
ティシュペーパー及びティシュペーパーの製造方法
【課題】従来の保湿ティシュペーパーと同等以上の柔らかさと滑らかさを有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が80〜140μm、ソフトネスが0.9〜1.5cN/100mmとなるように構成する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が80〜140μm、ソフトネスが0.9〜1.5cN/100mmとなるように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ティシュペーパー及びティシュペーパーの製造方法に関するものである。
【背景技術】
【0002】
国内市場のティシュペーパーは大きく分けて、非保湿ティシューと保湿ティシューに大別される。ここで、保湿ティシューは抄紙されたティシュー原紙にグリセリン等の保湿剤を塗布して生産されたティシューであり、非保湿ティシューとはティシュー原紙に保湿剤を塗布しない一般的なティシューである。
ティシュペーパーの用途は、主にフェイシャル用を中心とした対人用途であり、保湿ティシューは鼻かみ用に特化された製品仕様とされている。
従来、ティシュペーパーは鼻かみ用途を中心としたフェイシャル用途で使用されてきたことから、肌触りの良さを追求するため、これまで数多くの試みがなされ、品質改良を重ねてきた。例えば、各種の柔軟剤を原料に添加し製品の柔軟性を向上させる、繊維租度の低いしなやかな繊維を多く使用する、湿紙のドライヤー乾燥時の貼りつきとドクター当りの調整により細かなクレーピングを形成する、カレンダーにより表面性を向上させる、原料噴射速度と網部の速度の比率調整により横強度を維持しつつ原料の叩解度を低く調整する、等の技術により、紙の柔らかさや滑らかさの改善が図られてきた。
【0003】
しかし更なる品質向上のためには、非保湿ティシューでは技術的な限界があることや、花粉症やアレルギー性鼻炎の罹患者の増加等が要因となり、保湿ティシューが開発され現在ティシュー市場の一部を占めている。
アレルギー性鼻炎や花粉症などのヘビーユーザーは日に数十回以上も鼻をかむことにより、鼻およびその周辺がティシューとの摩擦により、軽い炎症を起こし赤くなりヒリヒリとした傷みを感じやすい。そのため、このようなユーザーには、ティシュー表面の摩擦の小さなもの、つまり滑らかさを有する物が好ましく使用される。保湿ティシューはグリセリン等の吸湿性のある保湿剤を、衛生薄葉紙の基紙に対し塗布し、一般の非塗布ティシューに比して明らかに滑らかな肌触りを有する差別化した商品として認知されている。例えば、油性物質と保湿剤を外添塗布する技術が紹介されている(特許文献1)。
【0004】
保湿ティシューのヘビーユーザーの中には、鼻をかんだ後に肌に保湿剤が残り、ベタつき感を感じ、これを嫌うユーザーが一部に存在する。このベタつき感については特許文献2のように、薬剤組成を変更することで、ベタつき感を改善する方法も知られている。
しかし、保湿ティシューは、しっとり感と柔らかさを有するものの、厚みに比して紙力が強くないことから、強く鼻をかむ際や肌に付着した粘着性の鼻水などを拭き取る際に破れやすい、という問題があった。従来の保湿ティシューには、上記のベタつき感を軽減するとともに、この破れやすさを充分に解決した製品は見られなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−9121号公報
【特許文献2】特開2007−143764号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、従来の保湿ティシュペーパーと同等以上の柔らかさと滑らかさを有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
表面に薬液が塗布された2プライのティシュペーパーであって、
薬剤含有量が両面で1.4〜4.5g/m2であり、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍であり、
2プライを構成するシートの1層あたりの坪量が10〜25g/m2であり、
2プライの紙厚が80〜140μmであり、
表面の静摩擦係数が0.60〜0.68である、
ことを特徴とするティシュペーパー。
【0008】
<請求項2記載の発明>
前記薬液の水分含有量が1〜15重量%である、請求項1記載のティシュペーパー。
【0009】
<請求項3記載の発明>
水分率が7.0〜9.0%である、請求項1記載のティシュペーパー。
【0010】
<請求項4記載の発明>
2プライを構成するシートのクレープ率が10〜30%である、請求項1記載のティシュペーパー。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0011】
<請求項5記載の発明>
ソフトネスが0.9〜1.5cN/100mmである、請求項1記載のティシュペーパー。
【0012】
<請求項6記載の発明>
2プライのCD方向の乾燥引張強度が80〜120cN/25mm、2プライのCD方向の湿潤引張強度が33〜50cN/25mmである、請求項1記載のティシュペーパー。
【0013】
<請求項7記載の発明>
表面に薬液が塗布された2プライのティシュペーパーの製造方法であって、
前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜140μm、
表面の静摩擦係数が0.60〜0.68となるように構成した、
ことを特徴とするティシュペーパーの製造方法。
【発明の効果】
【0014】
2プライのティシュペーパーを構成するシートに規定量の水分を含む薬液を塗布して浸透させることにより、シートのクレープ構造が伸長し、表面の滑らかなティシュペーパーが形成される。また、伸長により紙厚が低くなるとともに繊維密度が高くなるため、繊維間力により、CD方向の引張強度、特に湿潤引張強度の高いティシュペーパーとすることができる。加えて、乾燥状態における薬剤含有量が従来のローションタイプティシュペーパーよりも低いため、使用時のベタつき感が生じにくい。さらには、紙厚が薄いことにより、薬剤含有量に比して柔らかい使用感を有する。
以上のように、本発明は、従来の保湿ティシューと同等以上に柔らかく滑らかな風合いを有するとともに、従来の保湿ティシューよりもベタつき感がなく、かつCD方向の引張強度の高いティシュペーパーを提供するものである。
【図面の簡単な説明】
【0015】
【図1】本発明に係るティシュペーパーのプライ工程の装置概要を示す図である。
【図2】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図3】マルチスタンド式インターフォルダの一例を示す概略図であり、側面から見た状態を示している。
【図4】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図5】折り畳まれたティシュペーパーの縦断面図である。
【図6】折り板に関する部位の要部拡大斜視図である。
【図7】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図8】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図9】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図10】(a)ティシュペーパー束を収納箱に収納している様子を示す図である。(b)収納箱に収納されたティシュペーパーの取出す様子を示す一部破断図である。
【図11】ティシュペーパーのMMD値の測定方法を示す図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について詳説する。なお、本発明における「薬剤含有量」とは、JIS P 8111の標準状態におけるティシュペーパーの単位面積に対し含まれる乾燥状態(絶乾)の薬剤成分の含有量を示し、具体的には、塗布した薬液中の水分以外の成分の含有量を示すものとする。
〔構造例〕
本発明に係るティシュペーパーの基材紙は、2枚の薄葉紙(以下、シートともいう)が積層されたプライ構造とする。
【0017】
〔薄葉紙〕
他方、本発明に係るティシュペーパーを構成する薄葉紙(シート)の原料パルプとしては、例えば、グランドウッドパルプ(GP)、プレッシャーライズドグランドウッドパルプ(PGW)、サーモメカニカルパルプ(TMP)等の機械パルプ:セミケミカルパルプ(SCP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(HNKP)、広葉樹未晒クラフトパルプ(LUKP)、広葉樹晒クラフトパルプ(LBKP)等の化学パルプ:デインキングパルプ(DIP)、ウェイストパルプ(WP)等の古紙パルプが挙げられる。原料パルプは、一種または二種以上を選択して用いることができる。好適には填料や異物を含まない化学パルプが好ましい。また、原料パルプ中には、藁パルプ、竹パルプ、ケナフパルプなどの木本類、草本類が含まれていてもよい。
【0018】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜60:40が望ましい。
【0019】
他方、抄紙原料中には、上記以外の繊維原料として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、及びこれらのコポリマー等のポリエステル系繊維、ポリエチレン、ポリプロピレン、ポリスチレン等のポリオレフィン系繊維、ポリアクリロニトリル、モダクリル等のアクリル繊維、ナイロン6、ナイロン66、ナイロン12等のポリアミド系繊維、ポリビニルアルコール繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ウレタン繊維等の合成繊維、トリアセテート繊維、ジアセテート繊維等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン、ポリノジックレーヨン、リヨセル等の再生セルロール系繊維、コラーゲン、アルギン酸、キチン質などを溶液にしたものを紡糸した再生繊維などの化学繊維を含ませることができる。化学繊維を構成するポリマーはホモポリマー、変性ポリマー、ブレンド、共重合体などの形であってもよい。
【0020】
パルプ繊維等の原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして、基紙とする。この抄紙に際しては、例えば、分散剤、乾燥紙力増強剤、湿潤紙力増強剤、柔軟剤、剥離剤、コーティング剤、苛性ソーダ等のpH調整剤、消泡剤、染料などの適宜の薬品を添加することができる。
【0021】
〔米坪〕
本発明に係るティシュペーパーのシート1層あたりの米坪は、米坪は10〜25g/m2、より好ましくは13〜16g/m2とすることが好ましい。米坪が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となる。逆に米坪が25g/m2を超えると紙全体が硬くなるとともに、ゴワ付き感が生じてしまい肌触りが悪くなる。なお、米坪は、JIS P 8124(1998)の米坪測定方法による。
【0022】
〔クレープ率〕
本発明のティシュペーパーを構成する一次原反シートのクレープ率は10〜30%、より好ましくは13〜20%とする。ここで、クレープ率とは、下式で表わされるものとする。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100。
【0023】
〔薬液〕
本発明のティシュペーパーは、薬剤を両面合わせて1.4〜4.5g/m2、より好ましくは2.3〜3.6g/m2含有する。薬剤含有量が1.4g/m2未満であれば薄葉紙薬剤の効果が発揮されず、また、4.5g/m2を超えるとティッシュペーパーにベタつき感が生じ、また、湿潤紙力が低下する。両面が含有する薬剤量はほぼ同等とし、シートの1層が含有する薬剤量が、他の1層の0.67〜1.5倍、より好ましくは0.77〜1.3倍となるようにする。
【0024】
塗布する薬液について、粘度は高速加工を行う観点から40℃で1〜700mPa・sとする。より好ましくは50〜400mPa・s(40℃)とする。1mPa・sより小さいとアニロックスロール、刷版ロール、グラビアロール等のロール上で薬液が飛散しやすくなり、逆に700mPa・sより大きいと各ロールや連続シートへの塗布量をコントロールしにくくなる。成分はポリオールを70〜90%、水分を1〜15%、機能性薬品を0.01〜22%含むものとする。なお、塗布する薬液中の水分量はカールフィッシャー法により求める。
【0025】
ポリオールはグリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、およびその誘導体等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類を含む。
【0026】
機能性薬剤としては、柔軟剤、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。柔軟剤、界面活性剤はティシューに柔軟性を与えたり表面を滑らかにする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
【0027】
また機能性薬剤としてポリオールの保湿性を助けたり、維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
【0028】
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え塗布を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。
【0029】
上記成分のうち、グリセリン、プロピレングリコール等の多価アルコールを主成分とすることが、薬液の粘度、塗布量を安定させる上で好ましい。
薬液塗布時の温度は30℃〜60℃、好ましくは35℃〜55℃とすることが好ましい。
【0030】
〔塗布量〕
塗布量は、操業中にプライ後の薬液を塗布しない場合の各々のシート米坪と、対応する塗布した直後の各々のシート米坪との差異により算出した。
(塗布量g/m2)=(塗布直後の米坪g/m2)−(塗布しない場合の米坪g/m2)
両表層の塗布量、もしくは両面の塗布量の合計とは、プライされたティシュペーパーのシートの単位面積当たりの塗布量の合計であり、各シートの塗布量を加算したものとする。
【0031】
〔薬剤含有量〕
薬剤塗布量とは、JIS P 8111の標準状態におけるティシュペーパーの単位面積に対し含まれる乾燥状態(絶乾)の薬剤成分の含有量を示し、具体的には、塗布した薬液中の水分以外の成分の含有量を示すものとする。このティシュペーパーの単位面積とは、プライされたシートを平面に垂直線上にある視点から見た面積であり、プライされた各シート、およびその表裏面の合計面積を意味しない。
【0032】
〔薬剤含有率〕
薬剤塗布率とは、JIS P 8111 条件下において調湿させた所定質量のティシュペーパー製品を分母(A)(g)とし、所定質量のティシュペーパー製品中に含まれる薬液中の水分を除いた質量(B)(g)を分子として、(B)を(A)で除した比率を(%)で表す。
(薬剤含有率%)=(B)÷(A)×100(%)
【0033】
〔紙厚〕
本発明に係るティシュペーパーの紙厚は、2プライの状態で80〜140μm、より好ましくは90〜120μmとする。紙厚が80μm未満では、柔らかさの向上の観点からは好ましいものの、ティシュペーパーとしての強度を適正に確保することが困難となる。また、140μm超では、ティシュペーパーの肌触りが悪化するとともに、使用時にゴワツキ感が生じるようになる。
【0034】
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0035】
〔引張強度〕
本発明に係るティシュペーパーの引張強度は、2プライの状態で測定する。
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
【0036】
本発明に係るティシュペーパーの乾燥引張強度は、MD方向で180〜350cN/25mm、より好ましくは160〜300cN/25mm、CD方向で80〜120cN/25mm、より好ましくは80〜110cN/25mmとし、MD方向/CD方向の比が1.5〜3.0となるようにするのが好ましい。
【0037】
湿潤引張強度は、JIS P 8135(1998)に準じて行う。当該ティシュペーパーの湿潤引張強度は、MD方向で70〜160cN/25mm、より好ましくは80〜130cN/25mmとし、CD方向で33〜50cN/25mm、より好ましくは35〜45cN/25mmとする。
【0038】
〔ソフトネス〕
本発明のティシュペーパーのソフトネスの値は、0.9〜1.5cN/100mm、より好ましくは0.9〜1.4cN/100mmとする。ここでのソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定したものである。
但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで実施した。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表した。
【0039】
〔水分率〕
JIS P 8127(1998)により測定する製品の水分率は、7.0〜9.0%、より好ましくは7.5〜9.0%とすることが望ましい。
〔伸び率〕
製品のMD方向の伸び率は11.0〜15.0%であるのが望ましい。「伸び率」とは、JIS P 8113(2006)に規定される「引張破断伸び」を示すものとする。伸び率は、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定する。
【0040】
〔静摩擦係数〕
他方、本発明のティシュペーパーは、静摩擦係数が0.60〜0.68、より好ましくは0.61〜0.65であるのが望ましい。ここでの静摩擦係数は、JIS P 8147(1998)に準じた、下記の方法で測定する。
1プライにはがしたティシュペーパーを、ティシュペーパーの外側の面が外側に来るようにアクリル板に張り付ける。2プライのまま100gの分銅にティシュペーパーを巻きつけ、アクリル板上のティシューに乗せる。アクリル板を傾け、おもりが滑り落ちる角度を測定する。角度測定は斜面方向にシートをMD方向に貼り付け、分銅に巻き付けたシートがMD方向に滑り落ちるように4回測定し、斜面方向にシートをCD方向に貼り付け、分銅に巻き付けたシートがCD方向に滑り落ちるように4回測定し、計8回実施し、平均角度を算出し、そのタンジェント値を静摩擦係数とする。
【0041】
〔MMD〕
MMDとは、摩擦係数μの平均偏差(単位:無次元)である。MMDは滑らかさの指標の一つであり、数値が小さいほど滑らかであり、数値が大きいほど滑らかさに劣るとされる。なお、MMD値の測定方法としては、図11(a)に示すように、摩擦子112の接触面を所定方向(図11(a)における右斜め下方向)に20g/cmの張力が付与された測定試料であるティシュペーパー111の表面に対して25gの接触圧で接触させながら、張力が付与された方向と略同じ方向に速度0.1cm/sで2cm移動させる。このときの、摩擦係数を、摩擦感テスター KES−SE(カトーテック株式会社製)を用いて測定し、その摩擦係数μの摩擦距離2cm(移動距離3cmの前後端各5mmを減じた値)における平均偏差をMMD値とした。
なお、摩擦子112は、直径0.5mmのピアノ線Pを20本隣接させてなり、長さ及び幅がともに10mmとなるように形成された接触面を有している。接触面には、先端が20本のピアノ線P(曲率半径0.25mm)で形成された単位膨出部が形成されている。
図11(a)には、摩擦子112を模式的に表し、図11(b)には、図11(a)における一点鎖線で囲まれた部分の拡大図を示すものとする。
【0042】
〔製品密度〕
本発明に係るティシュペーパーは、インターフォルダ等により折り加工が施され、前記折り加工の前後いずれかの段階で製品サイズに裁断され、例えば180組が箱詰めされて製品となる。180組の折り加工後の紙密度は、0.20〜0.30g/cm3、より好ましくは0.23〜0.29g/m3とすることが好ましい。0.20g/cm3より低くするとしっとり感や滑らかさが得られず、0.30g/cm3より高くすると、ティシュペーパーの厚みが損なわれベタつき感が出てしまうとともに、吸水性が悪くなってしまう。
製品の密度は、JIS P 8111 条件下において調湿させたティシュペーパー製品の1層あたりの米坪にプライ数をかけた値(C)を、「PEACOCK G型」により測定されたプライされたティシュペーパーの紙厚(D)で除した値であり、単位をg/cm3、小数点以下3桁で表す。
【0043】
〔製造方法例〕
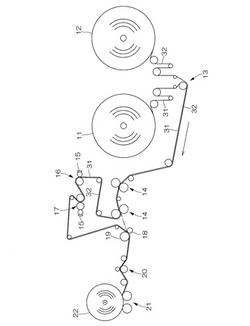
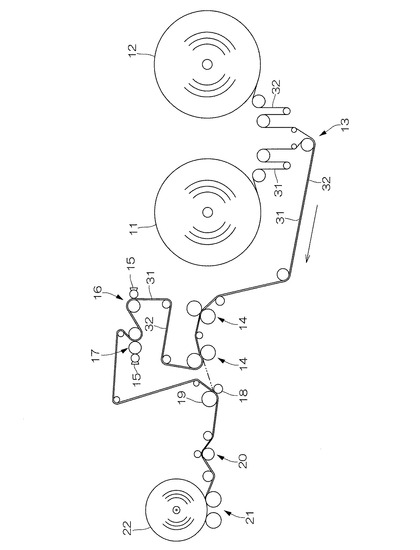
上記説明の本発明のティシュペーパーは、以下のようにして製造することが可能である。図1に、本発明に係るティシュペーパーのプライ工程の装置の概要を示した。なお、図1に係る工程は、一体となった装置であるプライマシンで実施されることが好ましい。
【0044】
抄紙機において抄紙された原紙は、連続シートとして、クレープを施し、カレンダー処理を施したうえで、これを巻き取り、一次原反ロール11,12(一般的にジャンボロールともいわれている)とされる。
【0045】
連続シート31,32は積層ローラー13で積層されて2プライとされ、必要に応じてプライマシンカレンダー14でカレンダー処理され、薬液塗布工程に送られる。薬液塗布の方法は、浸漬、スプレー塗布、フレキソ塗布、グラビア塗布によるなど公知の塗布方法をいずれも使用することができるが、塗布面全体にムラなく薬液塗布を行うグラビア塗布、フレキソ塗布等の印刷方式の使用、特にドクターチャンバー15を備えたフレキソコーターを使用すると、安定した塗布量で薬液を供給することができるため、より好ましい。図1のプライ工程においては、2つのフレキソコーター16,17を備え、2プライの連続シートの各面に薬液を塗布する。
【0046】
コンタクトエンボスコロ18及びコロロール19に供し、2プライの連続シートにコンタクトエンボス(ナーリング)処理を施すことにより固定している。このとき、薬液塗布量の少ない連続シート32が、コンタクトエンボスコロ18に接触するように配置される。コンタクトエンボスは、両側部から紙幅に対して1/10〜1/20の位置に幅1〜10mmで縦方向に一様に施されるのが好ましい。プライを接着剤等で固定するなど、公知の方法のいずれを使用してもよいが、接着剤を使用する場合、肌触りが固くなりやすい、薬液塗布時に剥がれやすい、等の問題があるため、コンタクトエンボスの使用がより好ましいといえる。
【0047】
コンタクトエンボスを付与した2プライの連続シートは、直接ロータリー式インターフォルダ等に供されて折り加工を施された後に製品サイズに裁断されるか、または、スリッター20により製品幅にカットされた後、ワインディングドラム21により巻き取り二次原反ロール22とされ、折り加工が施され、紙箱への収納がなされる。
なお、本形態ではコンタクトエンボス前に薬液を塗布する構成をとっているが、コンタクトエンボス後に薬液を塗布する構成としてもよい。
【0048】
上述の二次原反ロールは、特にティシュペーパー製品においては折り加工工程に供される。折り加工工程としては、ロータリー式インターフォルダ、マルチスタンド式インターフォルダ等公知の方法を使用することができるが、生産性の高いマルチスタンド式インターフォルダの使用がより好ましい。
【0049】
〔マルチスタンド式インターフォルダ〕
二次原反ロール22は、マルチスタンド式インターフォルダに多数セットされ、セットされた二次原反ロール22から二次連続シートを繰り出して折り畳むと共に積層することによってティシュペーパー束が製造される。以下では、そのマルチスタンド式インターフォルダの一例について説明する。
【0050】
図2及び図3に、マルチスタンド式インターフォルダの一例を示した。図中の符号2は、マルチスタンド式インターフォルダ1の図示しない二次原反ロール支持部にセットされた二次原反ロール22,22…を示している。この二次原反ロール22,22…は、必要数が図示平面と直交する方向(図2における水平方向、図3における紙面前後方向)に横並びにセットされている。各二次原反ロールRは、上述のティシュペーパー製品用二次原反ロールの製造設備、製造方法でティシュペーパー製品幅にスリットが入れられており、ティシュペーパー製品の複数倍幅、図示例では2倍幅で巻き取られ、セットされている。
【0051】
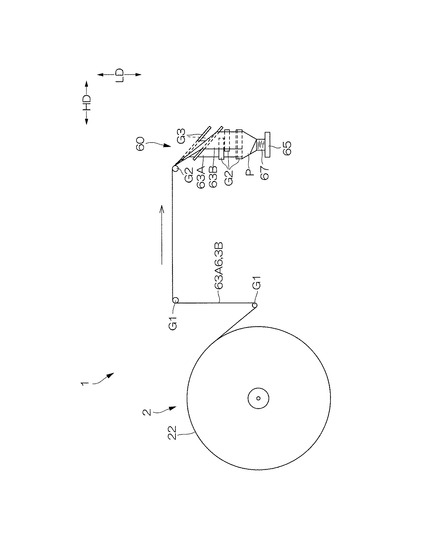
二次原反ロール22から巻き出された連続する帯状の二次連続シート63A及び63Bは、ガイドローラG1、G1等のガイド手段に案内されて折畳機構部60へ送り込まれる。また、折畳機構部60には、図4に示すように、折板P,P…が必要数並設されてなる折板群64が備えられている。各折板Pに対しては、一対の連続する二次連続シート63A又は63Bを案内するガイドローラG2,G2やガイド丸棒部材G3,G3が、それぞれ適所に備えられている。さらに、折板P,P…の下方には、折り畳みながら積み重ねられた積層帯67を受けて搬送するコンベア65が備えられている。
【0052】
この種の折板P,P…を用いた折畳機構は、例えば、米国特許4052048号特許明細書等によって公知の機構である。この種の折畳機構は、図5に示すように、各連続する二次連続シート63A,63B…を、Z字状に折り畳みながら、かつ隣接する連続する二次連続シート63A,63B…の側端部相互を掛け合わせながら積み重ねる。
【0053】
図6〜図9に、折畳機構部60の特に折板Pに関する部位を、詳しく示した。本折畳機構部60においては、各折板Pに対して、一対の連続する二次連続シート63A及び63Bが案内される。この際、連続する二次連続シート63A及び63Bは、ガイド丸棒部材G3,G3によって、側端部相互が重ならないように位置をずらされながら案内される。
【0054】
折板Pに案内された時点で下側に重なっている連続する二次連続シートを第1の連続する二次連続シート63Aとし、上側に重なっている連続する二次連続シートを第2の連続する二次連続シート63Bとすると、これら連続する二次連続シート63A及び63Bは、図5及び図7に示すように、第1の連続する二次連続シート63Aの第2の連続する二次連続シート63Bと重なっていない側端部e1が、折板Pの側板P1によって、第2の連続する二次連続シート63Bの上側に折り返されるとともに、図5及び図8に示すように、第2の連続する二次連続シート63Bの第1の連続する二次連続シート63Aと重なっていない側端部e2が、折板PのスリットP2から折板P下に引き込まれるようにして下側に折り返される。この際、図5及び図9に示すように、上流の折板Pにおいて折り畳みながら積み重ねられた連続する二次連続シート63Aの側端部e3(e1)が、折板PのスリットP2から第2の連続する二次連続シート63Bの折り返し部分間に案内される。このようにして、各連続する二次連続シート63A,63B…は、Z字状に折り畳まれるとともに、隣接する連続する二次連続シート63A及び63Bの側端部相互が掛け合わされ、したがって、製品使用時において、最上位のティシュペーパーを引き出すと、次のティシュペーパーの側端部が引き出されることになる。
【0055】
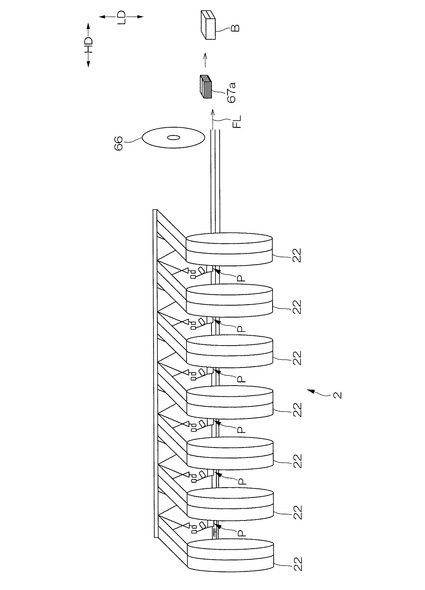
以上のようにしてマルチスタンド式インターフォルダ6で得られた積層帯70は、図2に示すように、後段の切断手段66において流れ方向FLに所定の間隔をおいて裁断(切断)されてティシュペーパー束67aとされ、図10(a)に示すように、このティシュペーパー束30aは、更に後段設備において収納箱Bに収納される。なお、以上のようなマルチスタンド式インターフォルダ1では、積層帯70の紙の方向は、流れ方向FLに沿って縦方向(MD方向)となっており、流れ方向と直交する方向に沿って横方向(CD方向)となっている。このため、積層帯70を所定の長さに切断して得られたティシュペーパー束67aを構成するティシュペーパーの紙の方向は、図10(a)に示すように、ティシュペーパーの折り畳み方向に沿って横方向(CD方向)となり、ティシュペーパーの折り畳み方向と直交する方向に沿って縦方向(MD方向)となる。
【0056】
図10(b)に、収納箱Bにティシュペーパー束67aを収納して成る製品の一例を示した。収納箱Bの上面にはミシン目Mが設けられており、このミシン目Mで収納箱B上面の一部を破断することにより収納箱Bの上面が開口するようになっている。この開口は中央にスリットを有するフィルムFによって覆われており、このフィルムFに設けられたスリットを介してティシュペーパーTを取出すことができるようになっている。
【0057】
ところで、前述したように、ティシュペーパー束67aを構成するティシュペーパーの紙の方向は、ティシュペーパーの折り畳み方向に沿って横方向(CD方向)となるため、図10(b)に示すように、ティシュペーパーTを収納箱Bから引き出す際には、その引き出し方向は、ティシュペーパーTの横方向(CD方向)と沿うようになっている。
【実施例】
【0058】
本発明の効果を確認すべく、本発明に係る実施例と比較例について、製品の紙質について評価した結果を表1に示した。比較例はいずれも市販品であり、比較例1は非保湿系の汎用ティシュペーパー、比較例2〜4は保湿系のローションタイプのティシュペーパー、比較例5,6は非保湿系で米坪、紙厚の高い高級タイプのティシュペーパーである。米坪、紙厚、引張強度、伸び率、ソフトネス、静摩擦係数、水分率の測定方法は、上記発明を実施するための形態の欄で説明したとおりである。薬剤含有率とは、ティシュペーパー坪量に対する薬剤の乾燥重量の割合を示すものである。
【0059】
紙質の評価とともに、実施例1及び比較例1,2,5,6について、消費者87人を対象に、やわらかさ、なめらかさ、厚み感、しっとり感について下記の基準に基づく官能評価を行った。また、実施例1〜3及び比較例1〜4について、別途12人を対象とした官能評価を行った(表2)。
官能評価は、非保湿ティシュペーパーである比較例1の成績をすべて3として、下記の基準に基づいて行った。
5:大変優れている
4:優れている
3:基準と同等
2:劣る
1:顕著に劣る
さらに、薬液塗布ティシュペーパーについては、ベタつき感の有無についても評価を行った。
○:ベタつき感が少ない
×:明らかにベタつき感がある
【0060】
【表1】

【0061】
【表2】
【0062】
本発明に係るティシュペーパーは、市販の保湿ティシューと比してCD方向の乾燥引張強度、湿潤引張強度が高い値を示した。またCD方向の湿潤引張強度については、従来の汎用タイプのティシュペーパーより高い値を示した。また、ソフトネス、静摩擦係数が他製品に比して低く、なめらかで柔らかい紙質を有することが示された。
官能評価において、本発明に係るティシュペーパーは、厚み感に優れたものではないものの、保湿ティシューと同等以上のやわらかさ、なめらかさ、しっとり感を有し、かつ、保湿ティシューにみられるベタつき感が軽減されていることが分かった。
【0063】
特に本発明に係るティシュペーパーについて良好な滑り性を有する要因については、次のことが考えられる。ティシュペーパーに塗布した薬液の浸透性によっても異なるが、親水性、親油性の両成分を含む薬液を塗布した場合、親水性成分がパルプ内に吸収されるとともに親油性成分が紙表面に残りやすく、表面の摩擦が軽減されると考えられる。しかし、従来の保湿ティシューのように薬液塗布量を増やすと親水性成分が充分にパルプ内に吸収されず表面に残るため、親油性成分の摩擦軽減効果が薄れるとともに、親水性成分(グリセリンなど)の粘性により滑り性が低下するものと推測される。
【産業上の利用可能性】
【0064】
本発明のティシュペーパーは、清拭用途、特に身体の清拭用途、さらにはフェイシャル用途などに利用されるティシュペーパーに利用することが可能である。
【技術分野】
【0001】
本発明は、ティシュペーパー及びティシュペーパーの製造方法に関するものである。
【背景技術】
【0002】
国内市場のティシュペーパーは大きく分けて、非保湿ティシューと保湿ティシューに大別される。ここで、保湿ティシューは抄紙されたティシュー原紙にグリセリン等の保湿剤を塗布して生産されたティシューであり、非保湿ティシューとはティシュー原紙に保湿剤を塗布しない一般的なティシューである。
ティシュペーパーの用途は、主にフェイシャル用を中心とした対人用途であり、保湿ティシューは鼻かみ用に特化された製品仕様とされている。
従来、ティシュペーパーは鼻かみ用途を中心としたフェイシャル用途で使用されてきたことから、肌触りの良さを追求するため、これまで数多くの試みがなされ、品質改良を重ねてきた。例えば、各種の柔軟剤を原料に添加し製品の柔軟性を向上させる、繊維租度の低いしなやかな繊維を多く使用する、湿紙のドライヤー乾燥時の貼りつきとドクター当りの調整により細かなクレーピングを形成する、カレンダーにより表面性を向上させる、原料噴射速度と網部の速度の比率調整により横強度を維持しつつ原料の叩解度を低く調整する、等の技術により、紙の柔らかさや滑らかさの改善が図られてきた。
【0003】
しかし更なる品質向上のためには、非保湿ティシューでは技術的な限界があることや、花粉症やアレルギー性鼻炎の罹患者の増加等が要因となり、保湿ティシューが開発され現在ティシュー市場の一部を占めている。
アレルギー性鼻炎や花粉症などのヘビーユーザーは日に数十回以上も鼻をかむことにより、鼻およびその周辺がティシューとの摩擦により、軽い炎症を起こし赤くなりヒリヒリとした傷みを感じやすい。そのため、このようなユーザーには、ティシュー表面の摩擦の小さなもの、つまり滑らかさを有する物が好ましく使用される。保湿ティシューはグリセリン等の吸湿性のある保湿剤を、衛生薄葉紙の基紙に対し塗布し、一般の非塗布ティシューに比して明らかに滑らかな肌触りを有する差別化した商品として認知されている。例えば、油性物質と保湿剤を外添塗布する技術が紹介されている(特許文献1)。
【0004】
保湿ティシューのヘビーユーザーの中には、鼻をかんだ後に肌に保湿剤が残り、ベタつき感を感じ、これを嫌うユーザーが一部に存在する。このベタつき感については特許文献2のように、薬剤組成を変更することで、ベタつき感を改善する方法も知られている。
しかし、保湿ティシューは、しっとり感と柔らかさを有するものの、厚みに比して紙力が強くないことから、強く鼻をかむ際や肌に付着した粘着性の鼻水などを拭き取る際に破れやすい、という問題があった。従来の保湿ティシューには、上記のベタつき感を軽減するとともに、この破れやすさを充分に解決した製品は見られなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−9121号公報
【特許文献2】特開2007−143764号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、従来の保湿ティシュペーパーと同等以上の柔らかさと滑らかさを有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
表面に薬液が塗布された2プライのティシュペーパーであって、
薬剤含有量が両面で1.4〜4.5g/m2であり、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍であり、
2プライを構成するシートの1層あたりの坪量が10〜25g/m2であり、
2プライの紙厚が80〜140μmであり、
表面の静摩擦係数が0.60〜0.68である、
ことを特徴とするティシュペーパー。
【0008】
<請求項2記載の発明>
前記薬液の水分含有量が1〜15重量%である、請求項1記載のティシュペーパー。
【0009】
<請求項3記載の発明>
水分率が7.0〜9.0%である、請求項1記載のティシュペーパー。
【0010】
<請求項4記載の発明>
2プライを構成するシートのクレープ率が10〜30%である、請求項1記載のティシュペーパー。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0011】
<請求項5記載の発明>
ソフトネスが0.9〜1.5cN/100mmである、請求項1記載のティシュペーパー。
【0012】
<請求項6記載の発明>
2プライのCD方向の乾燥引張強度が80〜120cN/25mm、2プライのCD方向の湿潤引張強度が33〜50cN/25mmである、請求項1記載のティシュペーパー。
【0013】
<請求項7記載の発明>
表面に薬液が塗布された2プライのティシュペーパーの製造方法であって、
前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜140μm、
表面の静摩擦係数が0.60〜0.68となるように構成した、
ことを特徴とするティシュペーパーの製造方法。
【発明の効果】
【0014】
2プライのティシュペーパーを構成するシートに規定量の水分を含む薬液を塗布して浸透させることにより、シートのクレープ構造が伸長し、表面の滑らかなティシュペーパーが形成される。また、伸長により紙厚が低くなるとともに繊維密度が高くなるため、繊維間力により、CD方向の引張強度、特に湿潤引張強度の高いティシュペーパーとすることができる。加えて、乾燥状態における薬剤含有量が従来のローションタイプティシュペーパーよりも低いため、使用時のベタつき感が生じにくい。さらには、紙厚が薄いことにより、薬剤含有量に比して柔らかい使用感を有する。
以上のように、本発明は、従来の保湿ティシューと同等以上に柔らかく滑らかな風合いを有するとともに、従来の保湿ティシューよりもベタつき感がなく、かつCD方向の引張強度の高いティシュペーパーを提供するものである。
【図面の簡単な説明】
【0015】
【図1】本発明に係るティシュペーパーのプライ工程の装置概要を示す図である。
【図2】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図3】マルチスタンド式インターフォルダの一例を示す概略図であり、側面から見た状態を示している。
【図4】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図5】折り畳まれたティシュペーパーの縦断面図である。
【図6】折り板に関する部位の要部拡大斜視図である。
【図7】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図8】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図9】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図10】(a)ティシュペーパー束を収納箱に収納している様子を示す図である。(b)収納箱に収納されたティシュペーパーの取出す様子を示す一部破断図である。
【図11】ティシュペーパーのMMD値の測定方法を示す図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について詳説する。なお、本発明における「薬剤含有量」とは、JIS P 8111の標準状態におけるティシュペーパーの単位面積に対し含まれる乾燥状態(絶乾)の薬剤成分の含有量を示し、具体的には、塗布した薬液中の水分以外の成分の含有量を示すものとする。
〔構造例〕
本発明に係るティシュペーパーの基材紙は、2枚の薄葉紙(以下、シートともいう)が積層されたプライ構造とする。
【0017】
〔薄葉紙〕
他方、本発明に係るティシュペーパーを構成する薄葉紙(シート)の原料パルプとしては、例えば、グランドウッドパルプ(GP)、プレッシャーライズドグランドウッドパルプ(PGW)、サーモメカニカルパルプ(TMP)等の機械パルプ:セミケミカルパルプ(SCP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(HNKP)、広葉樹未晒クラフトパルプ(LUKP)、広葉樹晒クラフトパルプ(LBKP)等の化学パルプ:デインキングパルプ(DIP)、ウェイストパルプ(WP)等の古紙パルプが挙げられる。原料パルプは、一種または二種以上を選択して用いることができる。好適には填料や異物を含まない化学パルプが好ましい。また、原料パルプ中には、藁パルプ、竹パルプ、ケナフパルプなどの木本類、草本類が含まれていてもよい。
【0018】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜60:40が望ましい。
【0019】
他方、抄紙原料中には、上記以外の繊維原料として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、及びこれらのコポリマー等のポリエステル系繊維、ポリエチレン、ポリプロピレン、ポリスチレン等のポリオレフィン系繊維、ポリアクリロニトリル、モダクリル等のアクリル繊維、ナイロン6、ナイロン66、ナイロン12等のポリアミド系繊維、ポリビニルアルコール繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ウレタン繊維等の合成繊維、トリアセテート繊維、ジアセテート繊維等の半合成繊維、ビスコースレーヨン、銅アンモニアレーヨン、ポリノジックレーヨン、リヨセル等の再生セルロール系繊維、コラーゲン、アルギン酸、キチン質などを溶液にしたものを紡糸した再生繊維などの化学繊維を含ませることができる。化学繊維を構成するポリマーはホモポリマー、変性ポリマー、ブレンド、共重合体などの形であってもよい。
【0020】
パルプ繊維等の原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして、基紙とする。この抄紙に際しては、例えば、分散剤、乾燥紙力増強剤、湿潤紙力増強剤、柔軟剤、剥離剤、コーティング剤、苛性ソーダ等のpH調整剤、消泡剤、染料などの適宜の薬品を添加することができる。
【0021】
〔米坪〕
本発明に係るティシュペーパーのシート1層あたりの米坪は、米坪は10〜25g/m2、より好ましくは13〜16g/m2とすることが好ましい。米坪が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となる。逆に米坪が25g/m2を超えると紙全体が硬くなるとともに、ゴワ付き感が生じてしまい肌触りが悪くなる。なお、米坪は、JIS P 8124(1998)の米坪測定方法による。
【0022】
〔クレープ率〕
本発明のティシュペーパーを構成する一次原反シートのクレープ率は10〜30%、より好ましくは13〜20%とする。ここで、クレープ率とは、下式で表わされるものとする。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100。
【0023】
〔薬液〕
本発明のティシュペーパーは、薬剤を両面合わせて1.4〜4.5g/m2、より好ましくは2.3〜3.6g/m2含有する。薬剤含有量が1.4g/m2未満であれば薄葉紙薬剤の効果が発揮されず、また、4.5g/m2を超えるとティッシュペーパーにベタつき感が生じ、また、湿潤紙力が低下する。両面が含有する薬剤量はほぼ同等とし、シートの1層が含有する薬剤量が、他の1層の0.67〜1.5倍、より好ましくは0.77〜1.3倍となるようにする。
【0024】
塗布する薬液について、粘度は高速加工を行う観点から40℃で1〜700mPa・sとする。より好ましくは50〜400mPa・s(40℃)とする。1mPa・sより小さいとアニロックスロール、刷版ロール、グラビアロール等のロール上で薬液が飛散しやすくなり、逆に700mPa・sより大きいと各ロールや連続シートへの塗布量をコントロールしにくくなる。成分はポリオールを70〜90%、水分を1〜15%、機能性薬品を0.01〜22%含むものとする。なお、塗布する薬液中の水分量はカールフィッシャー法により求める。
【0025】
ポリオールはグリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、およびその誘導体等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類を含む。
【0026】
機能性薬剤としては、柔軟剤、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。柔軟剤、界面活性剤はティシューに柔軟性を与えたり表面を滑らかにする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
【0027】
また機能性薬剤としてポリオールの保湿性を助けたり、維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
【0028】
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え塗布を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。
【0029】
上記成分のうち、グリセリン、プロピレングリコール等の多価アルコールを主成分とすることが、薬液の粘度、塗布量を安定させる上で好ましい。
薬液塗布時の温度は30℃〜60℃、好ましくは35℃〜55℃とすることが好ましい。
【0030】
〔塗布量〕
塗布量は、操業中にプライ後の薬液を塗布しない場合の各々のシート米坪と、対応する塗布した直後の各々のシート米坪との差異により算出した。
(塗布量g/m2)=(塗布直後の米坪g/m2)−(塗布しない場合の米坪g/m2)
両表層の塗布量、もしくは両面の塗布量の合計とは、プライされたティシュペーパーのシートの単位面積当たりの塗布量の合計であり、各シートの塗布量を加算したものとする。
【0031】
〔薬剤含有量〕
薬剤塗布量とは、JIS P 8111の標準状態におけるティシュペーパーの単位面積に対し含まれる乾燥状態(絶乾)の薬剤成分の含有量を示し、具体的には、塗布した薬液中の水分以外の成分の含有量を示すものとする。このティシュペーパーの単位面積とは、プライされたシートを平面に垂直線上にある視点から見た面積であり、プライされた各シート、およびその表裏面の合計面積を意味しない。
【0032】
〔薬剤含有率〕
薬剤塗布率とは、JIS P 8111 条件下において調湿させた所定質量のティシュペーパー製品を分母(A)(g)とし、所定質量のティシュペーパー製品中に含まれる薬液中の水分を除いた質量(B)(g)を分子として、(B)を(A)で除した比率を(%)で表す。
(薬剤含有率%)=(B)÷(A)×100(%)
【0033】
〔紙厚〕
本発明に係るティシュペーパーの紙厚は、2プライの状態で80〜140μm、より好ましくは90〜120μmとする。紙厚が80μm未満では、柔らかさの向上の観点からは好ましいものの、ティシュペーパーとしての強度を適正に確保することが困難となる。また、140μm超では、ティシュペーパーの肌触りが悪化するとともに、使用時にゴワツキ感が生じるようになる。
【0034】
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0035】
〔引張強度〕
本発明に係るティシュペーパーの引張強度は、2プライの状態で測定する。
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
【0036】
本発明に係るティシュペーパーの乾燥引張強度は、MD方向で180〜350cN/25mm、より好ましくは160〜300cN/25mm、CD方向で80〜120cN/25mm、より好ましくは80〜110cN/25mmとし、MD方向/CD方向の比が1.5〜3.0となるようにするのが好ましい。
【0037】
湿潤引張強度は、JIS P 8135(1998)に準じて行う。当該ティシュペーパーの湿潤引張強度は、MD方向で70〜160cN/25mm、より好ましくは80〜130cN/25mmとし、CD方向で33〜50cN/25mm、より好ましくは35〜45cN/25mmとする。
【0038】
〔ソフトネス〕
本発明のティシュペーパーのソフトネスの値は、0.9〜1.5cN/100mm、より好ましくは0.9〜1.4cN/100mmとする。ここでのソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定したものである。
但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで実施した。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表した。
【0039】
〔水分率〕
JIS P 8127(1998)により測定する製品の水分率は、7.0〜9.0%、より好ましくは7.5〜9.0%とすることが望ましい。
〔伸び率〕
製品のMD方向の伸び率は11.0〜15.0%であるのが望ましい。「伸び率」とは、JIS P 8113(2006)に規定される「引張破断伸び」を示すものとする。伸び率は、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定する。
【0040】
〔静摩擦係数〕
他方、本発明のティシュペーパーは、静摩擦係数が0.60〜0.68、より好ましくは0.61〜0.65であるのが望ましい。ここでの静摩擦係数は、JIS P 8147(1998)に準じた、下記の方法で測定する。
1プライにはがしたティシュペーパーを、ティシュペーパーの外側の面が外側に来るようにアクリル板に張り付ける。2プライのまま100gの分銅にティシュペーパーを巻きつけ、アクリル板上のティシューに乗せる。アクリル板を傾け、おもりが滑り落ちる角度を測定する。角度測定は斜面方向にシートをMD方向に貼り付け、分銅に巻き付けたシートがMD方向に滑り落ちるように4回測定し、斜面方向にシートをCD方向に貼り付け、分銅に巻き付けたシートがCD方向に滑り落ちるように4回測定し、計8回実施し、平均角度を算出し、そのタンジェント値を静摩擦係数とする。
【0041】
〔MMD〕
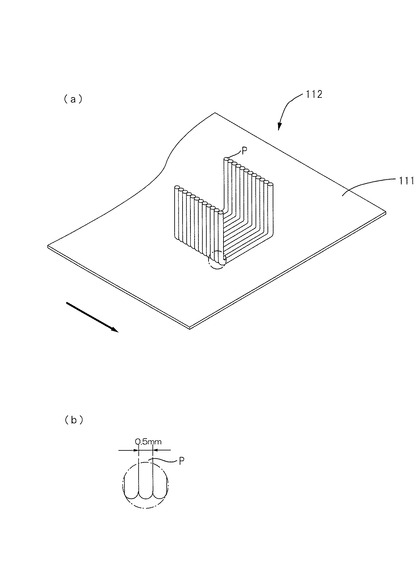
MMDとは、摩擦係数μの平均偏差(単位:無次元)である。MMDは滑らかさの指標の一つであり、数値が小さいほど滑らかであり、数値が大きいほど滑らかさに劣るとされる。なお、MMD値の測定方法としては、図11(a)に示すように、摩擦子112の接触面を所定方向(図11(a)における右斜め下方向)に20g/cmの張力が付与された測定試料であるティシュペーパー111の表面に対して25gの接触圧で接触させながら、張力が付与された方向と略同じ方向に速度0.1cm/sで2cm移動させる。このときの、摩擦係数を、摩擦感テスター KES−SE(カトーテック株式会社製)を用いて測定し、その摩擦係数μの摩擦距離2cm(移動距離3cmの前後端各5mmを減じた値)における平均偏差をMMD値とした。
なお、摩擦子112は、直径0.5mmのピアノ線Pを20本隣接させてなり、長さ及び幅がともに10mmとなるように形成された接触面を有している。接触面には、先端が20本のピアノ線P(曲率半径0.25mm)で形成された単位膨出部が形成されている。
図11(a)には、摩擦子112を模式的に表し、図11(b)には、図11(a)における一点鎖線で囲まれた部分の拡大図を示すものとする。
【0042】
〔製品密度〕
本発明に係るティシュペーパーは、インターフォルダ等により折り加工が施され、前記折り加工の前後いずれかの段階で製品サイズに裁断され、例えば180組が箱詰めされて製品となる。180組の折り加工後の紙密度は、0.20〜0.30g/cm3、より好ましくは0.23〜0.29g/m3とすることが好ましい。0.20g/cm3より低くするとしっとり感や滑らかさが得られず、0.30g/cm3より高くすると、ティシュペーパーの厚みが損なわれベタつき感が出てしまうとともに、吸水性が悪くなってしまう。
製品の密度は、JIS P 8111 条件下において調湿させたティシュペーパー製品の1層あたりの米坪にプライ数をかけた値(C)を、「PEACOCK G型」により測定されたプライされたティシュペーパーの紙厚(D)で除した値であり、単位をg/cm3、小数点以下3桁で表す。
【0043】
〔製造方法例〕
上記説明の本発明のティシュペーパーは、以下のようにして製造することが可能である。図1に、本発明に係るティシュペーパーのプライ工程の装置の概要を示した。なお、図1に係る工程は、一体となった装置であるプライマシンで実施されることが好ましい。
【0044】
抄紙機において抄紙された原紙は、連続シートとして、クレープを施し、カレンダー処理を施したうえで、これを巻き取り、一次原反ロール11,12(一般的にジャンボロールともいわれている)とされる。
【0045】
連続シート31,32は積層ローラー13で積層されて2プライとされ、必要に応じてプライマシンカレンダー14でカレンダー処理され、薬液塗布工程に送られる。薬液塗布の方法は、浸漬、スプレー塗布、フレキソ塗布、グラビア塗布によるなど公知の塗布方法をいずれも使用することができるが、塗布面全体にムラなく薬液塗布を行うグラビア塗布、フレキソ塗布等の印刷方式の使用、特にドクターチャンバー15を備えたフレキソコーターを使用すると、安定した塗布量で薬液を供給することができるため、より好ましい。図1のプライ工程においては、2つのフレキソコーター16,17を備え、2プライの連続シートの各面に薬液を塗布する。
【0046】
コンタクトエンボスコロ18及びコロロール19に供し、2プライの連続シートにコンタクトエンボス(ナーリング)処理を施すことにより固定している。このとき、薬液塗布量の少ない連続シート32が、コンタクトエンボスコロ18に接触するように配置される。コンタクトエンボスは、両側部から紙幅に対して1/10〜1/20の位置に幅1〜10mmで縦方向に一様に施されるのが好ましい。プライを接着剤等で固定するなど、公知の方法のいずれを使用してもよいが、接着剤を使用する場合、肌触りが固くなりやすい、薬液塗布時に剥がれやすい、等の問題があるため、コンタクトエンボスの使用がより好ましいといえる。
【0047】
コンタクトエンボスを付与した2プライの連続シートは、直接ロータリー式インターフォルダ等に供されて折り加工を施された後に製品サイズに裁断されるか、または、スリッター20により製品幅にカットされた後、ワインディングドラム21により巻き取り二次原反ロール22とされ、折り加工が施され、紙箱への収納がなされる。
なお、本形態ではコンタクトエンボス前に薬液を塗布する構成をとっているが、コンタクトエンボス後に薬液を塗布する構成としてもよい。
【0048】
上述の二次原反ロールは、特にティシュペーパー製品においては折り加工工程に供される。折り加工工程としては、ロータリー式インターフォルダ、マルチスタンド式インターフォルダ等公知の方法を使用することができるが、生産性の高いマルチスタンド式インターフォルダの使用がより好ましい。
【0049】
〔マルチスタンド式インターフォルダ〕
二次原反ロール22は、マルチスタンド式インターフォルダに多数セットされ、セットされた二次原反ロール22から二次連続シートを繰り出して折り畳むと共に積層することによってティシュペーパー束が製造される。以下では、そのマルチスタンド式インターフォルダの一例について説明する。
【0050】
図2及び図3に、マルチスタンド式インターフォルダの一例を示した。図中の符号2は、マルチスタンド式インターフォルダ1の図示しない二次原反ロール支持部にセットされた二次原反ロール22,22…を示している。この二次原反ロール22,22…は、必要数が図示平面と直交する方向(図2における水平方向、図3における紙面前後方向)に横並びにセットされている。各二次原反ロールRは、上述のティシュペーパー製品用二次原反ロールの製造設備、製造方法でティシュペーパー製品幅にスリットが入れられており、ティシュペーパー製品の複数倍幅、図示例では2倍幅で巻き取られ、セットされている。
【0051】
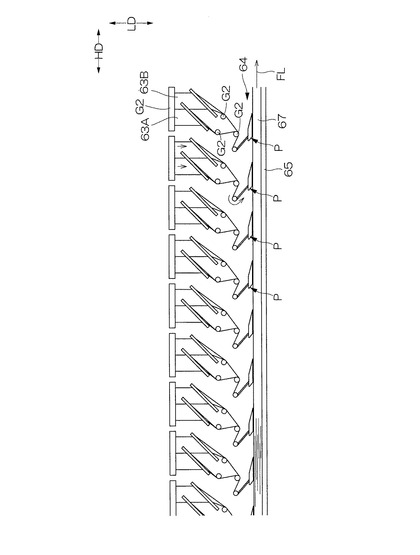
二次原反ロール22から巻き出された連続する帯状の二次連続シート63A及び63Bは、ガイドローラG1、G1等のガイド手段に案内されて折畳機構部60へ送り込まれる。また、折畳機構部60には、図4に示すように、折板P,P…が必要数並設されてなる折板群64が備えられている。各折板Pに対しては、一対の連続する二次連続シート63A又は63Bを案内するガイドローラG2,G2やガイド丸棒部材G3,G3が、それぞれ適所に備えられている。さらに、折板P,P…の下方には、折り畳みながら積み重ねられた積層帯67を受けて搬送するコンベア65が備えられている。
【0052】
この種の折板P,P…を用いた折畳機構は、例えば、米国特許4052048号特許明細書等によって公知の機構である。この種の折畳機構は、図5に示すように、各連続する二次連続シート63A,63B…を、Z字状に折り畳みながら、かつ隣接する連続する二次連続シート63A,63B…の側端部相互を掛け合わせながら積み重ねる。
【0053】
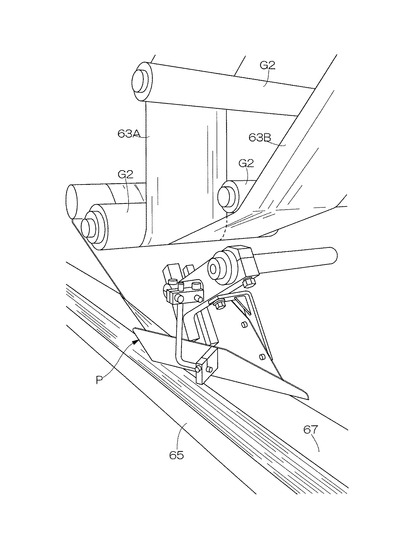
図6〜図9に、折畳機構部60の特に折板Pに関する部位を、詳しく示した。本折畳機構部60においては、各折板Pに対して、一対の連続する二次連続シート63A及び63Bが案内される。この際、連続する二次連続シート63A及び63Bは、ガイド丸棒部材G3,G3によって、側端部相互が重ならないように位置をずらされながら案内される。
【0054】
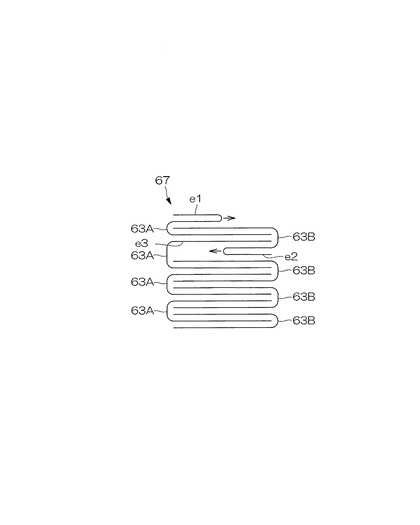
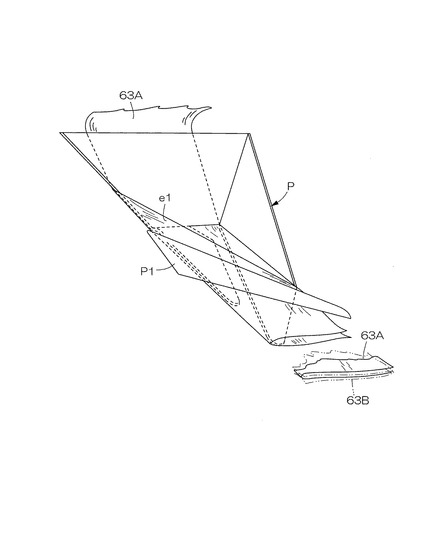
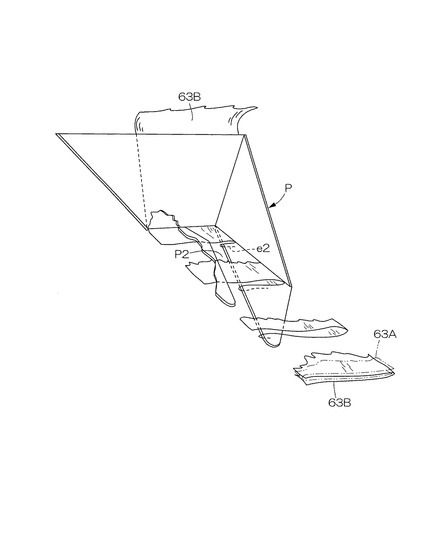
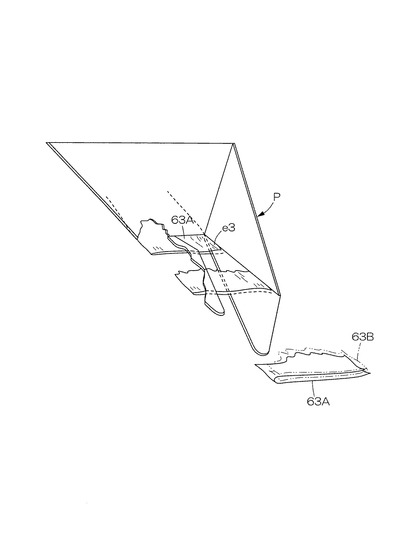
折板Pに案内された時点で下側に重なっている連続する二次連続シートを第1の連続する二次連続シート63Aとし、上側に重なっている連続する二次連続シートを第2の連続する二次連続シート63Bとすると、これら連続する二次連続シート63A及び63Bは、図5及び図7に示すように、第1の連続する二次連続シート63Aの第2の連続する二次連続シート63Bと重なっていない側端部e1が、折板Pの側板P1によって、第2の連続する二次連続シート63Bの上側に折り返されるとともに、図5及び図8に示すように、第2の連続する二次連続シート63Bの第1の連続する二次連続シート63Aと重なっていない側端部e2が、折板PのスリットP2から折板P下に引き込まれるようにして下側に折り返される。この際、図5及び図9に示すように、上流の折板Pにおいて折り畳みながら積み重ねられた連続する二次連続シート63Aの側端部e3(e1)が、折板PのスリットP2から第2の連続する二次連続シート63Bの折り返し部分間に案内される。このようにして、各連続する二次連続シート63A,63B…は、Z字状に折り畳まれるとともに、隣接する連続する二次連続シート63A及び63Bの側端部相互が掛け合わされ、したがって、製品使用時において、最上位のティシュペーパーを引き出すと、次のティシュペーパーの側端部が引き出されることになる。
【0055】
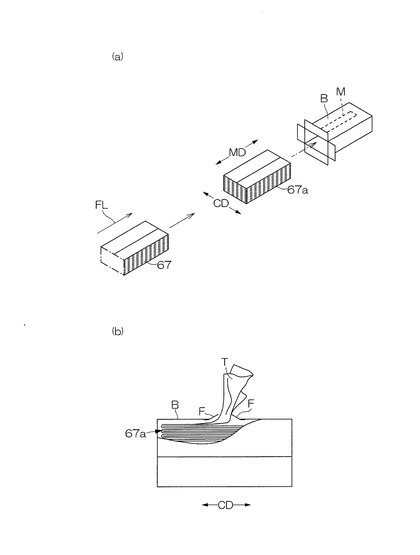
以上のようにしてマルチスタンド式インターフォルダ6で得られた積層帯70は、図2に示すように、後段の切断手段66において流れ方向FLに所定の間隔をおいて裁断(切断)されてティシュペーパー束67aとされ、図10(a)に示すように、このティシュペーパー束30aは、更に後段設備において収納箱Bに収納される。なお、以上のようなマルチスタンド式インターフォルダ1では、積層帯70の紙の方向は、流れ方向FLに沿って縦方向(MD方向)となっており、流れ方向と直交する方向に沿って横方向(CD方向)となっている。このため、積層帯70を所定の長さに切断して得られたティシュペーパー束67aを構成するティシュペーパーの紙の方向は、図10(a)に示すように、ティシュペーパーの折り畳み方向に沿って横方向(CD方向)となり、ティシュペーパーの折り畳み方向と直交する方向に沿って縦方向(MD方向)となる。
【0056】
図10(b)に、収納箱Bにティシュペーパー束67aを収納して成る製品の一例を示した。収納箱Bの上面にはミシン目Mが設けられており、このミシン目Mで収納箱B上面の一部を破断することにより収納箱Bの上面が開口するようになっている。この開口は中央にスリットを有するフィルムFによって覆われており、このフィルムFに設けられたスリットを介してティシュペーパーTを取出すことができるようになっている。
【0057】
ところで、前述したように、ティシュペーパー束67aを構成するティシュペーパーの紙の方向は、ティシュペーパーの折り畳み方向に沿って横方向(CD方向)となるため、図10(b)に示すように、ティシュペーパーTを収納箱Bから引き出す際には、その引き出し方向は、ティシュペーパーTの横方向(CD方向)と沿うようになっている。
【実施例】
【0058】
本発明の効果を確認すべく、本発明に係る実施例と比較例について、製品の紙質について評価した結果を表1に示した。比較例はいずれも市販品であり、比較例1は非保湿系の汎用ティシュペーパー、比較例2〜4は保湿系のローションタイプのティシュペーパー、比較例5,6は非保湿系で米坪、紙厚の高い高級タイプのティシュペーパーである。米坪、紙厚、引張強度、伸び率、ソフトネス、静摩擦係数、水分率の測定方法は、上記発明を実施するための形態の欄で説明したとおりである。薬剤含有率とは、ティシュペーパー坪量に対する薬剤の乾燥重量の割合を示すものである。
【0059】
紙質の評価とともに、実施例1及び比較例1,2,5,6について、消費者87人を対象に、やわらかさ、なめらかさ、厚み感、しっとり感について下記の基準に基づく官能評価を行った。また、実施例1〜3及び比較例1〜4について、別途12人を対象とした官能評価を行った(表2)。
官能評価は、非保湿ティシュペーパーである比較例1の成績をすべて3として、下記の基準に基づいて行った。
5:大変優れている
4:優れている
3:基準と同等
2:劣る
1:顕著に劣る
さらに、薬液塗布ティシュペーパーについては、ベタつき感の有無についても評価を行った。
○:ベタつき感が少ない
×:明らかにベタつき感がある
【0060】
【表1】
【0061】
【表2】
【0062】
本発明に係るティシュペーパーは、市販の保湿ティシューと比してCD方向の乾燥引張強度、湿潤引張強度が高い値を示した。またCD方向の湿潤引張強度については、従来の汎用タイプのティシュペーパーより高い値を示した。また、ソフトネス、静摩擦係数が他製品に比して低く、なめらかで柔らかい紙質を有することが示された。
官能評価において、本発明に係るティシュペーパーは、厚み感に優れたものではないものの、保湿ティシューと同等以上のやわらかさ、なめらかさ、しっとり感を有し、かつ、保湿ティシューにみられるベタつき感が軽減されていることが分かった。
【0063】
特に本発明に係るティシュペーパーについて良好な滑り性を有する要因については、次のことが考えられる。ティシュペーパーに塗布した薬液の浸透性によっても異なるが、親水性、親油性の両成分を含む薬液を塗布した場合、親水性成分がパルプ内に吸収されるとともに親油性成分が紙表面に残りやすく、表面の摩擦が軽減されると考えられる。しかし、従来の保湿ティシューのように薬液塗布量を増やすと親水性成分が充分にパルプ内に吸収されず表面に残るため、親油性成分の摩擦軽減効果が薄れるとともに、親水性成分(グリセリンなど)の粘性により滑り性が低下するものと推測される。
【産業上の利用可能性】
【0064】
本発明のティシュペーパーは、清拭用途、特に身体の清拭用途、さらにはフェイシャル用途などに利用されるティシュペーパーに利用することが可能である。
【特許請求の範囲】
【請求項1】
表面に薬液が塗布された2プライのティシュペーパーであって、
薬剤含有量が両面で1.4〜4.5g/m2であり、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍であり、
2プライを構成するシートの1層あたりの坪量が10〜25g/m2であり、
2プライの紙厚が80〜140μmであり、
表面の静摩擦係数が0.60〜0.68である、
ことを特徴とするティシュペーパー。
【請求項2】
前記薬液の水分含有量が1〜15重量%である、請求項1記載のティシュペーパー。
【請求項3】
水分率が7.0〜9.0%である、請求項1記載のティシュペーパー。
【請求項4】
2プライを構成するシートのクレープ率が10〜30%である、請求項1記載のティシュペーパー。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【請求項5】
ソフトネスが0.9〜1.5cN/100mmである、請求項1記載のティシュペーパー。
【請求項6】
2プライのCD方向の乾燥引張強度が80〜120cN/25mm、2プライのCD方向の湿潤引張強度が33〜50cN/25mmである、請求項1記載のティシュペーパー。
【請求項7】
表面に薬液が塗布された2プライのティシュペーパーの製造方法であって、
前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜140μm、
表面の静摩擦係数が0.60〜0.68となるように構成した、
ことを特徴とするティシュペーパーの製造方法。
【請求項1】
表面に薬液が塗布された2プライのティシュペーパーであって、
薬剤含有量が両面で1.4〜4.5g/m2であり、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍であり、
2プライを構成するシートの1層あたりの坪量が10〜25g/m2であり、
2プライの紙厚が80〜140μmであり、
表面の静摩擦係数が0.60〜0.68である、
ことを特徴とするティシュペーパー。
【請求項2】
前記薬液の水分含有量が1〜15重量%である、請求項1記載のティシュペーパー。
【請求項3】
水分率が7.0〜9.0%である、請求項1記載のティシュペーパー。
【請求項4】
2プライを構成するシートのクレープ率が10〜30%である、請求項1記載のティシュペーパー。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【請求項5】
ソフトネスが0.9〜1.5cN/100mmである、請求項1記載のティシュペーパー。
【請求項6】
2プライのCD方向の乾燥引張強度が80〜120cN/25mm、2プライのCD方向の湿潤引張強度が33〜50cN/25mmである、請求項1記載のティシュペーパー。
【請求項7】
表面に薬液が塗布された2プライのティシュペーパーの製造方法であって、
前記薬液を、薬剤含有量が両面で1.4〜4.5g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように塗布し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜140μm、
表面の静摩擦係数が0.60〜0.68となるように構成した、
ことを特徴とするティシュペーパーの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−152408(P2011−152408A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−281170(P2010−281170)
【出願日】平成22年12月17日(2010.12.17)
【分割の表示】特願2010−535163(P2010−535163)の分割
【原出願日】平成22年8月2日(2010.8.2)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【分割の表示】特願2010−535163(P2010−535163)の分割
【原出願日】平成22年8月2日(2010.8.2)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]