
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】薬液噴霧の有無が容易に切り替えられ、かつ高速運転が可能なティシュペーパー製品用二次原反ロールの製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、第一噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、第一噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マルチスタンド式インターフォルダに供するティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法に関するものである。
【背景技術】
【0002】
ティシュペーパーの箱詰め製品は、一般的に、インターフォルダ(折り畳み設備)によって複数の連続するティシュペーパーを折り畳みながら積み重ね、所定の長さに切断するなどしてティシュペーパー束を得、このティシュペーパー束を収納箱(ティシュカートン)内に収納することによって製造される。
このようなインターフォルダの例として、下記特許文献1、2に開示されるようなマルチスタンド式(多連式)インターフォルダや、下記特許文献3、4に開示されるようなロータリー式インターフォルダなどが知られている。
マルチスタンド式インターフォルダを用いた製造方法の従来例としては、次のようなものがある。すなわち、抄紙設備において薄葉紙を抄造して巻き取ることで一次原反ロール(一般にジャンボロールともいわれている)を製造し、次いで、この一次原反ロールをプライマシンにセットし、複数の一次原反ロールから繰り出した一次連続シートを重ね合わせて巻き取ると共にスリット(幅方向にティシュペーパー製品の製品幅又はその複数倍幅に分割)し、複数のプライからなる二次原反ロールを製造する。
プライマシンで製造された二次原反ロールは、プライマシンから取り出された後、必要な数だけマルチスタンド式インターフォルダにセットされる。次いで、二次原反ロールから二次連続シートを繰り出して、折畳機構部へ送り込み、ここで折り畳みながら積み重ね、その後、所定の長さに切断されてティシュペーパー束とし、収納箱内に収納する。
このようなマルチスタンド式インターフォルダを用いた製造方法は、他の折り畳み設備を用いた製造方法に比べて、多数(通常80〜100基)の折畳み機構を有しているため生産性が高いという利点を有している。
【0003】
ところで、近年では、ティシュペーパー製品に保湿剤や香料などの薬液(通常「ローション薬液」とも呼ばれる)を塗布されたものの需要が拡大しており、例えば下記特許文献5〜7に開示されるような製造方法や設備が種々提案されている。このようなローション薬液を含有させたティシュペーパー製品は、主にロータリー式インターフォルダで製造されるのが一般的であった(例えば下記特許文献5)。しかし、ロータリー式インターフォルダは、加工方向と垂直方向に折畳みと裁断を同時に行なうため、生産性が低いという欠点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許4052048号公報(特公昭55−1215号公報)
【特許文献2】特開2006−240750号公報
【特許文献3】特開昭61−37668号公報
【特許文献4】特開平5−124770号公報
【特許文献5】特開2004−322034号公報
【特許文献6】特表2008−525103号公報
【特許文献7】特開2008−264564号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明者等は、薬液が付与されたティシュペーパー製品を、ロータリー式インターフォルダに比して生産性の高いマルチスタンド式インターフォルダを用いた製造方法で製造することを考えた。
しかし、マルチスタンド式インターフォルダを用いた製造方法で製造する場合、プライマシンやマルチスタンド式インターフォルダとは別に薬液付与工程を設けると、原反の移送の手間や多大な設備コストがかかってしまうという問題がある。また、薬液付与工程をマルチスタンド式インターフォルダ内に設けると、二次原反ロールから繰り出された2プライシートが直ぐに折り畳まれ箱に入り製品化されるため、シーズニングによりティシュー品質が平均化される時間がない。このため、二次原反ロール毎に両面への塗布設備が必要になり、塗布設備毎に両面への塗布量コントロールが必要となり塗布設備と塗布量管理が複雑になり、流れ方向および幅方向での塗布量安定が難しくなる。このため、薬液を付与するティシュペーパー製品を製造するラインと、薬液を付与しないティシュペーパー製品を製造するラインとを別々に設ける必要があった。
【0006】
そこで、本発明の主たる課題は、マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足り、しかも、薬液を付与したティシュペーパー製品と薬液を付与しないティシュペーパー製品との切り換えが容易である生産性に優れたティシュペーパー製品用二次原反ロールの製造方法を提供することにある。
他方、付与する薬液への紙粉の混入や、薬液の飛散による薬液のロスや設備の汚染が抑制され、安定して薬液を付与できるようにしたものである。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段及びそれらの作用効果は次記のとおりである。
〔請求項1記載の発明〕
一次原反ロールから連続的にティシュペーパー製品用の複数の二次原反ロールを製造するティシュペーパー製品用二次原反ロールの製造方法であって、
複数の一次原反ロールから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートとする積層工程と、
第1噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに第2の流れの薬液を乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程と、
積層連続シートをティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程と、
スリットされた各積層連続シートを同軸で巻取ってティシュペーパー製品幅又はその複数倍幅の複数の二次原反ロールを形成する巻取り工程と、を有することを特徴とするティシュペーパー製品用二次原反ロールの製造方法。
【0008】
(作用効果)
本発明においては、抄造し、巻き取りを行なった一次原反ロールから、マルチスタンド式インターフォルダに供給するための、ティシュペーパー製品用二次原反ロールを連続的に製造する、いわゆるプライマシン内に、薬液噴霧工程を組み込んでシートに薬液を付与するようにした。
したがって、大幅な設備改造を要することなく、既設のプライマシンのマイナーな改造で足りるので、投資設備費が少ないもので足りる利点がある。
しかも、マルチスタンド式インターフォルダ内に薬液噴霧工程を設けるのではなく、プライマシン内に、薬液噴霧工程を組み込むものであるために、薬液を付与したティシュペーパー製品と薬液を付与しないティシュペーパー製品との切り換えは、単にティシュペーパー製品用二次原反ロールの薬液付与の有無によって切り換えればよいのであるから、生産性に優れたものである。
【0009】
また、マルチスタンド式インターフォルダ内に薬液噴霧工程を設ける場合には、たとえば積層シート層分の多数の薬液噴霧装置を設けることが考えられるが、これでは設備費が嵩むばかりでなく、その設置スペースの確保に困難を極め、さらに各装置での付与量の正確な管理は実質的に無理である。この形態に比較して本発明の製造方法は、設備費及び付与量管理などの点が優れた利点をもたらすものである。
【0010】
他方、ロータリー式インターフォルダの場合には、その加工速度(シートの走行速度)は50〜120m/分程度なので、特開2008−245780号公報に記載のように、ロータリーシリンダー式加工機において、広幅のシート(たとえば2〜3m程度)を供給する過程で薬液を付与することが可能である。
しかるに、マルチスタンド式インターフォルダによるティシュペーパーの製造工程では、マルチスタンド式インターフォルダの加工能力に合わせてプライマシンの加工能力を設計するため、プライマシンの加工速度は700〜1100m/分が一般的である。かかる高速で走行するプライマシンにおいて、例えば薬液をグラビア、フレキソ等の印刷方式で塗布すると、版と紙が接触するために紙粉を発生させ、これが薬液に混入することにより薬液の粘度を上昇させ、流れ方向、幅方向の塗布量を不安定にさせるおそれがある。これに対し、非接触式の本発明は薬液の付与を噴霧によって行なうものであるから、紙粉の発生の伴うトラブルから解放される。
【0011】
さらに、本発明に従って薬液の付与を噴霧によって行なうものであると、グラビア、フレキソ、ロール塗工などの方式でみられる、繊維層が薬液の含有状態でロール間において圧縮されることがなく、もって、より嵩高又は厚みの厚いティシュペーパーを得ることができる。
高速運転の製造ラインにおいて充分な量の薬液を原紙に噴霧により付与するためには、単位時間当たりの噴霧量を多くする必要がある。しかし、高速で多量の薬液を噴霧すると、噴霧した薬液の跳ね返りやシート表面に随伴する空気などにより薬液の飛散が生じやすく、薬液が充分に連続シート付与されない、設備が汚染されるといった問題があった。
出願人らは、一方向から噴霧した薬液の流れ(第2の流れ)を、他方向から噴霧した速い流速の薬液の流れ(第1の流れ)に乗せて連続シートに付与する構成とすることで、一方向からのみ噴霧する場合と比較して、その跳ね返りの量を軽減できることを知見した。その原理は定かではないが、二方向から薬液を分割して付与とすることで、一方向から大量の薬液が噴霧される場合と比して薬液の跳ね返りを軽減することができるためと考えられる。また、一方の流速をより速くして他方の薬液の流れに乗せることにより、周囲の気流の影響、特に積層連続シートに随伴する空気の流れの影響を受けずに、積層連続シートへ薬液を付与することが可能となる。
【0012】
〔請求項2記載の発明〕
前記第1の流れが、前記シートの流れ方向に対し対向する方向に傾斜し、第2の流れが前記シートの流れ方向に対して追う方向に向いて前記第1の流れに交差する、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0013】
(作用効果)
薬液の第1の流れを連続シートの流れ方向に対し対向する方向に傾斜させることで、連続シート表面に随伴する空気の流れを押し戻すように薬液が付与される。これにより、シート表面に随伴する空気による薬液の飛散を軽減することができる。一方、薬液の第2の流れは連続シートの流れ方向に対して追う方向、つまり、第1の流れに対向する方向に向いている。第2の流れを第1の流れと対向させることで、第2の流れが第1の流れに乗りやすくなる。
【0014】
〔請求項3記載の発明〕
前記薬液噴霧工程が積層連続シートの両外面に対し外側から噴霧される、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0015】
(作用効果)
薬液噴霧工程を両外面に対し外側から噴霧することにより、製品化したシートの両外面を早期に同等の品質とすることが可能となる。
【0016】
〔請求項4記載の発明〕
前記連続シートの走行速度が100〜1100m/分である、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0017】
〔請求項5記載の発明〕
前記薬液噴霧工程が、前記積層工程の後であって、且つ、前記スリット工程の前に行われる、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0018】
〔請求項6記載の発明〕
前記積層工程と前記薬液噴霧工程との間に、カレンダーにて平滑化処理する平滑化工程を有する、請求項5に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0019】
〔請求項7記載の発明〕
前記薬液噴霧工程と前記スリット工程との間に、前記積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有する、請求項2に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0020】
〔請求項8記載の発明〕
前記薬液の噴霧がノズル式噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0021】
〔請求項9記載の発明〕
前記薬液の噴霧がローターダンプニング噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0022】
〔請求項10記載の発明〕
前記請求項のいずれか1項の請求項によって得られた前記二次原反ロールを多数用意し、これらをマルチスタンド式インターフォルダにおいてライン方向に沿って配置し、各二次原反ロールから繰り出される複数の二次連続シートをその連続方向に沿って移送すると共に、その移送過程で折畳みながら積み重ね、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することを特徴とするティシュペーパー製品の製造方法。
【0023】
〔請求項11記載の発明〕
前記薬液を、薬剤含有量が両面で1.5〜5.0g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように噴霧状態で付与し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜175μm、
2プライのCD方向の乾燥引張強度が100〜170cN/25mm、2プライのCD方向の湿潤引張強度が30〜70cN/25mm、
ソフトネスが0.9〜1.5cN/100mmとなるように構成した、
ことを特徴とする請求項1に記載のティシュペーパー製品の製造方法。
【0024】
(作用効果)
本発明に係る製造方法を使用することにより、充分な柔らかさを有しつつもベタつきが低減され、かつ、湿潤紙力、特にCD方向の湿潤引張強度の高いティシュペーパーを提供することができる。
【発明の効果】
【0025】
本発明に係る製造方法におけるスリット工程でティシュペーパー製品の幅、又はその複数倍幅となるよう製造されたティシュペーパー製品用二次原反ロールは、この後段でマルチスタンド式インターフォルダに多数セットされる。次いで、マルチスタンド式インターフォルダにセットされた二次原反ロールから二次連続シートを繰り出して、折畳機構部へ送り込み、ここで折り畳みながら積み重ね、その後、所定の長さに切断されてティシュペーパー束とし、収納箱内に収納する。
【0026】
本発明では、ティシュペーパー製品用二次原反ロールの製造方法における積層連続シートに対して薬液を噴霧方式による付与するようになっている。このため、プライマシンやマルチスタンド式インターフォルダとは別に薬液付与工程を設ける場合において、原反の移送の手間や多大な設備コストがかかることがない。
また、薬液を付与しないティシュペーパー製品を製造する場合は、ティシュペーパー製品用二次原反ロールの製造過程において薬液付与を行なわないで製造すれば良いだけであるため、製造の切り替えが容易にできる。
【0027】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、薬液噴霧工程は、積層工程の後であって、且つ、スリット工程の前に行われることが好ましい。薬液噴霧工程が積層工程の前であると、それぞれの一次連続シートに対して薬液を噴霧付与するための設備を設けなければならず、他方、スリット工程の後であると、スリット工程によって複数に分割された積層連続シートに対して薬液を噴霧付与するため、スリットから薬液が漏れてしまい、ロール汚れや断紙の原因となる。薬液噴霧工程が積層工程とスリット工程との間で行われるようになっていると、スリット工程によって分割されていない積層連続シートのみに薬液を噴霧するための設備を用意すれば良く、薬液のロスが少なく、断紙が少なく操業が安定する。
【0028】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、カレンダーなどによって平滑化処理する平滑化工程を有することが好ましい。平滑化工程を有することによって、表面が滑らかなティシュペーパー製品用二次原反ロールを製造することができる。
なお、平滑化工程は、積層工程と薬液噴霧付与工程との間で行われることが好ましい。平滑化工程が積層工程の前であると、少なくとも積層シートの外側シートの外側表面を平滑化するための設備が2基なければ、積層工程後の1基の平滑化工程と同等の効果が得られず、また、外層となる2つのシート表面に2基のカレンダーで同等の平滑性を得る場合には紙厚が損なわれがちとなる。
【0029】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有することが好ましい。
このコンタクトエンボス工程は、スリット工程の前で行われることが好ましい。コンタクトエンボス工程がスリット工程後であると、製品幅にスリットの入った積層連続シートに対してコンタクトエンボスを付与することとなり、連続する製品幅の積層シートの端部に2箇所(2ライン)のコンタクトエンボスがなされるため、全幅でのコンタクトエンボスと比較し断紙しやすくなる。
【0030】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、薬液噴霧の方法は、ノズル式噴霧方式、ローターダンプニング噴霧方式などの公知の噴霧方法をいずれも使用することができる。
【図面の簡単な説明】
【0031】
【図1】一次原反ロールの製造設備、製造方法を示す概略図である。
【図2】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図3】マルチスタンド式インターフォルダの一例を示す概略図であり、側面から見た状態を示している。
【図4】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図5】折り畳まれたティシュペーパーの縦断面図である。
【図6】(a)ティシュペーパー束を収納箱に収納している様子を示す図である。(b)収納箱に収納されたティシュペーパーの取出す様子を示す一部破断図である。
【図7】折り板に関する部位の要部拡大斜視図である。
【図8】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図9】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図10】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図11】二次原反ロールの製造設備、製造方法を示す概略図である。
【図12】図11で示す薬液噴霧手段周辺の要部拡大図である。
【図13】コンタクトエンボス手段によって積層連続シートにコンタクトエンボスを付与している様子を示す図である。
【図14】薬液噴霧器の一例を示す概略構成図である。
【図15】薬液噴霧器の噴霧口の配置及び噴霧パターンの例を示す概略構成図である。
【図16】薬液噴噴霧器の他の例を示す概略構成図である。
【図17】さらに別の薬液噴霧手段の例を示す概略構成図である。
【図18】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図19】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図20】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図21】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図22】ティシュペーパーのMMD値の測定方法を示す図である。
【発明を実施するための形態】
【0032】
次に、本発明の実施形態を説明する。なお、図中の矢印HDは水平方向を、矢印LDは上下方向を示している。
〔一次原反ロールの製造〕
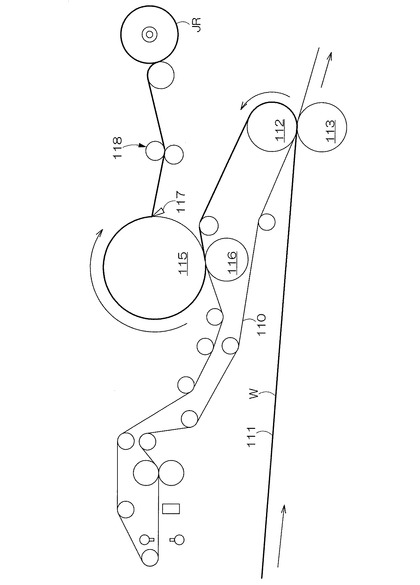
一次原反ロールの製造方法の一例を、図1を参照しつつ説明する。
図1に示すように、ワイヤーパートを経た湿紙Wがボトムフェルト111に載せられて移送され、その後、トップフェルト110及びボトムフェルト111に挟持されたまま、トップロール112とボトムロール113の間を通過し搾水される。その後、搾水された湿紙Wは、トップフェルト110に載せられた状態で、タッチロール116を介してヤンキードライヤー115の表面に付着させられる。そして、湿紙Wは、ヤンキードライヤー115によって乾燥され、ドクターブレード117により引き剥がされた後、巻き取られることで一次原反ロールJRとされる。
この抄紙に際しては、例えば、分散剤、乾燥紙力増強剤、湿潤紙力増強剤、柔軟剤、剥離剤、接着剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤、染料、などの適宜の薬品を添加することができる。
なお、本一次原反ロールの製造方法においては、ドクターブレード117により引き剥がされた後でカレンダー手段118によって平滑化処理を施すこともできる。
【0033】
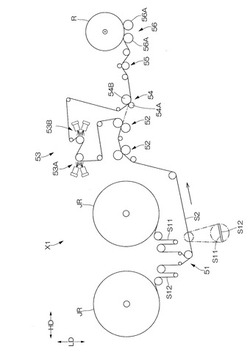
〔ティシュペーパー製品用二次原反ロールの製造〕
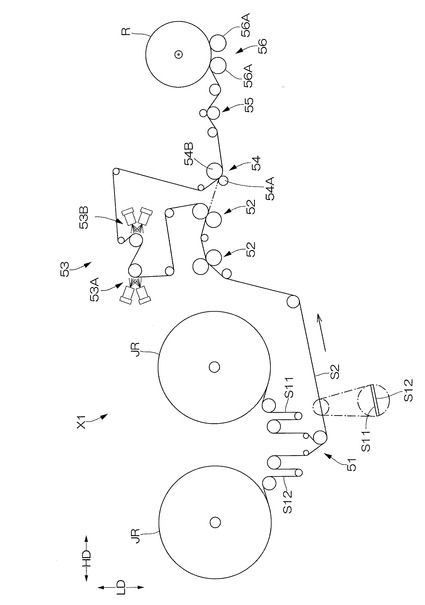
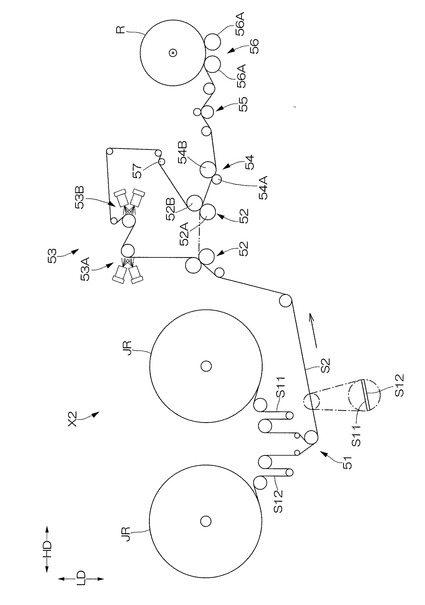
上述例で製造された一次原反ロールJRから、ティシュペーパー製品用の複数の二次原反ロールを連続的に製造する。たとえば、図11に示すように、ティシュペーパー製品用二次原反ロールの製造設備X1(プライマシンX1)は、上述例で製造された一次原反ロールJRを、少なくとも2つ以上セット可能とされており、これらの一次原反ロールJRから繰り出した一次連続シート(図示例ではS11、S12)を、その連続方向に沿って積層して積層連続シートS2とするプライ手段51(積層工程)を有している。
【0034】
プライ手段51の後段には、プライ手段51から流れてくる積層連続シートS2に対して薬液を噴霧する一対の薬液噴霧手段53が設けられており、これらの薬液噴霧手段53の後段には、並設された複数のカッターから成り、薬液噴霧手段53から移送されてきた積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット手段55(スリット工程)が配置されている。そして、スリット手段55の後段には、スリット手段55によってスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り手段56が設けられている。ここで、この巻取り手段56は、スリットされた各積層連続シートS2を二次原反ロールRに案内するための2つのワインディングドラム56Aを有していて、これら2つのワインディングドラム56Aが二次原反ロールRの外周面に接して積層連続シートS2を案内している。なお、スリット幅は、製品幅もしくは製品の偶数倍幅(ティシュペーパー製品の幅×2n、nは1〜17程度までの自然数)とすることが好ましい。
【0035】
本実施形態に係るティシュペーパー製品用二次原反ロールの製造においては、加工速度(薬液噴霧付与におけるシートの走行速度でもある)は100〜1100m/分とされ、好ましくは350〜1050m/分とされ、より好ましくは450〜1000m/分とされる。100m/分未満だと生産性が低く、他方、1100m/分超過であると、積層連続シートS2の断紙する頻度が高くなる可能性がある。
【0036】
〔マルチスタンド式インターフォルダでの加工〕
かくして得られたティシュペーパー製品用二次原反ロールRは、マルチスタンド式インターフォルダにライン方向に多数(たとえば製品の組数の1/2の数)セットされ、セットされた二次原反ロールRから、二次連続シートを繰り出してその連続方向に沿って移送すると共に、その移送過程で折り畳みながら積層することによってティシュペーパー束を製造し、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することによって、ティシュペーパー製品を製造する。
【0037】
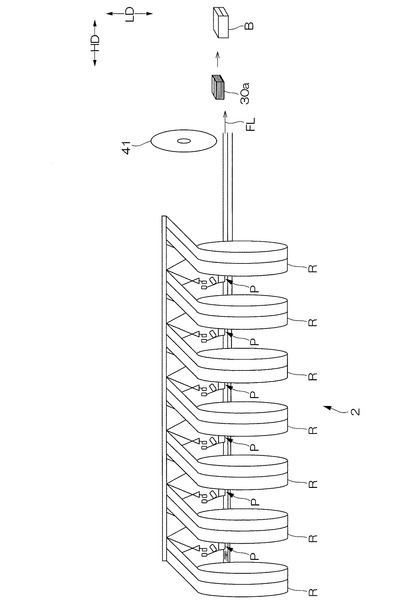
以下では、そのマルチスタンド式インターフォルダ及び包装形態の一例について説明する。
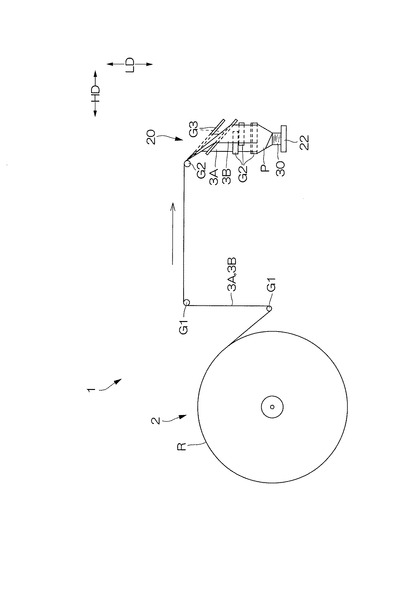
図2及び図3に、マルチスタンド式インターフォルダの一例を示した。図中の符号2は、マルチスタンド式インターフォルダ1の図示しない二次原反ロール支持部にセットされた二次原反ロールR,R…を示している。この二次原反ロールR,R…は、必要数が図示平面と直交する方向(図2における水平方向、図3における紙面前後方向)に横並びにセットされている。各二次原反ロールRは、上述のティシュペーパー製品用二次原反ロールの製造過程でティシュペーパー製品幅にスリットが入れられており、ティシュペーパー製品の複数倍幅、図示例では2倍幅で巻き取られ、セットされている。
【0038】
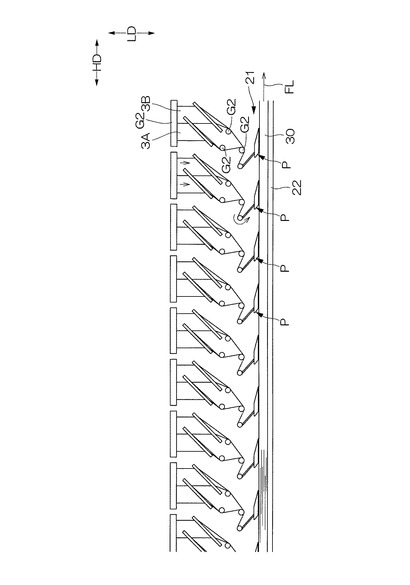
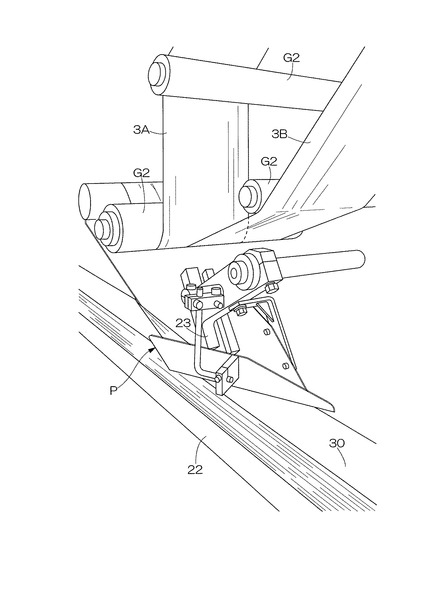
二次原反ロールRから巻き出された連続する帯状の二次連続シート3A及び3Bは、ガイドローラG1、G1等のガイド手段に案内されて折畳機構部20へ送り込まれる。また、折畳機構部20には、図4に示すように、折板P,P…が必要数並設されてなる折板群21が備えられている。各折板Pに対しては、一対の連続する二次連続シート3A又は3Bを案内するガイドローラG2,G2やガイド丸棒部材G3,G3が、それぞれ適所に備えられている。さらに、折板P,P…の下方には、折り畳みながら積み重ねられた積層帯30を受けて搬送するコンベア22が備えられている。
【0039】
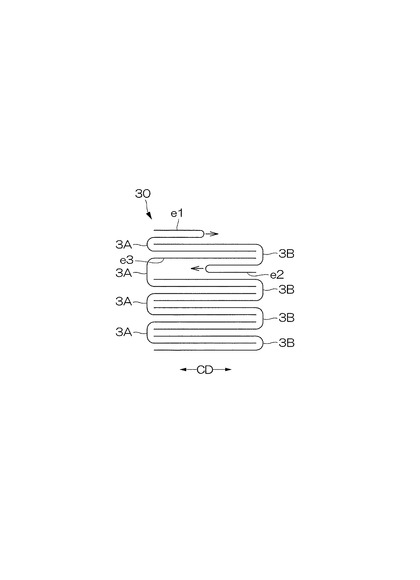
この種の折板P,P…を用いた折畳機構は、例えば、米国特許4052048号特許明細書等によって公知の機構である。この種の折畳機構は、図5に示すように、各連続する二次連続シート3A,3B…を、Z字状に折り畳みながら、かつ隣接する連続する二次連続シート3A,3B…の側端部相互を掛け合わせながら積み重ねる。
【0040】
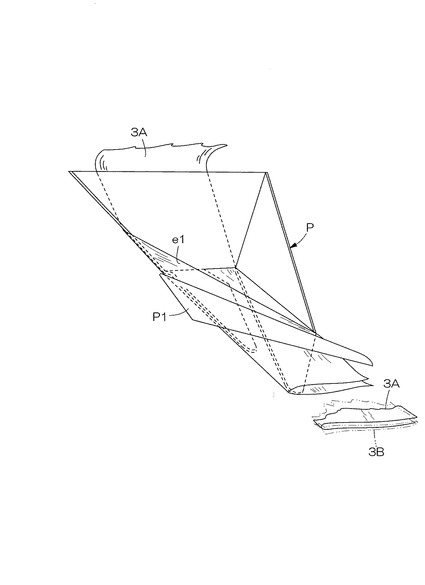
図7〜図10に、折畳機構部20の特に折板Pに関する部位を、詳しく示した。本折畳機構部20においては、各折板Pに対して、一対の連続する二次連続シート3A及び3Bが案内される。この際、連続する二次連続シート3A及び3Bは、ガイド丸棒部材G3,G3によって、側端部相互が重ならないように位置をずらされながら案内される。
【0041】
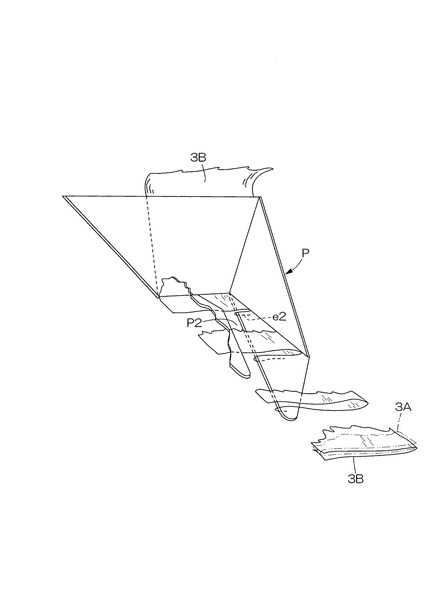
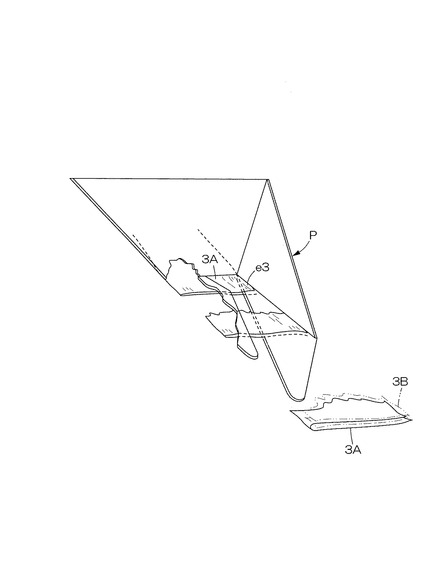
折板Pに案内された時点で下側に重なっている連続する二次連続シートを第1の連続する二次連続シート3Aとし、上側に重なっている連続する二次連続シートを第2の連続する二次連続シート3Bとすると、これら連続する二次連続シート3A及び3Bは、図5及び図8に示すように、第1の連続する二次連続シート3Aの第2の連続する二次連続シート3Bと重なっていない側端部e1が、折板Pの側板P1によって、第2の連続する二次連続シート3Bの上側に折り返されるとともに、図5及び図9に示すように、第2の連続する二次連続シート3Bの第1の連続する二次連続シート3Aと重なっていない側端部e2が、折板PのスリットP2から折板P下に引き込まれるようにして下側に折り返される。この際、図5及び図10に示すように、上流の折板Pにおいて折り畳みながら積み重ねられた連続する二次連続シート3Aの側端部e3(e1)が、折板PのスリットP2から第2の連続する二次連続シート3Bの折り返し部分間に案内される。このようにして、各連続する二次連続シート3A,3B…は、Z字状に折り畳まれるとともに、隣接する連続する二次連続シート3A及び3Bの側端部相互が掛け合わされ、したがって、製品使用時において、最上位のティシュペーパーを引き出すと、次のティシュペーパーの側端部が引き出されることになる。
【0042】
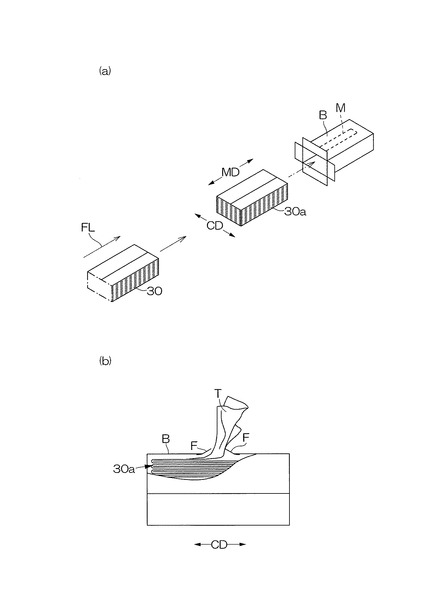
以上のようにしてマルチスタンド式インターフォルダ1で得られた積層帯30は、図2に示すように、後段の切断手段41において流れ方向FLに所定の間隔をおいて裁断(切断)されてティシュペーパー束30aとされ、図6(a)に示すように、このティシュペーパー束30aは、更に後段設備において収納箱Bに収納される。なお、以上のようなマルチスタンド式インターフォルダ1では、積層帯30の紙の方向は、流れ方向FLに沿って縦方向(MD方向)となっており、流れ方向と直交する方向に沿って横方向(CD方向)となっている。このため、積層帯30を所定の長さに切断して得られたティシュペーパー束30aを構成するティシュペーパーの紙の方向は、図6(a)に示すように、ティシュペーパーの折り畳み部の延在方向に沿って縦方向(MD方向)となり、ティシュペーパーの折り畳み部の延在方向と直交する方向に沿って横方向(CD方向)となる。
【0043】
図6(b)に、収納箱Bにティシュペーパー束30aを収納して成る製品の一例を示した。収納箱Bの上面にはミシン目Mが設けられており、このミシン目Mで収納箱B上面の一部を破断することにより収納箱Bの上面が開口するようになっている。この開口は中央にスリットを有するフィルムFによって覆われており、このフィルムFに設けられたスリットを介してティシュペーパーTを取出すことができるようになっている。
ところで、前述したように、ティシュペーパー束30aを構成するティシュペーパーの紙の方向は、ティシュペーパーの折り畳み部の延在方向と直交する方向に沿って横方向(CD方向)となるため、図6(b)に示すように、ティシュペーパーTを収納箱Bから引き出す際には、その引き出し方向は、ティシュペーパーTの横方向(CD方向)と沿うようになっている。
【0044】
(カレンダー手段)
ところで、先に説明したティシュペーパー製品用二次原反ロールの製造設備X1には、積層連続シートS2をカレンダー処理するカレンダー手段52を一つ以上設けることもできる。
カレンダー手段52におけるカレンダーの種別は、特に限定されないが、表面の平滑性向上と紙厚の調整の理由からソフトカレンダー又はチルドカレンダーとすることが好ましい。ソフトカレンダーとは、ウレタンゴム等の弾性材を被覆したロールを用いたカレンダーであり、チルドカレンダーとは金属ロールからなるカレンダーのことである。
【0045】
カレンダー手段52の数は、適宜変更することができる。複数設置すれば加工速度が速くとも十分に平滑化できるという利点を有する一方、一つであるとスペースが狭くとも設置可能であるという利点を有する。
二つ以上のカレンダー手段52を設置する場合、水平方向、上下方向、或いは斜め方向に並設することができ、また、これらの設置方向を組み合わせて配置しても良い。水平方向に並設すると、抱き角度が小さくなるため加工速度を高速とすることができ、上下方向に並設すると設置スペースを小さくすることができる。なお、ここで言う抱き角度とはロールの軸中心から見てシートが接している間(軸と直行する断面の円弧の一部)の角度を意味している(以下同じ)。
カレンダー処理条件におけるカレンダー種別、ニップ線圧、ニップ数なども制御要因として抄紙を行うようにし、これらの制御要因は、求めるティシュペーパーの品質すなわち紙厚や表面性によって適宜変更することが好ましい。
また、カレンダー手段52の設置位置は特に限定されないが、プライ手段51の後段であって且つ薬液噴霧手段53の前段や、薬液噴霧手段53の後段であって且つコンタクトエンボス手段54の前段とすることができる。
【0046】
(コンタクトエンボス手段)
ティシュペーパー製品用二次原反ロールの製造設備X1には、積層連続シートS2に対してコンタクトエンボスを付与するコンタクトエンボス手段54を設けることができる。
【0047】
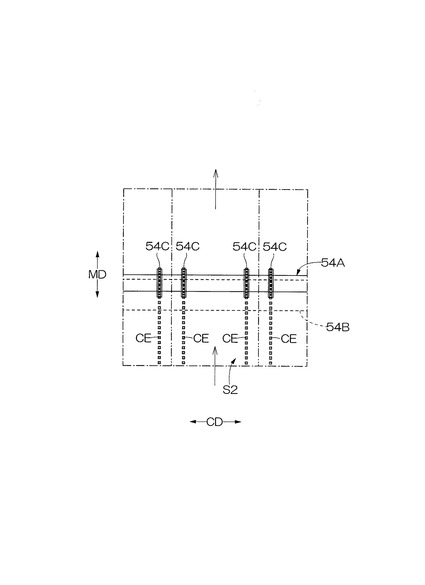
ここで、コンタクトエンボス手段54は、図13に示すように、金属ロール又は弾性ロールである受けロール54Bと表面に細かい凸部54Cを有する金属製で硬質のコロ54Aとが所定の圧力を有して相互に外周面同士を当接しつつ、それぞれ回転可能に設置されている。そして、積層連続シートS2におけるティシュペーパー製品の幅方向中央に該当する部分に対して、左右各2つずつ存在する凸部54Cと、受けロール54Bとの間で積層連続シートS2を挟みつつ搬送することで、積層連続シートS2に対して、積層連続シートS2の連続方向に沿って層間剥離を防止するライン状のコンタクトエンボスCEを施すようになっている。
【0048】
尚、このコンタクトエンボスCEを施すコロ54Aと対向した側の面を外周側として前述の巻取り手段56が、積層連続シートS2を巻取ることになる。
【0049】
このようにコンタクトエンボスCEを付与することによって、複数の一次連続シート(図示例ではS11、S12)を積層して成る積層連続シートS2の層間剥離を防止する。なお、コンタクトエンボスCEは、ティシュペーパー製品の端部が層間剥離し難くなるように、ティシュペーパー製品の幅方向両側部に位置するよう、形成されることが好ましい。
なお、コンタクトエンボス手段54の設置箇所は特に限定されないが、薬液付与手段53の後段であって且つスリット手段55の前段や、カレンダー手段52の後段であって且つ薬液付与手段53の前段とすることでもよい。つまり、カレンダー手段52の後段であって且つスリット手段55の前段の何れかの箇所で有ればよい。
【0050】
コンタクトエンボス手段54でコンタクトエンボスCEを付与する場合、積層連続シートS2に対して薬液を付与した後、0.3〜2.5秒、好ましくは0.3〜1.0秒以内にコンタクトエンボスCEを付与することも提案される。0.3秒未満であると薬液が原紙に十分吸収されないため、受けロール54Bやコロ54Aに薬液が付着して断紙したり、受けロール54Bやコロ54Aに汚れが付着したりする。2.5秒を超えると、薬液を付与した積層連続シートS2が伸びきるため、その後工程シワが生じにくくなり、嵩高なティシュペーパー製品を得づらくなる。また、積層連続シートS2が伸びきるとドロー変動に対応できる伸びが無くなり、また吸湿、吸水により引張強度が低下しているため、断紙し易くなり操業性が落ちるという問題もある。
【0051】
また、この接合工程において、本実施形態ではコロとして表面に細かい凸部54Cを有した金属製で硬質のコロ54Aを用いたが、積層連続シートS2に対して層間剥離を防止するライン状の接合部分が形成できればよく、例えばコロ54Aの替りに、表面に細かい針状の部材を有したローラをコロとすることもできる。
さらに、接合する為の手段としては上記例に限定されず、凸部の先端形状が、点状、正方形、長方形、円形、楕円形等の形状のものをコロとして用いても良く、凸部の先端形状が、細長い線状、細く斜めに伸びる線状等のものをコロとして用いても良い。
【0052】
他方、凸部の配列としては等間隔が考えられるが、千鳥状としたり、等間隔としなくとも良く、また、凸部を1列に配置してコンタクトエンボスを連続して付与する他に、凸部を2列以上の複数列配置することも考えられる。そして、コンタクトエンボスを緊密に複数列付与するように凸部が配置された群を複数並べて、複数のコンタクトエンボス群を付与するようにしても良い。尚、接合工程としては、上記のように機械的に圧力を加えて接合する他に、超音波等の他の手段により接合しても良い。
【0053】
(薬液噴霧手段)
本実施形態に係るティシュペーパー製品用二次原反ロールの製造においては、薬液を噴霧しながら積層連続シートS2に付与する。
薬液噴霧手段53としては特に限定されないが、ノズル式噴霧方式による場合のほか、ローターダンプニング噴霧方式によってもよい。
【0054】
このうち、ノズル式噴霧装置における噴霧用ノズルの型式としては、環状に噴霧する空円錐型ノズル、円形状に噴霧する充円錐型ノズル、正方形状に噴霧する充角錐型、充矩型ノズル、扇型ノズル等が挙げられ、薬液がシートの幅方向に対して均一に噴霧されるように、ノズル径、ノズル数、ノズル配列パターン、ノズル配置数、あるいは噴霧距離、噴霧圧力、噴霧角度、および噴霧液の濃度、粘度などを適宜選択して使用することができる。
【0055】
また、ノズル式噴霧装置において霧化する方法については、一流体方式、または二流体方式の2種類の方式を選択して使用することができる。このうち一流体噴霧方式は、噴霧する薬液に対して圧搾空気を用いて直接圧力をかけてノズルから霧滴噴射する、または噴出口付近のノズル側面に開けた微細な穴からノズル内に空気を吸引して霧滴噴射する方式である。また、二流体噴霧方式は、ノズル内部で圧搾空気を噴霧する液体と混合、微粒化する内部混合型、ノズル外部で圧搾空気を噴霧する液体と混合、微粒化する外部混合型、微霧化した霧滴粒子を相互に衝突させて、霧滴粒子をさらに均質化・微粒子化する衝突型等の方式が挙げられる。
【0056】
他方、ローターダンプニング塗布装置については、高速回転する円盤上に噴霧する液を送り出し、円盤の遠心力によって液を微霧滴化する装置であり、円盤の回転数変更によって霧滴粒子径の制御を行い、円盤上への送液量変更によって噴霧液量(付与量)の制御を行なう。ものである。ローターダンプニング塗布装置は、少ない量の噴霧液量を霧滴の飛散を抑えつつ、顔料塗被紙表面に均一に塗布することができ、かつ噴霧速度や霧の粒子径等の調整が容易である利点がある。
【0057】
薬液をシート表面に均一に噴霧付与するためには、霧化された薬液の霧滴粒子径はできる限り微小であることが好ましい。しかしながら、霧滴が細かくなりすぎるとシート表面に随伴する空気などによって霧滴が押し流され、特にシートの走行速度が速い場合などにおいては、霧滴がシート表面に付着しにくくなる。このため、噴霧付与方式においては噴霧距離、噴霧圧力、噴霧角度、噴霧速度を、加えて二流体方式の場合には、噴霧用の薬液と圧搾空気の混合比、および薬液の濃度や粘度等を適宜調節し、付与条件に適した粒子径に調節することができ、さらに噴霧時に随伴空気の影響が大きい場合は、随伴空気を除去するための吸引装置や邪魔板(整流板)等の設置、および噴霧ノズル先端に高電圧を加えて霧滴粒子を帯電させて、顔料塗被紙への霧適の付着性を向上させる荷電電極(静電噴霧方式)などを追加してもよい。
シート表面に塗布されずにミストとして浮遊している霧滴粒子は、吸引・回収して再度噴霧することができる。
【0058】
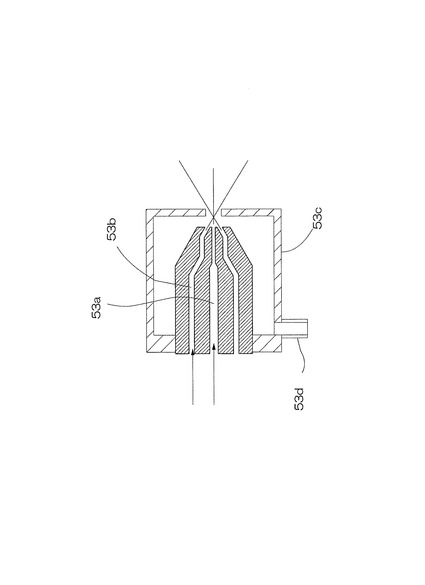
図12には、ノズル式噴霧方式、特に二流体方式の薬液噴霧装置53A(53B)例を示した。この装置53Aは、中心に薬液通路53aが、その周囲にエア通路53bが形成され、薬液通路53aの先端から噴出された薬液を、エア通路53bから吐出されたエアにより微霧化するものであり、ほぼ円錐形状に薬液を噴霧するようにしたものである。53cは外部の保護ケーシングであり、紙粉などからノズルを保護すると共に、必要によりパージエア通路53dを通すエアによりノズルの清掃を行なうことができるようにしたものである。
【0059】
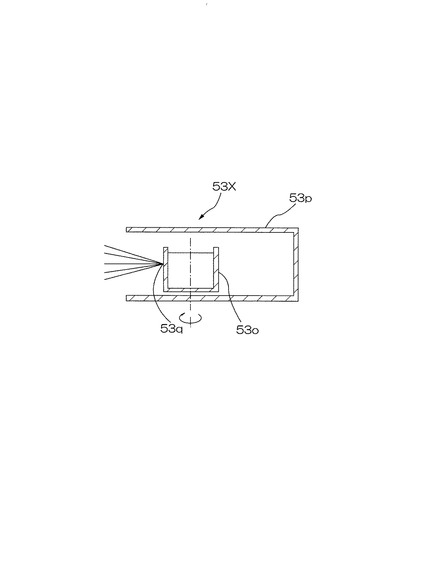
図17には、ローターダンプニング塗布装置53Xの例を示した。これは必要により設けられる覆い収納室53p内に、回転ローター53oを設け、回転ローター53oの噴出口53qから薬液をシートS2に噴霧付与するようにしたものである。
【0060】
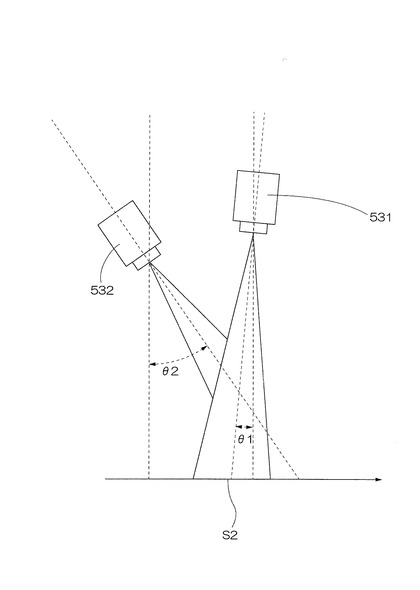
薬液噴霧装置53の一例を図14に示す。薬液噴霧装置53は、少なくとも2つの薬液噴霧口を備え、少なくとも一つの噴霧口から薬液の流れに、他の噴霧口からの薬液の流れが乗るようにする。図示例に置いては、一方の噴霧口532から吐出された薬液の流れが、他方の噴霧口531から吐出された薬液の流れに乗って、連続シートS2上の同一の目的部位に付与される。薬液噴霧口531からの薬液吐出の方向は、連続シートの流れ方向に対して対向するよう傾斜させ、その連続シートS1の垂線に対する角度θ1(迎え角)は、0〜20度とすることが好ましい。一方、薬液噴霧口532からの薬液吐出の方向は、連続シートの流れ方向に対して追う方向に傾斜させ、その連続シートS1の垂線に対する角度θ2は、10〜75度とし、かつ、θ1より大きくすることが好ましい。
【0061】
噴霧される薬液の成分、噴霧量、噴霧速度は2つの薬液噴霧口で同じ条件としてもよいが、少なくとも1つの薬液噴霧口からは、薬液1mLあたり15〜30mL、より好適には18〜22mLのエアを含む薬液が噴霧されることが好ましい。この場合、薬液噴霧口531からの薬液噴霧は、その流速が、噴霧口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとなるようにすることが好ましい。また、薬液噴霧口532からの薬液の流速は、噴霧口近傍で1.5〜4.5m/sとすることが好ましい。このように、一方の薬液噴霧口532から薬液の多くを低速で吐出し、他方の薬液噴霧口531からエアを多く含む少量の薬液を高速で噴霧することにより、噴霧口532からの薬液を噴霧口531からのエアの流れに乗せることが可能となる。この場合、噴霧口531は一流体式噴霧器、噴霧口532は二流体式噴霧器を使用することが好ましい。なお、薬液噴霧の流速を高める場合は、連続シートS2上の薬液噴霧の位置は、付与面の反対側が支持体(ローラ)に接している箇所とし、薬液噴霧によるシートS2の変形等が起こりにくい構成とすることが好ましい。なお、支持体はローラに限られず、連続シートと同速で移動するベルト状のものであっても良い。
【0062】
すなわち、本実施形態の高速運転の製造ラインにおいては、薬液を付与する側の連続シートの面とは反対側の面を支持するロールが位置する当該連続シート領域に対して、少なくも一方の噴霧流速を高速とし、その流れをもって他方の流れの薬液を吹き付けることにある。かかる高速で吹き付けることによって連続シートのばたつきや破断を生じることがなく可能となる。
【0063】
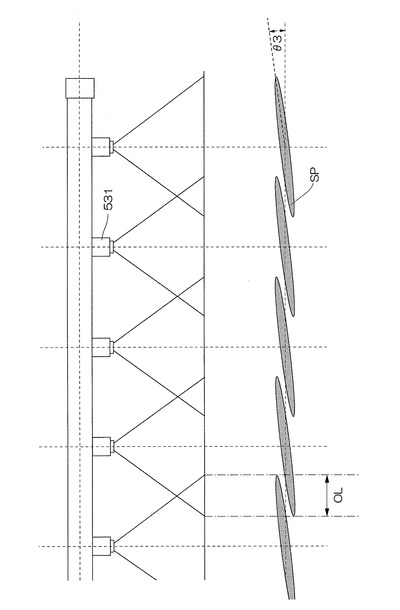
図15に示すように、薬液噴霧口は、連続シート幅方向に複数設置される(図示例は噴霧口531)。薬液噴霧量の総量は、連続シートの流れ速度と、付与を要する薬液量によって異なるが、紙幅1mあたり75〜2200ml/分とすることが好ましい。より速い流れ速度での運転を必要とする場合は、より多くの噴霧口の設置を要する。各噴霧口からの噴霧パターンSPは特に限定されないが、図示例のようなフラットまたは円形とし、より広幅での付与が可能なパターンとすることが好ましい。スプレーパターンは、隣接する噴霧口からのパターンとのオーバーラップ部分OLを設けることが好ましい。また、フラットパターンの場合、紙幅方向に対するパターン長軸の角度θ3(捩れ角)を0〜45度とすることが好ましい。
【0064】
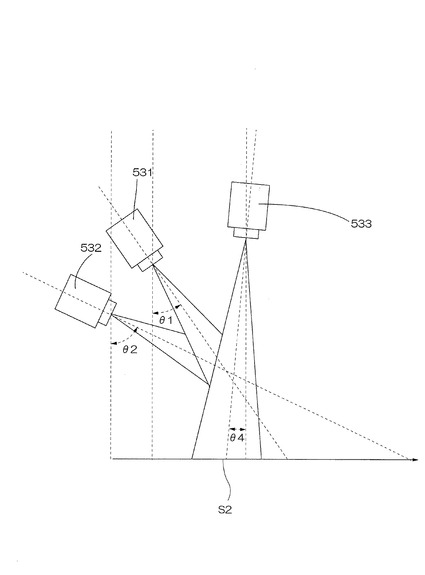
薬液塗布装置の他の例を図16に示す。図示例のように、薬液噴霧口531,532とは別に空気噴射装置533を設置してもよい。この場合、薬液噴霧口531からの薬液の流れに薬液噴霧口532からの薬液の流れを乗せ、薬液噴霧口531,532からの薬液の流れは、さらに空気噴射装置533からのエアの流れに乗って、連続シート上の目的位置に付与される。薬液噴霧口533からの空気噴射は、その流速が、噴霧口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとなるようにすることが好ましい。また、薬液噴霧口531,532からの薬液の流速は、噴霧口近傍で1.5〜4.5m/sとし、かつ薬液噴霧口531からの薬液の流速を薬液噴霧口532からの薬液の流速より速くすることが好ましい。空気噴射装置533からのエアは、図示例のように連続シートS2の流れ方向に対して対向するよう傾斜させ(θ4)、薬液噴霧口531,532からの薬液の流れは、連続シートS2の流れ方向に対して追うように傾斜させることが好ましい(θ1,θ2)。エアの噴射角度θ4は、0〜20度とし、また薬液の噴霧角度θ1,θ2は、10〜75度とし、かつ、θ2>θ1>θ4とすることが好ましい。エアの流速は、噴射口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとすることが好ましい。
【0065】
ところで、薬液噴霧手段53の前後に配置される手段(図11の例ではカレンダー手段52及びコンタクトエンボス手段54)は、相互に近接して配置することが好ましい。そうすることによって、薬液が付与されないティシュペーパー製品を製造する場合には、積層連続シートS2を薬液噴霧手段53の前段から後段に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を通すだけでよくなるため、薬液付与の有無を容易に切り替えることが可能となる。例えば、図11に示すティシュペーパー製品用二次原反ロールの製造設備X1では、薬液が付与されないティシュペーパー製品を製造する場合、図11において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0066】
薬液を積層連続シートS2の両面に付与する場合、両面の合計の薬剤含有量が、1.5〜5.0g/m2、好ましくは2.0〜4.5g/m2、より好ましくは2.5〜4.0g/m2となるように付与することが好ましい。5.0g/m2超過であると、紙力低下や伸びなどにより断紙したり、ワインディングドラムで巻き取りの際に巻きズレを起こしたり、また品質的にべたつき感が過ぎる場合も出てくる。1.5g/m2未満であると滑らかさやしっとり感など未付与品との品質差を感じられなくなってしまう。
なお、両付与面への薬液噴霧量は、一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるようにすることが好ましい。この程度の微差であれば、噴霧付与後にプライ原反で保管されてから折り加工されるまでの時間(8時間以上)に、両付与面は接していることから、次第に両者の薬液量は均等化していき表裏差はほぼ解消できる。
【0067】
(薬液)
本発明において、薬液は複数の噴霧手段から連続シートへ供給されるが、全ての噴霧手段から噴霧される薬液を同じ組成としてもよく、また、噴霧手段によって組成を変えてもよい。噴霧手段から噴霧される薬液について、粘度は高速加工を行う観点から40℃で1〜700mPa・sとする。より好ましくは50〜400mPa・s(40℃)とする。1mPa・sより小さいとアニロックスロール、刷版ロール、グラビアロール等のロール上で薬液が飛散しやすくなり、逆に700mPa・sより大きいと各ロールや連続シートへの付与量をコントロールしにくくなる。
【0068】
全ての噴霧手段から同じ組成の薬液を付与する場合においても、噴霧手段によって組成を変更する場合においても、連続シートに付与される薬液の総量に対して、ポリオールを70〜90%、水分を1〜15%、機能性薬品を0.01〜22%含むものとする。
ポリオールはグリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、およびその誘導体等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類を含む。
【0069】
機能性薬剤としては、柔軟剤、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。柔軟剤、界面活性剤はティシューに柔軟性を与えたり表面を滑らかにする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
また機能性薬剤としてポリオールの保湿性を助けたり、維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え付与を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。
さらに、必要に応じてインクを1.0〜5.0%添加し、連続シートへの着色を行うこともできる。
上記成分のうち、グリセリン、プロピレングリコール等の多価アルコールを主成分とすることが、薬液の粘度、付与量を安定させる上で好ましい。
薬液付与時の温度は30℃〜60℃、好ましくは35℃〜55℃とすることが好ましい。
【0070】
(一次連続シート)
一次連続シートS11、S12の原料パルプは、特に限定されず、ティシュペーパー製品の用途に応じて適宜の原料パルプを選択して使用することができる。原料パルプとしては、例えば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0071】
特に、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合の配合割合(JIS P 8120)としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜60:40が望ましい。
【0072】
一次連続シートS11、S12は、JIS P 8124による坪量が、10〜25g/m2とされ、好ましくは12〜20g/m2とされ、より好ましくは13〜16g/m2とされる。坪量が10g/m2未満であると、柔らかさの点においては好ましいが、適正な強度を確保することができなくなる。他方、坪量が25g/m2を超えると、硬くなりすぎて、肌触りが悪化する。
また、紙厚(尾崎製作所製ピーコックにより測定)は1プライで80〜250μm、好ましくは100〜200μm、より好ましくは130〜180μmとされる。
【0073】
一次連続シートS11、S12は、クレープ率が10〜30%であるのが好ましく、12〜25%であるのがより好ましく、13〜20%であるのが特に好ましい。クレープ率が10%未満であると、加工時に断紙しやすいとともに伸びの少ないコシのないティシュペーパー製品となる。他方、クレープ率が30%超過であると、加工時のシートの張力コントロールが難しく断紙しがちとなり、また、製造後にはシワが発生して見栄えの悪いティシュペーパー製品となる。
【0074】
一次連続シートS11、S12は、JIS P 8113に規定される乾燥引張強度(以下、乾燥紙力ともいう)の縦方向が、2プライで200〜700cN/25mm、好ましくは250〜600cN/25mm、特に好ましくは300〜600cN/25mmとされ、他方、横方向が、2プライで100〜300cN/25mm、好ましくは130〜270cN/25mm、特に好ましくは150〜250cN/25mmとされる。原紙の乾燥引張強度が低すぎると、製造時及び使用時の断紙や伸び等のトラブルが発生し易くなり、高過ぎると使用時にごわごわした肌触りとなる。
【0075】
これらの紙力は公知の方法により調整でき、例えば、乾燥紙力増強剤を内添(ドライヤーパートよりも前の段階、例えばパルプスラリーに添加)する、パルプのフリーネスを低下(例えば30〜40ml程度低下)させる、NBKP配合率を増加(例えば50%以上に)する等の手法を適宜組み合わせることができる。
【0076】
乾燥紙力剤としては、澱粉、ポリアクリルアミド、CMC(カルボキシメチルセルロース)若しくはその塩であるカルボキシメチルセルロースナトリウム、カルボキシメチルセルロースカルシウム、カルボキシメチルセルロース亜鉛等を用いることができる。湿潤紙力剤としては、ポリアミドポリアミンエピクロルヒドリン樹脂、尿素樹脂、酸コロイド・メラミン樹脂、熱架橋性付与PAM等を用いることができる。湿潤紙力剤を内添する場合、その添加量はパルプスラリーに対する重量比で5〜20kg/t程度とすることができる。また、乾燥紙力剤を内添する場合、その添加量はパルプスラリーに対する重量比で0.5〜1.0kg/t程度とすることができる。
【0077】
次に、ティシュペーパー製品用二次原反ロールの製造設備及び製造方法のその他の形態を説明する。
〔第2のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
たとえば、図18に示すように、薬液噴霧手段53とコンタクトエンボス手段54との間に、積層連続シートS2のテンションを制御するテンションコントロール手段57を設けることもできる。このテンションコントロール手段57は円筒形状のロールから形成されており、積層連続シートS2の撓み具合に合わせて上下動可能とされている。
また、図18に示す形態のようにテンションコントロール手段57を設ける場合、薬液噴霧手段53の前段と、テンションコントロール手段57の後段とにカレンダー手段52を配置することも提案される。この場合、テンションコントロール手段57の後段に配置されたカレンダー手段52では、薬液付与時には、カレンダーロール52Aを受けロール52Bから積層連続シートS2の紙厚以上の距離だけ離間させて、積層連続シートS2に対して平滑化処理を行なわず素通しさせることも提案される。
【0078】
〔第3のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
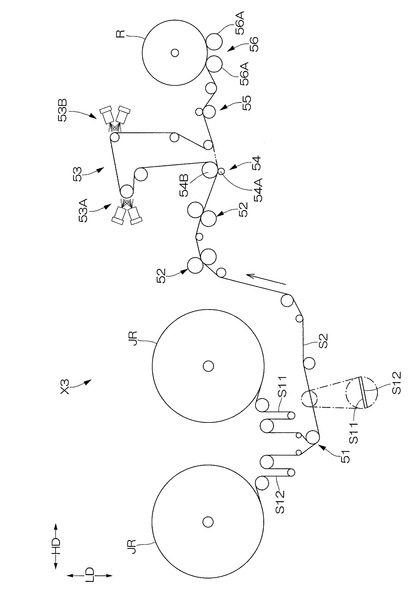
図19に示すように、コンタクトエンボス手段54は、カレンダー手段52と薬液噴霧手段53との間に設置することもできる。このようなティシュペーパー製品用二次原反ロールの製造設備X3を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図19に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して一対のカレンダー手段52で平滑化処理し(平滑化工程)、平滑化処理された積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、コンタクトエンボスを付与された積層連続シートS2に対して一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X3で、薬液が付与されないティシュペーパー製品を製造する場合、図19において二点鎖線で示すように、積層連続シートS2をコンタクトエンボス手段54からスリット手段55に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0079】
〔第4のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
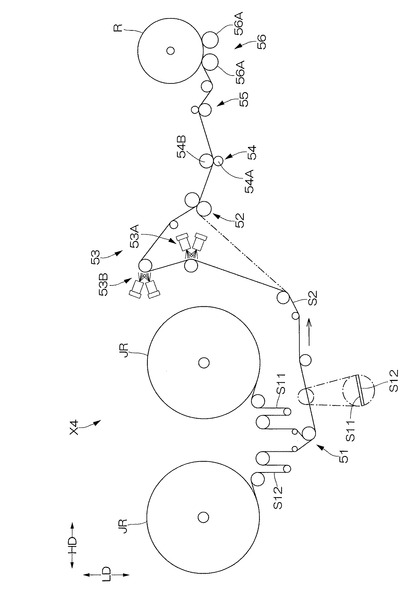
図20に示すように、薬液付与工程53は、コンタクトエンボス手段54は、プライ手段51とカレンダー手段52との間に設置し、カレンダー手段52を一段として薬液噴霧手段53とコンタクトエンボス手段54との間に設置することもできる。このようなティシュペーパー製品用二次原反ロールの製造設備X4を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図20に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して上下方向に並設された一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、一対のカレンダー手段52で平滑化処理し(平滑化工程)、平滑化処理された積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X4で、薬液が付与されないティシュペーパー製品を製造する場合、図20において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0080】
〔第5のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
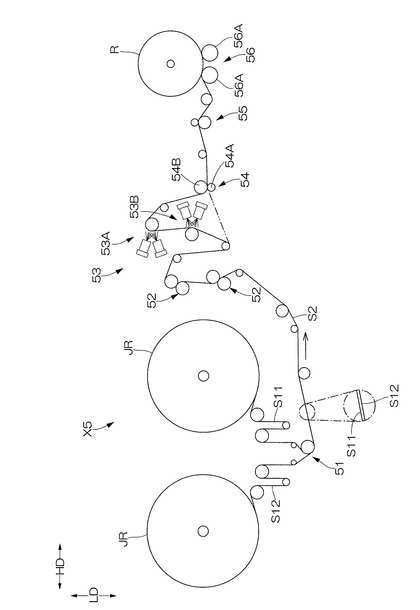
図21に示すように、一対のカレンダー手段52を上下方向に沿って配置し、且つ、一対の薬液噴霧手段53を上下方向に沿って配置することもできる。
このようなティシュペーパー製品用二次原反ロールの製造設備X5を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図21に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して一対のカレンダー手段52で平滑化処理し(平滑化工程)、積層連続シートS2に対して一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X5で、薬液が付与されないティシュペーパー製品を製造する場合、図21において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0081】
〔ティシュペーパー製品の品質〕
<米坪>
本発明に係る製造方法によって製造されるティシュペーパーのシート1層あたりの米坪は、米坪は10〜25g/m2、より好適には13〜16g/m2とすることが望ましい。米坪が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となる。逆に米坪が25g/m2を超えると紙全体が硬くなるとともに、ゴワ付き感が生じてしまい肌触りが悪くなる。なお、米坪は、JIS P 8124(1998)の米坪測定方法による。
【0082】
<クレープ率>
本発明に係る製造方法によって製造されるティシュペーパーを構成する一次原反シートのクレープ率は10〜30%、より好ましくは13〜20%とすることが望ましい。ここで、クレープ率とは、下式で表わされるものとする。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100。
【0083】
<紙厚>
本発明に係る製造方法によって製造されるティシュペーパーの紙厚は、2プライの状態で80〜175μm、特に90〜160μmとすることが好ましい。紙厚が80μm未満では、柔らかさの向上の観点からは好ましいものの、ティシュペーパーとしての強度を適正に確保することが困難となる。また、175μm超では、ティシュペーパーの肌触りが悪化するとともに、使用時にゴワツキ感が生じるようになる。
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて2プライの状態で測定するものとする(JIS P 8118(1998)に準じる)。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0084】
<引張強度>
本発明に係る製造方法によって製造されるティシュペーパーの引張強度は、2プライの状態で測定する。
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
本発明に係るティシュペーパーの乾燥引張強度は、MD方向で180〜400cN/25mm、より好ましくは250〜350cN/25mm、CD方向で100〜170cN/25mm、より好ましくは115〜160cN/25mmとし、MD方向/CD方向の比が1.5〜3.0となるようにするのが望ましい。
湿潤引張強度は、JIS P 8135(1998)に準じて行う。当該ティシュペーパーの湿潤引張強度は、MD方向で140〜190cN/25mm、より好ましくは150〜175cN/25mmとし、CD方向で30〜70cN/25mm、より好ましくは40〜70cN/25mm、より好ましくは50〜65cN/25mmとするのが望ましい。
【0085】
<ソフトネス>
本発明に係る製造方法によって製造されるティシュペーパーのソフトネスの値は、0.9〜1.5cN/100mm、特に0.9〜1.4cN/100mmとするのが好ましい。ここでのソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定したものである。
但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで実施した。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表した。
【0086】
<水分率>
製品の水分率はJIS P 8111(1998)の条件下で十分に調湿した試験片を、JIS P 8127(1998)に準じて乾燥機を用い測定した。水分率は、7.0〜9.0%、より好ましくは7.5〜9.0%とすることが望ましい。
【0087】
<吸水度>
吸水度とは、JIS S 3104(1992)で記載された「吸水度」のことで、一定量の水分をティシュー表面で吸水する秒数を測定したものである。ティシューの両表側の面を各々5回測定し、計10回の測定値を平均したものを秒数で表す。吸水度は3.7〜6.0秒、特に4.0〜5.0秒であることが好ましい。
【0088】
<伸び率>
製品のMD方向の伸び率は11.0〜15.0%であるのが望ましい。ここでの伸び率は、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定したものである。
【0089】
<静摩擦係数>
JIS P 8147(1998)に準じて次記の方法で測定されるものである。1プライにはがしたティシュペーパーを、紙の表が外側に来るようにアクリル板に張り付ける。2プライのまま100gのおもりにティシュペーパーを巻きつけ、アクリル板上のティシューに乗せる。アクリル板を傾け、おもりが滑り落ちる角度を測定する。角度測定は8回実施し、平均角度を算出し、そのタンジェント値を静摩擦係数とする。
【0090】
<MMD>
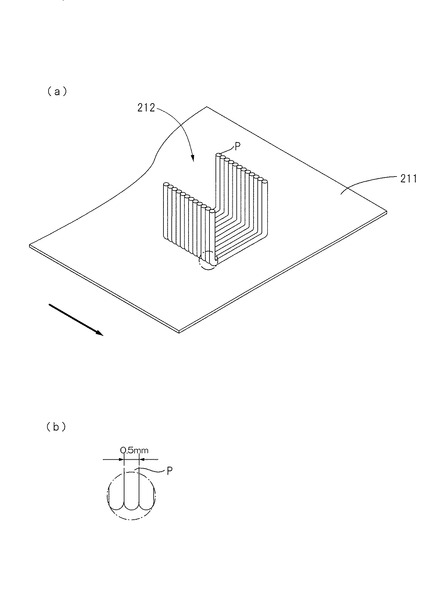
静摩擦係数の平均偏差MMDである。MMDは滑らかさの指標の一つであり、数値が小さいほど滑らかであり、数値が大きいほど滑らかさに劣るとされる。なお、MMD値の測定方法としては、図23(a)に示すように、摩擦子212の接触面を所定方向(図23(a)における右斜め下方向)に20g/cmの張力が付与された測定試料であるティシュペーパー211の表面に対して25gの接触圧で接触させながら、張力が付与された方向と略同じ方向に速度0.1cm/sで2cm移動させる。このときの、摩擦係数を、摩擦感テスター KES−SE(カトーテック株式会社製)を用いて測定し、その摩擦係数を摩擦距離(移動距離=2cm)で除した値をMMD値とした。なお、摩擦子212は、直径0.5mmのピアノ線Pを20本隣接させてなり、長さ及び幅がともに10mmとなるように形成された接触面を有している。接触面には、先端が20本のピアノ線P(曲率半径0.25mm)で形成された単位膨出部が形成されている。なお、図23(a)には、摩擦子212を模式的に表し、図23(b)には、図23(a)における一点鎖線で囲まれた部分の拡大図を示すものとする。
【0091】
<製品密度>
本発明に係る製造方法によって製造されるティシュペーパーは、折り加工が施され、前記折り加工の前後いずれかの段階で製品サイズに裁断され、例えば180組が箱詰めされて製品となる。180組の折り加工後の紙密度は、0.150〜0270g/cm3、より好ましくは0.170〜0.0.230g/m3とすることが望ましい。0.150g/cm3より低くするとしっとり感や滑らかさが得られず、0.270g/cm3より高くすると、ティシュペーパーの厚みが損なわれベタつき感が出てしまうとともに、吸水性が悪くなってしまう。
製品の密度は、JIS P 8111 条件下において調湿させたティシュペーパー製品米坪(ティシュー1枚当たりの米坪)を2倍した値(C)を、「PEACOCK G型」によるティシュペーパー(2プライ)での紙厚(D)で除した値で、単位をg/cm3、小数点3桁で表す。
【0092】
<薬剤含有率>
薬剤含有率とは、JIS P 8111 条件下において調湿させた所定質量のティシュペーパー製品を分母(A)(g)とし、所定質量のティシュペーパー製品中に含まれる薬液中の水分を除いた質量(B)(g)を分子として、(B)を(A)で除した比率を(%)で表す。
(薬剤含有率%)=(B)÷(A)×100(%)
【実施例】
【0093】
次に、図11に示されるティシュペーパー製品用二次原反ロールX1の製造方法で製造された二次原反ロールを用いて上記のマルチスタンド式インターフォルダでティシュペーパー製品(実施例)を製造し、フレキソ転写方式による参考例及び比較例と対比した。
【0094】
<原紙>
実施例1〜6において、原紙を構成するパルプは、NBKP30%、LBKP70%とした。また、クレープ率19%のものを使用した。一次原反ロールの紙幅は2000mmとし、製品幅は200mmとした。実施例1〜6については、比較例2と同じ組成の薬液を、粘度が110mPa・s(40℃)となるように調製した。
実施例1〜3は、図15に示すローターダンプニング方式による噴霧形態によるものであり、実施例4〜6は、図12に示すノズル方式による噴霧形態によるものである。薬液噴霧は、薬液噴霧量、薬液中のエア含有量、噴霧流速の異なる二種類の薬液噴霧手段から同一目的部位に噴霧することによって行った。各薬液噴霧手段の条件は表1に示すとおりである。実施例1〜6においては、いずれの薬液噴霧手段からも同一組成の薬液を噴霧した。
表2中の比較例はいずれも市販品であり、比較例1は出願人が市販している非保湿系の汎用ティシュペーパー、比較例2〜4は保湿系のローションタイプのティシュペーパーである。比較例2は出願人が市販しているローションタイプのティシュペーパーであるが、比較例3及び4は他社の市販品であるので、不明内容を含む。
【0095】
<官能評価>
実施例1〜6、参考例1、3及び比較例1、2について、消費者87人を対象に、やわらかさ、なめらかさ、厚み感、しっとり感について下記の基準に基づく官能評価を行った。また、比較例3,4については、日時が異なる別人12人を対象とした官能評価を行った。
なお、評価基準は、薬液が付与されていない非保湿系の汎用ティシュペーパー(比較例1)の成績をすべて「3」とし、「大変優れている」と感じたものについては「5」、「優れている」と感じたものについては「4」、「基準と同等」と感じたものについては「3」、「劣る」と感じたものについては「2」、「顕著に劣る」と感じたものについては「1」とした。さらに、薬液付与ティシュペーパーについては、ベタつき感の有無についても評価を行い、評価基準は、「ベタつき感が少ない」ものを「○」とし、「明らかにベタつき感がある」ものを「×」とした。
【0096】
【表1】

【0097】
【表2】
【0098】
表1及び表2の結果から判るように、本発明に係るティシュペーパー製品用二次原反ロールの製造方法で製造された二次原反ロールを用いて上記のマルチスタンド式インターフォルダで製造された薬液含有ティシュペーパー製品は、米坪に対する紙厚(2P:2プライ)の比が高く、しかも、官能評価の特に「厚み感」において高い評価となる。
また、表には記載をしていないが、実施例1〜実施例5のいずれにおいても、製造現場において、参考例1〜3のフレキソ方式及び比較例2のグラビア転写方式と比較して、紙粉の発生がきわめて少なく、安定した製造が可能であることが判った。
【産業上の利用可能性】
【0099】
本発明は、マルチスタンド式インターフォルダで用いられるティシュペーパー製品用二次原反ロールの製造に適用できるものである。
【符号の説明】
【0100】
51・・・プライ工程(積層手段)
52・・・カレンダー手段(平滑化工程)
53・・・薬液噴霧手段(薬液付与工程)
54・・・コンタクトエンボス手段(コンタクトエンボス工程)
55・・・スリット手段(スリット工程)
56・・・巻き取り手段(巻き取り工程)
S11、S12・・・一次連続シート
S2・・・積層連続シート
JR・・・一次原反ロール
R・・・二次原反ロール
【技術分野】
【0001】
本発明は、マルチスタンド式インターフォルダに供するティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法に関するものである。
【背景技術】
【0002】
ティシュペーパーの箱詰め製品は、一般的に、インターフォルダ(折り畳み設備)によって複数の連続するティシュペーパーを折り畳みながら積み重ね、所定の長さに切断するなどしてティシュペーパー束を得、このティシュペーパー束を収納箱(ティシュカートン)内に収納することによって製造される。
このようなインターフォルダの例として、下記特許文献1、2に開示されるようなマルチスタンド式(多連式)インターフォルダや、下記特許文献3、4に開示されるようなロータリー式インターフォルダなどが知られている。
マルチスタンド式インターフォルダを用いた製造方法の従来例としては、次のようなものがある。すなわち、抄紙設備において薄葉紙を抄造して巻き取ることで一次原反ロール(一般にジャンボロールともいわれている)を製造し、次いで、この一次原反ロールをプライマシンにセットし、複数の一次原反ロールから繰り出した一次連続シートを重ね合わせて巻き取ると共にスリット(幅方向にティシュペーパー製品の製品幅又はその複数倍幅に分割)し、複数のプライからなる二次原反ロールを製造する。
プライマシンで製造された二次原反ロールは、プライマシンから取り出された後、必要な数だけマルチスタンド式インターフォルダにセットされる。次いで、二次原反ロールから二次連続シートを繰り出して、折畳機構部へ送り込み、ここで折り畳みながら積み重ね、その後、所定の長さに切断されてティシュペーパー束とし、収納箱内に収納する。
このようなマルチスタンド式インターフォルダを用いた製造方法は、他の折り畳み設備を用いた製造方法に比べて、多数(通常80〜100基)の折畳み機構を有しているため生産性が高いという利点を有している。
【0003】
ところで、近年では、ティシュペーパー製品に保湿剤や香料などの薬液(通常「ローション薬液」とも呼ばれる)を塗布されたものの需要が拡大しており、例えば下記特許文献5〜7に開示されるような製造方法や設備が種々提案されている。このようなローション薬液を含有させたティシュペーパー製品は、主にロータリー式インターフォルダで製造されるのが一般的であった(例えば下記特許文献5)。しかし、ロータリー式インターフォルダは、加工方向と垂直方向に折畳みと裁断を同時に行なうため、生産性が低いという欠点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許4052048号公報(特公昭55−1215号公報)
【特許文献2】特開2006−240750号公報
【特許文献3】特開昭61−37668号公報
【特許文献4】特開平5−124770号公報
【特許文献5】特開2004−322034号公報
【特許文献6】特表2008−525103号公報
【特許文献7】特開2008−264564号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明者等は、薬液が付与されたティシュペーパー製品を、ロータリー式インターフォルダに比して生産性の高いマルチスタンド式インターフォルダを用いた製造方法で製造することを考えた。
しかし、マルチスタンド式インターフォルダを用いた製造方法で製造する場合、プライマシンやマルチスタンド式インターフォルダとは別に薬液付与工程を設けると、原反の移送の手間や多大な設備コストがかかってしまうという問題がある。また、薬液付与工程をマルチスタンド式インターフォルダ内に設けると、二次原反ロールから繰り出された2プライシートが直ぐに折り畳まれ箱に入り製品化されるため、シーズニングによりティシュー品質が平均化される時間がない。このため、二次原反ロール毎に両面への塗布設備が必要になり、塗布設備毎に両面への塗布量コントロールが必要となり塗布設備と塗布量管理が複雑になり、流れ方向および幅方向での塗布量安定が難しくなる。このため、薬液を付与するティシュペーパー製品を製造するラインと、薬液を付与しないティシュペーパー製品を製造するラインとを別々に設ける必要があった。
【0006】
そこで、本発明の主たる課題は、マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足り、しかも、薬液を付与したティシュペーパー製品と薬液を付与しないティシュペーパー製品との切り換えが容易である生産性に優れたティシュペーパー製品用二次原反ロールの製造方法を提供することにある。
他方、付与する薬液への紙粉の混入や、薬液の飛散による薬液のロスや設備の汚染が抑制され、安定して薬液を付与できるようにしたものである。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段及びそれらの作用効果は次記のとおりである。
〔請求項1記載の発明〕
一次原反ロールから連続的にティシュペーパー製品用の複数の二次原反ロールを製造するティシュペーパー製品用二次原反ロールの製造方法であって、
複数の一次原反ロールから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートとする積層工程と、
第1噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに第2の流れの薬液を乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程と、
積層連続シートをティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程と、
スリットされた各積層連続シートを同軸で巻取ってティシュペーパー製品幅又はその複数倍幅の複数の二次原反ロールを形成する巻取り工程と、を有することを特徴とするティシュペーパー製品用二次原反ロールの製造方法。
【0008】
(作用効果)
本発明においては、抄造し、巻き取りを行なった一次原反ロールから、マルチスタンド式インターフォルダに供給するための、ティシュペーパー製品用二次原反ロールを連続的に製造する、いわゆるプライマシン内に、薬液噴霧工程を組み込んでシートに薬液を付与するようにした。
したがって、大幅な設備改造を要することなく、既設のプライマシンのマイナーな改造で足りるので、投資設備費が少ないもので足りる利点がある。
しかも、マルチスタンド式インターフォルダ内に薬液噴霧工程を設けるのではなく、プライマシン内に、薬液噴霧工程を組み込むものであるために、薬液を付与したティシュペーパー製品と薬液を付与しないティシュペーパー製品との切り換えは、単にティシュペーパー製品用二次原反ロールの薬液付与の有無によって切り換えればよいのであるから、生産性に優れたものである。
【0009】
また、マルチスタンド式インターフォルダ内に薬液噴霧工程を設ける場合には、たとえば積層シート層分の多数の薬液噴霧装置を設けることが考えられるが、これでは設備費が嵩むばかりでなく、その設置スペースの確保に困難を極め、さらに各装置での付与量の正確な管理は実質的に無理である。この形態に比較して本発明の製造方法は、設備費及び付与量管理などの点が優れた利点をもたらすものである。
【0010】
他方、ロータリー式インターフォルダの場合には、その加工速度(シートの走行速度)は50〜120m/分程度なので、特開2008−245780号公報に記載のように、ロータリーシリンダー式加工機において、広幅のシート(たとえば2〜3m程度)を供給する過程で薬液を付与することが可能である。
しかるに、マルチスタンド式インターフォルダによるティシュペーパーの製造工程では、マルチスタンド式インターフォルダの加工能力に合わせてプライマシンの加工能力を設計するため、プライマシンの加工速度は700〜1100m/分が一般的である。かかる高速で走行するプライマシンにおいて、例えば薬液をグラビア、フレキソ等の印刷方式で塗布すると、版と紙が接触するために紙粉を発生させ、これが薬液に混入することにより薬液の粘度を上昇させ、流れ方向、幅方向の塗布量を不安定にさせるおそれがある。これに対し、非接触式の本発明は薬液の付与を噴霧によって行なうものであるから、紙粉の発生の伴うトラブルから解放される。
【0011】
さらに、本発明に従って薬液の付与を噴霧によって行なうものであると、グラビア、フレキソ、ロール塗工などの方式でみられる、繊維層が薬液の含有状態でロール間において圧縮されることがなく、もって、より嵩高又は厚みの厚いティシュペーパーを得ることができる。
高速運転の製造ラインにおいて充分な量の薬液を原紙に噴霧により付与するためには、単位時間当たりの噴霧量を多くする必要がある。しかし、高速で多量の薬液を噴霧すると、噴霧した薬液の跳ね返りやシート表面に随伴する空気などにより薬液の飛散が生じやすく、薬液が充分に連続シート付与されない、設備が汚染されるといった問題があった。
出願人らは、一方向から噴霧した薬液の流れ(第2の流れ)を、他方向から噴霧した速い流速の薬液の流れ(第1の流れ)に乗せて連続シートに付与する構成とすることで、一方向からのみ噴霧する場合と比較して、その跳ね返りの量を軽減できることを知見した。その原理は定かではないが、二方向から薬液を分割して付与とすることで、一方向から大量の薬液が噴霧される場合と比して薬液の跳ね返りを軽減することができるためと考えられる。また、一方の流速をより速くして他方の薬液の流れに乗せることにより、周囲の気流の影響、特に積層連続シートに随伴する空気の流れの影響を受けずに、積層連続シートへ薬液を付与することが可能となる。
【0012】
〔請求項2記載の発明〕
前記第1の流れが、前記シートの流れ方向に対し対向する方向に傾斜し、第2の流れが前記シートの流れ方向に対して追う方向に向いて前記第1の流れに交差する、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0013】
(作用効果)
薬液の第1の流れを連続シートの流れ方向に対し対向する方向に傾斜させることで、連続シート表面に随伴する空気の流れを押し戻すように薬液が付与される。これにより、シート表面に随伴する空気による薬液の飛散を軽減することができる。一方、薬液の第2の流れは連続シートの流れ方向に対して追う方向、つまり、第1の流れに対向する方向に向いている。第2の流れを第1の流れと対向させることで、第2の流れが第1の流れに乗りやすくなる。
【0014】
〔請求項3記載の発明〕
前記薬液噴霧工程が積層連続シートの両外面に対し外側から噴霧される、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0015】
(作用効果)
薬液噴霧工程を両外面に対し外側から噴霧することにより、製品化したシートの両外面を早期に同等の品質とすることが可能となる。
【0016】
〔請求項4記載の発明〕
前記連続シートの走行速度が100〜1100m/分である、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【0017】
〔請求項5記載の発明〕
前記薬液噴霧工程が、前記積層工程の後であって、且つ、前記スリット工程の前に行われる、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0018】
〔請求項6記載の発明〕
前記積層工程と前記薬液噴霧工程との間に、カレンダーにて平滑化処理する平滑化工程を有する、請求項5に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0019】
〔請求項7記載の発明〕
前記薬液噴霧工程と前記スリット工程との間に、前記積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有する、請求項2に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0020】
〔請求項8記載の発明〕
前記薬液の噴霧がノズル式噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0021】
〔請求項9記載の発明〕
前記薬液の噴霧がローターダンプニング噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【0022】
〔請求項10記載の発明〕
前記請求項のいずれか1項の請求項によって得られた前記二次原反ロールを多数用意し、これらをマルチスタンド式インターフォルダにおいてライン方向に沿って配置し、各二次原反ロールから繰り出される複数の二次連続シートをその連続方向に沿って移送すると共に、その移送過程で折畳みながら積み重ね、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することを特徴とするティシュペーパー製品の製造方法。
【0023】
〔請求項11記載の発明〕
前記薬液を、薬剤含有量が両面で1.5〜5.0g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように噴霧状態で付与し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜175μm、
2プライのCD方向の乾燥引張強度が100〜170cN/25mm、2プライのCD方向の湿潤引張強度が30〜70cN/25mm、
ソフトネスが0.9〜1.5cN/100mmとなるように構成した、
ことを特徴とする請求項1に記載のティシュペーパー製品の製造方法。
【0024】
(作用効果)
本発明に係る製造方法を使用することにより、充分な柔らかさを有しつつもベタつきが低減され、かつ、湿潤紙力、特にCD方向の湿潤引張強度の高いティシュペーパーを提供することができる。
【発明の効果】
【0025】
本発明に係る製造方法におけるスリット工程でティシュペーパー製品の幅、又はその複数倍幅となるよう製造されたティシュペーパー製品用二次原反ロールは、この後段でマルチスタンド式インターフォルダに多数セットされる。次いで、マルチスタンド式インターフォルダにセットされた二次原反ロールから二次連続シートを繰り出して、折畳機構部へ送り込み、ここで折り畳みながら積み重ね、その後、所定の長さに切断されてティシュペーパー束とし、収納箱内に収納する。
【0026】
本発明では、ティシュペーパー製品用二次原反ロールの製造方法における積層連続シートに対して薬液を噴霧方式による付与するようになっている。このため、プライマシンやマルチスタンド式インターフォルダとは別に薬液付与工程を設ける場合において、原反の移送の手間や多大な設備コストがかかることがない。
また、薬液を付与しないティシュペーパー製品を製造する場合は、ティシュペーパー製品用二次原反ロールの製造過程において薬液付与を行なわないで製造すれば良いだけであるため、製造の切り替えが容易にできる。
【0027】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、薬液噴霧工程は、積層工程の後であって、且つ、スリット工程の前に行われることが好ましい。薬液噴霧工程が積層工程の前であると、それぞれの一次連続シートに対して薬液を噴霧付与するための設備を設けなければならず、他方、スリット工程の後であると、スリット工程によって複数に分割された積層連続シートに対して薬液を噴霧付与するため、スリットから薬液が漏れてしまい、ロール汚れや断紙の原因となる。薬液噴霧工程が積層工程とスリット工程との間で行われるようになっていると、スリット工程によって分割されていない積層連続シートのみに薬液を噴霧するための設備を用意すれば良く、薬液のロスが少なく、断紙が少なく操業が安定する。
【0028】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、カレンダーなどによって平滑化処理する平滑化工程を有することが好ましい。平滑化工程を有することによって、表面が滑らかなティシュペーパー製品用二次原反ロールを製造することができる。
なお、平滑化工程は、積層工程と薬液噴霧付与工程との間で行われることが好ましい。平滑化工程が積層工程の前であると、少なくとも積層シートの外側シートの外側表面を平滑化するための設備が2基なければ、積層工程後の1基の平滑化工程と同等の効果が得られず、また、外層となる2つのシート表面に2基のカレンダーで同等の平滑性を得る場合には紙厚が損なわれがちとなる。
【0029】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有することが好ましい。
このコンタクトエンボス工程は、スリット工程の前で行われることが好ましい。コンタクトエンボス工程がスリット工程後であると、製品幅にスリットの入った積層連続シートに対してコンタクトエンボスを付与することとなり、連続する製品幅の積層シートの端部に2箇所(2ライン)のコンタクトエンボスがなされるため、全幅でのコンタクトエンボスと比較し断紙しやすくなる。
【0030】
本発明に係るティシュペーパー製品用二次原反ロールの製造方法においては、薬液噴霧の方法は、ノズル式噴霧方式、ローターダンプニング噴霧方式などの公知の噴霧方法をいずれも使用することができる。
【図面の簡単な説明】
【0031】
【図1】一次原反ロールの製造設備、製造方法を示す概略図である。
【図2】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図3】マルチスタンド式インターフォルダの一例を示す概略図であり、側面から見た状態を示している。
【図4】マルチスタンド式インターフォルダの一例を示す概略図であり、正面から見た状態を示している。
【図5】折り畳まれたティシュペーパーの縦断面図である。
【図6】(a)ティシュペーパー束を収納箱に収納している様子を示す図である。(b)収納箱に収納されたティシュペーパーの取出す様子を示す一部破断図である。
【図7】折り板に関する部位の要部拡大斜視図である。
【図8】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図9】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図10】二次連続シート(ティシュペーパー)の折り畳み方を示す要部拡大斜視図である。
【図11】二次原反ロールの製造設備、製造方法を示す概略図である。
【図12】図11で示す薬液噴霧手段周辺の要部拡大図である。
【図13】コンタクトエンボス手段によって積層連続シートにコンタクトエンボスを付与している様子を示す図である。
【図14】薬液噴霧器の一例を示す概略構成図である。
【図15】薬液噴霧器の噴霧口の配置及び噴霧パターンの例を示す概略構成図である。
【図16】薬液噴噴霧器の他の例を示す概略構成図である。
【図17】さらに別の薬液噴霧手段の例を示す概略構成図である。
【図18】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図19】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図20】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図21】その他の二次原反ロールの製造設備、製造方法を示す概略図である。
【図22】ティシュペーパーのMMD値の測定方法を示す図である。
【発明を実施するための形態】
【0032】
次に、本発明の実施形態を説明する。なお、図中の矢印HDは水平方向を、矢印LDは上下方向を示している。
〔一次原反ロールの製造〕
一次原反ロールの製造方法の一例を、図1を参照しつつ説明する。
図1に示すように、ワイヤーパートを経た湿紙Wがボトムフェルト111に載せられて移送され、その後、トップフェルト110及びボトムフェルト111に挟持されたまま、トップロール112とボトムロール113の間を通過し搾水される。その後、搾水された湿紙Wは、トップフェルト110に載せられた状態で、タッチロール116を介してヤンキードライヤー115の表面に付着させられる。そして、湿紙Wは、ヤンキードライヤー115によって乾燥され、ドクターブレード117により引き剥がされた後、巻き取られることで一次原反ロールJRとされる。
この抄紙に際しては、例えば、分散剤、乾燥紙力増強剤、湿潤紙力増強剤、柔軟剤、剥離剤、接着剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤、染料、などの適宜の薬品を添加することができる。
なお、本一次原反ロールの製造方法においては、ドクターブレード117により引き剥がされた後でカレンダー手段118によって平滑化処理を施すこともできる。
【0033】
〔ティシュペーパー製品用二次原反ロールの製造〕
上述例で製造された一次原反ロールJRから、ティシュペーパー製品用の複数の二次原反ロールを連続的に製造する。たとえば、図11に示すように、ティシュペーパー製品用二次原反ロールの製造設備X1(プライマシンX1)は、上述例で製造された一次原反ロールJRを、少なくとも2つ以上セット可能とされており、これらの一次原反ロールJRから繰り出した一次連続シート(図示例ではS11、S12)を、その連続方向に沿って積層して積層連続シートS2とするプライ手段51(積層工程)を有している。
【0034】
プライ手段51の後段には、プライ手段51から流れてくる積層連続シートS2に対して薬液を噴霧する一対の薬液噴霧手段53が設けられており、これらの薬液噴霧手段53の後段には、並設された複数のカッターから成り、薬液噴霧手段53から移送されてきた積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット手段55(スリット工程)が配置されている。そして、スリット手段55の後段には、スリット手段55によってスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り手段56が設けられている。ここで、この巻取り手段56は、スリットされた各積層連続シートS2を二次原反ロールRに案内するための2つのワインディングドラム56Aを有していて、これら2つのワインディングドラム56Aが二次原反ロールRの外周面に接して積層連続シートS2を案内している。なお、スリット幅は、製品幅もしくは製品の偶数倍幅(ティシュペーパー製品の幅×2n、nは1〜17程度までの自然数)とすることが好ましい。
【0035】
本実施形態に係るティシュペーパー製品用二次原反ロールの製造においては、加工速度(薬液噴霧付与におけるシートの走行速度でもある)は100〜1100m/分とされ、好ましくは350〜1050m/分とされ、より好ましくは450〜1000m/分とされる。100m/分未満だと生産性が低く、他方、1100m/分超過であると、積層連続シートS2の断紙する頻度が高くなる可能性がある。
【0036】
〔マルチスタンド式インターフォルダでの加工〕
かくして得られたティシュペーパー製品用二次原反ロールRは、マルチスタンド式インターフォルダにライン方向に多数(たとえば製品の組数の1/2の数)セットされ、セットされた二次原反ロールRから、二次連続シートを繰り出してその連続方向に沿って移送すると共に、その移送過程で折り畳みながら積層することによってティシュペーパー束を製造し、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することによって、ティシュペーパー製品を製造する。
【0037】
以下では、そのマルチスタンド式インターフォルダ及び包装形態の一例について説明する。
図2及び図3に、マルチスタンド式インターフォルダの一例を示した。図中の符号2は、マルチスタンド式インターフォルダ1の図示しない二次原反ロール支持部にセットされた二次原反ロールR,R…を示している。この二次原反ロールR,R…は、必要数が図示平面と直交する方向(図2における水平方向、図3における紙面前後方向)に横並びにセットされている。各二次原反ロールRは、上述のティシュペーパー製品用二次原反ロールの製造過程でティシュペーパー製品幅にスリットが入れられており、ティシュペーパー製品の複数倍幅、図示例では2倍幅で巻き取られ、セットされている。
【0038】
二次原反ロールRから巻き出された連続する帯状の二次連続シート3A及び3Bは、ガイドローラG1、G1等のガイド手段に案内されて折畳機構部20へ送り込まれる。また、折畳機構部20には、図4に示すように、折板P,P…が必要数並設されてなる折板群21が備えられている。各折板Pに対しては、一対の連続する二次連続シート3A又は3Bを案内するガイドローラG2,G2やガイド丸棒部材G3,G3が、それぞれ適所に備えられている。さらに、折板P,P…の下方には、折り畳みながら積み重ねられた積層帯30を受けて搬送するコンベア22が備えられている。
【0039】
この種の折板P,P…を用いた折畳機構は、例えば、米国特許4052048号特許明細書等によって公知の機構である。この種の折畳機構は、図5に示すように、各連続する二次連続シート3A,3B…を、Z字状に折り畳みながら、かつ隣接する連続する二次連続シート3A,3B…の側端部相互を掛け合わせながら積み重ねる。
【0040】
図7〜図10に、折畳機構部20の特に折板Pに関する部位を、詳しく示した。本折畳機構部20においては、各折板Pに対して、一対の連続する二次連続シート3A及び3Bが案内される。この際、連続する二次連続シート3A及び3Bは、ガイド丸棒部材G3,G3によって、側端部相互が重ならないように位置をずらされながら案内される。
【0041】
折板Pに案内された時点で下側に重なっている連続する二次連続シートを第1の連続する二次連続シート3Aとし、上側に重なっている連続する二次連続シートを第2の連続する二次連続シート3Bとすると、これら連続する二次連続シート3A及び3Bは、図5及び図8に示すように、第1の連続する二次連続シート3Aの第2の連続する二次連続シート3Bと重なっていない側端部e1が、折板Pの側板P1によって、第2の連続する二次連続シート3Bの上側に折り返されるとともに、図5及び図9に示すように、第2の連続する二次連続シート3Bの第1の連続する二次連続シート3Aと重なっていない側端部e2が、折板PのスリットP2から折板P下に引き込まれるようにして下側に折り返される。この際、図5及び図10に示すように、上流の折板Pにおいて折り畳みながら積み重ねられた連続する二次連続シート3Aの側端部e3(e1)が、折板PのスリットP2から第2の連続する二次連続シート3Bの折り返し部分間に案内される。このようにして、各連続する二次連続シート3A,3B…は、Z字状に折り畳まれるとともに、隣接する連続する二次連続シート3A及び3Bの側端部相互が掛け合わされ、したがって、製品使用時において、最上位のティシュペーパーを引き出すと、次のティシュペーパーの側端部が引き出されることになる。
【0042】
以上のようにしてマルチスタンド式インターフォルダ1で得られた積層帯30は、図2に示すように、後段の切断手段41において流れ方向FLに所定の間隔をおいて裁断(切断)されてティシュペーパー束30aとされ、図6(a)に示すように、このティシュペーパー束30aは、更に後段設備において収納箱Bに収納される。なお、以上のようなマルチスタンド式インターフォルダ1では、積層帯30の紙の方向は、流れ方向FLに沿って縦方向(MD方向)となっており、流れ方向と直交する方向に沿って横方向(CD方向)となっている。このため、積層帯30を所定の長さに切断して得られたティシュペーパー束30aを構成するティシュペーパーの紙の方向は、図6(a)に示すように、ティシュペーパーの折り畳み部の延在方向に沿って縦方向(MD方向)となり、ティシュペーパーの折り畳み部の延在方向と直交する方向に沿って横方向(CD方向)となる。
【0043】
図6(b)に、収納箱Bにティシュペーパー束30aを収納して成る製品の一例を示した。収納箱Bの上面にはミシン目Mが設けられており、このミシン目Mで収納箱B上面の一部を破断することにより収納箱Bの上面が開口するようになっている。この開口は中央にスリットを有するフィルムFによって覆われており、このフィルムFに設けられたスリットを介してティシュペーパーTを取出すことができるようになっている。
ところで、前述したように、ティシュペーパー束30aを構成するティシュペーパーの紙の方向は、ティシュペーパーの折り畳み部の延在方向と直交する方向に沿って横方向(CD方向)となるため、図6(b)に示すように、ティシュペーパーTを収納箱Bから引き出す際には、その引き出し方向は、ティシュペーパーTの横方向(CD方向)と沿うようになっている。
【0044】
(カレンダー手段)
ところで、先に説明したティシュペーパー製品用二次原反ロールの製造設備X1には、積層連続シートS2をカレンダー処理するカレンダー手段52を一つ以上設けることもできる。
カレンダー手段52におけるカレンダーの種別は、特に限定されないが、表面の平滑性向上と紙厚の調整の理由からソフトカレンダー又はチルドカレンダーとすることが好ましい。ソフトカレンダーとは、ウレタンゴム等の弾性材を被覆したロールを用いたカレンダーであり、チルドカレンダーとは金属ロールからなるカレンダーのことである。
【0045】
カレンダー手段52の数は、適宜変更することができる。複数設置すれば加工速度が速くとも十分に平滑化できるという利点を有する一方、一つであるとスペースが狭くとも設置可能であるという利点を有する。
二つ以上のカレンダー手段52を設置する場合、水平方向、上下方向、或いは斜め方向に並設することができ、また、これらの設置方向を組み合わせて配置しても良い。水平方向に並設すると、抱き角度が小さくなるため加工速度を高速とすることができ、上下方向に並設すると設置スペースを小さくすることができる。なお、ここで言う抱き角度とはロールの軸中心から見てシートが接している間(軸と直行する断面の円弧の一部)の角度を意味している(以下同じ)。
カレンダー処理条件におけるカレンダー種別、ニップ線圧、ニップ数なども制御要因として抄紙を行うようにし、これらの制御要因は、求めるティシュペーパーの品質すなわち紙厚や表面性によって適宜変更することが好ましい。
また、カレンダー手段52の設置位置は特に限定されないが、プライ手段51の後段であって且つ薬液噴霧手段53の前段や、薬液噴霧手段53の後段であって且つコンタクトエンボス手段54の前段とすることができる。
【0046】
(コンタクトエンボス手段)
ティシュペーパー製品用二次原反ロールの製造設備X1には、積層連続シートS2に対してコンタクトエンボスを付与するコンタクトエンボス手段54を設けることができる。
【0047】
ここで、コンタクトエンボス手段54は、図13に示すように、金属ロール又は弾性ロールである受けロール54Bと表面に細かい凸部54Cを有する金属製で硬質のコロ54Aとが所定の圧力を有して相互に外周面同士を当接しつつ、それぞれ回転可能に設置されている。そして、積層連続シートS2におけるティシュペーパー製品の幅方向中央に該当する部分に対して、左右各2つずつ存在する凸部54Cと、受けロール54Bとの間で積層連続シートS2を挟みつつ搬送することで、積層連続シートS2に対して、積層連続シートS2の連続方向に沿って層間剥離を防止するライン状のコンタクトエンボスCEを施すようになっている。
【0048】
尚、このコンタクトエンボスCEを施すコロ54Aと対向した側の面を外周側として前述の巻取り手段56が、積層連続シートS2を巻取ることになる。
【0049】
このようにコンタクトエンボスCEを付与することによって、複数の一次連続シート(図示例ではS11、S12)を積層して成る積層連続シートS2の層間剥離を防止する。なお、コンタクトエンボスCEは、ティシュペーパー製品の端部が層間剥離し難くなるように、ティシュペーパー製品の幅方向両側部に位置するよう、形成されることが好ましい。
なお、コンタクトエンボス手段54の設置箇所は特に限定されないが、薬液付与手段53の後段であって且つスリット手段55の前段や、カレンダー手段52の後段であって且つ薬液付与手段53の前段とすることでもよい。つまり、カレンダー手段52の後段であって且つスリット手段55の前段の何れかの箇所で有ればよい。
【0050】
コンタクトエンボス手段54でコンタクトエンボスCEを付与する場合、積層連続シートS2に対して薬液を付与した後、0.3〜2.5秒、好ましくは0.3〜1.0秒以内にコンタクトエンボスCEを付与することも提案される。0.3秒未満であると薬液が原紙に十分吸収されないため、受けロール54Bやコロ54Aに薬液が付着して断紙したり、受けロール54Bやコロ54Aに汚れが付着したりする。2.5秒を超えると、薬液を付与した積層連続シートS2が伸びきるため、その後工程シワが生じにくくなり、嵩高なティシュペーパー製品を得づらくなる。また、積層連続シートS2が伸びきるとドロー変動に対応できる伸びが無くなり、また吸湿、吸水により引張強度が低下しているため、断紙し易くなり操業性が落ちるという問題もある。
【0051】
また、この接合工程において、本実施形態ではコロとして表面に細かい凸部54Cを有した金属製で硬質のコロ54Aを用いたが、積層連続シートS2に対して層間剥離を防止するライン状の接合部分が形成できればよく、例えばコロ54Aの替りに、表面に細かい針状の部材を有したローラをコロとすることもできる。
さらに、接合する為の手段としては上記例に限定されず、凸部の先端形状が、点状、正方形、長方形、円形、楕円形等の形状のものをコロとして用いても良く、凸部の先端形状が、細長い線状、細く斜めに伸びる線状等のものをコロとして用いても良い。
【0052】
他方、凸部の配列としては等間隔が考えられるが、千鳥状としたり、等間隔としなくとも良く、また、凸部を1列に配置してコンタクトエンボスを連続して付与する他に、凸部を2列以上の複数列配置することも考えられる。そして、コンタクトエンボスを緊密に複数列付与するように凸部が配置された群を複数並べて、複数のコンタクトエンボス群を付与するようにしても良い。尚、接合工程としては、上記のように機械的に圧力を加えて接合する他に、超音波等の他の手段により接合しても良い。
【0053】
(薬液噴霧手段)
本実施形態に係るティシュペーパー製品用二次原反ロールの製造においては、薬液を噴霧しながら積層連続シートS2に付与する。
薬液噴霧手段53としては特に限定されないが、ノズル式噴霧方式による場合のほか、ローターダンプニング噴霧方式によってもよい。
【0054】
このうち、ノズル式噴霧装置における噴霧用ノズルの型式としては、環状に噴霧する空円錐型ノズル、円形状に噴霧する充円錐型ノズル、正方形状に噴霧する充角錐型、充矩型ノズル、扇型ノズル等が挙げられ、薬液がシートの幅方向に対して均一に噴霧されるように、ノズル径、ノズル数、ノズル配列パターン、ノズル配置数、あるいは噴霧距離、噴霧圧力、噴霧角度、および噴霧液の濃度、粘度などを適宜選択して使用することができる。
【0055】
また、ノズル式噴霧装置において霧化する方法については、一流体方式、または二流体方式の2種類の方式を選択して使用することができる。このうち一流体噴霧方式は、噴霧する薬液に対して圧搾空気を用いて直接圧力をかけてノズルから霧滴噴射する、または噴出口付近のノズル側面に開けた微細な穴からノズル内に空気を吸引して霧滴噴射する方式である。また、二流体噴霧方式は、ノズル内部で圧搾空気を噴霧する液体と混合、微粒化する内部混合型、ノズル外部で圧搾空気を噴霧する液体と混合、微粒化する外部混合型、微霧化した霧滴粒子を相互に衝突させて、霧滴粒子をさらに均質化・微粒子化する衝突型等の方式が挙げられる。
【0056】
他方、ローターダンプニング塗布装置については、高速回転する円盤上に噴霧する液を送り出し、円盤の遠心力によって液を微霧滴化する装置であり、円盤の回転数変更によって霧滴粒子径の制御を行い、円盤上への送液量変更によって噴霧液量(付与量)の制御を行なう。ものである。ローターダンプニング塗布装置は、少ない量の噴霧液量を霧滴の飛散を抑えつつ、顔料塗被紙表面に均一に塗布することができ、かつ噴霧速度や霧の粒子径等の調整が容易である利点がある。
【0057】
薬液をシート表面に均一に噴霧付与するためには、霧化された薬液の霧滴粒子径はできる限り微小であることが好ましい。しかしながら、霧滴が細かくなりすぎるとシート表面に随伴する空気などによって霧滴が押し流され、特にシートの走行速度が速い場合などにおいては、霧滴がシート表面に付着しにくくなる。このため、噴霧付与方式においては噴霧距離、噴霧圧力、噴霧角度、噴霧速度を、加えて二流体方式の場合には、噴霧用の薬液と圧搾空気の混合比、および薬液の濃度や粘度等を適宜調節し、付与条件に適した粒子径に調節することができ、さらに噴霧時に随伴空気の影響が大きい場合は、随伴空気を除去するための吸引装置や邪魔板(整流板)等の設置、および噴霧ノズル先端に高電圧を加えて霧滴粒子を帯電させて、顔料塗被紙への霧適の付着性を向上させる荷電電極(静電噴霧方式)などを追加してもよい。
シート表面に塗布されずにミストとして浮遊している霧滴粒子は、吸引・回収して再度噴霧することができる。
【0058】
図12には、ノズル式噴霧方式、特に二流体方式の薬液噴霧装置53A(53B)例を示した。この装置53Aは、中心に薬液通路53aが、その周囲にエア通路53bが形成され、薬液通路53aの先端から噴出された薬液を、エア通路53bから吐出されたエアにより微霧化するものであり、ほぼ円錐形状に薬液を噴霧するようにしたものである。53cは外部の保護ケーシングであり、紙粉などからノズルを保護すると共に、必要によりパージエア通路53dを通すエアによりノズルの清掃を行なうことができるようにしたものである。
【0059】
図17には、ローターダンプニング塗布装置53Xの例を示した。これは必要により設けられる覆い収納室53p内に、回転ローター53oを設け、回転ローター53oの噴出口53qから薬液をシートS2に噴霧付与するようにしたものである。
【0060】
薬液噴霧装置53の一例を図14に示す。薬液噴霧装置53は、少なくとも2つの薬液噴霧口を備え、少なくとも一つの噴霧口から薬液の流れに、他の噴霧口からの薬液の流れが乗るようにする。図示例に置いては、一方の噴霧口532から吐出された薬液の流れが、他方の噴霧口531から吐出された薬液の流れに乗って、連続シートS2上の同一の目的部位に付与される。薬液噴霧口531からの薬液吐出の方向は、連続シートの流れ方向に対して対向するよう傾斜させ、その連続シートS1の垂線に対する角度θ1(迎え角)は、0〜20度とすることが好ましい。一方、薬液噴霧口532からの薬液吐出の方向は、連続シートの流れ方向に対して追う方向に傾斜させ、その連続シートS1の垂線に対する角度θ2は、10〜75度とし、かつ、θ1より大きくすることが好ましい。
【0061】
噴霧される薬液の成分、噴霧量、噴霧速度は2つの薬液噴霧口で同じ条件としてもよいが、少なくとも1つの薬液噴霧口からは、薬液1mLあたり15〜30mL、より好適には18〜22mLのエアを含む薬液が噴霧されることが好ましい。この場合、薬液噴霧口531からの薬液噴霧は、その流速が、噴霧口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとなるようにすることが好ましい。また、薬液噴霧口532からの薬液の流速は、噴霧口近傍で1.5〜4.5m/sとすることが好ましい。このように、一方の薬液噴霧口532から薬液の多くを低速で吐出し、他方の薬液噴霧口531からエアを多く含む少量の薬液を高速で噴霧することにより、噴霧口532からの薬液を噴霧口531からのエアの流れに乗せることが可能となる。この場合、噴霧口531は一流体式噴霧器、噴霧口532は二流体式噴霧器を使用することが好ましい。なお、薬液噴霧の流速を高める場合は、連続シートS2上の薬液噴霧の位置は、付与面の反対側が支持体(ローラ)に接している箇所とし、薬液噴霧によるシートS2の変形等が起こりにくい構成とすることが好ましい。なお、支持体はローラに限られず、連続シートと同速で移動するベルト状のものであっても良い。
【0062】
すなわち、本実施形態の高速運転の製造ラインにおいては、薬液を付与する側の連続シートの面とは反対側の面を支持するロールが位置する当該連続シート領域に対して、少なくも一方の噴霧流速を高速とし、その流れをもって他方の流れの薬液を吹き付けることにある。かかる高速で吹き付けることによって連続シートのばたつきや破断を生じることがなく可能となる。
【0063】
図15に示すように、薬液噴霧口は、連続シート幅方向に複数設置される(図示例は噴霧口531)。薬液噴霧量の総量は、連続シートの流れ速度と、付与を要する薬液量によって異なるが、紙幅1mあたり75〜2200ml/分とすることが好ましい。より速い流れ速度での運転を必要とする場合は、より多くの噴霧口の設置を要する。各噴霧口からの噴霧パターンSPは特に限定されないが、図示例のようなフラットまたは円形とし、より広幅での付与が可能なパターンとすることが好ましい。スプレーパターンは、隣接する噴霧口からのパターンとのオーバーラップ部分OLを設けることが好ましい。また、フラットパターンの場合、紙幅方向に対するパターン長軸の角度θ3(捩れ角)を0〜45度とすることが好ましい。
【0064】
薬液塗布装置の他の例を図16に示す。図示例のように、薬液噴霧口531,532とは別に空気噴射装置533を設置してもよい。この場合、薬液噴霧口531からの薬液の流れに薬液噴霧口532からの薬液の流れを乗せ、薬液噴霧口531,532からの薬液の流れは、さらに空気噴射装置533からのエアの流れに乗って、連続シート上の目的位置に付与される。薬液噴霧口533からの空気噴射は、その流速が、噴霧口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとなるようにすることが好ましい。また、薬液噴霧口531,532からの薬液の流速は、噴霧口近傍で1.5〜4.5m/sとし、かつ薬液噴霧口531からの薬液の流速を薬液噴霧口532からの薬液の流速より速くすることが好ましい。空気噴射装置533からのエアは、図示例のように連続シートS2の流れ方向に対して対向するよう傾斜させ(θ4)、薬液噴霧口531,532からの薬液の流れは、連続シートS2の流れ方向に対して追うように傾斜させることが好ましい(θ1,θ2)。エアの噴射角度θ4は、0〜20度とし、また薬液の噴霧角度θ1,θ2は、10〜75度とし、かつ、θ2>θ1>θ4とすることが好ましい。エアの流速は、噴射口近傍で40〜60m/s、噴霧口から下流20cmの位置で7〜15m/sとすることが好ましい。
【0065】
ところで、薬液噴霧手段53の前後に配置される手段(図11の例ではカレンダー手段52及びコンタクトエンボス手段54)は、相互に近接して配置することが好ましい。そうすることによって、薬液が付与されないティシュペーパー製品を製造する場合には、積層連続シートS2を薬液噴霧手段53の前段から後段に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を通すだけでよくなるため、薬液付与の有無を容易に切り替えることが可能となる。例えば、図11に示すティシュペーパー製品用二次原反ロールの製造設備X1では、薬液が付与されないティシュペーパー製品を製造する場合、図11において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0066】
薬液を積層連続シートS2の両面に付与する場合、両面の合計の薬剤含有量が、1.5〜5.0g/m2、好ましくは2.0〜4.5g/m2、より好ましくは2.5〜4.0g/m2となるように付与することが好ましい。5.0g/m2超過であると、紙力低下や伸びなどにより断紙したり、ワインディングドラムで巻き取りの際に巻きズレを起こしたり、また品質的にべたつき感が過ぎる場合も出てくる。1.5g/m2未満であると滑らかさやしっとり感など未付与品との品質差を感じられなくなってしまう。
なお、両付与面への薬液噴霧量は、一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるようにすることが好ましい。この程度の微差であれば、噴霧付与後にプライ原反で保管されてから折り加工されるまでの時間(8時間以上)に、両付与面は接していることから、次第に両者の薬液量は均等化していき表裏差はほぼ解消できる。
【0067】
(薬液)
本発明において、薬液は複数の噴霧手段から連続シートへ供給されるが、全ての噴霧手段から噴霧される薬液を同じ組成としてもよく、また、噴霧手段によって組成を変えてもよい。噴霧手段から噴霧される薬液について、粘度は高速加工を行う観点から40℃で1〜700mPa・sとする。より好ましくは50〜400mPa・s(40℃)とする。1mPa・sより小さいとアニロックスロール、刷版ロール、グラビアロール等のロール上で薬液が飛散しやすくなり、逆に700mPa・sより大きいと各ロールや連続シートへの付与量をコントロールしにくくなる。
【0068】
全ての噴霧手段から同じ組成の薬液を付与する場合においても、噴霧手段によって組成を変更する場合においても、連続シートに付与される薬液の総量に対して、ポリオールを70〜90%、水分を1〜15%、機能性薬品を0.01〜22%含むものとする。
ポリオールはグリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、およびその誘導体等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類を含む。
【0069】
機能性薬剤としては、柔軟剤、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。柔軟剤、界面活性剤はティシューに柔軟性を与えたり表面を滑らかにする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
また機能性薬剤としてポリオールの保湿性を助けたり、維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え付与を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。
さらに、必要に応じてインクを1.0〜5.0%添加し、連続シートへの着色を行うこともできる。
上記成分のうち、グリセリン、プロピレングリコール等の多価アルコールを主成分とすることが、薬液の粘度、付与量を安定させる上で好ましい。
薬液付与時の温度は30℃〜60℃、好ましくは35℃〜55℃とすることが好ましい。
【0070】
(一次連続シート)
一次連続シートS11、S12の原料パルプは、特に限定されず、ティシュペーパー製品の用途に応じて適宜の原料パルプを選択して使用することができる。原料パルプとしては、例えば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0071】
特に、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合の配合割合(JIS P 8120)としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜60:40が望ましい。
【0072】
一次連続シートS11、S12は、JIS P 8124による坪量が、10〜25g/m2とされ、好ましくは12〜20g/m2とされ、より好ましくは13〜16g/m2とされる。坪量が10g/m2未満であると、柔らかさの点においては好ましいが、適正な強度を確保することができなくなる。他方、坪量が25g/m2を超えると、硬くなりすぎて、肌触りが悪化する。
また、紙厚(尾崎製作所製ピーコックにより測定)は1プライで80〜250μm、好ましくは100〜200μm、より好ましくは130〜180μmとされる。
【0073】
一次連続シートS11、S12は、クレープ率が10〜30%であるのが好ましく、12〜25%であるのがより好ましく、13〜20%であるのが特に好ましい。クレープ率が10%未満であると、加工時に断紙しやすいとともに伸びの少ないコシのないティシュペーパー製品となる。他方、クレープ率が30%超過であると、加工時のシートの張力コントロールが難しく断紙しがちとなり、また、製造後にはシワが発生して見栄えの悪いティシュペーパー製品となる。
【0074】
一次連続シートS11、S12は、JIS P 8113に規定される乾燥引張強度(以下、乾燥紙力ともいう)の縦方向が、2プライで200〜700cN/25mm、好ましくは250〜600cN/25mm、特に好ましくは300〜600cN/25mmとされ、他方、横方向が、2プライで100〜300cN/25mm、好ましくは130〜270cN/25mm、特に好ましくは150〜250cN/25mmとされる。原紙の乾燥引張強度が低すぎると、製造時及び使用時の断紙や伸び等のトラブルが発生し易くなり、高過ぎると使用時にごわごわした肌触りとなる。
【0075】
これらの紙力は公知の方法により調整でき、例えば、乾燥紙力増強剤を内添(ドライヤーパートよりも前の段階、例えばパルプスラリーに添加)する、パルプのフリーネスを低下(例えば30〜40ml程度低下)させる、NBKP配合率を増加(例えば50%以上に)する等の手法を適宜組み合わせることができる。
【0076】
乾燥紙力剤としては、澱粉、ポリアクリルアミド、CMC(カルボキシメチルセルロース)若しくはその塩であるカルボキシメチルセルロースナトリウム、カルボキシメチルセルロースカルシウム、カルボキシメチルセルロース亜鉛等を用いることができる。湿潤紙力剤としては、ポリアミドポリアミンエピクロルヒドリン樹脂、尿素樹脂、酸コロイド・メラミン樹脂、熱架橋性付与PAM等を用いることができる。湿潤紙力剤を内添する場合、その添加量はパルプスラリーに対する重量比で5〜20kg/t程度とすることができる。また、乾燥紙力剤を内添する場合、その添加量はパルプスラリーに対する重量比で0.5〜1.0kg/t程度とすることができる。
【0077】
次に、ティシュペーパー製品用二次原反ロールの製造設備及び製造方法のその他の形態を説明する。
〔第2のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
たとえば、図18に示すように、薬液噴霧手段53とコンタクトエンボス手段54との間に、積層連続シートS2のテンションを制御するテンションコントロール手段57を設けることもできる。このテンションコントロール手段57は円筒形状のロールから形成されており、積層連続シートS2の撓み具合に合わせて上下動可能とされている。
また、図18に示す形態のようにテンションコントロール手段57を設ける場合、薬液噴霧手段53の前段と、テンションコントロール手段57の後段とにカレンダー手段52を配置することも提案される。この場合、テンションコントロール手段57の後段に配置されたカレンダー手段52では、薬液付与時には、カレンダーロール52Aを受けロール52Bから積層連続シートS2の紙厚以上の距離だけ離間させて、積層連続シートS2に対して平滑化処理を行なわず素通しさせることも提案される。
【0078】
〔第3のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
図19に示すように、コンタクトエンボス手段54は、カレンダー手段52と薬液噴霧手段53との間に設置することもできる。このようなティシュペーパー製品用二次原反ロールの製造設備X3を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図19に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して一対のカレンダー手段52で平滑化処理し(平滑化工程)、平滑化処理された積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、コンタクトエンボスを付与された積層連続シートS2に対して一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X3で、薬液が付与されないティシュペーパー製品を製造する場合、図19において二点鎖線で示すように、積層連続シートS2をコンタクトエンボス手段54からスリット手段55に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0079】
〔第4のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
図20に示すように、薬液付与工程53は、コンタクトエンボス手段54は、プライ手段51とカレンダー手段52との間に設置し、カレンダー手段52を一段として薬液噴霧手段53とコンタクトエンボス手段54との間に設置することもできる。このようなティシュペーパー製品用二次原反ロールの製造設備X4を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図20に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して上下方向に並設された一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、一対のカレンダー手段52で平滑化処理し(平滑化工程)、平滑化処理された積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X4で、薬液が付与されないティシュペーパー製品を製造する場合、図20において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0080】
〔第5のティシュペーパー製品用二次原反ロールの製造設備及び製造方法〕
図21に示すように、一対のカレンダー手段52を上下方向に沿って配置し、且つ、一対の薬液噴霧手段53を上下方向に沿って配置することもできる。
このようなティシュペーパー製品用二次原反ロールの製造設備X5を用いてのティシュペーパー製品用二次原反ロールの製造方法は次のようになる。
図21に示すように、本形態に係るティシュペーパー製品用二次原反ロールの製造方法においては、プライ手段51で複数の一次原反ロールから繰り出される一次連続シート(図示例ではS11、S12)をその連続方向に沿って積層して積層連続シートS2とし(積層工程)、この積層連続シートS2に対して一対のカレンダー手段52で平滑化処理し(平滑化工程)、積層連続シートS2に対して一対の薬液噴霧手段53で薬液を付与し(薬液付与工程)、積層連続シートS2に対してコンタクトエンボス手段54でコンタクトエンボスを付与し(コンタクトエンボス工程)、スリット手段55によって積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットし(スリット工程)、次に、スリット工程でスリットされた積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを、巻き取り手段56によって形成する。
なお、ティシュペーパー製品用二次原反ロールの製造設備X5で、薬液が付与されないティシュペーパー製品を製造する場合、図21において二点鎖線で示すように、積層連続シートS2をカレンダー手段52からコンタクトエンボス手段54に直接移送し、薬液噴霧手段53を通さずに積層連続シートS2を流すだけで良い。
【0081】
〔ティシュペーパー製品の品質〕
<米坪>
本発明に係る製造方法によって製造されるティシュペーパーのシート1層あたりの米坪は、米坪は10〜25g/m2、より好適には13〜16g/m2とすることが望ましい。米坪が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となる。逆に米坪が25g/m2を超えると紙全体が硬くなるとともに、ゴワ付き感が生じてしまい肌触りが悪くなる。なお、米坪は、JIS P 8124(1998)の米坪測定方法による。
【0082】
<クレープ率>
本発明に係る製造方法によって製造されるティシュペーパーを構成する一次原反シートのクレープ率は10〜30%、より好ましくは13〜20%とすることが望ましい。ここで、クレープ率とは、下式で表わされるものとする。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100。
【0083】
<紙厚>
本発明に係る製造方法によって製造されるティシュペーパーの紙厚は、2プライの状態で80〜175μm、特に90〜160μmとすることが好ましい。紙厚が80μm未満では、柔らかさの向上の観点からは好ましいものの、ティシュペーパーとしての強度を適正に確保することが困難となる。また、175μm超では、ティシュペーパーの肌触りが悪化するとともに、使用時にゴワツキ感が生じるようになる。
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて2プライの状態で測定するものとする(JIS P 8118(1998)に準じる)。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0084】
<引張強度>
本発明に係る製造方法によって製造されるティシュペーパーの引張強度は、2プライの状態で測定する。
乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて行う。その中でJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
本発明に係るティシュペーパーの乾燥引張強度は、MD方向で180〜400cN/25mm、より好ましくは250〜350cN/25mm、CD方向で100〜170cN/25mm、より好ましくは115〜160cN/25mmとし、MD方向/CD方向の比が1.5〜3.0となるようにするのが望ましい。
湿潤引張強度は、JIS P 8135(1998)に準じて行う。当該ティシュペーパーの湿潤引張強度は、MD方向で140〜190cN/25mm、より好ましくは150〜175cN/25mmとし、CD方向で30〜70cN/25mm、より好ましくは40〜70cN/25mm、より好ましくは50〜65cN/25mmとするのが望ましい。
【0085】
<ソフトネス>
本発明に係る製造方法によって製造されるティシュペーパーのソフトネスの値は、0.9〜1.5cN/100mm、特に0.9〜1.4cN/100mmとするのが好ましい。ここでのソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定したものである。
但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで実施した。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表した。
【0086】
<水分率>
製品の水分率はJIS P 8111(1998)の条件下で十分に調湿した試験片を、JIS P 8127(1998)に準じて乾燥機を用い測定した。水分率は、7.0〜9.0%、より好ましくは7.5〜9.0%とすることが望ましい。
【0087】
<吸水度>
吸水度とは、JIS S 3104(1992)で記載された「吸水度」のことで、一定量の水分をティシュー表面で吸水する秒数を測定したものである。ティシューの両表側の面を各々5回測定し、計10回の測定値を平均したものを秒数で表す。吸水度は3.7〜6.0秒、特に4.0〜5.0秒であることが好ましい。
【0088】
<伸び率>
製品のMD方向の伸び率は11.0〜15.0%であるのが望ましい。ここでの伸び率は、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定したものである。
【0089】
<静摩擦係数>
JIS P 8147(1998)に準じて次記の方法で測定されるものである。1プライにはがしたティシュペーパーを、紙の表が外側に来るようにアクリル板に張り付ける。2プライのまま100gのおもりにティシュペーパーを巻きつけ、アクリル板上のティシューに乗せる。アクリル板を傾け、おもりが滑り落ちる角度を測定する。角度測定は8回実施し、平均角度を算出し、そのタンジェント値を静摩擦係数とする。
【0090】
<MMD>
静摩擦係数の平均偏差MMDである。MMDは滑らかさの指標の一つであり、数値が小さいほど滑らかであり、数値が大きいほど滑らかさに劣るとされる。なお、MMD値の測定方法としては、図23(a)に示すように、摩擦子212の接触面を所定方向(図23(a)における右斜め下方向)に20g/cmの張力が付与された測定試料であるティシュペーパー211の表面に対して25gの接触圧で接触させながら、張力が付与された方向と略同じ方向に速度0.1cm/sで2cm移動させる。このときの、摩擦係数を、摩擦感テスター KES−SE(カトーテック株式会社製)を用いて測定し、その摩擦係数を摩擦距離(移動距離=2cm)で除した値をMMD値とした。なお、摩擦子212は、直径0.5mmのピアノ線Pを20本隣接させてなり、長さ及び幅がともに10mmとなるように形成された接触面を有している。接触面には、先端が20本のピアノ線P(曲率半径0.25mm)で形成された単位膨出部が形成されている。なお、図23(a)には、摩擦子212を模式的に表し、図23(b)には、図23(a)における一点鎖線で囲まれた部分の拡大図を示すものとする。
【0091】
<製品密度>
本発明に係る製造方法によって製造されるティシュペーパーは、折り加工が施され、前記折り加工の前後いずれかの段階で製品サイズに裁断され、例えば180組が箱詰めされて製品となる。180組の折り加工後の紙密度は、0.150〜0270g/cm3、より好ましくは0.170〜0.0.230g/m3とすることが望ましい。0.150g/cm3より低くするとしっとり感や滑らかさが得られず、0.270g/cm3より高くすると、ティシュペーパーの厚みが損なわれベタつき感が出てしまうとともに、吸水性が悪くなってしまう。
製品の密度は、JIS P 8111 条件下において調湿させたティシュペーパー製品米坪(ティシュー1枚当たりの米坪)を2倍した値(C)を、「PEACOCK G型」によるティシュペーパー(2プライ)での紙厚(D)で除した値で、単位をg/cm3、小数点3桁で表す。
【0092】
<薬剤含有率>
薬剤含有率とは、JIS P 8111 条件下において調湿させた所定質量のティシュペーパー製品を分母(A)(g)とし、所定質量のティシュペーパー製品中に含まれる薬液中の水分を除いた質量(B)(g)を分子として、(B)を(A)で除した比率を(%)で表す。
(薬剤含有率%)=(B)÷(A)×100(%)
【実施例】
【0093】
次に、図11に示されるティシュペーパー製品用二次原反ロールX1の製造方法で製造された二次原反ロールを用いて上記のマルチスタンド式インターフォルダでティシュペーパー製品(実施例)を製造し、フレキソ転写方式による参考例及び比較例と対比した。
【0094】
<原紙>
実施例1〜6において、原紙を構成するパルプは、NBKP30%、LBKP70%とした。また、クレープ率19%のものを使用した。一次原反ロールの紙幅は2000mmとし、製品幅は200mmとした。実施例1〜6については、比較例2と同じ組成の薬液を、粘度が110mPa・s(40℃)となるように調製した。
実施例1〜3は、図15に示すローターダンプニング方式による噴霧形態によるものであり、実施例4〜6は、図12に示すノズル方式による噴霧形態によるものである。薬液噴霧は、薬液噴霧量、薬液中のエア含有量、噴霧流速の異なる二種類の薬液噴霧手段から同一目的部位に噴霧することによって行った。各薬液噴霧手段の条件は表1に示すとおりである。実施例1〜6においては、いずれの薬液噴霧手段からも同一組成の薬液を噴霧した。
表2中の比較例はいずれも市販品であり、比較例1は出願人が市販している非保湿系の汎用ティシュペーパー、比較例2〜4は保湿系のローションタイプのティシュペーパーである。比較例2は出願人が市販しているローションタイプのティシュペーパーであるが、比較例3及び4は他社の市販品であるので、不明内容を含む。
【0095】
<官能評価>
実施例1〜6、参考例1、3及び比較例1、2について、消費者87人を対象に、やわらかさ、なめらかさ、厚み感、しっとり感について下記の基準に基づく官能評価を行った。また、比較例3,4については、日時が異なる別人12人を対象とした官能評価を行った。
なお、評価基準は、薬液が付与されていない非保湿系の汎用ティシュペーパー(比較例1)の成績をすべて「3」とし、「大変優れている」と感じたものについては「5」、「優れている」と感じたものについては「4」、「基準と同等」と感じたものについては「3」、「劣る」と感じたものについては「2」、「顕著に劣る」と感じたものについては「1」とした。さらに、薬液付与ティシュペーパーについては、ベタつき感の有無についても評価を行い、評価基準は、「ベタつき感が少ない」ものを「○」とし、「明らかにベタつき感がある」ものを「×」とした。
【0096】
【表1】
【0097】
【表2】
【0098】
表1及び表2の結果から判るように、本発明に係るティシュペーパー製品用二次原反ロールの製造方法で製造された二次原反ロールを用いて上記のマルチスタンド式インターフォルダで製造された薬液含有ティシュペーパー製品は、米坪に対する紙厚(2P:2プライ)の比が高く、しかも、官能評価の特に「厚み感」において高い評価となる。
また、表には記載をしていないが、実施例1〜実施例5のいずれにおいても、製造現場において、参考例1〜3のフレキソ方式及び比較例2のグラビア転写方式と比較して、紙粉の発生がきわめて少なく、安定した製造が可能であることが判った。
【産業上の利用可能性】
【0099】
本発明は、マルチスタンド式インターフォルダで用いられるティシュペーパー製品用二次原反ロールの製造に適用できるものである。
【符号の説明】
【0100】
51・・・プライ工程(積層手段)
52・・・カレンダー手段(平滑化工程)
53・・・薬液噴霧手段(薬液付与工程)
54・・・コンタクトエンボス手段(コンタクトエンボス工程)
55・・・スリット手段(スリット工程)
56・・・巻き取り手段(巻き取り工程)
S11、S12・・・一次連続シート
S2・・・積層連続シート
JR・・・一次原反ロール
R・・・二次原反ロール
【特許請求の範囲】
【請求項1】
一次原反ロールから連続的にティシュペーパー製品用の複数の二次原反ロールを製造するティシュペーパー製品用二次原反ロールの製造方法であって、
複数の一次原反ロールから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートとする積層工程と、
第1噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに第2の流れの薬液を乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程と、
積層連続シートをティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程と、
スリットされた各積層連続シートを同軸で巻取ってティシュペーパー製品幅又はその複数倍幅の複数の二次原反ロールを形成する巻取り工程と、を有することを特徴とするティシュペーパー製品用二次原反ロールの製造方法。
【請求項2】
前記第1の流れが、前記シートの流れ方向に対し対向する方向に傾斜し、第2の流れが前記シートの流れ方向に対して追う方向に向いて前記第1の流れに交差する、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項3】
前記薬液噴霧工程が積層連続シートの両外面に対し外側から噴霧される、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項4】
前記連続シートの走行速度が100〜1100m/分である、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項5】
前記薬液噴霧工程が、前記積層工程の後であって、且つ、前記スリット工程の前に行われる、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項6】
前記積層工程と前記薬液噴霧工程との間に、カレンダーにて平滑化処理する平滑化工程を有する、請求項5に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項7】
前記薬液噴霧工程と前記スリット工程との間に、前記積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有する、請求項2に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項8】
前記薬液の噴霧がノズル式噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項9】
前記薬液の噴霧がローターダンプニング噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項10】
前記請求項のいずれか1項の請求項によって得られた前記二次原反ロールを多数用意し、これらをマルチスタンド式インターフォルダにおいてライン方向に沿って配置し、各二次原反ロールから繰り出される複数の二次連続シートをその連続方向に沿って移送すると共に、その移送過程で折畳みながら積み重ね、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することを特徴とするティシュペーパー製品の製造方法。
【請求項11】
前記薬液を、薬剤含有量が両面で1.5〜5.0g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように噴霧状態で付与し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜175μm、
2プライのCD方向の乾燥引張強度が100〜170cN/25mm、2プライのCD方向の湿潤引張強度が30〜70cN/25mm、
ソフトネスが0.9〜1.5cN/100mmとなるように構成した、
ことを特徴とする請求項1に記載のティシュペーパー製品の製造方法。
【請求項1】
一次原反ロールから連続的にティシュペーパー製品用の複数の二次原反ロールを製造するティシュペーパー製品用二次原反ロールの製造方法であって、
複数の一次原反ロールから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートとする積層工程と、
第1噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに第2の流れの薬液を乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程と、
積層連続シートをティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程と、
スリットされた各積層連続シートを同軸で巻取ってティシュペーパー製品幅又はその複数倍幅の複数の二次原反ロールを形成する巻取り工程と、を有することを特徴とするティシュペーパー製品用二次原反ロールの製造方法。
【請求項2】
前記第1の流れが、前記シートの流れ方向に対し対向する方向に傾斜し、第2の流れが前記シートの流れ方向に対して追う方向に向いて前記第1の流れに交差する、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項3】
前記薬液噴霧工程が積層連続シートの両外面に対し外側から噴霧される、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項4】
前記連続シートの走行速度が100〜1100m/分である、請求項1記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項5】
前記薬液噴霧工程が、前記積層工程の後であって、且つ、前記スリット工程の前に行われる、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項6】
前記積層工程と前記薬液噴霧工程との間に、カレンダーにて平滑化処理する平滑化工程を有する、請求項5に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項7】
前記薬液噴霧工程と前記スリット工程との間に、前記積層連続シートに対して層間剥離を防止するライン状のコンタクトエンボスを施すコンタクトエンボス工程を有する、請求項2に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項8】
前記薬液の噴霧がノズル式噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項9】
前記薬液の噴霧がローターダンプニング噴霧方式によるものである、請求項1に記載のティシュペーパー製品用二次原反ロールの製造方法。
【請求項10】
前記請求項のいずれか1項の請求項によって得られた前記二次原反ロールを多数用意し、これらをマルチスタンド式インターフォルダにおいてライン方向に沿って配置し、各二次原反ロールから繰り出される複数の二次連続シートをその連続方向に沿って移送すると共に、その移送過程で折畳みながら積み重ね、その後、所定枚数の積層シートを所定長さ切断してティシュペーパー束とし、この積層を収納箱内に収納することを特徴とするティシュペーパー製品の製造方法。
【請求項11】
前記薬液を、薬剤含有量が両面で1.5〜5.0g/m2、2プライを構成するシートのうち一方のシートが含有する薬剤量が他方のシートの含有する薬剤量の0.67〜1.5倍となるように噴霧状態で付与し、
前記ティシュペーパーの2プライを構成するシートの1層あたりの坪量が10〜25g/m2、
2プライの紙厚が80〜175μm、
2プライのCD方向の乾燥引張強度が100〜170cN/25mm、2プライのCD方向の湿潤引張強度が30〜70cN/25mm、
ソフトネスが0.9〜1.5cN/100mmとなるように構成した、
ことを特徴とする請求項1に記載のティシュペーパー製品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2011−206189(P2011−206189A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−75531(P2010−75531)
【出願日】平成22年3月29日(2010.3.29)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月29日(2010.3.29)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]