
ディスペンシングバルブ
流動性材料のディスペンシングバルブは、少なくとも1個の細長い不連続部が形成されている弾性ポリマー材料製のバルブプレート(26)を備える。不連続部は、バルブプレートの一体部分であるが、不連続部によって画定されたマージン部がバルブプレートの隣接する材料に連結されていない少なくとも1個のバルブフラップ(28)を画定する。バルブフラップ(28)は、圧力が印加されて、不連続部の隣接するマージン部が実質的なシールを形成する閉位置から、不連続部のマージン部が互いに離間され、材料がバルブ部材の中を流れることができる開位置へ移動可能である。ポリマー材料はポリオレフィン材料であり、不連続部は破壊線である。破壊線を画定するマージン部は、マージン部の開放縁部へ向かって厚さが減少し、互いに重なる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲料と、たとえば、マスタードおよびケチャップのような流動性食品と、モイスチュアリングクリームのような流動性化粧品といった流動性材料のためのディスペンシングバルブに関する。
【背景技術】
【0002】
本発明は、少なくとも1個の細長い不連続部が形成された弾性ポリマー材料製のバルブ部材を備えるタイプのバルブであって、少なくとも1個の不連続部が、バルブ部材の一体部品であるが、不連続部によって画定されたマージン部がバルブ部材の隣接する材料に連結されていない少なくとも1個のバルブフラップを画定し、バルブフラップが、圧力が印加されて、不連続部の隣接するマージン部が実質的なシールを形成する閉位置から、不連続部のマージン部が互いに離間し、材料がバルブ部材の中を流れることができる開位置へ移動可能である、バルブに関係する。本発明はまた、このようなディスペンシングバルブを組み込む容器閉鎖部と、このようなバルブと閉鎖部を製造する方法に関する。
【0003】
上記のタイプのディスペンシングバルブは、公知であり、たとえば、米国特許第5033655号、米国特許第5213236号、米国特許第5377877号、および、米国特許第5409144号に開示されている。これらの公知のバルブは、断片形状の4個のバルブフラップを画定する2個の交差する垂直な直線的な切れ目の形をした2個の細長い不連続部があり、閉位置において各バルブフラップの2個の直線的な縁部が隣接するフラップの隣接する縁部と係合する、シリコンゴム製のバルブ部材を含む。バルブ部材は、通常は凹形状であり、バルブ部材が密封する容器の内部へ延在し、この位置においてフラップの係合する縁部がシールを形成する。容器の内部が、たとえば、容器の壁を圧迫することにより加圧され、容器が弾性材料である場合、圧力は弁部材を凸状構造に移す原因になり、弁部材が容器の外へ僅かに延在することがある。圧力は、バルブフラップがバルブ部材の残りの部分に連結される線の周りでバルブフラップが開位置へ回動し、それによって、容器の内容物が流れることになる開口部を作り出す原因になる。圧力が緩和されたとき、フラップは、フラップ自体の弾性を受けて密封位置へ戻り、バルブ部材は凹状構造へ戻る。
【0004】
このようなバルブは非常に有効であり、幅広い商業的な成功を享受している。しかし、シリコンゴムの使用は同時にいくつかの欠点を伴う。したがって、シリコンゴムから作られた部品の表面は粘着性があり、よって、非常に高い摩擦係数をもち、すなわち、このような部品の取り扱いおよびこのような部品を使う作業は厄介である。さらに、シリコンゴムから完全な閉鎖部を作ることは当然に不可能であるので、バルブは、何らかの方法で容器閉鎖部、たとえば、ボトル蓋に連結されなければならない。しかし、特に、シリコンゴムは熱定着されず、付加的なステップが製造コスト全体を著しく増やすので、この連結は困難なプロセスである。さらに、結果として得られる容器閉鎖部は、このとき、同時に連結された全く異なる材料を必ず含み、これは、使用後の容器および閉鎖部の再利用の点では重大な問題である。
【0005】
これらの問題は、バルブ部材が熱可塑性プラスチックで作られる国際公開第99/08942号によって部分的に対処されている。この材料は、容易に取り扱うことができ、熱シール可能であるので、バルブ部材は、比較的急速かつ簡単な熱シーリングプロセスによって容器閉鎖部に連結される場合がある。しかし、バルブ部材を容器閉鎖部の残りの部分から引き離し、その後にこれらの2個の部品を一つに連結することが依然として必要である。これは時間と費用がかかるだけでなく、結果として依然として2種類の材料で作られた複合容器閉鎖部となる。
【0006】
仏国特許第2690139号は、細長い窪み部を内側面に設けることによって厚さが減少した細長い領域と共に形成されたポリエチレン製またはポリプロピレン製のバルブ部材を開示する。厚さが減少した領域の厚さは、片側に向かって最小値まで徐々に減少する。圧力がツールによって厚さが減少した部分の内側面に印加され、よって、厚さが減少した部分がスリットを形成するため片側に沿って裂ける原因になる。厚さが減少した部分の裂けた縁部は、リップ部を形成するため破裂によって引き延ばされ、よってその後にスリットの反対側縁部に重なる。破裂が窪み部の片側縁部に沿って起こるという事実によって、スリットの反対側縁部は類似したリップ部がない。しかし、単一の直線的な破裂線だけが形成され、よって、可動的なバルブフラップは画定されない。開示された第1、第3および第4の実施形態のそれぞれにおいて、破裂線は、円錐状ディスペンシングヘッドの頂点または周囲の周りに延在するので、破裂線は屈曲または湾曲させられる。すなわち、バルブ部材は、このように、バルブの残りの部分に対し移動可能であるバルブフラップがなく、よって、バルブは、事実上、材料を分配する能力がない。図5および6に示された第2の実施形態は、十字架状に交差し、1個ずつが長辺に向かって減少する厚さをもつ、厚さが減少した2個の細長い領域を有している。明細書は弾性フラップを形成するため最小厚さの線に沿ってバルブを裂くことに言及するが、角度18に沿って2組の垂直なスリット14を形成することにも言及するので、直角十字架状の弾性バルブフラップが形成されないことは明らかである。2本の垂直な破裂線によって部分的に画定された2個の三角形領域が形成されるが、2組の破裂線の端部を連結する線が必然的に湾曲しているという事実は、厚さが減少した領域がドーム形のディスペンシングヘッドに形成されるという事実に起因して、これらの三角形領域の回動運動が不可能であり、よって、材料が実際には分配され得ないということを意味する。したがって、この従来技術文献は、実際には「刊行物」に過ぎず、この文献が開示していると主張するバルブは実際にはバルブとして全く機能しないことになることが明らかである。破裂プロセスが容器から材料を分配できる可動バルブフラップを製造できるとしても、裂かれたスリットまたは裂かれたスリットのそれぞれの唯一の周辺の縁部が他の縁部に重なるリップ部を形成するため引き延ばされているという事実は、分配される材料を置き換えるために空気が容器の中に入ることができないということを意味する。よって、バルブが一方向バルブとして動作するだけであり、双方向バルブとして動作しないこと、したがって、材料が分配されるのにつれて、容器が徐々に潰れることを意味し、これは多くの場合に極めて望ましくない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、発明の目的は、上記のタイプのディスペンシングバルブと、安価かつ容易に入手可能な材料だけを使用し、単一プロセスにおいて素早くかつ安価に製造されることがあり、後でディスペンシングバルブを容器閉鎖部に連結することを必要としないこのようなディスペンシングバルブを組み込むワンピース容器閉鎖部とを提供することである。さらなる目的は、双方向バルブとしての機能を果たし、よって、材料が容器から出ることと、空気が容器に入ることとを可能にするバルブを提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、上記のタイプのディスペンシングバルブは、バルブ部材がポリオレフィン製であること、少なくとも1個の不連続部が破裂線であること、および、破裂線を画定する2個のマージン部の厚さがマージン部の開放縁部に向かって減少し、互いに重なることを特徴とする。
【0009】
よって、発明によるバルブは、上記または各々の細長い不連続部が破裂線または引き裂き線であり、きれいな切れ目ではないという点で、上記の米国特許に開示されたタイプの公知のバルブと基本的に相違している。バルブ部材の材料が裂かれる方法は後で詳述される。しかし、ポリオレフィンは本質的にやや蝋質をもつので、破裂プロセスは、実際の破裂プロセスが行われる前に、破裂線に沿ってプラスチック材料を恒久的に変形させるか、または、引き延ばす。この引き延ばしプロセスは、本質的にバルブ部材の厚さの局部的な減少をもたらし、厚さが局部的に零になるとき、材料の破裂が生じる。破裂が生じた後、隣接するマージン部の両方はそれらの開放縁部へ向かって厚さが減少し、一方が必然的にもう一方にやや重なる。
【0010】
ポリオレフィン材料の本来備わっている弾性は、不連続部の重なっているマージン部の間に接触圧をもたらし、材料の蝋質表面品質は、接触する表面が確実なシールを形成することを確実にする。材料の表面がシールの完全性を最適化するある程度の蝋質を有することを確実にさせ、同時に、接触する表面が一体的に貼り合わないことを確実にするため、ポリオレフィン材料の溶融流動指数は10分当たり10〜45gであることが好ましい。
【0011】
使用中に、バルブは流動性材料容器に貼り付けられる。容器内の圧力が、たとえば、容器外壁を圧迫することにより増加させられるとき、圧力はバルブフラップに作用し、流動性材料がその後に通過できる開口部を作るように、バルブフラップをバルブ部材の残りの部分から離す。バルブフラップの運動は、バルブフラップを画定する不連続部または各不連続部の隣接する端部の間に延在する線によって画定された軸または一体型ヒンジの周りの回転である。バルブフラップがバルブフラップに印加された圧力によって適切に動かされ、および、バルブフラップがその一体型ヒンジの弾性を受けてその元の位置へ戻るときに、バルブフラップのマージン部が確実なシールを作るため適切な接触圧で不連続部または各不連続部のもう一方側のマージン部を係止するために、ポリオレフィン材料が適切な弾性を有すること、および、一体型ヒンジが適切な厚さを有することは重要である。一体型ヒンジの曲げ弾性率は200〜1400であることが好ましい。
【0012】
一体型ヒンジの曲げ特性は、一体型ヒンジの位置を定めるバルブフラップを画定する不連続部または各不連続部の端部の間に延在する厚さが減少する線がバルブプレートに設けられる場合、より予想可能かつ再現可能であることがわかる。一体型ヒンジの正確な剛性は一体型ヒンジの厚さを正確に制御することによって設定されてもよい。バルブ部材は典型的に厚さ0.5〜1.5mmのプレートであり、一体型ヒンジは典型的に厚さが減少する溝または線によって画定され、0.1〜0.5mm、好ましくは、0.2〜0.3mmの厚さを有する。バルブ部材は、最も簡単な形では、その中に、たとえば、一般的にはU字形の唯一の不連続部を有するので、バルブは、不連続部によって画定され、不連続部の2つの端部の間に延在する線に沿ってバルブ部材の残りの部分に連結された単一のバルブフラップを含む。おそらく、従来技術に類似した形で2個の垂直交差する不連続部が存在し得る。しかし、この場合、比較的長い一体型ヒンジによってバルブ部材に連結された4個のバルブフラップを結果として生じることになり、シリコンゴムと比べてより高い剛性をもつポリオレフィン材料の場合、これは非現実的である。さらに、このことは、2個の隣接するフラップの可動的なマージン部と協働し、シールを形成することが意図されている各バルブフラップの可動的なマージン部をもたらすことになる。実際には、バルブフラップまたは各バルブフラップのマージン部が、少なくともそのマージン部の長さの大半にわたって、別のバルブフラップではなく、バルブ部材の静止部に形成されたマージン部と協働する場合、より確実なシールが形成されることがわかる。
【0013】
好ましい実施形態では、ほぼ十字架形状に配置された4個のバルブフラップが存在し、各バルブフラップがほぼ長方形の形状であり、各バルブフラップの外端部でバルブ部材に一体的に連結されている。4個のバルブフラップは、種々の異なる形で互いに協働することがあるが、好ましくは、各バルブフラップの内端部が2個の隣接するバルブフラップの内端部のマージン部と協働する。
【0014】
上述のように、バルブ部材は、ポリオレフィン材料、好ましくは、どちらも安価かつ容易に入手可能な材料であるポリプロピレンまたはポリエチレンで作られる。これらの材料は、容器閉鎖部、たとえば、ボトルキャップなどを作るため非常に適切であり、したがって、このことは、このようなディスペンシングバルブを組み込むワンピース容器閉鎖部を提供する可能性を広げる。このような閉鎖部は、実際には、単一の射出成形部品である可能性が高く、使用中に流動性材料のための容器の口または分配開口部に広がり、容器に取り付けるための周辺分配スカート部と一体化され、バルブ部材を構成する閉鎖プレートからなる。
【0015】
本発明はこのようなディスペンシングバルブを作る方法をさらに包含し、よって、本発明のさらなる態様によれば、流動性材料のためのディスペンシングバルブを製造する方法は、バルブ部材を形成するため、一方側の第1の金型部材、および、比較的可動性のある破裂部材を含むもう一方側の第2の可動金型部材によって部分的に画定された金型空洞に高温の流動性ポリオレフィン材料を射出するステップと、厚さが減少した1本以上の第1の線を構成するバルブ部材の、第2の金型部材によって画定された表面に1個以上の第1の細長い窪み部を形成するステップと、ポリオレフィン材料が冷えて硬化することを可能にするステップと、ギャップを作り出すため、第1の金型部材と相対的に第2の金型部材を移動させるステップと、厚さが減少した第1の線に沿って破裂部材を破裂させるため、破裂部材をバルブ部材に対して進めるステップと、バルブ部材を取り出すステップとを備える。
【0016】
よって、本発明によるバルブは、従来の射出成形プロセスによって製造される。金型空洞は、少なくとも部分的に、1個以上の細長い突起部またはビードが形成されている第1の金型部材および第2の金型部材によって画定される。高温のポリオレフィン材料は、次に、バルブ部材を形成するため金型空洞に射出され、可動金型部材上の細長い突起部またはビードはバルブ部材の一方の表面の中に厚さが減少された1本以上の線を必然的に形成することになる。ポリオレフィン材料は、次に、冷えて硬化することが可能になり、ポリオレフィン材料が比較的暖かい間に、可動金型部材はギャップを作り出すため第1の金型部材と相対的に移動させられる。破裂部材は、次に、バルブ部材に向かって進められ、これにより、厚さが減少した線または各線が形成されるバルブ部材の部分が変形し、最終的に厚さが減少した線に沿って引き裂かれるか、または、破裂する。厚さが減少した線は、破裂プロセスが、周囲の大半の周りでバルブ部材の残りの部分から分離されているが、破裂線の端部または破裂線の端部の隣接するペアの間に延在する仮想的な線に沿ってバルブ部材に一体的に連結されている1個以上のバルブフラップを製造し、この線が、バルブフラップがバルブ部材の残りの部分に対し周りを回動する一体型ヒンジを構成するように配置される。破裂プロセスは、本質的にポリオレフィン材料の局部的な伸張をもたらし、これは、不連続部が切断プロセスによって形成される場合のように、各不連続部のマージン部が単に互いに横方向に当接するのではなく、各不連続部のマージン部がある程度まで互いに重なることを意味する。重なるマージン部は、本質的にある程度の蝋質を帯びた表面特徴を有する材料からなり、したがって、シールを形成する。バルブフラップがバルブフラップを取り囲む材料から破裂させられたという事実は、バルブフラップが、本質的にバルブフラップが塞ぐ孔の中の完全な嵌め込み部であることを意味する。
【0017】
上述されているように、バルブフラップまたは各バルブフラップは、一体型ヒンジを構成する仮想的な線に沿ってバルブ部材の残りの部分に連結されることになる。一体型ヒンジは、厚さが減少した第2の線によって画定される場合、より効率的に、そして、容易に予め決めることができる方法で動作することになる。厚さが減少した第2の線に沿った材料の厚さは、しかし、好ましくは、厚さが減少した1本以上の第1の線に沿った材料の厚さより大きく、このことは、当然ながら、厚さが減少した第1の線が破裂し、厚さが減少した第2の線は破裂しないことを確実にする。したがって、好ましくは、厚さが減少した1本以上の第1の線は、仮想的な線に沿ってバルブ部材の残りの部分に一体的に連結された細長い領域を画定し、この方法は、上記線に沿って厚さが減少した第2の線を形成するため上記線に沿って第1の細長い窪み部より小さい深さを有する第2の細長い窪み部を形成するステップを含む。
【0018】
好ましくは、最終的なバルブは2個以上のバルブフラップを有し、したがって、この方法は、好ましくは、複数の細長い領域を画定するため複数の第1の細長い窪み部を形成するステップと、それぞれの破裂部材を厚さが減少した第1の線に沿って破裂させるため、それぞれの破裂部材を各細長い領域と相対的に移動させるステップとを含む。各バルブフラップは、したがって、それぞれの破裂部材によって周囲の材料を離れて破裂させられるか、または、引き裂かれ、そして、当然ながら、好ましくは、厚さが減少した第2の線によって画定されたそれぞれの一体型ヒンジによってバルブ部材の残りの部分に連結されたままである。好ましい実施形態では、十字架形状に配置された4個の細長い領域が形成され、この方法は、各細長い領域の外端部に厚さが減少した第2の線を形成するステップを含む。
【0019】
ポリオレフィン材料が比較的容易に破裂させられるのに十分柔軟かつ延性であることを確実にするため、好ましくは、ポリオレフィン材料は、破裂部材または各破裂部材を厚さが減少した第1の線に沿って破裂させるためバルブ部材に対して進める前に、金型空洞の中で40℃〜70℃の温度まで冷えることが可能になる。
【0020】
本発明のさらなる特徴および詳細は、単なる一例として添付図面を参照して、発明によるディスペンシングバルブを組み込む容器閉鎖キャップを製造する1つの特定の方法についての以下の説明から明らかになる。
【図面の簡単な説明】
【0021】
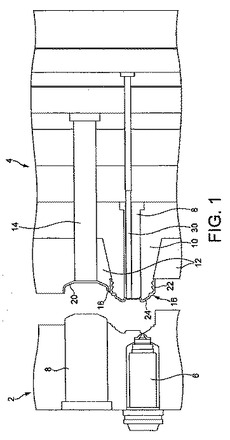
【図1】厚さが減少した線を破裂させる前に開位置において図示された発明による閉鎖キャップを製造する射出成形の部分断面図である。
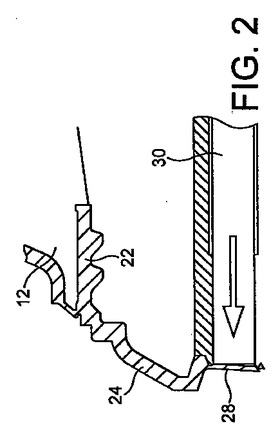
【図2】厚さが減少した線の破裂中に図示された図1の部分拡大図である。
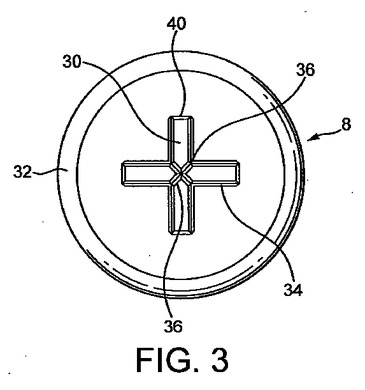
【図3】射出成形の内核の端面図である。
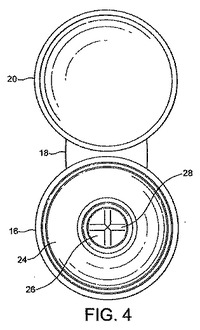
【図4】射出成形において製造された閉鎖キャップの平面図である。
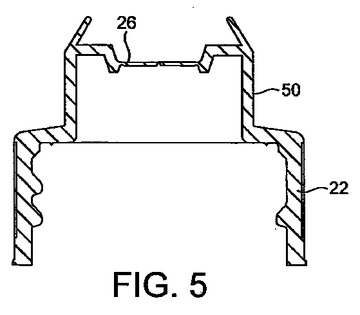
【図5】閉鎖キャップの変更された構造の縦断面図である。
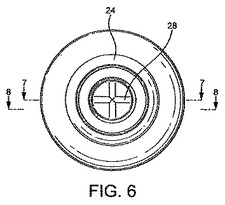
【図6】図5のキャップの平面図である。
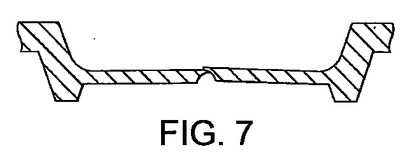
【図7】図6の線7−7による部分断面図である。
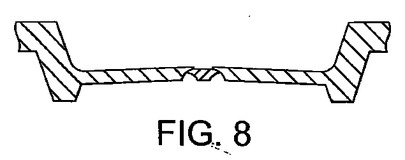
【図8】図6の線8−8による部分断面図である。
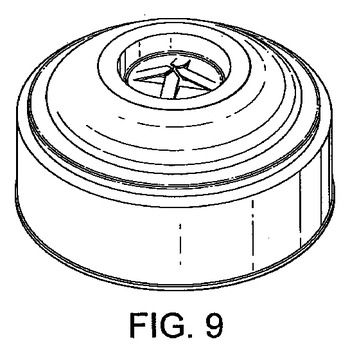
【図9】さらに変更された閉鎖キャップの斜視図である。
【発明を実施するための形態】
【0022】
図1〜3に示されている射出金型は、固定金型部2と可動金型部4とからなる。固定金型部2は、溶融プラスチック射出ノズル6と静止芯8とを含む。可動金型部4は、外芯10によって囲まれた内芯8を備え、ストリッパーリング12によって囲まれた芯を含む。可動金型部材はエジェクタロッド14をさらに含む。2個の金型部が一緒に動かされるとき、2個の金型部は、一体型ブリッジ18によってカバー部20に連結されたキャップ部16を備える閉鎖キャップの形状を画定する閉鎖金型空洞を画定する。キャップ部は円筒状側壁22を備え、円筒状側壁の内面がボトルまたは他の容器のネック部の外面の対応するねじ山との連結用のねじ山と一体的であり、円筒状側壁の一方の端部がほぼ内向きに延在する環状フランジ24と一体的である。環状フランジ24の内側縁部と一体的であるのは、後述されるように、4個の可動バルブフラップ28が画定されているプレート26によって構成された実質的に平面状の要素である。
【0023】
内芯8の内部に長手方向可動に収容されているのは、4個の破裂ピン30であり、そのうちの1個だけが明瞭さのために図1に図示され、破裂ピンの1個ずつが、破裂ピンの端部表面が内芯の端部表面と同一平面である引き込み位置と、破裂ピンが内芯の端部表面を僅かに越えて延びる引き延ばし位置との間で移動可能である。図2においてわかるように、内芯の端部表面は僅かに円錐状である。図3において最もよくわかるように、内芯8の円錐状端部表面の周りに延在しているのはベベル、すなわち、面取り部32である。端部表面の内部の中心に位置しているのは4個の開口部であり、それぞれの開口部は、開口部の形状と正確に合う形状のエジェクタピン30を収容するそれぞれの通路の端部を構成する。4個の開口部と、したがって、4個のエジェクタピン30とは、4個の長方形が互いに90°オフセットさせられた十字架状に配置されている長方形の形状である。各長方形の内端部には、三角形状の延長部があり、4個の三角形の頂点が1つの点で交わる。開口部の各長方形部の各長手方向辺に沿って延在するのは、断面が三角形状であり、高さが約0.6mmである細長い直立物、すなわち、ビード34である。各開口部と関連付けられた各ビード34は、接合点36を画定するため別の開口部と関連付けられたビード34と交わるので、正方形構造に配置された4個のこのような接合点が存在する。対角線上に対向する接合点の各ペアの間に延在するのは、さらなる三角形状の直立するビード38である。2個のビード38はそれらの中心において直角に交差する。各長方形状開口部の外端部に沿って延在するのは、ビード34にほぼ類似しているが、ビード34より低く、すなわち、この場合に高さが約0.3mmであるさらなる直立したビード40である。
【0024】
使用中に、射出金型は閉じられ、溶融ポリオレフィン材料が、一体型ブリッジ18によってカバー20に連結されたキャップ部16を形成するためインジェクタ6を介して金型空洞の中に射出される。ビード34、38、40は、形状および配置が当然ながらビードの形状および配置に正確に対応する厚さが減少した線をプレート24の裏面に作成する。金型は、次に、約40℃〜70℃の温度に達するまで冷えて硬化することが可能になり、すなわち、プラスチック材料は依然として温かく、よって、比較的柔らかであり、可動金型部4は、次に、固定金型部2から離れ、図2に示された位置に移る。4本の破裂ピン30は、次に、図2に示されているように、僅かに進められる。破裂ピンの端部表面は、ビード34および40の内部の領域に対応し、これによりビードの内部の材料がプレート26の平面から外に変形する。ピン30の端部表面は芯8の端部表面の円錐形状に一致し、したがって、ピンによって供給された変形力はプレート26の中心に優先的に作用する。厚さが減少した線によって画定された領域の内部のプラスチックが上向きに変形されるとき、厚さが減少した線の材料は伸び始め、線の厚さが減少する。しかし、第一にビードに供給された力が破裂ピンの端部の円錐形状に起因して小さいために、そして、第二にビードの材料の厚さが、ビード34および38によって形成された厚さが減少した線の厚さより大きいために、ビード40によって形成された厚さが減少した線の厚さは著しく減少しない。ビード34および38によって形成された厚さが減少した線が伸びるとき、線の厚さは、破裂が起こる点である零に達するまで徐々に減少する。4個のバルブフラップ28はこのようにして形成され、各バルブフラップは、2個の平行ビード34と、関連付けられたビード40と、2個の関連付けられたビード38とによって作られた厚さが減少した線に沿って起こる破裂によって画定された形状を有する。各バルブフラップ28は、しかし、関連付けられたビード40によって作られ、今度は一体型ヒンジを構成する厚さが減少した線によってプレート26に連結されたままである。破裂の前に厚さが減少した線で起こった引き延ばしの結果として、各バルブフラップのマージン部は、プレートの中に形成された孔の隣接するマージン部にきちんと当接しなくなるが、その代わりに、これらのマージン部に重なることになる。
【0025】
バルブフラップが破裂によって形成される間に、閉鎖キャップは、円筒状側壁22が捕捉された状態に保持されるので、可動金型部材の所定の位置に保持される。破裂プロセスが終了すると、ストリッパーリング12が進められ、ストリッパーリングの一部が円筒状側壁22の開放縁部表面を係止するという事実に起因して、結果として成形キャップが強制的に可動金型部材から離される。成形キャップは、このとき、図4に示された外観を有する。キャップ部は、次に、流動性材料用のボトルまたは他の容器にねじ込まれてもよく、カバー部20は、ブリッジまたは一体型ヒンジ18を使用して、たとえば、カバー部がはめ込みによって保持されてもよいキャップ部の上端の位置へ回動させられてもよい。カバー部は不可欠ではなく、ダストプロテクタとして、および閉鎖部の審美的魅力を強調するための機能を果たすだけであることが理解されるだろう。
【0026】
上述されているように、バルブフラップ28のマージン部は、外端部においてプレート26の中のアパーチャのマージン部に重なることになり、内端部において隣接するフラップのマージン部に重なるか、または、隣接するフラップのマージン部が被せられることになる。このことは、バルブフラップがプレート26の平面から外へ僅かに変形されることを意味するので、ビード40によって形成された厚さが減少した線におけるポリオレフィン材料の弾性は、この接触が圧力を受けることを意味する。ポリオレフィン材料の本質的に蝋質を帯びた表面品質に起因して、これは、確実なシールが形成されることを意味する。容器がここで反転され、内容物を加圧するため容器の側壁に圧力が印加される場合、フラップは、フラップの一体型ヒンジの周りに外向きへ回転させられ、それによって、容器を開き、容器の内容物の分配を可能にする。容器が今度は容器の元の姿勢へ戻される場合、バルブフラップは、一体型ヒンジの弾性を受けてバルブフラップの原始位置へ戻ることになり、容器のシールが再現されることになる。
【0027】
図5〜8に示された閉鎖キャップの変更された実施形態は、図4に示された閉鎖キャップに非常に類似しているが、この場合、蓋部が設けられていない。ボトルへの連結のための円筒状側壁22はより小径のさらなる円筒状部50に一体的に連結され、後者の円筒状部50が、バルブフラップが形成されるプレート26を支える。
【0028】
図7および8は、バルブフラップの引き延ばされたマージン部が互いに重なる様子、および、バルブフラップの引き延ばされたマージン部が破裂プロセスによってプレート26の中に形成された孔のマージン部に重なる様子を示す断面図である。実際には、一方のマージン部がもう一方のマージン部の上に重なることは重要でなく、使用中に、このことは逆になることがよくあるが、機能に悪影響を与えないことが理解されるであろう。
【0029】
図9は、発明に重要でない細部においてのみ上述の実施形態と異なる、本発明による閉鎖キャップのさらなる実施形態の斜視図である。しかし、同図は流動性材料が容器から注がれているときにバルブフラップが取る開位置にあるバルブフラップを示しているので含まれている。
【0030】
図示されていないさらに変更された実施形態では、各バルブフラップは、いわゆる「蝶ネクタイ」タイプのそれぞれのヒンジによって蓋の残りの部分に連結されている。このようなヒンジはそれ自体が公知であり、ある程度の数の一体的なヒンジ線およびカット線で構成され、バルブフラップに作用し、バルブフラップを閉位置へ戻す傾向がある力を増加させる役割を果たす。このようなヒンジの使用は、閉位置におけるバルブフラップのシール完全性をさらに高める。
【技術分野】
【0001】
本発明は、飲料と、たとえば、マスタードおよびケチャップのような流動性食品と、モイスチュアリングクリームのような流動性化粧品といった流動性材料のためのディスペンシングバルブに関する。
【背景技術】
【0002】
本発明は、少なくとも1個の細長い不連続部が形成された弾性ポリマー材料製のバルブ部材を備えるタイプのバルブであって、少なくとも1個の不連続部が、バルブ部材の一体部品であるが、不連続部によって画定されたマージン部がバルブ部材の隣接する材料に連結されていない少なくとも1個のバルブフラップを画定し、バルブフラップが、圧力が印加されて、不連続部の隣接するマージン部が実質的なシールを形成する閉位置から、不連続部のマージン部が互いに離間し、材料がバルブ部材の中を流れることができる開位置へ移動可能である、バルブに関係する。本発明はまた、このようなディスペンシングバルブを組み込む容器閉鎖部と、このようなバルブと閉鎖部を製造する方法に関する。
【0003】
上記のタイプのディスペンシングバルブは、公知であり、たとえば、米国特許第5033655号、米国特許第5213236号、米国特許第5377877号、および、米国特許第5409144号に開示されている。これらの公知のバルブは、断片形状の4個のバルブフラップを画定する2個の交差する垂直な直線的な切れ目の形をした2個の細長い不連続部があり、閉位置において各バルブフラップの2個の直線的な縁部が隣接するフラップの隣接する縁部と係合する、シリコンゴム製のバルブ部材を含む。バルブ部材は、通常は凹形状であり、バルブ部材が密封する容器の内部へ延在し、この位置においてフラップの係合する縁部がシールを形成する。容器の内部が、たとえば、容器の壁を圧迫することにより加圧され、容器が弾性材料である場合、圧力は弁部材を凸状構造に移す原因になり、弁部材が容器の外へ僅かに延在することがある。圧力は、バルブフラップがバルブ部材の残りの部分に連結される線の周りでバルブフラップが開位置へ回動し、それによって、容器の内容物が流れることになる開口部を作り出す原因になる。圧力が緩和されたとき、フラップは、フラップ自体の弾性を受けて密封位置へ戻り、バルブ部材は凹状構造へ戻る。
【0004】
このようなバルブは非常に有効であり、幅広い商業的な成功を享受している。しかし、シリコンゴムの使用は同時にいくつかの欠点を伴う。したがって、シリコンゴムから作られた部品の表面は粘着性があり、よって、非常に高い摩擦係数をもち、すなわち、このような部品の取り扱いおよびこのような部品を使う作業は厄介である。さらに、シリコンゴムから完全な閉鎖部を作ることは当然に不可能であるので、バルブは、何らかの方法で容器閉鎖部、たとえば、ボトル蓋に連結されなければならない。しかし、特に、シリコンゴムは熱定着されず、付加的なステップが製造コスト全体を著しく増やすので、この連結は困難なプロセスである。さらに、結果として得られる容器閉鎖部は、このとき、同時に連結された全く異なる材料を必ず含み、これは、使用後の容器および閉鎖部の再利用の点では重大な問題である。
【0005】
これらの問題は、バルブ部材が熱可塑性プラスチックで作られる国際公開第99/08942号によって部分的に対処されている。この材料は、容易に取り扱うことができ、熱シール可能であるので、バルブ部材は、比較的急速かつ簡単な熱シーリングプロセスによって容器閉鎖部に連結される場合がある。しかし、バルブ部材を容器閉鎖部の残りの部分から引き離し、その後にこれらの2個の部品を一つに連結することが依然として必要である。これは時間と費用がかかるだけでなく、結果として依然として2種類の材料で作られた複合容器閉鎖部となる。
【0006】
仏国特許第2690139号は、細長い窪み部を内側面に設けることによって厚さが減少した細長い領域と共に形成されたポリエチレン製またはポリプロピレン製のバルブ部材を開示する。厚さが減少した領域の厚さは、片側に向かって最小値まで徐々に減少する。圧力がツールによって厚さが減少した部分の内側面に印加され、よって、厚さが減少した部分がスリットを形成するため片側に沿って裂ける原因になる。厚さが減少した部分の裂けた縁部は、リップ部を形成するため破裂によって引き延ばされ、よってその後にスリットの反対側縁部に重なる。破裂が窪み部の片側縁部に沿って起こるという事実によって、スリットの反対側縁部は類似したリップ部がない。しかし、単一の直線的な破裂線だけが形成され、よって、可動的なバルブフラップは画定されない。開示された第1、第3および第4の実施形態のそれぞれにおいて、破裂線は、円錐状ディスペンシングヘッドの頂点または周囲の周りに延在するので、破裂線は屈曲または湾曲させられる。すなわち、バルブ部材は、このように、バルブの残りの部分に対し移動可能であるバルブフラップがなく、よって、バルブは、事実上、材料を分配する能力がない。図5および6に示された第2の実施形態は、十字架状に交差し、1個ずつが長辺に向かって減少する厚さをもつ、厚さが減少した2個の細長い領域を有している。明細書は弾性フラップを形成するため最小厚さの線に沿ってバルブを裂くことに言及するが、角度18に沿って2組の垂直なスリット14を形成することにも言及するので、直角十字架状の弾性バルブフラップが形成されないことは明らかである。2本の垂直な破裂線によって部分的に画定された2個の三角形領域が形成されるが、2組の破裂線の端部を連結する線が必然的に湾曲しているという事実は、厚さが減少した領域がドーム形のディスペンシングヘッドに形成されるという事実に起因して、これらの三角形領域の回動運動が不可能であり、よって、材料が実際には分配され得ないということを意味する。したがって、この従来技術文献は、実際には「刊行物」に過ぎず、この文献が開示していると主張するバルブは実際にはバルブとして全く機能しないことになることが明らかである。破裂プロセスが容器から材料を分配できる可動バルブフラップを製造できるとしても、裂かれたスリットまたは裂かれたスリットのそれぞれの唯一の周辺の縁部が他の縁部に重なるリップ部を形成するため引き延ばされているという事実は、分配される材料を置き換えるために空気が容器の中に入ることができないということを意味する。よって、バルブが一方向バルブとして動作するだけであり、双方向バルブとして動作しないこと、したがって、材料が分配されるのにつれて、容器が徐々に潰れることを意味し、これは多くの場合に極めて望ましくない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、発明の目的は、上記のタイプのディスペンシングバルブと、安価かつ容易に入手可能な材料だけを使用し、単一プロセスにおいて素早くかつ安価に製造されることがあり、後でディスペンシングバルブを容器閉鎖部に連結することを必要としないこのようなディスペンシングバルブを組み込むワンピース容器閉鎖部とを提供することである。さらなる目的は、双方向バルブとしての機能を果たし、よって、材料が容器から出ることと、空気が容器に入ることとを可能にするバルブを提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、上記のタイプのディスペンシングバルブは、バルブ部材がポリオレフィン製であること、少なくとも1個の不連続部が破裂線であること、および、破裂線を画定する2個のマージン部の厚さがマージン部の開放縁部に向かって減少し、互いに重なることを特徴とする。
【0009】
よって、発明によるバルブは、上記または各々の細長い不連続部が破裂線または引き裂き線であり、きれいな切れ目ではないという点で、上記の米国特許に開示されたタイプの公知のバルブと基本的に相違している。バルブ部材の材料が裂かれる方法は後で詳述される。しかし、ポリオレフィンは本質的にやや蝋質をもつので、破裂プロセスは、実際の破裂プロセスが行われる前に、破裂線に沿ってプラスチック材料を恒久的に変形させるか、または、引き延ばす。この引き延ばしプロセスは、本質的にバルブ部材の厚さの局部的な減少をもたらし、厚さが局部的に零になるとき、材料の破裂が生じる。破裂が生じた後、隣接するマージン部の両方はそれらの開放縁部へ向かって厚さが減少し、一方が必然的にもう一方にやや重なる。
【0010】
ポリオレフィン材料の本来備わっている弾性は、不連続部の重なっているマージン部の間に接触圧をもたらし、材料の蝋質表面品質は、接触する表面が確実なシールを形成することを確実にする。材料の表面がシールの完全性を最適化するある程度の蝋質を有することを確実にさせ、同時に、接触する表面が一体的に貼り合わないことを確実にするため、ポリオレフィン材料の溶融流動指数は10分当たり10〜45gであることが好ましい。
【0011】
使用中に、バルブは流動性材料容器に貼り付けられる。容器内の圧力が、たとえば、容器外壁を圧迫することにより増加させられるとき、圧力はバルブフラップに作用し、流動性材料がその後に通過できる開口部を作るように、バルブフラップをバルブ部材の残りの部分から離す。バルブフラップの運動は、バルブフラップを画定する不連続部または各不連続部の隣接する端部の間に延在する線によって画定された軸または一体型ヒンジの周りの回転である。バルブフラップがバルブフラップに印加された圧力によって適切に動かされ、および、バルブフラップがその一体型ヒンジの弾性を受けてその元の位置へ戻るときに、バルブフラップのマージン部が確実なシールを作るため適切な接触圧で不連続部または各不連続部のもう一方側のマージン部を係止するために、ポリオレフィン材料が適切な弾性を有すること、および、一体型ヒンジが適切な厚さを有することは重要である。一体型ヒンジの曲げ弾性率は200〜1400であることが好ましい。
【0012】
一体型ヒンジの曲げ特性は、一体型ヒンジの位置を定めるバルブフラップを画定する不連続部または各不連続部の端部の間に延在する厚さが減少する線がバルブプレートに設けられる場合、より予想可能かつ再現可能であることがわかる。一体型ヒンジの正確な剛性は一体型ヒンジの厚さを正確に制御することによって設定されてもよい。バルブ部材は典型的に厚さ0.5〜1.5mmのプレートであり、一体型ヒンジは典型的に厚さが減少する溝または線によって画定され、0.1〜0.5mm、好ましくは、0.2〜0.3mmの厚さを有する。バルブ部材は、最も簡単な形では、その中に、たとえば、一般的にはU字形の唯一の不連続部を有するので、バルブは、不連続部によって画定され、不連続部の2つの端部の間に延在する線に沿ってバルブ部材の残りの部分に連結された単一のバルブフラップを含む。おそらく、従来技術に類似した形で2個の垂直交差する不連続部が存在し得る。しかし、この場合、比較的長い一体型ヒンジによってバルブ部材に連結された4個のバルブフラップを結果として生じることになり、シリコンゴムと比べてより高い剛性をもつポリオレフィン材料の場合、これは非現実的である。さらに、このことは、2個の隣接するフラップの可動的なマージン部と協働し、シールを形成することが意図されている各バルブフラップの可動的なマージン部をもたらすことになる。実際には、バルブフラップまたは各バルブフラップのマージン部が、少なくともそのマージン部の長さの大半にわたって、別のバルブフラップではなく、バルブ部材の静止部に形成されたマージン部と協働する場合、より確実なシールが形成されることがわかる。
【0013】
好ましい実施形態では、ほぼ十字架形状に配置された4個のバルブフラップが存在し、各バルブフラップがほぼ長方形の形状であり、各バルブフラップの外端部でバルブ部材に一体的に連結されている。4個のバルブフラップは、種々の異なる形で互いに協働することがあるが、好ましくは、各バルブフラップの内端部が2個の隣接するバルブフラップの内端部のマージン部と協働する。
【0014】
上述のように、バルブ部材は、ポリオレフィン材料、好ましくは、どちらも安価かつ容易に入手可能な材料であるポリプロピレンまたはポリエチレンで作られる。これらの材料は、容器閉鎖部、たとえば、ボトルキャップなどを作るため非常に適切であり、したがって、このことは、このようなディスペンシングバルブを組み込むワンピース容器閉鎖部を提供する可能性を広げる。このような閉鎖部は、実際には、単一の射出成形部品である可能性が高く、使用中に流動性材料のための容器の口または分配開口部に広がり、容器に取り付けるための周辺分配スカート部と一体化され、バルブ部材を構成する閉鎖プレートからなる。
【0015】
本発明はこのようなディスペンシングバルブを作る方法をさらに包含し、よって、本発明のさらなる態様によれば、流動性材料のためのディスペンシングバルブを製造する方法は、バルブ部材を形成するため、一方側の第1の金型部材、および、比較的可動性のある破裂部材を含むもう一方側の第2の可動金型部材によって部分的に画定された金型空洞に高温の流動性ポリオレフィン材料を射出するステップと、厚さが減少した1本以上の第1の線を構成するバルブ部材の、第2の金型部材によって画定された表面に1個以上の第1の細長い窪み部を形成するステップと、ポリオレフィン材料が冷えて硬化することを可能にするステップと、ギャップを作り出すため、第1の金型部材と相対的に第2の金型部材を移動させるステップと、厚さが減少した第1の線に沿って破裂部材を破裂させるため、破裂部材をバルブ部材に対して進めるステップと、バルブ部材を取り出すステップとを備える。
【0016】
よって、本発明によるバルブは、従来の射出成形プロセスによって製造される。金型空洞は、少なくとも部分的に、1個以上の細長い突起部またはビードが形成されている第1の金型部材および第2の金型部材によって画定される。高温のポリオレフィン材料は、次に、バルブ部材を形成するため金型空洞に射出され、可動金型部材上の細長い突起部またはビードはバルブ部材の一方の表面の中に厚さが減少された1本以上の線を必然的に形成することになる。ポリオレフィン材料は、次に、冷えて硬化することが可能になり、ポリオレフィン材料が比較的暖かい間に、可動金型部材はギャップを作り出すため第1の金型部材と相対的に移動させられる。破裂部材は、次に、バルブ部材に向かって進められ、これにより、厚さが減少した線または各線が形成されるバルブ部材の部分が変形し、最終的に厚さが減少した線に沿って引き裂かれるか、または、破裂する。厚さが減少した線は、破裂プロセスが、周囲の大半の周りでバルブ部材の残りの部分から分離されているが、破裂線の端部または破裂線の端部の隣接するペアの間に延在する仮想的な線に沿ってバルブ部材に一体的に連結されている1個以上のバルブフラップを製造し、この線が、バルブフラップがバルブ部材の残りの部分に対し周りを回動する一体型ヒンジを構成するように配置される。破裂プロセスは、本質的にポリオレフィン材料の局部的な伸張をもたらし、これは、不連続部が切断プロセスによって形成される場合のように、各不連続部のマージン部が単に互いに横方向に当接するのではなく、各不連続部のマージン部がある程度まで互いに重なることを意味する。重なるマージン部は、本質的にある程度の蝋質を帯びた表面特徴を有する材料からなり、したがって、シールを形成する。バルブフラップがバルブフラップを取り囲む材料から破裂させられたという事実は、バルブフラップが、本質的にバルブフラップが塞ぐ孔の中の完全な嵌め込み部であることを意味する。
【0017】
上述されているように、バルブフラップまたは各バルブフラップは、一体型ヒンジを構成する仮想的な線に沿ってバルブ部材の残りの部分に連結されることになる。一体型ヒンジは、厚さが減少した第2の線によって画定される場合、より効率的に、そして、容易に予め決めることができる方法で動作することになる。厚さが減少した第2の線に沿った材料の厚さは、しかし、好ましくは、厚さが減少した1本以上の第1の線に沿った材料の厚さより大きく、このことは、当然ながら、厚さが減少した第1の線が破裂し、厚さが減少した第2の線は破裂しないことを確実にする。したがって、好ましくは、厚さが減少した1本以上の第1の線は、仮想的な線に沿ってバルブ部材の残りの部分に一体的に連結された細長い領域を画定し、この方法は、上記線に沿って厚さが減少した第2の線を形成するため上記線に沿って第1の細長い窪み部より小さい深さを有する第2の細長い窪み部を形成するステップを含む。
【0018】
好ましくは、最終的なバルブは2個以上のバルブフラップを有し、したがって、この方法は、好ましくは、複数の細長い領域を画定するため複数の第1の細長い窪み部を形成するステップと、それぞれの破裂部材を厚さが減少した第1の線に沿って破裂させるため、それぞれの破裂部材を各細長い領域と相対的に移動させるステップとを含む。各バルブフラップは、したがって、それぞれの破裂部材によって周囲の材料を離れて破裂させられるか、または、引き裂かれ、そして、当然ながら、好ましくは、厚さが減少した第2の線によって画定されたそれぞれの一体型ヒンジによってバルブ部材の残りの部分に連結されたままである。好ましい実施形態では、十字架形状に配置された4個の細長い領域が形成され、この方法は、各細長い領域の外端部に厚さが減少した第2の線を形成するステップを含む。
【0019】
ポリオレフィン材料が比較的容易に破裂させられるのに十分柔軟かつ延性であることを確実にするため、好ましくは、ポリオレフィン材料は、破裂部材または各破裂部材を厚さが減少した第1の線に沿って破裂させるためバルブ部材に対して進める前に、金型空洞の中で40℃〜70℃の温度まで冷えることが可能になる。
【0020】
本発明のさらなる特徴および詳細は、単なる一例として添付図面を参照して、発明によるディスペンシングバルブを組み込む容器閉鎖キャップを製造する1つの特定の方法についての以下の説明から明らかになる。
【図面の簡単な説明】
【0021】
【図1】厚さが減少した線を破裂させる前に開位置において図示された発明による閉鎖キャップを製造する射出成形の部分断面図である。
【図2】厚さが減少した線の破裂中に図示された図1の部分拡大図である。
【図3】射出成形の内核の端面図である。
【図4】射出成形において製造された閉鎖キャップの平面図である。
【図5】閉鎖キャップの変更された構造の縦断面図である。
【図6】図5のキャップの平面図である。
【図7】図6の線7−7による部分断面図である。
【図8】図6の線8−8による部分断面図である。
【図9】さらに変更された閉鎖キャップの斜視図である。
【発明を実施するための形態】
【0022】
図1〜3に示されている射出金型は、固定金型部2と可動金型部4とからなる。固定金型部2は、溶融プラスチック射出ノズル6と静止芯8とを含む。可動金型部4は、外芯10によって囲まれた内芯8を備え、ストリッパーリング12によって囲まれた芯を含む。可動金型部材はエジェクタロッド14をさらに含む。2個の金型部が一緒に動かされるとき、2個の金型部は、一体型ブリッジ18によってカバー部20に連結されたキャップ部16を備える閉鎖キャップの形状を画定する閉鎖金型空洞を画定する。キャップ部は円筒状側壁22を備え、円筒状側壁の内面がボトルまたは他の容器のネック部の外面の対応するねじ山との連結用のねじ山と一体的であり、円筒状側壁の一方の端部がほぼ内向きに延在する環状フランジ24と一体的である。環状フランジ24の内側縁部と一体的であるのは、後述されるように、4個の可動バルブフラップ28が画定されているプレート26によって構成された実質的に平面状の要素である。
【0023】
内芯8の内部に長手方向可動に収容されているのは、4個の破裂ピン30であり、そのうちの1個だけが明瞭さのために図1に図示され、破裂ピンの1個ずつが、破裂ピンの端部表面が内芯の端部表面と同一平面である引き込み位置と、破裂ピンが内芯の端部表面を僅かに越えて延びる引き延ばし位置との間で移動可能である。図2においてわかるように、内芯の端部表面は僅かに円錐状である。図3において最もよくわかるように、内芯8の円錐状端部表面の周りに延在しているのはベベル、すなわち、面取り部32である。端部表面の内部の中心に位置しているのは4個の開口部であり、それぞれの開口部は、開口部の形状と正確に合う形状のエジェクタピン30を収容するそれぞれの通路の端部を構成する。4個の開口部と、したがって、4個のエジェクタピン30とは、4個の長方形が互いに90°オフセットさせられた十字架状に配置されている長方形の形状である。各長方形の内端部には、三角形状の延長部があり、4個の三角形の頂点が1つの点で交わる。開口部の各長方形部の各長手方向辺に沿って延在するのは、断面が三角形状であり、高さが約0.6mmである細長い直立物、すなわち、ビード34である。各開口部と関連付けられた各ビード34は、接合点36を画定するため別の開口部と関連付けられたビード34と交わるので、正方形構造に配置された4個のこのような接合点が存在する。対角線上に対向する接合点の各ペアの間に延在するのは、さらなる三角形状の直立するビード38である。2個のビード38はそれらの中心において直角に交差する。各長方形状開口部の外端部に沿って延在するのは、ビード34にほぼ類似しているが、ビード34より低く、すなわち、この場合に高さが約0.3mmであるさらなる直立したビード40である。
【0024】
使用中に、射出金型は閉じられ、溶融ポリオレフィン材料が、一体型ブリッジ18によってカバー20に連結されたキャップ部16を形成するためインジェクタ6を介して金型空洞の中に射出される。ビード34、38、40は、形状および配置が当然ながらビードの形状および配置に正確に対応する厚さが減少した線をプレート24の裏面に作成する。金型は、次に、約40℃〜70℃の温度に達するまで冷えて硬化することが可能になり、すなわち、プラスチック材料は依然として温かく、よって、比較的柔らかであり、可動金型部4は、次に、固定金型部2から離れ、図2に示された位置に移る。4本の破裂ピン30は、次に、図2に示されているように、僅かに進められる。破裂ピンの端部表面は、ビード34および40の内部の領域に対応し、これによりビードの内部の材料がプレート26の平面から外に変形する。ピン30の端部表面は芯8の端部表面の円錐形状に一致し、したがって、ピンによって供給された変形力はプレート26の中心に優先的に作用する。厚さが減少した線によって画定された領域の内部のプラスチックが上向きに変形されるとき、厚さが減少した線の材料は伸び始め、線の厚さが減少する。しかし、第一にビードに供給された力が破裂ピンの端部の円錐形状に起因して小さいために、そして、第二にビードの材料の厚さが、ビード34および38によって形成された厚さが減少した線の厚さより大きいために、ビード40によって形成された厚さが減少した線の厚さは著しく減少しない。ビード34および38によって形成された厚さが減少した線が伸びるとき、線の厚さは、破裂が起こる点である零に達するまで徐々に減少する。4個のバルブフラップ28はこのようにして形成され、各バルブフラップは、2個の平行ビード34と、関連付けられたビード40と、2個の関連付けられたビード38とによって作られた厚さが減少した線に沿って起こる破裂によって画定された形状を有する。各バルブフラップ28は、しかし、関連付けられたビード40によって作られ、今度は一体型ヒンジを構成する厚さが減少した線によってプレート26に連結されたままである。破裂の前に厚さが減少した線で起こった引き延ばしの結果として、各バルブフラップのマージン部は、プレートの中に形成された孔の隣接するマージン部にきちんと当接しなくなるが、その代わりに、これらのマージン部に重なることになる。
【0025】
バルブフラップが破裂によって形成される間に、閉鎖キャップは、円筒状側壁22が捕捉された状態に保持されるので、可動金型部材の所定の位置に保持される。破裂プロセスが終了すると、ストリッパーリング12が進められ、ストリッパーリングの一部が円筒状側壁22の開放縁部表面を係止するという事実に起因して、結果として成形キャップが強制的に可動金型部材から離される。成形キャップは、このとき、図4に示された外観を有する。キャップ部は、次に、流動性材料用のボトルまたは他の容器にねじ込まれてもよく、カバー部20は、ブリッジまたは一体型ヒンジ18を使用して、たとえば、カバー部がはめ込みによって保持されてもよいキャップ部の上端の位置へ回動させられてもよい。カバー部は不可欠ではなく、ダストプロテクタとして、および閉鎖部の審美的魅力を強調するための機能を果たすだけであることが理解されるだろう。
【0026】
上述されているように、バルブフラップ28のマージン部は、外端部においてプレート26の中のアパーチャのマージン部に重なることになり、内端部において隣接するフラップのマージン部に重なるか、または、隣接するフラップのマージン部が被せられることになる。このことは、バルブフラップがプレート26の平面から外へ僅かに変形されることを意味するので、ビード40によって形成された厚さが減少した線におけるポリオレフィン材料の弾性は、この接触が圧力を受けることを意味する。ポリオレフィン材料の本質的に蝋質を帯びた表面品質に起因して、これは、確実なシールが形成されることを意味する。容器がここで反転され、内容物を加圧するため容器の側壁に圧力が印加される場合、フラップは、フラップの一体型ヒンジの周りに外向きへ回転させられ、それによって、容器を開き、容器の内容物の分配を可能にする。容器が今度は容器の元の姿勢へ戻される場合、バルブフラップは、一体型ヒンジの弾性を受けてバルブフラップの原始位置へ戻ることになり、容器のシールが再現されることになる。
【0027】
図5〜8に示された閉鎖キャップの変更された実施形態は、図4に示された閉鎖キャップに非常に類似しているが、この場合、蓋部が設けられていない。ボトルへの連結のための円筒状側壁22はより小径のさらなる円筒状部50に一体的に連結され、後者の円筒状部50が、バルブフラップが形成されるプレート26を支える。
【0028】
図7および8は、バルブフラップの引き延ばされたマージン部が互いに重なる様子、および、バルブフラップの引き延ばされたマージン部が破裂プロセスによってプレート26の中に形成された孔のマージン部に重なる様子を示す断面図である。実際には、一方のマージン部がもう一方のマージン部の上に重なることは重要でなく、使用中に、このことは逆になることがよくあるが、機能に悪影響を与えないことが理解されるであろう。
【0029】
図9は、発明に重要でない細部においてのみ上述の実施形態と異なる、本発明による閉鎖キャップのさらなる実施形態の斜視図である。しかし、同図は流動性材料が容器から注がれているときにバルブフラップが取る開位置にあるバルブフラップを示しているので含まれている。
【0030】
図示されていないさらに変更された実施形態では、各バルブフラップは、いわゆる「蝶ネクタイ」タイプのそれぞれのヒンジによって蓋の残りの部分に連結されている。このようなヒンジはそれ自体が公知であり、ある程度の数の一体的なヒンジ線およびカット線で構成され、バルブフラップに作用し、バルブフラップを閉位置へ戻す傾向がある力を増加させる役割を果たす。このようなヒンジの使用は、閉位置におけるバルブフラップのシール完全性をさらに高める。
【特許請求の範囲】
【請求項1】
少なくとも1個の細長い不連続部が形成された弾性ポリマー材料で作られたバルブ部材を備え、前記少なくとも1個の不連続部が、前記バルブ部材の一体部品であるが、前記不連続部によって画定されたマージン部が前記バルブ部材の前記隣接する材料に連結されていない少なくとも1個のバルブフラップを画定し、前記バルブフラップが、圧力が印加されて、前記不連続部の前記隣接するマージン部が実質的なシールを形成する閉位置から、前記不連続部の前記マージン部が互いに離間し、材料が前記バルブ部材の中を流れることができる開位置へ移動可能である、流動性材料用のディスペンシングバルブであって、
前記ポリマー材料がポリオレフィン材料であること、前記少なくとも1個の不連続部が破裂線であること、および、前記破裂線を画定する前記マージン部が、前記マージン部の開放縁部に向かって厚さが減少し、互いに重なることを特徴とする、ディスペンシングバルブ。
【請求項2】
前記ポリオレフィン材料が10分当たり10〜45gの溶融流動指数を有する、請求項1に記載のバルブ。
【請求項3】
前記バルブフラップを画定する前記不連続部または各不連続部の端部の間に延在する線によって構成された一体型ヒンジの曲げ弾性率が200〜1400である、請求項1または2に記載のバルブ。
【請求項4】
バルブプレートが、前記バルブフラップまたは各バルブフラップを画定する前記不連続部または各不連続部の前記端部の間に延在し、前記一体型ヒンジの位置を画定する厚さが減少する線を有する、請求項3に記載のバルブ。
【請求項5】
前記バルブフラップまたは各バルブフラップの前記マージン部が、前記マージン部の長さの大半にわたって、前記バルブ部材の静止部に形成されたマージン部と協働する、請求項1〜4のいずれか一項に記載のバルブ。
【請求項6】
十字架形状に配置され、1個ずつがほぼ長方形の形状であり、各バルブ部材の外端部で前記バルブ部材と一体的に連結されている、4個のバルブフラップが存在する、前記請求項のいずれか一項に記載のバルブ。
【請求項7】
各バルブフラップの前記内端部のマージン部が2個の隣接するバルブフラップの前記内端部のマージン部と協働する、請求項6に記載のバルブ。
【請求項8】
使用中に、流動性材料用の容器の分配開口部に広がり、前記容器への連結のための周辺スカート部と一体化され、前記バルブ部材を構成する閉鎖プレートを備える、請求項1〜7のいずれか一項に記載のバルブを組み込む容器閉鎖部。
【請求項9】
流動性材料用のディスペンシングバルブを製造する方法であって、
バルブ部材を形成するため、一方側の第1の金型部材、および、比較的可動性のある破裂部材を含むもう一方側の第2の可動金型部材によって部分的に画定された金型空洞に高温の流動性ポリオレフィン材料を射出するステップと、
厚さが減少した1本以上の第1の線を画定するバルブ部材の、前記第2の金型部材によって画定された表面に1個以上の第1の細長い窪み部を形成するステップと、
前記ポリオレフィン材料が冷えて硬化することを可能にするステップと、
ギャップを作り出すため、前記第1の金型部材と相対的に前記第2の金型部材を移動させるステップと、
前記厚さが減少した第1の線に沿って前記破裂部材を破裂させるために、前記破裂部材を前記バルブ部材に対して進めるステップと、
前記バルブ部材を取り出すステップと、
を備える方法。
【請求項10】
前記厚さが減少した1本以上の線が仮想的な線に沿って前記バルブ部材の残りの部分に一体的に連結された細長い領域を画定し、
前記線に沿って厚さが減少した第2の線を形成するため、前記線に沿って前記第1の細長い窪み部より小さい深さを有する第2の細長い窪み部を形成するステップを含む、
請求項9に記載の方法。
【請求項11】
複数の細長い領域を画定するために複数の第1の細長い窪み部を形成するステップと、
それぞれの破裂部材を前記第1の細長い窪み部に沿って破裂させるため、それぞれの破裂部材を各細長い領域に対して移動させるステップと、
を含む、
請求項9または10に記載の方法。
【請求項12】
十字架形状に配置された4個の細長い領域が形成され、
各細長い領域の前記外端部に厚さが減少した第2の線を形成するステップを含む、
請求項11に記載の方法。
【請求項13】
射出されるポリオレフィン材料が、前記破裂部材を進める前に、40℃〜70℃の温度まで冷えることが可能にされる、請求項9〜12のいずれか一項に記載の方法。
【請求項1】
少なくとも1個の細長い不連続部が形成された弾性ポリマー材料で作られたバルブ部材を備え、前記少なくとも1個の不連続部が、前記バルブ部材の一体部品であるが、前記不連続部によって画定されたマージン部が前記バルブ部材の前記隣接する材料に連結されていない少なくとも1個のバルブフラップを画定し、前記バルブフラップが、圧力が印加されて、前記不連続部の前記隣接するマージン部が実質的なシールを形成する閉位置から、前記不連続部の前記マージン部が互いに離間し、材料が前記バルブ部材の中を流れることができる開位置へ移動可能である、流動性材料用のディスペンシングバルブであって、
前記ポリマー材料がポリオレフィン材料であること、前記少なくとも1個の不連続部が破裂線であること、および、前記破裂線を画定する前記マージン部が、前記マージン部の開放縁部に向かって厚さが減少し、互いに重なることを特徴とする、ディスペンシングバルブ。
【請求項2】
前記ポリオレフィン材料が10分当たり10〜45gの溶融流動指数を有する、請求項1に記載のバルブ。
【請求項3】
前記バルブフラップを画定する前記不連続部または各不連続部の端部の間に延在する線によって構成された一体型ヒンジの曲げ弾性率が200〜1400である、請求項1または2に記載のバルブ。
【請求項4】
バルブプレートが、前記バルブフラップまたは各バルブフラップを画定する前記不連続部または各不連続部の前記端部の間に延在し、前記一体型ヒンジの位置を画定する厚さが減少する線を有する、請求項3に記載のバルブ。
【請求項5】
前記バルブフラップまたは各バルブフラップの前記マージン部が、前記マージン部の長さの大半にわたって、前記バルブ部材の静止部に形成されたマージン部と協働する、請求項1〜4のいずれか一項に記載のバルブ。
【請求項6】
十字架形状に配置され、1個ずつがほぼ長方形の形状であり、各バルブ部材の外端部で前記バルブ部材と一体的に連結されている、4個のバルブフラップが存在する、前記請求項のいずれか一項に記載のバルブ。
【請求項7】
各バルブフラップの前記内端部のマージン部が2個の隣接するバルブフラップの前記内端部のマージン部と協働する、請求項6に記載のバルブ。
【請求項8】
使用中に、流動性材料用の容器の分配開口部に広がり、前記容器への連結のための周辺スカート部と一体化され、前記バルブ部材を構成する閉鎖プレートを備える、請求項1〜7のいずれか一項に記載のバルブを組み込む容器閉鎖部。
【請求項9】
流動性材料用のディスペンシングバルブを製造する方法であって、
バルブ部材を形成するため、一方側の第1の金型部材、および、比較的可動性のある破裂部材を含むもう一方側の第2の可動金型部材によって部分的に画定された金型空洞に高温の流動性ポリオレフィン材料を射出するステップと、
厚さが減少した1本以上の第1の線を画定するバルブ部材の、前記第2の金型部材によって画定された表面に1個以上の第1の細長い窪み部を形成するステップと、
前記ポリオレフィン材料が冷えて硬化することを可能にするステップと、
ギャップを作り出すため、前記第1の金型部材と相対的に前記第2の金型部材を移動させるステップと、
前記厚さが減少した第1の線に沿って前記破裂部材を破裂させるために、前記破裂部材を前記バルブ部材に対して進めるステップと、
前記バルブ部材を取り出すステップと、
を備える方法。
【請求項10】
前記厚さが減少した1本以上の線が仮想的な線に沿って前記バルブ部材の残りの部分に一体的に連結された細長い領域を画定し、
前記線に沿って厚さが減少した第2の線を形成するため、前記線に沿って前記第1の細長い窪み部より小さい深さを有する第2の細長い窪み部を形成するステップを含む、
請求項9に記載の方法。
【請求項11】
複数の細長い領域を画定するために複数の第1の細長い窪み部を形成するステップと、
それぞれの破裂部材を前記第1の細長い窪み部に沿って破裂させるため、それぞれの破裂部材を各細長い領域に対して移動させるステップと、
を含む、
請求項9または10に記載の方法。
【請求項12】
十字架形状に配置された4個の細長い領域が形成され、
各細長い領域の前記外端部に厚さが減少した第2の線を形成するステップを含む、
請求項11に記載の方法。
【請求項13】
射出されるポリオレフィン材料が、前記破裂部材を進める前に、40℃〜70℃の温度まで冷えることが可能にされる、請求項9〜12のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2011−502812(P2011−502812A)
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2010−530536(P2010−530536)
【出願日】平成20年10月13日(2008.10.13)
【国際出願番号】PCT/GB2008/003462
【国際公開番号】WO2009/056792
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(506318632)カーボナイト コーポレーション (9)
【氏名又は名称原語表記】CARBONITE CORPORATION
【住所又は居所原語表記】El Dorado Building, 2nd Floor, 52nd & Elvira Mendez Streets, P.O.Box 1358 WTC, Panama (PA)
【Fターム(参考)】
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成20年10月13日(2008.10.13)
【国際出願番号】PCT/GB2008/003462
【国際公開番号】WO2009/056792
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(506318632)カーボナイト コーポレーション (9)
【氏名又は名称原語表記】CARBONITE CORPORATION
【住所又は居所原語表記】El Dorado Building, 2nd Floor, 52nd & Elvira Mendez Streets, P.O.Box 1358 WTC, Panama (PA)
【Fターム(参考)】
[ Back to top ]