
テープ状部材の貼着装置及び貼着方法
【課題】基板に対してテープ状部材を能率よく貼着することができる貼着装置を提供することにある。
【解決手段】第1の貼着部14及び第2の貼着部15と、一対の貼着部と並行に設けられたガイドレール2の一端側に設けられた基板の供給部3及び他端側に設けられた基板の排出部4と、ガイドレールに駆動可能に設けられ供給部から2枚の基板を取り出す第1の受け渡し体6と、第1の受け渡し体から一方の基板を受けて第1の貼着部に搬送位置決めする第1のテーブル16及び第2の受け渡し体から他方の基板を受けて第2の貼着部に搬送位置決めする第2のテーブル17と、ガイドレールに駆動可能に設けられ第1の貼着部でテープ状部材が貼着されて第1のテーブルによって搬送位置決めされた一方の基板と第2の貼着部でテープ状部材が貼着されて第2のテーブルによって搬送位置決めされた他方の基板を保持して排出部に受け渡す第2の受け渡し体7を具備する。
【解決手段】第1の貼着部14及び第2の貼着部15と、一対の貼着部と並行に設けられたガイドレール2の一端側に設けられた基板の供給部3及び他端側に設けられた基板の排出部4と、ガイドレールに駆動可能に設けられ供給部から2枚の基板を取り出す第1の受け渡し体6と、第1の受け渡し体から一方の基板を受けて第1の貼着部に搬送位置決めする第1のテーブル16及び第2の受け渡し体から他方の基板を受けて第2の貼着部に搬送位置決めする第2のテーブル17と、ガイドレールに駆動可能に設けられ第1の貼着部でテープ状部材が貼着されて第1のテーブルによって搬送位置決めされた一方の基板と第2の貼着部でテープ状部材が貼着されて第2のテーブルによって搬送位置決めされた他方の基板を保持して排出部に受け渡す第2の受け渡し体7を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明はガラス製の基板に電子部品を実装するための粘着性のテープ状部材を貼着するための貼着装置及び貼着方法に関する。
【背景技術】
【0002】
たとえば、携帯電話などの液晶式の表示装置を形成するためのガラス製の基板にはTCPなどの電子部品が実装される。基板に電子部品を実装する場合、その基板の側辺部に異方性導電部材からなる両面粘着性のテープ状部材を貼着し、そのテープ状部材が貼着された箇所に上記電子部品を仮圧着してから本圧着するということが行われる。
【0003】
このようにして基板に電子部品を実装する場合、生産性の向上を図ることが要求される。そこで、従来は特許文献1に示されているように、基板にテープ状部材を貼着する貼着部、基板に貼着されたテープ状部材に電子部品を仮圧着する仮圧着部、さらには本圧着する本圧着部をそれぞれ複数ずつ設けるようにしている。
【0004】
すなわち、複数の貼着部は一列に並設されていて、これら複数の貼着部の並設方向に沿って第1のロボットが往復駆動可能に設けられている。そして、第1のロボットによってローダ部から取り出した複数の基板を、複数の貼着部に供給したならば、それぞれの貼着部に供給された基板にテープ状部材を貼着する。
【0005】
複数の貼着部でテープ状部材が貼着された基板は第2のロボットによって取り出され、複数の貼着部とともに一列に並設された複数の仮圧着部に供給される。ここで、電子部品が仮圧着された基板は、第3のロボットによって取り出されて複数の本圧着部にそれぞれ供給される。電子部品は本圧着部で基板に本圧着される。そして、電子部品が本圧着された基板は第4のロボットによって取り出されてアンローダ部に格納され、次工程に受け渡されるようになっている。
【特許文献1】特開2007−201375号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
複数の貼着部でそれぞれ基板にテープ状部材を貼着する場合、第1のロボットはローダ部から基板を取り出して各貼着部に受け渡すだけである。そのため、各貼着部には基板を受けて位置決めする位置決め機構を設ける必要があるから、貼着部の構成が複雑化するということがある。
【0007】
各貼着部でテープ状部材が貼着された基板は第2のロボットによって搬出される。つまり、貼着部に対する基板の搬入と搬出とを別々のロボットによって行うようにしている。そのため、そのことによっても構成が複雑化するということになる。
【0008】
さらに、ローダ部から複数の基板を受けた第1のロボットは、複数の貼着部に対してその基板を順次供給しなければならない。そのため、第1のロボットによって複数の貼着部に基板を供給するのに時間が掛かるから、そのことが生産性の低下を招く原因になるということがある。
【0009】
さらに、複数の貼着部でテープ状部材が貼着された基板は、第2のロボットによって順次搬出して仮圧着部に供給するようにしている。そのため、第2のロボットによって複数の貼着部から基板を搬出するのにも時間が掛かるから、そのことも生産性の低下を招く原因になる。
【0010】
この発明は、基板に対するテープ状部材の貼着を装置構成の複雑化を招くことなく能率よく行なうことができるようにした貼着装置及び貼着方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、基板にテープ状部材を貼着する貼着装置であって、
所定間隔で配置され上記基板に上記テープ状部材を貼着する第1の貼着部及び第2の貼着部と、
一対の貼着部の並設方向と並行に設けられたガイド手段と、
このガイド手段の一端側に設けられた上記基板の供給部及び他端側に設けられた上記基板の排出部と、
上記ガイド手段に駆動可能に設けられ上記供給部から2枚の基板を取り出す一対の第1の保持部を備えた第1の受け渡し手段と、
上記一対の貼着部と上記ガイド手段との間に水平方向に駆動可能に設けられ上記第1の受け渡し手段から一方の基板を受けて上記第1の貼着部に搬送位置決めする第1の搬送手段及び上記第1の受け渡し手段から他方の基板を受けて上記第2の貼着部に搬送位置決めする第2の搬送手段と、
上記ガイド手段に駆動可能に設けられ上記第1の貼着部でテープ状部材が貼着されて上記第1の搬送手段によって搬送位置決めされた一方の基板と上記第2の貼着部でテープ状部材が貼着されて上記第2の搬送手段によって搬送位置決めされた他方の基板を保持して上記排出部に受け渡す一対の第2の保持部を備えた第2の受け渡し手段と
を具備したことを特徴とするテープ状部材の貼着装置にある。
【0012】
上記第1の受け渡し手段は、上記供給部側に位置する一方の第1の保持部が上記第1の貼着部と対向するよう位置決めされ、その位置で一方の第1の保持部に保持された基板を上記第1の搬送手段に受け渡し、他方の第1の保持部に保持された基板を上記第2の搬送手段に受け渡し、
上記第2の受け渡し手段は、上記排出部側に位置する一方の第2の保持部が上記第2の貼着部と対向するよう位置決めされ、その位置で上記第1の搬送手段によって上記第1の貼着部から搬送された一方の基板を他方の第2の保持部で受け取り、上記第2の搬送手段によって上記第2の貼着部から搬送された他方の基板を一方の保持部で受け取ることが好ましい。
【0013】
上記第1の搬送手段が上記第1の受け渡し手段の一方の保持部から受けた基板を上記第1の貼着部を経て上記第2の受け渡し手段の他方の保持部に受け渡す経路長と、上記第2の搬送手段が上記第1の受け渡し手段の他方の保持部から受けた基板を上記第2の貼着部を経て上記第2の受け渡し手段の一方の保持部に受け渡す経路長が同じに設定されていることが好ましい。
【0014】
上記第1の受け渡し手段は、上記一対の第1の保持部が上記供給部から取り出した基板を上記第1の搬送手段と第2の搬送手段に受け渡すと、上記基板が上記第1、第2の貼着部でテープ状部材が貼着されている間に、上記供給部からつぎの基板を取り出して上記第1、第2の搬送手段に受け渡す位置で待機していることが好ましい。
【0015】
この発明は、一対の貼着部によって2枚の基板にそれぞれテープ状部材を貼着する貼着方法であって、
供給部から2枚の基板を一緒に取り出す工程と、
取り出された2枚の基板の一方を一方の貼着部に供給して上記テープ状部材を貼着する工程と、
取り出された2枚の基板の他方を他方の貼着部に供給して上記テープ状部材を貼着する工程と、
テープ状部材が貼着された一方の基板と他方の基板を受けて搬出部に受け渡す工程と
を具備し、
一方の基板が一方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長と、他方の基板が他方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長を同じにしたことを特徴とするテープ状部材の貼着方法にある。
【発明の効果】
【0016】
この発明によれば、第1の受け渡し手段によって供給部から取り出された2枚の基板を第1、第2の搬送手段に受け渡したならば、第1、第2の搬送手段は基板を貼着部に対して位置決めし、位置決めされた基板にテープ状部材を貼着する。テープ状部材が貼着された基板は、第1、第2の搬送手段から第2の受け渡し手段に受け渡され、排出部に搬送される。
【0017】
そのため、貼着部に基板を保持して位置決めするための手段を設けずにすむから、構成の簡略化を図ることができる。しかも、貼着部に対する基板の供給と搬出を第1、第2の搬送手段によって行えるから、そのことによっても構成の簡略化を図ることができる。さらに、一対の貼着部に対する基板の搬入及び搬出を、第1の搬送手段と第2の搬送手段によって同時に行うことができるから、タクトタイムを短縮が可能となる。
【発明を実施するための最良の形態】
【0018】
以下、この発明の一実施の形態を図面を参照しながら説明する。
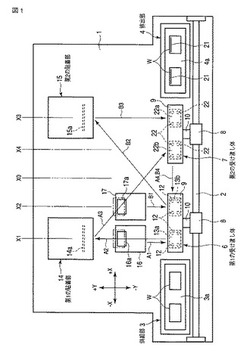
図1は貼着装置の概略的構成を示す平面図であって、この貼着装置は矩形状のベース1を備えている。このベース1の前後方向(この方向をY方向とする)の前端側にはガイド手段としての断面矩形状のガイドレール2が所定の高さで上記ベース1の幅方向(この方向をX方向とする)に沿って設けられている。なお、上記X方向とY方向は図1に矢印で示す。
【0019】
上記ガイドレール2の一端部側にはたとえば携帯電話などに用いられる液晶表示パネルを形成するための基板Wの供給部3が設けられ、他端側には後述するよう側辺部にテープ状部材21が貼着された基板Wを格納する排出部4が設けられている。
【0020】
上記供給部3には上下方向に駆動される第1のエレベータ3aが設けられている。第1のエレベータ3aには上記テープ状部材21が貼着されていない基板WがX方向に沿って2列で積層されている。上記排出部4には上下方向に駆動される第2のエレベータ4aが設けられている。第2のエレベータ4aにはテープ状部材21が貼着された基板WがX方向に沿って2列で積層されて格納される。
【0021】
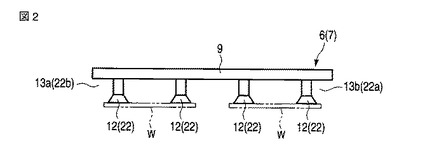
上記ガイドレール2には、第1の受け渡し手段としての第1の受け渡し体6と、この第1の受け渡し体6よりも+X側に位置する第2の受け渡し手段としての第2の受け渡し体7が設けられている。各受け渡し体6,7は、上記ガイドレール2に移動可能に設けられた可動部材8を有し、可動部材8には矩形状の取付け板9が連結部材10によって板面を水平にし、かつ長手方向をX方向に沿わせて設けられている。
【0022】
詳細は図示しないが、上記可動部材8には電磁コイルが設けられ、上記ガイドレール2には上記電磁コイルとでリニアモータを構成する磁石が設けられている。したがって、電磁コイルに通電すれば、磁気力によって上記可動部材8を上記ガイドレール2に沿って駆動し、X方向の所定の位置で位置決めすることができるようになっている。
【0023】
上記第1の受け渡し体6の取付け板9の下面には、長手方向の一端部と他端部、つまり−X方向と+X方向に複数の第1の吸着パッド12、この実施の形態ではそれぞれ矩形状に配置された4つの第1の吸着パッド12が設けられている。各4つの第1の吸着パッド12はそれぞれ第1の保持部13a,13bを構成し、これら第1の吸着パッド12は吸引ポンプに開閉制御弁(ともに図示せず)を介して連通している。
【0024】
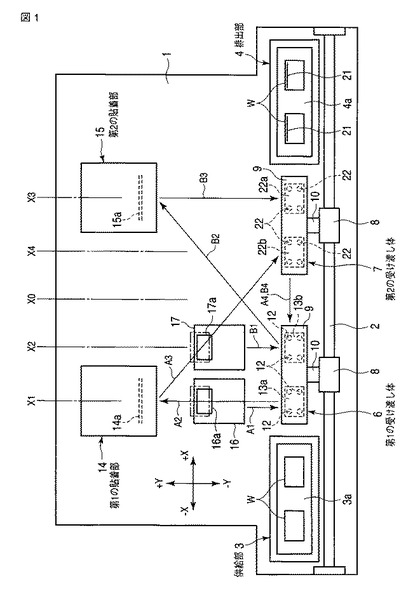
上記第1の受け渡し体6の可動部材8が駆動されてその取付け板9が上記供給部3の上方に位置決めされると、上記第1のエレベータ3aが上昇方向に駆動され、この第1のエレベータ3a上に2列に積層されて配置された最上段の一対の基板Wの上面が上記取付け板9の一端部と他端部に設けられた一対の第1の保持部13a,13bの第1の吸着パッド12に当接する。その時点で、第1の吸着パッド12に吸引力を発生させれば、図2に鎖線で示すように第1のエレベータ3aに2列に積層された最上段の2枚の基板Wが吸着保持される。
【0025】
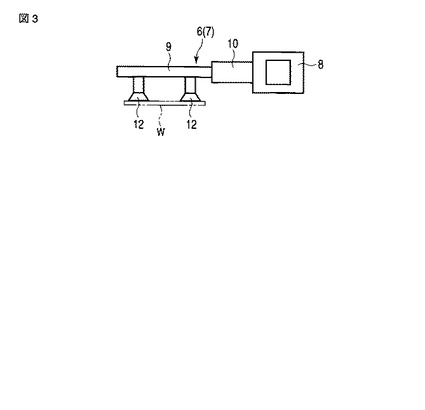
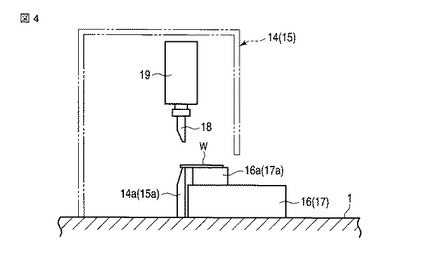
上記ベース1のY方向の後端側には第1の貼着部14と第2の貼着部15がX方向に所定の間隔で離間して配置されている。図4に示すように、第1、第2の貼着部14、15の内部前方にはそれぞれバックアップツール14a,15aが立設されている。各バックアップツール14a,15aの上方には加圧ツール18が駆動源19によって上下方向に駆動可能に設けられている。
【0026】
上記ベース1上の上記第1、第2の貼着部14、15と上記ガイドレール2との間には第1の搬送手段としての第1のテーブル16と、第2の搬送手段としての第2のテーブル17が設けられている。第1、第2のテーブル16、17はX、Y方向に駆動されるようになっている。第1、第2のテーブル16、17上にはZ方向とθ方向に駆動可能なステージ16a,17aが設けられている。
【0027】
図2と図3に示すように、上記第1の受け渡し体6の一対の第1の保持部13a,13bに吸着保持された基板Wは上記第1の受け渡し体6と第2の受け渡し体7のステージ16a,17aに供給されて吸着保持される。
【0028】
すなわち、上記第1の受け渡し体6が供給部3上に移動してその一対の第1の保持部13a,13bが上記供給部3から基板Wを取り出すと、この第1の受け渡し体6は−X方向に位置する一方の第1の保持部13aのX方向の中心が第1の貼着部14のX方向の中心と一致するようX方向に対して位置決めされる。このときの第1の貼着部14のX方向の中心と第1の貼着部14のX方向の中心を通るX方向の位置を図1に示すようにX1とし、他方の第1の保持部13bのX方向の中心を通るX方向の位置をX2とする。
【0029】
ついで、上記第1のテーブル16がX方向の中心を上記X1に一致するよう位置決めされ、上記第2のテーブル17がX方向の中心を上記X2に一致するよう位置決めされる。なお、実際には第1、第2のテーブル16,17は予めX1とX2の位置(この位置を初期位置とする)で待機している。
【0030】
上記X1に位置決めされた第1のテーブル16は−Y方向に駆動され、そのステージ16aが−X方向に位置する一方の第1の保持部13aの下方に位置決めされる。このときの第1のテーブル16の移動を図1にA1で示す。位置決めされたステージ16aはZ方向上方に駆動され、一方の第1の保持部13aに吸着保持された基板Wを受け取る。
【0031】
基板Wを受けた第1のテーブル16は+Y方向に直線的に最短距離で駆動され、そのステージ16aに保持された基板Wの一側部が図4に示すように第1の貼着部14のバックアップツール14a上に位置決めされる。このときの第1のテーブル16の移動をA2で示す。なお、基板Wはその一側部がバックアップツール14aの上端面に位置決めできるようステージ16aの一側から外方に突出して保持されている。
【0032】
上記X2に位置決めされた第2のテーブル17は−Y方向に駆動され、そのステージ17aが+X方向に位置する他方の第1の保持部13bの下方に位置決めされる。このときの第2のテーブル17の移動を図1にB1で示す。位置決めされたステージ17aはZ方向上方に駆動され、他方の第1の保持部13bに吸着保持された基板Wを受け取る。
【0033】
基板Wを受けた第2のテーブル17は第2の貼着部15に向かう斜め方向、つまり+X方向と+Y方向との合成方向に駆動され、図4に示すようにそのステージ17aに保持された基板Wの一側部が第2の貼着部15のバックアップツール15a上に位置決めされる。このときの第2のテーブル17の移動をB2で示し、B2>A2となる。なお、基板Wの一側部はバックアップツール15a上に位置決め可能なようにステージ17aの一側から外方に突出して保持されている。
【0034】
このようにして、第1、第2のテーブル16、17に吸着保持された基板Wの一側部がそれぞれ第1の貼着部14と第2の貼着部15のバックアップツール14a,15a上に位置決めされると、各基板Wの一側部上面に図示しないテープ供給手段によって図5に示すように一側面に剥離テープ20が貼着された異方性導電部材からなる両面粘着性のテープ状部材21が他側面を下に向けて図示しない供給リールから供給され、同じく図示しない巻き取りリールに巻き取られる。
【0035】
そのため、第1、第2の貼着部14、15のX方向の幅寸法はステージ16a,17aの幅寸法よりも大きくなっている。なお、テープ状部材21の供給方向は図5に矢印で示す方向であり、またテープ状部材21は基板Wに貼着される長さに応じて予め切断されている。
【0036】
基板Wの一側部上面にテープ状部材21が供給されると、各貼着部14、15の加圧ツール18が下降方向に駆動され、上記剥離テープ20を介してテープ状部材21を基板Wの一側面に加圧貼着する。この状態を図5に示す。
【0037】
ついで、基板Wに貼着されたテープ状部材21から剥離テープ20が図示しない剥離ローラによって剥離される。このようにして、第1の貼着部14と第2の貼着部15とで一側部の上面にテープ状部材21が貼着された基板Wは後述するように上記第2の受け渡し体7に受け渡される。
【0038】
上記第2の受け渡し体7の取付け板9の下面には、長手方向の一端部と他端部、つまり+X方向と−X方向に複数の第2の吸着パッド22、この実施の形態ではそれぞれ矩形状に配置された4つの第2の吸着パッド22が設けられている。各4つの第2の吸着パッド22はそれぞれ第2の保持部22a,22bを構成し、これら第2の吸着パッド22は、上記第1の吸着パッド12と同様、吸引ポンプに開閉制御弁(ともに図示せず)を介して連通している。
【0039】
したがって、第2の吸着パッド22に吸引力を発生させれば、後述するように一側部にテープ状部材21が貼着された基板Wを第1、第2のテーブル16、17から受け取ることができるようになっている。一対の第2の保持部22a,22bのうち、+X方向側の保持部を一方の第2の保持部22aとし、−X方向側の保持部を他方の第2の保持部22bとする。
【0040】
なお、第2の受け渡し体7の一対の第2の保持部22a,22bのX方向の間隔は、上記第1の受け渡し体6の一対の第1の保持部13a,13bのX方向の間隔と同じに設定されている。
【0041】
上記第2の受け渡し体7は、+X方向側に位置する一方の第2の保持部22aのX方向の中心を、上記第2の貼着部15のX方向の中心に一致させて位置決めされて待機している。このとき、第2の貼着部15のX方向の中心と、第2の受け渡し体7の一方の第2の保持部22aのX方向の中心を通るX方向の位置をX3とし、他方の第2の保持部22bのX方向の中心を通るX方向の位置をX4とする。
【0042】
なお、X方向の位置X2とX4は、一対の貼着部14、15のX方向の位置X1とX3の中心位置X0に対してX方向に同じ距離となっている。また、第1の貼着部14と第2の貼着部15は上記X0を中心してX方向に対して対称に配置されている。
【0043】
上記第1の貼着部14で第1のテーブル16の第1のステージ16aに保持された基板Wの一側部上面にテープ状部材21が貼着されると、第1のテーブル16は+X方向と−Y方向との合成方向である、斜め下方に駆動され、上記第1のステージ16aに保持された基板Wが上記第2の受け渡し体7の他方の第2の保持部22bの下方に位置決めされる。このときの第1のテーブル16の移動をA3で示す。
【0044】
それと同時に、第2の貼着部15で第2のテーブル17の第1のステージ17aに保持された基板Wの一側部上面にテープ状部材21が貼着されると、第2のテーブル17は−Y方向に直線的に最短距離で駆動され、上記第2のステージ17aに保持された基板Wが上記第2の受け渡し体7の一方の第2の保持部22aの下方に位置決めされる。このときの第2のテーブル17の移動をB3で示し、B3<A3となる。
【0045】
ついで、上記第1のテーブル16と第2のテーブル17のステージ16a,17aが上昇方向に駆動される。それによって、上記第1のステージ16aに保持された基板Wが他方の第2の保持部22bに受け渡され、上記第2のステージ17aに保持された基板Wが一方の第2の保持部22aに受け渡される。この状態を図2に示す。
【0046】
上記第2の受け渡し体7の一対の第2の保持部22a,22bが第1、第2のテーブル16、17からテープ状部材21が貼着された基板Wを受け取ると、第2の受け渡し体7はガイドレール2に沿って+X方向に駆動され、一対の第2の保持部22a,22bが上記排出部4の第2のエレベータ4aの上方に位置決めされる。
【0047】
ついで、上記第2のエレベータ4aが上昇方向に駆動され、その上面が一対の第2の保持部22a,22bに保持された基板Wに接近すると、第2の保持部22a,22bによる基板Wの保持状態が解除される。それによって、テープ状部材21が貼着された一対の基板Wが第2のエレベータ4aの上面に受け渡されて格納される。
【0048】
一方、第1、第2のテーブル16、17は、テープ状部材21が貼着された基板Wを第2の受け渡し体7に受け渡すと、−X方向に水平に移動し、X方向のX1とX2の位置に戻り、各ステージ16a,17aは第1の受け渡し体6の第1の保持部13a、13bの下方に位置決めされる。このときの第1、第2のテーブル16、17の移動距離を図1に矢印A4,B4で示し、これらの移動距離A4とB4は同じになる。
【0049】
ついで、その時点で供給部3から基板Wを取り出して待機している第1の受け渡し体6の一方の第1の保持部13aと他方の第1の保持部13bの下方に位置決めされて基板Wを受け取り、これら基板Wに上述したように第1、第2の貼着部14,15でテープ状部材21を貼着して第2の受け渡し体7に受け渡すということを繰り返して行う。
【0050】
このように上記構成の貼着装置によれば、一対の貼着部14、15によって2枚の基板Wに対するテープ状部材21の貼着を同時に行なうことができるから、1つの貼着部で行う場合に比べて生産性を向上させることができる。
【0051】
上記第1のテーブル16と第2のテーブル17は、第1の受け渡し体6から受けた基板Wを第1、第2の貼着部14、15に対して位置決めし、その状態で基板Wにテープ状部材21を貼着したならば、その基板Wを第1、第2の貼着部14、15から搬出して第2の受け渡し体7に受け渡すようにしている。
【0052】
そのため、第1、第2のテーブル16,17は、第1、第2の貼着部14、15に対する基板Wの搬入と搬出を行なうことができ、しかもテープ状部材21を貼着するときの基板Wの位置決め機構を兼ねるから、第1、第2の貼着部14、15の構成を簡略化することができるばかりか、装置全体の構成も簡略化することができる。
【0053】
第1の受け渡し体6は、供給部3から基板Wを取り出した後、その一方の第1の保持部13aが第1の貼着部14に対向する位置である、X方向のX1上に位置決めさる。第2の受け渡し体7は、その一方の第2の保持部22aが第2の貼着部15に対向する位置である、X方向のX3上に位置決めされる。
【0054】
そして、第1の受け渡し体6から第1、第2のテーブル16、17へ基板Wの受け渡し、これら基板Wに第1、第2の貼着部14,15でテープ状部材21を貼着した後、その基板Wを第1、第2のテーブル16、17によって第2の受け渡し体7へ受け渡して排出部4に格納するようにした。
【0055】
そのため、第1のテーブル16が第1の受け渡し体6の一方の第1の保持部13aから基板Wを受けて第1の貼着部14でその基板Wにテープ状部材21を貼着した後、第2の受け渡し体7の他方の第2の保持部22bに基板Wを受け渡すまでの経路長A1〜A3と、第2のテーブル17が第2の受け渡し体7の他方の第1の保持部13bから基板Wを受けて第2の貼着部15でその基板Wにテープ状部材21を貼着した後、第2の受け渡し体7の一方の第2の保持部22aに基板Wを受け渡すまでの経路長B1〜B3が同じである。
【0056】
また、基板Wに繰り返してテープ状部材21を貼着する場合は、第2の受け渡し体7で基板Wを受け渡した第1、第2のテーブル16,17は、−X方向に直線的に駆動されて第1の受け渡し体6の下方に位置決めされて第1の保持部13a,13bから基板Wを受けて上述した動作を繰り返すことになるから、その場合は第1の受け渡し体の経路長A1〜A4と第2受け渡し体7の経路長B1〜B4が同じとなる。
【0057】
したがって、第1、第2の貼着部14、15で基板Wにテープ状部材21を貼着する時間がほぼ同じであれば、第1のテーブル16と第2のテーブル17が第1の受け渡し体6の一対の第1の保持部13a,13bから基板Wを受けてから、第2の受け渡し体7の一対の第2の保持部22a,22bに受け渡すまでの時間がほぼ同じになる。
【0058】
つまり、第1、第2のテーブル16、17のどちらか一方に待ち時間が発生することがないから、そのことによっても生産性の向上を図ることができる。
【0059】
第1の受け渡し体6は、供給部3から取り出した基板Wを第1、第2のテーブル16、17に受け渡した後、第1、第2のテーブル16、17が基板Wを第2の受け渡し体7に受け渡すまでの間に、つぎの基板Wを供給部3から取り出して供給位置で待機させることができる。
【0060】
同様に、第2の受け渡し体7は、第1、第2のテーブル16、17からテープ状部材21が貼着された基板Wを受けて排出部4に格納した後、上記第1、第2のテーブル16、17がつぎにテープ状部材21が貼着された基板Wを搬送してくるまでに受け取り位置で待機させることができる。
【0061】
そのため、第1、第2のテーブル16,17に待ち時間を発生させることなく、第1の受け渡し体6による基板Wの供給や第2の受け渡し体7による基板Wの受け取りを行なうことができるから、そのことによっても生産性の向上を図ることができる。
【図面の簡単な説明】
【0062】
【図1】この発明の一実施の形態の貼着装置の概略的構成を示す平面図。
【図2】第1、第2の受け渡し体を示す正面図。
【図3】第1、第2の受け渡し体を示す側面図。
【図4】第1、第2の貼着部に設けられたバックアップツールと加圧ツールを示す側面図。
【図5】バックアップツールに支持された基板の一側部の上面にテープ状部材を貼着する状態を示す正面図。
【符号の説明】
【0063】
2…ガイドレール(ガイド手段)、3…供給部、4…排出部、6…第1の受け渡し体(第1の受け渡し手段)、7…第2の受け渡し体(第2の受け渡し手段)、13a,13b…第1の保持部、14…第1の貼着部、15…第2の貼着部、16…第1のテーブル(第1の搬送手段)、17…第2のテーブル(第2の搬送手段)、21…テープ状部材、22a,22b…第2の保持部。
【技術分野】
【0001】
この発明はガラス製の基板に電子部品を実装するための粘着性のテープ状部材を貼着するための貼着装置及び貼着方法に関する。
【背景技術】
【0002】
たとえば、携帯電話などの液晶式の表示装置を形成するためのガラス製の基板にはTCPなどの電子部品が実装される。基板に電子部品を実装する場合、その基板の側辺部に異方性導電部材からなる両面粘着性のテープ状部材を貼着し、そのテープ状部材が貼着された箇所に上記電子部品を仮圧着してから本圧着するということが行われる。
【0003】
このようにして基板に電子部品を実装する場合、生産性の向上を図ることが要求される。そこで、従来は特許文献1に示されているように、基板にテープ状部材を貼着する貼着部、基板に貼着されたテープ状部材に電子部品を仮圧着する仮圧着部、さらには本圧着する本圧着部をそれぞれ複数ずつ設けるようにしている。
【0004】
すなわち、複数の貼着部は一列に並設されていて、これら複数の貼着部の並設方向に沿って第1のロボットが往復駆動可能に設けられている。そして、第1のロボットによってローダ部から取り出した複数の基板を、複数の貼着部に供給したならば、それぞれの貼着部に供給された基板にテープ状部材を貼着する。
【0005】
複数の貼着部でテープ状部材が貼着された基板は第2のロボットによって取り出され、複数の貼着部とともに一列に並設された複数の仮圧着部に供給される。ここで、電子部品が仮圧着された基板は、第3のロボットによって取り出されて複数の本圧着部にそれぞれ供給される。電子部品は本圧着部で基板に本圧着される。そして、電子部品が本圧着された基板は第4のロボットによって取り出されてアンローダ部に格納され、次工程に受け渡されるようになっている。
【特許文献1】特開2007−201375号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
複数の貼着部でそれぞれ基板にテープ状部材を貼着する場合、第1のロボットはローダ部から基板を取り出して各貼着部に受け渡すだけである。そのため、各貼着部には基板を受けて位置決めする位置決め機構を設ける必要があるから、貼着部の構成が複雑化するということがある。
【0007】
各貼着部でテープ状部材が貼着された基板は第2のロボットによって搬出される。つまり、貼着部に対する基板の搬入と搬出とを別々のロボットによって行うようにしている。そのため、そのことによっても構成が複雑化するということになる。
【0008】
さらに、ローダ部から複数の基板を受けた第1のロボットは、複数の貼着部に対してその基板を順次供給しなければならない。そのため、第1のロボットによって複数の貼着部に基板を供給するのに時間が掛かるから、そのことが生産性の低下を招く原因になるということがある。
【0009】
さらに、複数の貼着部でテープ状部材が貼着された基板は、第2のロボットによって順次搬出して仮圧着部に供給するようにしている。そのため、第2のロボットによって複数の貼着部から基板を搬出するのにも時間が掛かるから、そのことも生産性の低下を招く原因になる。
【0010】
この発明は、基板に対するテープ状部材の貼着を装置構成の複雑化を招くことなく能率よく行なうことができるようにした貼着装置及び貼着方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、基板にテープ状部材を貼着する貼着装置であって、
所定間隔で配置され上記基板に上記テープ状部材を貼着する第1の貼着部及び第2の貼着部と、
一対の貼着部の並設方向と並行に設けられたガイド手段と、
このガイド手段の一端側に設けられた上記基板の供給部及び他端側に設けられた上記基板の排出部と、
上記ガイド手段に駆動可能に設けられ上記供給部から2枚の基板を取り出す一対の第1の保持部を備えた第1の受け渡し手段と、
上記一対の貼着部と上記ガイド手段との間に水平方向に駆動可能に設けられ上記第1の受け渡し手段から一方の基板を受けて上記第1の貼着部に搬送位置決めする第1の搬送手段及び上記第1の受け渡し手段から他方の基板を受けて上記第2の貼着部に搬送位置決めする第2の搬送手段と、
上記ガイド手段に駆動可能に設けられ上記第1の貼着部でテープ状部材が貼着されて上記第1の搬送手段によって搬送位置決めされた一方の基板と上記第2の貼着部でテープ状部材が貼着されて上記第2の搬送手段によって搬送位置決めされた他方の基板を保持して上記排出部に受け渡す一対の第2の保持部を備えた第2の受け渡し手段と
を具備したことを特徴とするテープ状部材の貼着装置にある。
【0012】
上記第1の受け渡し手段は、上記供給部側に位置する一方の第1の保持部が上記第1の貼着部と対向するよう位置決めされ、その位置で一方の第1の保持部に保持された基板を上記第1の搬送手段に受け渡し、他方の第1の保持部に保持された基板を上記第2の搬送手段に受け渡し、
上記第2の受け渡し手段は、上記排出部側に位置する一方の第2の保持部が上記第2の貼着部と対向するよう位置決めされ、その位置で上記第1の搬送手段によって上記第1の貼着部から搬送された一方の基板を他方の第2の保持部で受け取り、上記第2の搬送手段によって上記第2の貼着部から搬送された他方の基板を一方の保持部で受け取ることが好ましい。
【0013】
上記第1の搬送手段が上記第1の受け渡し手段の一方の保持部から受けた基板を上記第1の貼着部を経て上記第2の受け渡し手段の他方の保持部に受け渡す経路長と、上記第2の搬送手段が上記第1の受け渡し手段の他方の保持部から受けた基板を上記第2の貼着部を経て上記第2の受け渡し手段の一方の保持部に受け渡す経路長が同じに設定されていることが好ましい。
【0014】
上記第1の受け渡し手段は、上記一対の第1の保持部が上記供給部から取り出した基板を上記第1の搬送手段と第2の搬送手段に受け渡すと、上記基板が上記第1、第2の貼着部でテープ状部材が貼着されている間に、上記供給部からつぎの基板を取り出して上記第1、第2の搬送手段に受け渡す位置で待機していることが好ましい。
【0015】
この発明は、一対の貼着部によって2枚の基板にそれぞれテープ状部材を貼着する貼着方法であって、
供給部から2枚の基板を一緒に取り出す工程と、
取り出された2枚の基板の一方を一方の貼着部に供給して上記テープ状部材を貼着する工程と、
取り出された2枚の基板の他方を他方の貼着部に供給して上記テープ状部材を貼着する工程と、
テープ状部材が貼着された一方の基板と他方の基板を受けて搬出部に受け渡す工程と
を具備し、
一方の基板が一方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長と、他方の基板が他方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長を同じにしたことを特徴とするテープ状部材の貼着方法にある。
【発明の効果】
【0016】
この発明によれば、第1の受け渡し手段によって供給部から取り出された2枚の基板を第1、第2の搬送手段に受け渡したならば、第1、第2の搬送手段は基板を貼着部に対して位置決めし、位置決めされた基板にテープ状部材を貼着する。テープ状部材が貼着された基板は、第1、第2の搬送手段から第2の受け渡し手段に受け渡され、排出部に搬送される。
【0017】
そのため、貼着部に基板を保持して位置決めするための手段を設けずにすむから、構成の簡略化を図ることができる。しかも、貼着部に対する基板の供給と搬出を第1、第2の搬送手段によって行えるから、そのことによっても構成の簡略化を図ることができる。さらに、一対の貼着部に対する基板の搬入及び搬出を、第1の搬送手段と第2の搬送手段によって同時に行うことができるから、タクトタイムを短縮が可能となる。
【発明を実施するための最良の形態】
【0018】
以下、この発明の一実施の形態を図面を参照しながら説明する。
図1は貼着装置の概略的構成を示す平面図であって、この貼着装置は矩形状のベース1を備えている。このベース1の前後方向(この方向をY方向とする)の前端側にはガイド手段としての断面矩形状のガイドレール2が所定の高さで上記ベース1の幅方向(この方向をX方向とする)に沿って設けられている。なお、上記X方向とY方向は図1に矢印で示す。
【0019】
上記ガイドレール2の一端部側にはたとえば携帯電話などに用いられる液晶表示パネルを形成するための基板Wの供給部3が設けられ、他端側には後述するよう側辺部にテープ状部材21が貼着された基板Wを格納する排出部4が設けられている。
【0020】
上記供給部3には上下方向に駆動される第1のエレベータ3aが設けられている。第1のエレベータ3aには上記テープ状部材21が貼着されていない基板WがX方向に沿って2列で積層されている。上記排出部4には上下方向に駆動される第2のエレベータ4aが設けられている。第2のエレベータ4aにはテープ状部材21が貼着された基板WがX方向に沿って2列で積層されて格納される。
【0021】
上記ガイドレール2には、第1の受け渡し手段としての第1の受け渡し体6と、この第1の受け渡し体6よりも+X側に位置する第2の受け渡し手段としての第2の受け渡し体7が設けられている。各受け渡し体6,7は、上記ガイドレール2に移動可能に設けられた可動部材8を有し、可動部材8には矩形状の取付け板9が連結部材10によって板面を水平にし、かつ長手方向をX方向に沿わせて設けられている。
【0022】
詳細は図示しないが、上記可動部材8には電磁コイルが設けられ、上記ガイドレール2には上記電磁コイルとでリニアモータを構成する磁石が設けられている。したがって、電磁コイルに通電すれば、磁気力によって上記可動部材8を上記ガイドレール2に沿って駆動し、X方向の所定の位置で位置決めすることができるようになっている。
【0023】
上記第1の受け渡し体6の取付け板9の下面には、長手方向の一端部と他端部、つまり−X方向と+X方向に複数の第1の吸着パッド12、この実施の形態ではそれぞれ矩形状に配置された4つの第1の吸着パッド12が設けられている。各4つの第1の吸着パッド12はそれぞれ第1の保持部13a,13bを構成し、これら第1の吸着パッド12は吸引ポンプに開閉制御弁(ともに図示せず)を介して連通している。
【0024】
上記第1の受け渡し体6の可動部材8が駆動されてその取付け板9が上記供給部3の上方に位置決めされると、上記第1のエレベータ3aが上昇方向に駆動され、この第1のエレベータ3a上に2列に積層されて配置された最上段の一対の基板Wの上面が上記取付け板9の一端部と他端部に設けられた一対の第1の保持部13a,13bの第1の吸着パッド12に当接する。その時点で、第1の吸着パッド12に吸引力を発生させれば、図2に鎖線で示すように第1のエレベータ3aに2列に積層された最上段の2枚の基板Wが吸着保持される。
【0025】
上記ベース1のY方向の後端側には第1の貼着部14と第2の貼着部15がX方向に所定の間隔で離間して配置されている。図4に示すように、第1、第2の貼着部14、15の内部前方にはそれぞれバックアップツール14a,15aが立設されている。各バックアップツール14a,15aの上方には加圧ツール18が駆動源19によって上下方向に駆動可能に設けられている。
【0026】
上記ベース1上の上記第1、第2の貼着部14、15と上記ガイドレール2との間には第1の搬送手段としての第1のテーブル16と、第2の搬送手段としての第2のテーブル17が設けられている。第1、第2のテーブル16、17はX、Y方向に駆動されるようになっている。第1、第2のテーブル16、17上にはZ方向とθ方向に駆動可能なステージ16a,17aが設けられている。
【0027】
図2と図3に示すように、上記第1の受け渡し体6の一対の第1の保持部13a,13bに吸着保持された基板Wは上記第1の受け渡し体6と第2の受け渡し体7のステージ16a,17aに供給されて吸着保持される。
【0028】
すなわち、上記第1の受け渡し体6が供給部3上に移動してその一対の第1の保持部13a,13bが上記供給部3から基板Wを取り出すと、この第1の受け渡し体6は−X方向に位置する一方の第1の保持部13aのX方向の中心が第1の貼着部14のX方向の中心と一致するようX方向に対して位置決めされる。このときの第1の貼着部14のX方向の中心と第1の貼着部14のX方向の中心を通るX方向の位置を図1に示すようにX1とし、他方の第1の保持部13bのX方向の中心を通るX方向の位置をX2とする。
【0029】
ついで、上記第1のテーブル16がX方向の中心を上記X1に一致するよう位置決めされ、上記第2のテーブル17がX方向の中心を上記X2に一致するよう位置決めされる。なお、実際には第1、第2のテーブル16,17は予めX1とX2の位置(この位置を初期位置とする)で待機している。
【0030】
上記X1に位置決めされた第1のテーブル16は−Y方向に駆動され、そのステージ16aが−X方向に位置する一方の第1の保持部13aの下方に位置決めされる。このときの第1のテーブル16の移動を図1にA1で示す。位置決めされたステージ16aはZ方向上方に駆動され、一方の第1の保持部13aに吸着保持された基板Wを受け取る。
【0031】
基板Wを受けた第1のテーブル16は+Y方向に直線的に最短距離で駆動され、そのステージ16aに保持された基板Wの一側部が図4に示すように第1の貼着部14のバックアップツール14a上に位置決めされる。このときの第1のテーブル16の移動をA2で示す。なお、基板Wはその一側部がバックアップツール14aの上端面に位置決めできるようステージ16aの一側から外方に突出して保持されている。
【0032】
上記X2に位置決めされた第2のテーブル17は−Y方向に駆動され、そのステージ17aが+X方向に位置する他方の第1の保持部13bの下方に位置決めされる。このときの第2のテーブル17の移動を図1にB1で示す。位置決めされたステージ17aはZ方向上方に駆動され、他方の第1の保持部13bに吸着保持された基板Wを受け取る。
【0033】
基板Wを受けた第2のテーブル17は第2の貼着部15に向かう斜め方向、つまり+X方向と+Y方向との合成方向に駆動され、図4に示すようにそのステージ17aに保持された基板Wの一側部が第2の貼着部15のバックアップツール15a上に位置決めされる。このときの第2のテーブル17の移動をB2で示し、B2>A2となる。なお、基板Wの一側部はバックアップツール15a上に位置決め可能なようにステージ17aの一側から外方に突出して保持されている。
【0034】
このようにして、第1、第2のテーブル16、17に吸着保持された基板Wの一側部がそれぞれ第1の貼着部14と第2の貼着部15のバックアップツール14a,15a上に位置決めされると、各基板Wの一側部上面に図示しないテープ供給手段によって図5に示すように一側面に剥離テープ20が貼着された異方性導電部材からなる両面粘着性のテープ状部材21が他側面を下に向けて図示しない供給リールから供給され、同じく図示しない巻き取りリールに巻き取られる。
【0035】
そのため、第1、第2の貼着部14、15のX方向の幅寸法はステージ16a,17aの幅寸法よりも大きくなっている。なお、テープ状部材21の供給方向は図5に矢印で示す方向であり、またテープ状部材21は基板Wに貼着される長さに応じて予め切断されている。
【0036】
基板Wの一側部上面にテープ状部材21が供給されると、各貼着部14、15の加圧ツール18が下降方向に駆動され、上記剥離テープ20を介してテープ状部材21を基板Wの一側面に加圧貼着する。この状態を図5に示す。
【0037】
ついで、基板Wに貼着されたテープ状部材21から剥離テープ20が図示しない剥離ローラによって剥離される。このようにして、第1の貼着部14と第2の貼着部15とで一側部の上面にテープ状部材21が貼着された基板Wは後述するように上記第2の受け渡し体7に受け渡される。
【0038】
上記第2の受け渡し体7の取付け板9の下面には、長手方向の一端部と他端部、つまり+X方向と−X方向に複数の第2の吸着パッド22、この実施の形態ではそれぞれ矩形状に配置された4つの第2の吸着パッド22が設けられている。各4つの第2の吸着パッド22はそれぞれ第2の保持部22a,22bを構成し、これら第2の吸着パッド22は、上記第1の吸着パッド12と同様、吸引ポンプに開閉制御弁(ともに図示せず)を介して連通している。
【0039】
したがって、第2の吸着パッド22に吸引力を発生させれば、後述するように一側部にテープ状部材21が貼着された基板Wを第1、第2のテーブル16、17から受け取ることができるようになっている。一対の第2の保持部22a,22bのうち、+X方向側の保持部を一方の第2の保持部22aとし、−X方向側の保持部を他方の第2の保持部22bとする。
【0040】
なお、第2の受け渡し体7の一対の第2の保持部22a,22bのX方向の間隔は、上記第1の受け渡し体6の一対の第1の保持部13a,13bのX方向の間隔と同じに設定されている。
【0041】
上記第2の受け渡し体7は、+X方向側に位置する一方の第2の保持部22aのX方向の中心を、上記第2の貼着部15のX方向の中心に一致させて位置決めされて待機している。このとき、第2の貼着部15のX方向の中心と、第2の受け渡し体7の一方の第2の保持部22aのX方向の中心を通るX方向の位置をX3とし、他方の第2の保持部22bのX方向の中心を通るX方向の位置をX4とする。
【0042】
なお、X方向の位置X2とX4は、一対の貼着部14、15のX方向の位置X1とX3の中心位置X0に対してX方向に同じ距離となっている。また、第1の貼着部14と第2の貼着部15は上記X0を中心してX方向に対して対称に配置されている。
【0043】
上記第1の貼着部14で第1のテーブル16の第1のステージ16aに保持された基板Wの一側部上面にテープ状部材21が貼着されると、第1のテーブル16は+X方向と−Y方向との合成方向である、斜め下方に駆動され、上記第1のステージ16aに保持された基板Wが上記第2の受け渡し体7の他方の第2の保持部22bの下方に位置決めされる。このときの第1のテーブル16の移動をA3で示す。
【0044】
それと同時に、第2の貼着部15で第2のテーブル17の第1のステージ17aに保持された基板Wの一側部上面にテープ状部材21が貼着されると、第2のテーブル17は−Y方向に直線的に最短距離で駆動され、上記第2のステージ17aに保持された基板Wが上記第2の受け渡し体7の一方の第2の保持部22aの下方に位置決めされる。このときの第2のテーブル17の移動をB3で示し、B3<A3となる。
【0045】
ついで、上記第1のテーブル16と第2のテーブル17のステージ16a,17aが上昇方向に駆動される。それによって、上記第1のステージ16aに保持された基板Wが他方の第2の保持部22bに受け渡され、上記第2のステージ17aに保持された基板Wが一方の第2の保持部22aに受け渡される。この状態を図2に示す。
【0046】
上記第2の受け渡し体7の一対の第2の保持部22a,22bが第1、第2のテーブル16、17からテープ状部材21が貼着された基板Wを受け取ると、第2の受け渡し体7はガイドレール2に沿って+X方向に駆動され、一対の第2の保持部22a,22bが上記排出部4の第2のエレベータ4aの上方に位置決めされる。
【0047】
ついで、上記第2のエレベータ4aが上昇方向に駆動され、その上面が一対の第2の保持部22a,22bに保持された基板Wに接近すると、第2の保持部22a,22bによる基板Wの保持状態が解除される。それによって、テープ状部材21が貼着された一対の基板Wが第2のエレベータ4aの上面に受け渡されて格納される。
【0048】
一方、第1、第2のテーブル16、17は、テープ状部材21が貼着された基板Wを第2の受け渡し体7に受け渡すと、−X方向に水平に移動し、X方向のX1とX2の位置に戻り、各ステージ16a,17aは第1の受け渡し体6の第1の保持部13a、13bの下方に位置決めされる。このときの第1、第2のテーブル16、17の移動距離を図1に矢印A4,B4で示し、これらの移動距離A4とB4は同じになる。
【0049】
ついで、その時点で供給部3から基板Wを取り出して待機している第1の受け渡し体6の一方の第1の保持部13aと他方の第1の保持部13bの下方に位置決めされて基板Wを受け取り、これら基板Wに上述したように第1、第2の貼着部14,15でテープ状部材21を貼着して第2の受け渡し体7に受け渡すということを繰り返して行う。
【0050】
このように上記構成の貼着装置によれば、一対の貼着部14、15によって2枚の基板Wに対するテープ状部材21の貼着を同時に行なうことができるから、1つの貼着部で行う場合に比べて生産性を向上させることができる。
【0051】
上記第1のテーブル16と第2のテーブル17は、第1の受け渡し体6から受けた基板Wを第1、第2の貼着部14、15に対して位置決めし、その状態で基板Wにテープ状部材21を貼着したならば、その基板Wを第1、第2の貼着部14、15から搬出して第2の受け渡し体7に受け渡すようにしている。
【0052】
そのため、第1、第2のテーブル16,17は、第1、第2の貼着部14、15に対する基板Wの搬入と搬出を行なうことができ、しかもテープ状部材21を貼着するときの基板Wの位置決め機構を兼ねるから、第1、第2の貼着部14、15の構成を簡略化することができるばかりか、装置全体の構成も簡略化することができる。
【0053】
第1の受け渡し体6は、供給部3から基板Wを取り出した後、その一方の第1の保持部13aが第1の貼着部14に対向する位置である、X方向のX1上に位置決めさる。第2の受け渡し体7は、その一方の第2の保持部22aが第2の貼着部15に対向する位置である、X方向のX3上に位置決めされる。
【0054】
そして、第1の受け渡し体6から第1、第2のテーブル16、17へ基板Wの受け渡し、これら基板Wに第1、第2の貼着部14,15でテープ状部材21を貼着した後、その基板Wを第1、第2のテーブル16、17によって第2の受け渡し体7へ受け渡して排出部4に格納するようにした。
【0055】
そのため、第1のテーブル16が第1の受け渡し体6の一方の第1の保持部13aから基板Wを受けて第1の貼着部14でその基板Wにテープ状部材21を貼着した後、第2の受け渡し体7の他方の第2の保持部22bに基板Wを受け渡すまでの経路長A1〜A3と、第2のテーブル17が第2の受け渡し体7の他方の第1の保持部13bから基板Wを受けて第2の貼着部15でその基板Wにテープ状部材21を貼着した後、第2の受け渡し体7の一方の第2の保持部22aに基板Wを受け渡すまでの経路長B1〜B3が同じである。
【0056】
また、基板Wに繰り返してテープ状部材21を貼着する場合は、第2の受け渡し体7で基板Wを受け渡した第1、第2のテーブル16,17は、−X方向に直線的に駆動されて第1の受け渡し体6の下方に位置決めされて第1の保持部13a,13bから基板Wを受けて上述した動作を繰り返すことになるから、その場合は第1の受け渡し体の経路長A1〜A4と第2受け渡し体7の経路長B1〜B4が同じとなる。
【0057】
したがって、第1、第2の貼着部14、15で基板Wにテープ状部材21を貼着する時間がほぼ同じであれば、第1のテーブル16と第2のテーブル17が第1の受け渡し体6の一対の第1の保持部13a,13bから基板Wを受けてから、第2の受け渡し体7の一対の第2の保持部22a,22bに受け渡すまでの時間がほぼ同じになる。
【0058】
つまり、第1、第2のテーブル16、17のどちらか一方に待ち時間が発生することがないから、そのことによっても生産性の向上を図ることができる。
【0059】
第1の受け渡し体6は、供給部3から取り出した基板Wを第1、第2のテーブル16、17に受け渡した後、第1、第2のテーブル16、17が基板Wを第2の受け渡し体7に受け渡すまでの間に、つぎの基板Wを供給部3から取り出して供給位置で待機させることができる。
【0060】
同様に、第2の受け渡し体7は、第1、第2のテーブル16、17からテープ状部材21が貼着された基板Wを受けて排出部4に格納した後、上記第1、第2のテーブル16、17がつぎにテープ状部材21が貼着された基板Wを搬送してくるまでに受け取り位置で待機させることができる。
【0061】
そのため、第1、第2のテーブル16,17に待ち時間を発生させることなく、第1の受け渡し体6による基板Wの供給や第2の受け渡し体7による基板Wの受け取りを行なうことができるから、そのことによっても生産性の向上を図ることができる。
【図面の簡単な説明】
【0062】
【図1】この発明の一実施の形態の貼着装置の概略的構成を示す平面図。
【図2】第1、第2の受け渡し体を示す正面図。
【図3】第1、第2の受け渡し体を示す側面図。
【図4】第1、第2の貼着部に設けられたバックアップツールと加圧ツールを示す側面図。
【図5】バックアップツールに支持された基板の一側部の上面にテープ状部材を貼着する状態を示す正面図。
【符号の説明】
【0063】
2…ガイドレール(ガイド手段)、3…供給部、4…排出部、6…第1の受け渡し体(第1の受け渡し手段)、7…第2の受け渡し体(第2の受け渡し手段)、13a,13b…第1の保持部、14…第1の貼着部、15…第2の貼着部、16…第1のテーブル(第1の搬送手段)、17…第2のテーブル(第2の搬送手段)、21…テープ状部材、22a,22b…第2の保持部。
【特許請求の範囲】
【請求項1】
基板にテープ状部材を貼着する貼着装置であって、
所定間隔で配置され上記基板に上記テープ状部材を貼着する第1の貼着部及び第2の貼着部と、
一対の貼着部の並設方向と並行に設けられたガイド手段と、
このガイド手段の一端側に設けられた上記基板の供給部及び他端側に設けられた上記基板の排出部と、
上記ガイド手段に駆動可能に設けられ上記供給部から2枚の基板を取り出す一対の第1の保持部を備えた第1の受け渡し手段と、
上記一対の貼着部と上記ガイド手段との間に水平方向に駆動可能に設けられ上記第1の受け渡し手段から一方の基板を受けて上記第1の貼着部に搬送位置決めする第1の搬送手段及び上記第1の受け渡し手段から他方の基板を受けて上記第2の貼着部に搬送位置決めする第2の搬送手段と、
上記ガイド手段に駆動可能に設けられ上記第1の貼着部でテープ状部材が貼着されて上記第1の搬送手段によって搬送位置決めされた一方の基板と上記第2の貼着部でテープ状部材が貼着されて上記第2の搬送手段によって搬送位置決めされた他方の基板を保持して上記排出部に受け渡す一対の第2の保持部を備えた第2の受け渡し手段と
を具備したことを特徴とするテープ状部材の貼着装置。
【請求項2】
上記第1の受け渡し手段は、上記供給部側に位置する一方の第1の保持部が上記第1の貼着部と対向するよう位置決めされ、その位置で一方の第1の保持部に保持された基板を上記第1の搬送手段に受け渡し、他方の第1の保持部に保持された基板を上記第2の搬送手段に受け渡し、
上記第2の受け渡し手段は、上記排出部側に位置する一方の第2の保持部が上記第2の貼着部と対向するよう位置決めされ、その位置で上記第1の搬送手段によって上記第1の貼着部から搬送された一方の基板を他方の第2の保持部で受け取り、上記第2の搬送手段によって上記第2の貼着部から搬送された他方の基板を一方の保持部で受け取ることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項3】
上記第1の搬送手段が上記第1の受け渡し手段の一方の保持部から受けた基板を上記第1の貼着部を経て上記第2の受け渡し手段の他方の保持部に受け渡す経路長と、上記第2の搬送手段が上記第1の受け渡し手段の他方の保持部から受けた基板を上記第2の貼着部を経て上記第2の受け渡し手段の一方の保持部に受け渡す経路長が同じに設定されていることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項4】
上記第1の受け渡し手段は、上記一対の第1の保持部が上記供給部から取り出した基板を上記第1の搬送手段と第2の搬送手段に受け渡すと、上記基板が上記第1、第2の貼着部でテープ状部材が貼着されている間に、上記供給部からつぎの基板を取り出して上記第1、第2の搬送手段に受け渡す位置で待機していることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項5】
一対の貼着部によって2枚の基板にそれぞれテープ状部材を貼着する貼着方法であって、
供給部から2枚の基板を一緒に取り出す工程と、
取り出された2枚の基板の一方を一方の貼着部に供給して上記テープ状部材を貼着する工程と、
取り出された2枚の基板の他方を他方の貼着部に供給して上記テープ状部材を貼着する工程と、
テープ状部材が貼着された一方の基板と他方の基板を受けて搬出部に受け渡す工程と
を具備し、
一方の基板が一方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長と、他方の基板が他方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長を同じにしたことを特徴とするテープ状部材の貼着方法。
【請求項1】
基板にテープ状部材を貼着する貼着装置であって、
所定間隔で配置され上記基板に上記テープ状部材を貼着する第1の貼着部及び第2の貼着部と、
一対の貼着部の並設方向と並行に設けられたガイド手段と、
このガイド手段の一端側に設けられた上記基板の供給部及び他端側に設けられた上記基板の排出部と、
上記ガイド手段に駆動可能に設けられ上記供給部から2枚の基板を取り出す一対の第1の保持部を備えた第1の受け渡し手段と、
上記一対の貼着部と上記ガイド手段との間に水平方向に駆動可能に設けられ上記第1の受け渡し手段から一方の基板を受けて上記第1の貼着部に搬送位置決めする第1の搬送手段及び上記第1の受け渡し手段から他方の基板を受けて上記第2の貼着部に搬送位置決めする第2の搬送手段と、
上記ガイド手段に駆動可能に設けられ上記第1の貼着部でテープ状部材が貼着されて上記第1の搬送手段によって搬送位置決めされた一方の基板と上記第2の貼着部でテープ状部材が貼着されて上記第2の搬送手段によって搬送位置決めされた他方の基板を保持して上記排出部に受け渡す一対の第2の保持部を備えた第2の受け渡し手段と
を具備したことを特徴とするテープ状部材の貼着装置。
【請求項2】
上記第1の受け渡し手段は、上記供給部側に位置する一方の第1の保持部が上記第1の貼着部と対向するよう位置決めされ、その位置で一方の第1の保持部に保持された基板を上記第1の搬送手段に受け渡し、他方の第1の保持部に保持された基板を上記第2の搬送手段に受け渡し、
上記第2の受け渡し手段は、上記排出部側に位置する一方の第2の保持部が上記第2の貼着部と対向するよう位置決めされ、その位置で上記第1の搬送手段によって上記第1の貼着部から搬送された一方の基板を他方の第2の保持部で受け取り、上記第2の搬送手段によって上記第2の貼着部から搬送された他方の基板を一方の保持部で受け取ることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項3】
上記第1の搬送手段が上記第1の受け渡し手段の一方の保持部から受けた基板を上記第1の貼着部を経て上記第2の受け渡し手段の他方の保持部に受け渡す経路長と、上記第2の搬送手段が上記第1の受け渡し手段の他方の保持部から受けた基板を上記第2の貼着部を経て上記第2の受け渡し手段の一方の保持部に受け渡す経路長が同じに設定されていることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項4】
上記第1の受け渡し手段は、上記一対の第1の保持部が上記供給部から取り出した基板を上記第1の搬送手段と第2の搬送手段に受け渡すと、上記基板が上記第1、第2の貼着部でテープ状部材が貼着されている間に、上記供給部からつぎの基板を取り出して上記第1、第2の搬送手段に受け渡す位置で待機していることを特徴とする請求項1記載のテープ状部材の貼着装置。
【請求項5】
一対の貼着部によって2枚の基板にそれぞれテープ状部材を貼着する貼着方法であって、
供給部から2枚の基板を一緒に取り出す工程と、
取り出された2枚の基板の一方を一方の貼着部に供給して上記テープ状部材を貼着する工程と、
取り出された2枚の基板の他方を他方の貼着部に供給して上記テープ状部材を貼着する工程と、
テープ状部材が貼着された一方の基板と他方の基板を受けて搬出部に受け渡す工程と
を具備し、
一方の基板が一方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長と、他方の基板が他方の貼着部に供給されてテープ状部材が貼着されてから上記搬出部に受け渡すために位置決めされるまでの経路長を同じにしたことを特徴とするテープ状部材の貼着方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−56151(P2010−56151A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−216954(P2008−216954)
【出願日】平成20年8月26日(2008.8.26)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月26日(2008.8.26)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
[ Back to top ]