたりするためのものである。第1表示装置30と第2表示装置50は、同一高さに並べて配置している。
【0031】
そして本実施形態では、手前側の第2包装ライン3が、奥側の第1包装ライン2よりも下側に配置するレイアウトとしている。すなわち、共通のフレーム6の上面に段差を設け、奥側の第1包装ライン2を設置するための第1上側設置面6aよりも手前側の第2包装ライン3を設置するための第2上側設置面6bを所定距離だけ低い位置にしている。本実施形態では、300mm程度の段差を設け、第1エンドシール装置28の下面位置と第2エンドシール装置30の上面位置がほぼ一致させるようにした。これにより、ほぼ完全に第1包装ライン2の下側に第2包装ラインが位置する。なお、第1上側設置面6a,第2上側設置面6bは、それぞれエンドシール装置28,48の設置面が、それより上流側の各装置の設置面よりも高くなり、前後方向でも2段にレベルが変更するが、それぞれの位置において第1上側設置面6aと第2上側設置面6bとのレベル差は、上記の通りとしている。
【0032】
これにより、図1等から明らかなように手前側からツイン包装機1を見た場合、奥側に位置する第1包装ライン2を構成する各装置を視認することができ、視認性が良好で動作状態のチェックも容易かつ確実に行える。さらに、第1上側設置面6aと第2上側設置面6bの段差の距離(レベル差)を、300mm程度と充分に採っているため、第1包装ライン2を構成する第1サイドシール装置23や第1エンドシール装置28等が第1包装ライン2よりも上方に位置しているため下側空間が露出する。よって、それらの装置23,28に対する組み付け・調整等の作業を行う場合に、第2包装ライン3の手前側から簡単に手を伸ばして行うことができ、作業性が向上する。
【0033】
さらに本実施形態では、第1包装ライン2及び第2包装ライン3を構成する各装置・構成要素は、搬送方向において互いにずれた配置とはなっていないため、搬送方向の機長がコンパクトにすることができる。
【0034】
[変形例1]
上述した実施形態では、第1表示装置30と第2表示装置50を同一高さレベルに設置したが、本発明はこれに限ることはなく、設置高さを異ならせても良い。この場合に、例えば図8に示すように手前側の第2包装ライン3用の第2表示装置50を第1表示装置30よりも低い位置に設定するレイアウトとするよい。このようにすると、手前側の低い位置に設定された第2包装ライン3用の表示装置は、同じく低い位置に設置された第2表示装置50であることが直感的に理解できるので好ましい。なお、その他の構成は、上述した実施形態のものと同様であるので、対応する部材に同一符号を付してその詳細な説明を省略する。
【0035】
[変形例2]
上述した実施形態並びに変形例1では、第1包装ライン2に比べて第2包装ライン3の設置レベルを、包装ラインを構成する装置の高さに合わせて低くすることで、第1包装ライン2を構成する各装置、特に第1サイドシール装置23の下方空間を露出させ、第1エンドシール装置28も全体を露出できるようにして、組み付け・メンテナンスの作業性の向上を図った。但し、本発明では係る距離まで低くする必要はない。すなわち、第1包装ライン2に比べて第2包装ライン3を適度な距離を下げるだけで第1包装ライン2に対する視認性が向上する。
【0036】
[他の包装装置への適用]
上述した実施形態並びに変形例では、いずれも帯状フィルムを中央から折り曲げて略横U字状にし、搬送方向の一方の側縁に位置するフィルム部位をサイドシールすると共に、製品の前後の位置を横方向にエンドシールする三方包装機としたが、本発明はこれに限ることはなく、ピロー包装機その他の各種の装置を平行に配置して構成されるツイン包装機に適用できる。
【符号の説明】
【0037】
1 ピロー包装機
2 第1包装ライン
3 第2包装ライン
11 第1製品搬送供給装置
12 第1包装機本体
13 第1搬出コンベア装置
14 第1フィルム供給装置
23 第1サイドシール装置
28 第1エンドシール装置
30 第1表示装置
31 第2製品搬送供給装置
32 第2包装機本体
33 第2搬出コンベア装置
34 第2フィルム供給装置
43 第2サイドシール装置
48 第2エンドシール装置
50 第2表示装置
【特許請求の範囲】
【請求項1】
奥側の第1包装ラインと手前側の第2包装ラインを備えたツイン包装機であって、
前記第2包装ラインを前記第1包装ラインよりも低い位置に設置したことを特徴とするツイン包装機。
【請求項2】
前記低い位置は、前記第2包装ラインを構成するエンドシール装置の高さに相当する高さに対応する位置としたことを特徴とする請求項1に記載のツイン包装機。
【請求項3】
第2包装ライン用の第2表示装置は、前記第1包装ライン用の第1表示装置より低い位置に設置することを特徴とする請求項1または2に記載のツイン包装機。
【請求項1】
奥側の第1包装ラインと手前側の第2包装ラインを備えたツイン包装機であって、
前記第2包装ラインを前記第1包装ラインよりも低い位置に設置したことを特徴とするツイン包装機。
【請求項2】
前記低い位置は、前記第2包装ラインを構成するエンドシール装置の高さに相当する高さに対応する位置としたことを特徴とする請求項1に記載のツイン包装機。
【請求項3】
第2包装ライン用の第2表示装置は、前記第1包装ライン用の第1表示装置より低い位置に設置することを特徴とする請求項1または2に記載のツイン包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−158381(P2012−158381A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−20718(P2011−20718)
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]