
テープキャリア及び半導体装置の製造方法
【課題】 従来の多条取りより製造効率と材料使用効率の両方を向上可能なテープキャリアの製造方法を提供する。
【解決手段】 原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、多条製造用テープにスプロケットホールを形成する第2工程と、多条製造用テープに対して、金属薄膜をパターニング加工してリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程を有し、第1工程において原材料テープから分割なし或いは2分割により多条製造用テープを準備する場合は、多条製造用テープが半導体装置を幅方向に5以上配列可能とし、原材料テープから3分割により多条製造用テープを準備する場合は、多条製造用テープを製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に条別のスプロケットホールを形成しない。
【解決手段】 原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、多条製造用テープにスプロケットホールを形成する第2工程と、多条製造用テープに対して、金属薄膜をパターニング加工してリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程を有し、第1工程において原材料テープから分割なし或いは2分割により多条製造用テープを準備する場合は、多条製造用テープが半導体装置を幅方向に5以上配列可能とし、原材料テープから3分割により多条製造用テープを準備する場合は、多条製造用テープを製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に条別のスプロケットホールを形成しない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、テープキャリア及び半導体装置の製造方法に関し、より詳細には、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリア及びその半導体装置の製造方法に関する。
【背景技術】
【0002】
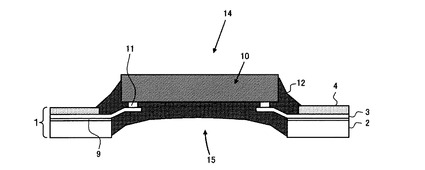
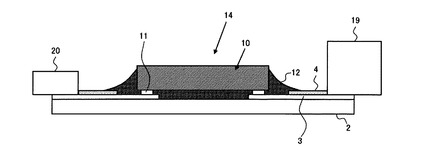
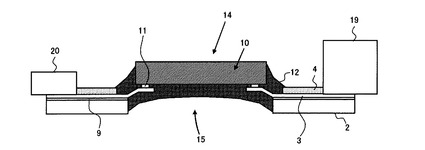
図19と図20に、チップオンフィルム(以下、適宜「COF」と称す。COF:Chip On Film)とテープキャリアパッケージ(以下、適宜「TCP」と称す。TCP:Tape Carrier Package)の形態による半導体装置の断面構造を夫々示す。図21と図22に、COF半導体装置とTCP半導体装置が、夫々、プリント基板20及び液晶パネル19に接続してモジュール化された場合の断面構造を夫々示す。
【0003】
COF半導体装置とTCP半導体装置は、以下の点で相違する。先ず、TCPでは絶縁テープ2のLSI(大規模集積回路)等の半導体チップ10が搭載される部分に予め貫通した開口部15が開けられ、リード配線3が片持ち梁状に突き出した状態でリード配線3の先端部分と半導体チップ10が接合されるのに対して、COFでは半導体チップ10を搭載するための搭載用の開口部を有しておらず、半導体チップ10が薄膜絶縁テープ2の表面上に形成されたリード配線3に接合して搭載されている点で相違する。また、TCPではリード配線3が片持ち梁状に突き出した状態であるために、リード配線3の厚みは18μm以上を使用しており、リード配線3の配線ピッチが45μm未満の製造が困難であるのに対して、COFでは薄膜絶縁テープ2の表面上にリード配線3が形成されているために、リード配線3の厚みは8μm以下も使用でき、リード配線3の配線ピッチが35μm以下の製造も容易である点で相違する。また、TCPでは液晶パネル等への実装後の折り曲げ部分に予めスリットが設けられているのに対して、COFでは折り曲げ用のスリットを有しておらず、薄膜絶縁テープ2の何処でも自由に折り曲げられる点で相違する。更に、TCPでは、リード配線3をパターニングする前の薄膜絶縁テープ2と金属薄膜が積層した原材料テープをポリイミドから成る絶縁テープ上に、接着剤9を用いて銅箔をラミネートして形成しているのに対して、COFでは原材料テープを銅箔裏面にポリイミド等を塗布、硬化させて形成するか(キャスティング法)、或いは、ポリイミド等から成る絶縁テープ上に銅をスパッタで積層して形成している(メタライジング法)点で相違する。
【0004】
COFは、その使用目的から自由に折り曲げることが可能な薄膜絶縁テープ2が使用され、薄膜絶縁テープ2の表面上に配置された各リード配線3は、半導体チップ10の対応する端子(突起電極)11と電気的に接続され、外部接続用コネクタ部には、液晶パネル19やプリント基板20等に接続される。上記以外のリード配線3の露出部は、ソルダーレジスト4が塗布され、絶縁状態が確保される。
【0005】
COF及びTCP共に、薄膜絶縁テープ2にスプロケットホール5(図23〜図25参照)と呼ばれる搬送用の開口が4.75mm間隔で設置されており、各工程の製造設備内では、スプロケットホールを使用して搬送されている。
【0006】
COF及びTCP用の多条テープキャリアの製造方法に関する従来技術としては、下記の特許文献1に開示された技術がある。特許文献1に開示された従来技術では、複数の異なる規格幅を整数倍した共通の近似値幅を設定し、該近似値幅に応じて、一定の絶縁テープ幅となるように、両端の位置決め用パーフォーレーション(スプロケットホール)幅を設定し、近似値幅と位置決め用パーフォーレーション(スプロケットホール)幅を合計して絶縁テープ幅を調整し、絶縁テープに対して、位置決め用と個々の半導体装置用テープキャリアの搬送用のパーフォーレーション(スプロケットホール)を形成し、ローラーによって絶縁テープを搬送するとともに、所定の規格幅からなる半導体装置用の多条テープキャリアを製造している。
【0007】
尚、本従来技術は、規格幅から絶縁テープ幅を調整するものであり、ある程度の製造面での効率化は考えられているが、絶縁テープ原材料のテープ幅を基準にした製造面、及び材料面での効率化は考慮されていない。また、多条テープキャリアの製造工程において、個々のテープキャリアにスリット加工し分割するものであり、その後のアセンブリ工程やユーザ実装も含めた効率化までは考慮されていない。
【0008】
【特許文献1】特許第3628273号
【発明の開示】
【発明が解決しようとする課題】
【0009】
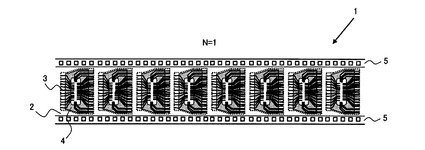
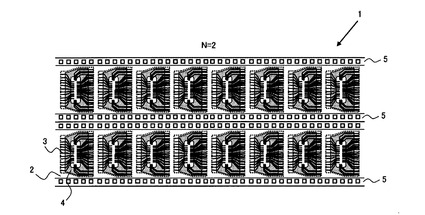
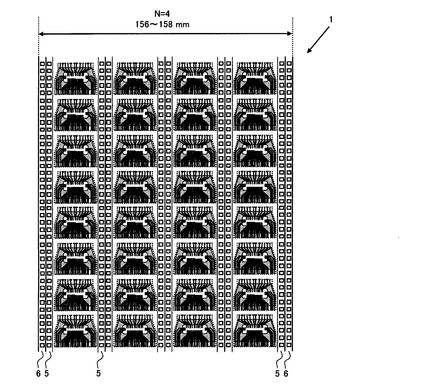
現在、COF及びTCP用テープキャリアの製造メーカは、テープキャリアの製造を1条〜4条(テープ幅35mmの場合)で行っている。図23〜図25に、夫々1条取り、2条取り、4条取りの製造用テープで製造されたテープキャリアの一例を示す。
【0010】
生産数量の増加に対し、従来の1条取りでは、1回の製造工程で製造できる数量が少ないため製造効率が悪い上に、能力アップに莫大な設備投資が必要となることから、解決方法として、多条取りによる製造が実施されるようになり、図24に示す2条取り(テープ幅:70mm、96mm)では、それ程大きな製造効率の向上はできず、図25に示す4条取り(テープ幅:156mm〜158mm)は、製造効率はある程度向上している反面、COF用テープキャリアを製造する原材料の主なテープ幅が524mmであるのに対して、材料の使用効率があまり良くないため材料の廃棄による無駄が生じている。
【0011】
つまり、COF用テープキャリアを製造する原材料のテープ幅は、主に524mmが一般的であり、3条〜4条(テープ幅35mmの場合)となる112mm、156mm、及び158mm幅での製造では、製造効率は向上するものの、材料の使用効率はあまり良くなく、材料の廃棄による無駄も発生している。原材料が不足した時期には、テープキャリア製造メーカからの供給不足にも影響していた。例えば、35mm幅で、1条の場合に廃棄する材料は約7%であるが、4条(158mmの場合)の場合には約20%を廃棄することになる。
【0012】
本発明は、上記問題点、つまり、従来の多条取りにおける製造効率の向上に伴う材料の使用効率の低下という問題点に鑑みてなされたものであり、その目的は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法において、従来の多条取りより製造効率と材料使用効率の両方を向上可能なテープキャリアの製造方法、及び、そのテープキャリアの製造方法を用いた半導体装置の製造方法を提供する点にある。
【課題を解決するための手段】
【0013】
上記目的を達成するための本発明に係るテープキャリアの製造方法は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記テープキャリアの原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の製造幅で、製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、前記多条製造用テープに対して、前記多条製造用テープを搬送するための多条用スプロケットホールを前記多条製造用テープの幅方向の両端部分に、前記多条製造用テープの長手方向に沿って形成する第2工程と、前記多条製造用テープに対して、前記金属薄膜をパターニング加工して、前記半導体装置を構成する半導体チップの各電極と接続するリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程と、を有し、
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能とし、前記原材料テープから、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープを前記製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないことを第1の特徴とする。
【0014】
上記第1の特徴のテープキャリアの製造方法によれば、第1工程において、原材料テープから、原材料テープの原テープ幅と同一幅、原テープ幅の2分の1幅、原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の多条製造用テープを準備する場合は、多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能であるので、第3工程の処理を5条以上のテープキャリアを纏めて実行できるので、製造効率が従来の4条取りより向上し、従来4条取り以上の多条取りでは、材料使用効率が低下するところ、原テープ幅と同一幅または2分の1幅程度と従来の多条製造用テープより大幅に幅広となるので、材料使用効率も、従来の1条取りと同程度まで向上する。また、第1工程において、原材料テープから、原テープ幅の3分の1幅、原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の多条製造用テープを準備する場合は、多条製造用テープのテープ幅が狭くなって、製造効率及び材料使用効率が、原材料テープを分割しない場合或いは2分割する場合より低下するものの、従来の4条取り以上のレベルが維持でき、多条製造用テープ上の単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないため、アセンブリ工程やユーザでの実装工程において設備投資が必要となる場合もあるが、条別のスプロケットホール部分を有効に利用することで、多条製造用テープ当たりのテープキャリアの条数が増加して製造効率が向上し、或いは、製品の有効幅が広がるため、半導体チップサイズが僅かに大きく1つ上の規格幅を使用しなければならない状況でも、規格幅を上げる必要がなくなり、結果として多条製造用テープ当たりのテープキャリアの条数の低下を抑制でき、材料使用効率が向上する。ここで、製品配置幅とは、多条製造用テープ上における半導体装置の製造工程中の製品幅を示し、幅方向に隣接する半導体装置の配置間隔に相当する。従って、条別のスプロケットホールを有する場合には、そのスペースも含まれる。
【0015】
尚、本発明の説明においてテープキャリアは、1条の長尺テープ状か、多条の長尺テープ状か、或いは、半導体装置単位に切断された状態かは区別せず、絶縁テープ上にリード配線が形成され、チップオンフィルムまたはテープキャリアパッケージの形態で半導体チップを搭載可能或いは搭載したものを指す。
【0016】
本発明に係るテープキャリアの製造方法は、上記第1の特徴に加えて、更に、前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合においても、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分に、前記条別のスプロケットホールが形成されていないことを第2の特徴とする。
【0017】
上記第2の特徴のテープキャリアの製造方法によれば、アセンブリ工程やユーザでの実装工程において設備投資が必要となる場合もあるが、条別のスプロケットホールが形成されていないため、原材料テープの原テープ幅と同一幅、原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の多条製造用テープを準備する場合において、更に、製造効率或いは材料使用効率が向上する。
【0018】
本発明に係るテープキャリアの製造方法は、上記第2の特徴に加えて、更に、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分が、前記条別のスプロケットホールを形成する代わりに、前記リード配線の一部を形成するために使用されることを第3の特徴とする。
【0019】
本発明に係るテープキャリアの製造方法は、上記第2または第3の特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅より前記条別のスプロケットホールを形成しない分だけ狭いことを第4の特徴とする。
【0020】
本発明に係るテープキャリアの製造方法は、上記第2乃至第4の何れかの特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じで、前記条別のスプロケットホールを形成しない分だけ有効製品幅が広くなっていることを第5の特徴とする。
【0021】
上記第3または第4の特徴のテープキャリアの製造方法によれば、条別のスプロケットホール部分を有効に利用することで、多条製造用テープ当たりのテープキャリアの条数が増加して製造効率が向上する。
【0022】
また、上記第3または第5の特徴のテープキャリアの製造方法によれば、或いは、製品の有効幅が広がるため、半導体チップサイズが僅かに大きく1つ上の規格幅を使用しなければならない状況でも、規格幅を上げる必要がなくなり、結果として多条製造用テープ当たりのテープキャリアの条数の低下を抑制でき、材料使用効率が向上する。
【0023】
本発明に係るテープキャリアの製造方法は、上記第2乃至第5の何れかの特徴に加えて、更に、前記第3工程において、前記多条製造用テープ上の前記単位条製造用テープ領域の前記リード配線の1条毎の配線パターンが、幅方向に隣接する2条間で前記多条製造用テープの長手方向に反転したパターンとなるように、前記リード配線を形成することを第6の特徴とする。
【0024】
上記第6の特徴のテープキャリアの製造方法によれば、多条製造用テープ当たりのテープキャリアの条数が更に増加して製造効率が向上する。
【0025】
本発明に係るテープキャリアの製造方法は、上記第1の特徴に加えて、更に、前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備し、前記第2工程において、前記多条製造用テープに対して、前記単位条製造用テープ領域の幅方向の両端部分に、前記多条製造用テープの長手方向に沿って前記条別のスプロケットホールを形成することを第7の特徴とする。
【0026】
本発明に係るテープキャリアの製造方法は、上記第7の特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じであることを第8の特徴とする。
【0027】
上記第7または第8の特徴のテープキャリアの製造方法によれば、製造効率が従来の4条取りより向上し、材料使用効率も、従来の1条取りと同程度まで向上するとともに、多条製造用テープを分割して単位条製造用テープ領域を個別の両端部分に条別のスプロケットホールを備えた従来の1条取りと同じテープキャリアが作製されるので、従来の設備を使用してアセンブリ工程やユーザでの実装工程が可能となる。
【0028】
本発明に係るテープキャリアの製造方法は、上記第4、第5または第8の特徴に加えて、更に、前記原テープ幅が524mmで、前記所定の規格幅が35mmまたは48mmであることを第9の特徴とする。
【0029】
上記第9の特徴のテープキャリアの製造方法によれば、一般的に供給されている原材料テープを使用して、製造効率及び材料使用効率の向上が図れる。
【0030】
本発明に係るテープキャリアの製造方法は、上記第1乃至第9の何れかの特徴に加えて、更に、チップオンフィルムの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をスパッタ法で積層するか、または、前記金属薄膜上に絶縁性樹脂を塗布して硬化させるキャスティング法で前記原材料絶縁テープを積層して作製されることを第10の特徴とする。
【0031】
上記第10の特徴のテープキャリアの製造方法によれば、チップオンフィルムの形態による半導体装置の製造に適した原材料テープが準備できる。
【0032】
本発明に係るテープキャリアの製造方法は、上記第1乃至第9の何れかの特徴に加えて、更に、テープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をラミネート法により接着剤で貼付して作製されることを第11の特徴とする。
【0033】
上記第11の特徴のテープキャリアの製造方法によれば、テープキャリアパッケージの形態による半導体装置の製造に適した原材料テープが準備できる。
【0034】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第4工程を実行することを第1の特徴とする。
【0035】
本発明に係る半導体装置の製造方法は、上記第1の特徴に加えて、更に、前記第4工程後に、前記多条製造用テープから前記半導体装置を個別に打ち抜くことを第2の特徴とする。
【0036】
上記第1または第2の特徴の半導体装置の製造方法によれば、アセンブリ工程或いはユーザでの実装工程において、多条製造用テープの状態で第4工程を実行するため、アセンブリ工程或いはユーザでの実装工程の製造効率が大幅に向上する。
【0037】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記第2乃至第6の何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープから、前記半導体装置単位の前記テープキャリアを個別に打ち抜き、別途準備された幅方向の両端部分にスプロケットホールが形成され、中央部分が前記半導体装置単位に開口したアセンブリ用の単位条搬送テープに転載し、前記単位条搬送テープに転載された前記テープキャリアに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第5工程を有することを第3の特徴とする。
【0038】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記第7または第8の何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープを長手方向に沿って分割して前記半導体装置の前記所定の製品配置幅と同じ幅の単位条製造用テープを作製し、前記単位条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第6工程を実行することを第4の特徴とする。
【0039】
上記第3または第4の特徴の半導体装置の製造方法によれば、新たな設備投資を行わずに従来の設備を使用してアセンブリ工程やユーザでの実装工程が可能となる。
【0040】
本発明に係る半導体モジュール装置は、上記第1乃至第4の何れかの特徴の半導体装置の製造方法を用いて製造された半導体装置を備えてなることを特徴とする。
【発明を実施するための最良の形態】
【0041】
以下、本発明に係るテープキャリア及び半導体装置の製造方法(以下、適宜「本発明方法」と略称する)の実施形態を図面に基づいて説明する。尚、以下の説明で参照する図面では、説明の理解の容易のため、共通する構成要素には共通の符号を付している。
【0042】
〈第1実施形態〉
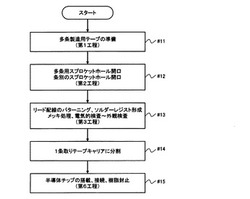
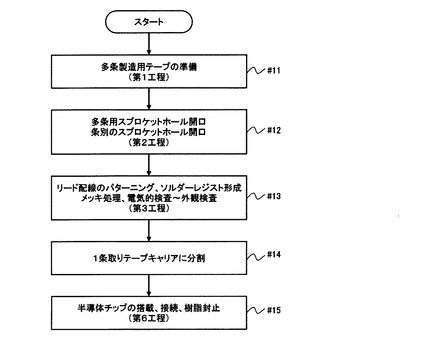
図1は、第1実施形態における本発明方法によるチップオンフィルム(COF)またはテープキャリアパッケージ(TCP)の形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程を示している。図2及び図3は、図1に示す製造工程を経て作製された1条単位に切断前の多条長尺テープ状のテープキャリア1を示す平面図である。
【0043】
図1に示すように、本発明方法は、幅方向に所定の製品配置幅を占める半導体装置を複数配列可能な多条製造用テープを準備する第1工程(#11)と、第1工程で準備された多条製造用テープに対して、搬送用の多条用スプロケットホールを形成する第2工程(#12)と、多条製造用テープに対して、リード配線を形成し、ソルダーレジストを塗布し、メッキ処理、所定の電気的検査と外観検査等を行う第3工程(#13)を有する。
【0044】
第1工程では、テープキャリア1の原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、原材料テープの原テープ幅W0(本実施形態では、524mmを想定する)と同一幅、原テープ幅から所定の未使用幅Wx1(本実施形態では、28mmと38mmの2通りを想定する)を除去した使用幅Wy1と同一幅(486mm、496mm)、原テープ幅W0の2分の1幅(262mm)、原テープ幅W0から所定の未使用幅Wx2(本実施形態では、22mmと32mmの2通りを想定する)を除去した使用幅Wy2の2分の1幅(246mm、251mm)の何れかの製造幅W1を有する多条製造用テープを準備する。従って、本実施形態では、原テープ幅W0と製造幅W1の関係は、以下の数1に示す4通りとなる。
【0045】
[数1]
W1=W0
W1=Wy1=W0−Wx1
W1=W0/2
W1=Wy2/2=(W0−Wx2)/2
【0046】
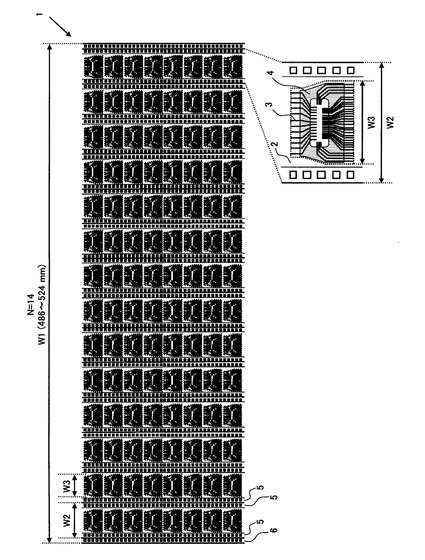
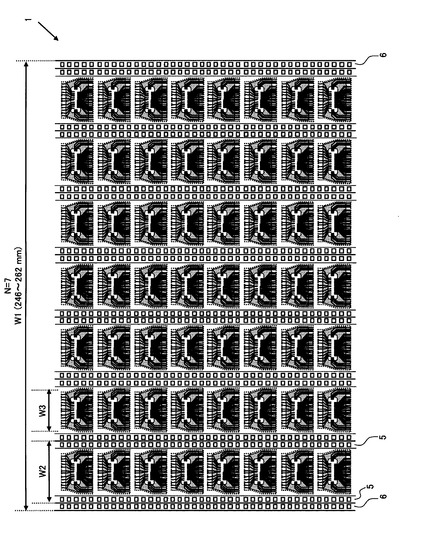
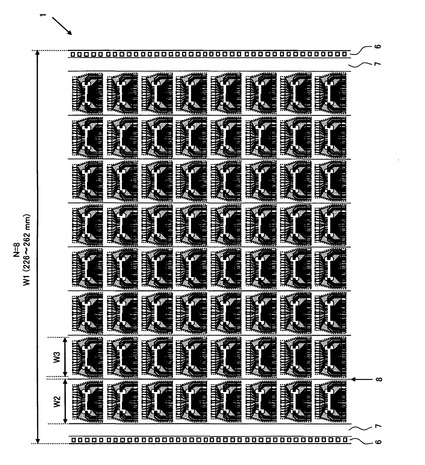
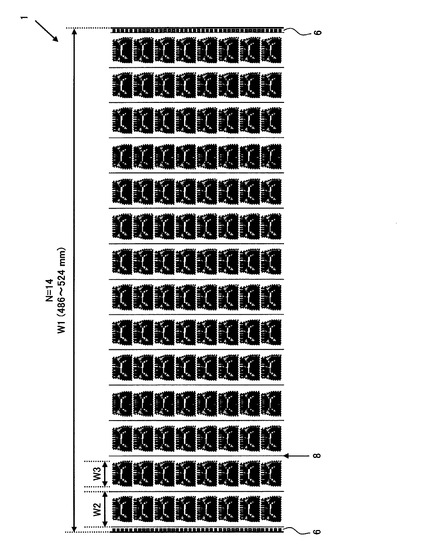
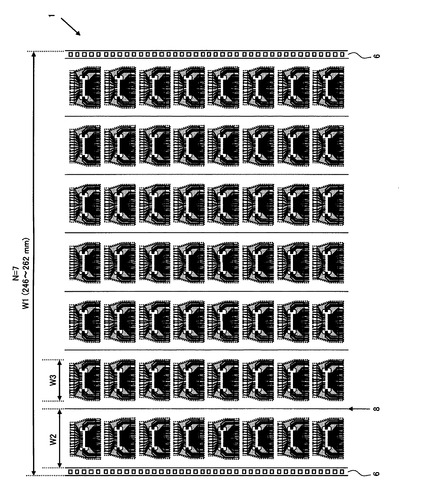
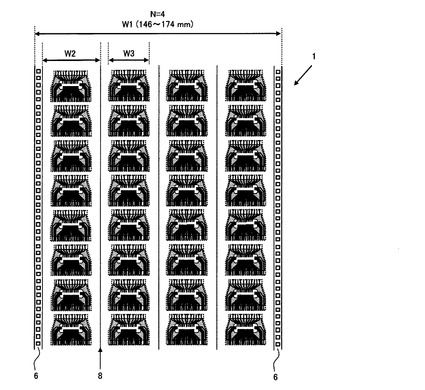
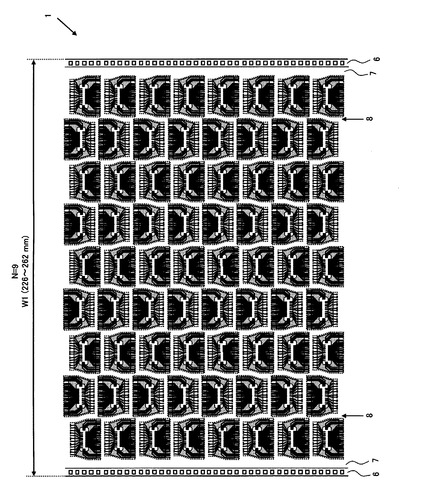
本実施形態の第1工程では、原材料テープから1本(分割なし)または2本(2分割)の多条製造用テープが準備される。図2は、数1の第1式または第2式の関係により原材料テープを分割せずに準備された製造幅(486mm、496mm、524mm)の多条製造用テープで作製されたテープキャリアを示し、図3は、数1の第3式または第4式の関係により原材料テープを2分割して準備された製造幅(246mm、251mm、262mm)の多条製造用テープで作製されたテープキャリアを示している。尚、図2及び図3は、単位条製造用テープ領域の製品配置幅W2が35mmの場合を例示している。
【0047】
第1工程で準備された多条製造用テープ上には、製品配置幅W2の単位条製造用テープ領域が幅方向に、5列以上形成されている。多条製造用テープの製造幅が486mm、496mm、または、524mmの場合(分割なし)には、製品配置幅W2が35mmの単位条製造用テープ領域が14列、製品配置幅W2が48mmの単位条製造用テープ領域が10列、夫々形成される。また、多条製造用テープの製造幅が246mm、251mm、または、262mmの場合(2分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が7列、製品配置幅W2が48mmの単位条製造用テープ領域が5列、夫々形成される。単位条製造用テープ領域には、半導体装置が長手方向に沿って一列に形成される領域で、単位条製造用テープ領域の本数は、即ち、多条テープキャリア1が半導体装置を幅方向に搭載可能な個数である。尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅と同じ35mmと48mmである。
【0048】
多条製造用テープ上において単位条製造用テープ領域以外の未使用幅(多条製造用テープの製造幅W1の調整用余白部分(図2及び図3で図示されていない)と多条用スプロケットホール6)をWz、単位条製造用テープ領域の本数をNとすると、単位条製造用テープ領域の本数Nと、製造幅W1、製品配置幅W2及び未使用幅Wzの関係は、以下の数2に示すようになる。
【0049】
[数2]
N=(W1−Wz)/W2
【0050】
また、原材料テープは、原材料絶縁テープの全面に金属薄膜が形成された積層膜であるが、COFとTCPで作製方法が異なる。COFに使用される原材料テープは、自由に折り曲げることが可能な柔軟性の高い厚さ15〜40μmの薄膜のポリイミド系絶縁テープを基材とし、絶縁テープの表面に厚さ8〜18μmの銅の薄膜をスパッタ法で積層して形成するか(メタライジング法)、或いは、厚さ8〜18μmの銅箔裏面にポリイミド等を厚さ15〜40μmで塗布、硬化させて形成する(キャスティング法)。TCPに使用される原材料テープは、ポリイミドからなる絶縁テープ上に、接着剤を用いて銅箔をラミネートして形成する。TCPでは、絶縁テープの半導体チップが搭載される部分に予め貫通した開口部が開けられ、リード配線が開口部に向って片持ち梁状に突き出した状態となるため、ラミネートする銅箔の厚みは18μm以上を使用しており、液晶パネル等への実装後の折り曲げ部分には予めスリットが設けられている。
【0051】
第1工程において、多条製造用テープを準備する際に、製造幅W1を未使用幅Wx1またはWx2を除去して狭くしておくと、第3工程後において、作製されたテープキャリア上にできる廃棄すべき余剰部分(未使用幅Wzに相当)を少なくすることができる。つまり、第1工程において、製造幅W1を未使用幅Wx1またはWx2を除去しない場合には、作製されたテープキャリア上にできる廃棄すべき余剰部分が多くなるが、原材料テープから見た廃棄すべき余剰部分の占める未使用率は、第1工程において未使用幅Wx1またはWx2を除去する場合と全く同じである。余剰部分を除去するタイミングと回数が違うだけである。
【0052】
第2工程では、搬送用の多条用スプロケットホール6が、多条製造用テープの幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。次の第3工程の各個別処理の設備内において、多条用スプロケットホール6を使用して多条製造用テープが搬送される。本実施形態では、第2工程において、多条用スプロケットホール6とともに、条別のスプロケットホール5が、単位条製造用テープ領域の幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。
【0053】
第3工程では、多条製造用テープに対して、多条製造用テープの金属薄膜を公知のフォトリソグラフィ技術及びエッチング技術を用いてパターニング加工して、半導体装置を構成する半導体チップの各電極と接続するリード配線を形成する。更に、リード配線に対してメッキ処理が施され、リード配線の電極との接触部分及び外部接続用の端子部分以外にソルダーレジストを塗布して絶縁状態が確保される。更に、所定の電気的検査と外観検査等が行われる。第3工程の各処理は、従来のテープキャリア製造工程と同じであるので、詳細な説明は割愛する。以上により、多条長尺テープ状のテープキャリア1が作製される。
【0054】
本発明方法の各工程(#11〜#13)により作製された多条テープキャリア1は、単位条製造用テープ領域毎に分割され、従来の1条取りテープキャリア(単位条製造用テープに相当)が作製される(#14)。本実施形態では、第2工程において単位条製造用テープ領域に条別のスプロケットホール5が形成されており、更に、当該1条取りテープキャリアのテープ幅が規格幅の35mmと48mmと同じであるので、後続のアセンブリ工程或いはユーザでの実装工程において(#15、第6工程に相当)、半導体チップを分割された1条取りテープキャリアに搭載する際に、既存設備を有効利用できる。アセンブリ工程或いはユーザでの実装工程(#15)では、1条取りテープキャリアが各処理の製造設備内を条別のスプロケットホール5を用いて搬送される。
【0055】
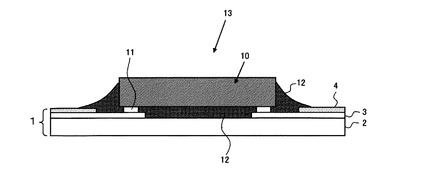
アセンブリ工程或いはユーザでの実装工程(#15)では、半導体チップが1条取りテープキャリア上に搭載され、半導体チップ上に形成されたバンプと呼ばれる突起電極と、樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続される。半導体チップが接合及び搭載された後に、COFの場合には、半導体チップとテープキャリアの隙間に樹脂12が注入され、TCPの場合には、テープキャリアの開口部15内に露出した半導体チップの表面に樹脂12が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される。個別の半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。
【0056】
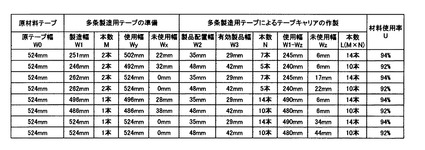
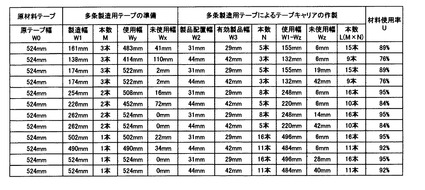
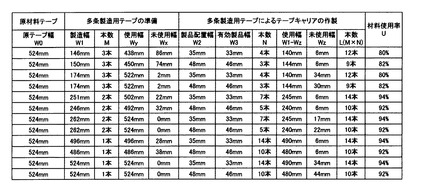
図4に、本実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。尚、単位条製造用テープ領域の有効製品幅(W3)は、第3工程においてリード配線の形成やソルダーレジストの塗布に利用できる部分を含む半導体装置として最終の製品幅と同等である。従って、製品配置幅(W2)から有効製品幅(W3)を除いた部分に、条別のスプロケットホール5と、半導体装置から条別のスプロケットホール5を切り離す場合の切り取り代(片側1mm)が含まれる。
【0057】
また、図5に、従来の1条〜4条取りのテープキャリアにおける同様の相互関係を、比較例として一覧にして示している。図4と図5の比較より、本実施形態の本発明方法で作成されたテープキャリア1では、従来の1条取りのテープキャリアと同等の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。
【0058】
〈第2実施形態〉
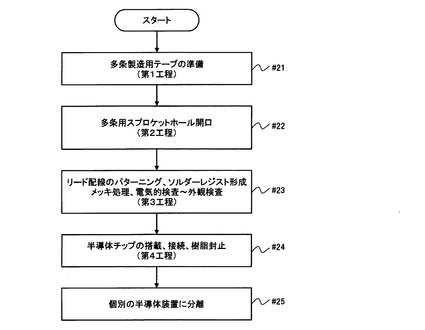
図6は、第2実施形態における本発明方法によるCOFまたはTCPの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程、及び、半導体装置の製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を示している。図7〜図9は、図6に示すテープキャリアの製造工程(#21〜#23)を経て作製された個別の半導体装置単位に切断前の多条長尺テープ状のテープキャリア1を示す平面図である。
【0059】
図6に示すように、本発明方法のテープキャリアの製造工程は、幅方向に所定の製品配置幅を占める半導体装置を複数配列可能な多条製造用テープを準備する第1工程(#21)と、第1工程で準備された多条製造用テープに対して、搬送用の多条用スプロケットホールを形成する第2工程(#22)と、多条製造用テープに対して、リード配線を形成し、ソルダーレジストを塗布し、メッキ処理、所定の電気的検査と外観検査等を行う第3工程(#23)を有する。
【0060】
第1工程では、テープキャリア1の原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、原材料テープの原テープ幅W0(本実施形態では、524mmを想定する)と同一幅、原テープ幅から所定の未使用幅Wx1(本実施形態では、22mmと34mmの2通りを想定する)を除去した使用幅Wy1と同一幅(490mm、502mm)、原テープ幅W0の2分の1幅(262mm)、原テープ幅W0から所定の未使用幅Wx2(本実施形態では、16mmと72mmの2通りを想定する)を除去した使用幅Wy2の2分の1幅(226mm、254mm)、原テープ幅W0から所定の未使用幅Wx3(本実施形態では、2mmと41mmと110mmの3通りを想定する)を除去した使用幅Wy3の3分の1幅(138mm、161mm、174mm)の何れかの製造幅W1を有する多条製造用テープを準備する。従って、本実施形態では、原テープ幅W0と製造幅W1の関係は、以下の数3に示す5通りとなる。尚、本実施形態では、原テープ幅W0(524mm)の3分の1幅は、3分の2mmの端数が生じるため、製造幅W1としては採用していないが、原テープ幅W0が3mmの倍数の場合には、原テープ幅W0の3分の1幅を製造幅W1としても構わない。
【0061】
[数3]
W1=W0
W1=Wy1=W0−Wx1
W1=W0/2
W1=Wy2/2=(W0−Wx2)/2
W1=Wy3/3=(W0−Wx3)/3
【0062】
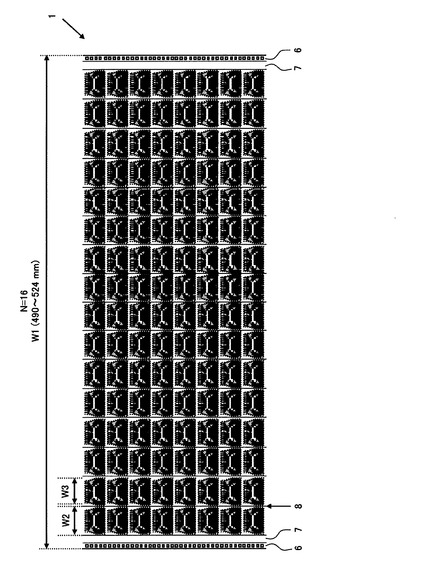
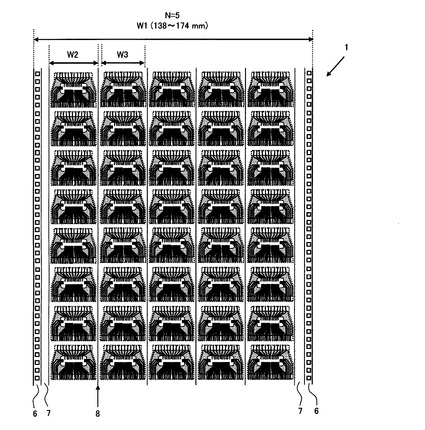
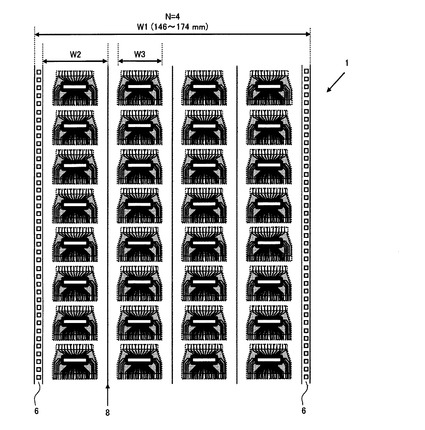
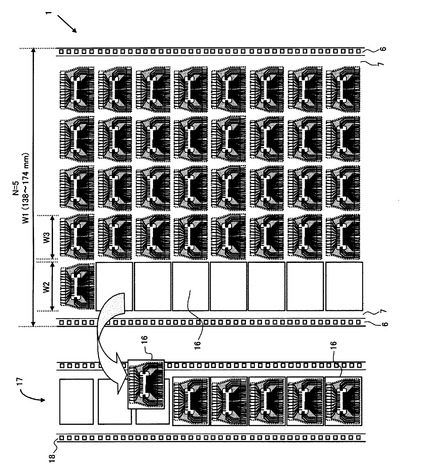
本実施形態の第1工程では、原材料テープから1本(分割なし)、2本(2分割)、または、3本(3分割)の多条製造用テープが準備される。図7は、数3の第1式または第2式の関係により原材料テープを分割せずに準備された製造幅(490mm、502mm、524mm)の多条製造用テープで作製されたテープキャリアを示し、図8は、数3の第3式または第4式の関係により原材料テープを2分割して準備された製造幅(226mm、254mm、262mm)の多条製造用テープで作製されたテープキャリアを示し、図9は、数1の第5式の関係により原材料テープを3分割して準備された製造幅(138mm、161mm、174mm)の多条製造用テープで作製されたテープキャリアを示している。尚、図7〜図9は、単位条製造用テープ領域の製品配置幅W2が35mmの場合を例示している。
【0063】
第1工程で準備された多条製造用テープ上には、3分割で製品配置幅W2が44mmの場合を除いて、製品配置幅W2の単位条製造用テープ領域が幅方向に5列以上形成されている。多条製造用テープの製造幅が490mm、502mm、または、524mmの場合(分割なし)には、製品配置幅W2が31mmの単位条製造用テープ領域が16列、製品配置幅W2が44mmの単位条製造用テープ領域が11列、夫々形成される。また、多条製造用テープの製造幅が226mm、254mm、または、262mmの場合(2分割時)には、製品配置幅W2が31mmの単位条製造用テープ領域が8列、製品配置幅W2が44mmの単位条製造用テープ領域が5列、夫々形成される。また、多条製造用テープの製造幅が138mm、161mm、または、174mmの場合(3分割時)には、製品配置幅W2が31mmの単位条製造用テープ領域が5列、製品配置幅W2が44mmの単位条製造用テープ領域が3列、夫々形成される。尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅35mm、48mmより夫々4mm(片側で2mm)狭く設定されている。これは、第2工程において、条別のスプロケットホール5を開口しないため、第1実施形態と単位条製造用テープ領域の有効製品幅W3が同じに維持したまま、単位条製造用テープ領域の製品配置幅W2を狭くできるためである。この結果、分割なし或いは2分割時において、多条製造用テープ上に形成される単位条製造用テープ領域の本数Nが、2分割時で製品配置幅W2が44mmの場合を除いて、第1実施形態の場合より増加しているので、第3工程での処理効率が向上する。
【0064】
単位条製造用テープ領域の本数Nと、製造幅W1、製品配置幅W2及び未使用幅Wz(多条製造用テープの製造幅W1の調整用余白部分7と多条用スプロケットホール6)の関係は、個々の数値は異なるが、第1実施形態と同様に数2に示すようになる。また、原材料テープの作製方法は、第1実施形態と同様であるので重複する説明は割愛する。
【0065】
第2工程では、搬送用の多条用スプロケットホール6が、多条製造用テープの幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。次の第3工程の各個別処理の設備内において、多条用スプロケットホール6を使用して多条製造用テープが搬送される。第2実施形態では、第1実施形態とは異なり、第2工程において、単位条製造用テープ領域の幅方向の両端部分には条別のスプロケットホール5は開口されない。従って、第1工程で準備される多条製造用テープにおいて、単位条製造用テープ領域の製品配置幅W2が、条別のスプロケットホール5に利用する部分(2mm×2)だけ狭くなっており、上述の通り、従来の1条取りのテープキャリアの規格幅35mm、48mmより夫々4mm(片側で2mm)狭く設定されている。尚、第2実施形態では、条別のスプロケットホール5に利用する部分を、単位条製造用テープ領域の本数Nを増加するために利用したので、半導体装置の有効製品幅(W3)は、第1実施形態と同じである。第2実施形態では、製品配置幅(W2)から有効製品幅(W3)を除いた部分には、条別のスプロケットホール5は含まれないが、幅方向に隣接する半導体装置を個々に分離する際の切り取り代8(2mm)が含まれる。尚、多条用スプロケットホール6と両端の単位条製造用テープ領域との間の余白部分7は、製造幅W1の調整用で、多条製造用テープの未使用幅Wzに含まれる。
【0066】
第3工程では、多条製造用テープに対して、多条製造用テープの金属薄膜を公知のフォトリソグラフィ技術及びエッチング技術を用いてパターニング加工して、半導体装置を構成する半導体チップの各電極と接続するリード配線を形成する。更に、リード配線に対してメッキ処理が施され、リード配線の電極との接触部分及び外部接続用の端子部分以外にソルダーレジストを塗布して絶縁状態が確保される。更に、所定の電気的検査と外観検査等が行われる。第3工程の各処理は、第1実施形態と同様である。以上により、多条長尺テープ状のテープキャリア1が作製される。
【0067】
本発明方法の各工程(#21〜#23)により作製された多条テープキャリア1は、単位条製造用テープ領域毎に分割されずに、そのまま、後続のアセンブリ工程或いはユーザでの実装工程(#24、第4工程に相当)で使用される。アセンブリ工程或いはユーザでの実装工程(#24)では、多条用スプロケットホール6を用いて多条テープキャリア1が各処理の製造設備内を搬送される。
【0068】
アセンブリ工程或いはユーザでの実装工程(#24)では、半導体チップが多条テープキャリア1上に搭載され、半導体チップ上に形成されたバンプと呼ばれる突起電極と、樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続される。半導体チップが接合及び搭載された後に、COFの場合には、半導体チップと多条テープキャリア1の隙間に樹脂が注入され、TCPの場合には、多条テープキャリア1の開口部内に露出した半導体チップの表面に樹脂が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される。
【0069】
多条テープキャリア1上に完成された半導体装置は、個々の半導体装置に打ち抜かれて分離される(#25)。従って、本実施形態では、多条テープキャリア1は、1条取りのテープキャリアに分割されることはない。個別に分離された半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。
【0070】
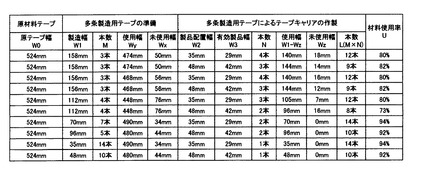
図10に、第2実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。
【0071】
図10と図5の比較より、第2実施形態の本発明方法で作成されたテープキャリア1では、分割なしの場合、或いは、2分割時で製品配置幅W2が31mmの場合には、従来の1条取りのテープキャリアと同等以上の材料使用率が達成でき、2分割時で製品配置幅W2が44mmの場合、或いは、3分割時で製品配置幅W2が31mmの場合には、従来の3条または4条取りのテープキャリアと同等以上の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。更に、第2実施形態では、アセンブリ工程或いはユーザでの実装工程を、テープキャリア1上において複数列同時に実行できるため、半導体製造工程の全体としても製造効率が大幅に向上することになる。尚、3分割時で製品配置幅W2が44mmの場合には、従来の3条取りのテープキャリアより材料使用率が低下しているが、その理由は、従来の3条取りのテープキャリアでは、条別のスプロケットホールが廃棄されずに、1条取りのテープキャリアに分離された場合に利用可能であるためで、有効製品幅(W3)で比較した場合の材料使用率は全く同じであるが、上述の通り、半導体製造工程の全体として製造効率が大幅に向上することになる。
【0072】
〈第3実施形態〉
第3実施形態は、第2実施形態の別実施形態であり、第3実施形態における本発明方法の各工程は、第2実施形態と基本的に同じであり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を有する。第2実施形態との相違点は、単位条製造用テープ領域の製品配置幅W2が、第1実施形態と同様に、従来の1条取りのテープキャリアの規格幅35mm、48mmと同一幅に設定されている点である。図11〜図13は、図6に示すテープキャリアの製造工程(#21〜#23)を経て第3実施形態における製品配置幅W2の設定条件で作製された多条長尺テープ状のテープキャリア1を示す平面図である。図14は、図13に示す3分割時のテープキャリア1に半導体チップ10が実装されて半導体装置となった状態で、個別の半導体装置に分離される前の状態を示している。
【0073】
また、単位条製造用テープ領域の製品配置幅W2が、第2実施形態の場合と相違するので、多条製造用テープの製造幅W1等も、一部が第2実施形態の場合と相違する。
【0074】
第3実施形態においては、第1工程で準備された多条製造用テープ上には、3分割時を除いて、製品配置幅W2の単位条製造用テープ領域が幅方向に5列以上形成されている。多条製造用テープの製造幅が486mm、496mm、または、524mmの場合(分割なし)には、製品配置幅W2が35mmの単位条製造用テープ領域が14列、製品配置幅W2が48mmの単位条製造用テープ領域が10列、夫々形成される。また、多条製造用テープの製造幅が246mm、251mm、または、262mmの場合(2分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が7列、製品配置幅W2が48mmの単位条製造用テープ領域が5列、夫々形成される。また、多条製造用テープの製造幅が146mm、150mm、または、174mmの場合(3分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が4列、製品配置幅W2が48mmの単位条製造用テープ領域が3列、夫々形成される。
【0075】
尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅35mm、48mmと同一幅に設定されているが、第2実施形態と同様に、第2工程において条別のスプロケットホール5を開口しないので、条別のスプロケットホール5を開口するスペースをリード配線の形成に利用できるため、有効製品幅W3をその分(本実施形態では4mm)拡大することができる。従って、従来の1条〜4条取りのテープキャリア、或いは、第1実施形態の多条テープキャリア1において、半導体チップのチップサイズが僅かに大きい(例えば、幅方向のチップサイズ増加量が4mm以下の場合)ために、規格幅35mmの製品配置幅W2に収容できずに、規格幅48mmの製品配置幅W2に拡大する必要が生じ、単位条製造用テープ領域の本数Nが減少して、製造効率が低下する場合であっても、有効製品幅W3が拡大することで、同じ規格幅35mmの製品配置幅W2に収容できることになり、大きな製造効率の大幅な向上が実質的に図ることができる。尚、図11〜図13の各平面図では、半導体チップのチップサイズの増大に合わせたリード配線の配線パターンとはなっていないが、余白部分が半導体チップのチップサイズの増大に対応できることを示している。
【0076】
図15に、第3実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。
【0077】
図15と図5の比較より、第3実施形態の本発明方法で作成されたテープキャリア1では、分割なしの場合、或いは、2分割時の場合には、従来の1条取りのテープキャリアと同等以上の材料使用率が達成でき、3分割時の場合には、従来の3条または4条取りのテープキャリアと同等以上の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。更に、第3実施形態では、アセンブリ工程或いはユーザでの実装工程を、テープキャリア1上において複数列同時に実行できるため、半導体製造工程の全体としても製造効率が大幅に向上することになる。更に、第3実施形態では、上述の如く、単位条製造用テープ領域の有効製品幅W3が拡大することによる製造効率の向上効果も大きい。
【0078】
〈第4実施形態〉
第4実施形態は、第2実施形態の別実施形態であり、第4実施形態における本発明方法の各工程は、第2実施形態と基本的に同じであり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を有する。第2実施形態との相違点は、多条製造用テープ上に形成される単位条製造用テープ領域の第3工程で形成されるリード配線の配線パターンである。
【0079】
第2実施形態では、第3工程において、多条製造用テープ上に形成される全ての単位条製造用テープ領域で、リード配線は全て同じ配線パターンに形成されている。これに対して、第4実施形態では、第3工程において、図16に示すように、単位条製造用テープ領域のリード配線の1条毎の配線パターンが、幅方向に隣接する2条間で多条製造用テープの長手方向に交互に反転したパターンとなるように、リード配線のパターニングが行われる。この結果、図16に示すように、半導体装置の形状が、長方形や正方形ではなく、台形状のように、製品幅が長手方向の両端で異なる場合には、平均的な有効製品幅が実質的に短くなって、結果として、同じ多条製造用テープの製造幅W1に対して、単位条製造用テープ領域の本数Nが増加する場合が生じる。第2実施形態の図8に示す2分割時の単位条製造用テープ領域の本数Nが8であるのに対して、第4実施形態の図16に示す2分割時の単位条製造用テープ領域の本数Nが9と1増加しており、これにより、材料使用率が向上するとともに、テープキャリア及び半導体装置の夫々の製造効率が更に向上する。
【0080】
〈第5実施形態〉
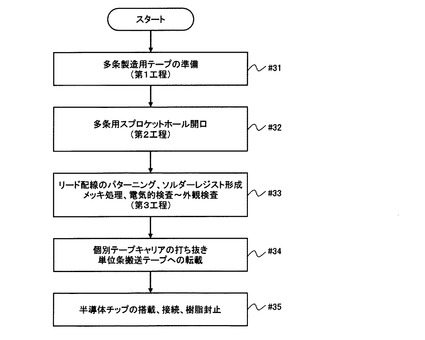
第5実施形態は、第2実施形態の別実施形態であり、図17は、第5実施形態における本発明方法によるCOFまたはTCPの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程、及び、半導体装置の製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリア1が製造されるまでの工程(#31〜#33)と、多条テープキャリア1に半導体チップが搭載されて半導体装置が製造されるまでの工程(#34〜#35)を示している。
【0081】
多条テープキャリア1が製造されるまでの工程(#31〜#33)は、第2実施形態における多条テープキャリア1が製造されるまでの工程(#21〜#23)と同じである。第2実施形態と重複する説明は割愛する。
【0082】
第2実施形態との相違点は、多条テープキャリア1に半導体チップが搭載されて半導体装置が製造されるまでの工程(#34〜#35、第5工程に相当)、つまり、アセンブリ工程或いはユーザでの実装工程が、第2実施形態の工程(#24〜#25)と異なる点である。第5実施形態では、図18に示すように、本発明方法の各工程(#31〜#33)により作製された多条テープキャリア1から、単位条製造用テープ領域の個別の半導体装置となる個別テープキャリア16が、夫々打ち抜かれて、別途準備された幅方向の両端部分にスプロケットホール18が形成され、中央部分が半導体装置単位に開口したアセンブリ用の単位条搬送テープ17に転載する(#34)。個別テープキャリア16と単位条搬送テープ17の接続は、例えば接着剤等により仮付けすることにより行う。
【0083】
引き続いて、単位条搬送テープ17に転載された個別テープキャリア16に対して、半導体チップを各別に搭載し、半導体チップ上に形成されたバンプと呼ばれる突起電極と、個別テープキャリア16の樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続され、半導体チップが接合及び搭載された後に、COFの場合には、半導体チップと個別テープキャリア16の隙間に樹脂が注入され、TCPの場合には、個別テープキャリア16の開口部内に露出した半導体チップの表面に樹脂が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される(#35)。個別の半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。第5実施形態では、個別テープキャリア16が転載された単位条搬送テープ17は、従来の1条取りテープキャリアと同じであるので、既存設備を有効利用できる。
【0084】
ここで、単位条搬送テープ17は、アセンブリ工程或いはユーザでの実装工程が終了する毎に、半導体装置となった個別テープキャリア16を単位条搬送テープ17から回収した後に、再利用するのも好ましい。更に、単位条搬送テープ17を再利用しない場合であっても、多条テープキャリア1の製造に使用する原材料テープより十分に安価な材料を利用して単位条搬送テープ17を作製できるため、大幅な製造コストの上昇を伴わずに、既存設備を有効利用できるという利点を享受できる。
【0085】
以上、第1乃至第5実施形態において、本発明に係るテープキャリア及び半導体装置の製造方法について具体的な数値を例示して詳細に説明したが、上記説明に使用した数値や図面に示した各部の形状等は、一例であって、本発明方法の内容を制限するものではなく、適宜変更可能である。
【産業上の利用可能性】
【0086】
本発明は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリア及びその半導体装置の製造方法に利用可能である。
【図面の簡単な説明】
【0087】
【図1】本発明に係るテープキャリア及び半導体装置の製造方法の第1実施形態における各工程を示す工程図
【図2】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図3】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図4】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図5】従来の1条〜4条取りのテープキャリアの各部寸法及び材料使用率を示す図表
【図6】本発明に係るテープキャリア及び半導体装置の製造方法の第2実施形態における各工程を示す工程図
【図7】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図8】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図9】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図10】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図11】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図12】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図13】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図14】図13に示す3分割時のテープキャリアに半導体チップが実装されて半導体装置となった状態を模式的に示す平面図
【図15】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図16】第4実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図17】本発明に係るテープキャリア及び半導体装置の製造方法の第5実施形態における各工程を示す工程図
【図18】本発明に係るテープキャリア及び半導体装置の製造方法の第5実施形態における多条テープキャリアから個別テープキャリアを打ち抜いて単位条搬送テープに転載する工程を模式的に示す図
【図19】チップオンフィルムの形態による半導体装置の断面構造を模式的に示す断面図
【図20】テープキャリアパッケージの形態による半導体装置の断面構造を模式的に示す断面図
【図21】チップオンフィルムの形態による半導体装置とプリント基板及び液晶パネルを接続してモジュール化した断面構造を模式的に示す断面図
【図22】テープキャリアパッケージの形態による半導体装置とプリント基板及び液晶パネルを接続してモジュール化した断面構造を模式的に示す断面図
【図23】従来の1条取りのテープキャリアの一例を模式的に示す平面図
【図24】従来の2条取りのテープキャリアの一例を模式的に示す平面図
【図25】従来の4条取りのテープキャリアの一例を模式的に示す平面図
【符号の説明】
【0088】
1: テープキャリア
2: 薄膜絶縁テープ
3: リード配線
4: ソルダーレジスト
5: 条別のスプロケットホール
6: 多条用スプロケットホール
7: 多条製造用テープの製造幅調整用の余白部分
8: 切り取り代
9: 接着剤
10: 半導体チップ
11: 突起電極(バンプ)
12: 封止樹脂
13: チップオンフィルム(COF)の形態による半導体装置
14: テープキャリアパッケージ(TCP)の形態による半導体装置
15: 開口部
16: 個別テープキャリア
17: 単位条搬送テープ
18: 単位条搬送テープのスプロケットホール
19: 液晶パネル
20: プリント基板
W1: 多条製造用テープの製造幅
W2: 製品配置幅
W3: 有効製品幅
【技術分野】
【0001】
本発明は、テープキャリア及び半導体装置の製造方法に関し、より詳細には、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリア及びその半導体装置の製造方法に関する。
【背景技術】
【0002】
図19と図20に、チップオンフィルム(以下、適宜「COF」と称す。COF:Chip On Film)とテープキャリアパッケージ(以下、適宜「TCP」と称す。TCP:Tape Carrier Package)の形態による半導体装置の断面構造を夫々示す。図21と図22に、COF半導体装置とTCP半導体装置が、夫々、プリント基板20及び液晶パネル19に接続してモジュール化された場合の断面構造を夫々示す。
【0003】
COF半導体装置とTCP半導体装置は、以下の点で相違する。先ず、TCPでは絶縁テープ2のLSI(大規模集積回路)等の半導体チップ10が搭載される部分に予め貫通した開口部15が開けられ、リード配線3が片持ち梁状に突き出した状態でリード配線3の先端部分と半導体チップ10が接合されるのに対して、COFでは半導体チップ10を搭載するための搭載用の開口部を有しておらず、半導体チップ10が薄膜絶縁テープ2の表面上に形成されたリード配線3に接合して搭載されている点で相違する。また、TCPではリード配線3が片持ち梁状に突き出した状態であるために、リード配線3の厚みは18μm以上を使用しており、リード配線3の配線ピッチが45μm未満の製造が困難であるのに対して、COFでは薄膜絶縁テープ2の表面上にリード配線3が形成されているために、リード配線3の厚みは8μm以下も使用でき、リード配線3の配線ピッチが35μm以下の製造も容易である点で相違する。また、TCPでは液晶パネル等への実装後の折り曲げ部分に予めスリットが設けられているのに対して、COFでは折り曲げ用のスリットを有しておらず、薄膜絶縁テープ2の何処でも自由に折り曲げられる点で相違する。更に、TCPでは、リード配線3をパターニングする前の薄膜絶縁テープ2と金属薄膜が積層した原材料テープをポリイミドから成る絶縁テープ上に、接着剤9を用いて銅箔をラミネートして形成しているのに対して、COFでは原材料テープを銅箔裏面にポリイミド等を塗布、硬化させて形成するか(キャスティング法)、或いは、ポリイミド等から成る絶縁テープ上に銅をスパッタで積層して形成している(メタライジング法)点で相違する。
【0004】
COFは、その使用目的から自由に折り曲げることが可能な薄膜絶縁テープ2が使用され、薄膜絶縁テープ2の表面上に配置された各リード配線3は、半導体チップ10の対応する端子(突起電極)11と電気的に接続され、外部接続用コネクタ部には、液晶パネル19やプリント基板20等に接続される。上記以外のリード配線3の露出部は、ソルダーレジスト4が塗布され、絶縁状態が確保される。
【0005】
COF及びTCP共に、薄膜絶縁テープ2にスプロケットホール5(図23〜図25参照)と呼ばれる搬送用の開口が4.75mm間隔で設置されており、各工程の製造設備内では、スプロケットホールを使用して搬送されている。
【0006】
COF及びTCP用の多条テープキャリアの製造方法に関する従来技術としては、下記の特許文献1に開示された技術がある。特許文献1に開示された従来技術では、複数の異なる規格幅を整数倍した共通の近似値幅を設定し、該近似値幅に応じて、一定の絶縁テープ幅となるように、両端の位置決め用パーフォーレーション(スプロケットホール)幅を設定し、近似値幅と位置決め用パーフォーレーション(スプロケットホール)幅を合計して絶縁テープ幅を調整し、絶縁テープに対して、位置決め用と個々の半導体装置用テープキャリアの搬送用のパーフォーレーション(スプロケットホール)を形成し、ローラーによって絶縁テープを搬送するとともに、所定の規格幅からなる半導体装置用の多条テープキャリアを製造している。
【0007】
尚、本従来技術は、規格幅から絶縁テープ幅を調整するものであり、ある程度の製造面での効率化は考えられているが、絶縁テープ原材料のテープ幅を基準にした製造面、及び材料面での効率化は考慮されていない。また、多条テープキャリアの製造工程において、個々のテープキャリアにスリット加工し分割するものであり、その後のアセンブリ工程やユーザ実装も含めた効率化までは考慮されていない。
【0008】
【特許文献1】特許第3628273号
【発明の開示】
【発明が解決しようとする課題】
【0009】
現在、COF及びTCP用テープキャリアの製造メーカは、テープキャリアの製造を1条〜4条(テープ幅35mmの場合)で行っている。図23〜図25に、夫々1条取り、2条取り、4条取りの製造用テープで製造されたテープキャリアの一例を示す。
【0010】
生産数量の増加に対し、従来の1条取りでは、1回の製造工程で製造できる数量が少ないため製造効率が悪い上に、能力アップに莫大な設備投資が必要となることから、解決方法として、多条取りによる製造が実施されるようになり、図24に示す2条取り(テープ幅:70mm、96mm)では、それ程大きな製造効率の向上はできず、図25に示す4条取り(テープ幅:156mm〜158mm)は、製造効率はある程度向上している反面、COF用テープキャリアを製造する原材料の主なテープ幅が524mmであるのに対して、材料の使用効率があまり良くないため材料の廃棄による無駄が生じている。
【0011】
つまり、COF用テープキャリアを製造する原材料のテープ幅は、主に524mmが一般的であり、3条〜4条(テープ幅35mmの場合)となる112mm、156mm、及び158mm幅での製造では、製造効率は向上するものの、材料の使用効率はあまり良くなく、材料の廃棄による無駄も発生している。原材料が不足した時期には、テープキャリア製造メーカからの供給不足にも影響していた。例えば、35mm幅で、1条の場合に廃棄する材料は約7%であるが、4条(158mmの場合)の場合には約20%を廃棄することになる。
【0012】
本発明は、上記問題点、つまり、従来の多条取りにおける製造効率の向上に伴う材料の使用効率の低下という問題点に鑑みてなされたものであり、その目的は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法において、従来の多条取りより製造効率と材料使用効率の両方を向上可能なテープキャリアの製造方法、及び、そのテープキャリアの製造方法を用いた半導体装置の製造方法を提供する点にある。
【課題を解決するための手段】
【0013】
上記目的を達成するための本発明に係るテープキャリアの製造方法は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記テープキャリアの原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の製造幅で、製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、前記多条製造用テープに対して、前記多条製造用テープを搬送するための多条用スプロケットホールを前記多条製造用テープの幅方向の両端部分に、前記多条製造用テープの長手方向に沿って形成する第2工程と、前記多条製造用テープに対して、前記金属薄膜をパターニング加工して、前記半導体装置を構成する半導体チップの各電極と接続するリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程と、を有し、
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能とし、前記原材料テープから、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープを前記製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないことを第1の特徴とする。
【0014】
上記第1の特徴のテープキャリアの製造方法によれば、第1工程において、原材料テープから、原材料テープの原テープ幅と同一幅、原テープ幅の2分の1幅、原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の多条製造用テープを準備する場合は、多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能であるので、第3工程の処理を5条以上のテープキャリアを纏めて実行できるので、製造効率が従来の4条取りより向上し、従来4条取り以上の多条取りでは、材料使用効率が低下するところ、原テープ幅と同一幅または2分の1幅程度と従来の多条製造用テープより大幅に幅広となるので、材料使用効率も、従来の1条取りと同程度まで向上する。また、第1工程において、原材料テープから、原テープ幅の3分の1幅、原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の多条製造用テープを準備する場合は、多条製造用テープのテープ幅が狭くなって、製造効率及び材料使用効率が、原材料テープを分割しない場合或いは2分割する場合より低下するものの、従来の4条取り以上のレベルが維持でき、多条製造用テープ上の単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないため、アセンブリ工程やユーザでの実装工程において設備投資が必要となる場合もあるが、条別のスプロケットホール部分を有効に利用することで、多条製造用テープ当たりのテープキャリアの条数が増加して製造効率が向上し、或いは、製品の有効幅が広がるため、半導体チップサイズが僅かに大きく1つ上の規格幅を使用しなければならない状況でも、規格幅を上げる必要がなくなり、結果として多条製造用テープ当たりのテープキャリアの条数の低下を抑制でき、材料使用効率が向上する。ここで、製品配置幅とは、多条製造用テープ上における半導体装置の製造工程中の製品幅を示し、幅方向に隣接する半導体装置の配置間隔に相当する。従って、条別のスプロケットホールを有する場合には、そのスペースも含まれる。
【0015】
尚、本発明の説明においてテープキャリアは、1条の長尺テープ状か、多条の長尺テープ状か、或いは、半導体装置単位に切断された状態かは区別せず、絶縁テープ上にリード配線が形成され、チップオンフィルムまたはテープキャリアパッケージの形態で半導体チップを搭載可能或いは搭載したものを指す。
【0016】
本発明に係るテープキャリアの製造方法は、上記第1の特徴に加えて、更に、前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合においても、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分に、前記条別のスプロケットホールが形成されていないことを第2の特徴とする。
【0017】
上記第2の特徴のテープキャリアの製造方法によれば、アセンブリ工程やユーザでの実装工程において設備投資が必要となる場合もあるが、条別のスプロケットホールが形成されていないため、原材料テープの原テープ幅と同一幅、原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の多条製造用テープを準備する場合において、更に、製造効率或いは材料使用効率が向上する。
【0018】
本発明に係るテープキャリアの製造方法は、上記第2の特徴に加えて、更に、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分が、前記条別のスプロケットホールを形成する代わりに、前記リード配線の一部を形成するために使用されることを第3の特徴とする。
【0019】
本発明に係るテープキャリアの製造方法は、上記第2または第3の特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅より前記条別のスプロケットホールを形成しない分だけ狭いことを第4の特徴とする。
【0020】
本発明に係るテープキャリアの製造方法は、上記第2乃至第4の何れかの特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じで、前記条別のスプロケットホールを形成しない分だけ有効製品幅が広くなっていることを第5の特徴とする。
【0021】
上記第3または第4の特徴のテープキャリアの製造方法によれば、条別のスプロケットホール部分を有効に利用することで、多条製造用テープ当たりのテープキャリアの条数が増加して製造効率が向上する。
【0022】
また、上記第3または第5の特徴のテープキャリアの製造方法によれば、或いは、製品の有効幅が広がるため、半導体チップサイズが僅かに大きく1つ上の規格幅を使用しなければならない状況でも、規格幅を上げる必要がなくなり、結果として多条製造用テープ当たりのテープキャリアの条数の低下を抑制でき、材料使用効率が向上する。
【0023】
本発明に係るテープキャリアの製造方法は、上記第2乃至第5の何れかの特徴に加えて、更に、前記第3工程において、前記多条製造用テープ上の前記単位条製造用テープ領域の前記リード配線の1条毎の配線パターンが、幅方向に隣接する2条間で前記多条製造用テープの長手方向に反転したパターンとなるように、前記リード配線を形成することを第6の特徴とする。
【0024】
上記第6の特徴のテープキャリアの製造方法によれば、多条製造用テープ当たりのテープキャリアの条数が更に増加して製造効率が向上する。
【0025】
本発明に係るテープキャリアの製造方法は、上記第1の特徴に加えて、更に、前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備し、前記第2工程において、前記多条製造用テープに対して、前記単位条製造用テープ領域の幅方向の両端部分に、前記多条製造用テープの長手方向に沿って前記条別のスプロケットホールを形成することを第7の特徴とする。
【0026】
本発明に係るテープキャリアの製造方法は、上記第7の特徴に加えて、更に、前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じであることを第8の特徴とする。
【0027】
上記第7または第8の特徴のテープキャリアの製造方法によれば、製造効率が従来の4条取りより向上し、材料使用効率も、従来の1条取りと同程度まで向上するとともに、多条製造用テープを分割して単位条製造用テープ領域を個別の両端部分に条別のスプロケットホールを備えた従来の1条取りと同じテープキャリアが作製されるので、従来の設備を使用してアセンブリ工程やユーザでの実装工程が可能となる。
【0028】
本発明に係るテープキャリアの製造方法は、上記第4、第5または第8の特徴に加えて、更に、前記原テープ幅が524mmで、前記所定の規格幅が35mmまたは48mmであることを第9の特徴とする。
【0029】
上記第9の特徴のテープキャリアの製造方法によれば、一般的に供給されている原材料テープを使用して、製造効率及び材料使用効率の向上が図れる。
【0030】
本発明に係るテープキャリアの製造方法は、上記第1乃至第9の何れかの特徴に加えて、更に、チップオンフィルムの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をスパッタ法で積層するか、または、前記金属薄膜上に絶縁性樹脂を塗布して硬化させるキャスティング法で前記原材料絶縁テープを積層して作製されることを第10の特徴とする。
【0031】
上記第10の特徴のテープキャリアの製造方法によれば、チップオンフィルムの形態による半導体装置の製造に適した原材料テープが準備できる。
【0032】
本発明に係るテープキャリアの製造方法は、上記第1乃至第9の何れかの特徴に加えて、更に、テープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をラミネート法により接着剤で貼付して作製されることを第11の特徴とする。
【0033】
上記第11の特徴のテープキャリアの製造方法によれば、テープキャリアパッケージの形態による半導体装置の製造に適した原材料テープが準備できる。
【0034】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第4工程を実行することを第1の特徴とする。
【0035】
本発明に係る半導体装置の製造方法は、上記第1の特徴に加えて、更に、前記第4工程後に、前記多条製造用テープから前記半導体装置を個別に打ち抜くことを第2の特徴とする。
【0036】
上記第1または第2の特徴の半導体装置の製造方法によれば、アセンブリ工程或いはユーザでの実装工程において、多条製造用テープの状態で第4工程を実行するため、アセンブリ工程或いはユーザでの実装工程の製造効率が大幅に向上する。
【0037】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記第2乃至第6の何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープから、前記半導体装置単位の前記テープキャリアを個別に打ち抜き、別途準備された幅方向の両端部分にスプロケットホールが形成され、中央部分が前記半導体装置単位に開口したアセンブリ用の単位条搬送テープに転載し、前記単位条搬送テープに転載された前記テープキャリアに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第5工程を有することを第3の特徴とする。
【0038】
本発明に係る半導体装置の製造方法は、チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、上記第7または第8の何れかの特徴のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープを長手方向に沿って分割して前記半導体装置の前記所定の製品配置幅と同じ幅の単位条製造用テープを作製し、前記単位条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第6工程を実行することを第4の特徴とする。
【0039】
上記第3または第4の特徴の半導体装置の製造方法によれば、新たな設備投資を行わずに従来の設備を使用してアセンブリ工程やユーザでの実装工程が可能となる。
【0040】
本発明に係る半導体モジュール装置は、上記第1乃至第4の何れかの特徴の半導体装置の製造方法を用いて製造された半導体装置を備えてなることを特徴とする。
【発明を実施するための最良の形態】
【0041】
以下、本発明に係るテープキャリア及び半導体装置の製造方法(以下、適宜「本発明方法」と略称する)の実施形態を図面に基づいて説明する。尚、以下の説明で参照する図面では、説明の理解の容易のため、共通する構成要素には共通の符号を付している。
【0042】
〈第1実施形態〉
図1は、第1実施形態における本発明方法によるチップオンフィルム(COF)またはテープキャリアパッケージ(TCP)の形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程を示している。図2及び図3は、図1に示す製造工程を経て作製された1条単位に切断前の多条長尺テープ状のテープキャリア1を示す平面図である。
【0043】
図1に示すように、本発明方法は、幅方向に所定の製品配置幅を占める半導体装置を複数配列可能な多条製造用テープを準備する第1工程(#11)と、第1工程で準備された多条製造用テープに対して、搬送用の多条用スプロケットホールを形成する第2工程(#12)と、多条製造用テープに対して、リード配線を形成し、ソルダーレジストを塗布し、メッキ処理、所定の電気的検査と外観検査等を行う第3工程(#13)を有する。
【0044】
第1工程では、テープキャリア1の原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、原材料テープの原テープ幅W0(本実施形態では、524mmを想定する)と同一幅、原テープ幅から所定の未使用幅Wx1(本実施形態では、28mmと38mmの2通りを想定する)を除去した使用幅Wy1と同一幅(486mm、496mm)、原テープ幅W0の2分の1幅(262mm)、原テープ幅W0から所定の未使用幅Wx2(本実施形態では、22mmと32mmの2通りを想定する)を除去した使用幅Wy2の2分の1幅(246mm、251mm)の何れかの製造幅W1を有する多条製造用テープを準備する。従って、本実施形態では、原テープ幅W0と製造幅W1の関係は、以下の数1に示す4通りとなる。
【0045】
[数1]
W1=W0
W1=Wy1=W0−Wx1
W1=W0/2
W1=Wy2/2=(W0−Wx2)/2
【0046】
本実施形態の第1工程では、原材料テープから1本(分割なし)または2本(2分割)の多条製造用テープが準備される。図2は、数1の第1式または第2式の関係により原材料テープを分割せずに準備された製造幅(486mm、496mm、524mm)の多条製造用テープで作製されたテープキャリアを示し、図3は、数1の第3式または第4式の関係により原材料テープを2分割して準備された製造幅(246mm、251mm、262mm)の多条製造用テープで作製されたテープキャリアを示している。尚、図2及び図3は、単位条製造用テープ領域の製品配置幅W2が35mmの場合を例示している。
【0047】
第1工程で準備された多条製造用テープ上には、製品配置幅W2の単位条製造用テープ領域が幅方向に、5列以上形成されている。多条製造用テープの製造幅が486mm、496mm、または、524mmの場合(分割なし)には、製品配置幅W2が35mmの単位条製造用テープ領域が14列、製品配置幅W2が48mmの単位条製造用テープ領域が10列、夫々形成される。また、多条製造用テープの製造幅が246mm、251mm、または、262mmの場合(2分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が7列、製品配置幅W2が48mmの単位条製造用テープ領域が5列、夫々形成される。単位条製造用テープ領域には、半導体装置が長手方向に沿って一列に形成される領域で、単位条製造用テープ領域の本数は、即ち、多条テープキャリア1が半導体装置を幅方向に搭載可能な個数である。尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅と同じ35mmと48mmである。
【0048】
多条製造用テープ上において単位条製造用テープ領域以外の未使用幅(多条製造用テープの製造幅W1の調整用余白部分(図2及び図3で図示されていない)と多条用スプロケットホール6)をWz、単位条製造用テープ領域の本数をNとすると、単位条製造用テープ領域の本数Nと、製造幅W1、製品配置幅W2及び未使用幅Wzの関係は、以下の数2に示すようになる。
【0049】
[数2]
N=(W1−Wz)/W2
【0050】
また、原材料テープは、原材料絶縁テープの全面に金属薄膜が形成された積層膜であるが、COFとTCPで作製方法が異なる。COFに使用される原材料テープは、自由に折り曲げることが可能な柔軟性の高い厚さ15〜40μmの薄膜のポリイミド系絶縁テープを基材とし、絶縁テープの表面に厚さ8〜18μmの銅の薄膜をスパッタ法で積層して形成するか(メタライジング法)、或いは、厚さ8〜18μmの銅箔裏面にポリイミド等を厚さ15〜40μmで塗布、硬化させて形成する(キャスティング法)。TCPに使用される原材料テープは、ポリイミドからなる絶縁テープ上に、接着剤を用いて銅箔をラミネートして形成する。TCPでは、絶縁テープの半導体チップが搭載される部分に予め貫通した開口部が開けられ、リード配線が開口部に向って片持ち梁状に突き出した状態となるため、ラミネートする銅箔の厚みは18μm以上を使用しており、液晶パネル等への実装後の折り曲げ部分には予めスリットが設けられている。
【0051】
第1工程において、多条製造用テープを準備する際に、製造幅W1を未使用幅Wx1またはWx2を除去して狭くしておくと、第3工程後において、作製されたテープキャリア上にできる廃棄すべき余剰部分(未使用幅Wzに相当)を少なくすることができる。つまり、第1工程において、製造幅W1を未使用幅Wx1またはWx2を除去しない場合には、作製されたテープキャリア上にできる廃棄すべき余剰部分が多くなるが、原材料テープから見た廃棄すべき余剰部分の占める未使用率は、第1工程において未使用幅Wx1またはWx2を除去する場合と全く同じである。余剰部分を除去するタイミングと回数が違うだけである。
【0052】
第2工程では、搬送用の多条用スプロケットホール6が、多条製造用テープの幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。次の第3工程の各個別処理の設備内において、多条用スプロケットホール6を使用して多条製造用テープが搬送される。本実施形態では、第2工程において、多条用スプロケットホール6とともに、条別のスプロケットホール5が、単位条製造用テープ領域の幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。
【0053】
第3工程では、多条製造用テープに対して、多条製造用テープの金属薄膜を公知のフォトリソグラフィ技術及びエッチング技術を用いてパターニング加工して、半導体装置を構成する半導体チップの各電極と接続するリード配線を形成する。更に、リード配線に対してメッキ処理が施され、リード配線の電極との接触部分及び外部接続用の端子部分以外にソルダーレジストを塗布して絶縁状態が確保される。更に、所定の電気的検査と外観検査等が行われる。第3工程の各処理は、従来のテープキャリア製造工程と同じであるので、詳細な説明は割愛する。以上により、多条長尺テープ状のテープキャリア1が作製される。
【0054】
本発明方法の各工程(#11〜#13)により作製された多条テープキャリア1は、単位条製造用テープ領域毎に分割され、従来の1条取りテープキャリア(単位条製造用テープに相当)が作製される(#14)。本実施形態では、第2工程において単位条製造用テープ領域に条別のスプロケットホール5が形成されており、更に、当該1条取りテープキャリアのテープ幅が規格幅の35mmと48mmと同じであるので、後続のアセンブリ工程或いはユーザでの実装工程において(#15、第6工程に相当)、半導体チップを分割された1条取りテープキャリアに搭載する際に、既存設備を有効利用できる。アセンブリ工程或いはユーザでの実装工程(#15)では、1条取りテープキャリアが各処理の製造設備内を条別のスプロケットホール5を用いて搬送される。
【0055】
アセンブリ工程或いはユーザでの実装工程(#15)では、半導体チップが1条取りテープキャリア上に搭載され、半導体チップ上に形成されたバンプと呼ばれる突起電極と、樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続される。半導体チップが接合及び搭載された後に、COFの場合には、半導体チップとテープキャリアの隙間に樹脂12が注入され、TCPの場合には、テープキャリアの開口部15内に露出した半導体チップの表面に樹脂12が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される。個別の半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。
【0056】
図4に、本実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。尚、単位条製造用テープ領域の有効製品幅(W3)は、第3工程においてリード配線の形成やソルダーレジストの塗布に利用できる部分を含む半導体装置として最終の製品幅と同等である。従って、製品配置幅(W2)から有効製品幅(W3)を除いた部分に、条別のスプロケットホール5と、半導体装置から条別のスプロケットホール5を切り離す場合の切り取り代(片側1mm)が含まれる。
【0057】
また、図5に、従来の1条〜4条取りのテープキャリアにおける同様の相互関係を、比較例として一覧にして示している。図4と図5の比較より、本実施形態の本発明方法で作成されたテープキャリア1では、従来の1条取りのテープキャリアと同等の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。
【0058】
〈第2実施形態〉
図6は、第2実施形態における本発明方法によるCOFまたはTCPの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程、及び、半導体装置の製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を示している。図7〜図9は、図6に示すテープキャリアの製造工程(#21〜#23)を経て作製された個別の半導体装置単位に切断前の多条長尺テープ状のテープキャリア1を示す平面図である。
【0059】
図6に示すように、本発明方法のテープキャリアの製造工程は、幅方向に所定の製品配置幅を占める半導体装置を複数配列可能な多条製造用テープを準備する第1工程(#21)と、第1工程で準備された多条製造用テープに対して、搬送用の多条用スプロケットホールを形成する第2工程(#22)と、多条製造用テープに対して、リード配線を形成し、ソルダーレジストを塗布し、メッキ処理、所定の電気的検査と外観検査等を行う第3工程(#23)を有する。
【0060】
第1工程では、テープキャリア1の原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、原材料テープの原テープ幅W0(本実施形態では、524mmを想定する)と同一幅、原テープ幅から所定の未使用幅Wx1(本実施形態では、22mmと34mmの2通りを想定する)を除去した使用幅Wy1と同一幅(490mm、502mm)、原テープ幅W0の2分の1幅(262mm)、原テープ幅W0から所定の未使用幅Wx2(本実施形態では、16mmと72mmの2通りを想定する)を除去した使用幅Wy2の2分の1幅(226mm、254mm)、原テープ幅W0から所定の未使用幅Wx3(本実施形態では、2mmと41mmと110mmの3通りを想定する)を除去した使用幅Wy3の3分の1幅(138mm、161mm、174mm)の何れかの製造幅W1を有する多条製造用テープを準備する。従って、本実施形態では、原テープ幅W0と製造幅W1の関係は、以下の数3に示す5通りとなる。尚、本実施形態では、原テープ幅W0(524mm)の3分の1幅は、3分の2mmの端数が生じるため、製造幅W1としては採用していないが、原テープ幅W0が3mmの倍数の場合には、原テープ幅W0の3分の1幅を製造幅W1としても構わない。
【0061】
[数3]
W1=W0
W1=Wy1=W0−Wx1
W1=W0/2
W1=Wy2/2=(W0−Wx2)/2
W1=Wy3/3=(W0−Wx3)/3
【0062】
本実施形態の第1工程では、原材料テープから1本(分割なし)、2本(2分割)、または、3本(3分割)の多条製造用テープが準備される。図7は、数3の第1式または第2式の関係により原材料テープを分割せずに準備された製造幅(490mm、502mm、524mm)の多条製造用テープで作製されたテープキャリアを示し、図8は、数3の第3式または第4式の関係により原材料テープを2分割して準備された製造幅(226mm、254mm、262mm)の多条製造用テープで作製されたテープキャリアを示し、図9は、数1の第5式の関係により原材料テープを3分割して準備された製造幅(138mm、161mm、174mm)の多条製造用テープで作製されたテープキャリアを示している。尚、図7〜図9は、単位条製造用テープ領域の製品配置幅W2が35mmの場合を例示している。
【0063】
第1工程で準備された多条製造用テープ上には、3分割で製品配置幅W2が44mmの場合を除いて、製品配置幅W2の単位条製造用テープ領域が幅方向に5列以上形成されている。多条製造用テープの製造幅が490mm、502mm、または、524mmの場合(分割なし)には、製品配置幅W2が31mmの単位条製造用テープ領域が16列、製品配置幅W2が44mmの単位条製造用テープ領域が11列、夫々形成される。また、多条製造用テープの製造幅が226mm、254mm、または、262mmの場合(2分割時)には、製品配置幅W2が31mmの単位条製造用テープ領域が8列、製品配置幅W2が44mmの単位条製造用テープ領域が5列、夫々形成される。また、多条製造用テープの製造幅が138mm、161mm、または、174mmの場合(3分割時)には、製品配置幅W2が31mmの単位条製造用テープ領域が5列、製品配置幅W2が44mmの単位条製造用テープ領域が3列、夫々形成される。尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅35mm、48mmより夫々4mm(片側で2mm)狭く設定されている。これは、第2工程において、条別のスプロケットホール5を開口しないため、第1実施形態と単位条製造用テープ領域の有効製品幅W3が同じに維持したまま、単位条製造用テープ領域の製品配置幅W2を狭くできるためである。この結果、分割なし或いは2分割時において、多条製造用テープ上に形成される単位条製造用テープ領域の本数Nが、2分割時で製品配置幅W2が44mmの場合を除いて、第1実施形態の場合より増加しているので、第3工程での処理効率が向上する。
【0064】
単位条製造用テープ領域の本数Nと、製造幅W1、製品配置幅W2及び未使用幅Wz(多条製造用テープの製造幅W1の調整用余白部分7と多条用スプロケットホール6)の関係は、個々の数値は異なるが、第1実施形態と同様に数2に示すようになる。また、原材料テープの作製方法は、第1実施形態と同様であるので重複する説明は割愛する。
【0065】
第2工程では、搬送用の多条用スプロケットホール6が、多条製造用テープの幅方向の両端部分に、長手方向に沿って4.75mm間隔で開口される。次の第3工程の各個別処理の設備内において、多条用スプロケットホール6を使用して多条製造用テープが搬送される。第2実施形態では、第1実施形態とは異なり、第2工程において、単位条製造用テープ領域の幅方向の両端部分には条別のスプロケットホール5は開口されない。従って、第1工程で準備される多条製造用テープにおいて、単位条製造用テープ領域の製品配置幅W2が、条別のスプロケットホール5に利用する部分(2mm×2)だけ狭くなっており、上述の通り、従来の1条取りのテープキャリアの規格幅35mm、48mmより夫々4mm(片側で2mm)狭く設定されている。尚、第2実施形態では、条別のスプロケットホール5に利用する部分を、単位条製造用テープ領域の本数Nを増加するために利用したので、半導体装置の有効製品幅(W3)は、第1実施形態と同じである。第2実施形態では、製品配置幅(W2)から有効製品幅(W3)を除いた部分には、条別のスプロケットホール5は含まれないが、幅方向に隣接する半導体装置を個々に分離する際の切り取り代8(2mm)が含まれる。尚、多条用スプロケットホール6と両端の単位条製造用テープ領域との間の余白部分7は、製造幅W1の調整用で、多条製造用テープの未使用幅Wzに含まれる。
【0066】
第3工程では、多条製造用テープに対して、多条製造用テープの金属薄膜を公知のフォトリソグラフィ技術及びエッチング技術を用いてパターニング加工して、半導体装置を構成する半導体チップの各電極と接続するリード配線を形成する。更に、リード配線に対してメッキ処理が施され、リード配線の電極との接触部分及び外部接続用の端子部分以外にソルダーレジストを塗布して絶縁状態が確保される。更に、所定の電気的検査と外観検査等が行われる。第3工程の各処理は、第1実施形態と同様である。以上により、多条長尺テープ状のテープキャリア1が作製される。
【0067】
本発明方法の各工程(#21〜#23)により作製された多条テープキャリア1は、単位条製造用テープ領域毎に分割されずに、そのまま、後続のアセンブリ工程或いはユーザでの実装工程(#24、第4工程に相当)で使用される。アセンブリ工程或いはユーザでの実装工程(#24)では、多条用スプロケットホール6を用いて多条テープキャリア1が各処理の製造設備内を搬送される。
【0068】
アセンブリ工程或いはユーザでの実装工程(#24)では、半導体チップが多条テープキャリア1上に搭載され、半導体チップ上に形成されたバンプと呼ばれる突起電極と、樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続される。半導体チップが接合及び搭載された後に、COFの場合には、半導体チップと多条テープキャリア1の隙間に樹脂が注入され、TCPの場合には、多条テープキャリア1の開口部内に露出した半導体チップの表面に樹脂が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される。
【0069】
多条テープキャリア1上に完成された半導体装置は、個々の半導体装置に打ち抜かれて分離される(#25)。従って、本実施形態では、多条テープキャリア1は、1条取りのテープキャリアに分割されることはない。個別に分離された半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。
【0070】
図10に、第2実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。
【0071】
図10と図5の比較より、第2実施形態の本発明方法で作成されたテープキャリア1では、分割なしの場合、或いは、2分割時で製品配置幅W2が31mmの場合には、従来の1条取りのテープキャリアと同等以上の材料使用率が達成でき、2分割時で製品配置幅W2が44mmの場合、或いは、3分割時で製品配置幅W2が31mmの場合には、従来の3条または4条取りのテープキャリアと同等以上の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。更に、第2実施形態では、アセンブリ工程或いはユーザでの実装工程を、テープキャリア1上において複数列同時に実行できるため、半導体製造工程の全体としても製造効率が大幅に向上することになる。尚、3分割時で製品配置幅W2が44mmの場合には、従来の3条取りのテープキャリアより材料使用率が低下しているが、その理由は、従来の3条取りのテープキャリアでは、条別のスプロケットホールが廃棄されずに、1条取りのテープキャリアに分離された場合に利用可能であるためで、有効製品幅(W3)で比較した場合の材料使用率は全く同じであるが、上述の通り、半導体製造工程の全体として製造効率が大幅に向上することになる。
【0072】
〈第3実施形態〉
第3実施形態は、第2実施形態の別実施形態であり、第3実施形態における本発明方法の各工程は、第2実施形態と基本的に同じであり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を有する。第2実施形態との相違点は、単位条製造用テープ領域の製品配置幅W2が、第1実施形態と同様に、従来の1条取りのテープキャリアの規格幅35mm、48mmと同一幅に設定されている点である。図11〜図13は、図6に示すテープキャリアの製造工程(#21〜#23)を経て第3実施形態における製品配置幅W2の設定条件で作製された多条長尺テープ状のテープキャリア1を示す平面図である。図14は、図13に示す3分割時のテープキャリア1に半導体チップ10が実装されて半導体装置となった状態で、個別の半導体装置に分離される前の状態を示している。
【0073】
また、単位条製造用テープ領域の製品配置幅W2が、第2実施形態の場合と相違するので、多条製造用テープの製造幅W1等も、一部が第2実施形態の場合と相違する。
【0074】
第3実施形態においては、第1工程で準備された多条製造用テープ上には、3分割時を除いて、製品配置幅W2の単位条製造用テープ領域が幅方向に5列以上形成されている。多条製造用テープの製造幅が486mm、496mm、または、524mmの場合(分割なし)には、製品配置幅W2が35mmの単位条製造用テープ領域が14列、製品配置幅W2が48mmの単位条製造用テープ領域が10列、夫々形成される。また、多条製造用テープの製造幅が246mm、251mm、または、262mmの場合(2分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が7列、製品配置幅W2が48mmの単位条製造用テープ領域が5列、夫々形成される。また、多条製造用テープの製造幅が146mm、150mm、または、174mmの場合(3分割時)には、製品配置幅W2が35mmの単位条製造用テープ領域が4列、製品配置幅W2が48mmの単位条製造用テープ領域が3列、夫々形成される。
【0075】
尚、本実施形態で使用する製品配置幅W2は、従来の1条取りのテープキャリアの規格幅35mm、48mmと同一幅に設定されているが、第2実施形態と同様に、第2工程において条別のスプロケットホール5を開口しないので、条別のスプロケットホール5を開口するスペースをリード配線の形成に利用できるため、有効製品幅W3をその分(本実施形態では4mm)拡大することができる。従って、従来の1条〜4条取りのテープキャリア、或いは、第1実施形態の多条テープキャリア1において、半導体チップのチップサイズが僅かに大きい(例えば、幅方向のチップサイズ増加量が4mm以下の場合)ために、規格幅35mmの製品配置幅W2に収容できずに、規格幅48mmの製品配置幅W2に拡大する必要が生じ、単位条製造用テープ領域の本数Nが減少して、製造効率が低下する場合であっても、有効製品幅W3が拡大することで、同じ規格幅35mmの製品配置幅W2に収容できることになり、大きな製造効率の大幅な向上が実質的に図ることができる。尚、図11〜図13の各平面図では、半導体チップのチップサイズの増大に合わせたリード配線の配線パターンとはなっていないが、余白部分が半導体チップのチップサイズの増大に対応できることを示している。
【0076】
図15に、第3実施形態における、原材料テープの原テープ幅(W0)、多条製造用テープの製造幅(W1)及び本数(M)、原材料テープの使用幅(Wy1、Wy2)及び未使用幅(Wx1、Wx2)、並びに、単位条製造用テープ領域の本数(N)、製品配置幅(W2)及び有効製品幅(W3)、多条製造用テープの使用幅(W1−Wz)及び未使用幅(Wz)、原材料テープに対する単位条製造用テープ領域の本数(L=M×N)、原材料テープの材料使用率(U)の相互関係を、一覧にして示している。
【0077】
図15と図5の比較より、第3実施形態の本発明方法で作成されたテープキャリア1では、分割なしの場合、或いは、2分割時の場合には、従来の1条取りのテープキャリアと同等以上の材料使用率が達成でき、3分割時の場合には、従来の3条または4条取りのテープキャリアと同等以上の材料使用率が達成でき、しかも、第3工程における各処理が、従来の1条〜4条取りのテープキャリアより高効率で実行できることが分かる。更に、第3実施形態では、アセンブリ工程或いはユーザでの実装工程を、テープキャリア1上において複数列同時に実行できるため、半導体製造工程の全体としても製造効率が大幅に向上することになる。更に、第3実施形態では、上述の如く、単位条製造用テープ領域の有効製品幅W3が拡大することによる製造効率の向上効果も大きい。
【0078】
〈第4実施形態〉
第4実施形態は、第2実施形態の別実施形態であり、第4実施形態における本発明方法の各工程は、第2実施形態と基本的に同じであり、原材料テープから多条長尺テープ状のテープキャリアが製造されるまでの工程(#21〜#23)と、当該テープキャリアに半導体チップが搭載されて半導体装置が製造されるまでの工程(#24〜#25)を有する。第2実施形態との相違点は、多条製造用テープ上に形成される単位条製造用テープ領域の第3工程で形成されるリード配線の配線パターンである。
【0079】
第2実施形態では、第3工程において、多条製造用テープ上に形成される全ての単位条製造用テープ領域で、リード配線は全て同じ配線パターンに形成されている。これに対して、第4実施形態では、第3工程において、図16に示すように、単位条製造用テープ領域のリード配線の1条毎の配線パターンが、幅方向に隣接する2条間で多条製造用テープの長手方向に交互に反転したパターンとなるように、リード配線のパターニングが行われる。この結果、図16に示すように、半導体装置の形状が、長方形や正方形ではなく、台形状のように、製品幅が長手方向の両端で異なる場合には、平均的な有効製品幅が実質的に短くなって、結果として、同じ多条製造用テープの製造幅W1に対して、単位条製造用テープ領域の本数Nが増加する場合が生じる。第2実施形態の図8に示す2分割時の単位条製造用テープ領域の本数Nが8であるのに対して、第4実施形態の図16に示す2分割時の単位条製造用テープ領域の本数Nが9と1増加しており、これにより、材料使用率が向上するとともに、テープキャリア及び半導体装置の夫々の製造効率が更に向上する。
【0080】
〈第5実施形態〉
第5実施形態は、第2実施形態の別実施形態であり、図17は、第5実施形態における本発明方法によるCOFまたはTCPの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造工程、及び、半導体装置の製造工程を示す工程図であり、原材料テープから多条長尺テープ状のテープキャリア1が製造されるまでの工程(#31〜#33)と、多条テープキャリア1に半導体チップが搭載されて半導体装置が製造されるまでの工程(#34〜#35)を示している。
【0081】
多条テープキャリア1が製造されるまでの工程(#31〜#33)は、第2実施形態における多条テープキャリア1が製造されるまでの工程(#21〜#23)と同じである。第2実施形態と重複する説明は割愛する。
【0082】
第2実施形態との相違点は、多条テープキャリア1に半導体チップが搭載されて半導体装置が製造されるまでの工程(#34〜#35、第5工程に相当)、つまり、アセンブリ工程或いはユーザでの実装工程が、第2実施形態の工程(#24〜#25)と異なる点である。第5実施形態では、図18に示すように、本発明方法の各工程(#31〜#33)により作製された多条テープキャリア1から、単位条製造用テープ領域の個別の半導体装置となる個別テープキャリア16が、夫々打ち抜かれて、別途準備された幅方向の両端部分にスプロケットホール18が形成され、中央部分が半導体装置単位に開口したアセンブリ用の単位条搬送テープ17に転載する(#34)。個別テープキャリア16と単位条搬送テープ17の接続は、例えば接着剤等により仮付けすることにより行う。
【0083】
引き続いて、単位条搬送テープ17に転載された個別テープキャリア16に対して、半導体チップを各別に搭載し、半導体チップ上に形成されたバンプと呼ばれる突起電極と、個別テープキャリア16の樹脂封止されるリード配線の内側端部の対応するもの同士が接合され、電気的に接続され、半導体チップが接合及び搭載された後に、COFの場合には、半導体チップと個別テープキャリア16の隙間に樹脂が注入され、TCPの場合には、個別テープキャリア16の開口部内に露出した半導体チップの表面に樹脂が塗布され、半導体チップとリード配線の接合部分と半導体チップ表面が樹脂封止される(#35)。個別の半導体装置は、図19と図20に示すものと同様となり、図21及び図22に示すように、リード配線の外部接続用の端子部分が、液晶パネル19やプリント基板20と接続してモジュール化され、半導体モジュール装置となる。第5実施形態では、個別テープキャリア16が転載された単位条搬送テープ17は、従来の1条取りテープキャリアと同じであるので、既存設備を有効利用できる。
【0084】
ここで、単位条搬送テープ17は、アセンブリ工程或いはユーザでの実装工程が終了する毎に、半導体装置となった個別テープキャリア16を単位条搬送テープ17から回収した後に、再利用するのも好ましい。更に、単位条搬送テープ17を再利用しない場合であっても、多条テープキャリア1の製造に使用する原材料テープより十分に安価な材料を利用して単位条搬送テープ17を作製できるため、大幅な製造コストの上昇を伴わずに、既存設備を有効利用できるという利点を享受できる。
【0085】
以上、第1乃至第5実施形態において、本発明に係るテープキャリア及び半導体装置の製造方法について具体的な数値を例示して詳細に説明したが、上記説明に使用した数値や図面に示した各部の形状等は、一例であって、本発明方法の内容を制限するものではなく、適宜変更可能である。
【産業上の利用可能性】
【0086】
本発明は、チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリア及びその半導体装置の製造方法に利用可能である。
【図面の簡単な説明】
【0087】
【図1】本発明に係るテープキャリア及び半導体装置の製造方法の第1実施形態における各工程を示す工程図
【図2】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図3】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図4】第1実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図5】従来の1条〜4条取りのテープキャリアの各部寸法及び材料使用率を示す図表
【図6】本発明に係るテープキャリア及び半導体装置の製造方法の第2実施形態における各工程を示す工程図
【図7】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図8】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図9】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図10】第2実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図11】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図12】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図13】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの他の一例を模式的に示す平面図
【図14】図13に示す3分割時のテープキャリアに半導体チップが実装されて半導体装置となった状態を模式的に示す平面図
【図15】第3実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの各部寸法及び材料使用率を示す図表
【図16】第4実施形態における本発明に係るテープキャリアの製造方法で作製された多条長尺テープ状のテープキャリアの一例を模式的に示す平面図
【図17】本発明に係るテープキャリア及び半導体装置の製造方法の第5実施形態における各工程を示す工程図
【図18】本発明に係るテープキャリア及び半導体装置の製造方法の第5実施形態における多条テープキャリアから個別テープキャリアを打ち抜いて単位条搬送テープに転載する工程を模式的に示す図
【図19】チップオンフィルムの形態による半導体装置の断面構造を模式的に示す断面図
【図20】テープキャリアパッケージの形態による半導体装置の断面構造を模式的に示す断面図
【図21】チップオンフィルムの形態による半導体装置とプリント基板及び液晶パネルを接続してモジュール化した断面構造を模式的に示す断面図
【図22】テープキャリアパッケージの形態による半導体装置とプリント基板及び液晶パネルを接続してモジュール化した断面構造を模式的に示す断面図
【図23】従来の1条取りのテープキャリアの一例を模式的に示す平面図
【図24】従来の2条取りのテープキャリアの一例を模式的に示す平面図
【図25】従来の4条取りのテープキャリアの一例を模式的に示す平面図
【符号の説明】
【0088】
1: テープキャリア
2: 薄膜絶縁テープ
3: リード配線
4: ソルダーレジスト
5: 条別のスプロケットホール
6: 多条用スプロケットホール
7: 多条製造用テープの製造幅調整用の余白部分
8: 切り取り代
9: 接着剤
10: 半導体チップ
11: 突起電極(バンプ)
12: 封止樹脂
13: チップオンフィルム(COF)の形態による半導体装置
14: テープキャリアパッケージ(TCP)の形態による半導体装置
15: 開口部
16: 個別テープキャリア
17: 単位条搬送テープ
18: 単位条搬送テープのスプロケットホール
19: 液晶パネル
20: プリント基板
W1: 多条製造用テープの製造幅
W2: 製品配置幅
W3: 有効製品幅
【特許請求の範囲】
【請求項1】
チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記テープキャリアの原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の製造幅で、製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、
前記多条製造用テープに対して、前記多条製造用テープを搬送するための多条用スプロケットホールを前記多条製造用テープの幅方向の両端部分に、前記多条製造用テープの長手方向に沿って形成する第2工程と、
前記多条製造用テープに対して、前記金属薄膜をパターニング加工して、前記半導体装置を構成する半導体チップの各電極と接続するリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程と、を有し、
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能とし、前記原材料テープから、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープを前記製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないことを特徴とするテープキャリアの製造方法。
【請求項2】
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合においても、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分に、前記条別のスプロケットホールが形成されていないことを特徴とする請求項1に記載のテープキャリアの製造方法。
【請求項3】
前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分が、前記条別のスプロケットホールを形成する代わりに、前記リード配線の一部を形成するために使用されることを特徴とする請求項2に記載のテープキャリアの製造方法。
【請求項4】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅より前記条別のスプロケットホールを形成しない分だけ狭いことを特徴とする請求項2または3に記載のテープキャリアの製造方法。
【請求項5】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じで、前記条別のスプロケットホールを形成しない分だけ有効製品幅が広くなっていることを特徴とする請求項2〜4の何れか1項に記載のテープキャリアの製造方法。
【請求項6】
前記第3工程において、前記多条製造用テープ上の前記単位条製造用テープ領域の前記リード配線の1条毎の配線パターンが、幅方向に隣接する2条間で前記多条製造用テープの長手方向に反転したパターンとなるように、前記リード配線を形成することを特徴とする請求項2〜5の何れか1項に記載のテープキャリアの製造方法。
【請求項7】
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備し、
前記第2工程において、前記多条製造用テープに対して、前記単位条製造用テープ領域の幅方向の両端部分に、前記多条製造用テープの長手方向に沿って前記条別のスプロケットホールを形成することを特徴とする請求項1に記載のテープキャリアの製造方法。
【請求項8】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じであることを特徴とする請求項7に記載のテープキャリアの製造方法。
【請求項9】
前記原テープ幅が524mmで、前記所定の規格幅が35mmまたは48mmであることを特徴とする請求項4、5または8に記載のテープキャリアの製造方法。
【請求項10】
チップオンフィルムの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をスパッタ法で積層するか、または、前記金属薄膜上に絶縁性樹脂を塗布して硬化させるキャスティング法で前記原材料絶縁テープを積層して作製されることを特徴とする請求項1〜9の何れか1項に記載のテープキャリアの製造方法。
【請求項11】
テープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をラミネート法により接着剤で貼付して作製されることを特徴とする請求項1〜9の何れか1項に記載のテープキャリアの製造方法。
【請求項12】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項1〜11の何れか1項に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第4工程を実行することを特徴とする半導体装置の製造方法。
【請求項13】
前記第4工程後に、前記多条製造用テープから前記半導体装置を個別に打ち抜くことを特徴とする請求項12に記載の半導体装置の製造方法。
【請求項14】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項2〜6の何れか1項に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープから、前記半導体装置単位の前記テープキャリアを個別に打ち抜き、別途準備された幅方向の両端部分にスプロケットホールが形成され、中央部分が前記半導体装置単位に開口したアセンブリ用の単位条搬送テープに転載し、前記単位条搬送テープに転載された前記テープキャリアに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第5工程を有することを特徴とする半導体装置の製造方法。
【請求項15】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項7または8に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープを長手方向に沿って分割して前記半導体装置の前記所定の製品配置幅と同じ幅の単位条製造用テープを作製し、前記単位条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第6工程を実行することを特徴とする半導体装置の製造方法。
【請求項16】
請求項12〜15の何れか1項に記載の半導体装置の製造方法を用いて製造された半導体装置を備えてなることを特徴とする半導体モジュール装置。
【請求項1】
チップオンフィルムまたはテープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記テープキャリアの原材料となる幅方向に未切断の原材料絶縁テープの全面に金属薄膜が形成された原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の製造幅で、製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に複数配列可能な多条製造用テープを準備する第1工程と、
前記多条製造用テープに対して、前記多条製造用テープを搬送するための多条用スプロケットホールを前記多条製造用テープの幅方向の両端部分に、前記多条製造用テープの長手方向に沿って形成する第2工程と、
前記多条製造用テープに対して、前記金属薄膜をパターニング加工して、前記半導体装置を構成する半導体チップの各電極と接続するリード配線を形成し、ソルダーレジストを塗布し、所定の検査を行う第3工程と、を有し、
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープが製造工程中に所定の製品配置幅を占める前記半導体装置を幅方向に5以上配列可能とし、前記原材料テープから、前記原テープ幅の3分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の3分の1幅の前記多条製造用テープを準備する場合は、前記多条製造用テープを前記製品配置幅単位で長手方向に沿って区分した単位条製造用テープ領域の幅方向の両端部分に、条別のスプロケットホールが形成されていないことを特徴とするテープキャリアの製造方法。
【請求項2】
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備する場合においても、前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分に、前記条別のスプロケットホールが形成されていないことを特徴とする請求項1に記載のテープキャリアの製造方法。
【請求項3】
前記多条製造用テープ上の前記単位条製造用テープ領域の幅方向の両端部分が、前記条別のスプロケットホールを形成する代わりに、前記リード配線の一部を形成するために使用されることを特徴とする請求項2に記載のテープキャリアの製造方法。
【請求項4】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅より前記条別のスプロケットホールを形成しない分だけ狭いことを特徴とする請求項2または3に記載のテープキャリアの製造方法。
【請求項5】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じで、前記条別のスプロケットホールを形成しない分だけ有効製品幅が広くなっていることを特徴とする請求項2〜4の何れか1項に記載のテープキャリアの製造方法。
【請求項6】
前記第3工程において、前記多条製造用テープ上の前記単位条製造用テープ領域の前記リード配線の1条毎の配線パターンが、幅方向に隣接する2条間で前記多条製造用テープの長手方向に反転したパターンとなるように、前記リード配線を形成することを特徴とする請求項2〜5の何れか1項に記載のテープキャリアの製造方法。
【請求項7】
前記第1工程において、前記原材料テープから、前記原材料テープの原テープ幅と同一幅、前記原テープ幅から所定の未使用幅を除去した使用幅と同一幅、前記原テープ幅の2分の1幅、或いは、前記原テープ幅から所定の未使用幅を除去した使用幅の2分の1幅の前記多条製造用テープを準備し、
前記第2工程において、前記多条製造用テープに対して、前記単位条製造用テープ領域の幅方向の両端部分に、前記多条製造用テープの長手方向に沿って前記条別のスプロケットホールを形成することを特徴とする請求項1に記載のテープキャリアの製造方法。
【請求項8】
前記半導体装置の前記所定の製品配置幅が、所定の規格幅と同じであることを特徴とする請求項7に記載のテープキャリアの製造方法。
【請求項9】
前記原テープ幅が524mmで、前記所定の規格幅が35mmまたは48mmであることを特徴とする請求項4、5または8に記載のテープキャリアの製造方法。
【請求項10】
チップオンフィルムの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をスパッタ法で積層するか、または、前記金属薄膜上に絶縁性樹脂を塗布して硬化させるキャスティング法で前記原材料絶縁テープを積層して作製されることを特徴とする請求項1〜9の何れか1項に記載のテープキャリアの製造方法。
【請求項11】
テープキャリアパッケージの形態による半導体装置の製造に用いる薄膜状のテープキャリアの製造方法であって、
前記第1工程において使用する前記原材料テープが、前記原材料絶縁テープ上に前記金属薄膜をラミネート法により接着剤で貼付して作製されることを特徴とする請求項1〜9の何れか1項に記載のテープキャリアの製造方法。
【請求項12】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項1〜11の何れか1項に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第4工程を実行することを特徴とする半導体装置の製造方法。
【請求項13】
前記第4工程後に、前記多条製造用テープから前記半導体装置を個別に打ち抜くことを特徴とする請求項12に記載の半導体装置の製造方法。
【請求項14】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項2〜6の何れか1項に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープから、前記半導体装置単位の前記テープキャリアを個別に打ち抜き、別途準備された幅方向の両端部分にスプロケットホールが形成され、中央部分が前記半導体装置単位に開口したアセンブリ用の単位条搬送テープに転載し、前記単位条搬送テープに転載された前記テープキャリアに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第5工程を有することを特徴とする半導体装置の製造方法。
【請求項15】
チップオンフィルムまたはテープキャリアパッケージの何れかの形態によって薄膜状のテープキャリア上に樹脂封止された半導体装置の製造方法であって、
請求項7または8に記載のテープキャリアの製造方法の前記第1、第2及び第3工程の各処理後の前記多条製造用テープを長手方向に沿って分割して前記半導体装置の前記所定の製品配置幅と同じ幅の単位条製造用テープを作製し、前記単位条製造用テープに対して、前記半導体チップを各別に搭載し、前記各電極と前記リード配線を接続し、樹脂封止する第6工程を実行することを特徴とする半導体装置の製造方法。
【請求項16】
請求項12〜15の何れか1項に記載の半導体装置の製造方法を用いて製造された半導体装置を備えてなることを特徴とする半導体モジュール装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2009−16751(P2009−16751A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2007−179971(P2007−179971)
【出願日】平成19年7月9日(2007.7.9)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成19年7月9日(2007.7.9)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
[ Back to top ]