
テンプレート洗浄装置
【課題】テンプレートの洗浄時間を短縮できるテンプレート洗浄装置を提供すること。
【解決手段】実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段10を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段10により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段12を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段12により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段13を具備する。
【解決手段】実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段10を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段10により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段12を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段12により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段13を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、インプリントに使用されたテンプレートを洗浄するためのテンプレート洗浄装置に関する。
【背景技術】
【0002】
近年、インプリントを用いたパターン形成方法が注目されている。このパターン形成方法では、テンプレートと呼ばれる原版が使用される。テンプレートの表面(パターン面)には、被加工基板上に形成するべきパターンに対応する凹凸パターンと、テンプレートと被加工基板との位置合わせ(アライメント)に利用されるパターン(アライメントマーク)などが形成されている。
【0003】
半導体リソグラフィーへの適用が最も期待されるインプリントの一つとしては光インプリトがある。光インプリントを用いたパターン形成方法は以下の工程を含む。
【0004】
すなわち、被加工基板の表面上に液状の光硬化性樹脂を塗布する工程と、被加工基板の表面とテンプレートの表面(パターン面)とを位置合わせする工程と、液状の光硬化性樹脂にテンプレートのパターン面を接触させ、毛細管現象によってパターン面の凹部内に液状の光硬化性樹脂が浸透するように一定時間保持する工程と、光照射により光硬化性樹脂を硬化する工程と、硬化した光硬化性樹脂(樹脂パターン)からテンプレートを離す工程(離型)と、樹脂パターンをマスクにして被加工基板をエッチングする工程とを含む。
【0005】
上記のパターン形成方法は、硬化した光硬化性樹脂(樹脂パターン)からテンプレートを離す工程の後に、テンプレートの凹凸パターンに光硬化性樹脂(付着物)が付着した状態が生じうる。そのため、テンプレートを洗浄する必要がある。
【0006】
しかし、現状のテンプレート洗浄装置を用いたテンプレートの洗浄は、スループットの点で問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−200318号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、テンプレートの洗浄時間を短縮できるテンプレート洗浄装置を提供することにある。
【課題を解決するための手段】
【0009】
実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段を具備する。
【図面の簡単な説明】
【0010】
【図1】テンプレートの一例を模式的に示す図である。
【図2】付着物が付着したテンプレートを模式的に示す図である。
【図3】実施形態のテンプレート洗浄装置を模式的に示す図である。
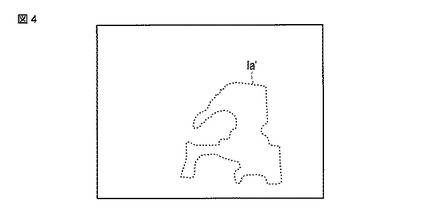
【図4】光学顕微鏡の明視野像観測により取得されたイメージを模式的に示す図である。
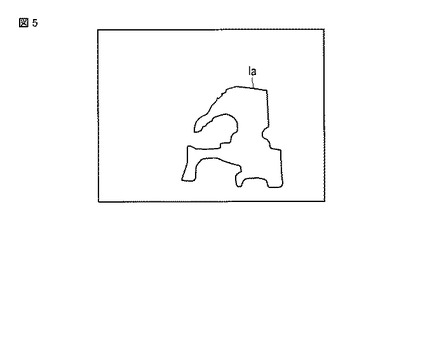
【図5】光学顕微鏡の暗視野像観測により取得されたイメージを模式的に示す図である。
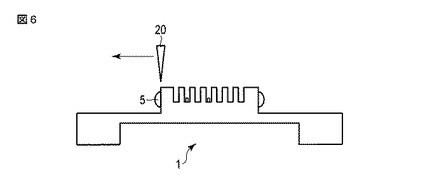
【図6】原子間力顕微鏡(AFM)によりイメージを取得する様子を示す図である。
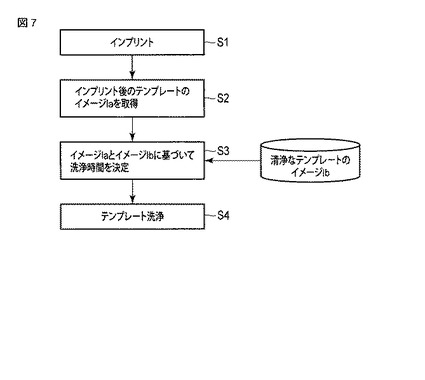
【図7】実施形態のテンプレート洗浄装置を用いたテンプレート洗浄方法を説明するためのフローチャートである。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら実施形態を説明する。
【0012】
(第1の実施形態)
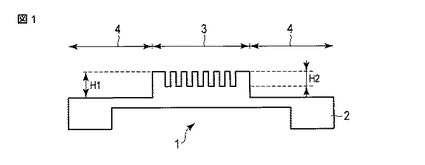
図1は、実施形態が適用されるテンプレート1の一例を模式的に示す図である。本実施形態では、テンプレート1は、光インプリントに使用されるものとして説明する。
【0013】
テンプレート1は、透明基板2と、透明基板2の主面(光が照射される面と反対側の面)に設けられ、凹部および凸部を含む凹凸パターン3と、凹凸パターン3の周囲に形成された溝部4とを具備する。
【0014】
透明基板2の母材は、例えば、石英である。凹凸パターン3は、被加工基板上に形成するべきデバイスパターンに対応するパターン(メインパターン)を含む。凹凸パターン3は、さらにアライメントマークを構成する凹部および凸部(不図示)も含む。
【0015】
溝部4の深さD1は、凹凸パターン3の凹部の深さ(パターン深さ)D2よりも大きい(D1>D2)。溝部4の側面の下側は、実際には、平らではなく曲面であるが、簡単のため、溝部4の側面の全体を平面で示してある。
【0016】
溝部4の目的は被加工基板上に塗布された液状の光硬化性樹脂にテンプレート1の凹凸パターン3の接触させるときに、テンプレート1の凹凸パターン3以外の部分と被加工基板上に既に形成された樹脂パターンとの接触を避けるためである。
【0017】
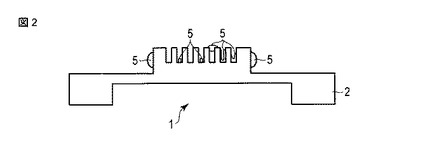
テンプレート洗浄において、付着物(例えば、光硬化性樹脂)を除去するために洗浄に時間をかける必要がある。洗浄時間は付着物の量に依存する。図2に示すように、付着物5は、凹凸パターン3内だけでなく、溝部4の側面にも付着する。特に、主面の上から見て、凹凸パターン3と溝4との境界に相当する部分の側面(境界側側面)に多くの付着物5が付着する。凹凸パターン3が液状硬化性樹脂と接触するからである。透明基板2の主面(上面)とその横にある溝部4の側面とで規定される凸状の部位をメサ部というなら、メサ部の側面に多くの付着物5が付着するといえる。付着物5は、汚染物の一つである。
【0018】
半導体デバイス作製に用いられるテンプレート1のパターン深さD2は、精々数百ナノメートルである。それに対して、溝部4の深さD1は、数十マイクロメートルと非常に大きい。そのため、凹凸パターン3よりも溝部4の方が付着物5の量は多く、特に、溝部4の側面(特に境界側側面)に多くの量の付着物5が付着する。したがって、洗浄時間としては、溝部4の側面に付着した付着物5を除去するために必要な時間が採用される。
【0019】
今までの洗浄時間は、凹凸パターン3内の付着物を除去するために必要な時間を洗浄基準時間(Tref)とし、深さD1とパターン深さD2とを比較して洗浄基準時間Trefに倍数(n)を掛け(n・Tref)、そこに安全係数(α)を掛けて洗浄時間(α・n・Tref)を決定していた。
【0020】
従来は、付着物の量は分からないので、安全係数はかなり大きめに見積もっている。そのため、上記のようにして決定した洗浄時間(α・n・Tref)は、溝部4の側面に付着した付着物を除去するために必要な時間よりも長くなっていることが多く、スループットの低下を招いていた。また、洗浄時間の増大は凹凸パターン3を破損するリスクも増大し、デバイス作製の遅延、および、コスト増大の問題となっている。
【0021】
そこで、本実施形態では、図3に示された構成を具備するテンプレート洗浄装置を用いてテンプレート洗浄を行う。
【0022】
本実施形態のテンプレート洗浄装置は、
図1のテンプレート1の溝部4のイメージを取得するためのイメージ取得ユニット10と、
予め取得しておいた基準イメージIbが格納された記憶ユニット11と、
イメージ取得ユニット10により取得された溝部4のイメージIaと、記憶ユニット12に格納された基準イメージIbとを比較して、テンプレート1の洗浄時間を決定する機能を含む洗浄時間決定ユニット12と、
洗浄時間決定ユニット12により決定された洗浄時間Tに基づいて、テンプレート1を洗浄するための洗浄ユニット13とを具備する。
【0023】
本実施形態のテンプレート洗浄装置は、さらに図示しない制御装置を具備する。この制御装置は、各ユニット10,11,12,13の動作を制御する制御中枢として機能する。上記制御装置は、例えば、CPU、記憶装置、入出力装置等を備え、プログラムに基づいて、各ユニット10,11,12,13を所定通りに制御するためのコンピュータ等により実現される。
【0024】
イメージ取得ユニット10は、溝部4の全体のイメージ、または、溝部4の側面のイメージを取得しても構わない。ただし、上記の通り、付着物5は溝部4の側面に多く付着するので、側面のイメージを取得しておけば、一般には、十分である。また、側面のイメージに限定することにより、イメージの取得時間を短縮でき、スループットを向上できるという効果も期待できる。
【0025】
イメージ取得ユニット10は、例えば、溝部4の二次元イメージを取得するデバイスを含む。例えば、この種のデバイスとしては、例えば、光学顕微鏡があげられる。光学顕微鏡を用いる場合、イメージ取得ユニット10は、光学顕微鏡による暗視野像観測(暗視野照明を用いた光学顕微鏡による観測)に基づいて、溝部4のイメージ(画像)を取得する。
【0026】
暗視野像観測とする理由は、明視野像観測の場合には、図4に示すように、輪郭が不鮮明なイメージIa’しか取得できなかったが、暗視野像観測の場合には、図5に示すように、輪郭が鮮明なイメージIaを取得できることが、本発明者の鋭意研究により、明らかになったからである。なお、図5において、SはイメージIaの面積を示している。
【0027】
イメージ取得ユニット10は、溝部4の二次元イメージを取得するデバイスの代わりに、溝部4の三次元イメージを取得するデバイスを含んでいても構わない。この種のデバイスとしては、例えば、原子間力顕微鏡(AFM)があげられる。図6に、AFMによりイメージを取得する様子を示す。図6において、参照符号20は、AFMのカンチレバーを示している。カンチレバー20を走査し、溝部4の側面を含む領域上の付着物5のイメージを取得する。
【0028】
予め取得しておいた基準イメージIbは、清浄なテンプレートの溝部の側面を含む領域のイメージである。光学顕微鏡を用いてテンプレート1のイメージを取得する場合、清浄なテンプレートのイメージも光学顕微鏡を用いて取得する。同様に、AFMを用いてテンプレート1のイメージを取得する場合、清浄なテンプレートのイメージもAFMを用いて取得する。すなわち、一般には、同じデバイスを用いてテンプレート1および清浄なテンプレートのイメージを取得する。
【0029】
清浄なテンプレートは、洗浄の対象であるテンプレート1と同じ形状および寸法を有する。清浄なテンプレートの溝部のイメージは、例えば、一度もインプリントに使用されていないときのテンプレート1の溝部のイメージである。また、清浄なテンプレートの溝部のイメージは、インプリントに使用されたが、洗浄により清浄された状態のテンプレート1の溝部のイメージでも構わない。
【0030】
記憶ユニット11は、例えば、記憶デバイスとして、半導体メモリまたはハードディスクを具備する。記憶デバイスに記憶された基準イメージIbは、洗浄時間決定ユニット12が参酌できるように読み出し可能となっている。
【0031】
実施形態のテンプレート洗浄装置を用いたテンプレート洗浄方法について、図7のフローチャートを用いて説明する。
【0032】
[ステップS1]
周知のインプリントプロセスに従い、テンプレート1の凹凸パターン3を、被加工基板上の光硬化性樹脂に転写する。
【0033】
より詳細には、ステップS1は、被加工基板の表面上に液状の光硬化性樹脂を塗布すること、被加工基板の表面とテンプレート1の表面(凹凸パターン3)とを位置合わせすること、液状の光硬化性樹脂にテンプレート1の表面を接触させ、毛細管現象によって凹凸パターン3の凹部内に液状の光硬化性樹脂が浸透するように一定時間保持すること、光照射により光硬化性樹脂を硬化すること、硬化した光硬化性樹脂(樹脂パターン)からテンプレート1を離すこと(離型)を含む。本実施形態、この離型後のテンプレート1を洗浄することになる。なお、インプリントプロセスとしては、離型後に、樹脂パターンをマスクにして被加工基板をエッチングすることが続く。
【0034】
[ステップS2]
図3のイメージ取得ユニット10を用いて、離型後のテンプレート1の溝部4の側面を含む領域のイメージ(取得イメージ)Iaを取得する。
【0035】
[ステップS3]
図3の記憶ユニット11に格納された基準イメージIbが読み出され、洗浄時間決定ユニット12は、取得イメージIaと基準イメージIbとを比較して、洗浄時間を決定する。以下、洗浄時間の決定方法について、さらに説明する。
【0036】
テンプレート1の溝部4の側面における付着物の量は、取得イメージIaと基準イメージIbとを比較することにより推定することができる。光学顕微鏡によりイメージを取得する場合であれば、例えば、図5に示したイメージIaの面積Sと、付着物の量との間には、正の相関関係があると考えられる。すなわち、面積Sが大きいほど、付着物の量は多くなると考えられる。
【0037】
そこで、面積S1から付着物の量を見積もる計算式をシミュレーションや実測等により予め求め、その求めた計算式に対応するプログラムを洗浄時間決定ユニット12に組み込む。さらに、イメージ取得ユニット10にて取得されたイメージIaから面積Sを見積もるプログラムを洗浄時間決定ユニット12に組み込む。
【0038】
これにより、イメージ取得ユニット10にて取得されたイメージIaから面積Sを見積もり、この見積もった面積S1から付着物の量を見積もることができる。
【0039】
同様に、付着物の量と洗浄時間との間にも、正の相関関係があると考えられる。すなわち、付着物の量が多いほど、洗浄時間は長くなると考えられる。
【0040】
そこで、付着物の量から洗浄時間を見積もる計算式をシミュレーションや実測等により予め求め、その求めた計算式に対応するプログラムを洗浄時間決定ユニット12に組み込む。
【0041】
これにより、上記の見積もった付着物の量から洗浄時間を見積もること、すなわち、洗浄時間を決定することが可能となる。
【0042】
なお、面積S1から付着物の量を見積もる計算式の代わりに、面積S1と付着物の量との対応関係を表すテーブルを洗浄時間決定ユニット12に組み込んでも構わない。テーブルに載っていない面積については、例えば、テーブルの中から当該面積に最も近い面積に対応する付着物の量を選択する。
【0043】
同様に、イメージIaと面積Sとの対応関係を表すテーブルや、付着物の量と洗浄時間との関係を表すテーブルを洗浄時間決定ユニット12に組み込んでも構わない。
【0044】
AFMによりイメージを選択する場合も同様に、洗浄時間は決定される。
【0045】
[ステップS4]
図3の洗浄時間決定ユニット12にて決定された洗浄時間Tが洗浄ユニット13に送られ、洗浄時間Tに基づいて、洗浄ユニット13は、テンプレート1を洗浄する。洗浄ユニット13によるテンプレート1の洗浄時間は、必ずしも、洗浄時間Tと等しいわけではない。例えば、洗浄ユニット13によるテンプレート1の洗浄後に、テンプレート1を検査して洗浄が不十分であることが分かった場合、洗浄ユニット13の洗浄時間を洗浄時間Tよりも長く設定する可能性があるからである。
【0046】
なお、洗浄ユニット13に検査結果を反映する代わりに、洗浄時間決定ユニット12に検査結果を反映しても構わない。この場合、洗浄ユニット13の洗浄時間はTに等しくなる。
【0047】
以上述べたように本実施形態では、テンプレート1の溝部4の側面における付着物5の量に基づいて、洗浄時間Tを決定している。従来は、テンプレート1の凹凸パターン2上の付着物5の量から洗浄時間(α・n・Tref)を推定している。したがって、本実施形態によれば、溝部4の付着物5を除去するために必要な洗浄時間を、従来より正確に決定することができる。これにより、洗浄時間の増大を抑制でき、スループットの低下を抑制できるようになる。また、洗浄時間の増大を抑制できることから、凹凸パターン3を破損するリスクの増大、デバイス作製の遅延、および、コスト増大も抑制できるようになる。
【0048】
なお、上記の通り、実施形態の洗浄時間決定ユニット12は、取得イメージIaと基準イメージIbとを比較して洗浄時間を決定する機能(第1の機能)を含むが、さらに、以下のような機能(第2の機能)を含んでいても構わない。
【0049】
すなわち、第2の機能は、洗浄時間決定ユニット12は、一度または何度か、取得イメージIaと基準イメージIbとを比較して、テンプレート1の洗浄時間Tを決定したら、次からは取得イメージIaと基準イメージIbとを比較せずに、テンプレート1の洗浄時間を決定するものである。
【0050】
第2の機能は、例えば、テンプレート1を用いて行われたインプリント(ステップS1)のプロセス条件を規定する一つまたは複数のパラメータに基づいて、テンプレート1の洗浄時間を決定する。
【0051】
より詳細には、第2の機能は、取得イメージIaと基準イメージIbとを比較して決定した洗浄時間Tに対応する洗浄時間を決定するための、上記一つまたは複数のパラメータを含む式を生成し、この式から洗浄時間Tに対応する洗浄時間を決定する。
【0052】
上記一つまたは複数のパラメータは、例えば、インクジェット方式による光硬化性樹脂の塗布(ショット)を繰り返して、被加工基板の複数の領域上に光硬化性樹脂を塗布する場合に必要な塗布の回数(光硬化性樹脂のショット数)、被加工基板上に滴下された光硬化性樹脂でテンプレートの凹凸パターンの凹部を埋め込むために、被加工基板とテンプレートとを接触させている時間(光硬化性樹脂の充填時間)および当該充填時間の経過後に光硬化性樹脂を硬化するためにテンプレートを介して光硬化性樹脂に光を照射している時間(光照射時間)の少なくとも一つを含む。一般に、ショット数が多いほど洗浄時間は長くなる。同様に、充填時間が長いほど洗浄時間は長くなり、光照射時間が長いほど洗浄時間は長くなる。このような傾向を考慮に入れて、例えば、APC(Advanced Parameter Control)の手法に基づき、上記式は生成される。
【0053】
なお、上記実施形態では光インプリトの場合におけるテンプレート洗浄装置について説明したが、本発明は、熱インプリトを含む他のタイプのインプリトの場合におけるテンプレート洗浄装置にも適用できる。
【0054】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0055】
1…テンプレート、2…透明基板、3…凹凸パターン、4…溝部、5…付着物、10…イメージ取得ユニット(イメージ取得手段)、11…記憶ユニット、12…洗浄時間決定ユニット(洗浄時間決定手段)、13…洗浄ユニット(洗浄手段)、20…カンチレバー、Ia…取得イメージ、Ib…基準イメージ。
【技術分野】
【0001】
本発明の実施形態は、インプリントに使用されたテンプレートを洗浄するためのテンプレート洗浄装置に関する。
【背景技術】
【0002】
近年、インプリントを用いたパターン形成方法が注目されている。このパターン形成方法では、テンプレートと呼ばれる原版が使用される。テンプレートの表面(パターン面)には、被加工基板上に形成するべきパターンに対応する凹凸パターンと、テンプレートと被加工基板との位置合わせ(アライメント)に利用されるパターン(アライメントマーク)などが形成されている。
【0003】
半導体リソグラフィーへの適用が最も期待されるインプリントの一つとしては光インプリトがある。光インプリントを用いたパターン形成方法は以下の工程を含む。
【0004】
すなわち、被加工基板の表面上に液状の光硬化性樹脂を塗布する工程と、被加工基板の表面とテンプレートの表面(パターン面)とを位置合わせする工程と、液状の光硬化性樹脂にテンプレートのパターン面を接触させ、毛細管現象によってパターン面の凹部内に液状の光硬化性樹脂が浸透するように一定時間保持する工程と、光照射により光硬化性樹脂を硬化する工程と、硬化した光硬化性樹脂(樹脂パターン)からテンプレートを離す工程(離型)と、樹脂パターンをマスクにして被加工基板をエッチングする工程とを含む。
【0005】
上記のパターン形成方法は、硬化した光硬化性樹脂(樹脂パターン)からテンプレートを離す工程の後に、テンプレートの凹凸パターンに光硬化性樹脂(付着物)が付着した状態が生じうる。そのため、テンプレートを洗浄する必要がある。
【0006】
しかし、現状のテンプレート洗浄装置を用いたテンプレートの洗浄は、スループットの点で問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−200318号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、テンプレートの洗浄時間を短縮できるテンプレート洗浄装置を提供することにある。
【課題を解決するための手段】
【0009】
実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段を具備する。
【図面の簡単な説明】
【0010】
【図1】テンプレートの一例を模式的に示す図である。
【図2】付着物が付着したテンプレートを模式的に示す図である。
【図3】実施形態のテンプレート洗浄装置を模式的に示す図である。
【図4】光学顕微鏡の明視野像観測により取得されたイメージを模式的に示す図である。
【図5】光学顕微鏡の暗視野像観測により取得されたイメージを模式的に示す図である。
【図6】原子間力顕微鏡(AFM)によりイメージを取得する様子を示す図である。
【図7】実施形態のテンプレート洗浄装置を用いたテンプレート洗浄方法を説明するためのフローチャートである。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら実施形態を説明する。
【0012】
(第1の実施形態)
図1は、実施形態が適用されるテンプレート1の一例を模式的に示す図である。本実施形態では、テンプレート1は、光インプリントに使用されるものとして説明する。
【0013】
テンプレート1は、透明基板2と、透明基板2の主面(光が照射される面と反対側の面)に設けられ、凹部および凸部を含む凹凸パターン3と、凹凸パターン3の周囲に形成された溝部4とを具備する。
【0014】
透明基板2の母材は、例えば、石英である。凹凸パターン3は、被加工基板上に形成するべきデバイスパターンに対応するパターン(メインパターン)を含む。凹凸パターン3は、さらにアライメントマークを構成する凹部および凸部(不図示)も含む。
【0015】
溝部4の深さD1は、凹凸パターン3の凹部の深さ(パターン深さ)D2よりも大きい(D1>D2)。溝部4の側面の下側は、実際には、平らではなく曲面であるが、簡単のため、溝部4の側面の全体を平面で示してある。
【0016】
溝部4の目的は被加工基板上に塗布された液状の光硬化性樹脂にテンプレート1の凹凸パターン3の接触させるときに、テンプレート1の凹凸パターン3以外の部分と被加工基板上に既に形成された樹脂パターンとの接触を避けるためである。
【0017】
テンプレート洗浄において、付着物(例えば、光硬化性樹脂)を除去するために洗浄に時間をかける必要がある。洗浄時間は付着物の量に依存する。図2に示すように、付着物5は、凹凸パターン3内だけでなく、溝部4の側面にも付着する。特に、主面の上から見て、凹凸パターン3と溝4との境界に相当する部分の側面(境界側側面)に多くの付着物5が付着する。凹凸パターン3が液状硬化性樹脂と接触するからである。透明基板2の主面(上面)とその横にある溝部4の側面とで規定される凸状の部位をメサ部というなら、メサ部の側面に多くの付着物5が付着するといえる。付着物5は、汚染物の一つである。
【0018】
半導体デバイス作製に用いられるテンプレート1のパターン深さD2は、精々数百ナノメートルである。それに対して、溝部4の深さD1は、数十マイクロメートルと非常に大きい。そのため、凹凸パターン3よりも溝部4の方が付着物5の量は多く、特に、溝部4の側面(特に境界側側面)に多くの量の付着物5が付着する。したがって、洗浄時間としては、溝部4の側面に付着した付着物5を除去するために必要な時間が採用される。
【0019】
今までの洗浄時間は、凹凸パターン3内の付着物を除去するために必要な時間を洗浄基準時間(Tref)とし、深さD1とパターン深さD2とを比較して洗浄基準時間Trefに倍数(n)を掛け(n・Tref)、そこに安全係数(α)を掛けて洗浄時間(α・n・Tref)を決定していた。
【0020】
従来は、付着物の量は分からないので、安全係数はかなり大きめに見積もっている。そのため、上記のようにして決定した洗浄時間(α・n・Tref)は、溝部4の側面に付着した付着物を除去するために必要な時間よりも長くなっていることが多く、スループットの低下を招いていた。また、洗浄時間の増大は凹凸パターン3を破損するリスクも増大し、デバイス作製の遅延、および、コスト増大の問題となっている。
【0021】
そこで、本実施形態では、図3に示された構成を具備するテンプレート洗浄装置を用いてテンプレート洗浄を行う。
【0022】
本実施形態のテンプレート洗浄装置は、
図1のテンプレート1の溝部4のイメージを取得するためのイメージ取得ユニット10と、
予め取得しておいた基準イメージIbが格納された記憶ユニット11と、
イメージ取得ユニット10により取得された溝部4のイメージIaと、記憶ユニット12に格納された基準イメージIbとを比較して、テンプレート1の洗浄時間を決定する機能を含む洗浄時間決定ユニット12と、
洗浄時間決定ユニット12により決定された洗浄時間Tに基づいて、テンプレート1を洗浄するための洗浄ユニット13とを具備する。
【0023】
本実施形態のテンプレート洗浄装置は、さらに図示しない制御装置を具備する。この制御装置は、各ユニット10,11,12,13の動作を制御する制御中枢として機能する。上記制御装置は、例えば、CPU、記憶装置、入出力装置等を備え、プログラムに基づいて、各ユニット10,11,12,13を所定通りに制御するためのコンピュータ等により実現される。
【0024】
イメージ取得ユニット10は、溝部4の全体のイメージ、または、溝部4の側面のイメージを取得しても構わない。ただし、上記の通り、付着物5は溝部4の側面に多く付着するので、側面のイメージを取得しておけば、一般には、十分である。また、側面のイメージに限定することにより、イメージの取得時間を短縮でき、スループットを向上できるという効果も期待できる。
【0025】
イメージ取得ユニット10は、例えば、溝部4の二次元イメージを取得するデバイスを含む。例えば、この種のデバイスとしては、例えば、光学顕微鏡があげられる。光学顕微鏡を用いる場合、イメージ取得ユニット10は、光学顕微鏡による暗視野像観測(暗視野照明を用いた光学顕微鏡による観測)に基づいて、溝部4のイメージ(画像)を取得する。
【0026】
暗視野像観測とする理由は、明視野像観測の場合には、図4に示すように、輪郭が不鮮明なイメージIa’しか取得できなかったが、暗視野像観測の場合には、図5に示すように、輪郭が鮮明なイメージIaを取得できることが、本発明者の鋭意研究により、明らかになったからである。なお、図5において、SはイメージIaの面積を示している。
【0027】
イメージ取得ユニット10は、溝部4の二次元イメージを取得するデバイスの代わりに、溝部4の三次元イメージを取得するデバイスを含んでいても構わない。この種のデバイスとしては、例えば、原子間力顕微鏡(AFM)があげられる。図6に、AFMによりイメージを取得する様子を示す。図6において、参照符号20は、AFMのカンチレバーを示している。カンチレバー20を走査し、溝部4の側面を含む領域上の付着物5のイメージを取得する。
【0028】
予め取得しておいた基準イメージIbは、清浄なテンプレートの溝部の側面を含む領域のイメージである。光学顕微鏡を用いてテンプレート1のイメージを取得する場合、清浄なテンプレートのイメージも光学顕微鏡を用いて取得する。同様に、AFMを用いてテンプレート1のイメージを取得する場合、清浄なテンプレートのイメージもAFMを用いて取得する。すなわち、一般には、同じデバイスを用いてテンプレート1および清浄なテンプレートのイメージを取得する。
【0029】
清浄なテンプレートは、洗浄の対象であるテンプレート1と同じ形状および寸法を有する。清浄なテンプレートの溝部のイメージは、例えば、一度もインプリントに使用されていないときのテンプレート1の溝部のイメージである。また、清浄なテンプレートの溝部のイメージは、インプリントに使用されたが、洗浄により清浄された状態のテンプレート1の溝部のイメージでも構わない。
【0030】
記憶ユニット11は、例えば、記憶デバイスとして、半導体メモリまたはハードディスクを具備する。記憶デバイスに記憶された基準イメージIbは、洗浄時間決定ユニット12が参酌できるように読み出し可能となっている。
【0031】
実施形態のテンプレート洗浄装置を用いたテンプレート洗浄方法について、図7のフローチャートを用いて説明する。
【0032】
[ステップS1]
周知のインプリントプロセスに従い、テンプレート1の凹凸パターン3を、被加工基板上の光硬化性樹脂に転写する。
【0033】
より詳細には、ステップS1は、被加工基板の表面上に液状の光硬化性樹脂を塗布すること、被加工基板の表面とテンプレート1の表面(凹凸パターン3)とを位置合わせすること、液状の光硬化性樹脂にテンプレート1の表面を接触させ、毛細管現象によって凹凸パターン3の凹部内に液状の光硬化性樹脂が浸透するように一定時間保持すること、光照射により光硬化性樹脂を硬化すること、硬化した光硬化性樹脂(樹脂パターン)からテンプレート1を離すこと(離型)を含む。本実施形態、この離型後のテンプレート1を洗浄することになる。なお、インプリントプロセスとしては、離型後に、樹脂パターンをマスクにして被加工基板をエッチングすることが続く。
【0034】
[ステップS2]
図3のイメージ取得ユニット10を用いて、離型後のテンプレート1の溝部4の側面を含む領域のイメージ(取得イメージ)Iaを取得する。
【0035】
[ステップS3]
図3の記憶ユニット11に格納された基準イメージIbが読み出され、洗浄時間決定ユニット12は、取得イメージIaと基準イメージIbとを比較して、洗浄時間を決定する。以下、洗浄時間の決定方法について、さらに説明する。
【0036】
テンプレート1の溝部4の側面における付着物の量は、取得イメージIaと基準イメージIbとを比較することにより推定することができる。光学顕微鏡によりイメージを取得する場合であれば、例えば、図5に示したイメージIaの面積Sと、付着物の量との間には、正の相関関係があると考えられる。すなわち、面積Sが大きいほど、付着物の量は多くなると考えられる。
【0037】
そこで、面積S1から付着物の量を見積もる計算式をシミュレーションや実測等により予め求め、その求めた計算式に対応するプログラムを洗浄時間決定ユニット12に組み込む。さらに、イメージ取得ユニット10にて取得されたイメージIaから面積Sを見積もるプログラムを洗浄時間決定ユニット12に組み込む。
【0038】
これにより、イメージ取得ユニット10にて取得されたイメージIaから面積Sを見積もり、この見積もった面積S1から付着物の量を見積もることができる。
【0039】
同様に、付着物の量と洗浄時間との間にも、正の相関関係があると考えられる。すなわち、付着物の量が多いほど、洗浄時間は長くなると考えられる。
【0040】
そこで、付着物の量から洗浄時間を見積もる計算式をシミュレーションや実測等により予め求め、その求めた計算式に対応するプログラムを洗浄時間決定ユニット12に組み込む。
【0041】
これにより、上記の見積もった付着物の量から洗浄時間を見積もること、すなわち、洗浄時間を決定することが可能となる。
【0042】
なお、面積S1から付着物の量を見積もる計算式の代わりに、面積S1と付着物の量との対応関係を表すテーブルを洗浄時間決定ユニット12に組み込んでも構わない。テーブルに載っていない面積については、例えば、テーブルの中から当該面積に最も近い面積に対応する付着物の量を選択する。
【0043】
同様に、イメージIaと面積Sとの対応関係を表すテーブルや、付着物の量と洗浄時間との関係を表すテーブルを洗浄時間決定ユニット12に組み込んでも構わない。
【0044】
AFMによりイメージを選択する場合も同様に、洗浄時間は決定される。
【0045】
[ステップS4]
図3の洗浄時間決定ユニット12にて決定された洗浄時間Tが洗浄ユニット13に送られ、洗浄時間Tに基づいて、洗浄ユニット13は、テンプレート1を洗浄する。洗浄ユニット13によるテンプレート1の洗浄時間は、必ずしも、洗浄時間Tと等しいわけではない。例えば、洗浄ユニット13によるテンプレート1の洗浄後に、テンプレート1を検査して洗浄が不十分であることが分かった場合、洗浄ユニット13の洗浄時間を洗浄時間Tよりも長く設定する可能性があるからである。
【0046】
なお、洗浄ユニット13に検査結果を反映する代わりに、洗浄時間決定ユニット12に検査結果を反映しても構わない。この場合、洗浄ユニット13の洗浄時間はTに等しくなる。
【0047】
以上述べたように本実施形態では、テンプレート1の溝部4の側面における付着物5の量に基づいて、洗浄時間Tを決定している。従来は、テンプレート1の凹凸パターン2上の付着物5の量から洗浄時間(α・n・Tref)を推定している。したがって、本実施形態によれば、溝部4の付着物5を除去するために必要な洗浄時間を、従来より正確に決定することができる。これにより、洗浄時間の増大を抑制でき、スループットの低下を抑制できるようになる。また、洗浄時間の増大を抑制できることから、凹凸パターン3を破損するリスクの増大、デバイス作製の遅延、および、コスト増大も抑制できるようになる。
【0048】
なお、上記の通り、実施形態の洗浄時間決定ユニット12は、取得イメージIaと基準イメージIbとを比較して洗浄時間を決定する機能(第1の機能)を含むが、さらに、以下のような機能(第2の機能)を含んでいても構わない。
【0049】
すなわち、第2の機能は、洗浄時間決定ユニット12は、一度または何度か、取得イメージIaと基準イメージIbとを比較して、テンプレート1の洗浄時間Tを決定したら、次からは取得イメージIaと基準イメージIbとを比較せずに、テンプレート1の洗浄時間を決定するものである。
【0050】
第2の機能は、例えば、テンプレート1を用いて行われたインプリント(ステップS1)のプロセス条件を規定する一つまたは複数のパラメータに基づいて、テンプレート1の洗浄時間を決定する。
【0051】
より詳細には、第2の機能は、取得イメージIaと基準イメージIbとを比較して決定した洗浄時間Tに対応する洗浄時間を決定するための、上記一つまたは複数のパラメータを含む式を生成し、この式から洗浄時間Tに対応する洗浄時間を決定する。
【0052】
上記一つまたは複数のパラメータは、例えば、インクジェット方式による光硬化性樹脂の塗布(ショット)を繰り返して、被加工基板の複数の領域上に光硬化性樹脂を塗布する場合に必要な塗布の回数(光硬化性樹脂のショット数)、被加工基板上に滴下された光硬化性樹脂でテンプレートの凹凸パターンの凹部を埋め込むために、被加工基板とテンプレートとを接触させている時間(光硬化性樹脂の充填時間)および当該充填時間の経過後に光硬化性樹脂を硬化するためにテンプレートを介して光硬化性樹脂に光を照射している時間(光照射時間)の少なくとも一つを含む。一般に、ショット数が多いほど洗浄時間は長くなる。同様に、充填時間が長いほど洗浄時間は長くなり、光照射時間が長いほど洗浄時間は長くなる。このような傾向を考慮に入れて、例えば、APC(Advanced Parameter Control)の手法に基づき、上記式は生成される。
【0053】
なお、上記実施形態では光インプリトの場合におけるテンプレート洗浄装置について説明したが、本発明は、熱インプリトを含む他のタイプのインプリトの場合におけるテンプレート洗浄装置にも適用できる。
【0054】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0055】
1…テンプレート、2…透明基板、3…凹凸パターン、4…溝部、5…付着物、10…イメージ取得ユニット(イメージ取得手段)、11…記憶ユニット、12…洗浄時間決定ユニット(洗浄時間決定手段)、13…洗浄ユニット(洗浄手段)、20…カンチレバー、Ia…取得イメージ、Ib…基準イメージ。
【特許請求の範囲】
【請求項1】
表面に凹凸パターンおよび溝部が形成されている光インプリント用のテンプレートの前記溝部が前記凹凸パターンの周囲に形成され、かつ、前記溝部の深さが前記凹凸パターンの凹部の深さよりも大きい場合に、光学顕微鏡を含み、前記光学顕微鏡による暗視野像観察に基づいて、前記段差部のイメージを取得するイメージ取得手段と、
前記テンプレートの洗浄時間を決定するための洗浄時間決定手段であって、
前記イメージ取得手段により取得された前記溝部のイメージと、予め取得しておいた清浄なテンプレートの溝部のイメージとを比較して、前記テンプレートの洗浄時間を決定する機能と、
一度以上、前記取得イメージと前記基準イメージとを比較して、前記テンプレートの前記洗浄時間を決定したら、次からは前記取得イメージと前記基準イメージとを比較せずに、前記洗浄時間に対応する洗浄時間を決定するための式を生成する機能とを含み、前記式は、前記テンプレートを用いて行われた光インプリントのプロセス条件を規定する、光硬化性樹脂のショット数、前記光硬化性樹脂の充填時間および光照射時間の少なくとも一つのパラメータを含む前記洗浄時間決定手段と、
前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段と
を具備してなることを特徴とするテンプレート洗浄装置。
【請求項2】
表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部の側面を含む領域のイメージを取得するためのイメージ取得手段と、
前記イメージ取得手段により取得された前記イメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段と、
前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段と
を具備してなることを特徴とするテンプレート洗浄装置。
【請求項3】
前記溝部は前記凹凸パターンの周囲に形成され、前記溝部の深さは前記凹凸パターンの凹部の深さよりも大きいことを特徴とする請求項2に記載のテンプレート洗浄装置。
【請求項4】
前記予め用意された基準イメージは、清浄なテンプレートの溝部のイメージであることを特徴とする請求項2または3に記載のテンプレート洗浄装置。
【請求項5】
前記イメージ取得手段は、前記溝部の側面における付着物のイメージを取得することを特徴とする請求項2ないし4のいずれか1項に記載のテンプレート洗浄装置。
【請求項6】
前記イメージ取得手段は、光学顕微鏡を含むことを特徴とする請求項5に記載のテンプレート洗浄装置。
【請求項7】
前記光学顕微鏡による暗視野像観察に基づいて、前記溝部における付着物のイメージを取得することを特徴とする請求項6に記載のテンプレート洗浄装置。
【請求項8】
前記イメージ取得手段は、原子間力顕微鏡を含むことを特徴とする請求項6に記載のテンプレート洗浄装置。
【請求項9】
前記洗浄時間決定手段は、一度以上、前記取得イメージと前記基準イメージとを比較して、前記テンプレートの前記洗浄時間を決定したら、次からは前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能をさらに含むことを特徴する請求項2ないし8のいずれか1項に記載のテンプレート洗浄装置。
【請求項10】
前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能は、前記テンプレートを用いて行われたインプリントのプロセス条件を規定する一つまたは複数のパラメータに基づいて、テンプレートの洗浄時間を決定する機能であることを特徴する請求項9に記載のテンプレート洗浄装置。
【請求項11】
前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能は、前記取得イメージと前記基準イメージとを比較して決定した前記洗浄時間に対応する洗浄時間を決定するための、前記一つまたは複数のパラメータを含む式を生成することを含むことを特徴する請求項10に記載のテンプレート洗浄装置。
【請求項12】
前記一つまたは複数のパラメータは、前記インプリントが光インプリントの場合、光硬化性樹脂のショット数、前記光硬化性樹脂の充填時間および光照射時間の少なくとも一つを含むことを特徴とする請求項10または11に記載のテンプレート洗浄装置。
【請求項1】
表面に凹凸パターンおよび溝部が形成されている光インプリント用のテンプレートの前記溝部が前記凹凸パターンの周囲に形成され、かつ、前記溝部の深さが前記凹凸パターンの凹部の深さよりも大きい場合に、光学顕微鏡を含み、前記光学顕微鏡による暗視野像観察に基づいて、前記段差部のイメージを取得するイメージ取得手段と、
前記テンプレートの洗浄時間を決定するための洗浄時間決定手段であって、
前記イメージ取得手段により取得された前記溝部のイメージと、予め取得しておいた清浄なテンプレートの溝部のイメージとを比較して、前記テンプレートの洗浄時間を決定する機能と、
一度以上、前記取得イメージと前記基準イメージとを比較して、前記テンプレートの前記洗浄時間を決定したら、次からは前記取得イメージと前記基準イメージとを比較せずに、前記洗浄時間に対応する洗浄時間を決定するための式を生成する機能とを含み、前記式は、前記テンプレートを用いて行われた光インプリントのプロセス条件を規定する、光硬化性樹脂のショット数、前記光硬化性樹脂の充填時間および光照射時間の少なくとも一つのパラメータを含む前記洗浄時間決定手段と、
前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段と
を具備してなることを特徴とするテンプレート洗浄装置。
【請求項2】
表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部の側面を含む領域のイメージを取得するためのイメージ取得手段と、
前記イメージ取得手段により取得された前記イメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段と、
前記洗浄時間決定手段により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段と
を具備してなることを特徴とするテンプレート洗浄装置。
【請求項3】
前記溝部は前記凹凸パターンの周囲に形成され、前記溝部の深さは前記凹凸パターンの凹部の深さよりも大きいことを特徴とする請求項2に記載のテンプレート洗浄装置。
【請求項4】
前記予め用意された基準イメージは、清浄なテンプレートの溝部のイメージであることを特徴とする請求項2または3に記載のテンプレート洗浄装置。
【請求項5】
前記イメージ取得手段は、前記溝部の側面における付着物のイメージを取得することを特徴とする請求項2ないし4のいずれか1項に記載のテンプレート洗浄装置。
【請求項6】
前記イメージ取得手段は、光学顕微鏡を含むことを特徴とする請求項5に記載のテンプレート洗浄装置。
【請求項7】
前記光学顕微鏡による暗視野像観察に基づいて、前記溝部における付着物のイメージを取得することを特徴とする請求項6に記載のテンプレート洗浄装置。
【請求項8】
前記イメージ取得手段は、原子間力顕微鏡を含むことを特徴とする請求項6に記載のテンプレート洗浄装置。
【請求項9】
前記洗浄時間決定手段は、一度以上、前記取得イメージと前記基準イメージとを比較して、前記テンプレートの前記洗浄時間を決定したら、次からは前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能をさらに含むことを特徴する請求項2ないし8のいずれか1項に記載のテンプレート洗浄装置。
【請求項10】
前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能は、前記テンプレートを用いて行われたインプリントのプロセス条件を規定する一つまたは複数のパラメータに基づいて、テンプレートの洗浄時間を決定する機能であることを特徴する請求項9に記載のテンプレート洗浄装置。
【請求項11】
前記取得イメージと前記基準イメージとを比較せずに、テンプレートの洗浄時間を決定する機能は、前記取得イメージと前記基準イメージとを比較して決定した前記洗浄時間に対応する洗浄時間を決定するための、前記一つまたは複数のパラメータを含む式を生成することを含むことを特徴する請求項10に記載のテンプレート洗浄装置。
【請求項12】
前記一つまたは複数のパラメータは、前記インプリントが光インプリントの場合、光硬化性樹脂のショット数、前記光硬化性樹脂の充填時間および光照射時間の少なくとも一つを含むことを特徴とする請求項10または11に記載のテンプレート洗浄装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−58697(P2013−58697A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−197470(P2011−197470)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]