
ティシュペーパー

【課題】薬液が塗布されていないティシュペーパーの柔らかさと滑らかさを向上させる。
【解決手段】
1プライあたりの米坪が10.0〜13.0g/m2の2プライのティシュペーパーにおいて、MD方向のクレープ数が42〜60本/10mmとして、伸び率を9.0〜10.5%、MMDを6.3〜8.6としたティシュペーパーにより解決される。
【解決手段】
1プライあたりの米坪が10.0〜13.0g/m2の2プライのティシュペーパーにおいて、MD方向のクレープ数が42〜60本/10mmとして、伸び率を9.0〜10.5%、MMDを6.3〜8.6としたティシュペーパーにより解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ティシュペーパーに関する。
【背景技術】
【0002】
ティシュペーパーには、花粉症の流行時期に多数回繰り返して洟をかむのに特に適した、保湿剤、柔軟剤などの薬液を塗布して表面の滑らかさを向上させた保湿ティシュー(ローションティシューなどとも称される)と、洟をかむ際のほか、肌の清拭、埃、塵、液体の拭取りなど日常的に汎用的に使われる、薬液を塗布しない安価な汎用ティシュー(汎用品或いは汎用タイプとも称される)とがある。
【0003】
また、汎用ティシューのなかにも、ブランド・品質を重視した米坪12〜13g/m2の商品(ファーストライン)と、特に低価格であることを重視した米坪10〜11g/m2の商品(セカンドライン)とが存在する。
【0004】
ここで、汎用ティシューは、上記のとおり種々の多用に用いられるが、洟かみ、肌の清拭に使用される頻度は高い。したがって、汎用ティシューといえども、表面の滑らかさは極めて重要である。特に、上記ブランド・品質を重視した商品においては重要である。
【0005】
しかし、従来、汎用ティシューの品質向上は、限られた坪量、薬液非塗布といった条件のもと、内添柔軟剤を用いて紙力を低下させることにより主に柔らかさを増加させる手段が採られてきた。汎用ティシューに必要な紙力、柔らかさを要しつつ、安価に滑らかさを向上させることが難しく、柔らかさと滑らかさの双方に優れた汎用ティシューがなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許4619671号
【特許文献2】特公平7−16347
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の主たる課題は、柔らかさ、滑らかさに優れる汎用ティシューを提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決した本発明は以下のとおりである。
〔請求項1記載の発明〕
2プライのティシュペーパーであって、
1プライあたりの米坪が10.0〜13.0g/m2であり、
MD方向のクレープ数が42本/10mm〜60本/10mmであり、
MD方向の伸び率が9.0〜10.5%であり、
MMDが6.3〜8.6である、
ことを特徴とするティシュペーパー。
【0009】
〔請求項2記載の発明〕
脂肪酸化合物含有量が0.010〜0.200質量%である請求項1記載のティシュペーパー。
【0010】
〔請求項3記載の発明〕
MD方向の水の拡散性が34mm以下である請求項1又は2記載のティシュペーパー。
【発明の効果】
【0011】
以上の本発明によれば、柔らかさ、滑らかさに優れる汎用ティシューが提供される。
【図面の簡単な説明】
【0012】
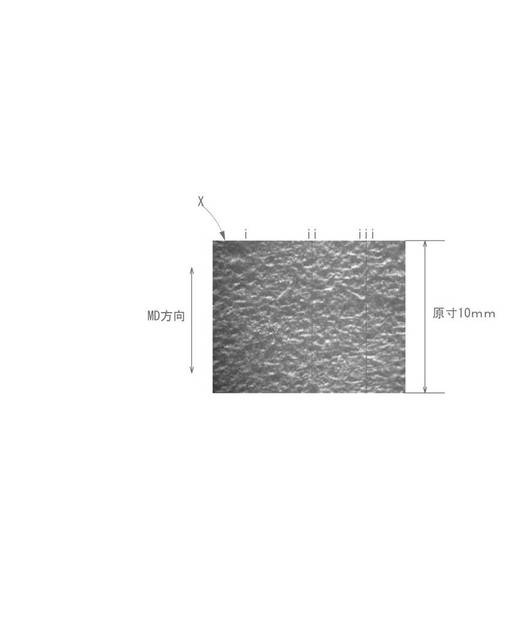
【図1】本発明に係るティシュペーパーのクレープ数の測定方法を説明するための図である。
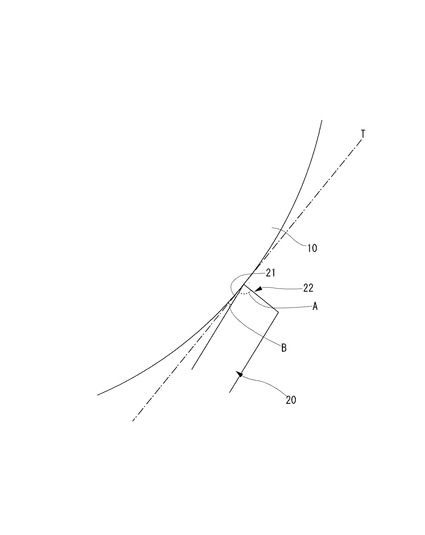
【図2】本発明に係るティシュペーパーの製造方法を説明するための図である。
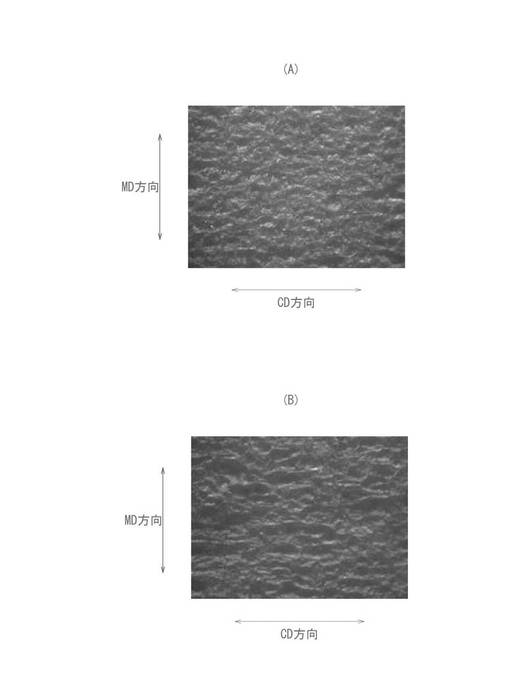
【図3】本発明に係るティシュペーパーの製造方法を説明するための他の図である。
【発明を実施するための形態】
【0013】
本発明に係るティシュペーパーについて図面を参照しながら詳述する。
本発明のティシュペーパーは、表面の滑らかさを改善する保湿剤、柔軟剤等の水性、油性のローション薬液が塗布されていないものであり、所謂汎用タイプ、汎用品、汎用ティシューと称されるティシュペーパーである。なお、前記薬液は、保湿剤等の表面の滑らかさを向上させるべく塗布するもの以外の他の薬液まで排除する意味ではない。但し、汎用ティシューでは、なんらの薬液も塗布されていないのがコスト面で望ましい。
【0014】
他方、本発明に係るティシュペーパーのプライ数は2プライである。1プライでは使用に必要な強度を確保するのが難しく、また、両面の滑らかさを同様にし難くなる。また、3プライ以上では、汎用ティシューとしては厚すぎ使用の汎用性がなくなる。また、コスト高となり低価格である汎用ティシューとしては価格が高くなりすぎる。
【0015】
他方、本発明に係るティシュペーパーは、1プライあたりの米坪が10.0〜13.0g/m2、好ましくは、11.8〜12.7g/m2である。10.0〜13.0g/m2であると十分な強度を確保しつつ柔らかさ、滑らかさが発現する。また、十分に汎用ティシューとしてふさわしい米坪範囲である。また、特に、11.8〜12.7g/m2であると、汎用ティシューのなかでも品質・ブランドが重視される商品に適し、また、特にこの範囲の米坪であると滑らかさを向上させやすく、滑らかさが感じやすいティシュペーパーとなる。なお、本発明における米坪は、JIS P 8124に基づくものである。
【0016】
他方、本発明に係るティシュペーパーは、紙厚(2プライ)は105〜170μm、好ましくは135〜165μmである。紙厚(2プライ)が105〜170μmであると、柔らかさが感じられやすく、また、使用の汎用性に優れたものとなる。特に、135〜165μmの範囲では、厚み感があり高品質な感じが得られやすく、使用の汎用性にも優れる。なお、本発明における紙厚は、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定した値をいう。測定方法は、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0017】
他方、本発明に係るティシュペーパーの密度の好ましい範囲は、上記米坪及び紙厚さから算出される値〔密度=((米坪×2)/紙厚)〕〕の範囲であるが、特に好ましい密度の範囲は、0.150〜0.200g/cm3である。当該範囲は、水分の拭取り、洟かみなど吸液性に優れるものとなる。
【0018】
他方、本発明に係るティシュペーパーの好ましい乾燥引張強度は、MD方向(縦方向)が、180〜300cN/25mm、CD方向(横方向)が、80〜120cN/25mmである。本発明に係る乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて測定した値である。なお、試料はJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
【0019】
他方、本発明に係るティシュペーパーは、好ましいソフトネスの値は1.3〜2.0cN/100mmである。このソフトネスの範囲であると汎用ティシューとして十分な柔らかさといえる。なお、本発明に係るソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定する。但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで測定する。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表す。
【0020】
汎用ティシューと称されるものは、概ね上記のプライ数、米坪、密度。紙厚、乾燥引張強度、ソフトネスの範囲にある。本発明のティシュペーパーは、これら汎用ティシューにおけるプライ数、米坪、密度、紙厚、乾燥引張強度、ソフトネスの範囲にありながら、下記の特徴的なクレープ構造を有することで、滑らかさが向上されたものである。
【0021】
そのクレープ構造について説明すると、まず、本発明に係るティシュペーパーは、MD方向のクレープ数が42本/10mm以上60本/10mm以下である。好適には44本/10mm以上51本/10mm以下である。従来の汎用ティシューにおけるクレープ数は、多くとも42本を超えるようなものはない。なお、クレープ本数を60本/10mm以上とするのは製造上難しくなる。また、ローション薬液を塗布した薬液付与タイプのティシューは、薬液塗布時にクレープが伸ばされるため表面は滑らかであるがクレープ本数は汎用ティシューより少なくなる傾向にある。
【0022】
ここで、本発明におけるクレープ数とは、ティシュペーパー表面のMD方向で10mm間にあるクレープの山の数であり、以下のようにして測定することができる。まず、光学顕微鏡を用いてシート表面の拡大画像を撮影する。この際の拡大倍率は30倍程度あれば十分である。ここで、撮影に際しては、クレープの山を確認しやすくするために、シートの撮影面に対して90°となる側面方向からシートMD方向に向かって光を照射するのがよい。シート表面に光による陰影ができるため撮影画像からクレープを確認しやすくなる。次いで、撮影した画像からMD方向に原寸10mm間にあるクレープの山の数を目視にて計数する。測定値は、当該撮影した画像の任意の3カ所(3ライン)の平均値とする。なお、本手順により撮影した画像は図1のようなものとなり、任意の各箇所(図中i〜iiiの各ライン上位置)のクレープ数の計数は容易に行える。
【0023】
なお、従来、クレープ数を多くするには製造時のクレープ率を高くすることが行なわれるが、単にそのようにすると一つのクレープが高くなり、伸び率が高まるとともに表面の滑らかさが低下する。しかし、本発明のティシュペーパーは後述の製造方法によってクレープ数が多いにもかかわらず、従来の汎用ティシューと比較して低い、伸び率9.0〜11.0%を達成する。より好ましくは9.0〜10.5%とされる。なお、本発明に係る伸び率は、JIS P 8113(2006)に規定される2プライでの「引張破断伸び」である。伸び率の測定は、2プライの状態でミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定することができる。
【0024】
すなわち、本発明のティシュペーパーは、クレープ数が多くかつクレープの高さが低く緻密なクレープ構造を有し、汎用ティシューに必要な強度等の特性を有しつつ滑らかさが向上されているのである。なお、従来のティシュペーパーでは、伸び率が低い場合、すなわち単にクレープ数が少なくクレープ高さが低い場合には、引張強度が低下しやすくなるが、本発明のティシュペーパーのクレープ構造では、必要な引張強度が十分に確保できる。
【0025】
他方、本発明に係るティシュペーパーのMMDは、6.3〜8.6である。この範囲は、従来、汎用ティシューよりも低い。なおMMDは表面の滑らかさを表す指標で、特に表面に薬液が塗布されていないティシューにおいては実際の感じ方との相関が高い。MMDの測定は、2プライの状態で外面を測定する。
【0026】
なお、MMD(摩擦係数の平均偏差)はKES法により、JIS P 8111に規定される条件下でカトーテック株式会社製「摩擦感テスター KES SE」を用いて測定する。手順は、MD方向又はCD方向に20g/cmの張力を付与した試料(ティシュペーパー)の表面に対して、直径0.5mmのピアノ線を20本並べて10×10mm面上に巻いた接触子を、25gの接触圧で接触させながら張力が付与された方向に速度0.1cm/sで2cm移動させて行なう。測定はMD方向、CD方向に各5回行い、それらの測定値の平均値を100倍した値をMMDの値とする。
【0027】
他方、本発明に係るティシュペーパーでは、脂肪酸化合物含有量が0.010〜0.200質量%であるのが望ましい。脂肪酸化合物、すなわち油性成分を含有するティシュペーパーは、柔らかさに優れる。なお、汎用ティシューでは、背景技術の欄でも述べたが品質を重視する商品と価格を重視する商品とがあり、品質を重視する商品では内添型柔軟剤が使用されることが多い。係る内添型柔軟剤を用いた場合、ティシュペーパーの脂肪酸含有量が概ね上記範囲になる。なお、脂肪酸化合物含有量は、ソックスレー抽出法により抽出して、高速液体クロマトグラフィーにより定量する。
【0028】
さらに、本発明のティシュペーパーは、好ましくMD方向の水分の拡散性が34mm以下、より好ましくは33mm以下である。本発明のティシュペーパーは、記クレープ構造を採ることにより滑らかさが向上されたものであるが、副次的な効果としてMD方向の水分の拡散性が小さくなる効果を奏する。水分拡散性が小さい場合には、水分を吸収してもクレープが崩れがたく、また水分を拭取り可能な面積を多くとれる。よって水分の拭取り作業性、汚液の拭取り性が向上する。特に本発明は汎用ティシューでは係る効果は重要である。なお、本発明のティシュペーパーは、密度、坪量などの汎用ティシュペーパーの範囲であるため吸水量、吸水速度が過度に低下するようなことはない。
【0029】
ここで、水分の拡散性は、試料となるティシュペーパーを折り目に従って二つ折りにした後、これを高さ130mm×直径70mmの3脚の上面開口を塞ぐようにしてティシュペーパーがゆがまないようにしてクリップなどで固定したうえで、紙面5mm上から0.15gの水をピペット(Pipette Guy(リキッドハンドリング用デジタルマイクロピペット アズワン株式会社製)を用い滴下し、10秒後の水が拡散した範囲をMD方向とCD方向の長さとして計測する。
【0030】
次いで、本発明の特徴的なクレープ構造のティシュペーパーの製法についても図2を参照しながら説明する。本発明のティシュペーパーは、抄紙原料を抄紙設備で抄紙する抄紙工程、抄紙工程で製造された原紙をプライマシンで積層して2プライ構造とする積層工程を経て、適宜のインターフォルダーで折り畳み工程、箱詰め製品化工程を経て製品化する一連のティシュペーパー製造工程に基づいて製造することができるが、抄紙工程におけるクレープ付与時には従来法にない特徴がある。
【0031】
抄紙原料は、原料パルプに適宜既知の薬剤を添加したものであり、その原料パルプは、限定はされないが、針葉樹パルプと広葉樹パルプとで構成されているのがよい。特に、バージンパルプのNBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)であるのが望ましい。その場合の配合割合(JIS P 8120)としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜40:60が本発明の所望の表面特性のティシュペーパーとしやすい。
【0032】
抄紙原料中の添加剤としては、柔らかさを向上させるために少なくとも内添型の柔軟剤と、汎用ティシューに必要な湿潤紙力を確保するために湿潤紙料剤は用いるのが望ましい。
【0033】
本発明のティシュペーパーを製造するにあたっては、特に図2に示すように、ヤンキードライヤ10からクレーピンドクター20によりティシュペーパー原紙を引き剥がすクレープ付与の際に以下のようにして特徴的に行なう。
【0034】
まず、クレーピングドクター20の材質をセラミック又は刃先をセラミックコーティングした硬質スチール製のものとする。係る材質とすることで摩耗が低減され後述の条件でのクレープ付与が効果的に行えるようになる。また、クレーピングドクター20を上記セラミック等として後述の条件でクレープ付与を行なうと、理由は定かではないが一つのクレープ(皺)のCD方向の長さも短くなり、CD方向にも緻密なクレープが付与される。これにより、極めて滑らかさに優れたティシュペーパーが製造される。なお、クレーピングドクターの材質をスチール製としても摩耗が発生しない初期や低速操業であれば本発明にかかるクレープ構造のティシュペーパーを製造することができるが、安定的に長時間継続的に効率よく製造するにはセラミックコートしたものであるのが望ましい。
【0035】
また、クレープ付与時のクレープ率は、17.5%以下、より好ましくは15%以下とする。このクレープ率とすることで、クレープの高さが過度に高まることがなく滑らかさが低下しない。ここでのクレープ率は次のように定義する。クレープ率:((ヤンキードライヤの周速)−(巻き取りリールの周速))/(ヤンキードライヤの周速)×100。
【0036】
次に、クレーピングドクター20の刃先角度(図2中Aで示す部分の角度)を70〜90°、好ましくは75〜85°とする。また、クレーピングドクター20のアングル角度(ベベル角とも称される図2中Bで示す部分の角度)を15〜20°、好ましくは16〜18とする。クレーピングドクター20の刃先長さ(スティックアウトとも称されクレーピングドクターを支持するホルダより突出する部分の長さをいう)は、30mm以下、好ましくは25〜28mmとする。
【0037】
上記製造方法により本発明に係る特徴的なMD方向のクレープ数が多くかつ伸び率の低いティシュペーパーが製造できるのは定かではないが、クレープ付与時にクレーピングドクターのぶれが小さく、また、スラインディング摩耗とインパクト摩耗が効果的に抑制或いはバランス良く発生することによると推測される。すなわち、上記クレープ付与の条件は、インパクト摩耗、スライディング摩耗が耐熱性、摩耗性に優れるセラミック等の材質のクレーピングドクターを用いることで摩耗自体が生じ難くなるともに、その材質と相まって上記条件で付与するとスラインディング摩耗とインパクト摩耗の何れかの摩耗のみが過度に進行せず、両摩耗がバランス良く緩やかに進行するために安定的に緻密なクレープが付与できると考えられる。なお、スライディング摩耗とは、ベベル面21がドライヤーとの摩擦によって摩耗することであり、インパクト摩耗とはヤンキードライヤ10から引き剥がされた紙がクレーピングドクターの頂部22に当たることにより当該部分に起こる摩耗である。インパクト摩耗は、クレープを付与するクレープ紙においてに顕著となる問題であり、クレープ付与を行なわない洋紙製造では生じがたい摩耗である。
【0038】
なお、ヤンキードライヤの表面条件は、一般的汎用品製造時よりやや接着傾向とするほうが操業しやすい。また、線圧は適宜の設計事項であるが、従来既知の汎用ティシューの線圧とすることができる。
以上の製造方法を採ることで本発明に係るティシュペーパーが効率よく製造される。
【0039】
(試験例1)
次いで、本発明のティシュペーパー(実施例1〜3)と本発明とは異なるティシュペーパー(比較例1〜7)とについて柔らかさ、滑らかさ、しっとり感について官能評価を行なった。なお、比較例1は、従来の製造方法によりクレープ数を本発明の範囲外となるように製造したもの。比較例2〜7は、市販の汎用ティシューである。
表中の各例の物性・組成とともに評価結果を示す。なお、表中の各物性・組成の測定方法は、上記詳細な説明の欄にて記載した方法に基づいている。
また、評価は、比較例2(現在市販の高品質・ブランド重視のファーストラインの商品)の評価を標準「3」として、その比較例2より良いを「4」、その比較例2より非常に良いを「5」、比較例2より悪いを「2」、比較例2より非常に悪いを「1」と評価した。被験者は30人とし、表中の数値は少数点以下を四捨五入した値である。
また、表中のパルプ配合比のNはバージンパルプのNBKP(針葉樹クラフトパルプ)LはLBKP(広葉樹クラフトパルプ)を意味している。
【0040】
【表1】

【0041】
表1の結果から本発明に係るティシュペーパー(実施例1〜3)は、従来市販品等の比較例1〜7に比べて柔らかさ、滑らかさ、しっとり感において高評価となった。なお、ソフトネスの値に比して、本発明の実施例の柔らかさの評価が高いのは表面の滑らかさが向上したことにより、被験者が実際のソフトネスよりも柔らかさがあるように感じられたためと考えられる。
また、本発明の実施例、比較例とは米坪、紙厚、乾燥引張強度等については大差がなくいずれも汎用ティシューの範囲である。しかし、実際に市販品を含めクレープ数を測定した結果を見てみると本発明のティシュペーパーはクレープ数が42本/10mmあるのに対して、現在市販の汎用ティシューはいずれもクレープ数が42本/10mmを超えていない。また、本発明の実施例は他の比較例よりも伸び率が低い。比較例4、6はクレープ数は42本/10mmに近いが伸び率が高い。比較例4は伸び率が高いわりには滑らかさの評価は優れるが脂肪酸化合物含有量からして柔軟剤の効果によるものと思われる。対して、比較例6は伸び率が高く滑らかさは低い評価となっている。
この本試験の結果から、クレープ数が42本/10mmを超え、かつ、伸び率の低いティシュペーパーは従来なく、また、そのような構造を採る本発明のティシュペーパーは、滑らかさ等の評価に優れたものとなることが理解される。
また、MD方向の水分拡散性も比較例より小さく、拭取り性も向上しているといえる。
【0042】
(試験例2)
次に本発明に係るティシュペーパーの製造方法に関し、クレーピングドクターの材質についての試験も行なったので結果を下記に示す。クレープ付与条件を上記試験例1における実施例2の条件で10時間操業後に製造されるティシュペーパーのクレープの態様を撮影した。撮影画像を図3に示す。図3中(A)はセラミック製のクレーピングドクターを用いて製造したティシュペーパー表面の画像であり、図3中の(B)はスチール製のクレーピングドクターを用いて製造したティシュペーパー表面の画像である。(A)と(B)とを比較してみると、スチール製のクレーピングドクターにより製造したティシュペーパー(B)は、クレープが粗いのに対してセラミック製のクレーピングドクターを使用した製造したティシュペーパー(A)は、クレープがMD方向、CD方向ともに明らかに緻密になっている。このことからセラミック製のクレーピングドクターを用い所定条件でクレープ付与することにより本発明のティシュペーパーを10時間以上操業しても効果的に製造できるといえる。
【符号の説明】
【0043】
10…ヤンキードライヤ、20…クレーピングドクター、21…ベベル面、22…クレーピングドクターの頂部、T…クレーピングドクターとヤンキードライヤとの接点(接線)を通る面(接面)。
【技術分野】
【0001】
本発明は、ティシュペーパーに関する。
【背景技術】
【0002】
ティシュペーパーには、花粉症の流行時期に多数回繰り返して洟をかむのに特に適した、保湿剤、柔軟剤などの薬液を塗布して表面の滑らかさを向上させた保湿ティシュー(ローションティシューなどとも称される)と、洟をかむ際のほか、肌の清拭、埃、塵、液体の拭取りなど日常的に汎用的に使われる、薬液を塗布しない安価な汎用ティシュー(汎用品或いは汎用タイプとも称される)とがある。
【0003】
また、汎用ティシューのなかにも、ブランド・品質を重視した米坪12〜13g/m2の商品(ファーストライン)と、特に低価格であることを重視した米坪10〜11g/m2の商品(セカンドライン)とが存在する。
【0004】
ここで、汎用ティシューは、上記のとおり種々の多用に用いられるが、洟かみ、肌の清拭に使用される頻度は高い。したがって、汎用ティシューといえども、表面の滑らかさは極めて重要である。特に、上記ブランド・品質を重視した商品においては重要である。
【0005】
しかし、従来、汎用ティシューの品質向上は、限られた坪量、薬液非塗布といった条件のもと、内添柔軟剤を用いて紙力を低下させることにより主に柔らかさを増加させる手段が採られてきた。汎用ティシューに必要な紙力、柔らかさを要しつつ、安価に滑らかさを向上させることが難しく、柔らかさと滑らかさの双方に優れた汎用ティシューがなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許4619671号
【特許文献2】特公平7−16347
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の主たる課題は、柔らかさ、滑らかさに優れる汎用ティシューを提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決した本発明は以下のとおりである。
〔請求項1記載の発明〕
2プライのティシュペーパーであって、
1プライあたりの米坪が10.0〜13.0g/m2であり、
MD方向のクレープ数が42本/10mm〜60本/10mmであり、
MD方向の伸び率が9.0〜10.5%であり、
MMDが6.3〜8.6である、
ことを特徴とするティシュペーパー。
【0009】
〔請求項2記載の発明〕
脂肪酸化合物含有量が0.010〜0.200質量%である請求項1記載のティシュペーパー。
【0010】
〔請求項3記載の発明〕
MD方向の水の拡散性が34mm以下である請求項1又は2記載のティシュペーパー。
【発明の効果】
【0011】
以上の本発明によれば、柔らかさ、滑らかさに優れる汎用ティシューが提供される。
【図面の簡単な説明】
【0012】
【図1】本発明に係るティシュペーパーのクレープ数の測定方法を説明するための図である。
【図2】本発明に係るティシュペーパーの製造方法を説明するための図である。
【図3】本発明に係るティシュペーパーの製造方法を説明するための他の図である。
【発明を実施するための形態】
【0013】
本発明に係るティシュペーパーについて図面を参照しながら詳述する。
本発明のティシュペーパーは、表面の滑らかさを改善する保湿剤、柔軟剤等の水性、油性のローション薬液が塗布されていないものであり、所謂汎用タイプ、汎用品、汎用ティシューと称されるティシュペーパーである。なお、前記薬液は、保湿剤等の表面の滑らかさを向上させるべく塗布するもの以外の他の薬液まで排除する意味ではない。但し、汎用ティシューでは、なんらの薬液も塗布されていないのがコスト面で望ましい。
【0014】
他方、本発明に係るティシュペーパーのプライ数は2プライである。1プライでは使用に必要な強度を確保するのが難しく、また、両面の滑らかさを同様にし難くなる。また、3プライ以上では、汎用ティシューとしては厚すぎ使用の汎用性がなくなる。また、コスト高となり低価格である汎用ティシューとしては価格が高くなりすぎる。
【0015】
他方、本発明に係るティシュペーパーは、1プライあたりの米坪が10.0〜13.0g/m2、好ましくは、11.8〜12.7g/m2である。10.0〜13.0g/m2であると十分な強度を確保しつつ柔らかさ、滑らかさが発現する。また、十分に汎用ティシューとしてふさわしい米坪範囲である。また、特に、11.8〜12.7g/m2であると、汎用ティシューのなかでも品質・ブランドが重視される商品に適し、また、特にこの範囲の米坪であると滑らかさを向上させやすく、滑らかさが感じやすいティシュペーパーとなる。なお、本発明における米坪は、JIS P 8124に基づくものである。
【0016】
他方、本発明に係るティシュペーパーは、紙厚(2プライ)は105〜170μm、好ましくは135〜165μmである。紙厚(2プライ)が105〜170μmであると、柔らかさが感じられやすく、また、使用の汎用性に優れたものとなる。特に、135〜165μmの範囲では、厚み感があり高品質な感じが得られやすく、使用の汎用性にも優れる。なお、本発明における紙厚は、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定した値をいう。測定方法は、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0017】
他方、本発明に係るティシュペーパーの密度の好ましい範囲は、上記米坪及び紙厚さから算出される値〔密度=((米坪×2)/紙厚)〕〕の範囲であるが、特に好ましい密度の範囲は、0.150〜0.200g/cm3である。当該範囲は、水分の拭取り、洟かみなど吸液性に優れるものとなる。
【0018】
他方、本発明に係るティシュペーパーの好ましい乾燥引張強度は、MD方向(縦方向)が、180〜300cN/25mm、CD方向(横方向)が、80〜120cN/25mmである。本発明に係る乾燥引張強度は、JIS P 8113(1998)の引張試験方法に準じて測定した値である。なお、試料はJIS P 8111(1998)に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。
【0019】
他方、本発明に係るティシュペーパーは、好ましいソフトネスの値は1.3〜2.0cN/100mmである。このソフトネスの範囲であると汎用ティシューとして十分な柔らかさといえる。なお、本発明に係るソフトネスは、JIS L1096 E法に準じたハンドルオメータ法に基づいて測定する。但し、試験片は100mm×100mmの大きさとし、クリアランスは5mmで測定する。1プライで縦方向、横方向の各々5回ずつ測定し、その全10回の平均値を小数点2桁とし、cN/100mmを単位として表す。
【0020】
汎用ティシューと称されるものは、概ね上記のプライ数、米坪、密度。紙厚、乾燥引張強度、ソフトネスの範囲にある。本発明のティシュペーパーは、これら汎用ティシューにおけるプライ数、米坪、密度、紙厚、乾燥引張強度、ソフトネスの範囲にありながら、下記の特徴的なクレープ構造を有することで、滑らかさが向上されたものである。
【0021】
そのクレープ構造について説明すると、まず、本発明に係るティシュペーパーは、MD方向のクレープ数が42本/10mm以上60本/10mm以下である。好適には44本/10mm以上51本/10mm以下である。従来の汎用ティシューにおけるクレープ数は、多くとも42本を超えるようなものはない。なお、クレープ本数を60本/10mm以上とするのは製造上難しくなる。また、ローション薬液を塗布した薬液付与タイプのティシューは、薬液塗布時にクレープが伸ばされるため表面は滑らかであるがクレープ本数は汎用ティシューより少なくなる傾向にある。
【0022】
ここで、本発明におけるクレープ数とは、ティシュペーパー表面のMD方向で10mm間にあるクレープの山の数であり、以下のようにして測定することができる。まず、光学顕微鏡を用いてシート表面の拡大画像を撮影する。この際の拡大倍率は30倍程度あれば十分である。ここで、撮影に際しては、クレープの山を確認しやすくするために、シートの撮影面に対して90°となる側面方向からシートMD方向に向かって光を照射するのがよい。シート表面に光による陰影ができるため撮影画像からクレープを確認しやすくなる。次いで、撮影した画像からMD方向に原寸10mm間にあるクレープの山の数を目視にて計数する。測定値は、当該撮影した画像の任意の3カ所(3ライン)の平均値とする。なお、本手順により撮影した画像は図1のようなものとなり、任意の各箇所(図中i〜iiiの各ライン上位置)のクレープ数の計数は容易に行える。
【0023】
なお、従来、クレープ数を多くするには製造時のクレープ率を高くすることが行なわれるが、単にそのようにすると一つのクレープが高くなり、伸び率が高まるとともに表面の滑らかさが低下する。しかし、本発明のティシュペーパーは後述の製造方法によってクレープ数が多いにもかかわらず、従来の汎用ティシューと比較して低い、伸び率9.0〜11.0%を達成する。より好ましくは9.0〜10.5%とされる。なお、本発明に係る伸び率は、JIS P 8113(2006)に規定される2プライでの「引張破断伸び」である。伸び率の測定は、2プライの状態でミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定することができる。
【0024】
すなわち、本発明のティシュペーパーは、クレープ数が多くかつクレープの高さが低く緻密なクレープ構造を有し、汎用ティシューに必要な強度等の特性を有しつつ滑らかさが向上されているのである。なお、従来のティシュペーパーでは、伸び率が低い場合、すなわち単にクレープ数が少なくクレープ高さが低い場合には、引張強度が低下しやすくなるが、本発明のティシュペーパーのクレープ構造では、必要な引張強度が十分に確保できる。
【0025】
他方、本発明に係るティシュペーパーのMMDは、6.3〜8.6である。この範囲は、従来、汎用ティシューよりも低い。なおMMDは表面の滑らかさを表す指標で、特に表面に薬液が塗布されていないティシューにおいては実際の感じ方との相関が高い。MMDの測定は、2プライの状態で外面を測定する。
【0026】
なお、MMD(摩擦係数の平均偏差)はKES法により、JIS P 8111に規定される条件下でカトーテック株式会社製「摩擦感テスター KES SE」を用いて測定する。手順は、MD方向又はCD方向に20g/cmの張力を付与した試料(ティシュペーパー)の表面に対して、直径0.5mmのピアノ線を20本並べて10×10mm面上に巻いた接触子を、25gの接触圧で接触させながら張力が付与された方向に速度0.1cm/sで2cm移動させて行なう。測定はMD方向、CD方向に各5回行い、それらの測定値の平均値を100倍した値をMMDの値とする。
【0027】
他方、本発明に係るティシュペーパーでは、脂肪酸化合物含有量が0.010〜0.200質量%であるのが望ましい。脂肪酸化合物、すなわち油性成分を含有するティシュペーパーは、柔らかさに優れる。なお、汎用ティシューでは、背景技術の欄でも述べたが品質を重視する商品と価格を重視する商品とがあり、品質を重視する商品では内添型柔軟剤が使用されることが多い。係る内添型柔軟剤を用いた場合、ティシュペーパーの脂肪酸含有量が概ね上記範囲になる。なお、脂肪酸化合物含有量は、ソックスレー抽出法により抽出して、高速液体クロマトグラフィーにより定量する。
【0028】
さらに、本発明のティシュペーパーは、好ましくMD方向の水分の拡散性が34mm以下、より好ましくは33mm以下である。本発明のティシュペーパーは、記クレープ構造を採ることにより滑らかさが向上されたものであるが、副次的な効果としてMD方向の水分の拡散性が小さくなる効果を奏する。水分拡散性が小さい場合には、水分を吸収してもクレープが崩れがたく、また水分を拭取り可能な面積を多くとれる。よって水分の拭取り作業性、汚液の拭取り性が向上する。特に本発明は汎用ティシューでは係る効果は重要である。なお、本発明のティシュペーパーは、密度、坪量などの汎用ティシュペーパーの範囲であるため吸水量、吸水速度が過度に低下するようなことはない。
【0029】
ここで、水分の拡散性は、試料となるティシュペーパーを折り目に従って二つ折りにした後、これを高さ130mm×直径70mmの3脚の上面開口を塞ぐようにしてティシュペーパーがゆがまないようにしてクリップなどで固定したうえで、紙面5mm上から0.15gの水をピペット(Pipette Guy(リキッドハンドリング用デジタルマイクロピペット アズワン株式会社製)を用い滴下し、10秒後の水が拡散した範囲をMD方向とCD方向の長さとして計測する。
【0030】
次いで、本発明の特徴的なクレープ構造のティシュペーパーの製法についても図2を参照しながら説明する。本発明のティシュペーパーは、抄紙原料を抄紙設備で抄紙する抄紙工程、抄紙工程で製造された原紙をプライマシンで積層して2プライ構造とする積層工程を経て、適宜のインターフォルダーで折り畳み工程、箱詰め製品化工程を経て製品化する一連のティシュペーパー製造工程に基づいて製造することができるが、抄紙工程におけるクレープ付与時には従来法にない特徴がある。
【0031】
抄紙原料は、原料パルプに適宜既知の薬剤を添加したものであり、その原料パルプは、限定はされないが、針葉樹パルプと広葉樹パルプとで構成されているのがよい。特に、バージンパルプのNBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)であるのが望ましい。その場合の配合割合(JIS P 8120)としては、NBKP:LBKP=20:80〜80:20がよく、特に、NBKP:LBKP=30:70〜40:60が本発明の所望の表面特性のティシュペーパーとしやすい。
【0032】
抄紙原料中の添加剤としては、柔らかさを向上させるために少なくとも内添型の柔軟剤と、汎用ティシューに必要な湿潤紙力を確保するために湿潤紙料剤は用いるのが望ましい。
【0033】
本発明のティシュペーパーを製造するにあたっては、特に図2に示すように、ヤンキードライヤ10からクレーピンドクター20によりティシュペーパー原紙を引き剥がすクレープ付与の際に以下のようにして特徴的に行なう。
【0034】
まず、クレーピングドクター20の材質をセラミック又は刃先をセラミックコーティングした硬質スチール製のものとする。係る材質とすることで摩耗が低減され後述の条件でのクレープ付与が効果的に行えるようになる。また、クレーピングドクター20を上記セラミック等として後述の条件でクレープ付与を行なうと、理由は定かではないが一つのクレープ(皺)のCD方向の長さも短くなり、CD方向にも緻密なクレープが付与される。これにより、極めて滑らかさに優れたティシュペーパーが製造される。なお、クレーピングドクターの材質をスチール製としても摩耗が発生しない初期や低速操業であれば本発明にかかるクレープ構造のティシュペーパーを製造することができるが、安定的に長時間継続的に効率よく製造するにはセラミックコートしたものであるのが望ましい。
【0035】
また、クレープ付与時のクレープ率は、17.5%以下、より好ましくは15%以下とする。このクレープ率とすることで、クレープの高さが過度に高まることがなく滑らかさが低下しない。ここでのクレープ率は次のように定義する。クレープ率:((ヤンキードライヤの周速)−(巻き取りリールの周速))/(ヤンキードライヤの周速)×100。
【0036】
次に、クレーピングドクター20の刃先角度(図2中Aで示す部分の角度)を70〜90°、好ましくは75〜85°とする。また、クレーピングドクター20のアングル角度(ベベル角とも称される図2中Bで示す部分の角度)を15〜20°、好ましくは16〜18とする。クレーピングドクター20の刃先長さ(スティックアウトとも称されクレーピングドクターを支持するホルダより突出する部分の長さをいう)は、30mm以下、好ましくは25〜28mmとする。
【0037】
上記製造方法により本発明に係る特徴的なMD方向のクレープ数が多くかつ伸び率の低いティシュペーパーが製造できるのは定かではないが、クレープ付与時にクレーピングドクターのぶれが小さく、また、スラインディング摩耗とインパクト摩耗が効果的に抑制或いはバランス良く発生することによると推測される。すなわち、上記クレープ付与の条件は、インパクト摩耗、スライディング摩耗が耐熱性、摩耗性に優れるセラミック等の材質のクレーピングドクターを用いることで摩耗自体が生じ難くなるともに、その材質と相まって上記条件で付与するとスラインディング摩耗とインパクト摩耗の何れかの摩耗のみが過度に進行せず、両摩耗がバランス良く緩やかに進行するために安定的に緻密なクレープが付与できると考えられる。なお、スライディング摩耗とは、ベベル面21がドライヤーとの摩擦によって摩耗することであり、インパクト摩耗とはヤンキードライヤ10から引き剥がされた紙がクレーピングドクターの頂部22に当たることにより当該部分に起こる摩耗である。インパクト摩耗は、クレープを付与するクレープ紙においてに顕著となる問題であり、クレープ付与を行なわない洋紙製造では生じがたい摩耗である。
【0038】
なお、ヤンキードライヤの表面条件は、一般的汎用品製造時よりやや接着傾向とするほうが操業しやすい。また、線圧は適宜の設計事項であるが、従来既知の汎用ティシューの線圧とすることができる。
以上の製造方法を採ることで本発明に係るティシュペーパーが効率よく製造される。
【0039】
(試験例1)
次いで、本発明のティシュペーパー(実施例1〜3)と本発明とは異なるティシュペーパー(比較例1〜7)とについて柔らかさ、滑らかさ、しっとり感について官能評価を行なった。なお、比較例1は、従来の製造方法によりクレープ数を本発明の範囲外となるように製造したもの。比較例2〜7は、市販の汎用ティシューである。
表中の各例の物性・組成とともに評価結果を示す。なお、表中の各物性・組成の測定方法は、上記詳細な説明の欄にて記載した方法に基づいている。
また、評価は、比較例2(現在市販の高品質・ブランド重視のファーストラインの商品)の評価を標準「3」として、その比較例2より良いを「4」、その比較例2より非常に良いを「5」、比較例2より悪いを「2」、比較例2より非常に悪いを「1」と評価した。被験者は30人とし、表中の数値は少数点以下を四捨五入した値である。
また、表中のパルプ配合比のNはバージンパルプのNBKP(針葉樹クラフトパルプ)LはLBKP(広葉樹クラフトパルプ)を意味している。
【0040】
【表1】
【0041】
表1の結果から本発明に係るティシュペーパー(実施例1〜3)は、従来市販品等の比較例1〜7に比べて柔らかさ、滑らかさ、しっとり感において高評価となった。なお、ソフトネスの値に比して、本発明の実施例の柔らかさの評価が高いのは表面の滑らかさが向上したことにより、被験者が実際のソフトネスよりも柔らかさがあるように感じられたためと考えられる。
また、本発明の実施例、比較例とは米坪、紙厚、乾燥引張強度等については大差がなくいずれも汎用ティシューの範囲である。しかし、実際に市販品を含めクレープ数を測定した結果を見てみると本発明のティシュペーパーはクレープ数が42本/10mmあるのに対して、現在市販の汎用ティシューはいずれもクレープ数が42本/10mmを超えていない。また、本発明の実施例は他の比較例よりも伸び率が低い。比較例4、6はクレープ数は42本/10mmに近いが伸び率が高い。比較例4は伸び率が高いわりには滑らかさの評価は優れるが脂肪酸化合物含有量からして柔軟剤の効果によるものと思われる。対して、比較例6は伸び率が高く滑らかさは低い評価となっている。
この本試験の結果から、クレープ数が42本/10mmを超え、かつ、伸び率の低いティシュペーパーは従来なく、また、そのような構造を採る本発明のティシュペーパーは、滑らかさ等の評価に優れたものとなることが理解される。
また、MD方向の水分拡散性も比較例より小さく、拭取り性も向上しているといえる。
【0042】
(試験例2)
次に本発明に係るティシュペーパーの製造方法に関し、クレーピングドクターの材質についての試験も行なったので結果を下記に示す。クレープ付与条件を上記試験例1における実施例2の条件で10時間操業後に製造されるティシュペーパーのクレープの態様を撮影した。撮影画像を図3に示す。図3中(A)はセラミック製のクレーピングドクターを用いて製造したティシュペーパー表面の画像であり、図3中の(B)はスチール製のクレーピングドクターを用いて製造したティシュペーパー表面の画像である。(A)と(B)とを比較してみると、スチール製のクレーピングドクターにより製造したティシュペーパー(B)は、クレープが粗いのに対してセラミック製のクレーピングドクターを使用した製造したティシュペーパー(A)は、クレープがMD方向、CD方向ともに明らかに緻密になっている。このことからセラミック製のクレーピングドクターを用い所定条件でクレープ付与することにより本発明のティシュペーパーを10時間以上操業しても効果的に製造できるといえる。
【符号の説明】
【0043】
10…ヤンキードライヤ、20…クレーピングドクター、21…ベベル面、22…クレーピングドクターの頂部、T…クレーピングドクターとヤンキードライヤとの接点(接線)を通る面(接面)。
【特許請求の範囲】
【請求項1】
2プライのティシュペーパーであって、
1プライあたりの米坪が10.0〜13.0g/m2であり、
MD方向のクレープ数が42本/10mm〜60本/10mmであり、
MD方向の伸び率が9.0〜10.5%であり、
MMDが6.3〜8.6である、
ことを特徴とするティシュペーパー。
【請求項2】
脂肪酸化合物含有量が0.010〜0.200質量%である請求項1記載のティシュペーパー。
【請求項3】
MD方向の水の拡散性が34mm以下である請求項1又は2記載のティシュペーパー。
【請求項1】
2プライのティシュペーパーであって、
1プライあたりの米坪が10.0〜13.0g/m2であり、
MD方向のクレープ数が42本/10mm〜60本/10mmであり、
MD方向の伸び率が9.0〜10.5%であり、
MMDが6.3〜8.6である、
ことを特徴とするティシュペーパー。
【請求項2】
脂肪酸化合物含有量が0.010〜0.200質量%である請求項1記載のティシュペーパー。
【請求項3】
MD方向の水の拡散性が34mm以下である請求項1又は2記載のティシュペーパー。
【図2】

【図1】
【図3】
【図1】
【図3】
【公開番号】特開2013−111161(P2013−111161A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258761(P2011−258761)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]