
ディスペンス装置用多孔ノズル
【課題】分散系や高粘度などの種々の組成系に対応可能なディスペンス装置に用いる多孔ノズルであって、それぞれのノズルからの吐出を均一にできるノズル構造を提供する。
【解決手段】ディスペンス装置100に使用される多孔ノズル125は、ディスペンス液供給手段110が接続される液通過部126と、液通過部126から拡径する拡径部127と、拡径部127の末端の吐出面に配置されるノズル部128とを備え、ノズル部128より上流側の流路内に、ディスペンス液35のノズル部128への分配を均一化するための多孔プレート121を備える。
【解決手段】ディスペンス装置100に使用される多孔ノズル125は、ディスペンス液供給手段110が接続される液通過部126と、液通過部126から拡径する拡径部127と、拡径部127の末端の吐出面に配置されるノズル部128とを備え、ノズル部128より上流側の流路内に、ディスペンス液35のノズル部128への分配を均一化するための多孔プレート121を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、微生物検査を迅速に且つ正確に行うことができる微生物培養シートなどの製造に好適に用いられるディスペンス装置用の多孔ノズルに関する。
【背景技術】
【0002】
微生物の存在を確認したり、微生物数を測定したりする方法としては、寒天平板混釈法がある。この方法では、培地としてあらかじめ滅菌したシャーレに形成した寒天培地を使用するため、寒天培地を高圧蒸気滅菌するためのオートクレーブや、微生物検査を無菌的に行うことができる検査室が必要となる。また、微生物のサンプリングから試料液の調製、分注、培地との混釈、培養、計数に至る微生物検査の操作には熟練を要する。そこで、高度の熟練を必要とすることなく、簡便に微生物検査を行うことができる乾燥した培養層を備える微生物培養シートの開発が進められてきた。
【0003】
これまで、報告されているシート状の微生物培養器としては、例えば、支持体の上部表面上に形成された水ベース接着剤組成物層と、該接着剤組成物層に付着されたゲル化剤を含む冷水溶解性粉末と、該冷水溶解性粉末を被覆するカバーシートとからなる培養器装置がある(特許文献1参照)。また、方形の粘着シート上に円形の水溶性高分子化合物層と多孔質マトリックス層とを積層し、上部に方形の透明フィルムを配設した微生物培養器がある(特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3383304号公報
【特許文献2】国際公開第01/044437号
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような微生物培養シートにおける乾燥した培養層の形成方法としては、微生物を適切に発育させるために培養層にある程度の厚みが必要となる点を考慮して、スクリーン印刷などの各種の印刷方式やコーティング方式が用いられている。
【0006】
しかしながら、塗布する培地液が非相溶の分散系であったり、粘度が高い培地液を塗布する場合などでは、印刷方式やコーティング方式が適さない場合があり、塗布領域の平滑性が低下する場合がある。微生物培養シートにおける培養層の厚さや平滑性は検査結果に大きな影響を与えるので、測定精度の低下に繋がる。
【0007】
本発明は、上記問題点に鑑みてなされたものであって、例えば、微生物の発育に必要十分で、且つ、均一な厚みの培養層を備え、正確な微生物検査を行うことが可能な微生物培養シートを、精度良く、且つ、連続的に製造することができる製造装置に好適に用いられるディスペンスノズルを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、基材シート上の所定の領域に対して、微生物の発育に必要な成分を含む培地液を多孔ノズルを用いてディスペンス(分注)し、ディスペンスの際に、ノズルと基材とのクリアランスと、培地液の表面張力と、を利用した間接転写方式を用いることで、培地液が非相溶の分散系であったり高粘度であっても、培養層の厚さや平滑性を均一にでき、かつ、塗布領域への同時ディスペンスが可能となることを見出した。
【0009】
そして、更に多孔ノズルのノズル部の吐出面の上流側に、所定の構造の多孔プレートを配置することで、多孔ノズルのそれぞれの吐出の均一化を図ることができることを見出し本発明を完成するに至った。具体的には、本発明は以下のものを提供する。
【0010】
(1) ディスペンス液供給部が接続される液通過部と、
該液通過部から拡径する拡径部と、
該拡径部の末端の吐出面に配置される多孔のノズル部と、を備える多孔ノズルであって、
前記ノズル部より上流側の流路内に、前記ディスペンス液の前記ノズル部への分配を均一化するための多孔プレートを備える多孔ノズル。
【0011】
(2) 前記ノズル部と前記多孔プレートとが略並行に配置され、
前記多孔プレートの垂直方向から見て、前記多孔プレートと前記吐出面とが略重なる位置に配置される(1)記載の多孔ノズル。
【0012】
(3) 前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記ノズル部のノズルが存在しない位置に配置されている(1)又は(2)記載の多孔ノズル。
【0013】
(4) 前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記液通過部が存在しない位置に配置されている(1)から(3)いずれか記載の多孔ノズル。
【0014】
(5) 前記ノズル部と前記多孔プレートとの間にメッシュプレートが配置され、
前記多孔プレートと前記メッシュプレートとの間には所定のクリアランス空間が存在する(1)から(4)いずれか記載の多孔ノズル。
【0015】
(6) 前記ノズル部の各ノズルの孔径が0.1〜3.0mm/個、ノズルの配置密度が5〜20個/cm2であり、
前記多孔プレートの各孔部の孔径が0.1〜5.0mm/個、孔部の配置密度が5〜20個/cm2である(1)から(5)いずれか記載の多孔ノズル。
【発明の効果】
【0016】
本発明の多孔ノズルは、例えば、微生物培養シ−トにおける培養層を形成するためのディスペンス装置に好適に用いることができ、分散系や高粘度などの種々の組成系のディスペンス液に対応でき、それぞれのノズルからの吐出を均一にできる。その結果、微生物の発育に必要十分で、且つ、均一な厚みの培養層を形成できるので、コロニーが滲み難く、また、コロニーの形成速度に差が生じ難くなり、コロニー数の計測等の微生物検査を正確に行うことが可能な微生物培養シートを製造することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の多孔ノズルを微生物培養シートを製造するディスペンス装置に適用した一例を示す全体概略構成図である。
【図2】図1におけるディスペンス部の全体動作を示す概略図である。
【図3】図1における上下ディスペンス部可動手段の動作を示す概略図である。
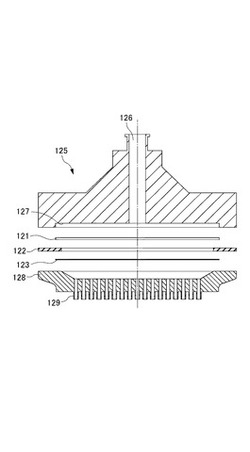
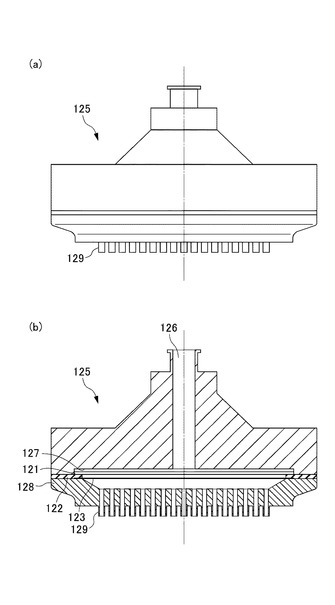
【図4】多孔ノズルの側面図(a)及びその断面図(b)である。
【図5】図4(b)の分解図である。
【図6】ノズル部を下方から見た底面図である。
【図7】多孔プレートの平面図である。
【図8】図1における上下ディスペンス部可動手段の動作の詳細を示す概略図である。
【図9】微生物培養シートの製造方法を順次示す平面図である。
【図10】微生物培養シートの部分透視平面図(A)及び断面図(B)である。
【発明を実施するための形態】
【0018】
以下、本発明の具体的な実施形態について、微生物培養シートの製造例を一例として挙げて詳細に説明するが、本発明は、以下の実施形態に何ら限定されるものではなく、本発明の目的の範囲内において、適宜変更を加えて実施することができる。
【0019】
<ディスペンス装置の構成>
[ディスペンス装置の全体構成]
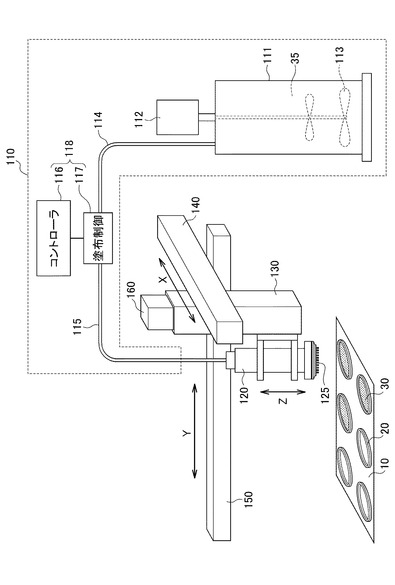
図1に示すように、このディスペンス装置100は、基材シート10上の所定の領域に、培養層30を形成するための培地液となるディスペンス液35を注入するための装置である。このディスペンス装置100は、ディスペンス液35を供給するディスペンス液供給手段110と、このディスペンス液供給手段110に接続され末端に多孔ノズル125を有するディスペンス部120と、このディスペンス部120を基材シート10の水平面に対して上下方向(図1におけるZ方向)に移動可能なZ方向可動手段130と、ディスペンス部120を基材シート10の水平面方向の一方向(図1におけるX方向)に移動可能なX方向可動手段140と、ディスペンス部120を基材シート10の水平面方向の他方向(図1におけるY方向)に移動可能なY方向可動手段150と、を備える。
【0020】
[ディスペンス液供給手段]
この実施形態におけるディスペンス液供給手段110は、ディスペンス液35を収容可能な中空筒状の容器本体111と、バルブ117と吐出圧制御装置116とからなる吐出圧制御システム118とから主に構成されている。
【0021】
容器本体111内には、容器内部のディスペンス液35を攪拌するための攪拌羽根113が略中央部の底部に配置されており、攪拌羽根113を回転させるための回転軸がモーター112に接続されている。
【0022】
容器本体111とバルブ117とは液送可能な中空チューブ114を介して接続されており、バルブ117とディスペンス部120とは同じく液送可能な中空チューブ115を介して接続されている。
【0023】
吐出圧制御システム118を構成する一例であるバルブ117と吐出圧制御装置116は、いずれも公知のものが使用でき特に限定されない。また、吐出圧制御システム118は必ずしも圧力制御に限定されず、例えば流量計量式の流量制御であってもよく、容量計量式の容量制御であってもよい。
【0024】
[多孔ノズル]
中空チューブ115の他端が接続されるディスペンス部120の先端には、多孔ノズル125が配置されている。次にこの多孔ノズル125について図4から図8を参照しながら説明する。
【0025】
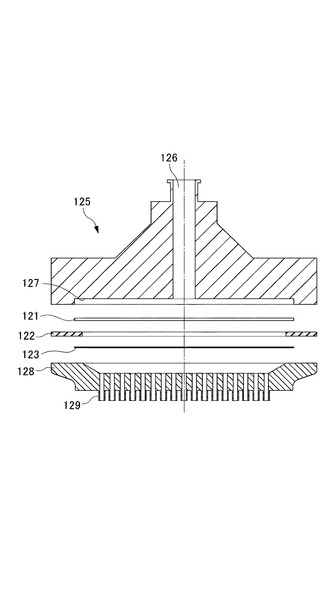
この多孔ノズル125には、ディスペンス液供給部110の末端が接続されて、ディスペンス液35の流路となる液通過部126が内部に形成されている。液通過部126の径は好ましくは2〜25mmであり、より好ましくは4〜8mmである。そして液通過部126の末端から連通して拡径する拡径部127を備えている。この実施形態では拡径部127は水平方向に拡径した後に垂直下方に延びて、結果として下方からみて円柱凹部を形成している。なお、拡径部127の形状はこれに限らず、例えば下方からみて逆円錐台状の凹部を形成していてもよい。
【0026】
図5に示すように、拡径部127の末端側には、本発明の特徴である多孔プレート121、リング状のシールパッキン122、メッシュプレート123が順次重ねられ、これらを介して拡径部127の末端の吐出面には多孔のノズル部128が配置されている。メッシュプレート123は異物を事前に取り除くための金属等のメッシュであり、好ましいメッシュは20メッシュ(目開き0.850mm)から80メッシュ(目開き0.178mm)である。この範囲内であれば異物を事前に取り除くがディスペンス液35の抵抗は小さいので多孔ノズル125内での液拡散への影響が小さい。なお、多孔プレート121とメッシュプレート123との間にはシールパッキン122の存在によって所定のクリアランスが存在する。クリアランス距離はディスペンス液35の濡れ性や表面張力などによって適宜設定できるが、好ましくは0.5mm〜5.0mm、より好ましくは1.0〜3.0mmである。
【0027】
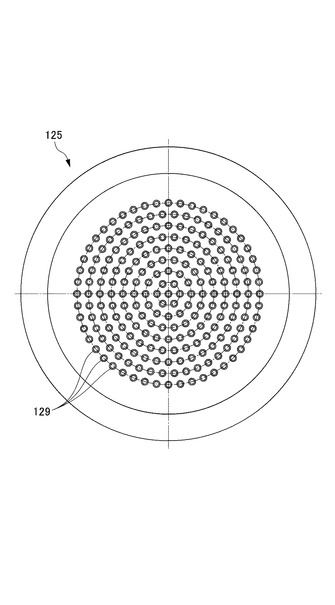
ノズル部128には複数のノズル129が配置されている。図6には配置の一例を示す。この態様では多孔ノズル125のノズル部128は下方から見た吐出面が全体として円形をなしており、吐出面には多数の吐出孔であるノズル129が形成されている。吐出面の径は好ましくは20〜100mmであり、より好ましくは30〜70mmである。
【0028】
ノズル129は、各々が等間隔で配置されていてもよいし、部分的に密に配置されていてもよい。本実施形態では、多孔ノズル125のノズル129の配置密度は、培養層30の外周付近に該当する箇所で部分的に高くなっている。このような態様によれば、培養層30の外周に枠層20を形成した場合に、枠層20と培養層30との間に隙間なく培地液を拡げることができる。
【0029】
多孔ノズルの各ノズル129の孔径は、0.1〜3.0mm/個であることが好ましく、0.3〜2.0mm/個であることがより好ましく、0.5〜2.0mm/個であることが特に好ましく、0.9mm〜1.6mm/個であることが最も好ましい。0.1mm/個未満では固形分の詰まりや流量不足が発生するため好ましくなく、3.0mm/個を超えるとディスペンス液の拡散機能が落ち始めることがあるため好ましくない。上記範囲であれば、ディスペンス液の液ダレや詰まりが生じ難い。特に、分散系のディスペンス液の場合には、孔が大きすぎると液ダレや塗布後のムラが生じやすく、孔が小さすぎると分散する栄養成分等の粒径によっては詰まりが生じやすくなる。なお、個々の孔径は、上記範囲内であれば全て同じ大きさでなくてもよい。
【0030】
また、多孔ノズルの吐出孔Kの配置密度は、5〜20個/cm2であることが好ましく、5〜16個/cm2であることがより好ましく、8〜16個/cm2であることが最も好ましい。配置密度が5個/cm2未満であると、流量不足が発生し、ディスペンス液の拡散機能が落ち始めることがあり、ディスペンス液が十分に拡がらず、均一な厚みの培養層や厚みのある培養層の形成が困難となる場合がある。配置密度が20個/cm2を超えると、孔同士の隙間が狭くなるため、分注の際にディスペンス液同士が接触し、良好に分注することができない場合がある。なお、多孔ノズルとしては、例えば、武蔵エンジニアリング社製のマルチノズルMNシリーズ等の一般に市販されているものも使用することができる。
【0031】
上記のようにノズル部128より上流側の流路内には、ディスペンス液35のノズル部128への分配を均一化するための円盤状の多孔プレート121が、ノズル部128と並行に配置されている。この実施形態では、ノズル部128の吐出面と多孔プレート121とが共に略円形をなして略同面積であるが、ノズル部128への流量確保の点からそれより大きい面積であってもよい。
【0032】
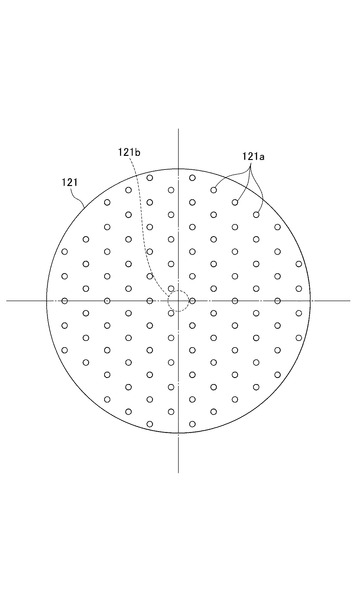
図7には多孔プレート121の一例を示す。多孔プレート121には複数の孔部121aが形成されている。それぞれの孔部の孔径は、0.1〜5.0mm/個であることが好ましく、0.1〜3.0mm/個であることがより好ましく、0.1〜2.0mm/個であることが更により好ましく、0.5〜2.0mm/個であることが最も好ましい。0.1mm/個未満では固形分の詰まりや流量不足が発生するため好ましくなく、5.0mm/個を超えるとディスペンス液の拡散性能が低下する場合があるので好ましくない。また、孔部121aの配置密度は、5〜20個/cm2であることが好ましく、5〜16個/cm2であることがより好ましく、8〜16個/cm2であることが最も好ましい。配置密度が5個/cm2未満であると、流量不足が発生し、ディスペンス液の拡散機能が落ち始めることがあり、ディスペンス液が十分に拡がらず、均一な厚みの培養層や厚みのある培養層の形成が困難となる場合がある。配置密度が20個/cm2を超えると、孔同士の隙間が狭くなり、プレート上で充分に液が拡散する前にノズルから液が吐出されてしまい、培養層を均一に形成できない場合がある。
【0033】
多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aは、ノズル部128のノズル129が存在しない位置に配置されていることが好ましい。また、
多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aは、液通過部126が存在しない位置に配置されていることが好ましい。具体的には、図7における点線で囲われた領域121bが液通過部126が存在する位置であり、この領域を避けて孔部121aが配置されることが好ましい。
【0034】
[X方向/Y方向/Z方向可動手段]
ディスペンス部120は、図1のXYZ直交空間において、Zステージ上に配置されるとともに、Z方向可動手段130によって、Z方向にスライド可動可能となっており、これが本発明における上下ディスペンス部可動手段に相当する。さらに、この実施形態においては、ディスペンス部120を含むZ方向可動手段130自体が、X方向可動手段140、Y方向可動手段150によってX方向、Y方向にもスライド移動可能となっており、結果としてXYZ空間上の任意の点にディスペンス部120が移動可能となっている。この移動制御を行うのが可動制御手段160である。この実施態様においては、Z方向のみならず、XY方向への制御もこの可動制御手段160で行うことができる。Z方向可動手段130、X方向可動手段140、Y方向可動手段150、可動制御手段160はそれぞれ従来公知のステージ装置などを用いることができ特に限定されない。
【0035】
[枠部形成手段]
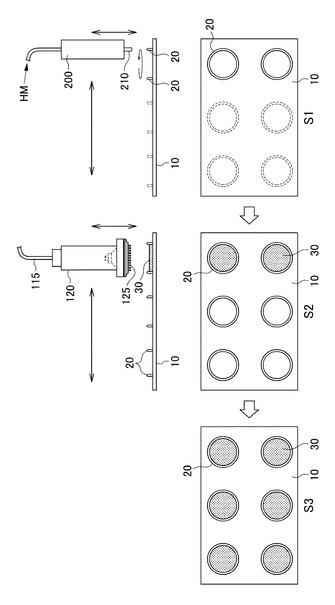
後述する図2の工程S1に示すように、基材シート10上には微生物培養シートの培養層30の範囲を画定するために、ホットメルト樹脂からなる円周状の枠層20があらかじめ形成される。このため、このディスペンス装置100においてはディスペンス部120とは別に、ホットメルトガン200が装着されている。このホットメルトガン200はディスペンス部120と同様にX方向/Y方向/Z方向に可動となっており、ホットメルト樹脂(図2におけるHM)が外部から供給可能であるとともに、先端に単独の吐出ノズル210を有し、図示しないガン制御部によって任意の箇所、形状にホットメルト樹脂を塗布可能であり、これによって円周状の枠層20を形成できる。なお、本発明においては、枠層20は培養層30の範囲を画定するための枠部、すなわち段差部であればよく、枠層20はホットメルト樹脂には限定されず、例えば紫外線硬化樹脂であってもよい。また、枠部を所定の厚さのシートによって形成して培養層30の範囲を凹部としてもよい。
【0036】
<ディスペンス装置の動作>
[前準備段階]
微生物培養シートの製造を一例として、このディスペンス装置100の動作について説明することで、本発明の多孔ノズルの作用についても説明する。まず、アルコール系溶媒に、バインダー、ゲル化剤、栄養成分、発色指示薬、選択剤等を溶解又は分散させて、ディスペンス液35を調製して容器本体111内に投入し、攪拌羽根113を回転させて沈降を防ぐ。ここまでが前準備段階である。
【0037】
ディスペンス液35の粘度としては、室温、例えば25℃において100〜2000cp(mPa・s)の範囲が好ましく、より好ましくは100〜1200cp、特に好ましくは150〜300cpである。100cp未満であると、表面張力が不充分で滴下体を形成しにくく、ノズルあたりの塗布量がばらつくので好ましくなく、2000cpを超えると粘度も高くなってノズルからの吐出性、転写性、レベリング性のいずれも低下するので好ましくない。このような高粘度のディスペンス液35であっても本発明のディスペンス装置100を用いることで、厚さムラのない平滑な培養層30を形成できる点に本発明の特徴の一つがある。なお、粘度装置及び測定条件の一例を挙げれば、E型粘度計である英弘精機株式会社製のViscotester550を用い、20℃/500rpm時の測定値である
【0038】
[枠層形成]
次に、図2の工程S1に示すように、本発明における基材に相当する基材シート10をXY面上に配置する。ここでいう基材シート10の塗布面が本発明における基材面に相当する。このとき図9を併せて参照すると、微生物培養シートは図9(A)の状態である。なお、図2における各工程の上段はX方向から見た正面図であり、下段は基材シート10をZ方向から見た平面図である。そして、ホットメルトガン200のX方向稼動手段/Y方向稼動手段/Z方向稼動手段(図示せず)の、いずれか又は複数を可動させることで、所望の位置にホットメルトガン200を配置し、例えばガン制御部からの制御によりホットメルトを吐出しながらノズル210を回転移動させることで円周状の枠層20を形成する。微生物培養シートは図9(B)の状態である。
【0039】
なお、図2の工程S1の下段に示すように、一の枠層20の形成後に、ホットメルトガン200のX方向稼動手段及び/又はY方向稼動手段を可動させ、基材シート10上におけるXY座標位置を変更することで、複数の枠層20をあらかじめ形成してもよい。
【0040】
[ディスペンス工程]
次に、ディスペンス装置100のX方向可動手段140、Y方向可動手段150のいずれか又は双方を可動させることで、所望の枠層20のXY座標位置と、多孔ノズル125のXY座標位置が重なるように調整する。このときZ方向のディスペンス部120の位置は充分に基材シート10から離間している(図3(a)の状態)。
【0041】
このとき、基材シート10上の枠層20と、多孔ノズル125の吐出面とは互いに対向するように配置されており、図9(C)に示すように基材シート10上の枠層20に囲まれた凹部領域を複数の分割領域Pに仮想分画し、それぞれの分割領域Pに対応して割り当てられているノズル129を有する多孔ノズル125、言い換えれば分割領域の数と同数のノズル129を有する多孔ノズル125が配置される。
【0042】
この状態で、図3(b)に示すようにZ方向可動手段130を制御してディスペンス部120を下方に移動して、図8(a)に示すようにノズル先端部と基材シート10面との距離がhとなる点で停止させる。この離間距離hは、ディスペンス液35の粘度やノズル径などによってあらかじめ設定される。離間距離hは0.3mm〜2.0mmが好ましい。0.3mm未満では充分な滴下体を形成できないので安定した塗布量が得られず、基材面への転写性やレベリング性が低下する。また、ノズル自体がディスペンス液で汚れるので長時間の稼動が困難になる。2.0mmを超えると滴下体が基材面に届かずに転写が困難となる。
【0043】
次いで、吐出圧制御システム118を動作させ、多孔ノズル125から図8(b)に示すように吐出を開始する。このとき、ディスペンス液35は、液通過部126から連通する拡径部127を経由して一旦多孔プレート121上に広がり、その孔部121aを通過してから下方のメッシュプレートを介してノズル部128上に到達する。多孔プレート121がなく、ディスペンス液35が直接ノズル部129に到達すると、ノズル部128の中心部と周辺部とで液の不均一が生じる。中心部では液供給時の流速の影響を強く受けてしまい、逆に吐出量が減少して塗膜が薄くなる。また、外周部付近では固形分と非固形分とで外周までの到達時間が異なることで固形分濃度が下がってしまいやはり塗膜が薄くなる。これに対して、一旦多孔プレート121上に広がらせて、そこから孔部121aを通過させて下方に落とすことで、上記の流速違いや到達時間差の問題を排除することができる。
【0044】
この点において、多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aを、ノズル部128のノズル129が存在しない位置に配置することや、多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aを、液通過部126が存在しない位置に配置することも、ノズル部128におけるディスペンス液35の上方向から下方向への流速を一端水平方向に逃がすことで、流速の影響を緩和できるので有効である。
【0045】
なお、メッシュプレート123は上記のように異物の除去のほか、脱泡の役割も兼ねる、これも均一な吐出に貢献する。また、多孔プレート121とメッシュプレート123との間にクリアランスを設けることで、脱泡を促進でき更に吐出ムラが減少する。
【0046】
図8(b)のような吐出の初期段階では、ノズル129からの吐出量は最終吐出量より少ない量であり、その表面張力によってノズル先端から自重で垂れ下がった涙形の滴下体35bの状態となる。その後、吐出を続けることで、図8(c)の状態まで滴下体35cが成長する。この辺りでノズル129からの吐出量が最終吐出量に近くなる。更に吐出を続けると、図8(d)のように基材シート10上に滴下体35dが接触して、滴下体は基材シート10との濡れ性の関係で基材シート10側へ移行し転写されていく。その後、多孔ノズル125を上方に離間させてhより大きくすることで、図8(e)や図9(D)のような半球状の滴下体35eを瞬間的に経て、拡散し、図8(f)や図9(E)のようにレベリングして平滑化する。
【0047】
吐出圧制御システム118の動作開始タンミングとしては、図8(a)の離間距離hの状態が好ましいが、その若干前の下降段階であってもよい。吐出圧制御システム118の動作終了タンミングとしては、図8(d)の状態が好ましい。なお、離間距離hでの保持時間も吐出圧など条件やディスペンス液35の粘度などに応じて適宜設定可能であるが、その一例を挙げれば0.2〜3.0秒である。
【0048】
このように吐出圧制御システム118を制御することで、滴下体の表面張力によって滴下体の体積を所定範囲内に維持できるとともに、基材シート10へのディスペンス液35の濡れ性を利用することで、基材シート10への優れた転写性とその後のレベリング性を発揮できる優れた方式である。
【0049】
なお、図2の工程S2の下段に示すように、一の枠層20へのディスペンス完了後に、X方向可動手段140及び/又はY方向可動手段150を可動させ、基材シート10上におけるXY座標位置を変更することで、複数の枠層20へのディスペンスを連続的に行なうことも可能である。そして工程S1と工程S2を組み合わせることで(工程S3)、基材シート10上の複数の箇所に培養層30を形成できる。
【0050】
[後工程]
その後、図示しない熱風等の乾燥装置によって所定の乾燥工程を経てディスペンス液35を培養層30とした後、二軸延伸ポリプロピレンフィルム等のカバーフィルム40を、上記培養層30を形成した基材シート10上に積層し、一辺の端部を接着し、必要に応じて図示しない裁断装置で個別に裁断することで微生物培養シートを製造することができる。
【0051】
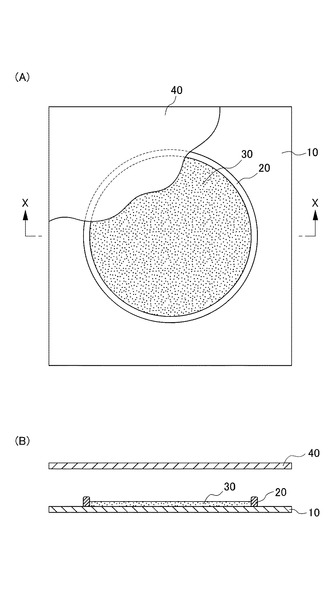
このようにして製造された微生物培養シートは、図10に示すように、方形の基材シート10上に培養層30を備えている。培養層30の外周には疎水性樹脂からなる円形の枠層20が形成されており、培養層30は、枠層20に囲まれた凹部領域に形成されている。また、枠層20と培養層30との間には隙間がなく、両層は接触している。そして、枠層20と培養層30とを被覆するように、方形の透明なカバーフィルム40が設けられている。
【0052】
この微生物培養シートによれば、培養層30の外周に円形の枠層20が形成されているので、被検液を遺漏させることなく、所定の範囲に確実に拡げることができる。また、枠層20は疎水性樹脂で形成されているので、培養層30上に被検液を接種した場合でも、枠層20が被検液によって崩れることがない。更に、枠層20と培養層30とは接触しているので、隙間に被検液が貯留することがなく、培養層30上に被検液を均一に拡げることができる。そして、本発明のディスペンス装置を用いることで、微生物の発育に必要十分で、且つ、均一な厚みの培養層を形成できるので、コロニーが滲み難く、また、コロニーの形成速度に差が生じ難くなり、コロニー数の計測等の微生物検査を正確に行うことが可能となる。
【実施例】
【0053】
以下、実施例により、本発明を更に詳細に説明するが、本発明はこれらの記載に何ら制限を受けるものではない。
【0054】
<ディスペンス液の製造>
メタノールにポリビニルピロリドン(商品名「ポリビニルピロリドン K−90」,日本触媒社製)20gを溶解し、これにグアーガム粉末(商品名「NEOVISCO G」,400メッシュタイプ,三晶社製)60gを分散した。これに、栄養成分として、トリプトン(商品名「BACT TRYPTONE」,Becton,Dickinson and Company社製)3.26g、肉エキス(商品名「Lab−Lemco」,Oxoid社製)0.82g、酵母エキス(商品名「YEAST EXTRACT」,Becton,Dickinson and Company社製)0.03g、ブドウ糖(商品名「D−(+)−GLUCOSE」,和光純薬工業社製)0.16g、塩化ナトリウム(和光純薬工業社製)0.41g、及びリン酸水素二ナトリウム(和光純薬工業社製)0.37gを添加し、メタノール量を調整して固形分比率35%のディスペンス液を調製した。ディスペンス液の粘度は100〜300cpであった。
【0055】
次に図1から図3に示すようなディスペンス装置を用い、図4から図7に示す構成の多孔ノズルを用いてディスペンス液を下記の条件で吐出し、1サンプル当たり8点測定した乾燥膜厚の標準偏差σと、そのσを平均値除した値を塗布量バラツキ率R(%)として算出するとともに、転写とレベリングの状況を目視で評価した(実施例)。
【0056】
ノズル孔径:1.25mm
ノズル孔配置密度:10〜11個/cm2
塗布量(wet):510g/m2
塗布量(dry):180g/m2
平均塗膜厚さ:250〜300μm
多孔プレートの孔部径:1.2mm
多孔プレートの孔部配置密度:10個/cm2
メッシュプレート:40メッシュ(目開き381μm)
【0057】
その結果、実施例においては、σが6.3%、Rが32.7%とバラツキが小さく、外観も抜けがなく、膜厚の薄いところも観察されなかった。
【0058】
比較例1として、上記の多孔プレート及びメッシュプレートのいずれも使用しなかった以外は実施例と同じ条件で吐出した。その結果、比較例1においては、σが10.0%、Rが55.4%とバラツキが大きく、中心付近に抜けが認められ、最外周部に一部薄い箇所が観察された。
【0059】
比較例2として、上記の多孔プレートのみ使用しなかった以外は実施例と同じ条件で吐出した。その結果、比較例2においては、σが7.1%、Rが74.4%とバラツキが大きく、中心付近に抜けが認められ、最外周部に一部薄い箇所が観察された。
【符号の説明】
【0060】
10 基材シート
20 枠層
30 培養層
35 ディスペンス液
40 カバーフィルム
100 ディスペンス装置
110 ディスペンス液供給手段
114、115 中空チューブ
116 吐出圧制御装置
117 バルブ
118 吐出圧制御システム
120 ディスペンス部
121 多孔プレート
121a 孔部
122 シールパッキン
123 メッシュプレート
125 多孔ノズル
126 液通過部
127 拡径部
128 ノズル部
129 ノズル
130 Z方向可動手段
140 X方向可動手段
150 Y方向可動手段
160 可動制御手段
P 分割領域
【技術分野】
【0001】
本発明は、例えば、微生物検査を迅速に且つ正確に行うことができる微生物培養シートなどの製造に好適に用いられるディスペンス装置用の多孔ノズルに関する。
【背景技術】
【0002】
微生物の存在を確認したり、微生物数を測定したりする方法としては、寒天平板混釈法がある。この方法では、培地としてあらかじめ滅菌したシャーレに形成した寒天培地を使用するため、寒天培地を高圧蒸気滅菌するためのオートクレーブや、微生物検査を無菌的に行うことができる検査室が必要となる。また、微生物のサンプリングから試料液の調製、分注、培地との混釈、培養、計数に至る微生物検査の操作には熟練を要する。そこで、高度の熟練を必要とすることなく、簡便に微生物検査を行うことができる乾燥した培養層を備える微生物培養シートの開発が進められてきた。
【0003】
これまで、報告されているシート状の微生物培養器としては、例えば、支持体の上部表面上に形成された水ベース接着剤組成物層と、該接着剤組成物層に付着されたゲル化剤を含む冷水溶解性粉末と、該冷水溶解性粉末を被覆するカバーシートとからなる培養器装置がある(特許文献1参照)。また、方形の粘着シート上に円形の水溶性高分子化合物層と多孔質マトリックス層とを積層し、上部に方形の透明フィルムを配設した微生物培養器がある(特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3383304号公報
【特許文献2】国際公開第01/044437号
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような微生物培養シートにおける乾燥した培養層の形成方法としては、微生物を適切に発育させるために培養層にある程度の厚みが必要となる点を考慮して、スクリーン印刷などの各種の印刷方式やコーティング方式が用いられている。
【0006】
しかしながら、塗布する培地液が非相溶の分散系であったり、粘度が高い培地液を塗布する場合などでは、印刷方式やコーティング方式が適さない場合があり、塗布領域の平滑性が低下する場合がある。微生物培養シートにおける培養層の厚さや平滑性は検査結果に大きな影響を与えるので、測定精度の低下に繋がる。
【0007】
本発明は、上記問題点に鑑みてなされたものであって、例えば、微生物の発育に必要十分で、且つ、均一な厚みの培養層を備え、正確な微生物検査を行うことが可能な微生物培養シートを、精度良く、且つ、連続的に製造することができる製造装置に好適に用いられるディスペンスノズルを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、基材シート上の所定の領域に対して、微生物の発育に必要な成分を含む培地液を多孔ノズルを用いてディスペンス(分注)し、ディスペンスの際に、ノズルと基材とのクリアランスと、培地液の表面張力と、を利用した間接転写方式を用いることで、培地液が非相溶の分散系であったり高粘度であっても、培養層の厚さや平滑性を均一にでき、かつ、塗布領域への同時ディスペンスが可能となることを見出した。
【0009】
そして、更に多孔ノズルのノズル部の吐出面の上流側に、所定の構造の多孔プレートを配置することで、多孔ノズルのそれぞれの吐出の均一化を図ることができることを見出し本発明を完成するに至った。具体的には、本発明は以下のものを提供する。
【0010】
(1) ディスペンス液供給部が接続される液通過部と、
該液通過部から拡径する拡径部と、
該拡径部の末端の吐出面に配置される多孔のノズル部と、を備える多孔ノズルであって、
前記ノズル部より上流側の流路内に、前記ディスペンス液の前記ノズル部への分配を均一化するための多孔プレートを備える多孔ノズル。
【0011】
(2) 前記ノズル部と前記多孔プレートとが略並行に配置され、
前記多孔プレートの垂直方向から見て、前記多孔プレートと前記吐出面とが略重なる位置に配置される(1)記載の多孔ノズル。
【0012】
(3) 前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記ノズル部のノズルが存在しない位置に配置されている(1)又は(2)記載の多孔ノズル。
【0013】
(4) 前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記液通過部が存在しない位置に配置されている(1)から(3)いずれか記載の多孔ノズル。
【0014】
(5) 前記ノズル部と前記多孔プレートとの間にメッシュプレートが配置され、
前記多孔プレートと前記メッシュプレートとの間には所定のクリアランス空間が存在する(1)から(4)いずれか記載の多孔ノズル。
【0015】
(6) 前記ノズル部の各ノズルの孔径が0.1〜3.0mm/個、ノズルの配置密度が5〜20個/cm2であり、
前記多孔プレートの各孔部の孔径が0.1〜5.0mm/個、孔部の配置密度が5〜20個/cm2である(1)から(5)いずれか記載の多孔ノズル。
【発明の効果】
【0016】
本発明の多孔ノズルは、例えば、微生物培養シ−トにおける培養層を形成するためのディスペンス装置に好適に用いることができ、分散系や高粘度などの種々の組成系のディスペンス液に対応でき、それぞれのノズルからの吐出を均一にできる。その結果、微生物の発育に必要十分で、且つ、均一な厚みの培養層を形成できるので、コロニーが滲み難く、また、コロニーの形成速度に差が生じ難くなり、コロニー数の計測等の微生物検査を正確に行うことが可能な微生物培養シートを製造することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の多孔ノズルを微生物培養シートを製造するディスペンス装置に適用した一例を示す全体概略構成図である。
【図2】図1におけるディスペンス部の全体動作を示す概略図である。
【図3】図1における上下ディスペンス部可動手段の動作を示す概略図である。
【図4】多孔ノズルの側面図(a)及びその断面図(b)である。
【図5】図4(b)の分解図である。
【図6】ノズル部を下方から見た底面図である。
【図7】多孔プレートの平面図である。
【図8】図1における上下ディスペンス部可動手段の動作の詳細を示す概略図である。
【図9】微生物培養シートの製造方法を順次示す平面図である。
【図10】微生物培養シートの部分透視平面図(A)及び断面図(B)である。
【発明を実施するための形態】
【0018】
以下、本発明の具体的な実施形態について、微生物培養シートの製造例を一例として挙げて詳細に説明するが、本発明は、以下の実施形態に何ら限定されるものではなく、本発明の目的の範囲内において、適宜変更を加えて実施することができる。
【0019】
<ディスペンス装置の構成>
[ディスペンス装置の全体構成]
図1に示すように、このディスペンス装置100は、基材シート10上の所定の領域に、培養層30を形成するための培地液となるディスペンス液35を注入するための装置である。このディスペンス装置100は、ディスペンス液35を供給するディスペンス液供給手段110と、このディスペンス液供給手段110に接続され末端に多孔ノズル125を有するディスペンス部120と、このディスペンス部120を基材シート10の水平面に対して上下方向(図1におけるZ方向)に移動可能なZ方向可動手段130と、ディスペンス部120を基材シート10の水平面方向の一方向(図1におけるX方向)に移動可能なX方向可動手段140と、ディスペンス部120を基材シート10の水平面方向の他方向(図1におけるY方向)に移動可能なY方向可動手段150と、を備える。
【0020】
[ディスペンス液供給手段]
この実施形態におけるディスペンス液供給手段110は、ディスペンス液35を収容可能な中空筒状の容器本体111と、バルブ117と吐出圧制御装置116とからなる吐出圧制御システム118とから主に構成されている。
【0021】
容器本体111内には、容器内部のディスペンス液35を攪拌するための攪拌羽根113が略中央部の底部に配置されており、攪拌羽根113を回転させるための回転軸がモーター112に接続されている。
【0022】
容器本体111とバルブ117とは液送可能な中空チューブ114を介して接続されており、バルブ117とディスペンス部120とは同じく液送可能な中空チューブ115を介して接続されている。
【0023】
吐出圧制御システム118を構成する一例であるバルブ117と吐出圧制御装置116は、いずれも公知のものが使用でき特に限定されない。また、吐出圧制御システム118は必ずしも圧力制御に限定されず、例えば流量計量式の流量制御であってもよく、容量計量式の容量制御であってもよい。
【0024】
[多孔ノズル]
中空チューブ115の他端が接続されるディスペンス部120の先端には、多孔ノズル125が配置されている。次にこの多孔ノズル125について図4から図8を参照しながら説明する。
【0025】
この多孔ノズル125には、ディスペンス液供給部110の末端が接続されて、ディスペンス液35の流路となる液通過部126が内部に形成されている。液通過部126の径は好ましくは2〜25mmであり、より好ましくは4〜8mmである。そして液通過部126の末端から連通して拡径する拡径部127を備えている。この実施形態では拡径部127は水平方向に拡径した後に垂直下方に延びて、結果として下方からみて円柱凹部を形成している。なお、拡径部127の形状はこれに限らず、例えば下方からみて逆円錐台状の凹部を形成していてもよい。
【0026】
図5に示すように、拡径部127の末端側には、本発明の特徴である多孔プレート121、リング状のシールパッキン122、メッシュプレート123が順次重ねられ、これらを介して拡径部127の末端の吐出面には多孔のノズル部128が配置されている。メッシュプレート123は異物を事前に取り除くための金属等のメッシュであり、好ましいメッシュは20メッシュ(目開き0.850mm)から80メッシュ(目開き0.178mm)である。この範囲内であれば異物を事前に取り除くがディスペンス液35の抵抗は小さいので多孔ノズル125内での液拡散への影響が小さい。なお、多孔プレート121とメッシュプレート123との間にはシールパッキン122の存在によって所定のクリアランスが存在する。クリアランス距離はディスペンス液35の濡れ性や表面張力などによって適宜設定できるが、好ましくは0.5mm〜5.0mm、より好ましくは1.0〜3.0mmである。
【0027】
ノズル部128には複数のノズル129が配置されている。図6には配置の一例を示す。この態様では多孔ノズル125のノズル部128は下方から見た吐出面が全体として円形をなしており、吐出面には多数の吐出孔であるノズル129が形成されている。吐出面の径は好ましくは20〜100mmであり、より好ましくは30〜70mmである。
【0028】
ノズル129は、各々が等間隔で配置されていてもよいし、部分的に密に配置されていてもよい。本実施形態では、多孔ノズル125のノズル129の配置密度は、培養層30の外周付近に該当する箇所で部分的に高くなっている。このような態様によれば、培養層30の外周に枠層20を形成した場合に、枠層20と培養層30との間に隙間なく培地液を拡げることができる。
【0029】
多孔ノズルの各ノズル129の孔径は、0.1〜3.0mm/個であることが好ましく、0.3〜2.0mm/個であることがより好ましく、0.5〜2.0mm/個であることが特に好ましく、0.9mm〜1.6mm/個であることが最も好ましい。0.1mm/個未満では固形分の詰まりや流量不足が発生するため好ましくなく、3.0mm/個を超えるとディスペンス液の拡散機能が落ち始めることがあるため好ましくない。上記範囲であれば、ディスペンス液の液ダレや詰まりが生じ難い。特に、分散系のディスペンス液の場合には、孔が大きすぎると液ダレや塗布後のムラが生じやすく、孔が小さすぎると分散する栄養成分等の粒径によっては詰まりが生じやすくなる。なお、個々の孔径は、上記範囲内であれば全て同じ大きさでなくてもよい。
【0030】
また、多孔ノズルの吐出孔Kの配置密度は、5〜20個/cm2であることが好ましく、5〜16個/cm2であることがより好ましく、8〜16個/cm2であることが最も好ましい。配置密度が5個/cm2未満であると、流量不足が発生し、ディスペンス液の拡散機能が落ち始めることがあり、ディスペンス液が十分に拡がらず、均一な厚みの培養層や厚みのある培養層の形成が困難となる場合がある。配置密度が20個/cm2を超えると、孔同士の隙間が狭くなるため、分注の際にディスペンス液同士が接触し、良好に分注することができない場合がある。なお、多孔ノズルとしては、例えば、武蔵エンジニアリング社製のマルチノズルMNシリーズ等の一般に市販されているものも使用することができる。
【0031】
上記のようにノズル部128より上流側の流路内には、ディスペンス液35のノズル部128への分配を均一化するための円盤状の多孔プレート121が、ノズル部128と並行に配置されている。この実施形態では、ノズル部128の吐出面と多孔プレート121とが共に略円形をなして略同面積であるが、ノズル部128への流量確保の点からそれより大きい面積であってもよい。
【0032】
図7には多孔プレート121の一例を示す。多孔プレート121には複数の孔部121aが形成されている。それぞれの孔部の孔径は、0.1〜5.0mm/個であることが好ましく、0.1〜3.0mm/個であることがより好ましく、0.1〜2.0mm/個であることが更により好ましく、0.5〜2.0mm/個であることが最も好ましい。0.1mm/個未満では固形分の詰まりや流量不足が発生するため好ましくなく、5.0mm/個を超えるとディスペンス液の拡散性能が低下する場合があるので好ましくない。また、孔部121aの配置密度は、5〜20個/cm2であることが好ましく、5〜16個/cm2であることがより好ましく、8〜16個/cm2であることが最も好ましい。配置密度が5個/cm2未満であると、流量不足が発生し、ディスペンス液の拡散機能が落ち始めることがあり、ディスペンス液が十分に拡がらず、均一な厚みの培養層や厚みのある培養層の形成が困難となる場合がある。配置密度が20個/cm2を超えると、孔同士の隙間が狭くなり、プレート上で充分に液が拡散する前にノズルから液が吐出されてしまい、培養層を均一に形成できない場合がある。
【0033】
多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aは、ノズル部128のノズル129が存在しない位置に配置されていることが好ましい。また、
多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aは、液通過部126が存在しない位置に配置されていることが好ましい。具体的には、図7における点線で囲われた領域121bが液通過部126が存在する位置であり、この領域を避けて孔部121aが配置されることが好ましい。
【0034】
[X方向/Y方向/Z方向可動手段]
ディスペンス部120は、図1のXYZ直交空間において、Zステージ上に配置されるとともに、Z方向可動手段130によって、Z方向にスライド可動可能となっており、これが本発明における上下ディスペンス部可動手段に相当する。さらに、この実施形態においては、ディスペンス部120を含むZ方向可動手段130自体が、X方向可動手段140、Y方向可動手段150によってX方向、Y方向にもスライド移動可能となっており、結果としてXYZ空間上の任意の点にディスペンス部120が移動可能となっている。この移動制御を行うのが可動制御手段160である。この実施態様においては、Z方向のみならず、XY方向への制御もこの可動制御手段160で行うことができる。Z方向可動手段130、X方向可動手段140、Y方向可動手段150、可動制御手段160はそれぞれ従来公知のステージ装置などを用いることができ特に限定されない。
【0035】
[枠部形成手段]
後述する図2の工程S1に示すように、基材シート10上には微生物培養シートの培養層30の範囲を画定するために、ホットメルト樹脂からなる円周状の枠層20があらかじめ形成される。このため、このディスペンス装置100においてはディスペンス部120とは別に、ホットメルトガン200が装着されている。このホットメルトガン200はディスペンス部120と同様にX方向/Y方向/Z方向に可動となっており、ホットメルト樹脂(図2におけるHM)が外部から供給可能であるとともに、先端に単独の吐出ノズル210を有し、図示しないガン制御部によって任意の箇所、形状にホットメルト樹脂を塗布可能であり、これによって円周状の枠層20を形成できる。なお、本発明においては、枠層20は培養層30の範囲を画定するための枠部、すなわち段差部であればよく、枠層20はホットメルト樹脂には限定されず、例えば紫外線硬化樹脂であってもよい。また、枠部を所定の厚さのシートによって形成して培養層30の範囲を凹部としてもよい。
【0036】
<ディスペンス装置の動作>
[前準備段階]
微生物培養シートの製造を一例として、このディスペンス装置100の動作について説明することで、本発明の多孔ノズルの作用についても説明する。まず、アルコール系溶媒に、バインダー、ゲル化剤、栄養成分、発色指示薬、選択剤等を溶解又は分散させて、ディスペンス液35を調製して容器本体111内に投入し、攪拌羽根113を回転させて沈降を防ぐ。ここまでが前準備段階である。
【0037】
ディスペンス液35の粘度としては、室温、例えば25℃において100〜2000cp(mPa・s)の範囲が好ましく、より好ましくは100〜1200cp、特に好ましくは150〜300cpである。100cp未満であると、表面張力が不充分で滴下体を形成しにくく、ノズルあたりの塗布量がばらつくので好ましくなく、2000cpを超えると粘度も高くなってノズルからの吐出性、転写性、レベリング性のいずれも低下するので好ましくない。このような高粘度のディスペンス液35であっても本発明のディスペンス装置100を用いることで、厚さムラのない平滑な培養層30を形成できる点に本発明の特徴の一つがある。なお、粘度装置及び測定条件の一例を挙げれば、E型粘度計である英弘精機株式会社製のViscotester550を用い、20℃/500rpm時の測定値である
【0038】
[枠層形成]
次に、図2の工程S1に示すように、本発明における基材に相当する基材シート10をXY面上に配置する。ここでいう基材シート10の塗布面が本発明における基材面に相当する。このとき図9を併せて参照すると、微生物培養シートは図9(A)の状態である。なお、図2における各工程の上段はX方向から見た正面図であり、下段は基材シート10をZ方向から見た平面図である。そして、ホットメルトガン200のX方向稼動手段/Y方向稼動手段/Z方向稼動手段(図示せず)の、いずれか又は複数を可動させることで、所望の位置にホットメルトガン200を配置し、例えばガン制御部からの制御によりホットメルトを吐出しながらノズル210を回転移動させることで円周状の枠層20を形成する。微生物培養シートは図9(B)の状態である。
【0039】
なお、図2の工程S1の下段に示すように、一の枠層20の形成後に、ホットメルトガン200のX方向稼動手段及び/又はY方向稼動手段を可動させ、基材シート10上におけるXY座標位置を変更することで、複数の枠層20をあらかじめ形成してもよい。
【0040】
[ディスペンス工程]
次に、ディスペンス装置100のX方向可動手段140、Y方向可動手段150のいずれか又は双方を可動させることで、所望の枠層20のXY座標位置と、多孔ノズル125のXY座標位置が重なるように調整する。このときZ方向のディスペンス部120の位置は充分に基材シート10から離間している(図3(a)の状態)。
【0041】
このとき、基材シート10上の枠層20と、多孔ノズル125の吐出面とは互いに対向するように配置されており、図9(C)に示すように基材シート10上の枠層20に囲まれた凹部領域を複数の分割領域Pに仮想分画し、それぞれの分割領域Pに対応して割り当てられているノズル129を有する多孔ノズル125、言い換えれば分割領域の数と同数のノズル129を有する多孔ノズル125が配置される。
【0042】
この状態で、図3(b)に示すようにZ方向可動手段130を制御してディスペンス部120を下方に移動して、図8(a)に示すようにノズル先端部と基材シート10面との距離がhとなる点で停止させる。この離間距離hは、ディスペンス液35の粘度やノズル径などによってあらかじめ設定される。離間距離hは0.3mm〜2.0mmが好ましい。0.3mm未満では充分な滴下体を形成できないので安定した塗布量が得られず、基材面への転写性やレベリング性が低下する。また、ノズル自体がディスペンス液で汚れるので長時間の稼動が困難になる。2.0mmを超えると滴下体が基材面に届かずに転写が困難となる。
【0043】
次いで、吐出圧制御システム118を動作させ、多孔ノズル125から図8(b)に示すように吐出を開始する。このとき、ディスペンス液35は、液通過部126から連通する拡径部127を経由して一旦多孔プレート121上に広がり、その孔部121aを通過してから下方のメッシュプレートを介してノズル部128上に到達する。多孔プレート121がなく、ディスペンス液35が直接ノズル部129に到達すると、ノズル部128の中心部と周辺部とで液の不均一が生じる。中心部では液供給時の流速の影響を強く受けてしまい、逆に吐出量が減少して塗膜が薄くなる。また、外周部付近では固形分と非固形分とで外周までの到達時間が異なることで固形分濃度が下がってしまいやはり塗膜が薄くなる。これに対して、一旦多孔プレート121上に広がらせて、そこから孔部121aを通過させて下方に落とすことで、上記の流速違いや到達時間差の問題を排除することができる。
【0044】
この点において、多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aを、ノズル部128のノズル129が存在しない位置に配置することや、多孔プレート121の垂直方向から見て、多孔プレート121の孔部121aを、液通過部126が存在しない位置に配置することも、ノズル部128におけるディスペンス液35の上方向から下方向への流速を一端水平方向に逃がすことで、流速の影響を緩和できるので有効である。
【0045】
なお、メッシュプレート123は上記のように異物の除去のほか、脱泡の役割も兼ねる、これも均一な吐出に貢献する。また、多孔プレート121とメッシュプレート123との間にクリアランスを設けることで、脱泡を促進でき更に吐出ムラが減少する。
【0046】
図8(b)のような吐出の初期段階では、ノズル129からの吐出量は最終吐出量より少ない量であり、その表面張力によってノズル先端から自重で垂れ下がった涙形の滴下体35bの状態となる。その後、吐出を続けることで、図8(c)の状態まで滴下体35cが成長する。この辺りでノズル129からの吐出量が最終吐出量に近くなる。更に吐出を続けると、図8(d)のように基材シート10上に滴下体35dが接触して、滴下体は基材シート10との濡れ性の関係で基材シート10側へ移行し転写されていく。その後、多孔ノズル125を上方に離間させてhより大きくすることで、図8(e)や図9(D)のような半球状の滴下体35eを瞬間的に経て、拡散し、図8(f)や図9(E)のようにレベリングして平滑化する。
【0047】
吐出圧制御システム118の動作開始タンミングとしては、図8(a)の離間距離hの状態が好ましいが、その若干前の下降段階であってもよい。吐出圧制御システム118の動作終了タンミングとしては、図8(d)の状態が好ましい。なお、離間距離hでの保持時間も吐出圧など条件やディスペンス液35の粘度などに応じて適宜設定可能であるが、その一例を挙げれば0.2〜3.0秒である。
【0048】
このように吐出圧制御システム118を制御することで、滴下体の表面張力によって滴下体の体積を所定範囲内に維持できるとともに、基材シート10へのディスペンス液35の濡れ性を利用することで、基材シート10への優れた転写性とその後のレベリング性を発揮できる優れた方式である。
【0049】
なお、図2の工程S2の下段に示すように、一の枠層20へのディスペンス完了後に、X方向可動手段140及び/又はY方向可動手段150を可動させ、基材シート10上におけるXY座標位置を変更することで、複数の枠層20へのディスペンスを連続的に行なうことも可能である。そして工程S1と工程S2を組み合わせることで(工程S3)、基材シート10上の複数の箇所に培養層30を形成できる。
【0050】
[後工程]
その後、図示しない熱風等の乾燥装置によって所定の乾燥工程を経てディスペンス液35を培養層30とした後、二軸延伸ポリプロピレンフィルム等のカバーフィルム40を、上記培養層30を形成した基材シート10上に積層し、一辺の端部を接着し、必要に応じて図示しない裁断装置で個別に裁断することで微生物培養シートを製造することができる。
【0051】
このようにして製造された微生物培養シートは、図10に示すように、方形の基材シート10上に培養層30を備えている。培養層30の外周には疎水性樹脂からなる円形の枠層20が形成されており、培養層30は、枠層20に囲まれた凹部領域に形成されている。また、枠層20と培養層30との間には隙間がなく、両層は接触している。そして、枠層20と培養層30とを被覆するように、方形の透明なカバーフィルム40が設けられている。
【0052】
この微生物培養シートによれば、培養層30の外周に円形の枠層20が形成されているので、被検液を遺漏させることなく、所定の範囲に確実に拡げることができる。また、枠層20は疎水性樹脂で形成されているので、培養層30上に被検液を接種した場合でも、枠層20が被検液によって崩れることがない。更に、枠層20と培養層30とは接触しているので、隙間に被検液が貯留することがなく、培養層30上に被検液を均一に拡げることができる。そして、本発明のディスペンス装置を用いることで、微生物の発育に必要十分で、且つ、均一な厚みの培養層を形成できるので、コロニーが滲み難く、また、コロニーの形成速度に差が生じ難くなり、コロニー数の計測等の微生物検査を正確に行うことが可能となる。
【実施例】
【0053】
以下、実施例により、本発明を更に詳細に説明するが、本発明はこれらの記載に何ら制限を受けるものではない。
【0054】
<ディスペンス液の製造>
メタノールにポリビニルピロリドン(商品名「ポリビニルピロリドン K−90」,日本触媒社製)20gを溶解し、これにグアーガム粉末(商品名「NEOVISCO G」,400メッシュタイプ,三晶社製)60gを分散した。これに、栄養成分として、トリプトン(商品名「BACT TRYPTONE」,Becton,Dickinson and Company社製)3.26g、肉エキス(商品名「Lab−Lemco」,Oxoid社製)0.82g、酵母エキス(商品名「YEAST EXTRACT」,Becton,Dickinson and Company社製)0.03g、ブドウ糖(商品名「D−(+)−GLUCOSE」,和光純薬工業社製)0.16g、塩化ナトリウム(和光純薬工業社製)0.41g、及びリン酸水素二ナトリウム(和光純薬工業社製)0.37gを添加し、メタノール量を調整して固形分比率35%のディスペンス液を調製した。ディスペンス液の粘度は100〜300cpであった。
【0055】
次に図1から図3に示すようなディスペンス装置を用い、図4から図7に示す構成の多孔ノズルを用いてディスペンス液を下記の条件で吐出し、1サンプル当たり8点測定した乾燥膜厚の標準偏差σと、そのσを平均値除した値を塗布量バラツキ率R(%)として算出するとともに、転写とレベリングの状況を目視で評価した(実施例)。
【0056】
ノズル孔径:1.25mm
ノズル孔配置密度:10〜11個/cm2
塗布量(wet):510g/m2
塗布量(dry):180g/m2
平均塗膜厚さ:250〜300μm
多孔プレートの孔部径:1.2mm
多孔プレートの孔部配置密度:10個/cm2
メッシュプレート:40メッシュ(目開き381μm)
【0057】
その結果、実施例においては、σが6.3%、Rが32.7%とバラツキが小さく、外観も抜けがなく、膜厚の薄いところも観察されなかった。
【0058】
比較例1として、上記の多孔プレート及びメッシュプレートのいずれも使用しなかった以外は実施例と同じ条件で吐出した。その結果、比較例1においては、σが10.0%、Rが55.4%とバラツキが大きく、中心付近に抜けが認められ、最外周部に一部薄い箇所が観察された。
【0059】
比較例2として、上記の多孔プレートのみ使用しなかった以外は実施例と同じ条件で吐出した。その結果、比較例2においては、σが7.1%、Rが74.4%とバラツキが大きく、中心付近に抜けが認められ、最外周部に一部薄い箇所が観察された。
【符号の説明】
【0060】
10 基材シート
20 枠層
30 培養層
35 ディスペンス液
40 カバーフィルム
100 ディスペンス装置
110 ディスペンス液供給手段
114、115 中空チューブ
116 吐出圧制御装置
117 バルブ
118 吐出圧制御システム
120 ディスペンス部
121 多孔プレート
121a 孔部
122 シールパッキン
123 メッシュプレート
125 多孔ノズル
126 液通過部
127 拡径部
128 ノズル部
129 ノズル
130 Z方向可動手段
140 X方向可動手段
150 Y方向可動手段
160 可動制御手段
P 分割領域
【特許請求の範囲】
【請求項1】
ディスペンス液供給部が接続される液通過部と、
該液通過部から拡径する拡径部と、
該拡径部の末端の吐出面に配置される多孔のノズル部と、を備える多孔ノズルであって、
前記ノズル部より上流側の流路内に、前記ディスペンス液の前記ノズル部への分配を均一化するための多孔プレートを備える多孔ノズル。
【請求項2】
前記ノズル部と前記多孔プレートとが略並行に配置され、
前記多孔プレートの垂直方向から見て、前記多孔プレートと前記吐出面とが略重なる位置に配置される請求項1記載の多孔ノズル。
【請求項3】
前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記ノズル部のノズルが存在しない位置に配置されている請求項1又は2記載の多孔ノズル。
【請求項4】
前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記液通過部が存在しない位置に配置されている請求項1から3いずれか記載の多孔ノズル。
【請求項5】
前記ノズル部と前記多孔プレートとの間にメッシュプレートが配置され、
前記多孔プレートと前記メッシュプレートとの間には所定のクリアランス空間が存在する請求項1から4いずれか記載の多孔ノズル。
【請求項6】
前記ノズル部の各ノズルの孔径が0.1〜3.0mm/個、ノズルの配置密度が5〜20個/cm2であり、
前記多孔プレートの各孔部の孔径が0.1〜5.0mm/個、孔部の配置密度が5〜20個/cm2である請求項1から5いずれか記載の多孔ノズル。
【請求項1】
ディスペンス液供給部が接続される液通過部と、
該液通過部から拡径する拡径部と、
該拡径部の末端の吐出面に配置される多孔のノズル部と、を備える多孔ノズルであって、
前記ノズル部より上流側の流路内に、前記ディスペンス液の前記ノズル部への分配を均一化するための多孔プレートを備える多孔ノズル。
【請求項2】
前記ノズル部と前記多孔プレートとが略並行に配置され、
前記多孔プレートの垂直方向から見て、前記多孔プレートと前記吐出面とが略重なる位置に配置される請求項1記載の多孔ノズル。
【請求項3】
前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記ノズル部のノズルが存在しない位置に配置されている請求項1又は2記載の多孔ノズル。
【請求項4】
前記多孔プレートの垂直方向から見て、前記多孔プレートの孔部が、前記液通過部が存在しない位置に配置されている請求項1から3いずれか記載の多孔ノズル。
【請求項5】
前記ノズル部と前記多孔プレートとの間にメッシュプレートが配置され、
前記多孔プレートと前記メッシュプレートとの間には所定のクリアランス空間が存在する請求項1から4いずれか記載の多孔ノズル。
【請求項6】
前記ノズル部の各ノズルの孔径が0.1〜3.0mm/個、ノズルの配置密度が5〜20個/cm2であり、
前記多孔プレートの各孔部の孔径が0.1〜5.0mm/個、孔部の配置密度が5〜20個/cm2である請求項1から5いずれか記載の多孔ノズル。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−51931(P2013−51931A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−193164(P2011−193164)
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]