
テープ縫付け装置
【課題】幅継ぎ線を中心に左右対称の位置にテープを縫い付ける場合でも、カーテン生地を180度回転させてテーブルにセットし直すような手間のかかる作業を必要としないテープ縫付け装置を提供する。
【解決手段】生地をX方向に広げた状態に載置可能なテーブル(10)と、このテーブル10上に載置された生地をY方向へ送る布送り手段(40,50)と、前記生地にテープを縫い合わせる縫製ヘッド(20)と、この縫製ヘッドを前記テーブル上の所定位置でX方向に移動させるヘッド搬送手段(30,31,32)とを備え、布送り手段(40,50)は、テーブル上の生地をY方向における順方向と逆方向とに設定長送ることが可能なように構成されている。
【解決手段】生地をX方向に広げた状態に載置可能なテーブル(10)と、このテーブル10上に載置された生地をY方向へ送る布送り手段(40,50)と、前記生地にテープを縫い合わせる縫製ヘッド(20)と、この縫製ヘッドを前記テーブル上の所定位置でX方向に移動させるヘッド搬送手段(30,31,32)とを備え、布送り手段(40,50)は、テーブル上の生地をY方向における順方向と逆方向とに設定長送ることが可能なように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、生地にテープを縫い付けるテープ縫付け装置に関する。
【背景技術】
【0002】
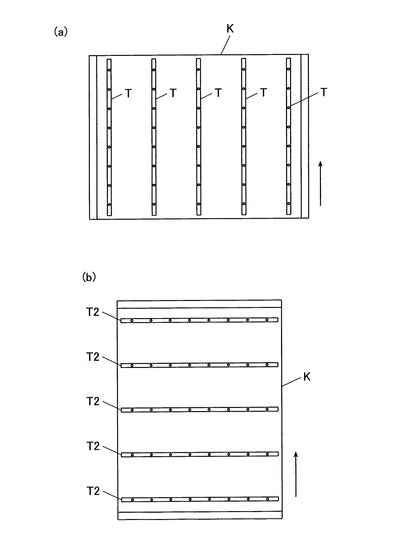
例えば、紐を引くことでカーテンが裾部から折重なるように上昇して開くようにされたシェードカーテンがある。このようなカーテンは、カーテン生地に複数列のリングを設け、これらのリングに紐を通して構成される(図18(a),(b)参照)。
【0003】
シェードカーテンは、図18(a)に示すように、複数のリングが所定間隔で付けられたリングテープTを用いて、このリングテープTをカーテン生地Kの縦方向に縫い付けて構成されるものと、図18(b)に示すように、カーテン生地Kにファイバー芯を入れるシャープシェードテープT2を用いて、このシャープシェードテープT2をカーテン生地Kの横方向に縫い付け、その後、このテープT2に複数のリングを所定間隔で取り付けて構成されるものなどがある。
【0004】
また、生地にテープを縫い付ける装置の従来技術として、次のような技術の開示があった。例えば、特許文献1には、生地にゴムテープを縫い付けるテープ縫付けミシンが開示されている。また、特許文献2には、筒状の布にテープを縫い付けるテープ縫付け装置が開示されている。
【特許文献1】特開2006−288518号公報
【特許文献2】特開平5−23468号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本願の発明者らは、カーテン生地をテーブル上で横方向に広げた状態に載置するとともに、このテーブル上の所定の位置で縫い針や布押えを有する縫製ヘッドを横方向に移動させてテープを縫い付けていくテープ縫付け装置の開発を行っている。カーテン生地は、テーブル上で縦方向に送ることで、テープの縫付け位置を縦方向に変位させていく。
【0006】
カーテン生地に複数のテープを縫い付ける場合、テープ縫付け位置の採寸の基準となる位置は、通常、生地の一端側とすれば足りる。すなわち、生地の一端側を基準としてそこから設定長だけ布を送った位置にテープを縫い付けていくことで、生地に複数のテープを設定間隔ごとに縫い付けることが出来る。
【0007】
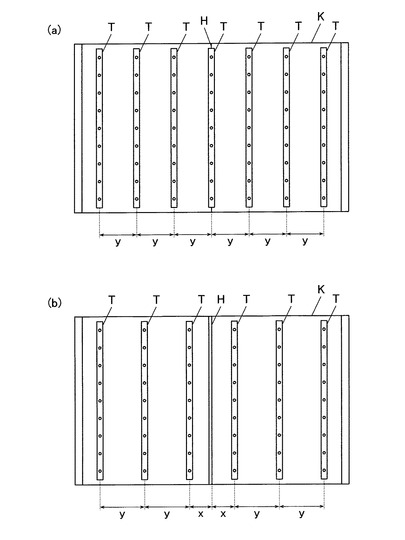
しかしながら、例えば、図19(a),(b)に示すように、幅継ぎをした生地Kを用いて幅広のシェードカーテンを縫製する場合、中央の幅継ぎ線Hを基準に左右対称の位置にテープを縫い付けたいという要求がなされることがある。すなわち、右半分のテープは幅継ぎ線Hを基準にそこから右側に設定長だけ生地Kを送った位置にテープの縫付け位置を設定し、左半分のテープは幅継ぎ線Hを基準にそこから左側に設定長だけ生地Kを送った位置にテープの縫付け位置を設定する。それによりテープの縫付け位置を幅継ぎ線Hを中心に左右対称にしたいという要求である。
【0008】
カーテン生地は、横方向に多少の伸びがあるものもあり、このような生地を設定長ずつ送ってテープを縫い付けていった場合、生地の伸びの影響により複数本目のテープを予定の位置にぴったり合わせるのは困難である。従って、上記のような幅継ぎした生地に複数のテープを縫い付けるのに、例えば、左端から1本ずつ設定長ずつ生地を送ってテープを縫い付けていったのでは、生地の伸びにより僅かな誤差が生じて、図19(a),(b)のように幅継ぎ線Hを中心に左右対称の位置にテープを縫い付けることは難しくなる。
【0009】
そのため、上記のような幅継ぎ線Hを基準に複数のテープを縫い付ける場合には、一旦、幅継ぎ線Hを基準にカーテン生地の右半分に複数本のテープを縫い付け、その後、カーテン生地を180度回転させてテーブルにセットし直し、幅継ぎ線Hを基準にカーテン生地の左半分に複数本のテープ縫い付けていくといった作業が必要となり、このような作業には大変な手間のかかるものであった。
【0010】
また、予め生地に幅継ぎ線Hを中心に左右対称のテープ縫付け位置の線付けをしておき、カーテン生地を送るときに作業者が目視で縫付け線と縫い位置とが合うように位置合せを行って、幅継ぎ線Hを中心に左右対称の位置にテープを縫い付けるといった方法もある。しかしながら、カーテン生地は大きなものなので、予め生地Kにテープ縫付け線を記すのは大変な手間であり、また、縫付け線はその後に消す必要があるのでその作業も大変な手間であった。
【0011】
また、図19(a),(b)のような幅継ぎのあるカーテン生地を縫製する場合に限られず、例えば、図18(a)のような幅継ぎのないシェードカーテンであっても、左半分のテープT,Tはカーテン生地Kの左端を基準に採寸した位置に縫い付け、右半分のテープT,Tはカーテン生地Kの右端を基準に採寸した位置に縫い付けたいといった要求がなされる可能性もある。また、図18(b)のようなシェードカーテンにおいても、上側数本のテープT2,T2はカーテン生地Kの上端側を基準に採寸した位置に縫い付け、下側数本のテープT2,T2はカーテン生地Kの下端側を基準に採寸した位置にそれぞれ縫い付けたいという要求がなされる可能性もある。従来の装置でこのような要求を満たすためには、例えば、テープの縫付け処理の途中でカーテン生地を180度回転させてテーブルにセットし直す必要があり、その作業には大変な手間がかかった。
【0012】
この発明の目的は、基準線を中心に左右対称の位置にテープを縫い付けたり、カーテン生地の一端側から採寸した位置と他端側から採寸した位置とにそれぞれテープを縫い付けるような場合でも、カーテン生地を180度回転させてテーブルにセットし直すような手間のかかる作業を必要としないテープ縫付け装置を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するため、請求項1記載の発明は、
生地をX方向に広げた状態に載置可能なテーブルと、
このテーブル上に載置された生地を前記X方向と交差するY方向へ送る布送り手段と、
前記生地にテープを縫い合わせる縫製ヘッドと、
この縫製ヘッドを前記テーブル上の所定位置で前記X方向に移動させるヘッド搬送手段と、
を備え、
前記布送り手段は、前記テーブル上の生地を前記Y方向における順方向と逆方向とに設定長送ることが可能にされていることを特徴とするテープ縫付け装置である。
【0014】
請求項2記載の発明は、請求項1記載の発明において、
前記布送り手段により前記テーブル上の生地を前記Y方向における順方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段を動作させて前記生地にテープを縫い付ける順送りテープ縫付け制御処理と、
前記布送り手段により前記テーブル上の生地を前記Y方向における逆方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段とを動作させて前記生地にテープを縫い付ける逆送りテープ縫付け制御処理と、
を実行可能な制御手段を備えていることを特徴としている。
【0015】
請求項3記載の発明は、請求項2記載のテープ縫付け装置において、
装置の動作設定が可能な操作入力部を備え、
前記制御手段は、
前記操作入力部による設定に応じて前記順送りテープ縫付け制御処理と、前記逆送りテープ縫付け制御処理とを選択的に切り換えて実行するように構成されていることを特徴としている。
【0016】
請求項4記載の発明は、請求項1〜3の何れか1項に記載のテープ縫付け装置において、
前記布送り手段は、
前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第1保持手段と、
この第1保持手段と平行に前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第2保持手段と、
前記第1保持手段を前記Y方向へ移動させる移動手段と、
を有し、
前記第1保持手段が生地を解放し且つ前記第2保持手段が生地を保持した状態で、前記第1保持手段がY方向へ移動することで第1保持手段による生地の保持位置が前記Y方向に変更され、
前記第1保持手段が前記テーブルの手前側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が奥方へ移動することで生地が前記Y方向の順方向に送られ、
前記第1保持手段が前記テーブルの奥側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が手前側へ移動することで生地が前記Y方向の逆方向に送られるように構成されていることを特徴としている。
【発明の効果】
【0017】
本発明に従うと、生地を順方向に設定長さ送ってテープを縫い付ける処理と、生地を逆方向に設定長さ送ってテープを縫い付ける処理とを切り換えて実行することで、生地を基準位置から奥方に採寸したような位置にテープを縫い付けたり、生地を基準位置から手前側に採寸したような位置にテープを縫い付けたりすることができる。
【0018】
従って、例えば、幅継ぎ線を中心に左右対称の位置にテープを縫い付けたい場合には、幅継ぎ線より右側のテープについては順送りに生地を送った処理によりテープを縫い付け、幅継ぎ線より左側のテープについては逆送りに生地を送った処理によりテープを縫い付けることで、生地を180度回転させてテーブルにセットし直すことなく、幅継ぎ線を中心に左右対称の位置にテープを縫い付けることができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を図面に基づいて説明する。
【0020】
[第1実施形態]
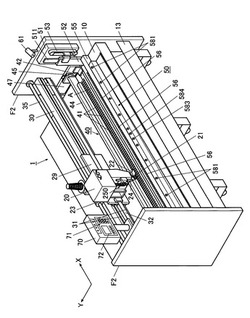
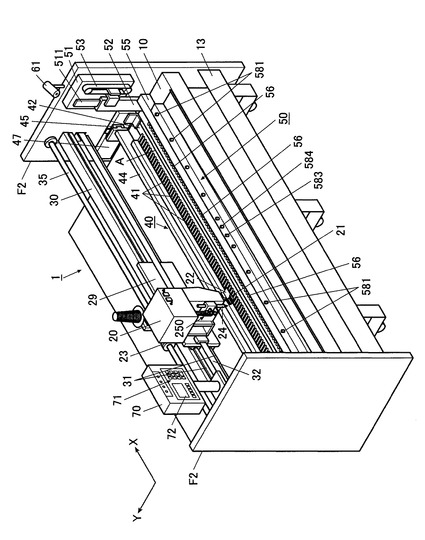
図1は、本発明の第1実施形態のテープ縫付け装置1を示す斜視図、図18は、シェードカーテンの一例を示すもので、(a)はリングテープを用いたもの、(b)はシャープシェードテープを用いたものである。
【0021】
この実施形態のテープ縫付け装置1は、カーテン生地KにリングテープTやシャープシェードテープT2などのテープを縫い付けるとともに、カーテン生地Kに裁断線を付けたりするものである。
【0022】
テープ縫付け装置1は、図1に示すように、カーテン生地KがX方向に広げられた状態で載置されるX方向に長いテーブル10と、縫い針21やマーカー24を有する縫製ヘッド20と、この縫製ヘッド20をX方向に移動させるための支柱30と、テーブル10上のカーテン生地Kを奥方で把持して固定するとともにY方向にスライド移動可能にされた第1把持機構40と、テーブル10上のカーテン生地Kを手前側で把持して固定する第2把持機構50と、縫目の形成位置に線状のマーキングを行う例えばレーザーマーカーなどのマーキング装置61と、装置の動作制御を行う制御回路(制御手段)を内蔵し布送り量や布送り方向などの設定データが入力される制御パネル70等を備えている。第1把持機構40と第2把持機構50とは、テーブル10上でカーテン生地KをY方向に送る布送り機構を構成するものである。
【0023】
また、このテープ縫付け装置1には、図示は省略するが、テーブル10の下側で縫製ヘッド20と協働して縫目を形成する釜機構と、この釜機構を縫製ヘッド20と同期させてX方向に移動させる搬送機構とが設けられている。
【0024】
テーブル10は、カーテン生地Kの一方をX方向に広げて載置できるように、Y方向に比べてX方向に長い形状にされている。このテーブル10の上記縫製ヘッド20が搬送される部位の下側には、縫い針21を下側に貫通させるスリット12(図8〜図13参照)が形成され、その他の部分は平坦に形成されている。また、テーブル10の手前側にはカーテン生地Kの一端側を受ける生地受け13が形成されている。
【0025】
縫製ヘッド20には、縫い針21や布押え22を上方に退避させたりテーブル10に近接させたりする昇降機構が設けられ、テープを縫い付けるテープ付け工程の際には昇降機構が降り、その他の工程時には昇降機構が上るようになっている。また、昇降機構が降りたときには、動力伝達シャフト35の回転運動がベルト23を介して縫製ヘッド20に伝達され、この動力により縫い針21が上下に運動してカーテン生地Kに縫目を形成するようになっている。テーブル10の下側にも、同様の動力伝達シャフトが設けられ、この動力伝達シャフトから釜機構に動力が伝達されて釜が回転するようになっている。上側の動力伝達シャフト35とテーブル下の動力伝達シャフトはリンクして回転駆動され、それにより縫い針21と釜機構とが連動して縫目を形成するようになっている。図示は省略するが、動力伝達シャフト35や釜機構用の動力伝達シャフトを回転駆動する駆動モータは装置の側面フレームF2の裏側に設けられ、制御パネル70内の制御回路によって駆動制御されるようになっている。
【0026】
また、縫製ヘッド20には、マーカー24をテーブル10より上方に退避させたり、テーブル10の近傍まで下降させるマーカー駆動部250が設けられている。そして、縫製部(縫い針21や布押え22)が昇降機構により上方に退避され、マーカー24がマーカー駆動部250によりテーブル10まで下降した状態で、縫製ヘッド20がX方向に移動することで、カーテン生地K上に例えば裁断線などの線引きを行うことが可能になっている。
【0027】
支柱30には横方向に2本のレール31,31が形成され、このレール31,31に縫製ヘッド20の機枠29が左右スライド自在に連結されて、縫製ヘッド20がテーブル10上の所定位置でX方向にスライド移動可能になっている。縫製ヘッド20は、装置の側面フレームF2,F2の間に架設される搬送ベルト32に連結されており、この搬送ベルト32が回動移動することで縫製ヘッド20がX方向に搬送されるようになっている。テーブル10の下側にも、同様に釜機構と連結されるレールを備えた支柱や搬送ベルトが設けられ、搬送ベルトが回動移動することで釜機構がX方向に移動するようになっている。縫製ヘッド20を移動させる搬送ベルト32と、釜機構を移動させる搬送ベルトとはリンクして回動駆動され、それにより縫製ヘッド20と釜機構とが対応した位置で同一量だけX方向に移動するようになっている。搬送ベルト32を回動させる駆動モータは、回転量の制御が可能なサーボモータからなり、例えば側面フレームF2の裏側に設けられ、制御パネル70内の制御回路によって駆動制御されるようになっている。上記の支柱30、レール31,31、搬送ベルト32および駆動モータによってヘッド搬送手段や、マーカー24をX方向に搬送する手段が構成されている。
【0028】
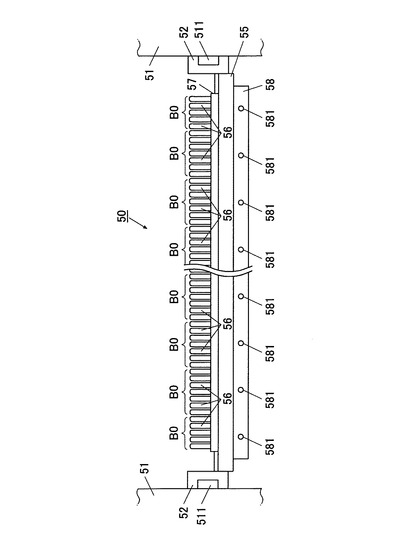
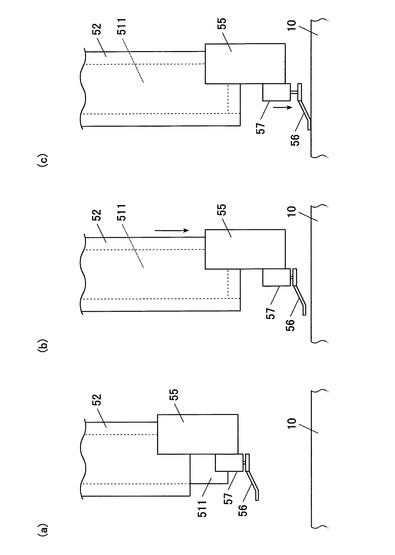
図2には、布送り機構を構成する第2把持機構50の平面図を示す。図3には、第2把持機構50の動作を表わした説明図を示す。
【0029】
第2把持機構50は、テーブル10の手前側でカーテン生地Kを把持して固定したり、この固定を解除したりするものである。この第2把持機構50は、上下方向に伸びるレール511が設けられたレールブロック51と、レール511にスライド自在に嵌合されたスライドブロック52と、このスライドブロック52を昇降駆動する駆動ベルト53(図1参照)と、左右のスライドブロック52,52の間に架設された支柱55と、この支柱55に沿って幅方向に並列に設けられた複数の布押え板56,56…と、これら複数の布押え板56,56…の基部を保持しその駆動部が設けられた駆動ブロック57と、布押え板56,56…を動作させる操作スイッチ等を有する操作ブロック58等から構成される。
【0030】
上記のレールブロック51は装置の側面フレームF2に固定されている。また、上記の駆動ブロック57と操作ブロック58は支柱55に固着されている。
【0031】
布押え板56,56…は、例えば平たいスティック形状をしており、その先端側に生地がすべるのを防止する滑止材料が付加されている。
【0032】
駆動ブロック57には、例えばエアシリンダなどの駆動機構がその内部に設けられ、この駆動により布押え板56,56…を少量だけ昇降運動させることが可能になっている。また、駆動ブロック57の内部には、上記の駆動機構が複数系統設けられ、一列に並んだ複数の布押え板56…を複数に分割したブロックB0単位で一時的に布押え板56…を昇降動作させることも可能になっている。
【0033】
操作ブロック58には、布押え板56…をブロックB0単位で昇降させる操作スイッチ581…に加え、装置の動作を1ステップ進める操作スイッチ583(図1参照)や、1ステップ戻す操作スイッチ584(図1参照)などが設けられている。
【0034】
上記の構成により、駆動ベルト53が回動してスライドブロック52がレール511に沿って上下に移動することで、図3(a),(b)に示すように、支柱55ごと布押え板56…が大きく昇降し、支柱55が最下点まで下降したときに布押え板56がテーブル10から僅かに浮いた状態にされる。そして、この状態で駆動ブロック57の駆動機構が動作することで、図3(c)に示すように、布押え板56…が僅かに下降してその先端部がテーブル10上に圧接されるようになっている。これにより、テーブル10上にカーテン生地Kが置かれている場合には、テーブル10と布押え板56…との間に生地が把持されて固定される。
【0035】
また、カーテン生地Kの位置合わせを行う場合などには、操作ブロック58上の個別の操作スイッチ581を操作することで、布押え板56…がブロックB0単位で昇降動作して、カーテン生地Kを部分的に仮固定することができるようになっている。
【0036】
図4には、布送り機構を構成する第1把持機構40の平面図を、図5には、第1把持機構40の動作を表わした説明図を示す。
【0037】
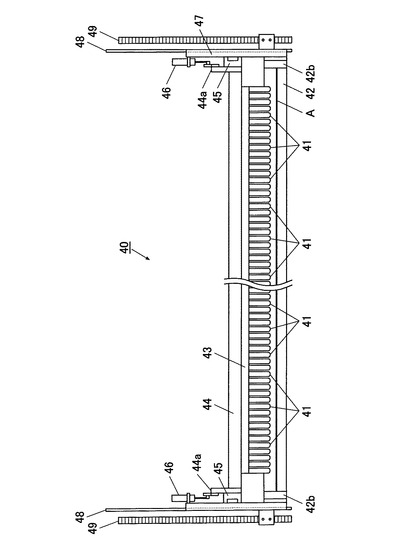
第1把持機構40は、テーブル10の奥側でカーテン生地Kを把持して固定したり、この把持を解除したり、また、カーテン生地Kを把持する機構をY方向に移動可能としたものである。この第1把持機構40は、カーテン生地Kを上から把持する複数の布押え板41…と、カーテン生地Kの下側に配置される下敷き板42と、布押え板41…の基部が保持されるとともにその駆動部を有した駆動ブロック43と、装置の幅方向に架設されて上記の駆動ブロック43が固定される支柱44と、支柱44を上下と前後の2方向にスライド可能とするスライドブロック45と、スライドブロック45の変位方向に沿って支柱44を上下前後に動かすエアシリンダなどの駆動部46と、上記の下敷き板42、スライドブロック45および駆動部46が固定される側面ベース47と、この側面ベース47をY方向に大きくスライド自在なように連結するレール48と、回動駆動して側面ベース47をY方向に移動させる搬送ベルト49等を備えている。
【0038】
布押え板41,41…は、例えば平たいスティック形状をしており、その先端側に生地がすべるのを防止する滑止材料が付設されている。
【0039】
下敷き板42は、薄い板形状でX方向に長い部材からなり、布押え板41,41…と協働してカーテン生地Kを把持するものである。下敷き板42は金具42bを介して側面ベース47に固着されている。また、下敷き板42には、例えば、布端などテープ縫い付け位置の採寸の基準となるカーテン生地K上の線を合わせる基準線Aが記されている。
【0040】
駆動ブロック43には、例えばエアシリンダなどの駆動機構がその内部に設けられ、この駆動により布押え板41,41…を少量だけ昇降運動させることが可能になっている。
【0041】
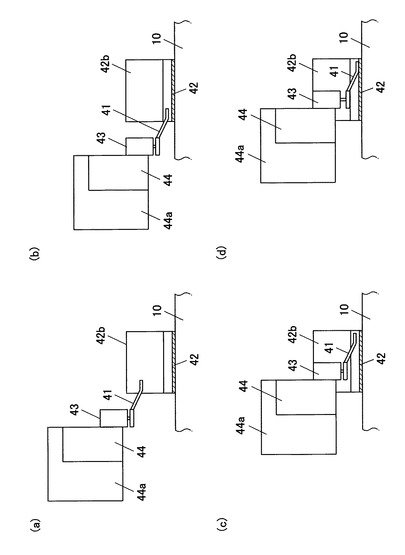
このような構成により、上記の駆動部46が駆動して支柱44のフレーム44aに駆動力を及ぼすことで、スライドブロック45がスライド移動して、布押え板41が下敷き板42より後方上段の位置に退避した状態(図5(a))から、布押え板41が下敷き板42に近接した位置まで下降し(図5(b))、さらに、布押え板41の先端が基準線Aを超えて下敷き板42の前方まで移動するようになっている(図5(c))。前方まで移動した際には、布押え板41の先端が下敷き板42の手前側の辺とほぼ重なる位置に配置されるようになっている。
【0042】
そして、この状態で駆動ブロック43の駆動機構が動作することで、布押え板41が下降して下敷き板42に圧接するようになっている(図5(d))。これにより布押え板41と下敷き板42との間にカーテン生地Kがセットされた状態でこのカーテン生地Kが把持されて固定されるようになっている。
【0043】
また、ここで搬送ベルト49が回動して側面ベース47がY方向に移動することで、布押え板41と下敷き板42とが、図5(d)の状態のままY方向に移動して把持されたカーテン生地KがY方向に送られるようになっている。また、図5(c)の状態でY方向に移動することでカーテン生地Kの把持位置をY方向に変位できるようになっている。搬送ベルト49を回動させる駆動モータは、回転量の制御が可能なサーボモータからなり、例えば、装置の側面フレームF2,F2の裏側に設けられ、制御パネル70の制御回路によって駆動制御されるようになっている。
【0044】
制御パネル70には、制御プログムに従って制御処理を実行する制御回路が設けられ、この制御回路の制御処理によって各駆動部や各駆動モータが駆動するようになっている。例えば、エアシリンダの弁を開閉制御してエアシリンダのプランジャが伸縮動作したり、サーボモータに駆動信号が出力されてサーボモータが所定量だけ回転駆動したりする。また、作業者が各部のスイッチを操作することでこのスイッチ信号が上記制御回路に入力されて、操作に応じた動作がなされるようになっている。すなわち、処理を1ステップ進める操作がなされることで、所定の処理ステップに沿って、1ステップ分の処理を実行して停止する制御が行われたり、また、逆の操作が可能な処理ステップであれば(例えば第1把持機構40や第2把持機構50の昇降動作など)、処理を1ステップ戻す操作がなされることで、1ステップ分の処理動作を戻して停止する制御が行われる。
【0045】
また、制御パネル70には、作業者が設定値や操作指令を入力する操作キー71や、設定項目や入力値などを表示する表示パネル72が設けられている。操作キー71を介してキー入力を行うことで、テープを縫い付ける間隔や数の設定、並びに、テープを縫い付ける際のカーテン生地Kの送り方向の切り換え等が可能になっている。
【0046】
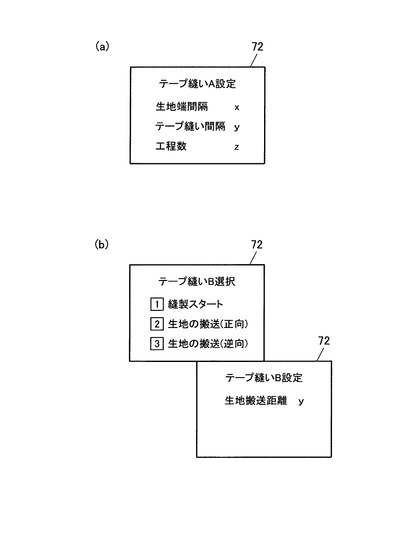
図6には、テープ付け工程における設定内容の一例を示す画像図を示す。同図(a)はテープ縫いAの設定画面、(b)はテープ縫いBの選択画面および設定画面である。
【0047】
例えば、作業者が操作キー71を操作して設定モードを選択することで、図6(a),(b)に示すように、2種類のテープ縫付け処理「テープ縫いA」と「テープ縫いB」の設定モードを選択することが可能になっている。「テープ縫いA」のテープ縫付け処理は、先ず、カーテン生地Kをセットされた状態から間隔xだけ送って1本目のテープTを縫い付け、その後、間隔yずつ送って複数本のテープを縫い付けていく処理である。「テープ縫いA」の設定モードでは、図6(a)に示すように、上記の間隔x(「生地端間隔」),y(「テープ縫い間隔」)と、テープTの縫い付け本数z(「工程数」)の設定が行えるようになっている。
【0048】
また、「テープ縫いB」のテープ縫付け処理は、1本ずつテープTを縫い付けていく処理に利用可能なモードであり、カーテン生地Kを移動させずに現在セットされている位置のまま1本のテープを縫い付ける第1処理(「1.縫製スタート」)と、順方向にカーテン生地Kを設定長だけ搬送する第2処理(「2.生地の搬送(正向)」)と、逆方向にカーテン生地Kを設定長だけ搬送する第3処理(「3.生地の搬送(逆向)」)とを選択できるようになっている。図6(b)の選択画面において、「1」のキー入力を行うことで第1処理が選択され、「2」のキー入力を行うことで第2処理が選択され、「3」のキー入力を行うことで第3処理が選択される。また、第2と第3の処理を選択した場合には、続く設定画面にてカーテン生地Kの送り量y(「生地搬送距離」)の設定が行えるようになっている。
【0049】
次に、上記のように構成されたテープ縫付け装置1を用いて、幅継ぎされたカーテン生地に左右対称にテープTを縫い付けていく工程の動作について説明する。
【0050】
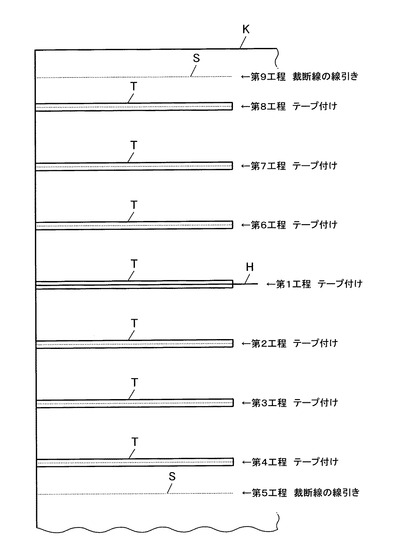
図7は、カーテン生地に左右対称にテープTを縫い付けていく各工程の内容を示す説明図である。また、図8〜図13には、図7の各工程におけるテープ縫付け装置1の動作の流れを表わした説明図を示す。なお、図8〜図13の説明図において、布押え板41,56やカーテン生地Kの動きを分かりやすくするために、カーテン生地Kとテーブル10との間に隙間が開いたように描いているが、実際はカーテン生地Kはテーブル10に接触した状態にされる。
【0051】
幅継ぎ線Hを中心に左右対称にテープTを縫い付ける場合、図7に示すように、先ず、幅継ぎ線Hの箇所にテープTを縫い付け(第1工程)、その後、幅継ぎ線Hを基準にカーテン生地Kをテーブル10の順方向に送って所定間隔ごとに複数のテープTを縫い付けたり(第2〜第4工程)、裁断線の線付けを行ったりする(第5工程)。次に、幅継ぎ線Hの箇所までカーテン生地Kを戻し、さらに、この幅継ぎ線Hを基準にカーテン生地Kをテーブル10の逆方向に送って所定間隔ごとに複数のテープTを縫い付けたり(第6〜第8工程)、裁断線の線付けを行ったり(第9工程)する。
【0052】
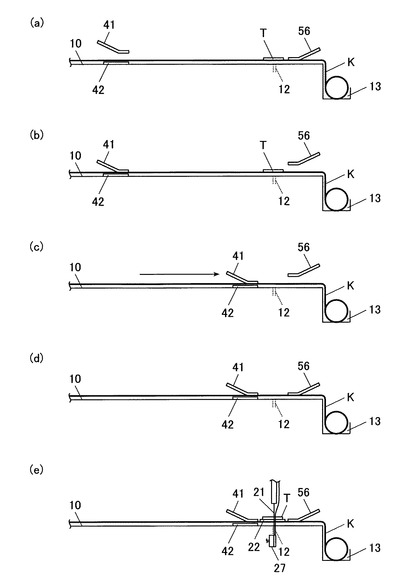
上記の第1工程では、先ず、図8(a)〜(c)に示すように、幅継ぎ線Hが針落ち位置に合うようにカーテン生地Kをセットする。すなわち、作業者が初期操作を行うことで、図8(a)に示すように、第1把持機構40の布押え板41が後方上段の位置に退避し、第2把持機構50の布押え板56が上方に退避した状態となる。ここで、作業者は、カーテン生地Kをテーブル10と布押え板41,56との間に通して幅継ぎ線Hの箇所まで持ってくる。
【0053】
次に、作業者が1ステップ分の動作を進める操作を行うことで第2把持機構50の支柱55が下降して(図3(b)参照)、布押え板56がカーテン生地Kから少し浮いた状態で停止する。ここで、作業者はブロックB0単位で布押え板56を昇降させる操作スイッチ581を操作することで、図8(b)に示すように、部分的に布押え板56を下降させてカーテン生地Kを仮固定させながら、X方向の全幅の範囲で幅継ぎ線Hを針落ち位置となるスリット12の位置に合わせる。実際は、幅継ぎ線Hをスリット12の位置より僅かにずらした位置に合わせる。この位置合せは、マーキング装置61による線状のマーキングを頼りに正確に且つ能率的に行うことができる。
【0054】
幅継ぎ線Hの位置を合わせたら、作業者が1ステップ進める操作を行うことで、制御回路の制御処理により、図8(c)に示すように、第1把持機構40が動作して布押え板41と下敷き板42との間にカーテン生地Kが把持されて固定される。また、ここで、第2把持機構50も動作して全ての布押え板56によりカーテン生地Kが把持されて固定される。
【0055】
カーテン生地Kが固定されたら、制御回路の制御によって動作が停止されるので、ここで作業者は縫い付けるテープTの先端をカーテン生地Kの左端にセットして留める。詳細には、縫製ヘッド20の布押え22の上面側にテープTを通し、テープTの先端を第1把持機構40の布押え板41と第2把持機構50の布押え板56との間隙部位の左端にセットして留める。
【0056】
このようにテープTをセットしたら、作業者は「テープ縫いB」の選択画面(図6(b))の「1.縫製スタート」を選択した上で縫製動作の開始操作を行う。すると、図8(d)に示すように、縫製ヘッド20の縫製部(布押え22や縫い針21)が下降し、且つ、動力伝達シャフト35が回転駆動されながら縫製ヘッド20がX方向に進められ、それによりカーテン生地KにテープTが縫い付けられていく。これらの駆動処理はテーブル10の下側の釜機構に対しても同様に行われ、縫い針21と釜27の協働により縫目が形成されてカーテン生地KにテープTが縫い合わされていく。
【0057】
そして、テープTを設定量だけ縫い付けたら、この縫製動作が停止され、縫製部が上方に退避されて、縫製ヘッド20がX方向に移動されて初期位置まで戻される。テープTの縫付け量は、例えば、作業者が予め制御パネル70により入力しておくことで、その長さに制御される。また、縫製ヘッド20にテープ端を検出するセンサーを設けておき、このセンサー出力に基づきテープ端まで縫付け処理を行うように構成することもできる。
【0058】
このような縫付け処理により、図7の「第1工程」に示す幅継ぎ線Hでのテープ付け処理が完了し、次に、第2工程のテープ付け処理に移行する。
【0059】
第2工程のテープ付け処理では、作業者は「テープ縫いB」の選択画面(図6(b))の「2.生地の搬送(正向)」を選択し、さらに、続いて出力される設定画面で生地搬送距離yの設定入力を行い、そして、装置の動作を再開させる。すると、図9(a)〜(d)の動作がなされて、カーテン生地Kが設定長yだけ送られて再び布押え板41,56により固定される。詳細には、図9(a)に示すように、先ず、手前側の布押え板56が上昇してカーテン生地Kの把持を解放した後、奥方の布押え板41と下敷き板42とが後方に送られることで、カーテン生地Kが設定長yだけ後方に送られる。次に、図9(b)に示すように、手前側の布押え板41が下降してカーテン生地Kを把持し、奥方の布押え板41が上昇してカーテン生地Kの把持を解放する。続いて、図9(c)に示すように、奥方の布押え板41と下敷き板42とが前方に送られ、図9(d)に示すように、縫製箇所の手前で布押え板41が下降してカーテン生地Kを把持して固定する。
【0060】
上記のようにカーテン生地Kが設定長yだけ送られて布押え板41,56により固定されたら、制御回路の制御によって動作が停止されるので、ここで作業者は縫い付けるテープTの先端をカーテン生地Kの左端にセットして留める。そして、作業者が「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択することで、図9(e)に示すように、縫製ヘッド20の縫製部が下降し、且つ、縫製ヘッド20がX方向に搬送されてカーテン生地KにテープTが縫い合わされる。
【0061】
これにより、図7の「第2工程」に示すテープ付け処理が完了する。そして、上記の図9(a)〜(e)の処理を複数回繰り返すことで、図7の「第3工程」〜「第4工程」の複数のテープ付け処理を行う。それにより、幅継ぎ線Hの位置から所定間隔で所定本のテープTを縫い付けることができる。そして、所定本のテープTを縫い付けたら、次に、第5工程の裁断線の線引き処理に移行する。
【0062】
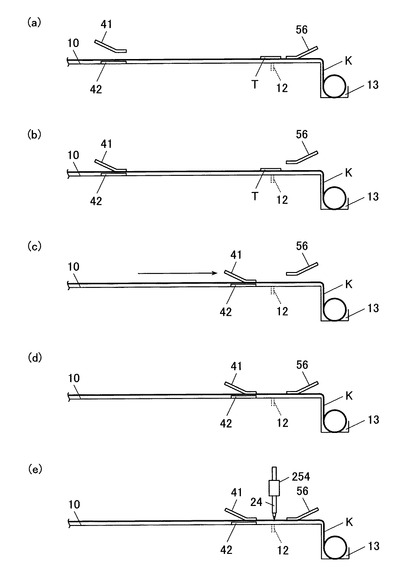
第5工程の裁断線の線引きの処理では、作業者は、第2工程〜第4工程と同様に、「テープ縫いB」の「2.生地の搬送」を選択および生地搬送距離yの設定入力を行った動作によって、図10(a)〜(d)に示すように、カーテン生地Kを設定長yだけ送る。この設定長yは、テープTの間隔の値でなく裁断線用の値を設定しておく。
【0063】
次に、作業者は、例えば縫製ヘッド20のスイッチを切り換えて縫製部の駆動からマーカー24の駆動に切り換え、この状態で「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択する。それにより、図10(e)に示すように、縫製部の代わりにマーカー駆動部250が駆動されて、マーカー24が針落ち位置に落とされた状態で縫製ヘッド20がX方向に搬送される。これにより、図7の「第5工程」に示す裁断線Sの線付けが完了する。
【0064】
幅継ぎ線Hより一方の側(図7の下側)の処理が完了したら、次に幅継ぎ線Hより他方の側(図7の上側)の処理に移行する。
【0065】
先ず、作業者は、再度、初期操作を行うことで、図11(a)に示すように、手前側と奥側の布押え板41,56を上昇させてカーテン生地の把持を解放させる。ここで、作業者は、カーテン生地Kを動かして幅継ぎ線Hの位置に縫い付けたテープTをスリット12の位置(すなわち、マーキング装置61の線状のマーキング位置)まで持ってくる。或いは、「テープ縫いB」の選択画面(図6(b))の「3.生地の搬送(逆向)」の選択と、生地搬送距離yの設定入力とにより、カーテン生地Kを逆送りに送って幅継ぎ線Hの位置をスリット12の位置まで持ってくるようにしても良い。1回の搬送処理で生地の送り量が少ない場合には、「3.生地の搬送(逆向)」の処理を複数回繰り返すことで所定の位置まで生地を送ることができる。
【0066】
大まかに幅継ぎ線Hの位置を合わせたら、次に、図11(b)に示すように、手前側の布押え板56をブロックB0単位で動かすことでカーテン生地Kを仮固定しながら、幅継ぎ線H上に縫い付けられたテープTの縫目の位置をマーキング装置61の線状のマーキング位置に正確に合わせ、図11(c)に示すように、手前側と奥側の布押え板41,56でカーテン生地Kを固定する。
【0067】
次いで、作業者は、選択画面(図6(b))の「3.生地の搬送(逆向)」を選択し、さらに、続いて出力される設定画面で生地搬送距離yの設定入力を行い、そして、装置の動作を再開させる。
【0068】
すると、図12(a)〜(d)に示すように、設定間隔yだけカーテン生地Kを手前側に送る動作がなされる。すなわち、図12(a)に示すように、手前側の布押え板56がカーテン生地Kを把持し、奥方の布押え板41がカーテン生地Kの把持を解放した状態で、奥方の布押え板41と下敷き板42とが後方に移動する。次いで、図12(b)に示すように、奥方の布押え板41が下降してカーテン生地Kを把持し、手前側の布押え板56が上昇してカーテン生地Kの把持を解放する。そして、図12(c)に示すように、この状態で奥方の布押え板41と下敷き板42とが前方に移動することで、カーテン生地Kが設定間隔xだけ前方に送られる。そして、図12(d)に示すように、手前側の布押え板56が下降してカーテン生地Kを把持したら、制御回路の制御によって動作が停止される。
【0069】
ここで作業者は、縫い付けるテープTの先端をカーテン生地Kの左端にセットして留め、「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択し実行させる。すると、図12(e)に示すように、縫製ヘッド20の縫製部が下降し、且つ、縫製ヘッド20がX方向に搬送されてカーテン生地KにテープTが縫い合わされる。
【0070】
これにより、図7の「第6工程」に示すテープ付け処理が完了する。そして、図12(a)〜(e)の処理を複数回繰り返すことで、図7の「第7工程」〜「第8工程」の複数本のテープ付けの処理が行われる。そして、所定本のテープTを縫い付けたら、次に、第9工程の裁断線の線引き処理に移行する。
【0071】
裁断線の線引き処理においても、第6工程〜第8工程と同様の動作によって、図13(a)〜(d)に示すように、カーテン生地Kを奥方から手前側へ設定長だけ送り、その後、縫製ヘッド20をマーカー駆動に切り換えて動作させることで、マーカー24が針落ち位置に落とされた状態で縫製ヘッド20がX方向に搬送されて、図7の「第9工程」に示す裁断線Sの線付けが完了する。
【0072】
以上のような処理によって、幅継ぎされたカーテン生地Kに対して、幅継ぎ線Hの位置と幅継ぎ線Hを中心とした左右対称の位置とにテープTを縫い付け、また、カーテン生地の両脇に裁断線Sの線付けが行われるようになっている。そして、左右の裁断線Sに沿ってカーテン生地を裁断して、両脇を三つ折に縫製することで、図19(a)に示すようなシェードカーテンの加工が得られる。
【0073】
また、上記のような処理において幅継ぎ線Hの箇所にテープTを縫い付けず、且つ、幅継ぎ線Hから最初のテープ位置までの送り量を半分に設定することで、図19(b)に示すような加工も可能である。この例は、幅継ぎ線Hを基準として、最初に生地端間隔x(例えばy/2)だけ送った位置にテープTを縫い付け、その後、テープ縫い間隔yごと離れた位置に複数のテープTを縫い付けていき、これらの処理を、幅継ぎ線Hを基準にしてカーテン生地Kを順方向に送るときと逆方向に送るときとで実行したものである。このような処理により、図19(b)に示すような、幅継ぎ線Hを中心に偶数本のテープTを左右対称に縫い付けたシェードカーテンの加工が得られる。
【0074】
以上のように、この実施形態のテープ縫付け装置1によれば、第1把持機構40と第2把持機構50とからなる布送り手段によって、カーテン生地KをY方向のうち順方向に設定長だけ送ってテープTを縫い付けたり、逆方向に設定長だけ送ってテープTを縫い付けることができるので、幅継ぎ線Hを中心に左右対称の位置にテープTを縫い付けたいような場合でも、生地を180度回転させてテーブル10にセットし直したりすることなく、幅継ぎ線Hを基準にしてカーテン生地Kを手前側や奥方に送ってテープTを縫い付けることができる。
【0075】
すなわち、「テープ縫いB」の「1.縫製スタート」の制御処理と「2.生地の搬送(正向)」の制御処理との組み合わせ(順送りテープ縫付け制御処理)、或いは「1.縫製スタート」の制御処理と「3.生地の搬送(逆向)」の制御処理との組み合わせ(逆送りテープ縫付け制御処理)により、カーテン生地を基準位置から順方向に設定距離yだけ送ってそこにテープTを縫い付けたり、基準位置から逆方向に設定距離yだけ送ってそこにテープTを縫い付ける処理を半自動的に実行させることができる。
【0076】
また、カーテン生地Kをテーブル10上で送る構成として、カーテン生地Kの横方向の大半部分を保持する第1把持機構40および第2把持機構50の構成を適用することで、薄い生地や伸びやすい生地であってもズレなくカーテン生地Kを設定長だけY方向に送ることができる。また、第1把持機構40と第2把持機構50に固定された部位の間隙の狭い範囲でテープTを縫い付けるので、薄い生地や伸びやすい生地であっても、生地の固定がずれにくく、正確な状態でテープTを縫い付けることができる。
【0077】
なお、本発明は、上記実施の形態に限られるものではなく、様々な変更が可能である。例えば、上記実施の形態では、幅継ぎ線Hより左側にリングテープTを縫い付けて行くのにカーテン生地Kを逆送りして処理する方式を適用した例を示したが、例えば、カーテン生地Kの右端を基準に採寸したような位置とカーテン生地Kの左端を基準に採寸したような位置とにそれぞれテープTを縫い付ける場合や、カーテン生地Kの上端を基準に採寸したような位置と裾端を基準に採寸したような位置とにそれぞれテープT2を縫い付ける場合などにも、順送りのテープ付け処理と逆送りのテープ付け処理とを同様に併用して対応することができる。
【0078】
また、上記実施の形態においては、「テープ縫いA」の処理は、カーテン生地Kを基準位置から順方向に設定間隔xだけ送り、その位置に1本目のテープTを縫い付け、さらに、その位置から設定間隔yごとに複数本のテープTを半自動的に縫い付けていく処理であると説明したが、この処理を例えばスイッチなどの切り換えにより、布送り方向を順方向と逆方向とで切り換えられるように構成しても良い。
【0079】
また、上記実施形態では、例えば、カーテン生地KをX方向に沿って保持する構成として、複数の薄いスティック状の布押え板41,56によりカーテン生地Kを把持する構成を示したが、例えば、X方向に長い形状の布押え体によりカーテン生地Kを把持して固定する構成としても良い。また、カーテン生地Kを把持して固定するのでなく、エアー吸引によりカーテン生地Kを保持して固定するように構成することもできる。
【0080】
また、上記実施形態では、各部の駆動手段としてエアシリンダを採用した例を示したが、エアシリンダの代わりに電磁ソレノイドを用いたアクチュエータやモータなどを適用することも出来る。また、上記実施形態で示した第1把持機構40や第2把持機構50の詳細な動作方式は適宜変更可能であるし、カーテン生地Kにテープを縫い付ける工程の各手順など、実施の形態で示した細部は発明の趣旨を逸脱しない範囲で適宜変更可能である。
【0081】
[第2実施形態]
図14には、布送り機構の第2実施形態を表した説明図を示す。
【0082】
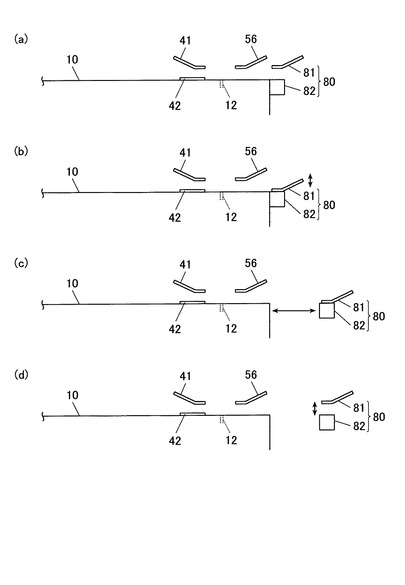
布送り機構は、第1把持機構40と第2把持機構50から構成される第1実施形態のものに限られず、図14に示すような構成を採用することもできる。図14の例は、第2把持機構50より手前側に第3把持機構80を設けたものである。
【0083】
第3把持機構80は、詳細な構造説明は省略するが、第1把持機構40をY方向に逆転させて配置したような構成である。すなわち、昇降動作してカーテン生地Kを把持する複数の布押え板81がX方向に並んで設けられ、その下方に、下敷き板42の代わりの構成として、押圧されても撓まないようにブロック形状にされたX方向に長い下押えブロック82を設けたものである。そして、これら布押え板81や下押えブロック82がY方向に大きく移動可能にされている。
【0084】
この第3把持機構80は、図14(a)と(b)、或いは、図14(c)と(d)に示すように、制御回路の制御に基づいて布押え板81が下押えブロック82に対して上昇したり下降したりすることが可能になっている。また、図14(b)と(c)に示すように、布押え板81と下押えブロック82とがテーブル10の手前側で布送り方向(Y方向)に大きな範囲で移動可能な構成になっている。なお、図14(b)と(c)では、布押え板81が下降した状態で布送り方向に移動した例を示しているが、布押え板81が上昇した状態で移動することも可能になっている。このような動作は、第1把持機構40の機構構造をテーブル10の手前側に同様に設けることで実現可能なものである。
【0085】
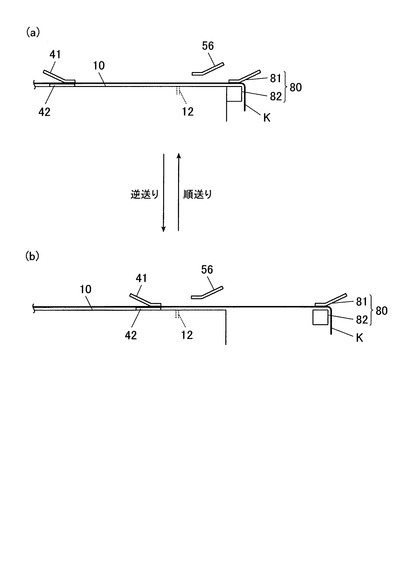
図15は、第2実施形態の布送り機構を用いてカーテン生地Kを順方向と逆方向とへ送る動作の第1例を表わした説明図である。
【0086】
上記の第3把持機構80を有した布送り機構によれば、図15(b)→(a)の動作に示すように、カーテン生地Kをテーブル10上で順方向に搬送したり、図15(a)→(b)の動作に示すように、逆方向に搬送することが可能になっている。すなわち、図15(a)に示すように第1把持機構40が奥方にスライドした状態、あるいは、図15(b)に示すように第3把持機構80が前方にスライドした状態で、第1把持機構40の布押え板41と第3把持機構80の布押え板81が下降してカーテン生地Kを把持する。さらに、第2把持機構50の布押え板56が上昇して、第2把持機構50によるカーテン生地の把持を解除する。そして、この状態で、第1把持機構40の布押え板41と下敷き板42、並びに、第3把持機構80の布押え板81と下押えブロック82とが、同期してともに同一量だけ前後方向(Y方向)に移動することで、カーテン生地Kを順方向に所定量だけ送ったり、逆方向に所定量だけ送ることができる。
【0087】
図16と図17は、第2実施形態の布送り機構を用いてカーテン生地Kを順方向と逆方向とへ送る動作の第2例を表わした説明図である。
【0088】
また、上記の第3把持機構80を有した布送り機構によれば、図16に示すように、カーテン生地Kをテーブル10上で逆方向に搬送することができる。すなわち、図16(a)に示すように、第1と第2の把持機構40,50の布押え板41,56が上昇し、第3把持機構80の布押え板81が下降してカーテン生地Kを把持した状態で、図16(b)に示すように、第3把持機構80の布押え板81と下押えブロック82とが手前側に移動することで、カーテン生地Kを逆方向に所定量だけ搬送することができる。
【0089】
また、第3把持機構80を有した布送り機構によれば、図17に示すように、カーテン生地Kをテーブル10上で順方向に搬送することができる。すなわち、図17(a)に示すように、第2と第3の把持機構50,80の布押え板56,81が上昇し、第1把持機構40の布押え板41が下降してカーテン生地Kを把持した状態で、図17(b)に示すように、第1把持機構40の布押え板41と下敷き板42が奥方に移動することで、カーテン生地Kを順方向に所定量だけ搬送することができる。
【0090】
なお、上述したカーテン生地Kの搬送動作の前段において、第1把持機構40によるカーテン生地Kの把持位置、ならびに、第3把持機構80によるカーテン生地Kの把持位置を変更する際には、次のような動作制御を行えば良い。すなわち、第2把持機構50(布押え板56)によりカーテン生地Kを把持させ、第1把持機構40や第3把持機構80によるカーテン生地Kの把持を解き、この状態で、第1把持機構40の布押え板41および下敷き板42と、第3把持機構80の布押え板81および下押えブロック82とを前後方向にスライド移動させる。これにより、第1把持機構40と第3把持機構80によるカーテン生地Kの把持位置を変更できる。
【0091】
また、第1把持機構40によるカーテン生地Kの把持位置を変更する場合に、第3把持機構80によりカーテン生地Kを把持させ、且つ、第1把持機構40によるカーテン生地Kの把持を解き、この状態で、第1把持機構40の布押え板41および下敷き板42を前後方向にスライドさせることで、第1把持機構40によるカーテン生地Kの把持位置を変更することもできる。同様に、第3把持機構80によるカーテン生地Kの把持位置を変更する場合に、第1把持機構40によりカーテン生地Kを把持させ、且つ、第3把持機構80によるカーテン生地Kの把持を解き、この状態で、第3把持機構80の布押え板81および下押えブロック82を前後方向にスライドさせることで、第3把持機構80によるカーテン生地Kの把持位置を変更することもできる。このような制御動作を採用した場合には、さらに第2把持機構50を省略することも可能である。
【0092】
なお、この第2実施形態においても、カーテン生地Kを保持する構成として、複数の薄いスティック状の布押え板41,56,81によりカーテン生地Kを把持する構成を示したが、例えば、X方向に長い形状の布押え体によりカーテン生地Kを把持して固定する構成を採用しても良い。また、カーテン生地Kを把持して固定するのでなく、エアー吸引によりカーテン生地Kを保持して固定する構成を採用しても良い。その他、実施の形態で示した細部は発明の趣旨を逸脱しない範囲で適宜変更可能である。
【図面の簡単な説明】
【0093】
【図1】本発明の第1実施形態のテープ縫付け装置を示す斜視図である。
【図2】布送り機構を構成する第2把持機構の平面図である。
【図3】第2把持機構の動作を表わした説明図である。
【図4】布送り機構を構成する第1把持機構の平面図である。
【図5】第1把持機構の動作を表わした説明図である。
【図6】テープ付け工程における処理の選択肢と設定内容の一例を示す画像図である。
【図7】テープ縫付け装置により行われる各工程の加工内容を示す説明図である。
【図8】図7の第1工程のテープ付け処理の動作内容を表わした説明図である。
【図9】図7の第2工程のテープ付け処理の動作内容を表わした説明図である。
【図10】図7の第5工程の裁断線の線付け処理の動作内容を表わした説明図である。
【図11】図7の第6工程のテープ付け前の生地のセット処理の動作内容を表わした説明図である。
【図12】図7の第6工程のテープ付け処理の動作内容を表わした説明図である。
【図13】図7の第9工程の裁断線の線付け処理の動作内容を表わした説明図である。
【図14】布送り機構の第2実施形態を表わした説明図である。
【図15】第2実施形態の布送り機構を用いてカーテン生地を順方向と逆方向とへ送る動作の第1例を表わした説明図である。
【図16】第2実施形態の布送り機構を用いてカーテン生地を逆方向へ送る動作の第2例を表わした説明図である。
【図17】第2実施形態の布送り機構を用いてカーテン生地を順方向へ送る動作の第2例を表わした説明図である。
【図18】シェードカーテンの一例を示す正面図で、(a)はリングテープを用いたもの、(b)はシャープシェードテープを用いたものである。
【図19】幅継ぎしたカーテン生地にリングテープを縫い付けるパターン例を示す正面図である。
【符号の説明】
【0094】
1 テープ縫付け装置
10 テーブル
13 生地受け
20 縫製ヘッド
21 縫い針
22 布押え
24 マーカー
250 マーカー駆動部
30 支柱
31 レール
32 搬送ベルト
40 第1把持機構(第1保持手段)
41 布押え板
42 下敷き板
A 基準線
44 支柱
45 スライドブロック
46 駆動部
47 側面ベース
48 レール
49 搬送ベルト
50 第2把持機構(第2保持手段)
511 レール
52 スライドブロック
53 駆動ベルト
55 支柱
56 布押え板
581 操作スイッチ
583,584 操作スイッチ
70 制御パネル
71 操作キー
72 表示パネル
80 第3把持機構
81 布押え板
82 下押えブロック
【技術分野】
【0001】
この発明は、生地にテープを縫い付けるテープ縫付け装置に関する。
【背景技術】
【0002】
例えば、紐を引くことでカーテンが裾部から折重なるように上昇して開くようにされたシェードカーテンがある。このようなカーテンは、カーテン生地に複数列のリングを設け、これらのリングに紐を通して構成される(図18(a),(b)参照)。
【0003】
シェードカーテンは、図18(a)に示すように、複数のリングが所定間隔で付けられたリングテープTを用いて、このリングテープTをカーテン生地Kの縦方向に縫い付けて構成されるものと、図18(b)に示すように、カーテン生地Kにファイバー芯を入れるシャープシェードテープT2を用いて、このシャープシェードテープT2をカーテン生地Kの横方向に縫い付け、その後、このテープT2に複数のリングを所定間隔で取り付けて構成されるものなどがある。
【0004】
また、生地にテープを縫い付ける装置の従来技術として、次のような技術の開示があった。例えば、特許文献1には、生地にゴムテープを縫い付けるテープ縫付けミシンが開示されている。また、特許文献2には、筒状の布にテープを縫い付けるテープ縫付け装置が開示されている。
【特許文献1】特開2006−288518号公報
【特許文献2】特開平5−23468号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本願の発明者らは、カーテン生地をテーブル上で横方向に広げた状態に載置するとともに、このテーブル上の所定の位置で縫い針や布押えを有する縫製ヘッドを横方向に移動させてテープを縫い付けていくテープ縫付け装置の開発を行っている。カーテン生地は、テーブル上で縦方向に送ることで、テープの縫付け位置を縦方向に変位させていく。
【0006】
カーテン生地に複数のテープを縫い付ける場合、テープ縫付け位置の採寸の基準となる位置は、通常、生地の一端側とすれば足りる。すなわち、生地の一端側を基準としてそこから設定長だけ布を送った位置にテープを縫い付けていくことで、生地に複数のテープを設定間隔ごとに縫い付けることが出来る。
【0007】
しかしながら、例えば、図19(a),(b)に示すように、幅継ぎをした生地Kを用いて幅広のシェードカーテンを縫製する場合、中央の幅継ぎ線Hを基準に左右対称の位置にテープを縫い付けたいという要求がなされることがある。すなわち、右半分のテープは幅継ぎ線Hを基準にそこから右側に設定長だけ生地Kを送った位置にテープの縫付け位置を設定し、左半分のテープは幅継ぎ線Hを基準にそこから左側に設定長だけ生地Kを送った位置にテープの縫付け位置を設定する。それによりテープの縫付け位置を幅継ぎ線Hを中心に左右対称にしたいという要求である。
【0008】
カーテン生地は、横方向に多少の伸びがあるものもあり、このような生地を設定長ずつ送ってテープを縫い付けていった場合、生地の伸びの影響により複数本目のテープを予定の位置にぴったり合わせるのは困難である。従って、上記のような幅継ぎした生地に複数のテープを縫い付けるのに、例えば、左端から1本ずつ設定長ずつ生地を送ってテープを縫い付けていったのでは、生地の伸びにより僅かな誤差が生じて、図19(a),(b)のように幅継ぎ線Hを中心に左右対称の位置にテープを縫い付けることは難しくなる。
【0009】
そのため、上記のような幅継ぎ線Hを基準に複数のテープを縫い付ける場合には、一旦、幅継ぎ線Hを基準にカーテン生地の右半分に複数本のテープを縫い付け、その後、カーテン生地を180度回転させてテーブルにセットし直し、幅継ぎ線Hを基準にカーテン生地の左半分に複数本のテープ縫い付けていくといった作業が必要となり、このような作業には大変な手間のかかるものであった。
【0010】
また、予め生地に幅継ぎ線Hを中心に左右対称のテープ縫付け位置の線付けをしておき、カーテン生地を送るときに作業者が目視で縫付け線と縫い位置とが合うように位置合せを行って、幅継ぎ線Hを中心に左右対称の位置にテープを縫い付けるといった方法もある。しかしながら、カーテン生地は大きなものなので、予め生地Kにテープ縫付け線を記すのは大変な手間であり、また、縫付け線はその後に消す必要があるのでその作業も大変な手間であった。
【0011】
また、図19(a),(b)のような幅継ぎのあるカーテン生地を縫製する場合に限られず、例えば、図18(a)のような幅継ぎのないシェードカーテンであっても、左半分のテープT,Tはカーテン生地Kの左端を基準に採寸した位置に縫い付け、右半分のテープT,Tはカーテン生地Kの右端を基準に採寸した位置に縫い付けたいといった要求がなされる可能性もある。また、図18(b)のようなシェードカーテンにおいても、上側数本のテープT2,T2はカーテン生地Kの上端側を基準に採寸した位置に縫い付け、下側数本のテープT2,T2はカーテン生地Kの下端側を基準に採寸した位置にそれぞれ縫い付けたいという要求がなされる可能性もある。従来の装置でこのような要求を満たすためには、例えば、テープの縫付け処理の途中でカーテン生地を180度回転させてテーブルにセットし直す必要があり、その作業には大変な手間がかかった。
【0012】
この発明の目的は、基準線を中心に左右対称の位置にテープを縫い付けたり、カーテン生地の一端側から採寸した位置と他端側から採寸した位置とにそれぞれテープを縫い付けるような場合でも、カーテン生地を180度回転させてテーブルにセットし直すような手間のかかる作業を必要としないテープ縫付け装置を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するため、請求項1記載の発明は、
生地をX方向に広げた状態に載置可能なテーブルと、
このテーブル上に載置された生地を前記X方向と交差するY方向へ送る布送り手段と、
前記生地にテープを縫い合わせる縫製ヘッドと、
この縫製ヘッドを前記テーブル上の所定位置で前記X方向に移動させるヘッド搬送手段と、
を備え、
前記布送り手段は、前記テーブル上の生地を前記Y方向における順方向と逆方向とに設定長送ることが可能にされていることを特徴とするテープ縫付け装置である。
【0014】
請求項2記載の発明は、請求項1記載の発明において、
前記布送り手段により前記テーブル上の生地を前記Y方向における順方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段を動作させて前記生地にテープを縫い付ける順送りテープ縫付け制御処理と、
前記布送り手段により前記テーブル上の生地を前記Y方向における逆方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段とを動作させて前記生地にテープを縫い付ける逆送りテープ縫付け制御処理と、
を実行可能な制御手段を備えていることを特徴としている。
【0015】
請求項3記載の発明は、請求項2記載のテープ縫付け装置において、
装置の動作設定が可能な操作入力部を備え、
前記制御手段は、
前記操作入力部による設定に応じて前記順送りテープ縫付け制御処理と、前記逆送りテープ縫付け制御処理とを選択的に切り換えて実行するように構成されていることを特徴としている。
【0016】
請求項4記載の発明は、請求項1〜3の何れか1項に記載のテープ縫付け装置において、
前記布送り手段は、
前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第1保持手段と、
この第1保持手段と平行に前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第2保持手段と、
前記第1保持手段を前記Y方向へ移動させる移動手段と、
を有し、
前記第1保持手段が生地を解放し且つ前記第2保持手段が生地を保持した状態で、前記第1保持手段がY方向へ移動することで第1保持手段による生地の保持位置が前記Y方向に変更され、
前記第1保持手段が前記テーブルの手前側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が奥方へ移動することで生地が前記Y方向の順方向に送られ、
前記第1保持手段が前記テーブルの奥側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が手前側へ移動することで生地が前記Y方向の逆方向に送られるように構成されていることを特徴としている。
【発明の効果】
【0017】
本発明に従うと、生地を順方向に設定長さ送ってテープを縫い付ける処理と、生地を逆方向に設定長さ送ってテープを縫い付ける処理とを切り換えて実行することで、生地を基準位置から奥方に採寸したような位置にテープを縫い付けたり、生地を基準位置から手前側に採寸したような位置にテープを縫い付けたりすることができる。
【0018】
従って、例えば、幅継ぎ線を中心に左右対称の位置にテープを縫い付けたい場合には、幅継ぎ線より右側のテープについては順送りに生地を送った処理によりテープを縫い付け、幅継ぎ線より左側のテープについては逆送りに生地を送った処理によりテープを縫い付けることで、生地を180度回転させてテーブルにセットし直すことなく、幅継ぎ線を中心に左右対称の位置にテープを縫い付けることができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を図面に基づいて説明する。
【0020】
[第1実施形態]
図1は、本発明の第1実施形態のテープ縫付け装置1を示す斜視図、図18は、シェードカーテンの一例を示すもので、(a)はリングテープを用いたもの、(b)はシャープシェードテープを用いたものである。
【0021】
この実施形態のテープ縫付け装置1は、カーテン生地KにリングテープTやシャープシェードテープT2などのテープを縫い付けるとともに、カーテン生地Kに裁断線を付けたりするものである。
【0022】
テープ縫付け装置1は、図1に示すように、カーテン生地KがX方向に広げられた状態で載置されるX方向に長いテーブル10と、縫い針21やマーカー24を有する縫製ヘッド20と、この縫製ヘッド20をX方向に移動させるための支柱30と、テーブル10上のカーテン生地Kを奥方で把持して固定するとともにY方向にスライド移動可能にされた第1把持機構40と、テーブル10上のカーテン生地Kを手前側で把持して固定する第2把持機構50と、縫目の形成位置に線状のマーキングを行う例えばレーザーマーカーなどのマーキング装置61と、装置の動作制御を行う制御回路(制御手段)を内蔵し布送り量や布送り方向などの設定データが入力される制御パネル70等を備えている。第1把持機構40と第2把持機構50とは、テーブル10上でカーテン生地KをY方向に送る布送り機構を構成するものである。
【0023】
また、このテープ縫付け装置1には、図示は省略するが、テーブル10の下側で縫製ヘッド20と協働して縫目を形成する釜機構と、この釜機構を縫製ヘッド20と同期させてX方向に移動させる搬送機構とが設けられている。
【0024】
テーブル10は、カーテン生地Kの一方をX方向に広げて載置できるように、Y方向に比べてX方向に長い形状にされている。このテーブル10の上記縫製ヘッド20が搬送される部位の下側には、縫い針21を下側に貫通させるスリット12(図8〜図13参照)が形成され、その他の部分は平坦に形成されている。また、テーブル10の手前側にはカーテン生地Kの一端側を受ける生地受け13が形成されている。
【0025】
縫製ヘッド20には、縫い針21や布押え22を上方に退避させたりテーブル10に近接させたりする昇降機構が設けられ、テープを縫い付けるテープ付け工程の際には昇降機構が降り、その他の工程時には昇降機構が上るようになっている。また、昇降機構が降りたときには、動力伝達シャフト35の回転運動がベルト23を介して縫製ヘッド20に伝達され、この動力により縫い針21が上下に運動してカーテン生地Kに縫目を形成するようになっている。テーブル10の下側にも、同様の動力伝達シャフトが設けられ、この動力伝達シャフトから釜機構に動力が伝達されて釜が回転するようになっている。上側の動力伝達シャフト35とテーブル下の動力伝達シャフトはリンクして回転駆動され、それにより縫い針21と釜機構とが連動して縫目を形成するようになっている。図示は省略するが、動力伝達シャフト35や釜機構用の動力伝達シャフトを回転駆動する駆動モータは装置の側面フレームF2の裏側に設けられ、制御パネル70内の制御回路によって駆動制御されるようになっている。
【0026】
また、縫製ヘッド20には、マーカー24をテーブル10より上方に退避させたり、テーブル10の近傍まで下降させるマーカー駆動部250が設けられている。そして、縫製部(縫い針21や布押え22)が昇降機構により上方に退避され、マーカー24がマーカー駆動部250によりテーブル10まで下降した状態で、縫製ヘッド20がX方向に移動することで、カーテン生地K上に例えば裁断線などの線引きを行うことが可能になっている。
【0027】
支柱30には横方向に2本のレール31,31が形成され、このレール31,31に縫製ヘッド20の機枠29が左右スライド自在に連結されて、縫製ヘッド20がテーブル10上の所定位置でX方向にスライド移動可能になっている。縫製ヘッド20は、装置の側面フレームF2,F2の間に架設される搬送ベルト32に連結されており、この搬送ベルト32が回動移動することで縫製ヘッド20がX方向に搬送されるようになっている。テーブル10の下側にも、同様に釜機構と連結されるレールを備えた支柱や搬送ベルトが設けられ、搬送ベルトが回動移動することで釜機構がX方向に移動するようになっている。縫製ヘッド20を移動させる搬送ベルト32と、釜機構を移動させる搬送ベルトとはリンクして回動駆動され、それにより縫製ヘッド20と釜機構とが対応した位置で同一量だけX方向に移動するようになっている。搬送ベルト32を回動させる駆動モータは、回転量の制御が可能なサーボモータからなり、例えば側面フレームF2の裏側に設けられ、制御パネル70内の制御回路によって駆動制御されるようになっている。上記の支柱30、レール31,31、搬送ベルト32および駆動モータによってヘッド搬送手段や、マーカー24をX方向に搬送する手段が構成されている。
【0028】
図2には、布送り機構を構成する第2把持機構50の平面図を示す。図3には、第2把持機構50の動作を表わした説明図を示す。
【0029】
第2把持機構50は、テーブル10の手前側でカーテン生地Kを把持して固定したり、この固定を解除したりするものである。この第2把持機構50は、上下方向に伸びるレール511が設けられたレールブロック51と、レール511にスライド自在に嵌合されたスライドブロック52と、このスライドブロック52を昇降駆動する駆動ベルト53(図1参照)と、左右のスライドブロック52,52の間に架設された支柱55と、この支柱55に沿って幅方向に並列に設けられた複数の布押え板56,56…と、これら複数の布押え板56,56…の基部を保持しその駆動部が設けられた駆動ブロック57と、布押え板56,56…を動作させる操作スイッチ等を有する操作ブロック58等から構成される。
【0030】
上記のレールブロック51は装置の側面フレームF2に固定されている。また、上記の駆動ブロック57と操作ブロック58は支柱55に固着されている。
【0031】
布押え板56,56…は、例えば平たいスティック形状をしており、その先端側に生地がすべるのを防止する滑止材料が付加されている。
【0032】
駆動ブロック57には、例えばエアシリンダなどの駆動機構がその内部に設けられ、この駆動により布押え板56,56…を少量だけ昇降運動させることが可能になっている。また、駆動ブロック57の内部には、上記の駆動機構が複数系統設けられ、一列に並んだ複数の布押え板56…を複数に分割したブロックB0単位で一時的に布押え板56…を昇降動作させることも可能になっている。
【0033】
操作ブロック58には、布押え板56…をブロックB0単位で昇降させる操作スイッチ581…に加え、装置の動作を1ステップ進める操作スイッチ583(図1参照)や、1ステップ戻す操作スイッチ584(図1参照)などが設けられている。
【0034】
上記の構成により、駆動ベルト53が回動してスライドブロック52がレール511に沿って上下に移動することで、図3(a),(b)に示すように、支柱55ごと布押え板56…が大きく昇降し、支柱55が最下点まで下降したときに布押え板56がテーブル10から僅かに浮いた状態にされる。そして、この状態で駆動ブロック57の駆動機構が動作することで、図3(c)に示すように、布押え板56…が僅かに下降してその先端部がテーブル10上に圧接されるようになっている。これにより、テーブル10上にカーテン生地Kが置かれている場合には、テーブル10と布押え板56…との間に生地が把持されて固定される。
【0035】
また、カーテン生地Kの位置合わせを行う場合などには、操作ブロック58上の個別の操作スイッチ581を操作することで、布押え板56…がブロックB0単位で昇降動作して、カーテン生地Kを部分的に仮固定することができるようになっている。
【0036】
図4には、布送り機構を構成する第1把持機構40の平面図を、図5には、第1把持機構40の動作を表わした説明図を示す。
【0037】
第1把持機構40は、テーブル10の奥側でカーテン生地Kを把持して固定したり、この把持を解除したり、また、カーテン生地Kを把持する機構をY方向に移動可能としたものである。この第1把持機構40は、カーテン生地Kを上から把持する複数の布押え板41…と、カーテン生地Kの下側に配置される下敷き板42と、布押え板41…の基部が保持されるとともにその駆動部を有した駆動ブロック43と、装置の幅方向に架設されて上記の駆動ブロック43が固定される支柱44と、支柱44を上下と前後の2方向にスライド可能とするスライドブロック45と、スライドブロック45の変位方向に沿って支柱44を上下前後に動かすエアシリンダなどの駆動部46と、上記の下敷き板42、スライドブロック45および駆動部46が固定される側面ベース47と、この側面ベース47をY方向に大きくスライド自在なように連結するレール48と、回動駆動して側面ベース47をY方向に移動させる搬送ベルト49等を備えている。
【0038】
布押え板41,41…は、例えば平たいスティック形状をしており、その先端側に生地がすべるのを防止する滑止材料が付設されている。
【0039】
下敷き板42は、薄い板形状でX方向に長い部材からなり、布押え板41,41…と協働してカーテン生地Kを把持するものである。下敷き板42は金具42bを介して側面ベース47に固着されている。また、下敷き板42には、例えば、布端などテープ縫い付け位置の採寸の基準となるカーテン生地K上の線を合わせる基準線Aが記されている。
【0040】
駆動ブロック43には、例えばエアシリンダなどの駆動機構がその内部に設けられ、この駆動により布押え板41,41…を少量だけ昇降運動させることが可能になっている。
【0041】
このような構成により、上記の駆動部46が駆動して支柱44のフレーム44aに駆動力を及ぼすことで、スライドブロック45がスライド移動して、布押え板41が下敷き板42より後方上段の位置に退避した状態(図5(a))から、布押え板41が下敷き板42に近接した位置まで下降し(図5(b))、さらに、布押え板41の先端が基準線Aを超えて下敷き板42の前方まで移動するようになっている(図5(c))。前方まで移動した際には、布押え板41の先端が下敷き板42の手前側の辺とほぼ重なる位置に配置されるようになっている。
【0042】
そして、この状態で駆動ブロック43の駆動機構が動作することで、布押え板41が下降して下敷き板42に圧接するようになっている(図5(d))。これにより布押え板41と下敷き板42との間にカーテン生地Kがセットされた状態でこのカーテン生地Kが把持されて固定されるようになっている。
【0043】
また、ここで搬送ベルト49が回動して側面ベース47がY方向に移動することで、布押え板41と下敷き板42とが、図5(d)の状態のままY方向に移動して把持されたカーテン生地KがY方向に送られるようになっている。また、図5(c)の状態でY方向に移動することでカーテン生地Kの把持位置をY方向に変位できるようになっている。搬送ベルト49を回動させる駆動モータは、回転量の制御が可能なサーボモータからなり、例えば、装置の側面フレームF2,F2の裏側に設けられ、制御パネル70の制御回路によって駆動制御されるようになっている。
【0044】
制御パネル70には、制御プログムに従って制御処理を実行する制御回路が設けられ、この制御回路の制御処理によって各駆動部や各駆動モータが駆動するようになっている。例えば、エアシリンダの弁を開閉制御してエアシリンダのプランジャが伸縮動作したり、サーボモータに駆動信号が出力されてサーボモータが所定量だけ回転駆動したりする。また、作業者が各部のスイッチを操作することでこのスイッチ信号が上記制御回路に入力されて、操作に応じた動作がなされるようになっている。すなわち、処理を1ステップ進める操作がなされることで、所定の処理ステップに沿って、1ステップ分の処理を実行して停止する制御が行われたり、また、逆の操作が可能な処理ステップであれば(例えば第1把持機構40や第2把持機構50の昇降動作など)、処理を1ステップ戻す操作がなされることで、1ステップ分の処理動作を戻して停止する制御が行われる。
【0045】
また、制御パネル70には、作業者が設定値や操作指令を入力する操作キー71や、設定項目や入力値などを表示する表示パネル72が設けられている。操作キー71を介してキー入力を行うことで、テープを縫い付ける間隔や数の設定、並びに、テープを縫い付ける際のカーテン生地Kの送り方向の切り換え等が可能になっている。
【0046】
図6には、テープ付け工程における設定内容の一例を示す画像図を示す。同図(a)はテープ縫いAの設定画面、(b)はテープ縫いBの選択画面および設定画面である。
【0047】
例えば、作業者が操作キー71を操作して設定モードを選択することで、図6(a),(b)に示すように、2種類のテープ縫付け処理「テープ縫いA」と「テープ縫いB」の設定モードを選択することが可能になっている。「テープ縫いA」のテープ縫付け処理は、先ず、カーテン生地Kをセットされた状態から間隔xだけ送って1本目のテープTを縫い付け、その後、間隔yずつ送って複数本のテープを縫い付けていく処理である。「テープ縫いA」の設定モードでは、図6(a)に示すように、上記の間隔x(「生地端間隔」),y(「テープ縫い間隔」)と、テープTの縫い付け本数z(「工程数」)の設定が行えるようになっている。
【0048】
また、「テープ縫いB」のテープ縫付け処理は、1本ずつテープTを縫い付けていく処理に利用可能なモードであり、カーテン生地Kを移動させずに現在セットされている位置のまま1本のテープを縫い付ける第1処理(「1.縫製スタート」)と、順方向にカーテン生地Kを設定長だけ搬送する第2処理(「2.生地の搬送(正向)」)と、逆方向にカーテン生地Kを設定長だけ搬送する第3処理(「3.生地の搬送(逆向)」)とを選択できるようになっている。図6(b)の選択画面において、「1」のキー入力を行うことで第1処理が選択され、「2」のキー入力を行うことで第2処理が選択され、「3」のキー入力を行うことで第3処理が選択される。また、第2と第3の処理を選択した場合には、続く設定画面にてカーテン生地Kの送り量y(「生地搬送距離」)の設定が行えるようになっている。
【0049】
次に、上記のように構成されたテープ縫付け装置1を用いて、幅継ぎされたカーテン生地に左右対称にテープTを縫い付けていく工程の動作について説明する。
【0050】
図7は、カーテン生地に左右対称にテープTを縫い付けていく各工程の内容を示す説明図である。また、図8〜図13には、図7の各工程におけるテープ縫付け装置1の動作の流れを表わした説明図を示す。なお、図8〜図13の説明図において、布押え板41,56やカーテン生地Kの動きを分かりやすくするために、カーテン生地Kとテーブル10との間に隙間が開いたように描いているが、実際はカーテン生地Kはテーブル10に接触した状態にされる。
【0051】
幅継ぎ線Hを中心に左右対称にテープTを縫い付ける場合、図7に示すように、先ず、幅継ぎ線Hの箇所にテープTを縫い付け(第1工程)、その後、幅継ぎ線Hを基準にカーテン生地Kをテーブル10の順方向に送って所定間隔ごとに複数のテープTを縫い付けたり(第2〜第4工程)、裁断線の線付けを行ったりする(第5工程)。次に、幅継ぎ線Hの箇所までカーテン生地Kを戻し、さらに、この幅継ぎ線Hを基準にカーテン生地Kをテーブル10の逆方向に送って所定間隔ごとに複数のテープTを縫い付けたり(第6〜第8工程)、裁断線の線付けを行ったり(第9工程)する。
【0052】
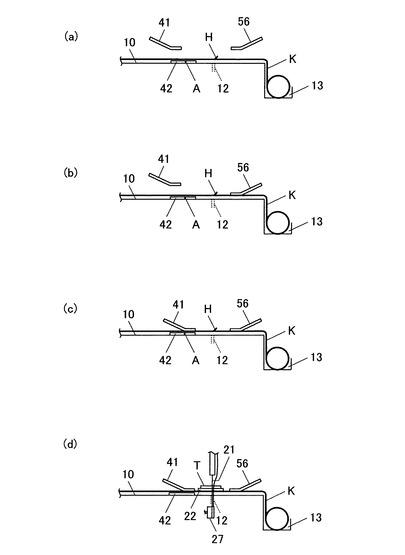
上記の第1工程では、先ず、図8(a)〜(c)に示すように、幅継ぎ線Hが針落ち位置に合うようにカーテン生地Kをセットする。すなわち、作業者が初期操作を行うことで、図8(a)に示すように、第1把持機構40の布押え板41が後方上段の位置に退避し、第2把持機構50の布押え板56が上方に退避した状態となる。ここで、作業者は、カーテン生地Kをテーブル10と布押え板41,56との間に通して幅継ぎ線Hの箇所まで持ってくる。
【0053】
次に、作業者が1ステップ分の動作を進める操作を行うことで第2把持機構50の支柱55が下降して(図3(b)参照)、布押え板56がカーテン生地Kから少し浮いた状態で停止する。ここで、作業者はブロックB0単位で布押え板56を昇降させる操作スイッチ581を操作することで、図8(b)に示すように、部分的に布押え板56を下降させてカーテン生地Kを仮固定させながら、X方向の全幅の範囲で幅継ぎ線Hを針落ち位置となるスリット12の位置に合わせる。実際は、幅継ぎ線Hをスリット12の位置より僅かにずらした位置に合わせる。この位置合せは、マーキング装置61による線状のマーキングを頼りに正確に且つ能率的に行うことができる。
【0054】
幅継ぎ線Hの位置を合わせたら、作業者が1ステップ進める操作を行うことで、制御回路の制御処理により、図8(c)に示すように、第1把持機構40が動作して布押え板41と下敷き板42との間にカーテン生地Kが把持されて固定される。また、ここで、第2把持機構50も動作して全ての布押え板56によりカーテン生地Kが把持されて固定される。
【0055】
カーテン生地Kが固定されたら、制御回路の制御によって動作が停止されるので、ここで作業者は縫い付けるテープTの先端をカーテン生地Kの左端にセットして留める。詳細には、縫製ヘッド20の布押え22の上面側にテープTを通し、テープTの先端を第1把持機構40の布押え板41と第2把持機構50の布押え板56との間隙部位の左端にセットして留める。
【0056】
このようにテープTをセットしたら、作業者は「テープ縫いB」の選択画面(図6(b))の「1.縫製スタート」を選択した上で縫製動作の開始操作を行う。すると、図8(d)に示すように、縫製ヘッド20の縫製部(布押え22や縫い針21)が下降し、且つ、動力伝達シャフト35が回転駆動されながら縫製ヘッド20がX方向に進められ、それによりカーテン生地KにテープTが縫い付けられていく。これらの駆動処理はテーブル10の下側の釜機構に対しても同様に行われ、縫い針21と釜27の協働により縫目が形成されてカーテン生地KにテープTが縫い合わされていく。
【0057】
そして、テープTを設定量だけ縫い付けたら、この縫製動作が停止され、縫製部が上方に退避されて、縫製ヘッド20がX方向に移動されて初期位置まで戻される。テープTの縫付け量は、例えば、作業者が予め制御パネル70により入力しておくことで、その長さに制御される。また、縫製ヘッド20にテープ端を検出するセンサーを設けておき、このセンサー出力に基づきテープ端まで縫付け処理を行うように構成することもできる。
【0058】
このような縫付け処理により、図7の「第1工程」に示す幅継ぎ線Hでのテープ付け処理が完了し、次に、第2工程のテープ付け処理に移行する。
【0059】
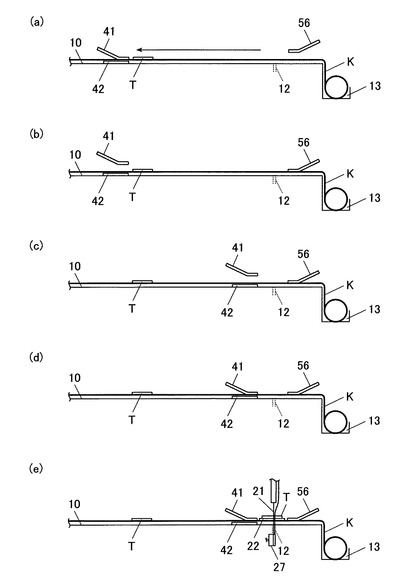
第2工程のテープ付け処理では、作業者は「テープ縫いB」の選択画面(図6(b))の「2.生地の搬送(正向)」を選択し、さらに、続いて出力される設定画面で生地搬送距離yの設定入力を行い、そして、装置の動作を再開させる。すると、図9(a)〜(d)の動作がなされて、カーテン生地Kが設定長yだけ送られて再び布押え板41,56により固定される。詳細には、図9(a)に示すように、先ず、手前側の布押え板56が上昇してカーテン生地Kの把持を解放した後、奥方の布押え板41と下敷き板42とが後方に送られることで、カーテン生地Kが設定長yだけ後方に送られる。次に、図9(b)に示すように、手前側の布押え板41が下降してカーテン生地Kを把持し、奥方の布押え板41が上昇してカーテン生地Kの把持を解放する。続いて、図9(c)に示すように、奥方の布押え板41と下敷き板42とが前方に送られ、図9(d)に示すように、縫製箇所の手前で布押え板41が下降してカーテン生地Kを把持して固定する。
【0060】
上記のようにカーテン生地Kが設定長yだけ送られて布押え板41,56により固定されたら、制御回路の制御によって動作が停止されるので、ここで作業者は縫い付けるテープTの先端をカーテン生地Kの左端にセットして留める。そして、作業者が「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択することで、図9(e)に示すように、縫製ヘッド20の縫製部が下降し、且つ、縫製ヘッド20がX方向に搬送されてカーテン生地KにテープTが縫い合わされる。
【0061】
これにより、図7の「第2工程」に示すテープ付け処理が完了する。そして、上記の図9(a)〜(e)の処理を複数回繰り返すことで、図7の「第3工程」〜「第4工程」の複数のテープ付け処理を行う。それにより、幅継ぎ線Hの位置から所定間隔で所定本のテープTを縫い付けることができる。そして、所定本のテープTを縫い付けたら、次に、第5工程の裁断線の線引き処理に移行する。
【0062】
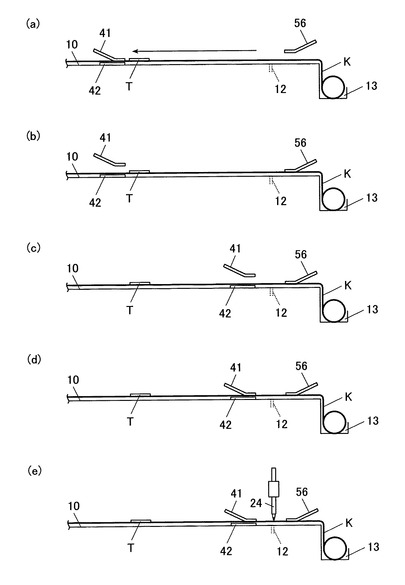
第5工程の裁断線の線引きの処理では、作業者は、第2工程〜第4工程と同様に、「テープ縫いB」の「2.生地の搬送」を選択および生地搬送距離yの設定入力を行った動作によって、図10(a)〜(d)に示すように、カーテン生地Kを設定長yだけ送る。この設定長yは、テープTの間隔の値でなく裁断線用の値を設定しておく。
【0063】
次に、作業者は、例えば縫製ヘッド20のスイッチを切り換えて縫製部の駆動からマーカー24の駆動に切り換え、この状態で「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択する。それにより、図10(e)に示すように、縫製部の代わりにマーカー駆動部250が駆動されて、マーカー24が針落ち位置に落とされた状態で縫製ヘッド20がX方向に搬送される。これにより、図7の「第5工程」に示す裁断線Sの線付けが完了する。
【0064】
幅継ぎ線Hより一方の側(図7の下側)の処理が完了したら、次に幅継ぎ線Hより他方の側(図7の上側)の処理に移行する。
【0065】
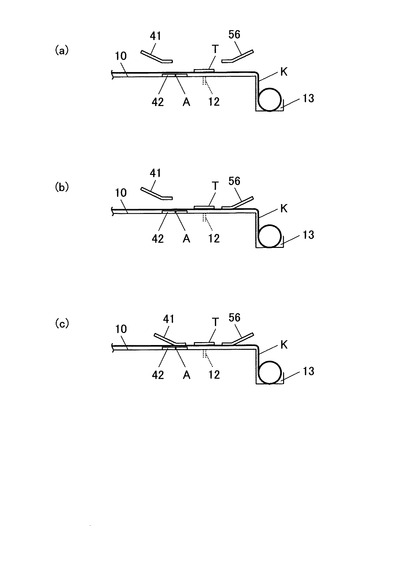
先ず、作業者は、再度、初期操作を行うことで、図11(a)に示すように、手前側と奥側の布押え板41,56を上昇させてカーテン生地の把持を解放させる。ここで、作業者は、カーテン生地Kを動かして幅継ぎ線Hの位置に縫い付けたテープTをスリット12の位置(すなわち、マーキング装置61の線状のマーキング位置)まで持ってくる。或いは、「テープ縫いB」の選択画面(図6(b))の「3.生地の搬送(逆向)」の選択と、生地搬送距離yの設定入力とにより、カーテン生地Kを逆送りに送って幅継ぎ線Hの位置をスリット12の位置まで持ってくるようにしても良い。1回の搬送処理で生地の送り量が少ない場合には、「3.生地の搬送(逆向)」の処理を複数回繰り返すことで所定の位置まで生地を送ることができる。
【0066】
大まかに幅継ぎ線Hの位置を合わせたら、次に、図11(b)に示すように、手前側の布押え板56をブロックB0単位で動かすことでカーテン生地Kを仮固定しながら、幅継ぎ線H上に縫い付けられたテープTの縫目の位置をマーキング装置61の線状のマーキング位置に正確に合わせ、図11(c)に示すように、手前側と奥側の布押え板41,56でカーテン生地Kを固定する。
【0067】
次いで、作業者は、選択画面(図6(b))の「3.生地の搬送(逆向)」を選択し、さらに、続いて出力される設定画面で生地搬送距離yの設定入力を行い、そして、装置の動作を再開させる。
【0068】
すると、図12(a)〜(d)に示すように、設定間隔yだけカーテン生地Kを手前側に送る動作がなされる。すなわち、図12(a)に示すように、手前側の布押え板56がカーテン生地Kを把持し、奥方の布押え板41がカーテン生地Kの把持を解放した状態で、奥方の布押え板41と下敷き板42とが後方に移動する。次いで、図12(b)に示すように、奥方の布押え板41が下降してカーテン生地Kを把持し、手前側の布押え板56が上昇してカーテン生地Kの把持を解放する。そして、図12(c)に示すように、この状態で奥方の布押え板41と下敷き板42とが前方に移動することで、カーテン生地Kが設定間隔xだけ前方に送られる。そして、図12(d)に示すように、手前側の布押え板56が下降してカーテン生地Kを把持したら、制御回路の制御によって動作が停止される。
【0069】
ここで作業者は、縫い付けるテープTの先端をカーテン生地Kの左端にセットして留め、「テープ縫いB」の選択画面(図6(b))で「1.縫製スタート」を選択し実行させる。すると、図12(e)に示すように、縫製ヘッド20の縫製部が下降し、且つ、縫製ヘッド20がX方向に搬送されてカーテン生地KにテープTが縫い合わされる。
【0070】
これにより、図7の「第6工程」に示すテープ付け処理が完了する。そして、図12(a)〜(e)の処理を複数回繰り返すことで、図7の「第7工程」〜「第8工程」の複数本のテープ付けの処理が行われる。そして、所定本のテープTを縫い付けたら、次に、第9工程の裁断線の線引き処理に移行する。
【0071】
裁断線の線引き処理においても、第6工程〜第8工程と同様の動作によって、図13(a)〜(d)に示すように、カーテン生地Kを奥方から手前側へ設定長だけ送り、その後、縫製ヘッド20をマーカー駆動に切り換えて動作させることで、マーカー24が針落ち位置に落とされた状態で縫製ヘッド20がX方向に搬送されて、図7の「第9工程」に示す裁断線Sの線付けが完了する。
【0072】
以上のような処理によって、幅継ぎされたカーテン生地Kに対して、幅継ぎ線Hの位置と幅継ぎ線Hを中心とした左右対称の位置とにテープTを縫い付け、また、カーテン生地の両脇に裁断線Sの線付けが行われるようになっている。そして、左右の裁断線Sに沿ってカーテン生地を裁断して、両脇を三つ折に縫製することで、図19(a)に示すようなシェードカーテンの加工が得られる。
【0073】
また、上記のような処理において幅継ぎ線Hの箇所にテープTを縫い付けず、且つ、幅継ぎ線Hから最初のテープ位置までの送り量を半分に設定することで、図19(b)に示すような加工も可能である。この例は、幅継ぎ線Hを基準として、最初に生地端間隔x(例えばy/2)だけ送った位置にテープTを縫い付け、その後、テープ縫い間隔yごと離れた位置に複数のテープTを縫い付けていき、これらの処理を、幅継ぎ線Hを基準にしてカーテン生地Kを順方向に送るときと逆方向に送るときとで実行したものである。このような処理により、図19(b)に示すような、幅継ぎ線Hを中心に偶数本のテープTを左右対称に縫い付けたシェードカーテンの加工が得られる。
【0074】
以上のように、この実施形態のテープ縫付け装置1によれば、第1把持機構40と第2把持機構50とからなる布送り手段によって、カーテン生地KをY方向のうち順方向に設定長だけ送ってテープTを縫い付けたり、逆方向に設定長だけ送ってテープTを縫い付けることができるので、幅継ぎ線Hを中心に左右対称の位置にテープTを縫い付けたいような場合でも、生地を180度回転させてテーブル10にセットし直したりすることなく、幅継ぎ線Hを基準にしてカーテン生地Kを手前側や奥方に送ってテープTを縫い付けることができる。
【0075】
すなわち、「テープ縫いB」の「1.縫製スタート」の制御処理と「2.生地の搬送(正向)」の制御処理との組み合わせ(順送りテープ縫付け制御処理)、或いは「1.縫製スタート」の制御処理と「3.生地の搬送(逆向)」の制御処理との組み合わせ(逆送りテープ縫付け制御処理)により、カーテン生地を基準位置から順方向に設定距離yだけ送ってそこにテープTを縫い付けたり、基準位置から逆方向に設定距離yだけ送ってそこにテープTを縫い付ける処理を半自動的に実行させることができる。
【0076】
また、カーテン生地Kをテーブル10上で送る構成として、カーテン生地Kの横方向の大半部分を保持する第1把持機構40および第2把持機構50の構成を適用することで、薄い生地や伸びやすい生地であってもズレなくカーテン生地Kを設定長だけY方向に送ることができる。また、第1把持機構40と第2把持機構50に固定された部位の間隙の狭い範囲でテープTを縫い付けるので、薄い生地や伸びやすい生地であっても、生地の固定がずれにくく、正確な状態でテープTを縫い付けることができる。
【0077】
なお、本発明は、上記実施の形態に限られるものではなく、様々な変更が可能である。例えば、上記実施の形態では、幅継ぎ線Hより左側にリングテープTを縫い付けて行くのにカーテン生地Kを逆送りして処理する方式を適用した例を示したが、例えば、カーテン生地Kの右端を基準に採寸したような位置とカーテン生地Kの左端を基準に採寸したような位置とにそれぞれテープTを縫い付ける場合や、カーテン生地Kの上端を基準に採寸したような位置と裾端を基準に採寸したような位置とにそれぞれテープT2を縫い付ける場合などにも、順送りのテープ付け処理と逆送りのテープ付け処理とを同様に併用して対応することができる。
【0078】
また、上記実施の形態においては、「テープ縫いA」の処理は、カーテン生地Kを基準位置から順方向に設定間隔xだけ送り、その位置に1本目のテープTを縫い付け、さらに、その位置から設定間隔yごとに複数本のテープTを半自動的に縫い付けていく処理であると説明したが、この処理を例えばスイッチなどの切り換えにより、布送り方向を順方向と逆方向とで切り換えられるように構成しても良い。
【0079】
また、上記実施形態では、例えば、カーテン生地KをX方向に沿って保持する構成として、複数の薄いスティック状の布押え板41,56によりカーテン生地Kを把持する構成を示したが、例えば、X方向に長い形状の布押え体によりカーテン生地Kを把持して固定する構成としても良い。また、カーテン生地Kを把持して固定するのでなく、エアー吸引によりカーテン生地Kを保持して固定するように構成することもできる。
【0080】
また、上記実施形態では、各部の駆動手段としてエアシリンダを採用した例を示したが、エアシリンダの代わりに電磁ソレノイドを用いたアクチュエータやモータなどを適用することも出来る。また、上記実施形態で示した第1把持機構40や第2把持機構50の詳細な動作方式は適宜変更可能であるし、カーテン生地Kにテープを縫い付ける工程の各手順など、実施の形態で示した細部は発明の趣旨を逸脱しない範囲で適宜変更可能である。
【0081】
[第2実施形態]
図14には、布送り機構の第2実施形態を表した説明図を示す。
【0082】
布送り機構は、第1把持機構40と第2把持機構50から構成される第1実施形態のものに限られず、図14に示すような構成を採用することもできる。図14の例は、第2把持機構50より手前側に第3把持機構80を設けたものである。
【0083】
第3把持機構80は、詳細な構造説明は省略するが、第1把持機構40をY方向に逆転させて配置したような構成である。すなわち、昇降動作してカーテン生地Kを把持する複数の布押え板81がX方向に並んで設けられ、その下方に、下敷き板42の代わりの構成として、押圧されても撓まないようにブロック形状にされたX方向に長い下押えブロック82を設けたものである。そして、これら布押え板81や下押えブロック82がY方向に大きく移動可能にされている。
【0084】
この第3把持機構80は、図14(a)と(b)、或いは、図14(c)と(d)に示すように、制御回路の制御に基づいて布押え板81が下押えブロック82に対して上昇したり下降したりすることが可能になっている。また、図14(b)と(c)に示すように、布押え板81と下押えブロック82とがテーブル10の手前側で布送り方向(Y方向)に大きな範囲で移動可能な構成になっている。なお、図14(b)と(c)では、布押え板81が下降した状態で布送り方向に移動した例を示しているが、布押え板81が上昇した状態で移動することも可能になっている。このような動作は、第1把持機構40の機構構造をテーブル10の手前側に同様に設けることで実現可能なものである。
【0085】
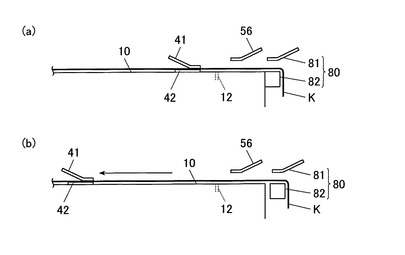
図15は、第2実施形態の布送り機構を用いてカーテン生地Kを順方向と逆方向とへ送る動作の第1例を表わした説明図である。
【0086】
上記の第3把持機構80を有した布送り機構によれば、図15(b)→(a)の動作に示すように、カーテン生地Kをテーブル10上で順方向に搬送したり、図15(a)→(b)の動作に示すように、逆方向に搬送することが可能になっている。すなわち、図15(a)に示すように第1把持機構40が奥方にスライドした状態、あるいは、図15(b)に示すように第3把持機構80が前方にスライドした状態で、第1把持機構40の布押え板41と第3把持機構80の布押え板81が下降してカーテン生地Kを把持する。さらに、第2把持機構50の布押え板56が上昇して、第2把持機構50によるカーテン生地の把持を解除する。そして、この状態で、第1把持機構40の布押え板41と下敷き板42、並びに、第3把持機構80の布押え板81と下押えブロック82とが、同期してともに同一量だけ前後方向(Y方向)に移動することで、カーテン生地Kを順方向に所定量だけ送ったり、逆方向に所定量だけ送ることができる。
【0087】
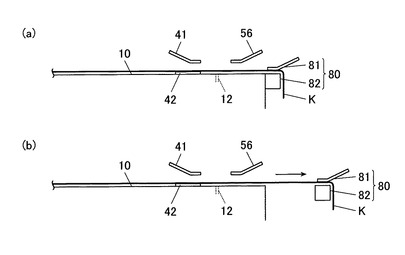
図16と図17は、第2実施形態の布送り機構を用いてカーテン生地Kを順方向と逆方向とへ送る動作の第2例を表わした説明図である。
【0088】
また、上記の第3把持機構80を有した布送り機構によれば、図16に示すように、カーテン生地Kをテーブル10上で逆方向に搬送することができる。すなわち、図16(a)に示すように、第1と第2の把持機構40,50の布押え板41,56が上昇し、第3把持機構80の布押え板81が下降してカーテン生地Kを把持した状態で、図16(b)に示すように、第3把持機構80の布押え板81と下押えブロック82とが手前側に移動することで、カーテン生地Kを逆方向に所定量だけ搬送することができる。
【0089】
また、第3把持機構80を有した布送り機構によれば、図17に示すように、カーテン生地Kをテーブル10上で順方向に搬送することができる。すなわち、図17(a)に示すように、第2と第3の把持機構50,80の布押え板56,81が上昇し、第1把持機構40の布押え板41が下降してカーテン生地Kを把持した状態で、図17(b)に示すように、第1把持機構40の布押え板41と下敷き板42が奥方に移動することで、カーテン生地Kを順方向に所定量だけ搬送することができる。
【0090】
なお、上述したカーテン生地Kの搬送動作の前段において、第1把持機構40によるカーテン生地Kの把持位置、ならびに、第3把持機構80によるカーテン生地Kの把持位置を変更する際には、次のような動作制御を行えば良い。すなわち、第2把持機構50(布押え板56)によりカーテン生地Kを把持させ、第1把持機構40や第3把持機構80によるカーテン生地Kの把持を解き、この状態で、第1把持機構40の布押え板41および下敷き板42と、第3把持機構80の布押え板81および下押えブロック82とを前後方向にスライド移動させる。これにより、第1把持機構40と第3把持機構80によるカーテン生地Kの把持位置を変更できる。
【0091】
また、第1把持機構40によるカーテン生地Kの把持位置を変更する場合に、第3把持機構80によりカーテン生地Kを把持させ、且つ、第1把持機構40によるカーテン生地Kの把持を解き、この状態で、第1把持機構40の布押え板41および下敷き板42を前後方向にスライドさせることで、第1把持機構40によるカーテン生地Kの把持位置を変更することもできる。同様に、第3把持機構80によるカーテン生地Kの把持位置を変更する場合に、第1把持機構40によりカーテン生地Kを把持させ、且つ、第3把持機構80によるカーテン生地Kの把持を解き、この状態で、第3把持機構80の布押え板81および下押えブロック82を前後方向にスライドさせることで、第3把持機構80によるカーテン生地Kの把持位置を変更することもできる。このような制御動作を採用した場合には、さらに第2把持機構50を省略することも可能である。
【0092】
なお、この第2実施形態においても、カーテン生地Kを保持する構成として、複数の薄いスティック状の布押え板41,56,81によりカーテン生地Kを把持する構成を示したが、例えば、X方向に長い形状の布押え体によりカーテン生地Kを把持して固定する構成を採用しても良い。また、カーテン生地Kを把持して固定するのでなく、エアー吸引によりカーテン生地Kを保持して固定する構成を採用しても良い。その他、実施の形態で示した細部は発明の趣旨を逸脱しない範囲で適宜変更可能である。
【図面の簡単な説明】
【0093】
【図1】本発明の第1実施形態のテープ縫付け装置を示す斜視図である。
【図2】布送り機構を構成する第2把持機構の平面図である。
【図3】第2把持機構の動作を表わした説明図である。
【図4】布送り機構を構成する第1把持機構の平面図である。
【図5】第1把持機構の動作を表わした説明図である。
【図6】テープ付け工程における処理の選択肢と設定内容の一例を示す画像図である。
【図7】テープ縫付け装置により行われる各工程の加工内容を示す説明図である。
【図8】図7の第1工程のテープ付け処理の動作内容を表わした説明図である。
【図9】図7の第2工程のテープ付け処理の動作内容を表わした説明図である。
【図10】図7の第5工程の裁断線の線付け処理の動作内容を表わした説明図である。
【図11】図7の第6工程のテープ付け前の生地のセット処理の動作内容を表わした説明図である。
【図12】図7の第6工程のテープ付け処理の動作内容を表わした説明図である。
【図13】図7の第9工程の裁断線の線付け処理の動作内容を表わした説明図である。
【図14】布送り機構の第2実施形態を表わした説明図である。
【図15】第2実施形態の布送り機構を用いてカーテン生地を順方向と逆方向とへ送る動作の第1例を表わした説明図である。
【図16】第2実施形態の布送り機構を用いてカーテン生地を逆方向へ送る動作の第2例を表わした説明図である。
【図17】第2実施形態の布送り機構を用いてカーテン生地を順方向へ送る動作の第2例を表わした説明図である。
【図18】シェードカーテンの一例を示す正面図で、(a)はリングテープを用いたもの、(b)はシャープシェードテープを用いたものである。
【図19】幅継ぎしたカーテン生地にリングテープを縫い付けるパターン例を示す正面図である。
【符号の説明】
【0094】
1 テープ縫付け装置
10 テーブル
13 生地受け
20 縫製ヘッド
21 縫い針
22 布押え
24 マーカー
250 マーカー駆動部
30 支柱
31 レール
32 搬送ベルト
40 第1把持機構(第1保持手段)
41 布押え板
42 下敷き板
A 基準線
44 支柱
45 スライドブロック
46 駆動部
47 側面ベース
48 レール
49 搬送ベルト
50 第2把持機構(第2保持手段)
511 レール
52 スライドブロック
53 駆動ベルト
55 支柱
56 布押え板
581 操作スイッチ
583,584 操作スイッチ
70 制御パネル
71 操作キー
72 表示パネル
80 第3把持機構
81 布押え板
82 下押えブロック
【特許請求の範囲】
【請求項1】
生地をX方向に広げた状態に載置可能なテーブルと、
このテーブル上に載置された生地を前記X方向と交差するY方向へ送る布送り手段と、
前記生地にテープを縫い合わせる縫製ヘッドと、
この縫製ヘッドを前記テーブル上の所定位置で前記X方向に移動させるヘッド搬送手段と、
を備え、
前記布送り手段は、前記テーブル上の生地を前記Y方向における順方向と逆方向とに設定長送ることが可能にされていることを特徴とするテープ縫付け装置。
【請求項2】
前記布送り手段により前記テーブル上の生地を前記Y方向における順方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段を動作させて前記生地にテープを縫い付ける順送りテープ縫付け制御処理と、
前記布送り手段により前記テーブル上の生地を前記Y方向における逆方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段とを動作させて前記生地にテープを縫い付ける逆送りテープ縫付け制御処理と、
を実行可能な制御手段を備えていることを特徴とする請求項1記載のテープ縫付け装置。
【請求項3】
装置の動作設定が可能な操作入力部を備え、
前記制御手段は、
前記操作入力部による設定に応じて前記順送りテープ縫付け制御処理と、前記逆送りテープ縫付け制御処理とを選択的に切り換えて実行するように構成されていることを特徴とする請求項2記載のテープ縫付け装置。
【請求項4】
前記布送り手段は、
前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第1保持手段と、
この第1保持手段と平行に前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第2保持手段と、
前記第1保持手段を前記Y方向へ移動させる移動手段と、
を有し、
前記第1保持手段が生地を解放し且つ前記第2保持手段が生地を保持した状態で、前記第1保持手段がY方向へ移動することで第1保持手段による生地の保持位置が前記Y方向に変更され、
前記第1保持手段が前記テーブルの手前側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が奥方へ移動することで生地が前記Y方向の順方向に送られ、
前記第1保持手段が前記テーブルの奥側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が手前側へ移動することで生地が前記Y方向の逆方向に送られるように構成されていることを特徴とする請求項1〜3の何れか1項に記載のテープ縫付け装置。
【請求項1】
生地をX方向に広げた状態に載置可能なテーブルと、
このテーブル上に載置された生地を前記X方向と交差するY方向へ送る布送り手段と、
前記生地にテープを縫い合わせる縫製ヘッドと、
この縫製ヘッドを前記テーブル上の所定位置で前記X方向に移動させるヘッド搬送手段と、
を備え、
前記布送り手段は、前記テーブル上の生地を前記Y方向における順方向と逆方向とに設定長送ることが可能にされていることを特徴とするテープ縫付け装置。
【請求項2】
前記布送り手段により前記テーブル上の生地を前記Y方向における順方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段を動作させて前記生地にテープを縫い付ける順送りテープ縫付け制御処理と、
前記布送り手段により前記テーブル上の生地を前記Y方向における逆方向に設定長送らせた後、前記縫製ヘッドと前記ヘッド搬送手段とを動作させて前記生地にテープを縫い付ける逆送りテープ縫付け制御処理と、
を実行可能な制御手段を備えていることを特徴とする請求項1記載のテープ縫付け装置。
【請求項3】
装置の動作設定が可能な操作入力部を備え、
前記制御手段は、
前記操作入力部による設定に応じて前記順送りテープ縫付け制御処理と、前記逆送りテープ縫付け制御処理とを選択的に切り換えて実行するように構成されていることを特徴とする請求項2記載のテープ縫付け装置。
【請求項4】
前記布送り手段は、
前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第1保持手段と、
この第1保持手段と平行に前記テーブル上で生地のX方向の幅の大半の箇所を保持可能な第2保持手段と、
前記第1保持手段を前記Y方向へ移動させる移動手段と、
を有し、
前記第1保持手段が生地を解放し且つ前記第2保持手段が生地を保持した状態で、前記第1保持手段がY方向へ移動することで第1保持手段による生地の保持位置が前記Y方向に変更され、
前記第1保持手段が前記テーブルの手前側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が奥方へ移動することで生地が前記Y方向の順方向に送られ、
前記第1保持手段が前記テーブルの奥側で生地を保持し且つ前記第2保持手段が生地を解放した状態で、前記第1保持手段が手前側へ移動することで生地が前記Y方向の逆方向に送られるように構成されていることを特徴とする請求項1〜3の何れか1項に記載のテープ縫付け装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2009−195300(P2009−195300A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−37459(P2008−37459)
【出願日】平成20年2月19日(2008.2.19)
【新規性喪失の例外の表示】特許法第30条第3項適用申請有り 平成19年11月21日〜24日 社団法人日本インテリアファブリックス協会主催の「第26回JAPANTEX2007」に出品
【出願人】(000213149)中日本ジューキ株式会社 (8)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月19日(2008.2.19)
【新規性喪失の例外の表示】特許法第30条第3項適用申請有り 平成19年11月21日〜24日 社団法人日本インテリアファブリックス協会主催の「第26回JAPANTEX2007」に出品
【出願人】(000213149)中日本ジューキ株式会社 (8)
【Fターム(参考)】
[ Back to top ]