
ディテントスプリングの良否判別検査方法および良否判別検査装置
【課題】ディテントスプリングの良否判別検査において、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別する。
【解決手段】ディテントスプリング1の修正前曲げ荷重を測定する工程(第3ステージS3)と、修正前曲げ荷重に基づいて算出した修正曲げ量の分だけディテントスプリング1に曲げ加工を施す工程(第4ステージS4)と、ディテントスプリング1の修正後曲げ荷重を測定する工程(第6ステージS6)と、修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する工程とを順に経て行い、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの修正前曲げ荷重を相関近似式に代入することにより修正曲げ量を算出する。
【解決手段】ディテントスプリング1の修正前曲げ荷重を測定する工程(第3ステージS3)と、修正前曲げ荷重に基づいて算出した修正曲げ量の分だけディテントスプリング1に曲げ加工を施す工程(第4ステージS4)と、ディテントスプリング1の修正後曲げ荷重を測定する工程(第6ステージS6)と、修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する工程とを順に経て行い、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの修正前曲げ荷重を相関近似式に代入することにより修正曲げ量を算出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ディテントスプリングの良否判別検査方法および良否判別検査装置に関する。
【背景技術】
【0002】
一般的に自動車の自動変速機は、P(駐車)、R(後退)、N(ニュートラル)、D(ドライブ)等の作動モードを有しており、これらの作動モードは、運転者がセレクトレバーを操作することによって選択される。セレクトレバーは、ディテント機構によって各作動モード位置で弾性的に保持され、運転者の操作によって選択した作動モード位置へ移動できるようになっている。
【0003】
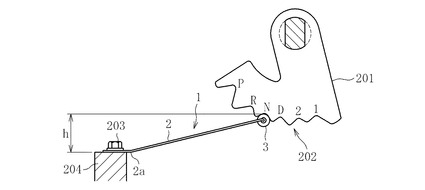
ディテント機構は、例えば図9に示すように、セレクトレバーの移動に連動して回動するディテントプレート201に各作動モードに対応する凹凸202を形成し、これらの凹凸202にディテントスプリング1の先端に設けられたディテントローラ3を係合させることにより、セレクトレバーを各作動モードで弾性的に保持する構造となっている(特許文献1参照)。ディテントスプリング1は、細長板状の金属板からなり、長手方向中間部に折れ曲がり部2aを有する板バネ2と、板バネ2の先端に回転自在に設けられたディテントローラ3とを備える。板バネ2の基端はボルト203によりベース204に固定され、板バネ2の先端に設けられたディテントローラ3は凹凸202に嵌り込んでいる。板バネ2の弾性力によりディテントローラ3が凹凸202に押し付けられることにより、セレクトレバーが各作動モードで保持される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公平3−48443号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような自動変速機の操作モードを切り替える際に運転者が違和感無くセレクトレバーを操作することができるように、セレクトレバーには適度な操作抵抗を付与する必要がある。セレクトレバーの操作抵抗は、ディテントスプリングにより調整されるため、ディテントスプリングを形成した後、当該ディテントスプリングがセレクトレバーに所望の操作抵抗を付与できる良品であるか、あるいは、セレクトレバーに所望の操作抵抗を付与できない不良品であるかを判別する試験を行う必要がある。
【0006】
従来は、ディテントスプリングの形状、詳しくは基端と先端との間の高さh(図9参照)を測定することにより、ディテントスプリングの良否判別を行っていた。すなわち、ディテントスプリングの高さが所定範囲であれば、セレクトレバーに所定の操作抵抗を付与できる良品と判別し、ディテントスプリングの高さが所定範囲から外れていれば、セレクトレバーに過大あるいは過小な操作抵抗を付与する不良品と判別していた。
【0007】
しかし、上記のような高さ試験により「良品」と判別されたディテントスプリングでも、板バネの熱処理や加工硬化による硬度差などの形状に表れない要因により、セレクトレバーに所定の操作抵抗を付与できない場合が生じている。
【0008】
本発明の解決すべき課題は、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別することができるディテントスプリングの試験方法を提供することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するためになされた本発明は、ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定工程と、修正前曲げ荷重に基づいて算出した修正曲げ量の分だけディテントスプリングに曲げ加工を施す修正曲げ加工工程と、ディテントスプリングを所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定工程と、修正後曲げ荷重が所定範囲内であるか否かに基づいてディテントスプリングの良否を判別する良否判別工程とを順に経て行うディテントスプリングの良否判別検査方法であって、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの修正前曲げ荷重を相関近似式に代入することにより修正曲げ量を算出するものである。
【0010】
このように、本発明の良否判別検査方法では、ディテントスプリングの良否を、高さではなく曲げ荷重に基づいて判別する。ディテントスプリングの曲げ荷重はセレクトレバーの操作抵抗に直接的に影響するため、この曲げ荷重を所定範囲内に設定することで、セレクトレバーに所望の操作抵抗を確実に付与することができる。また、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得しておけば、この相関近似式に検査対象のディテントスプリングの修正前曲げ荷重を代入することにより、修正曲げ量を簡単に算出することができる。
【0011】
ところで、ディテントスプリングは、基本的には細長板状の板バネと、板バネの先端に設けられたディテントローラを有する構造であるが、その種類は様々であり、板バネの形状やディテントローラの大きさ、あるいは板バネのベースへの固定方法等が種類によって異なる。このため、上記のように良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を求める場合、相関近似式が非常に複雑な式となることが多い。この場合、相関近似式の導出に時間がかかり、また、相関近似式に修正前曲げ荷重を代入して修正曲げ量を求める計算にも時間がかかるため、試験時間が長くなってしまう。試験時間を短くするために相関近似式を単純な式(例えば一次式)で近似すると、実際の相関関係と大きく異なってしまうため、適正な修正曲げ量を設定することができない。
【0012】
そこで、修正前曲げ荷重を複数の領域に区画し、各領域において相関近似式を求めれば、各領域における相関近似式を比較的単純な式(例えば一次式)で精度よく表すことができるため、試験時間を短縮できると共に、適正な修正曲げ量を設定することができる。
【発明の効果】
【0013】
以上のように、本発明のディテントスプリングの試験方法によれば、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別することができる
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係るディテントスプリングの試験装置の平面図である。
【図2】上記試験装置の固定部の側面図である。
【図3】本発明の一実施形態に係るディテントスプリングの試験方法のフロー図である。
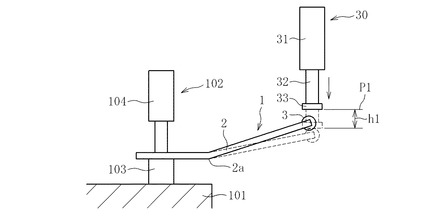
【図4】上記試験装置の曲げ荷重測定部の側面図である。
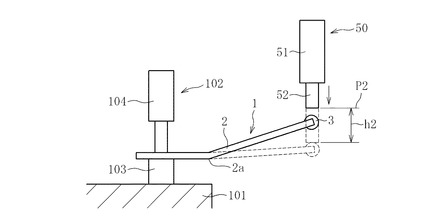
【図5】上記試験装置の曲げ加工部の側面図である。
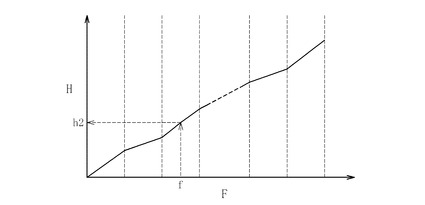
【図6】修正前曲げ荷重Fと修正曲げ量Hとの相関関係式を示すグラフである。
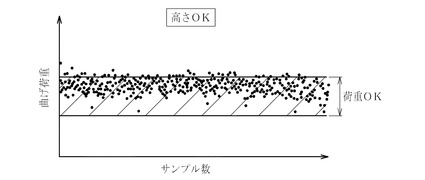
【図7】高さ試験で良品と判別されたディテントスプリングの曲げ荷重の分布図である。
【図8】高さ試験で不良品と判別されたディテントスプリングの曲げ荷重の分布図である。
【図9】ディテント機構の断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態を図面に基づいて説明する。尚、本実施形態では、図9に示すディテントスプリング1を検査する場合を示す。
【0016】
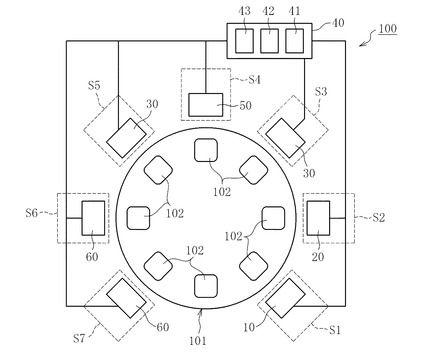
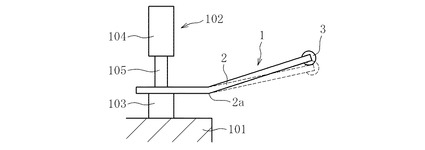
図1に、本発明の一実施形態に係るディテントスプリングの良否判別検査装置100を示す。この良否判別検査装置100は、回転台101と、回転台101の周囲に配置された第1ステージS1〜第7ステージS7を有する。回転台101には、第1ステージS1〜第7ステージS7に対応した円周方向位置にディテントスプリング1を固定する固定部102が設けられる。図示例では、回転台101の上面に8個の固定部102が円周方向等間隔に設けられる。固定部102は、図2に示すように、台座103と、エアシリンダ104と、エアシリンダ104で昇降されるピン105とからなる。
【0017】
第1ステージS1にはワーク投入部10が設けられる。第2ステージS2には押圧試験部20が設けられる。第3ステージS3及び第5ステージS5には、それぞれ同様の曲げ荷重測定部30が設けられる。第4ステージS4には曲げ加工部50が設けられる。第6ステージS6及び第7ステージS7には、それぞれ同様のワーク排出部60が設けられる。ワーク投入部10、押圧試験部20、曲げ荷重測定部30、曲げ加工部50、及び、ワーク排出部60は、全て制御装置(例えばPLC)40に接続される。制御装置40には、記憶部41、計算部42、及び判別部43が設けられる。
【0018】
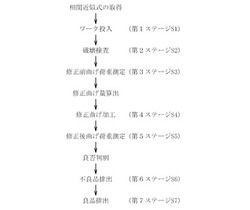
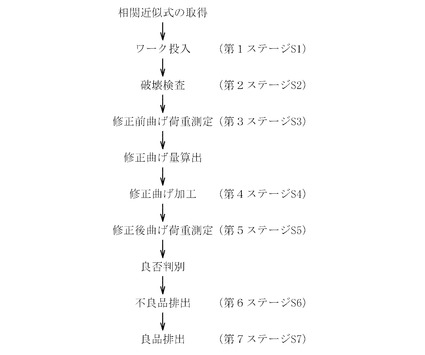
回転台101の固定部102にディテントスプリング1を固定した状態で回転台101を回転させることにより、ディテントスプリング1を第1ステージS1から第7ステージS7まで順次搬送しながら、ディテントスプリングの良否判別検査が行われる。この良否判別検査は、図3に示すように、まず、修正前曲げ荷重と修正曲げ量との間の相関近似式を取得した後、ワーク投入工程(第1ステージS1)、破壊検査工程(第2ステージS2)、修正前曲げ荷重測定工程(第3ステージS3)、修正曲げ量算出工程、修正曲げ加工工程(第4ステージS4)、修正後曲げ荷重測定工程(第5ステージS5)、良否判別工程、不良品排出工程(第6ステージS6)、及び良品排出工程(第7ステージS7)を順に経て行われる。以下、各工程を説明する。
【0019】
(0)相関近似式の取得
まず、良品のディテントスプリング1に関する修正前曲げ荷重と修正曲げ量との間の相関近似式を取得し、この相関近似式を制御装置40の記憶部41に記憶させる。尚、相関近似式を取得する具体的な方法は、後述する。
【0020】
(1)ワーク投入工程
第1ステージS1では、図1に示すように、ディテントスプリング1がワーク投入部10により良否判別検査装置100の回転板101上に投入され、ディテントスプリング1の板バネ2の基端が固定部102の台座103の上に載置される。この状態でディテントスプリング1の板バネ2の基端をエアシリンダ104のピン105で上方から押さえることにより、ディテントスプリング1が固定部102に固定される(図2参照)。図示例では、折れ曲がり部2aを有する板バネ2の先端が上方に反るように、ディテントスプリング1が配置される。尚、良否判別検査装置100に搬入されるディテントスプリング1は、正規の形状(図2に点線で示す)よりも若干上方に折れ曲がった状態とされ、後述する修正曲げ加工工程で正規の形状に修正される。ワーク投入部10によりディテントスプリング1を投入するタイミングは、制御装置40で制御される。
【0021】
(2)破壊検査工程
第2ステージS2では、押圧試験部20により、ディテントスプリング1(特に、ディテントローラ3の回転支持部)を押圧し、この部分に破損が生じるか否かを確認する。破損が生じた場合は、押圧試験部20から制御装置40に対して、当該ディテントスプリング1が不良品である信号が伝達される。ここで不良品と判別されたディテントスプリングに対しては、その後の工程は施さずに第6ステージS6まで搬送し、不良品として排出する。
【0022】
(3)修正前曲げ荷重測定工程
第3ステージS3に設けられた曲げ荷重測定部30は、図4に示すように、サーボモータ31と、サーボモータ31で昇降され、ディテントスプリング1の先端を上方から押さえるピン32とを有する。ピン32の下端にはロードセル33が設けられ、このロードセル33により、ディテントスプリング1を押さえたときに受ける荷重(曲げ荷重)を検知することができる。ピン32を基準位置P1から所定量h1だけ降下させてディテントスプリング1を曲げ、このときロードセル33で検知した荷重をディテントスプリング1の修正前曲げ荷重として測定する。尚、この工程でディテントスプリング1に加える曲げ荷重は、ディテントスプリング1の弾性変形範囲内とする。また、ピン32の降下量h1は、ディテントスプリング1をディテント機構に組み込んだときと同様の変形量及び変形方向に設定することが好ましい。
【0023】
(4)修正曲げ量算出工程
第3ステージS3の曲げ荷重測定部30で測定された修正前曲げ荷重は、制御装置40に伝達される(図1参照)。制御装置40の記憶部41には、予め、良品のディテントスプリング1の修正前曲げ荷重と修正曲げ量との間の相関近似式が記憶されている。計算部42で、記憶部41に記憶された相関近似式に上記の修正前曲げ荷重を代入することにより、修正曲げ量が算出される。
【0024】
(5)修正曲げ加工工程
第4ステージS4に設けられた曲げ加工部50は、図5に示すように、サーボモータ51と、サーボモータ51で昇降され、ディテントスプリング1の先端を上方から押さえるピン52とを有する。上記の計算部42で算出された修正曲げ量は、ピン52の基準位置P2からの降下量h2として曲げ加工部50に伝達される。この降下量h2の分だけピン52を降下させてディテントスプリング1の先端を押し下げることにより、ディテントスプリング1に曲げ加工を施して塑性変形させ、曲げ荷重を修正する。
【0025】
(6)修正後曲げ荷重測定工程
第5ステージS5では、第3ステージS3と同様の荷重測定部30により、ディテントスプリング1の修正後曲げ荷重が測定される。すなわち、図4に示すように、ピン32を基準位置P1から所定量h1だけ降下させてディテントスプリング1を曲げ、このときにロードセル33で検知した荷重をディテントスプリング1の修正後曲げ荷重として測定する。
【0026】
(7)良否判別工程
第5ステージS5の荷重測定部30で測定された修正後曲げ荷重は、制御装置40(図1参照)に伝達され、制御装置40の判別部43で、伝達された修正後曲げ荷重が所定範囲内であるか否か判別される(良否判別工程)。そして、修正後曲げ荷重が所定範囲内であればディテントスプリング1が良品と判別され、修正後曲げ荷重が所定範囲外であればディテントスプリング1が不良品と判別される。
【0027】
(8)不良品排出工程
第6ステージS6のワーク排出部60には、制御装置40から当該ディテントスプリング1の良否に関する情報が伝達される。当該ディテントスプリング1が不良品である場合、すなわち、第2ステージS2の破壊検査工程で破損が生じた場合、あるいは、判別部43で不良品と判別された場合は、ワーク排出部60により当該ディテントスプリング1が良否判別検査装置100から排出される。
【0028】
(9)良品排出工程
第7ステージS7のワーク排出部60には、制御装置40から当該ディテントスプリング1の良否に関する情報が伝達される。当該ディテントスプリング1が良品である場合、すなわち、判別部43で良品と判別された場合、当該ディテントスプリング1が良否判別検査装置100から排出される。以上により、ディテントスプリングの良否が判別され、良品と不良品とが分別される。
【0029】
次に、上述の相関近似式の取得工程について詳しく説明する。まず、所定個数のディテントスプリング1を上記の良否判別検査装置100に投入して各工程を行い、各ディテントスプリング1の修正前曲げ荷重、修正曲げ量、及び、修正後曲げ荷重を制御装置40に入力する。この場合、修正前曲げ荷重から修正曲げ量を算出するための相関近似式を記憶部41に記憶させておく必要があるが、このときの相関近似式は、ディテントスプリング1に関するおおよその相関近似式であればよく、例えば他の種類のディテントスプリングに関する相関近似式を記憶させればよい。そして、上記所定個数のディテントスプリング1のうち、良品と判別されたもの、すなわち修正後曲げ荷重が所定範囲内のものについて、修正前曲げ荷重と修正曲げ量とのプロットから、これらの相関近似式を求める。このとき、図6に示すように、修正前曲げ荷重Fを複数の領域に分け、各領域において修正曲げ量Hとの相関近似式を求めれば、各領域における相関近似式を比較的単純な式(例えば一次式)で表すことができ、且つ、全体として実際の相関関係に近い相関近似式を得ることができる。この相関近似式に測定した修正前曲げ荷重fを代入することにより、修正曲げ量(押し込み高さh2、図5参照)を算出することができる。
【0030】
本発明は上記の実施形態に限られない。例えば上記の実施形態では、ディテントスプリング1の先端を押し下げることにより曲げ荷重を付与しているが、これに限らず、例えば荷重測定部30や曲げ加工部50をディテントスプリング1の下方に配置し、ディテントスプリング1の先端を押し上げることにより曲げ荷重を付与してもよい。また、上記の実施形態では、湾曲した板バネ2の先端が上方に反るようにディテントスプリング1を配置しているが、これとは逆に、湾曲した板バネ2の先端が下方に反るようにディテントスプリング1を配置してもよい。
【0031】
また、上記の実施形態では、判別部43で不良品と判別されたディテントスプリング1が、第6ステージS6で全て排出される場合を示したが、これに限られない。例えば、判別部43で不良品と判別されたディテントスプリング1を、再び第1ステージS1に搬入し(すなわち、固定部102に固定された状態のまま第1ステージS1に搬入し)、各工程を行ってもよい。こうして、一度不良品と判別されたディテントスプリング1をもう一度修正することにより、不良品の数を減らして歩留まりを高めることができる。尚、上記の工程を所定回数(例えば3回)繰り返しても判別部43が不良品と判別した場合は、第6ステージS6から排出すればよい。
【実施例1】
【0032】
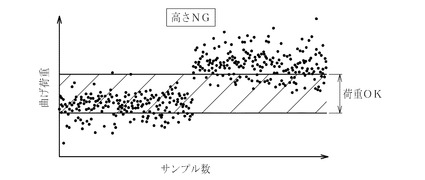
従来の高さ確認試験により良品と判別されたディテントスプリング及び不良品と判別されたディテントスプリングに対し、本発明に係る方法による良否判別試験を行った。その結果、図7に示すように、従来の高さ確認試験で良品と判別されたディテントスプリングでも、修正後曲げ荷重が所定範囲(図中ハッチングで示す領域)を超えるもの、すなわちセレクトレバーに付与する操作抵抗が過大である不良品があった。本発明に係る方法によれば、修正後曲げ荷重で良否を判別するため、このようなものも確実に不良品と判別することができる。一方、図8に示すように、従来の高さ確認試験で不良品と判別されたディテントスプリングでも、修正後曲げ荷重が所定範囲内となるもの、すなわちセレクトレバーに所望の操作抵抗を付与できる良品があった。本発明に係る方法によれば、このようなものを確実に良品と判別できるため、歩留まりが高められる。
【符号の説明】
【0033】
1 ディテントスプリング
2 板バネ
3 ディテントローラ
10 ワーク投入部
20 押圧試験部
30 荷重測定部
40 制御装置
41 記憶部
42 計算部
43 判別部
50 加工部
60 ワーク排出部
100 良否判別検査装置
101 回転台
102 固定部
【技術分野】
【0001】
本発明は、ディテントスプリングの良否判別検査方法および良否判別検査装置に関する。
【背景技術】
【0002】
一般的に自動車の自動変速機は、P(駐車)、R(後退)、N(ニュートラル)、D(ドライブ)等の作動モードを有しており、これらの作動モードは、運転者がセレクトレバーを操作することによって選択される。セレクトレバーは、ディテント機構によって各作動モード位置で弾性的に保持され、運転者の操作によって選択した作動モード位置へ移動できるようになっている。
【0003】
ディテント機構は、例えば図9に示すように、セレクトレバーの移動に連動して回動するディテントプレート201に各作動モードに対応する凹凸202を形成し、これらの凹凸202にディテントスプリング1の先端に設けられたディテントローラ3を係合させることにより、セレクトレバーを各作動モードで弾性的に保持する構造となっている(特許文献1参照)。ディテントスプリング1は、細長板状の金属板からなり、長手方向中間部に折れ曲がり部2aを有する板バネ2と、板バネ2の先端に回転自在に設けられたディテントローラ3とを備える。板バネ2の基端はボルト203によりベース204に固定され、板バネ2の先端に設けられたディテントローラ3は凹凸202に嵌り込んでいる。板バネ2の弾性力によりディテントローラ3が凹凸202に押し付けられることにより、セレクトレバーが各作動モードで保持される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公平3−48443号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような自動変速機の操作モードを切り替える際に運転者が違和感無くセレクトレバーを操作することができるように、セレクトレバーには適度な操作抵抗を付与する必要がある。セレクトレバーの操作抵抗は、ディテントスプリングにより調整されるため、ディテントスプリングを形成した後、当該ディテントスプリングがセレクトレバーに所望の操作抵抗を付与できる良品であるか、あるいは、セレクトレバーに所望の操作抵抗を付与できない不良品であるかを判別する試験を行う必要がある。
【0006】
従来は、ディテントスプリングの形状、詳しくは基端と先端との間の高さh(図9参照)を測定することにより、ディテントスプリングの良否判別を行っていた。すなわち、ディテントスプリングの高さが所定範囲であれば、セレクトレバーに所定の操作抵抗を付与できる良品と判別し、ディテントスプリングの高さが所定範囲から外れていれば、セレクトレバーに過大あるいは過小な操作抵抗を付与する不良品と判別していた。
【0007】
しかし、上記のような高さ試験により「良品」と判別されたディテントスプリングでも、板バネの熱処理や加工硬化による硬度差などの形状に表れない要因により、セレクトレバーに所定の操作抵抗を付与できない場合が生じている。
【0008】
本発明の解決すべき課題は、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別することができるディテントスプリングの試験方法を提供することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するためになされた本発明は、ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定工程と、修正前曲げ荷重に基づいて算出した修正曲げ量の分だけディテントスプリングに曲げ加工を施す修正曲げ加工工程と、ディテントスプリングを所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定工程と、修正後曲げ荷重が所定範囲内であるか否かに基づいてディテントスプリングの良否を判別する良否判別工程とを順に経て行うディテントスプリングの良否判別検査方法であって、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの修正前曲げ荷重を相関近似式に代入することにより修正曲げ量を算出するものである。
【0010】
このように、本発明の良否判別検査方法では、ディテントスプリングの良否を、高さではなく曲げ荷重に基づいて判別する。ディテントスプリングの曲げ荷重はセレクトレバーの操作抵抗に直接的に影響するため、この曲げ荷重を所定範囲内に設定することで、セレクトレバーに所望の操作抵抗を確実に付与することができる。また、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得しておけば、この相関近似式に検査対象のディテントスプリングの修正前曲げ荷重を代入することにより、修正曲げ量を簡単に算出することができる。
【0011】
ところで、ディテントスプリングは、基本的には細長板状の板バネと、板バネの先端に設けられたディテントローラを有する構造であるが、その種類は様々であり、板バネの形状やディテントローラの大きさ、あるいは板バネのベースへの固定方法等が種類によって異なる。このため、上記のように良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を求める場合、相関近似式が非常に複雑な式となることが多い。この場合、相関近似式の導出に時間がかかり、また、相関近似式に修正前曲げ荷重を代入して修正曲げ量を求める計算にも時間がかかるため、試験時間が長くなってしまう。試験時間を短くするために相関近似式を単純な式(例えば一次式)で近似すると、実際の相関関係と大きく異なってしまうため、適正な修正曲げ量を設定することができない。
【0012】
そこで、修正前曲げ荷重を複数の領域に区画し、各領域において相関近似式を求めれば、各領域における相関近似式を比較的単純な式(例えば一次式)で精度よく表すことができるため、試験時間を短縮できると共に、適正な修正曲げ量を設定することができる。
【発明の効果】
【0013】
以上のように、本発明のディテントスプリングの試験方法によれば、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別することができる
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係るディテントスプリングの試験装置の平面図である。
【図2】上記試験装置の固定部の側面図である。
【図3】本発明の一実施形態に係るディテントスプリングの試験方法のフロー図である。
【図4】上記試験装置の曲げ荷重測定部の側面図である。
【図5】上記試験装置の曲げ加工部の側面図である。
【図6】修正前曲げ荷重Fと修正曲げ量Hとの相関関係式を示すグラフである。
【図7】高さ試験で良品と判別されたディテントスプリングの曲げ荷重の分布図である。
【図8】高さ試験で不良品と判別されたディテントスプリングの曲げ荷重の分布図である。
【図9】ディテント機構の断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態を図面に基づいて説明する。尚、本実施形態では、図9に示すディテントスプリング1を検査する場合を示す。
【0016】
図1に、本発明の一実施形態に係るディテントスプリングの良否判別検査装置100を示す。この良否判別検査装置100は、回転台101と、回転台101の周囲に配置された第1ステージS1〜第7ステージS7を有する。回転台101には、第1ステージS1〜第7ステージS7に対応した円周方向位置にディテントスプリング1を固定する固定部102が設けられる。図示例では、回転台101の上面に8個の固定部102が円周方向等間隔に設けられる。固定部102は、図2に示すように、台座103と、エアシリンダ104と、エアシリンダ104で昇降されるピン105とからなる。
【0017】
第1ステージS1にはワーク投入部10が設けられる。第2ステージS2には押圧試験部20が設けられる。第3ステージS3及び第5ステージS5には、それぞれ同様の曲げ荷重測定部30が設けられる。第4ステージS4には曲げ加工部50が設けられる。第6ステージS6及び第7ステージS7には、それぞれ同様のワーク排出部60が設けられる。ワーク投入部10、押圧試験部20、曲げ荷重測定部30、曲げ加工部50、及び、ワーク排出部60は、全て制御装置(例えばPLC)40に接続される。制御装置40には、記憶部41、計算部42、及び判別部43が設けられる。
【0018】
回転台101の固定部102にディテントスプリング1を固定した状態で回転台101を回転させることにより、ディテントスプリング1を第1ステージS1から第7ステージS7まで順次搬送しながら、ディテントスプリングの良否判別検査が行われる。この良否判別検査は、図3に示すように、まず、修正前曲げ荷重と修正曲げ量との間の相関近似式を取得した後、ワーク投入工程(第1ステージS1)、破壊検査工程(第2ステージS2)、修正前曲げ荷重測定工程(第3ステージS3)、修正曲げ量算出工程、修正曲げ加工工程(第4ステージS4)、修正後曲げ荷重測定工程(第5ステージS5)、良否判別工程、不良品排出工程(第6ステージS6)、及び良品排出工程(第7ステージS7)を順に経て行われる。以下、各工程を説明する。
【0019】
(0)相関近似式の取得
まず、良品のディテントスプリング1に関する修正前曲げ荷重と修正曲げ量との間の相関近似式を取得し、この相関近似式を制御装置40の記憶部41に記憶させる。尚、相関近似式を取得する具体的な方法は、後述する。
【0020】
(1)ワーク投入工程
第1ステージS1では、図1に示すように、ディテントスプリング1がワーク投入部10により良否判別検査装置100の回転板101上に投入され、ディテントスプリング1の板バネ2の基端が固定部102の台座103の上に載置される。この状態でディテントスプリング1の板バネ2の基端をエアシリンダ104のピン105で上方から押さえることにより、ディテントスプリング1が固定部102に固定される(図2参照)。図示例では、折れ曲がり部2aを有する板バネ2の先端が上方に反るように、ディテントスプリング1が配置される。尚、良否判別検査装置100に搬入されるディテントスプリング1は、正規の形状(図2に点線で示す)よりも若干上方に折れ曲がった状態とされ、後述する修正曲げ加工工程で正規の形状に修正される。ワーク投入部10によりディテントスプリング1を投入するタイミングは、制御装置40で制御される。
【0021】
(2)破壊検査工程
第2ステージS2では、押圧試験部20により、ディテントスプリング1(特に、ディテントローラ3の回転支持部)を押圧し、この部分に破損が生じるか否かを確認する。破損が生じた場合は、押圧試験部20から制御装置40に対して、当該ディテントスプリング1が不良品である信号が伝達される。ここで不良品と判別されたディテントスプリングに対しては、その後の工程は施さずに第6ステージS6まで搬送し、不良品として排出する。
【0022】
(3)修正前曲げ荷重測定工程
第3ステージS3に設けられた曲げ荷重測定部30は、図4に示すように、サーボモータ31と、サーボモータ31で昇降され、ディテントスプリング1の先端を上方から押さえるピン32とを有する。ピン32の下端にはロードセル33が設けられ、このロードセル33により、ディテントスプリング1を押さえたときに受ける荷重(曲げ荷重)を検知することができる。ピン32を基準位置P1から所定量h1だけ降下させてディテントスプリング1を曲げ、このときロードセル33で検知した荷重をディテントスプリング1の修正前曲げ荷重として測定する。尚、この工程でディテントスプリング1に加える曲げ荷重は、ディテントスプリング1の弾性変形範囲内とする。また、ピン32の降下量h1は、ディテントスプリング1をディテント機構に組み込んだときと同様の変形量及び変形方向に設定することが好ましい。
【0023】
(4)修正曲げ量算出工程
第3ステージS3の曲げ荷重測定部30で測定された修正前曲げ荷重は、制御装置40に伝達される(図1参照)。制御装置40の記憶部41には、予め、良品のディテントスプリング1の修正前曲げ荷重と修正曲げ量との間の相関近似式が記憶されている。計算部42で、記憶部41に記憶された相関近似式に上記の修正前曲げ荷重を代入することにより、修正曲げ量が算出される。
【0024】
(5)修正曲げ加工工程
第4ステージS4に設けられた曲げ加工部50は、図5に示すように、サーボモータ51と、サーボモータ51で昇降され、ディテントスプリング1の先端を上方から押さえるピン52とを有する。上記の計算部42で算出された修正曲げ量は、ピン52の基準位置P2からの降下量h2として曲げ加工部50に伝達される。この降下量h2の分だけピン52を降下させてディテントスプリング1の先端を押し下げることにより、ディテントスプリング1に曲げ加工を施して塑性変形させ、曲げ荷重を修正する。
【0025】
(6)修正後曲げ荷重測定工程
第5ステージS5では、第3ステージS3と同様の荷重測定部30により、ディテントスプリング1の修正後曲げ荷重が測定される。すなわち、図4に示すように、ピン32を基準位置P1から所定量h1だけ降下させてディテントスプリング1を曲げ、このときにロードセル33で検知した荷重をディテントスプリング1の修正後曲げ荷重として測定する。
【0026】
(7)良否判別工程
第5ステージS5の荷重測定部30で測定された修正後曲げ荷重は、制御装置40(図1参照)に伝達され、制御装置40の判別部43で、伝達された修正後曲げ荷重が所定範囲内であるか否か判別される(良否判別工程)。そして、修正後曲げ荷重が所定範囲内であればディテントスプリング1が良品と判別され、修正後曲げ荷重が所定範囲外であればディテントスプリング1が不良品と判別される。
【0027】
(8)不良品排出工程
第6ステージS6のワーク排出部60には、制御装置40から当該ディテントスプリング1の良否に関する情報が伝達される。当該ディテントスプリング1が不良品である場合、すなわち、第2ステージS2の破壊検査工程で破損が生じた場合、あるいは、判別部43で不良品と判別された場合は、ワーク排出部60により当該ディテントスプリング1が良否判別検査装置100から排出される。
【0028】
(9)良品排出工程
第7ステージS7のワーク排出部60には、制御装置40から当該ディテントスプリング1の良否に関する情報が伝達される。当該ディテントスプリング1が良品である場合、すなわち、判別部43で良品と判別された場合、当該ディテントスプリング1が良否判別検査装置100から排出される。以上により、ディテントスプリングの良否が判別され、良品と不良品とが分別される。
【0029】
次に、上述の相関近似式の取得工程について詳しく説明する。まず、所定個数のディテントスプリング1を上記の良否判別検査装置100に投入して各工程を行い、各ディテントスプリング1の修正前曲げ荷重、修正曲げ量、及び、修正後曲げ荷重を制御装置40に入力する。この場合、修正前曲げ荷重から修正曲げ量を算出するための相関近似式を記憶部41に記憶させておく必要があるが、このときの相関近似式は、ディテントスプリング1に関するおおよその相関近似式であればよく、例えば他の種類のディテントスプリングに関する相関近似式を記憶させればよい。そして、上記所定個数のディテントスプリング1のうち、良品と判別されたもの、すなわち修正後曲げ荷重が所定範囲内のものについて、修正前曲げ荷重と修正曲げ量とのプロットから、これらの相関近似式を求める。このとき、図6に示すように、修正前曲げ荷重Fを複数の領域に分け、各領域において修正曲げ量Hとの相関近似式を求めれば、各領域における相関近似式を比較的単純な式(例えば一次式)で表すことができ、且つ、全体として実際の相関関係に近い相関近似式を得ることができる。この相関近似式に測定した修正前曲げ荷重fを代入することにより、修正曲げ量(押し込み高さh2、図5参照)を算出することができる。
【0030】
本発明は上記の実施形態に限られない。例えば上記の実施形態では、ディテントスプリング1の先端を押し下げることにより曲げ荷重を付与しているが、これに限らず、例えば荷重測定部30や曲げ加工部50をディテントスプリング1の下方に配置し、ディテントスプリング1の先端を押し上げることにより曲げ荷重を付与してもよい。また、上記の実施形態では、湾曲した板バネ2の先端が上方に反るようにディテントスプリング1を配置しているが、これとは逆に、湾曲した板バネ2の先端が下方に反るようにディテントスプリング1を配置してもよい。
【0031】
また、上記の実施形態では、判別部43で不良品と判別されたディテントスプリング1が、第6ステージS6で全て排出される場合を示したが、これに限られない。例えば、判別部43で不良品と判別されたディテントスプリング1を、再び第1ステージS1に搬入し(すなわち、固定部102に固定された状態のまま第1ステージS1に搬入し)、各工程を行ってもよい。こうして、一度不良品と判別されたディテントスプリング1をもう一度修正することにより、不良品の数を減らして歩留まりを高めることができる。尚、上記の工程を所定回数(例えば3回)繰り返しても判別部43が不良品と判別した場合は、第6ステージS6から排出すればよい。
【実施例1】
【0032】
従来の高さ確認試験により良品と判別されたディテントスプリング及び不良品と判別されたディテントスプリングに対し、本発明に係る方法による良否判別試験を行った。その結果、図7に示すように、従来の高さ確認試験で良品と判別されたディテントスプリングでも、修正後曲げ荷重が所定範囲(図中ハッチングで示す領域)を超えるもの、すなわちセレクトレバーに付与する操作抵抗が過大である不良品があった。本発明に係る方法によれば、修正後曲げ荷重で良否を判別するため、このようなものも確実に不良品と判別することができる。一方、図8に示すように、従来の高さ確認試験で不良品と判別されたディテントスプリングでも、修正後曲げ荷重が所定範囲内となるもの、すなわちセレクトレバーに所望の操作抵抗を付与できる良品があった。本発明に係る方法によれば、このようなものを確実に良品と判別できるため、歩留まりが高められる。
【符号の説明】
【0033】
1 ディテントスプリング
2 板バネ
3 ディテントローラ
10 ワーク投入部
20 押圧試験部
30 荷重測定部
40 制御装置
41 記憶部
42 計算部
43 判別部
50 加工部
60 ワーク排出部
100 良否判別検査装置
101 回転台
102 固定部
【特許請求の範囲】
【請求項1】
ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定工程と、前記修正前曲げ荷重に基づいて算出した修正曲げ量の分だけ前記ディテントスプリングに曲げ加工を施す修正曲げ加工工程と、前記ディテントスプリングを前記所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定工程と、前記修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する良否判別工程とを順に経て行うディテントスプリングの良否判別検査方法であって、
予め、良品のディテントスプリングの前記修正前曲げ荷重と前記修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの前記修正前曲げ荷重を前記相関近似式に代入することにより前記修正曲げ量を算出するディテントスプリングの良否判別検査方法。
【請求項2】
修正前バネ定数を複数の領域に区画し、各領域において前記相関近似式を取得する請求項1のディテントスプリングの良否判別検査方法。
【請求項3】
ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定部と、前記修正前曲げ荷重に基づいて算出された修正曲げ量の分だけ前記ディテントスプリングに曲げ加工を施す曲げ加工部と、前記ディテントスプリングを前記所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定部と、前記修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する良否判別部とを備えたディテントスプリングの良否判別検査装置であって、
良品のディテントスプリングの前記修正前曲げ荷重と前記修正曲げ量との相関近似式を予め記憶する記憶部と、検査対象のディテントスプリングの前記修正前曲げ荷重を前記記憶部で記憶した前記相関近似式に代入することにより、前記修正曲げ量を算出する計算部とを有するディテントスプリングの良否判別検査装置。
【請求項1】
ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定工程と、前記修正前曲げ荷重に基づいて算出した修正曲げ量の分だけ前記ディテントスプリングに曲げ加工を施す修正曲げ加工工程と、前記ディテントスプリングを前記所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定工程と、前記修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する良否判別工程とを順に経て行うディテントスプリングの良否判別検査方法であって、
予め、良品のディテントスプリングの前記修正前曲げ荷重と前記修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの前記修正前曲げ荷重を前記相関近似式に代入することにより前記修正曲げ量を算出するディテントスプリングの良否判別検査方法。
【請求項2】
修正前バネ定数を複数の領域に区画し、各領域において前記相関近似式を取得する請求項1のディテントスプリングの良否判別検査方法。
【請求項3】
ディテントスプリングを所定量曲げたときの修正前曲げ荷重を測定する修正前曲げ荷重測定部と、前記修正前曲げ荷重に基づいて算出された修正曲げ量の分だけ前記ディテントスプリングに曲げ加工を施す曲げ加工部と、前記ディテントスプリングを前記所定量曲げたときの修正後曲げ荷重を測定する修正後曲げ荷重測定部と、前記修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する良否判別部とを備えたディテントスプリングの良否判別検査装置であって、
良品のディテントスプリングの前記修正前曲げ荷重と前記修正曲げ量との相関近似式を予め記憶する記憶部と、検査対象のディテントスプリングの前記修正前曲げ荷重を前記記憶部で記憶した前記相関近似式に代入することにより、前記修正曲げ量を算出する計算部とを有するディテントスプリングの良否判別検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−168142(P2012−168142A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−31624(P2011−31624)
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000175722)サンコール株式会社 (96)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000175722)サンコール株式会社 (96)
【Fターム(参考)】
[ Back to top ]