
ディスクグラインダー用オフセット型不織布砥石の製造方法
【課題】 外周近傍が高密度化され、長寿命としたドーナツ状不織布砥石を合理的に得る方法を提供する。
【解決手段】 長方形状の不織布研磨布a,bを準備する。研磨布aは幅が広く、研磨布bは幅が狭くなっている。また、両研磨布a,bの長さは同じである。研磨布a,bを積層して積層体を得る。積層の方法は、研磨布aの長さの一辺G’と研磨布bの長さの一辺g’とを合致させて行う。この積層体を重合した後、厚み方向に加圧して直方体形状のブロックを形成する。ブロックの辺G側の面に、接着剤で補強布を貼合する。この後、除圧して、研磨布a,bを厚み方向に回復させる。そうすると、辺G’とg’側の面では厚みの回復が進み、円筒体が形成される。円筒体は、外周面が辺G’とg’側の面で形成され、内周面は補強布(辺G側の面)で形成されている。円筒体を輪切りにすると、ドーナツ状不織布砥石が得られる。
【解決手段】 長方形状の不織布研磨布a,bを準備する。研磨布aは幅が広く、研磨布bは幅が狭くなっている。また、両研磨布a,bの長さは同じである。研磨布a,bを積層して積層体を得る。積層の方法は、研磨布aの長さの一辺G’と研磨布bの長さの一辺g’とを合致させて行う。この積層体を重合した後、厚み方向に加圧して直方体形状のブロックを形成する。ブロックの辺G側の面に、接着剤で補強布を貼合する。この後、除圧して、研磨布a,bを厚み方向に回復させる。そうすると、辺G’とg’側の面では厚みの回復が進み、円筒体が形成される。円筒体は、外周面が辺G’とg’側の面で形成され、内周面は補強布(辺G側の面)で形成されている。円筒体を輪切りにすると、ドーナツ状不織布砥石が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研磨面を長寿命としたディスクグラインダー用オフセット型不織布砥石の製造方法に関するものである。
【背景技術】
【0002】
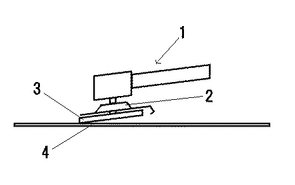
ディスクグラインダー1は、支持基盤2にドーナツ状の砥石3を固定したものであって、支持基盤2を高速回転させることにより、高速回転するドーナツ状砥石3で、被研磨物4を研磨するものである(図1)。図1に示すように、このドーナツ状砥石3の研磨面は、その外周近傍となっている。従来より、ドーナツ状砥石3として、種々の素材のものが用いられており、この中でも、不織布砥石は軽量で被研磨物4を傷つけにくく、好ましいものである。
【0003】
しかしながら、ドーナツ状の不織布砥石を高速回転させると、遠心力によって不織布砥石が外方へ膨れるということがあった。すなわち、ドーナツ状不織布砥石の外周近傍が外方へ膨れるのである。また、不織布砥石は全体に亙って同一の繊維密度となっている。したがって、この繊維密度の均一性と外方への膨れによって、ドーナツ状不織布砥石の研磨面である外周近傍は、繊維密度が低密度となり、研磨面の消耗が激しく、寿命が短いという欠点を有していた。
【0004】
ドーナツ状不織布砥石の外方への膨れが大きくなると、不織布砥石の内周部分の歪みが大きくなり、内周部分で破壊が生じるということもあった。このため、内周部分を高密度化して、不織布砥石の破壊を防止することが提案されている(特許文献1、第3頁の段落番号0008、第5頁の段落番号0021)。しかしながら、ドーナツ状不織布砥石の内周部分の高密度化しても、外周近傍は未だに低密度であるため、不織布砥石を長寿命にすることはできない。
【0005】
【特許文献1】特開平11−19876号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明者は、ドーナツ状不織布砥石の外周近傍の繊維密度を高密度化するため、種々検討した。外周近傍を高密度化すれば、繊維量が多くなるので、その消耗の割合が低くなって、不織布砥石を長寿命となし得ることは、当業者にとって自明である。また、外周近傍を高密度化するためには、外周近傍における繊維量を多くすれば良いことも、当業者にとって自明である。しかしながら、如何に合理的な方法で、外周近傍が高密度化されたドーナツ状不織布砥石を得るかが、本発明の解決すべき課題である。
【0007】
本発明者は、この課題について検討した結果、幅の異なる長方形状の不織布研磨布を重合して、繊維密度の高低を実現し、かつ、不織布研磨布の持つ弾性回復力によって、ドーナツ状の形態を実現しうることを利用して、本発明に至ったものである。
【課題を解決するための手段】
【0008】
すなわち、本発明は、対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aと、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bであって、sbはSaよりも短く、Gaとgbは略等しい長方形状の不織布研磨布bとを準備する準備工程と、該研磨布aと該研磨布bとを、辺G’とg’とを合致させて積層し、積層体を得る積層工程と、該積層体を複数枚重合した後、厚み方向に加圧して直方体形状のブロックを形成する重合工程と、該ブロックの辺G側の面に、接着剤で補強布を貼合する補強工程と、補強工程後に除圧して、該不織布研磨布a及び該不織布研磨布bの厚みを、辺G側の面では殆ど回復させで、辺G’とg’側の面では概ね回復させる回復工程と、を具備することを特徴とする、辺G側の面が内周面となり、辺G’とg’側の面が外周面となり、その他の平面の少なくともいずれか一方の面が研磨面となるディスクグラインダー用オフセット型不織布砥石の製造方法に関するものである。
【0009】
まず、本発明においては、対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aを準備する。一般には、対向する一辺S,S’が長方形状の短辺であり、他の対向する一辺G,G’が長方形状の長辺を構成している。したがって、一般には、Saが短辺の長さであり、Gaが長辺の長さである。一方、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bを準備する。不織布研磨布bにおいても、一般に、対向する一辺s,s’が長方形状の短辺であり、他の対向する一辺g,g’が長方形状の長辺である。したがって、一般には、sbが短辺の長さであり、gbが長辺の長さである。そして、不織布研磨布aとbとは、sbがSaの長さよりも短くなっているだけで、Gaとgbの長さは略同一となっている。
【0010】
不織布研磨布a及びbの各辺の長さは任意であるが、手で把持しうる一般のディスクグラインダー(ハンドグラインダーともいう。)に適用するためには、Saの長さが25mmで、sbの長さが15mmであるのが好ましい。Ga及びgbの長さは任意であり、100〜2000mm程度で十分である。
【0011】
不織布研磨布a及びbは、不織布に研磨剤が含有されてなるものである。具体的には、ポリアミド繊維等の合成繊維が無作為に集積されてなる不織布を、研磨剤を含有した結合剤溶液に含浸し、乾燥することによって、研磨剤が合成繊維に結合されてなる不織布研磨布a及びbを得ることができる。研磨剤としては、炭化珪素系研磨剤等の公知の研磨剤を用いればよい。また、結合剤としても、エポキシ樹脂等の公知の結合剤を用いればよい。本発明においては、結合剤として硬化型樹脂、具体的には硬化型エポキシ樹脂を用いるのが好ましい。そして、不織布研磨布a及びbの状態では半硬化させておき、不織布砥石を得る工程中に完全硬化させるのが好ましい。
【0012】
不織布研磨布a及びbの厚みは任意であるが、後の工程で、不織布研磨布の弾性回復力を利用するため、なるべく厚い方が好ましい。具体的には、3〜7mm程度が好ましく、5mm前後であるのが最も好ましい。また、不織布研磨布a及びbの目付も任意であり、500〜1500g/m2程度であるのが好ましい。
【0013】
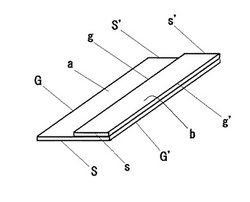
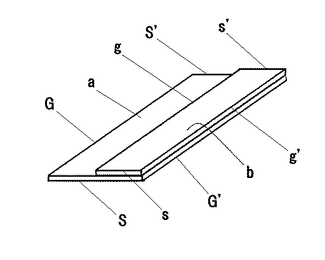
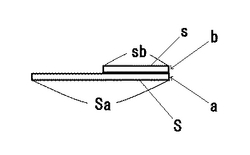
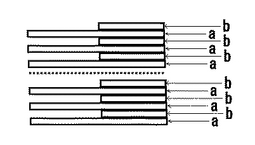
次の積層工程において、不織布研磨布a及びbの一辺G’及びg’を合致させて積層し、積層体を得る。不織布研磨布aのSaは、不織布研磨布bのsbよりも長くなっているので、不織布研磨布aのGと不織布研磨布bのgとは、合致せず、不織布研磨布aのGが外方へはみ出した状態となっている。また、G’及びg’とが合致しているので、不織布研磨布aのSと不織布研磨布bのsとは、G’及びg’側のsbの長さでは合致しているが、その余の箇所では合致していない。同様に、不織布研磨布aのS’と不織布研磨布bのs’とは、G’及びg’側のsbの長さでは合致しているが、その余の箇所では合致していない。この積層工程で得られる積層体は、以上のような構成となっており(図2及び図3)、本発明においては、この積層体を複数枚作成する。
【0014】
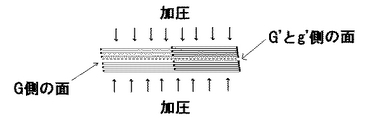
次に、この積層体を複数枚を重ね合わせる。重合方法は、不織布研磨布aとbとが交互に位置するように重ね合わせるのが好ましい(図4)。複数枚とは、一般に数十枚程度のことであり、20〜80枚程度が好ましく、50枚前後が最も好ましい。重合した後、厚み方向に加圧する(図5)。加圧の程度は、使用した不織布研磨布a,bの厚さ、枚数及びドーナツ状不織布砥石の内径によって決まる。すなわち、不織布研磨布a,bの厚さをtとし、各研磨布a,bの各枚数をnとし、内径をφとすると、2tnの厚みが、ほぼφπとなる厚みになるように加圧する。たとえば、不織布研磨布a,bの厚みを5mmとし、各研磨布a,bの各枚数を50枚とすると、重合工程で厚みは2tn=500mmとなる。ドーナツ状不織布砥石の内径を52mmとすると、φπ=163mmである。したがって、重合した厚み500mmが163mm程度となるように加圧するのである。この厚みは、G’,g’側もG側も同一になるようにする。すなわち、加圧して直方体形状のブロックを形成するのである。
【0015】
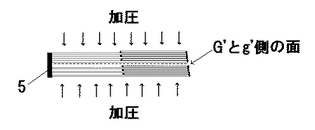
直方体形状のブロックを形成した後、このブロックのG側の面に、接着剤を用いて補強布5を貼合する(図6)。補強布5としては、低伸度の不織布や編織物が用いられる。特に、形態安定性に優れ、かつ、高強度のスパンボンド不織布やガラスクロス等を用いるのが好ましい。また、接着剤としては、従来公知の任意の接着剤を用いればよいが、特に、硬化型接着剤を用いるのが好ましく、就中、硬化型エポキシ樹脂接着剤を用いるのが好ましい。なお、直方体形状のブロックにおいて、不織布研磨布aの辺Gが位置している面のことを「辺G側の面」といい、不織布研磨布a,bの辺G’,g’が位置している面のことを「辺G’とg’側の面」といい、不織布研磨布a,bの辺S,sが位置している面のことを「辺Sとs側の面」といい、不織布研磨布a,bの辺S’,s’が位置している面のことを「辺S’とs’側の面」という。
【0016】
不織布研磨布a,bが半硬化のエポキシ樹脂等を含有している場合には、加圧時に、加熱してエポキシ樹脂等を完全硬化させるのが好ましい。これによって、不織布を構成している合成繊維に、研磨剤が強固に結合する。
【0017】
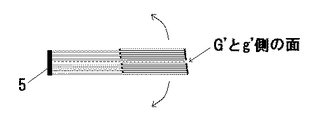
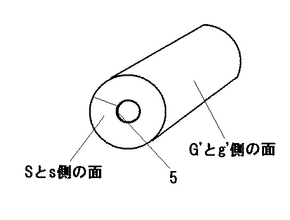
補強布5を貼合した後、加圧を解除する。すなわち、除圧する(図7)。そうすると、加圧によって厚み方向に圧縮されていた不織布研磨布a,bは、その弾性によって厚み方向に回復する。しかしながら、ブロックの辺G側の面は、補強布5が貼合されて、拘束されているので、不織布研磨布a,bは殆ど回復しない。一方、辺G’とg’側の面は、補強布5が貼合されず、自由状態となっているので、図7の矢印方向に完全に回復する。このような跛行的な回復により、辺G側の面を内周面(厳密には補強布5が内周面を形成する。)とし、辺G’とg’側の面を外周面とする円筒体が得られる(図8)。また、円筒体の平面を形成している両底面は、各々、Sとs側の面及びS’とs’側の面で形成されている。
【0018】
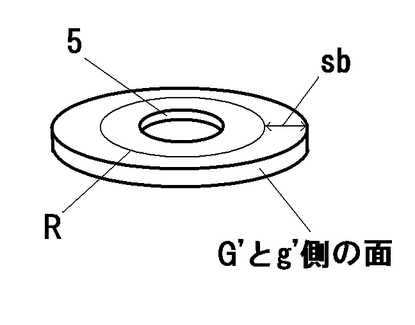
円筒体の高さ、すなわち、軸方向の長さが短く、ドーナツ状であるときは、そのまま、ディスクグラインダー用オフセット型不織布砥石とすることができる。そして、底面を形成しているSとs側の面又はS’とs’側の面が研磨面となる。また、円筒体の軸方向の長さが長いときは、適当な間隔で、軸方向に直交する方向に切断する。つまり、円筒体を輪切りにして、ドーナツ状不織布砥石を得、それをディスクグラインダー用オフセット型不織布砥石とすることができる。そして、この場合には、切断面が研磨面となる。なお、ディスクグラインダー用オフセット型不織布砥石として使用するには、ドーナツ状不織布砥石の軸方向の長さは、一般的に5〜20mm程度である。
【0019】
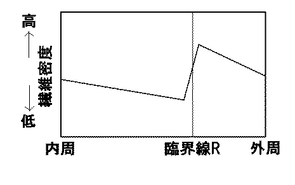
以上のようにして得られたドーナツ状不織布砥石は、外周近傍が不織布研磨布a,bの両者で構成されており、内周近傍は不織布研磨布aのみで構成されている。したがって、繊維密度は、外周から内周側へsbの距離の位置が臨界線Rとなり、Rの外周側が最高密度となり、さらに外周に向かうにしたがって密度が減少してゆく。一方、Rの内周側は最小密度となり、さらに内周に向かうにしたがって密度は増加してゆく。これをグラフにすれば、図9に示すとおりである。
【発明の効果】
【0020】
以上説明したように、本発明に係る方法で得られたディスクグラインダー用オフセット型不織布砥石は、臨界線から外周に亙って、繊維密度が高くなっている。特に、外周から若干内周側に入った箇所で最も繊維密度が高くなっている。そして、ディスクグラインダーの場合、外周から若干内周側に入った箇所が最も強く研磨される面である。したがって、最も繊維密度の高い箇所で、研磨による繊維の消耗や磨耗が生じるので、使用期間を長くしうるという効果を奏する。すなわち、ディスクグラインダーのオフセット型不織布砥石の寿命を長くしうるという効果を奏する。よって、本発明は、長寿命ディスクグラインダー用オフセット型不織布砥石を、合理的な方法で製造しうるという格別顕著な効果を奏するのである。
【実施例】
【0021】
以下、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明は、幅の異なる長方形状の不織布研磨布の重合と、不織布研磨布の持つ弾性回復力とを利用することにより、合理的に、外周近傍が高密度化された、長寿命のドーナツ状不織布砥石が得られるとの知見に基づくものとして、解釈されるべきである。
【0022】
実施例
まず、厚さ5mmで目付1000g/m2の不織布研磨布を準備した。この不織布研磨布は、半硬化されたエポキシ樹脂によって、研磨剤(C#220砥粒)が不織布を構成するポリアミド繊維に結合されたものである。この不織布研磨布を幅25mmで長さが600mmに裁断して不織布研磨布aを50枚、幅15mmで長さ600mmに裁断して不織布研磨布bを50枚得た。そして、図2に示すように、不織布研磨布a,bを積層し、積層体を得た。この積層体を50枚重合した後、図5に示すように、厚み方向に両面から加圧して、直方体形状のブロックとした。加圧の程度は、このブロックの厚みが166mmとなるようにした。この加圧時において、140℃で1時間加熱して、不織布研磨布a,b中の半硬化のエポキシ樹脂を完全硬化させた。また、この際、ブロックのG側の面に、厚さ0.5mmのスパンボンド不織布を硬化型エポキシ樹脂で貼合した。1時間加熱した後、加圧を解除(除圧)したところ、ブロックのG’とg’側の面において、不織布研磨布a,bが、その弾性により回復し、ブロックのG側の面を内周とし、G’とg’側の面を外周とする円筒体が得られた。この円筒体の内径は52mmで外径が103mmであった。この円筒体を、10mm間隔で輪切りにして、内径52mm、外径103mm、厚さ10mmのドーナツ状不織布砥石を得た。
【0023】
このドーナツ状不織布砥石において、原材料である不織布研磨布a又はbの厚さを、以下の各箇所で測定したところ、表1に示すとおりであった。
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
直径(mmφ)の箇所 厚さ(mm/枚)
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
52mmφ付近(内周部) 3.3mm/枚
60mmφ付近 3.8mm/枚
75mmφ付近 2.4mm/枚
85mmφ付近 2.7mm/枚
95mmφ付近 3.0mm/枚
100mmφ付近(外周部) 3.1mm/枚
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0024】
この結果から明らかなように、実施例に係る方法で得られたドーナツ状不織布砥石は、研磨面となる85mmφ付近において、各研磨布a,bの厚みが薄くなっており、繊維密度が高密度となっていることが分かる。したがって、高密度の箇所で、研磨による繊維の消耗や磨耗が生じるので、長寿命となることが分かる。
【0025】
使用例
厚さ2.8mmで幅90mmの圧延鉄板を、鉄鋼用カットソーで裁断したところ、切り口には、多数のバリが生じた。実施例で得られたドーナツ状不織布砥石を市販のディスグラインダーに取り付けて、このバリを、圧延鉄板の長手方向に削っていった。この結果、圧延鉄板を長さ900mm削った段階で、不織布砥石は6mm磨耗したが、未だ継続使用しうる状態であった。一方、繊維密度の均一な市販のドーナツ状不織布砥石を使用して、同様に圧延鉄板を削っていったところ、長さ360mm削った段階で、不織布砥石が完全に磨耗し、使用不可能となった。
【図面の簡単な説明】
【0026】
【図1】ディスクグラインダーで被研磨物を研磨している状態を示した概略側面図である。
【図2】不織布研磨布a,bを積層した積層体を示した概略斜視図である。
【図3】図2で示した積層体の概略正面図である。
【図4】積層体を重合した状態を示した概略正面図である。
【図5】積層体を重合した後、加圧して直方体形状のブロックを形成した状態を示した概略正面図である。
【図6】直方体形状のブロックのG側の面に、補強布を貼合した状態を示した概略正面図である。
【図7】加圧を解除し、ブロックが回復する状態を示した概略正面図である。
【図8】ブロックが完全に回復し、円筒体となった状態を示した概略斜視図である。
【図9】円筒体を輪切りにして得られたドーナツ状不織布砥石を示した概略斜視図である。
【図10】本発明に係る方法で得られるドーナツ状不織布砥石の繊維密度の変化を示した模式的グラフである。
【技術分野】
【0001】
本発明は、研磨面を長寿命としたディスクグラインダー用オフセット型不織布砥石の製造方法に関するものである。
【背景技術】
【0002】
ディスクグラインダー1は、支持基盤2にドーナツ状の砥石3を固定したものであって、支持基盤2を高速回転させることにより、高速回転するドーナツ状砥石3で、被研磨物4を研磨するものである(図1)。図1に示すように、このドーナツ状砥石3の研磨面は、その外周近傍となっている。従来より、ドーナツ状砥石3として、種々の素材のものが用いられており、この中でも、不織布砥石は軽量で被研磨物4を傷つけにくく、好ましいものである。
【0003】
しかしながら、ドーナツ状の不織布砥石を高速回転させると、遠心力によって不織布砥石が外方へ膨れるということがあった。すなわち、ドーナツ状不織布砥石の外周近傍が外方へ膨れるのである。また、不織布砥石は全体に亙って同一の繊維密度となっている。したがって、この繊維密度の均一性と外方への膨れによって、ドーナツ状不織布砥石の研磨面である外周近傍は、繊維密度が低密度となり、研磨面の消耗が激しく、寿命が短いという欠点を有していた。
【0004】
ドーナツ状不織布砥石の外方への膨れが大きくなると、不織布砥石の内周部分の歪みが大きくなり、内周部分で破壊が生じるということもあった。このため、内周部分を高密度化して、不織布砥石の破壊を防止することが提案されている(特許文献1、第3頁の段落番号0008、第5頁の段落番号0021)。しかしながら、ドーナツ状不織布砥石の内周部分の高密度化しても、外周近傍は未だに低密度であるため、不織布砥石を長寿命にすることはできない。
【0005】
【特許文献1】特開平11−19876号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明者は、ドーナツ状不織布砥石の外周近傍の繊維密度を高密度化するため、種々検討した。外周近傍を高密度化すれば、繊維量が多くなるので、その消耗の割合が低くなって、不織布砥石を長寿命となし得ることは、当業者にとって自明である。また、外周近傍を高密度化するためには、外周近傍における繊維量を多くすれば良いことも、当業者にとって自明である。しかしながら、如何に合理的な方法で、外周近傍が高密度化されたドーナツ状不織布砥石を得るかが、本発明の解決すべき課題である。
【0007】
本発明者は、この課題について検討した結果、幅の異なる長方形状の不織布研磨布を重合して、繊維密度の高低を実現し、かつ、不織布研磨布の持つ弾性回復力によって、ドーナツ状の形態を実現しうることを利用して、本発明に至ったものである。
【課題を解決するための手段】
【0008】
すなわち、本発明は、対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aと、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bであって、sbはSaよりも短く、Gaとgbは略等しい長方形状の不織布研磨布bとを準備する準備工程と、該研磨布aと該研磨布bとを、辺G’とg’とを合致させて積層し、積層体を得る積層工程と、該積層体を複数枚重合した後、厚み方向に加圧して直方体形状のブロックを形成する重合工程と、該ブロックの辺G側の面に、接着剤で補強布を貼合する補強工程と、補強工程後に除圧して、該不織布研磨布a及び該不織布研磨布bの厚みを、辺G側の面では殆ど回復させで、辺G’とg’側の面では概ね回復させる回復工程と、を具備することを特徴とする、辺G側の面が内周面となり、辺G’とg’側の面が外周面となり、その他の平面の少なくともいずれか一方の面が研磨面となるディスクグラインダー用オフセット型不織布砥石の製造方法に関するものである。
【0009】
まず、本発明においては、対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aを準備する。一般には、対向する一辺S,S’が長方形状の短辺であり、他の対向する一辺G,G’が長方形状の長辺を構成している。したがって、一般には、Saが短辺の長さであり、Gaが長辺の長さである。一方、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bを準備する。不織布研磨布bにおいても、一般に、対向する一辺s,s’が長方形状の短辺であり、他の対向する一辺g,g’が長方形状の長辺である。したがって、一般には、sbが短辺の長さであり、gbが長辺の長さである。そして、不織布研磨布aとbとは、sbがSaの長さよりも短くなっているだけで、Gaとgbの長さは略同一となっている。
【0010】
不織布研磨布a及びbの各辺の長さは任意であるが、手で把持しうる一般のディスクグラインダー(ハンドグラインダーともいう。)に適用するためには、Saの長さが25mmで、sbの長さが15mmであるのが好ましい。Ga及びgbの長さは任意であり、100〜2000mm程度で十分である。
【0011】
不織布研磨布a及びbは、不織布に研磨剤が含有されてなるものである。具体的には、ポリアミド繊維等の合成繊維が無作為に集積されてなる不織布を、研磨剤を含有した結合剤溶液に含浸し、乾燥することによって、研磨剤が合成繊維に結合されてなる不織布研磨布a及びbを得ることができる。研磨剤としては、炭化珪素系研磨剤等の公知の研磨剤を用いればよい。また、結合剤としても、エポキシ樹脂等の公知の結合剤を用いればよい。本発明においては、結合剤として硬化型樹脂、具体的には硬化型エポキシ樹脂を用いるのが好ましい。そして、不織布研磨布a及びbの状態では半硬化させておき、不織布砥石を得る工程中に完全硬化させるのが好ましい。
【0012】
不織布研磨布a及びbの厚みは任意であるが、後の工程で、不織布研磨布の弾性回復力を利用するため、なるべく厚い方が好ましい。具体的には、3〜7mm程度が好ましく、5mm前後であるのが最も好ましい。また、不織布研磨布a及びbの目付も任意であり、500〜1500g/m2程度であるのが好ましい。
【0013】
次の積層工程において、不織布研磨布a及びbの一辺G’及びg’を合致させて積層し、積層体を得る。不織布研磨布aのSaは、不織布研磨布bのsbよりも長くなっているので、不織布研磨布aのGと不織布研磨布bのgとは、合致せず、不織布研磨布aのGが外方へはみ出した状態となっている。また、G’及びg’とが合致しているので、不織布研磨布aのSと不織布研磨布bのsとは、G’及びg’側のsbの長さでは合致しているが、その余の箇所では合致していない。同様に、不織布研磨布aのS’と不織布研磨布bのs’とは、G’及びg’側のsbの長さでは合致しているが、その余の箇所では合致していない。この積層工程で得られる積層体は、以上のような構成となっており(図2及び図3)、本発明においては、この積層体を複数枚作成する。
【0014】
次に、この積層体を複数枚を重ね合わせる。重合方法は、不織布研磨布aとbとが交互に位置するように重ね合わせるのが好ましい(図4)。複数枚とは、一般に数十枚程度のことであり、20〜80枚程度が好ましく、50枚前後が最も好ましい。重合した後、厚み方向に加圧する(図5)。加圧の程度は、使用した不織布研磨布a,bの厚さ、枚数及びドーナツ状不織布砥石の内径によって決まる。すなわち、不織布研磨布a,bの厚さをtとし、各研磨布a,bの各枚数をnとし、内径をφとすると、2tnの厚みが、ほぼφπとなる厚みになるように加圧する。たとえば、不織布研磨布a,bの厚みを5mmとし、各研磨布a,bの各枚数を50枚とすると、重合工程で厚みは2tn=500mmとなる。ドーナツ状不織布砥石の内径を52mmとすると、φπ=163mmである。したがって、重合した厚み500mmが163mm程度となるように加圧するのである。この厚みは、G’,g’側もG側も同一になるようにする。すなわち、加圧して直方体形状のブロックを形成するのである。
【0015】
直方体形状のブロックを形成した後、このブロックのG側の面に、接着剤を用いて補強布5を貼合する(図6)。補強布5としては、低伸度の不織布や編織物が用いられる。特に、形態安定性に優れ、かつ、高強度のスパンボンド不織布やガラスクロス等を用いるのが好ましい。また、接着剤としては、従来公知の任意の接着剤を用いればよいが、特に、硬化型接着剤を用いるのが好ましく、就中、硬化型エポキシ樹脂接着剤を用いるのが好ましい。なお、直方体形状のブロックにおいて、不織布研磨布aの辺Gが位置している面のことを「辺G側の面」といい、不織布研磨布a,bの辺G’,g’が位置している面のことを「辺G’とg’側の面」といい、不織布研磨布a,bの辺S,sが位置している面のことを「辺Sとs側の面」といい、不織布研磨布a,bの辺S’,s’が位置している面のことを「辺S’とs’側の面」という。
【0016】
不織布研磨布a,bが半硬化のエポキシ樹脂等を含有している場合には、加圧時に、加熱してエポキシ樹脂等を完全硬化させるのが好ましい。これによって、不織布を構成している合成繊維に、研磨剤が強固に結合する。
【0017】
補強布5を貼合した後、加圧を解除する。すなわち、除圧する(図7)。そうすると、加圧によって厚み方向に圧縮されていた不織布研磨布a,bは、その弾性によって厚み方向に回復する。しかしながら、ブロックの辺G側の面は、補強布5が貼合されて、拘束されているので、不織布研磨布a,bは殆ど回復しない。一方、辺G’とg’側の面は、補強布5が貼合されず、自由状態となっているので、図7の矢印方向に完全に回復する。このような跛行的な回復により、辺G側の面を内周面(厳密には補強布5が内周面を形成する。)とし、辺G’とg’側の面を外周面とする円筒体が得られる(図8)。また、円筒体の平面を形成している両底面は、各々、Sとs側の面及びS’とs’側の面で形成されている。
【0018】
円筒体の高さ、すなわち、軸方向の長さが短く、ドーナツ状であるときは、そのまま、ディスクグラインダー用オフセット型不織布砥石とすることができる。そして、底面を形成しているSとs側の面又はS’とs’側の面が研磨面となる。また、円筒体の軸方向の長さが長いときは、適当な間隔で、軸方向に直交する方向に切断する。つまり、円筒体を輪切りにして、ドーナツ状不織布砥石を得、それをディスクグラインダー用オフセット型不織布砥石とすることができる。そして、この場合には、切断面が研磨面となる。なお、ディスクグラインダー用オフセット型不織布砥石として使用するには、ドーナツ状不織布砥石の軸方向の長さは、一般的に5〜20mm程度である。
【0019】
以上のようにして得られたドーナツ状不織布砥石は、外周近傍が不織布研磨布a,bの両者で構成されており、内周近傍は不織布研磨布aのみで構成されている。したがって、繊維密度は、外周から内周側へsbの距離の位置が臨界線Rとなり、Rの外周側が最高密度となり、さらに外周に向かうにしたがって密度が減少してゆく。一方、Rの内周側は最小密度となり、さらに内周に向かうにしたがって密度は増加してゆく。これをグラフにすれば、図9に示すとおりである。
【発明の効果】
【0020】
以上説明したように、本発明に係る方法で得られたディスクグラインダー用オフセット型不織布砥石は、臨界線から外周に亙って、繊維密度が高くなっている。特に、外周から若干内周側に入った箇所で最も繊維密度が高くなっている。そして、ディスクグラインダーの場合、外周から若干内周側に入った箇所が最も強く研磨される面である。したがって、最も繊維密度の高い箇所で、研磨による繊維の消耗や磨耗が生じるので、使用期間を長くしうるという効果を奏する。すなわち、ディスクグラインダーのオフセット型不織布砥石の寿命を長くしうるという効果を奏する。よって、本発明は、長寿命ディスクグラインダー用オフセット型不織布砥石を、合理的な方法で製造しうるという格別顕著な効果を奏するのである。
【実施例】
【0021】
以下、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明は、幅の異なる長方形状の不織布研磨布の重合と、不織布研磨布の持つ弾性回復力とを利用することにより、合理的に、外周近傍が高密度化された、長寿命のドーナツ状不織布砥石が得られるとの知見に基づくものとして、解釈されるべきである。
【0022】
実施例
まず、厚さ5mmで目付1000g/m2の不織布研磨布を準備した。この不織布研磨布は、半硬化されたエポキシ樹脂によって、研磨剤(C#220砥粒)が不織布を構成するポリアミド繊維に結合されたものである。この不織布研磨布を幅25mmで長さが600mmに裁断して不織布研磨布aを50枚、幅15mmで長さ600mmに裁断して不織布研磨布bを50枚得た。そして、図2に示すように、不織布研磨布a,bを積層し、積層体を得た。この積層体を50枚重合した後、図5に示すように、厚み方向に両面から加圧して、直方体形状のブロックとした。加圧の程度は、このブロックの厚みが166mmとなるようにした。この加圧時において、140℃で1時間加熱して、不織布研磨布a,b中の半硬化のエポキシ樹脂を完全硬化させた。また、この際、ブロックのG側の面に、厚さ0.5mmのスパンボンド不織布を硬化型エポキシ樹脂で貼合した。1時間加熱した後、加圧を解除(除圧)したところ、ブロックのG’とg’側の面において、不織布研磨布a,bが、その弾性により回復し、ブロックのG側の面を内周とし、G’とg’側の面を外周とする円筒体が得られた。この円筒体の内径は52mmで外径が103mmであった。この円筒体を、10mm間隔で輪切りにして、内径52mm、外径103mm、厚さ10mmのドーナツ状不織布砥石を得た。
【0023】
このドーナツ状不織布砥石において、原材料である不織布研磨布a又はbの厚さを、以下の各箇所で測定したところ、表1に示すとおりであった。
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
直径(mmφ)の箇所 厚さ(mm/枚)
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
52mmφ付近(内周部) 3.3mm/枚
60mmφ付近 3.8mm/枚
75mmφ付近 2.4mm/枚
85mmφ付近 2.7mm/枚
95mmφ付近 3.0mm/枚
100mmφ付近(外周部) 3.1mm/枚
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0024】
この結果から明らかなように、実施例に係る方法で得られたドーナツ状不織布砥石は、研磨面となる85mmφ付近において、各研磨布a,bの厚みが薄くなっており、繊維密度が高密度となっていることが分かる。したがって、高密度の箇所で、研磨による繊維の消耗や磨耗が生じるので、長寿命となることが分かる。
【0025】
使用例
厚さ2.8mmで幅90mmの圧延鉄板を、鉄鋼用カットソーで裁断したところ、切り口には、多数のバリが生じた。実施例で得られたドーナツ状不織布砥石を市販のディスグラインダーに取り付けて、このバリを、圧延鉄板の長手方向に削っていった。この結果、圧延鉄板を長さ900mm削った段階で、不織布砥石は6mm磨耗したが、未だ継続使用しうる状態であった。一方、繊維密度の均一な市販のドーナツ状不織布砥石を使用して、同様に圧延鉄板を削っていったところ、長さ360mm削った段階で、不織布砥石が完全に磨耗し、使用不可能となった。
【図面の簡単な説明】
【0026】
【図1】ディスクグラインダーで被研磨物を研磨している状態を示した概略側面図である。
【図2】不織布研磨布a,bを積層した積層体を示した概略斜視図である。
【図3】図2で示した積層体の概略正面図である。
【図4】積層体を重合した状態を示した概略正面図である。
【図5】積層体を重合した後、加圧して直方体形状のブロックを形成した状態を示した概略正面図である。
【図6】直方体形状のブロックのG側の面に、補強布を貼合した状態を示した概略正面図である。
【図7】加圧を解除し、ブロックが回復する状態を示した概略正面図である。
【図8】ブロックが完全に回復し、円筒体となった状態を示した概略斜視図である。
【図9】円筒体を輪切りにして得られたドーナツ状不織布砥石を示した概略斜視図である。
【図10】本発明に係る方法で得られるドーナツ状不織布砥石の繊維密度の変化を示した模式的グラフである。
【特許請求の範囲】
【請求項1】
対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aと、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bであって、sbはSaよりも短く、Gaとgbは略等しい長方形状の不織布研磨布bとを準備する準備工程と、
該研磨布aと該研磨布bとを、辺G’とg’とを合致させて積層し、積層体を得る積層工程と、
該積層体を複数枚重合した後、厚み方向に加圧して直方体形状のブロックを形成する重合工程と、
該ブロックの辺G側の面に、接着剤で補強布を貼合する補強工程と、
補強工程後に除圧して、該不織布研磨布a及び該不織布研磨布bの厚みを、辺G側の面では殆ど回復させで、辺G’とg’側の面では概ね回復させる回復工程と、
を具備することを特徴とする、辺G側の面が内周面となり、辺G’とg’側の面が外周面となり、その他の平面の少なくともいずれか一方の面が研磨面となるディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項2】
辺G側の面が内周面となり、辺G’とg’側の面が外周面となる円筒体を得た後、該円筒体を軸方向に直交する方向に切断して、切断面を研磨面としうる請求項1記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項3】
不織布研磨布a,bには、半硬化のエポキシ樹脂が含有されている請求項1又は2記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項4】
加圧時に加熱して、半硬化のエポキシ樹脂を硬化させる請求項3記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項5】
Saが25mmでsbが15mmである請求項1乃至4のいずれか一項に記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項1】
対向する一辺S,S’の長さがSaで、他の対向する一辺G,G’の長さがGaである長方形状の不織布研磨布aと、対向する一辺s,s’の長さがsbで、他の対向する一辺g,g’の長さがgbである長方形状の不織布研磨布bであって、sbはSaよりも短く、Gaとgbは略等しい長方形状の不織布研磨布bとを準備する準備工程と、
該研磨布aと該研磨布bとを、辺G’とg’とを合致させて積層し、積層体を得る積層工程と、
該積層体を複数枚重合した後、厚み方向に加圧して直方体形状のブロックを形成する重合工程と、
該ブロックの辺G側の面に、接着剤で補強布を貼合する補強工程と、
補強工程後に除圧して、該不織布研磨布a及び該不織布研磨布bの厚みを、辺G側の面では殆ど回復させで、辺G’とg’側の面では概ね回復させる回復工程と、
を具備することを特徴とする、辺G側の面が内周面となり、辺G’とg’側の面が外周面となり、その他の平面の少なくともいずれか一方の面が研磨面となるディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項2】
辺G側の面が内周面となり、辺G’とg’側の面が外周面となる円筒体を得た後、該円筒体を軸方向に直交する方向に切断して、切断面を研磨面としうる請求項1記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項3】
不織布研磨布a,bには、半硬化のエポキシ樹脂が含有されている請求項1又は2記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項4】
加圧時に加熱して、半硬化のエポキシ樹脂を硬化させる請求項3記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【請求項5】
Saが25mmでsbが15mmである請求項1乃至4のいずれか一項に記載のディスクグラインダー用オフセット型不織布砥石の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−255834(P2006−255834A)
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2005−77389(P2005−77389)
【出願日】平成17年3月17日(2005.3.17)
【出願人】(592204026)東邦窯業株式会社 (5)
【Fターム(参考)】
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成17年3月17日(2005.3.17)
【出願人】(592204026)東邦窯業株式会社 (5)
【Fターム(参考)】
[ Back to top ]