
デッドホールド性ポリエステルフィルム及びその用途
【課題】 ひねり保持性に優れ、かつ低廉なデッドホールド性ポリエステルフィルムを提供する
【解決手段】 ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、デッドホールド性を有するフィルムであって、上記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた上記樹脂組成物を徐冷し、非晶質状態に保持しながら延伸してなるデッドホールド性ポリエステルフィルム。
【解決手段】 ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、デッドホールド性を有するフィルムであって、上記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた上記樹脂組成物を徐冷し、非晶質状態に保持しながら延伸してなるデッドホールド性ポリエステルフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はデッドホールド性ポリエステルフィルムに関し、特にひねり保持性に優れ、包装用フィルムとして有用なデッドホールド性ポリエステルフィルムに関する。
【背景技術】
【0002】
包装用フィルムには、多くの場合、デッドホールド性(ひねり、折り曲げ等の変形を受けた状態を維持できる性質)が要求される。従来ひねり包装用のフィルムとして、セロファン、一軸延伸ポリエチレンフィルム等が知られている。セロファンはデッドホールド性のみならず、透明性及び易切断性にも優れているが、吸湿性を有するため、湿度変動により物性が大きく変化するという問題がある。一軸延伸ポリエチレンフィルムはデッドホールド性が不十分である。
【0003】
そのため食品、タバコ等の包装には、デッドホールド性に優れたアルミニウム箔と紙及び/又は樹脂フィルムとからなる積層フィルムが使用されているのが現状である。しかしアルミニウム箔を有する包装材は、使用後の焼却処理において、アルミニウム箔が焼却炉中にインゴットとして絡みついて焼却炉を傷めたり、それによって焼却効率を低下させたりする問題がある。しかも上記のような積層フィルムからアルミニウム箔のみを分離するのは困難である。そのため、環境保護の観点から、アルミニウム箔を有する包装材をできるだけ使用しないのが望ましい。またカップラーメンのような即席食品の場合、食品安全性の観点から、容器内に金属系異物が混入していないかを検査する必要があるが、アルミニウム箔を有する蓋体を熱シールした後では金属探知機による検知が不可能であるので、蓋体を熱シールする前に検査しているのが現状である。また蓋体としてアルミニウム箔を用いた場合には、蓋体が重くなるといった問題もある。
【0004】
アルミニウム箔を含まない蓋材として、例えば順に紙層/接着樹脂層/ポリエチレンテレフタレートフィルム層/易剥離樹脂層を有する積層フィルムが提案されている。ポリエチレンテレフタレート(PET)フィルムは、水蒸気のバリア性、熱に対する寸法安定性、充填機適性(カールがないこと)等の特性を有する。しかしながらPETフィルムは腰強度が大きいので、蓋体を開封した状態に維持する性質(デッドホールド性)に乏しい。そのため蓋体は開封後に簡単に閉じてしまい、熱湯が注ぎ難くいという問題がある。
【0005】
そこで特開2004-181563号(特許文献1)は、結晶性ポリエステル樹脂層(A)の少なくとも一面に、二種以上の結晶性ポリエステル及び一種以上の非晶性ポリエステルからなるポリエステル樹脂層(B)が積層されてなる延伸ポリエステルフィルムを提案している。特許文献1は、上記ポリエステル樹脂(B)として、30〜75質量%のPETと、5〜30質量%のポリブチレンテレフタレート(PBT)と、20〜40質量%のガラス転移温度が35℃以上の非結晶性ポリエステルとからなり、PBT及び非結晶性ポリエステルの合計が70〜25質量%であるポリエステル樹脂混合物を記載している。しかしこのひねり性を有する延伸ポリエステルフィルムは、これを構成する樹脂の種類が多く、しかも結晶性ポリエステル樹脂(A)及びポリエステル樹脂(B)を各々別々の押出機から押し出しながら積層し、得られた積層体を延伸した後、熱処理することにより得られるものであり、製造工程が煩雑であるため、高コストであった。
【0006】
【特許文献1】特開2004-181563号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、ひねり保持性に優れ、かつ低廉なデッドホールド性ポリエステルフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記目的に鑑み鋭意研究の結果、本発明者は、ポリブチレンテレフタレート及びポリエチレンテレフタレートを特定の配合割合で含む樹脂組成物を溶融させ、徐冷して非晶質状態に保持しながら延伸することにより、ひねり保持性に優れ、かつ低廉なデッドホールド性ポリエステルフィルムが得られることを見出し、本発明に想到した。
【0009】
すなわち、本発明のデッドホールド性ポリエステルフィルムは、ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、前記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた前記樹脂組成物を徐冷して非晶質状態に保持しながら延伸してなることを特徴とする。
【0010】
本発明のデッドホールド性ポリエステルフィルムは、溶融させた前記樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法により成膜されたものであるのが好ましい。本発明のデッドホールド性ポリエステルフィルムはヘイズ値が15%以下であり、透明性に優れている。本発明のデッドホールド性ポリエステルフィルムは多数の微細な貫通孔及び/又は未貫通孔を均一に形成してもよく、これにより易裂性及び屈曲保持性を付与できる。
【0011】
本発明の包装用フィルムは、(a) 上記デッドホールド性ポリエステルフィルム、又は(b) 上記デッドホールド性ポリエステルフィルムと紙シート及び/又は他の樹脂フィルムとからなる。上記デッドホールド性ポリエステルフィルム単体からなる包装用フィルムは、ひねり包装用途に好適である。
【0012】
上記デッドホールド性ポリエステルフィルムと紙シートとが積層された包装用フィルムは、折り曲げ包装用途に好適である。少なくとも紙シート、上記デッドホールド性ポリエステルフィルム、もう一つの紙シート、剛性プラスチックフィルム及びシーラント層を有する包装用フィルムは、即席麺用容器の蓋材として好適である。少なくとも紙シート、上記デッドホールド性ポリエステルフィルム、及びシーラント層を有する包装用フィルムは、菓子用容器の蓋材として好適である。
【発明の効果】
【0013】
本発明のデッドホールド性ポリエステルフィルムは、ポリブチレンテレフタレート及びポリエチレンテレフタレートを35〜65:65〜35の質量比で含む樹脂組成物からなり、溶融させた前記樹脂組成物を徐冷して非晶質状態に保持しながら延伸してなるので、デッドホールド性、特にひねり保持性に優れ、かつ透明性にも優れている。このような特性を有する本発明のデッドホールド性ポリエステルフィルムは、食品用を始めとする種々の包装用途に好適である。
【発明を実施するための最良の形態】
【0014】
[1] 原料ポリエステル樹脂組成物
本発明のデッドホールド性ポリエステル(PES)フィルムは、ポリブチレンテレフタレート(PBT)及びポリエチレンテレフタレート(PET)を含む樹脂組成物からなる。
(1) 原料ポリブチレンテレフタレート
原料とするポリブチレンテレフタレート(PBT)に特に制限はないが、1,4-ブタンジオールとテレフタル酸とを構成成分とするホモポリマーからなるのが好ましい。但し1,4-ブタンジオール以外のジオール成分、又はテレフタル酸以外のジカンボン酸成分を共重合成分として含んでいてもよい。そのようなジオール成分としては、例えば、エチレングリコール、ジエチレングリコール、ネオペンチルグリコール、1,4-シクロヘキサンメタノール等が挙げられる。ジカルボン酸成分としては、例えば、イソフタル酸、セバシン酸、アジピン酸、アゼライン酸、コハク酸等が挙げられる。好ましいPBTの具体例としては、例えば東レ(株)から商品名「トレコン」として市販されているホモPBTを挙げることができる。
【0015】
PBTは一般に約220〜230℃の融点及び約20〜45℃のガラス転移温度(Tg)を有する。なお融点はASTM D4591により測定することができ、ガラス転移温度はJIS K7121により測定することができる(以下同じ)。
【0016】
PBTの分子量は、比較的高いのが好ましい。分子量が高い程、デッドホールド性PESフィルムを空冷インフレーション成形法により製造する場合に、環状ダイから押し出した溶融樹脂組成物のチューブを空気の注入により膨張させてバブルを形成した際に、バブルの膨張部を非晶質状態に保持しやすい。具体的には、PBTのIV値(極限粘度)は0.8〜1.5であるのが好ましい。
【0017】
(2) 原料ポリエチレンテレフタレート
原料とするポリエチレンテレフタレート(PET)に特に制限はないが、エチレングリコールとテレフタル酸とを構成成分とするホモポリマーからなるのが好ましい。但しエチレングリコール以外のジオール成分、又はテレフタル酸以外のジカンボン酸成分を共重合成分として含んでいてもよい。そのようなジオール成分としては、例えば、ジエチレングリコール、1,4-ブタンジオール、ネオペンチルグリコール、1,4-シクロヘキサンメタノール等が挙げられ、またジカルボン酸成分としては、例えば、イソフタル酸、セバシン酸、アジピン酸、アゼライン酸、コハク酸等が挙げられる。PETはテレフタル酸以外のジカルボン酸成分としてイソフタル酸を含むのが好ましい。PETがイソフタル酸成分を含むことにより、デッドホールド性PESフィルムの結晶性が向上する。PETは、一般に約250〜270℃の融点及び約70〜80℃のガラス転移温度を有する。
【0018】
(3) 配合割合
PBTとPETとの配合割合は、PBT及びPETの合計を100質量%としてPBTが35〜65質量%である。PBTの含有量を35質量%未満とすると、デッドホールド性が低下する。PBTの含有量を65質量%超とすると、デッドホールド性及び透明性が低下する。PBTの含有量は45〜65質量%が好ましい。PES樹脂組成物の融点は約230〜250℃であり、Tgは約30〜70℃である。
【0019】
(4) その他の樹脂
PES樹脂組成物は、PBT及びPETのみからなる場合に限定されず、本発明の効果を阻害しない範囲で目的に応じて他の樹脂を含有しても良い。他の樹脂としてはポリエチレンナフタレート(PEN)等のポリエステル;ポリフェニレンサルファイド(PPS);ポリアミド(PA);ポリイミド(PI);ポリアミドイミド(PAI);ポリエーテルサルフォン(PES);ポリエーテルエーテルケトン(PEEK);ポリカーボネート;ポリウレタン;フッ素樹脂;ポリエチレン、ポリプロピレン等のポリオレフィン;ポリ塩化ビニル;エラストマー等を挙げることができる。特に樹脂組成物がポリエチレン、ポリプロピレン等のポリオレフィン及び/又はエラストマーを含有していると、溶融粘度及びメルトテンションが高くなるので、フィルム製造時の成膜性が向上するとともに、得られるフィルムの機械的強度やヒートシール性が向上するので好ましい。中でも樹脂組成物はポリエチレンを含むのが好ましい。他の樹脂を含有する場合、その割合は樹脂組成物全体を100質量%として、5〜15質量%であるのが好ましく、5〜10質量%であるのがより好ましい。
【0020】
(5) 添加剤
PES樹脂組成物には一般の熱可塑性樹脂及び熱硬化性樹脂に添加される公知の添加剤、すなわち可塑剤、酸化防止剤や紫外線吸収剤等の安定剤、帯電防止剤、界面活性剤、染料や顔料等の着色剤、流動性の改善のための潤滑材、結晶化促進剤(核剤)、無機充填材等も要求性能に応じ適宜使用することができる。
【0021】
[2] デッドホールド性ポリエステルフィルムの製造方法
本発明のデッドホールド性PESフィルムは、上記原料PES樹脂組成物を溶融させ、徐冷して非晶質状態に保持しながら延伸することにより製造する。原料PES樹脂組成物を非晶質状態に保持しながら延伸する方法として、(a) 溶融させたPES樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法、及び(b) 溶融させたPES樹脂組成物をTダイより押出し、加熱キャスティングロール上で除冷することにより非晶質シートを形成し、得られた非晶質シートを非晶質状態に保持しながら一軸延伸又は二軸延伸するキャスト法が挙げられる。中でも空冷インフレーション法が好ましい。以下本発明のデッドホールド性PESフィルムを空冷インフレーション法により製造する方法について詳細に説明する。
【0022】
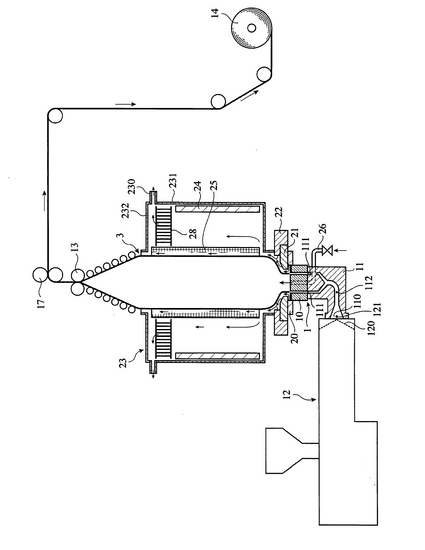
図1は、空冷インフレーション成形法によるデッドホールド性PESフィルムの製造方法の工程を示す。押出機12に取り付けられた環状ダイ1から押出したチューブ状フィルムは、空気注入管26から内部に空気を送り込むことにより急激に所定の幅のフィルムに膨張させ、引取り機ニップロール13に挟むことにより引き取り、巻き取りリール14により巻き取る。環状ダイ1は環状のダイヘッド10及びウェルド部11を有する。チューブ状フィルムに注入する空気を供給する空気注入手段に特に制限はなく、空気注入管26をブロワーに接続した構成の手段、空気注入管26を圧縮空気ボンベに接続した構成の手段等を挙げることができる。
【0023】
デッドホールド性PESフィルムを製造するには、まずPBT、PET及び所望の添加剤などの混練を行う。混練温度が必要以上に高くならないように、一軸押出機のような押出機中で混練を行う場合、発熱しないようなスクリュー構造を有するもの、又は適当な冷却装置を有するものを使用する。
【0024】
PES樹脂組成物の押出樹脂温度はPES樹脂組成物の融点(以下特段の断りがない限り単に「融点」と呼ぶ)−30℃〜融点+20℃とし、好ましくは融点−20℃〜融点+10℃とする。なお押出樹脂温度は、押出機12の出口110とダイヘッド10の入口111とを結ぶウェルド部11の樹脂流路内に設けた温度検出器112(熱電対等)により測定したものである。樹脂の押出速度は非常に速いので、押出機12の出口110及びダイヘッド10の出口においてもほぼ融点−30℃〜融点+20℃の温度範囲内であると推定される。但しウェルド部11の構造は図示のものに限られない。押出樹脂温度を融点−30℃〜融点+20℃とすることにより、結晶化度が高く、かつ膜厚の均一性及び耐熱収縮性に優れたデッドホールド性PESフィルムが得られる。
【0025】
押出樹脂圧力は8.3〜13.7 MPa(85〜140 kgf/cm2)とする。装置の構成上ダイヘッド10内の樹脂圧力を測定することができないので、押出機出口110に設けた圧力検出器121により測定した圧力を押出樹脂圧力とする。押出樹脂圧力を8.3〜13.7 MPaとすることにより、バブルを形成するために十分な溶融粘度の樹脂を押し出すことができる。押出樹脂圧力は9.3〜11.8 MPa(95〜120 kgf/cm2)とするのが好ましい。押出樹脂圧力は、押出機中のスクリーンパック120のメッシュを変えたり、環状オリフィスの間隙を変えたりすることにより調節することができる。
【0026】
ダイヘッド10のダイリップの外径は120〜250 mmであるのが好ましく、またダイリップの間隙は0.8〜1.2 mmであるのが好ましい。
【0027】
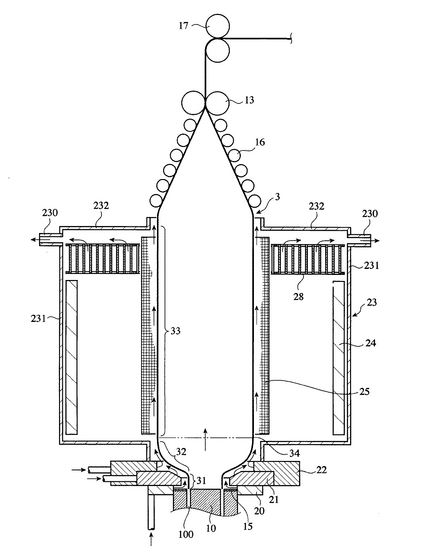
環状ダイ1から押し出したバブル3は、冷却装置により徐冷しながら長手方向(MD)のみならず横方向(TD)にも延伸する。図2において、バブル冷却装置は、環状ダイ1の付近に設けられた第一温風吹出装置20と、第一温風吹出装置20の上方に設けられた第二温風吹出装置21と、第二温風吹出装置21の上方に設けられた第三温風吹出装置22と、第三温風吹出装置22の上方に設けられた隔壁23と、隔壁23の内側に設けられた加熱手段24と、隔壁23の内側(バブル3側)に設けられた円筒状ネット25とを有する。なお図2において、15は環状ダイ1の上方に設けられた断熱材を示し、16はガイドロールを示す。
【0028】
以上の構成の装置において、各温風吹出装置20〜22及び隔壁23の配置は空冷インフレーション成形法により形成されるバブル3の温度コントロールにより決まるので、以下にバブル3の形状及び温度分布について説明する。
【0029】
ダイ1の環状オリフィス100より溶融したPES樹脂組成物を押し出して、バブル3を形成するが、押し出した直後のバブル3は、溶融張力が低いために細径状となり、いわゆるネック部31を形成する。ネック部31において、バブル3は主としてMDに延伸される。次にバブル3を急激に膨張させ、所定のバブル径とする。この膨張部32において、バブル3はMD及びTDに同時に延伸される。膨張部32のほぼ上方付近にフロストライン34があり、ここでPES樹脂組成物は冷却固化状態となる。フロストライン34より上方のバブル領域33に設けられた隔壁23及び加熱手段24により、バブル3はさらに徐冷される。
【0030】
本発明の如く空冷インフレーション成形法によりデッドホールド性PESフィルムを得るためには、バブル3の各部の温度を以下の通りコントロールする。
(a) 押出樹脂温度を融点−30℃〜融点+20℃に制御。
(b) ネック部31では融点−60℃〜融点−45℃に徐冷。
(c) 膨張部32では融点−90℃〜融点−60℃に徐冷。
(d) フロストライン34の領域では融点−150℃〜融点−110℃に徐冷。
(e) バブル領域33ではPES樹脂組成物のTg超〜Tg+45℃以下に保持。
【0031】
上記条件(a)については、上述の通りであるが、条件(b)については、ネック部31で融点−60℃〜融点−45℃に徐冷しないと、次の膨張部32でMD及びTDへの同時二軸延伸を十分に達成することができない。すなわちネック部31で融点−60℃〜融点−45℃に徐冷することにより、膨張部32を融点−90℃〜融点−60℃に徐冷/保持することができる[条件(c)]。具体的には、ネック部31を180〜195℃に徐冷するのが好ましい。膨張部32を融点−90℃〜融点−60℃に保持しないと、膨張部32で適度な溶融張力を有さず、MDの延伸が主となってしまい、薄膜化できない。膨張部32を融点−90℃未満としてしまうと、結晶化が進行するので、非晶質状態を保持できない。具体的には、膨張部32を150〜180℃に徐冷するのが好ましい。
【0032】
このような温度条件を満たすためには、ブローアップ比(バブル径/ダイ径)を2.0〜4.0にするのが好ましい。特にブローアップ比は2.0〜3.6にするのが望ましい。
【0033】
条件(d)について、フロストライン34の領域でのバブル温度を融点−150℃〜融点−110℃に徐冷することにより、バブル3のMD及びTDへの同時二軸延伸を十分に達成することができる。フロストライン34の領域においてバブル温度が融点−150℃より低いと、フィルム皺が発生する恐れがある。具体的には、フロストライン34の領域を90〜130℃に徐冷するのが好ましい。
【0034】
条件(e)については、フロストライン34の上方でバブル3をPES樹脂組成物のTg超〜Tg+45℃以下に保持することにより、フィルム皺の発生を防止でき、かつ均一な薄いバブル3の形成を安定化することができる。好ましくはバブル領域33を90〜110℃に保持する。隔壁23及び加熱手段24を設けずに、バブル領域33の温度をPES樹脂組成物のTg以下に保つと、不均一な延伸が起こるおそれがあり、そのためバブル3全体が不安定となる。
【0035】
本発明においては、図2に示すように、バブル領域33の外周を円筒状ネット25でさらに囲うのが好ましい。これによりバブル領域33の温度を一層安定化することができ、かつバブル3の横揺れを防止することができる。
【0036】
以上のようなバブル3の温度コントロールを行うために、第一温風吹出装置20、第二温風吹出装置21、第三温風吹出装置22、隔壁23、加熱手段24、及び円筒状ネット25の配置は以下の通りである。
(i) 第一温風吹出装置20
環状ダイ1の直近に設け、ネック部31の温度が融点−60℃〜融点−45℃に徐冷されるように、温風を噴出させる。かかる温風の温度は25〜50℃であるのが好ましい。
(ii) 第二温風吹出装置21
膨張部32の直下に設け、膨張部32の温度が融点−90℃〜融点−60℃に徐冷されるように、温風を噴出させる。かかる温風の温度は25〜50℃であるのが好ましい。
(iii) 第三温風吹出装置22
フロストライン34の直下に設け、フロストライン34の領域の温度が融点−150℃〜融点−110℃に徐冷されるように、温風を噴出させる。かかる温風の温度は、PES樹脂組成物のTg超〜Tg+45℃以下であるのが好ましい。
(iv) 隔壁23及び加熱手段24
隔壁23は第三温風吹出装置22の上方の位置で、バブル領域33を包囲しかつ第一〜第三温風吹出装置より噴出した温風がバブル領域33の外面に沿って吹き上がるように設ける。加熱手段24は隔壁23の内側に設ける。隔壁23及び加熱手段24を設けることにより、バブル領域33を外部雰囲気(気温・温度等)の影響から遮断し、常にPES樹脂組成物のTg超〜Tg+45℃以下に保持することができる。
(v) 円筒状ネット25
隔壁23の内側で、バブル領域33を包囲するように設ける。
【0037】
以上の方法において、第一〜第三温風吹出装置のそれぞれより噴出させるための温風を供給する手段に特に制限はなく、温度コントロール可能なブロワー等を挙げることができる。第一〜第三温風吹出装置のそれぞれより噴出させる温風の流量は、ネック部31、膨張部32及びフロストライン34の領域でのバブル温度がそれぞれ上記の温度範囲となるように適宜調節する。安定した徐冷効果が得られないとバブル3が不安定となるので、温風の温度はできるだけ変化しないようにコントロールする。
【0038】
隔壁23の材質に特に制限はないが、隔壁23で包囲されたバブル領域33が観察できるようにアクリル樹脂であるのが好ましい。バブル領域33を四方から囲むことができれば隔壁23の形状に特に制限はなく、例えば円筒型構造のものや、直方体型構造のものが挙げられるが、円筒型構造であるのが好ましい。隔壁23の内側に設ける加熱手段24としては、例えば棒状やリボン状の電気ヒーターを挙げることができる。棒状の電気ヒーターは、複数設けるのが好ましい。隔壁23の内面にアルミニウム箔を張り付け、熱放射を遮断できる構成としてもよい。必要に応じて隔壁23の下部(第三温風吹出装置22の直上)に、室温程度の冷風を吹き上げる手段を設けてもよい。これにより隔壁23内側の温度調整が容易となるだけでなく、隔壁23内側の空気流量調整も容易となる。
【0039】
図2に示すように、隔壁23の上部に温風排出口230を設けるのが好ましい。温風排出口230を設けることにより、第一〜第三温風吹出装置から噴出した温風を整流することができる。このため温風によるバブル3の横揺れを防止することができる。温風排出口230は2個以上設けるのが好ましく、2〜4個設けるのがより好ましい。図2に示す例では、隔壁23の側面231の上部に温風排出口230を設けているが、隔壁23の上面232に設けてもよい。但し温風排出口230の数及び口径は、隔壁23による保温性が損なわれない程度とする。
【0040】
図2に示すように、隔壁23の内側上部にリング状の整流板28を設けるのが好ましい。整流板28を設けることにより、第一〜第三温風吹出装置から噴出した温風を整流する能力が向上し、バブル3の横揺れ防止性が一層向上する。図2に示すように、整流板28は円筒状ネット25の近傍から隔壁23の内側面近傍まで延在するのが好ましい。整流板28の構造に制限はなく、図2及び図3(a)に示すような一方向に並んだ板材により仕切られた構造のもの、図3(b)に示すような格子状に仕切られた構造のもの、図3(c)に示すような多数の丸孔が設けられたパンチングプレート状のもの、ネット状のもの等が挙げられる。整流板28の開孔率は40〜60%であるのが好ましい。整流板28を構成する材料に特に制限はなく、アルミニウム、合成樹脂等が挙げられる。整流板28の設置枚数にも特に制限はないが、通常は一枚設ければよい。
【0041】
円筒状ネット25を構成する繊維としては、シルク、綿等の天然繊維、ナイロン、ポリプロピレン、ポリエステル等のプラスチック繊維、ステンレススチール、銅、黄銅、ニッケル等の金属繊維等を用いることができる。円筒状ネット25としてネット状のものを用いる場合、その網目が5〜20メッシュのものが好ましく、特に8〜10メッシュのものが好ましい。
【0042】
本発明におけるPES樹脂組成物の空冷インフレーション成形法による製膜は以上の要件を保持することにより可能であり、他の条件はインフレーション方式の一般的な条件が適用できる。即ちクロスヘッドダイを用いて、上方又は下方にチューブ状PES樹脂組成物を押出し、端をピンチロールで挟んでその中に空気を送り込んで所定のサイズに膨らませつつ連続的に巻き取り、この間ダイを回転又は反転して偏肉を防止する事もできる。
【0043】
本発明の製造方法によれば、常にバブルの各部(押し出し直後、ネック部、膨張部、フロストライン領域、バブル領域)がそれぞれ所望の温度に維持されるので、品質が常に均一である。さらに高速製膜が可能である。
【0044】
以上説明した空冷インフレーション成形により得られたデッドホールド性PESフィルム(インフレーションPESフィルム)を、必要に応じてMD方向もしくはTD方向に一軸冷延伸するか、又はMD方向及びTD方向に二軸冷延伸してもよい。これによりインフレーションPESフィルムをさらに薄膜化でき、かつフィルムの膜厚の均一性及び透明性が向上する。冷延伸の温度はPES樹脂組成物のTg超〜Tg+40℃以下の範囲が好ましい。具体的には、冷延伸温度は75〜85℃の範囲がより好ましい。係る一軸冷延伸の延伸率は、MD方向又はTD方向に2倍以上とするのが好ましく、2〜6倍とするのがより好ましい。一軸冷延伸を行う場合は、MD方向に行うのが好ましい。係る二軸冷延伸の延伸率は、面倍率で4倍以上とするのが好ましく、4〜16倍とするのがより好ましい。二軸冷延伸は逐次二軸延伸でも同時二軸延伸でもよいが、逐次二軸延伸が好ましい。
【0045】
一般的にPESフィルムを、Tg+40℃超の温度で延伸すると、延伸方向に結晶が配向するので、配向方向における引張強度、弾性率、剛性等は大幅に向上する。しかし配向していない方向における強度が低下するので、Tg+40℃超の温度で逐次二軸延伸を行うとフィルムが裂けるといった問題がある。これに対して、Tg超〜Tg+40℃以下の温度でPESフィルムを冷延伸した場合、Tg+40℃超の温度で延伸した場合に比べて延伸方向への分子鎖の配向が少ない。このためTg超〜Tg+40℃以下の温度で、インフレーションPESフィルムに対して逐次二軸延伸を行ってもフィルムは裂けない。しかもTg超〜Tg+40℃以下の温度で冷延伸することにより、一軸延伸を行った場合でも易裂性を生じない。またTg超〜Tg+40℃以下の温度で冷延伸することにより、結晶が破壊されて微小な球晶が生成するので、フィルムの透明性が向上する。一軸冷延伸及び逐次二軸冷延伸に使用する装置については、例えばWO 2004/026558に記載のものを挙げることができる。
【0046】
[3] デッドホールド性ポリエステルフィルム
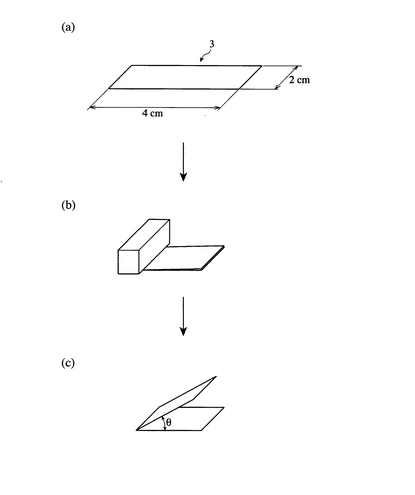
上記空冷インフレーション成形により得られたPESフィルム3は、デッドホールド性、ひねり保持性及び透明性に優れている。具体的には空冷インフレーション成形PESフィルム3の回復角度は30度以下であり、ひねり保持角度は450度以上であり、ヘイズ値(JIS K7105)は15%以下である。ここで「回復角度」は、PESフィルム3から図4(a)に示すような4cm×2cmの短冊状試験片を切り出し、得られた短冊状試験片を図4(b)に示すように長手方向に折り曲げ、屈曲部に200 gの直方体状おもりを載せて5秒間放置し、図4(c)に示すようにおもりを取り去り、立ち上がり角度θを測定し、5回の試験の平均値を算出したものである。この値が小さいほうが良好な結果であることを意味する。ここで「ひねり保持角度」は、PESフィルム3から16 cm×16 cm角の正方形状試験片を切り出し、得られた各正方形状試験片の中心部に直径2cmの鉄球を置き、これを正方形状試験片フィルムで包み、鉄球の両側でそれぞれ反対方向に1.5回(540度)ひねり、23℃の温度、50%の相対湿度の環境下で24時間放置した後、鉄球の両側においてひねられた状態で保持されている角度を測定し、5回の試験の平均値を算出したものである。
【0047】
空冷インフレーション成形PESフィルム3はまた、膜厚の均一性及び耐熱収縮性に優れている。具体的には、平均膜厚8〜30μmのフィルムの膜厚差は1〜3μmであり、熱収縮率はMD方向が0.1%以下、TD方向が0.15%以下である[本明細書において、膜厚差とは、PESフィルムの幅方向における中心部及び両端部の厚みをそれぞれ2点ずつ計6点測定し、そのうちの最大値と最小値との差を算出した値である。この値が小さいほうが良好な結果であることを意味する。また熱収縮率とは、PESフィルム3を150℃で10分間暴露したときのMD及びTDの収縮率をそれぞれ測定した値である。]。このためムラの少ない印刷層や金属蒸着層を形成することができる。またヒートシール、印刷等の二次加工においてフィルム寸法の変化が少ない。
【0048】
空冷インフレーション成形法により製造されたPESフィルム3のデッドホールド性、特にひねり保持性が上述のように優れているのは、バブルのネック部からフロストラインまでの領域を徐冷し、非晶質状態に保持しながらMD方向及びTD方向にほぼ均一に延伸するとともに、バブル領域をPES樹脂組成物のTg超〜Tg+45℃以下に保持するので、生じたバブルに歪み(ストレス)が生じていないためと考えられる。
【0049】
デッドホールド性PESフィルム3の厚さは、用途に応じて適宜設定すればよいが、通常5〜40μmとする。この厚さが5μm以上であれば、十分なデッドホールド性、ひねり保持性、保香性及びガスバリア性を有するとともに、光沢性及び印刷特性も良好である。一方40μm超にしてもフィルムのコストが高騰するだけで、意味がない。デッドホールド性PESフィルム3の好ましい厚さは10〜30μmである。
【0050】
[4] デッドホールド性ポリエステルフィルムへの加工
(1) 線状痕の形成
デッドホールド性PESフィルムの易裂性を高めるために、以下に述べる方法により多数の実質的に平行な線状痕を形成してもよい。フィルム強度と良好な直線的易裂性を両立するために、線状痕の深さはデッドホールド性PESフィルムの厚さの1〜40%であるのが好ましく、具体的には0.1〜10μmであるのが好ましい。線状痕の幅は0.1〜10μmであるのが好ましく、線状痕同士の間隔は10〜200μmであるのが好ましい。
【0051】
デッドホールド性PESフィルムに線状痕を形成するには、例えばWO 03/091003に開示の方法を採用することができる。この方法では、多数のモース硬度5以上の微粒子を表面に有するロール又はプレートに、連続走行するフィルムを押し付けながら摺接させることにより、フィルムに多数の実質的に平行な線状痕を形成する。微粒子としてはダイヤモンド微粒子が好ましい。フィルムをロール又はプレートに押し付ける手段としては、空気を吹き付ける手段、又はフィルムに摺接するブラシが好ましい。この方法により得られた線状痕はフィルムを貫通していないため、線状痕を形成したデッドホールド性PESフィルムには十分な保香性及びガスバリア性を確保することができる。
【0052】
線状痕はデッドホールド性PESフィルムの少なくとも一面に全体的に形成するのが好ましい。これにより、デッドホールド性PESフィルムは一方向の直線的易裂性が付与され、任意の部位から線状痕に沿って直線的に裂くことができる。
【0053】
(2) 微細孔の形成
デッドホールド性PESフィルムの易裂性及び屈曲保持性を高めるために、以下に述べる方法により多数の微細孔を全面に形成してもよい。微細孔は、0.5〜100μmの平均開口径及び約500個/cm2以上の分布密度を有するのが好ましい。微細孔の分布密度が約500個/cm2未満であると、引裂性が不十分である。フィルム強度の観点から、微細孔の分布密度は1×103〜1×104個/cm2であるのがより好ましく、1×103〜5×103個/cm2であるのが特に好ましい。
【0054】
デッドホールド性PESフィルムに微細孔を形成するのに、例えば日本国特許第2063411号及び特開2002-59487号に開示の方法を採用することができる。例えば日本国特許第2063411号の方法では、鋭い角部を有する多数のモース硬度5以上の微粒子が表面に付着した第一のロール(上記線状痕形成用ロールと同じ)と、表面が平滑な第二のロールとの間を均一な押圧力を受けながらフィルムが通過するので、フィルムに微細孔が多数形成される。第二ロールとしては、Niメッキ、Crメッキ等を施した鉄系ロール、ステンレス系ロール、特殊鋼ロール等を用いることができる。微細孔は、デッドホールド性PESフィルムの用途に応じて貫通孔又は未貫通孔のいずれかを選択的に形成すればよい。第一ロール及び第二ロール間の押圧力を調節することにより、貫通孔及び未貫通孔の一方又は両方を形成することができる。
【0055】
(3) セラミック又は金属の蒸着
デッドホールド性PESフィルムのガスバリア性向上を目的として、金属、セラミック等を蒸着してもよい。蒸着するセラミックの具体例としてシリカ、アルミナ等が挙げられる。金属、セラミック等の蒸着は、公知の方法により行うことができる。
【0056】
(4) 樹脂のコーティング
デッドホールド性PESフィルムのガスバリア性、透明性等の向上を目的として、樹脂をコーティングしてもよい。透明樹脂としてポリビニルアルコール系重合体が挙げられる。
【0057】
[5] 包装用フィルム
本発明のデッドホールド性PESフィルムは、上記のようにひねり保持性、透明性等に優れているので、包装用フィルムとして好適である。包装用フィルムは、(a) 本発明のデッドホールド性PESフィルム、又は(b) 本発明のデッドホールド性PESフィルムと、紙シート及び/又は他の樹脂フィルムとからなる積層体(デッドホールド性PESフィルム積層体)からなる。包装用フィルムの用途に応じて、デッドホールド性PESフィルム単体又はデッドホールド性PESフィルム積層体のいずれかを選択すればよい。例えばデッドホールド性PESフィルムのみからなる包装用フィルムは、キャンディー、飴等の比較的小さな食品のみならず、野菜、果物等の比較的大きな食品のひねり包装に好適である。
【0058】
(1) 積層体の層構成例
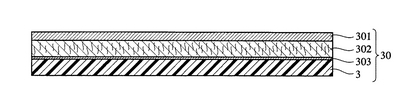
以下デッドホールド性PESフィルム積層体の層構成例について説明する。図5に示す例では、印刷層301、紙シート302、接着剤層303及びデッドホールド性PESフィルム3が順に積層されてなる。このデッドホールド性PESフィルム積層体30は屈曲保持性に優れているので、折り曲げ包装用途に好適である。例えば従来チョコレート、バター、タバコ等の包装に使用されているアルミニウム箔及び紙シートからなる積層体の代替材として適している。
【0059】
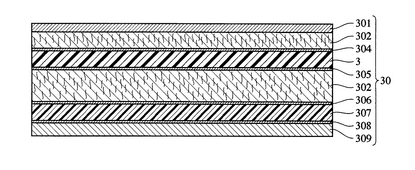
図6に示す例では、印刷層301、紙シート302、ポリエチレン層304、デッドホールド性PESフィルム3、接着剤層305、紙シート302、接着剤層306、剛性プラスチックフィルム307、接着剤層308及びシーラント層309が順に積層されてなる。このデッドホールド性PESフィルム積層体30は、例えばカップラーメン、カップ焼きそば等を収容する即席麺用容器の蓋材用途に好適である。このデッドホールド性PESフィルム積層体30からなる蓋体は、開封保持性に優れている。
【0060】
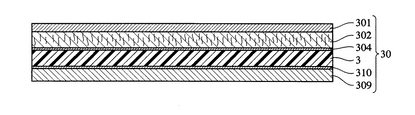
図7に示す例では、印刷層301、紙シート302、ポリエチレン層304、デッドホールド性PESフィルム3、接着剤層310、シーラント層309が順に積層されてなる。このデッドホールド性PESフィルム積層体30は、例えば菓子等を収容する紙容器の蓋材用途に好適である。このデッドホールド性PESフィルム積層体30からなる蓋体も開封保持性に優れている。
【0061】
以下、各層について詳述する。
(i) 印刷層
印刷層301は、グラビア印刷、インクジェット印刷等により設けることができる。印刷インキとしては、アクリル樹脂系、ポリエステル樹脂系、ポリウレタン樹脂系等のベース熱可塑性樹脂に顔料や種々の添加剤を配合したものを用いることができる。二液型ポリウレタン樹脂系の印刷インキは耐水性に優れている。
【0062】
(ii) 紙シート
紙シート302もデッドホールド性付与層として機能する。紙の種類は限定されず、合成紙も含む。紙シート302の目付は、約20〜120 g/m2とするのが好ましく、約30〜80 g/m2とするのがより好ましい。紙シート302の目付が約20 g/m2未満であると、紙シート302の腰が弱すぎて、十分なデッドホールド性を付与することができない。一方、紙シート302の目付を約120 g/m2超にしても、コスト高になるだけで、さらなるデッドホールド性の向上は認められない。
【0063】
(iii) 剛性プラスチックフィルム
剛性プラスチックフィルム307は好ましくはPETフィルムからなる。PESフィルム積層体30の直線易裂性を高めるために、PETフィルムとして一軸配向又は配向度が異なる二軸配向のPETフィルムを用いるのが好ましい。配向度が異なる二軸配向のPETフィルムは、「エンブレットPC」(ユニチカ(株))として市販されている。また剛性プラスチックフィルム307に、上記のような多数の実質的に平行な線状痕及び/又は多数の微細孔を形成すると、PESフィルム積層体30の直線易裂性が向上する。
【0064】
(iv) シーラント層
シーラントフィルム309は、ポリエチレンフィルム、無延伸ポリプロピレンフィルム、アイオノマー樹脂フィルム、ポリスチレンフィルム等により形成できる。またPESフィルム積層体30からなる蓋体を容器本体から容易に剥離できるように、シーラントフィルム309はイージーピール性を有するのが好ましい。そのために、シーラントフィルム309は比較的弱い熱接着性を有するのが好ましい。シーラント層309として公知のホットメルトも用いることができる。
【0065】
シーラントフィルム309として、例えば紙シート302側から順にポリエチレンベースフィルムと低分子量ポリエチレンフィルムとを有する積層フィルムを使用できる。このポリエチレンベースフィルムの厚さは約10〜40μmが好ましく、約20〜30μmがより好ましい。また低分子量ポリエチレンフィルムの厚さは約5〜20μmが好ましく、約7〜15μmがより好ましい。このような積層ポリエチレンフィルムは、例えば760FD(東レ合成フイルム(株)製)として市販されている。またシーラントフィルム211としては、エチレン-酢酸ビニル共重合体(EVA)とポリエチレンとの混合物からなるフィルムも使用できる。この混合物からなるフィルムにおいて、ポリエチレンとしては線状低密度ポリエチレン(LLDPE)が好ましい。この混合物からなるフィルムの厚さも約10〜40μmが好ましく、約20〜30μmがより好ましい。またホットメルト層の厚さは10〜50μmが好ましく、20〜40μmがより好ましい。
【0066】
シーラントフィルム309として、エチレンと炭素数3〜18のα-オレフィンとを共重合して得られた直鎖状エチレン・α-オレフィン共重合体[密度(JIS K6922):0.870〜0.910 g/cm3、MFR(JIS K6921、190℃、2.16kg荷重):1〜100 g/10分]及びポリスチレンを含む樹脂組成物からなるシーラントフィルム(特開2004-26190号)が挙げられる。このシーラントフィルムからなる熱シール層を有する蓋体を容器本体に熱シールすると、密封性と易開封性を両立できる。
【0067】
PESフィルム積層体30に優れた直線引裂性を付与するために、シーラントフィルム309に、上記のような多数の実質的に平行な線状痕及び/又は多数の微細孔を形成してもよい。
【0068】
(v) 接着層
接着層に特に制限はないが、接着性を有するフィルム状のプラスチックからなるのが好ましい。PESフィルム積層体30を食品用包装フィルムとして用いる場合、低臭性のアクリル系水溶性樹脂(例えば商品名「ライフボンド RA-1A」、日榮化工(株)製)を用いるのが好ましい。PESフィルム積層体30を押出ラミネーション法により形成する場合、接着層としてポリエチレンを使用するのが好ましい。
【0069】
(vi) その他の層
包装した内容物が日光や紫外線により変質するのを防止するために、PESフィルム積層体30は遮光性インク層を有してもよい。遮光性インク層はPESフィルム3に設けるのが好ましい。遮光性インクは、例えばカーボンブラックのような黒色もしくは暗色の顔料又は染料を含むインクであれば、特に限定されない。遮光性インク層は、焼却処理時に環境への悪影響がないという利点を有するとともに、密封した容器内の金属系異物の探知を金属探知機により行うことができるという利点もある。従って、即席食品等の安全性がいっそう高まるだけでなく、金属探知機の利用により検査コストを著しく低減できる。
【0070】
(2) デッドホールド性ポリエステルフィルム積層体の製造方法
図5に示すデッドホールド性PESフィルム積層体30を製造する場合、予め印刷層301を設けた紙シート302と、PESフィルム3をドライラミネーション法により接着すればよい。
【0071】
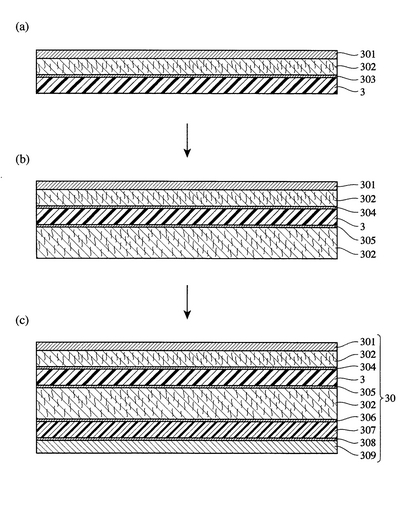
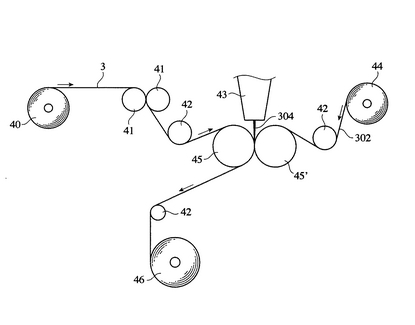
図6に示すデッドホールド性PESフィルム積層体30を製造する場合、まず図8(a)に示す印刷層301、紙シート302、ポリエチレン層304及びPESフィルム3からなる積層体[積層体(a)]を作製する。図9は、積層体(a)を製造する装置の一例を示す。PESフィルム原反を巻いたリール40から巻き戻したPESフィルム3は、圧力調整ロール41,41及びガイドロール42を経て、ダイ43より押出した溶融ポリエチレン304を介して、リール44から巻き戻した印刷済み紙シート302を重ねながら一対の冷却ロール45,45'間を通し(押出ラミネーション)、賦形用の冷却ロール45で搬送しながらPESのTg超〜融点未満の温度T1で賦形処理する。これにより積層体(a)のPESフィルム3にカール形状を記憶させることができる。本明細書において、カール形状の記憶とは、PESフィルム積層体30を反らした時にその状態を維持できるデッドホールド性とは異なり、賦形処理した温度T1以上にPESフィルム積層体30を曝すことにより、賦形処理後に与えられた形状(平坦な形状、逆カール形状等)からカール形状に戻る(PESフィルム積層体30を反らすことができる)性質を意味する。例えばポリエチレン304の溶融温度を約300℃とすることにより、PESフィルム3を約130℃で賦形処理することができる。
【0072】
積層体(a)を形成する際、PESフィルム3に弾性変形領域(1〜3%の伸度)内のMD方向延伸を施した状態で紙シート302に接着するのが好ましい。これにより、PESフィルム積層体30にカール性を付与できる。1〜3%の延伸を行うには、PESフィルム3に10〜20 kgf/m幅の張力をかければよい。PESフィルム3を延伸せずに紙シート302と接着する場合、PESフィルム3にかける張力は5kgf/m幅以下である。
【0073】
温度T1で上記賦形処理することにより得られる積層体(a)、特にPESフィルム3に張力をかけながら紙シート302と接着してなるものは、PESフィルム3に反るカール性を有するので、図9に示すように、PESフィルム3を外側にしてリール46に巻回しながらPESのTg以下の温度T2まで冷却する。これにより、巻き戻したときに積層体(a)は実質的にカールしない(もちろん積層体(a)は経時的にはカールする)。
【0074】
次いで上記のようにして作製した積層体(a)のPESフィルム3側に、もう一つの紙シート302をドライラミネーション法により接着することにより、図8(b)に示す積層体(積層体(b))を形成する。得られた積層体(b)の紙シート302側に、予め形成した剛性プラスチックフィルム307及びシーラントフィルム309からなる積層体をドライラミネーション法により接着すると、図8(c)に示すデッドホールド性PESフィルム30が得られる。
【0075】
積層体(a)に紙シート302を接着する際、及び積層体(b)に剛性プラスチックフィルム307及びシーラントフィルム309からなる積層体を接着する際、積層体(a)及び積層体(b)をフラットな状態に保持しながらPESのTg超〜T1未満の温度T3でドライラミネートし、PESのTg以下の温度T4まで冷却する。これにより最終的に得られるデッドホールド性PESフィルム積層体30は、平坦な形状となる。ドライラミネーション温度T3は例えば約90℃とする。平坦な形状のデッドホールド性PESフィルム積層体30を形成することにより、蓋体への打ち抜き/熱シールの作業に支障がない。熱シールした蓋体は、通常熱シール時にT1以上の温度で処理され、形状回復能により実質的にカール形状を回復するので、容器本体から剥離すると、カールした状態になる。
【0076】
図7に示すデッドホールド性PESフィルムの作製方法は、積層体(a)にシーラントフィルム309を接着する以外、上記と同じである。
【0077】
本発明を以下の実施例によりさらに詳細に説明するが、本発明はこれらの例に限定されるものではない。
【実施例】
【0078】
実施例1
図1に示す装置を用いて空冷インフレーション成形法によりPESフィルムを作製した。60質量部のPBTペレット(商品名「トレコン1200S」、東レ(株)製、融点:220℃、極限粘度:1.2)、及び40質量部のPETペレット(イソフタル酸を共重合成分として含む。融点:260℃。)を混合し(ドライブレンド)、得られた混合物を一軸押出機(スクリュー径:50 mm、押出量:50 kg/hr)に投入し、240℃で溶融混練し、押出機中で溶融樹脂組成物を調製した。続いて押出機出口から、240℃の押出樹脂温度及び11.8 MPa(120 kgf/cm2)の押出樹脂圧力で溶融樹脂組成物を押し出し、さらにダイヘッド(ダイ径:150 mm、ダイリップの間隙:0.9 mm)から溶融樹脂組成物のチューブを押し出した。押し出した溶融樹脂組成物のチューブを3.6のブローアップ比で膨張させるとともに、(1) 第一の温風吹出装置より温風(30℃)を噴出させることによりバブルのネック部を185℃に徐冷し、(2) 第二温風吹出装置から温風(30℃)を噴出させることによりバブルの膨張部を160℃に徐冷し、(3) 第三温風吹出装置から温風(50℃)を噴出させることによりフロストライン領域を125℃に徐冷し、(4) バブル領域を100℃に保持しながら20 m/分で引き取り、デッドホールド性PESフィルムを作製した。バブル領域を包囲する円筒状ネットはナイロン製のものとし、アクリル樹脂製の円筒型隔壁は、その上部側面に温風排出口が2箇所設けられており、内側に棒状ヒーターが設けられており、内部上部に開孔率60%の整流板が設けられたものを用いた。
【0079】
実施例2
PBTとPETとの配合割合をPBT/PET=50/50(質量比)とした以外、実施例1と同様にしてデッドホールド性PESフィルムを作製した。
【0080】
実施例3
PBTとPETとの配合割合をPBT/PET=40/60(質量比)とした以外、実施例1と同様にしてデッドホールド性PESフィルムを作製した。
【0081】
比較例1
PBTとPETとの配合割合をPBT/PET=70/30(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0082】
比較例2
PBTとPETとの配合割合をPBT/PET=80/20(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0083】
比較例3
PBTとPETとの配合割合をPBT/PET=30/70(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0084】
<デッドホールド性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムから、図4(a)に示すような4cm×2cmの短冊状試験片を切り出した。短冊状試験片は、その長手方向をフィルムのMD方向としたものと、フィルムのTD方向としたものの二種を、各PESフィルムから切り出した。得られた各短冊状試験片を、図4(b)に示すように長手方向に折り曲げ、屈曲部に200 gの直方体状おもりを載せて5秒間放置し、図4(c)に示すようにおもりを取り去り、立ち上がり角度θを測定し、5回の試験の平均値を算出し、これを回復角度とした。結果を表1及び図10に示す。
【0085】
<ひねり保持性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムから、16 cm×16 cm角の正方形状試験片を切り出した。得られた各正方形状試験片の中心部に直径2cmの鉄球を置き、これを正方形状試験片フィルムで包み、鉄球の両側でそれぞれ反対方向に1.5回(540度)ひねり、23℃の温度、50%の相対湿度の環境下で24時間放置した後、鉄球の両側においてひねられた状態で保持されている角度(ひねり保持角度)を測定した。5回の試験の平均値を算出し、下記の基準;
〇:ひねり保持角度が450度以上。
△:ひねり保持角度が300度以上、450度未満。
×:ひねり保持角度が300度未満。
により評価した。結果を表1に示す。
【0086】
<透明性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムについて、JIS K7105によりヘイズ値を測定した。結果を表1に示す。
【0087】
比較例4
市販二軸延伸ポリプロピレン(OPP)フィルム[商品名「パイレン」(東洋紡績(株)製)、厚さ:20μm]について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0088】
比較例5
市販防湿セロファン[商品名「MST」(積水化学(株)製)、厚さ:20μm](比較例5)について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0089】
比較例6
市販二軸延伸PETフィルム[商品名:「エステルフィルム」(東洋紡績(株)製)、厚さ:12μm](比較例6)について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0090】
【表1】

表1(続き)
【0091】
注:(1) 東レ(株)商品名「トレコン」。
(2) イソフタル酸を共重合成分として含む。
(3) 接触厚さ計により、シートの幅方向における中心部及び両端部の厚さをそれぞれ2点ずつ計6点の膜厚を測定した値を平均した。
(4) 短冊状試験片の長手方向がフィルムのMD方向。
(5) 短冊状試験片の長手方向がフィルムのTD方向。
【0092】
表1及び図10から明らかなように、実施例1〜3のPESフィルムは、デッドホールド性、ひねり保持性及び透明性のいずれにも優れている。これに対して、比較例1〜3ではPBTとPETの配合割合が本発明の範囲外であるので、デッドホールド性及びひねり保持性に劣っており、特に比較例1及び2では透明性も劣っていた。従来の包装用フィルムである比較例4〜6では、デッドホールド性及びひねり保持性のいずれも劣っていた。
【図面の簡単な説明】
【0093】
【図1】本発明のデッドホールド性ポリエステルフィルムを、空冷インフレーション成形法により製造する装置の一例を示す概略図である。
【図2】バブルを徐冷する装置の一例を示す概略断面図である。
【図3】図3(a)は整流板の一例を示す平面図であり、図3(b)は整流板の別の例を示す平面図であり、図3(c)は整流板のさらに別の例を示す平面図である。
【図4】図4(a)はデッドホールド性評価用試験片を示す斜視図であり、図4(b)は図4(a)の試験片を折り曲げ、屈曲部におもりを載せた状態を示す斜視図であり、図4(c)は図4(b)のおもりを取り去った後の試験片の屈曲状態を示す斜視図である。
【図5】本発明の包装用フィルムの層構成例を示す断面図である。
【図6】本発明の包装用フィルムの別の層構成例を示す断面図である。
【図7】本発明の包装用フィルムのさらに別の層構成例を示す断面図である。
【図8】図8 (a)は紙シートと、PESフィルムを接着した状態を示す断面図であり、図8(b)は図8(a)の積層体に紙シートを接着した状態を示す断面図であり、図8(c)は図8(b)の積層体に剛性プラスチックフィルム及びシーラントフィルムを積層した状態を示す断面図である。
【図9】図8(a)の積層体を形成する装置の一例を示す概略図である。
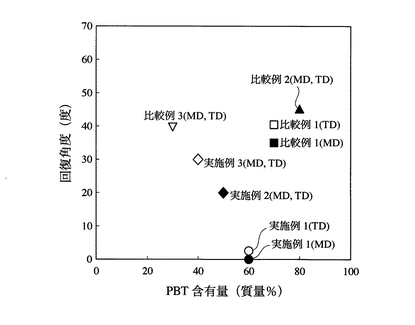
【図10】実施例1、比較例1及び2のポリエステルフィルムについて、PBT含有量と回復角度の関係を示すグラフである。
【符号の説明】
【0094】
1・・・インフレーションダイ
10・・・ダイヘッド
100・・・環状オリフィス
11・・・ウェルド部
110・・・押出機出口
111・・・ダイヘッド入口
112・・・温度検出器
12・・・押出機
120・・・スクリーンパック
121・・・圧力検出器
13・・・引取り機ニップロール
14・・・巻き取りリール
15・・・断熱材
16・・・ガイドロール
17・・・ニップロール
20・・・第一温風吹出装置
21・・・第二温風吹出装置
22・・・第三温風吹出装置
23・・・隔壁
230・・・温風排出口
231・・・隔壁側面
232・・・隔壁上面
24・・・加熱手段
25・・・円筒状ネット
26・・・空気注入管
28・・・整流板
3・・・バブル、デッドホールド性PESフィルム
30・・・デッドホールド性PESフィルム積層体
31・・・ネック部
32・・・膨張部
33・・・バブル領域
34・・・フロストライン
301・・・印刷層
302・・・紙シート
303,305,306,308・・・接着剤層
304・・・ポリエチレン層
307・・・剛性プラスチックフィルム
309・・・シーラントフィルム
40,44,46・・・リール
41・・・圧力調整ロール
42・・・ガイドロール
43・・・ダイ
45,45'・・・冷却ロール
【技術分野】
【0001】
本発明はデッドホールド性ポリエステルフィルムに関し、特にひねり保持性に優れ、包装用フィルムとして有用なデッドホールド性ポリエステルフィルムに関する。
【背景技術】
【0002】
包装用フィルムには、多くの場合、デッドホールド性(ひねり、折り曲げ等の変形を受けた状態を維持できる性質)が要求される。従来ひねり包装用のフィルムとして、セロファン、一軸延伸ポリエチレンフィルム等が知られている。セロファンはデッドホールド性のみならず、透明性及び易切断性にも優れているが、吸湿性を有するため、湿度変動により物性が大きく変化するという問題がある。一軸延伸ポリエチレンフィルムはデッドホールド性が不十分である。
【0003】
そのため食品、タバコ等の包装には、デッドホールド性に優れたアルミニウム箔と紙及び/又は樹脂フィルムとからなる積層フィルムが使用されているのが現状である。しかしアルミニウム箔を有する包装材は、使用後の焼却処理において、アルミニウム箔が焼却炉中にインゴットとして絡みついて焼却炉を傷めたり、それによって焼却効率を低下させたりする問題がある。しかも上記のような積層フィルムからアルミニウム箔のみを分離するのは困難である。そのため、環境保護の観点から、アルミニウム箔を有する包装材をできるだけ使用しないのが望ましい。またカップラーメンのような即席食品の場合、食品安全性の観点から、容器内に金属系異物が混入していないかを検査する必要があるが、アルミニウム箔を有する蓋体を熱シールした後では金属探知機による検知が不可能であるので、蓋体を熱シールする前に検査しているのが現状である。また蓋体としてアルミニウム箔を用いた場合には、蓋体が重くなるといった問題もある。
【0004】
アルミニウム箔を含まない蓋材として、例えば順に紙層/接着樹脂層/ポリエチレンテレフタレートフィルム層/易剥離樹脂層を有する積層フィルムが提案されている。ポリエチレンテレフタレート(PET)フィルムは、水蒸気のバリア性、熱に対する寸法安定性、充填機適性(カールがないこと)等の特性を有する。しかしながらPETフィルムは腰強度が大きいので、蓋体を開封した状態に維持する性質(デッドホールド性)に乏しい。そのため蓋体は開封後に簡単に閉じてしまい、熱湯が注ぎ難くいという問題がある。
【0005】
そこで特開2004-181563号(特許文献1)は、結晶性ポリエステル樹脂層(A)の少なくとも一面に、二種以上の結晶性ポリエステル及び一種以上の非晶性ポリエステルからなるポリエステル樹脂層(B)が積層されてなる延伸ポリエステルフィルムを提案している。特許文献1は、上記ポリエステル樹脂(B)として、30〜75質量%のPETと、5〜30質量%のポリブチレンテレフタレート(PBT)と、20〜40質量%のガラス転移温度が35℃以上の非結晶性ポリエステルとからなり、PBT及び非結晶性ポリエステルの合計が70〜25質量%であるポリエステル樹脂混合物を記載している。しかしこのひねり性を有する延伸ポリエステルフィルムは、これを構成する樹脂の種類が多く、しかも結晶性ポリエステル樹脂(A)及びポリエステル樹脂(B)を各々別々の押出機から押し出しながら積層し、得られた積層体を延伸した後、熱処理することにより得られるものであり、製造工程が煩雑であるため、高コストであった。
【0006】
【特許文献1】特開2004-181563号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、ひねり保持性に優れ、かつ低廉なデッドホールド性ポリエステルフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記目的に鑑み鋭意研究の結果、本発明者は、ポリブチレンテレフタレート及びポリエチレンテレフタレートを特定の配合割合で含む樹脂組成物を溶融させ、徐冷して非晶質状態に保持しながら延伸することにより、ひねり保持性に優れ、かつ低廉なデッドホールド性ポリエステルフィルムが得られることを見出し、本発明に想到した。
【0009】
すなわち、本発明のデッドホールド性ポリエステルフィルムは、ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、前記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた前記樹脂組成物を徐冷して非晶質状態に保持しながら延伸してなることを特徴とする。
【0010】
本発明のデッドホールド性ポリエステルフィルムは、溶融させた前記樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法により成膜されたものであるのが好ましい。本発明のデッドホールド性ポリエステルフィルムはヘイズ値が15%以下であり、透明性に優れている。本発明のデッドホールド性ポリエステルフィルムは多数の微細な貫通孔及び/又は未貫通孔を均一に形成してもよく、これにより易裂性及び屈曲保持性を付与できる。
【0011】
本発明の包装用フィルムは、(a) 上記デッドホールド性ポリエステルフィルム、又は(b) 上記デッドホールド性ポリエステルフィルムと紙シート及び/又は他の樹脂フィルムとからなる。上記デッドホールド性ポリエステルフィルム単体からなる包装用フィルムは、ひねり包装用途に好適である。
【0012】
上記デッドホールド性ポリエステルフィルムと紙シートとが積層された包装用フィルムは、折り曲げ包装用途に好適である。少なくとも紙シート、上記デッドホールド性ポリエステルフィルム、もう一つの紙シート、剛性プラスチックフィルム及びシーラント層を有する包装用フィルムは、即席麺用容器の蓋材として好適である。少なくとも紙シート、上記デッドホールド性ポリエステルフィルム、及びシーラント層を有する包装用フィルムは、菓子用容器の蓋材として好適である。
【発明の効果】
【0013】
本発明のデッドホールド性ポリエステルフィルムは、ポリブチレンテレフタレート及びポリエチレンテレフタレートを35〜65:65〜35の質量比で含む樹脂組成物からなり、溶融させた前記樹脂組成物を徐冷して非晶質状態に保持しながら延伸してなるので、デッドホールド性、特にひねり保持性に優れ、かつ透明性にも優れている。このような特性を有する本発明のデッドホールド性ポリエステルフィルムは、食品用を始めとする種々の包装用途に好適である。
【発明を実施するための最良の形態】
【0014】
[1] 原料ポリエステル樹脂組成物
本発明のデッドホールド性ポリエステル(PES)フィルムは、ポリブチレンテレフタレート(PBT)及びポリエチレンテレフタレート(PET)を含む樹脂組成物からなる。
(1) 原料ポリブチレンテレフタレート
原料とするポリブチレンテレフタレート(PBT)に特に制限はないが、1,4-ブタンジオールとテレフタル酸とを構成成分とするホモポリマーからなるのが好ましい。但し1,4-ブタンジオール以外のジオール成分、又はテレフタル酸以外のジカンボン酸成分を共重合成分として含んでいてもよい。そのようなジオール成分としては、例えば、エチレングリコール、ジエチレングリコール、ネオペンチルグリコール、1,4-シクロヘキサンメタノール等が挙げられる。ジカルボン酸成分としては、例えば、イソフタル酸、セバシン酸、アジピン酸、アゼライン酸、コハク酸等が挙げられる。好ましいPBTの具体例としては、例えば東レ(株)から商品名「トレコン」として市販されているホモPBTを挙げることができる。
【0015】
PBTは一般に約220〜230℃の融点及び約20〜45℃のガラス転移温度(Tg)を有する。なお融点はASTM D4591により測定することができ、ガラス転移温度はJIS K7121により測定することができる(以下同じ)。
【0016】
PBTの分子量は、比較的高いのが好ましい。分子量が高い程、デッドホールド性PESフィルムを空冷インフレーション成形法により製造する場合に、環状ダイから押し出した溶融樹脂組成物のチューブを空気の注入により膨張させてバブルを形成した際に、バブルの膨張部を非晶質状態に保持しやすい。具体的には、PBTのIV値(極限粘度)は0.8〜1.5であるのが好ましい。
【0017】
(2) 原料ポリエチレンテレフタレート
原料とするポリエチレンテレフタレート(PET)に特に制限はないが、エチレングリコールとテレフタル酸とを構成成分とするホモポリマーからなるのが好ましい。但しエチレングリコール以外のジオール成分、又はテレフタル酸以外のジカンボン酸成分を共重合成分として含んでいてもよい。そのようなジオール成分としては、例えば、ジエチレングリコール、1,4-ブタンジオール、ネオペンチルグリコール、1,4-シクロヘキサンメタノール等が挙げられ、またジカルボン酸成分としては、例えば、イソフタル酸、セバシン酸、アジピン酸、アゼライン酸、コハク酸等が挙げられる。PETはテレフタル酸以外のジカルボン酸成分としてイソフタル酸を含むのが好ましい。PETがイソフタル酸成分を含むことにより、デッドホールド性PESフィルムの結晶性が向上する。PETは、一般に約250〜270℃の融点及び約70〜80℃のガラス転移温度を有する。
【0018】
(3) 配合割合
PBTとPETとの配合割合は、PBT及びPETの合計を100質量%としてPBTが35〜65質量%である。PBTの含有量を35質量%未満とすると、デッドホールド性が低下する。PBTの含有量を65質量%超とすると、デッドホールド性及び透明性が低下する。PBTの含有量は45〜65質量%が好ましい。PES樹脂組成物の融点は約230〜250℃であり、Tgは約30〜70℃である。
【0019】
(4) その他の樹脂
PES樹脂組成物は、PBT及びPETのみからなる場合に限定されず、本発明の効果を阻害しない範囲で目的に応じて他の樹脂を含有しても良い。他の樹脂としてはポリエチレンナフタレート(PEN)等のポリエステル;ポリフェニレンサルファイド(PPS);ポリアミド(PA);ポリイミド(PI);ポリアミドイミド(PAI);ポリエーテルサルフォン(PES);ポリエーテルエーテルケトン(PEEK);ポリカーボネート;ポリウレタン;フッ素樹脂;ポリエチレン、ポリプロピレン等のポリオレフィン;ポリ塩化ビニル;エラストマー等を挙げることができる。特に樹脂組成物がポリエチレン、ポリプロピレン等のポリオレフィン及び/又はエラストマーを含有していると、溶融粘度及びメルトテンションが高くなるので、フィルム製造時の成膜性が向上するとともに、得られるフィルムの機械的強度やヒートシール性が向上するので好ましい。中でも樹脂組成物はポリエチレンを含むのが好ましい。他の樹脂を含有する場合、その割合は樹脂組成物全体を100質量%として、5〜15質量%であるのが好ましく、5〜10質量%であるのがより好ましい。
【0020】
(5) 添加剤
PES樹脂組成物には一般の熱可塑性樹脂及び熱硬化性樹脂に添加される公知の添加剤、すなわち可塑剤、酸化防止剤や紫外線吸収剤等の安定剤、帯電防止剤、界面活性剤、染料や顔料等の着色剤、流動性の改善のための潤滑材、結晶化促進剤(核剤)、無機充填材等も要求性能に応じ適宜使用することができる。
【0021】
[2] デッドホールド性ポリエステルフィルムの製造方法
本発明のデッドホールド性PESフィルムは、上記原料PES樹脂組成物を溶融させ、徐冷して非晶質状態に保持しながら延伸することにより製造する。原料PES樹脂組成物を非晶質状態に保持しながら延伸する方法として、(a) 溶融させたPES樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法、及び(b) 溶融させたPES樹脂組成物をTダイより押出し、加熱キャスティングロール上で除冷することにより非晶質シートを形成し、得られた非晶質シートを非晶質状態に保持しながら一軸延伸又は二軸延伸するキャスト法が挙げられる。中でも空冷インフレーション法が好ましい。以下本発明のデッドホールド性PESフィルムを空冷インフレーション法により製造する方法について詳細に説明する。
【0022】
図1は、空冷インフレーション成形法によるデッドホールド性PESフィルムの製造方法の工程を示す。押出機12に取り付けられた環状ダイ1から押出したチューブ状フィルムは、空気注入管26から内部に空気を送り込むことにより急激に所定の幅のフィルムに膨張させ、引取り機ニップロール13に挟むことにより引き取り、巻き取りリール14により巻き取る。環状ダイ1は環状のダイヘッド10及びウェルド部11を有する。チューブ状フィルムに注入する空気を供給する空気注入手段に特に制限はなく、空気注入管26をブロワーに接続した構成の手段、空気注入管26を圧縮空気ボンベに接続した構成の手段等を挙げることができる。
【0023】
デッドホールド性PESフィルムを製造するには、まずPBT、PET及び所望の添加剤などの混練を行う。混練温度が必要以上に高くならないように、一軸押出機のような押出機中で混練を行う場合、発熱しないようなスクリュー構造を有するもの、又は適当な冷却装置を有するものを使用する。
【0024】
PES樹脂組成物の押出樹脂温度はPES樹脂組成物の融点(以下特段の断りがない限り単に「融点」と呼ぶ)−30℃〜融点+20℃とし、好ましくは融点−20℃〜融点+10℃とする。なお押出樹脂温度は、押出機12の出口110とダイヘッド10の入口111とを結ぶウェルド部11の樹脂流路内に設けた温度検出器112(熱電対等)により測定したものである。樹脂の押出速度は非常に速いので、押出機12の出口110及びダイヘッド10の出口においてもほぼ融点−30℃〜融点+20℃の温度範囲内であると推定される。但しウェルド部11の構造は図示のものに限られない。押出樹脂温度を融点−30℃〜融点+20℃とすることにより、結晶化度が高く、かつ膜厚の均一性及び耐熱収縮性に優れたデッドホールド性PESフィルムが得られる。
【0025】
押出樹脂圧力は8.3〜13.7 MPa(85〜140 kgf/cm2)とする。装置の構成上ダイヘッド10内の樹脂圧力を測定することができないので、押出機出口110に設けた圧力検出器121により測定した圧力を押出樹脂圧力とする。押出樹脂圧力を8.3〜13.7 MPaとすることにより、バブルを形成するために十分な溶融粘度の樹脂を押し出すことができる。押出樹脂圧力は9.3〜11.8 MPa(95〜120 kgf/cm2)とするのが好ましい。押出樹脂圧力は、押出機中のスクリーンパック120のメッシュを変えたり、環状オリフィスの間隙を変えたりすることにより調節することができる。
【0026】
ダイヘッド10のダイリップの外径は120〜250 mmであるのが好ましく、またダイリップの間隙は0.8〜1.2 mmであるのが好ましい。
【0027】
環状ダイ1から押し出したバブル3は、冷却装置により徐冷しながら長手方向(MD)のみならず横方向(TD)にも延伸する。図2において、バブル冷却装置は、環状ダイ1の付近に設けられた第一温風吹出装置20と、第一温風吹出装置20の上方に設けられた第二温風吹出装置21と、第二温風吹出装置21の上方に設けられた第三温風吹出装置22と、第三温風吹出装置22の上方に設けられた隔壁23と、隔壁23の内側に設けられた加熱手段24と、隔壁23の内側(バブル3側)に設けられた円筒状ネット25とを有する。なお図2において、15は環状ダイ1の上方に設けられた断熱材を示し、16はガイドロールを示す。
【0028】
以上の構成の装置において、各温風吹出装置20〜22及び隔壁23の配置は空冷インフレーション成形法により形成されるバブル3の温度コントロールにより決まるので、以下にバブル3の形状及び温度分布について説明する。
【0029】
ダイ1の環状オリフィス100より溶融したPES樹脂組成物を押し出して、バブル3を形成するが、押し出した直後のバブル3は、溶融張力が低いために細径状となり、いわゆるネック部31を形成する。ネック部31において、バブル3は主としてMDに延伸される。次にバブル3を急激に膨張させ、所定のバブル径とする。この膨張部32において、バブル3はMD及びTDに同時に延伸される。膨張部32のほぼ上方付近にフロストライン34があり、ここでPES樹脂組成物は冷却固化状態となる。フロストライン34より上方のバブル領域33に設けられた隔壁23及び加熱手段24により、バブル3はさらに徐冷される。
【0030】
本発明の如く空冷インフレーション成形法によりデッドホールド性PESフィルムを得るためには、バブル3の各部の温度を以下の通りコントロールする。
(a) 押出樹脂温度を融点−30℃〜融点+20℃に制御。
(b) ネック部31では融点−60℃〜融点−45℃に徐冷。
(c) 膨張部32では融点−90℃〜融点−60℃に徐冷。
(d) フロストライン34の領域では融点−150℃〜融点−110℃に徐冷。
(e) バブル領域33ではPES樹脂組成物のTg超〜Tg+45℃以下に保持。
【0031】
上記条件(a)については、上述の通りであるが、条件(b)については、ネック部31で融点−60℃〜融点−45℃に徐冷しないと、次の膨張部32でMD及びTDへの同時二軸延伸を十分に達成することができない。すなわちネック部31で融点−60℃〜融点−45℃に徐冷することにより、膨張部32を融点−90℃〜融点−60℃に徐冷/保持することができる[条件(c)]。具体的には、ネック部31を180〜195℃に徐冷するのが好ましい。膨張部32を融点−90℃〜融点−60℃に保持しないと、膨張部32で適度な溶融張力を有さず、MDの延伸が主となってしまい、薄膜化できない。膨張部32を融点−90℃未満としてしまうと、結晶化が進行するので、非晶質状態を保持できない。具体的には、膨張部32を150〜180℃に徐冷するのが好ましい。
【0032】
このような温度条件を満たすためには、ブローアップ比(バブル径/ダイ径)を2.0〜4.0にするのが好ましい。特にブローアップ比は2.0〜3.6にするのが望ましい。
【0033】
条件(d)について、フロストライン34の領域でのバブル温度を融点−150℃〜融点−110℃に徐冷することにより、バブル3のMD及びTDへの同時二軸延伸を十分に達成することができる。フロストライン34の領域においてバブル温度が融点−150℃より低いと、フィルム皺が発生する恐れがある。具体的には、フロストライン34の領域を90〜130℃に徐冷するのが好ましい。
【0034】
条件(e)については、フロストライン34の上方でバブル3をPES樹脂組成物のTg超〜Tg+45℃以下に保持することにより、フィルム皺の発生を防止でき、かつ均一な薄いバブル3の形成を安定化することができる。好ましくはバブル領域33を90〜110℃に保持する。隔壁23及び加熱手段24を設けずに、バブル領域33の温度をPES樹脂組成物のTg以下に保つと、不均一な延伸が起こるおそれがあり、そのためバブル3全体が不安定となる。
【0035】
本発明においては、図2に示すように、バブル領域33の外周を円筒状ネット25でさらに囲うのが好ましい。これによりバブル領域33の温度を一層安定化することができ、かつバブル3の横揺れを防止することができる。
【0036】
以上のようなバブル3の温度コントロールを行うために、第一温風吹出装置20、第二温風吹出装置21、第三温風吹出装置22、隔壁23、加熱手段24、及び円筒状ネット25の配置は以下の通りである。
(i) 第一温風吹出装置20
環状ダイ1の直近に設け、ネック部31の温度が融点−60℃〜融点−45℃に徐冷されるように、温風を噴出させる。かかる温風の温度は25〜50℃であるのが好ましい。
(ii) 第二温風吹出装置21
膨張部32の直下に設け、膨張部32の温度が融点−90℃〜融点−60℃に徐冷されるように、温風を噴出させる。かかる温風の温度は25〜50℃であるのが好ましい。
(iii) 第三温風吹出装置22
フロストライン34の直下に設け、フロストライン34の領域の温度が融点−150℃〜融点−110℃に徐冷されるように、温風を噴出させる。かかる温風の温度は、PES樹脂組成物のTg超〜Tg+45℃以下であるのが好ましい。
(iv) 隔壁23及び加熱手段24
隔壁23は第三温風吹出装置22の上方の位置で、バブル領域33を包囲しかつ第一〜第三温風吹出装置より噴出した温風がバブル領域33の外面に沿って吹き上がるように設ける。加熱手段24は隔壁23の内側に設ける。隔壁23及び加熱手段24を設けることにより、バブル領域33を外部雰囲気(気温・温度等)の影響から遮断し、常にPES樹脂組成物のTg超〜Tg+45℃以下に保持することができる。
(v) 円筒状ネット25
隔壁23の内側で、バブル領域33を包囲するように設ける。
【0037】
以上の方法において、第一〜第三温風吹出装置のそれぞれより噴出させるための温風を供給する手段に特に制限はなく、温度コントロール可能なブロワー等を挙げることができる。第一〜第三温風吹出装置のそれぞれより噴出させる温風の流量は、ネック部31、膨張部32及びフロストライン34の領域でのバブル温度がそれぞれ上記の温度範囲となるように適宜調節する。安定した徐冷効果が得られないとバブル3が不安定となるので、温風の温度はできるだけ変化しないようにコントロールする。
【0038】
隔壁23の材質に特に制限はないが、隔壁23で包囲されたバブル領域33が観察できるようにアクリル樹脂であるのが好ましい。バブル領域33を四方から囲むことができれば隔壁23の形状に特に制限はなく、例えば円筒型構造のものや、直方体型構造のものが挙げられるが、円筒型構造であるのが好ましい。隔壁23の内側に設ける加熱手段24としては、例えば棒状やリボン状の電気ヒーターを挙げることができる。棒状の電気ヒーターは、複数設けるのが好ましい。隔壁23の内面にアルミニウム箔を張り付け、熱放射を遮断できる構成としてもよい。必要に応じて隔壁23の下部(第三温風吹出装置22の直上)に、室温程度の冷風を吹き上げる手段を設けてもよい。これにより隔壁23内側の温度調整が容易となるだけでなく、隔壁23内側の空気流量調整も容易となる。
【0039】
図2に示すように、隔壁23の上部に温風排出口230を設けるのが好ましい。温風排出口230を設けることにより、第一〜第三温風吹出装置から噴出した温風を整流することができる。このため温風によるバブル3の横揺れを防止することができる。温風排出口230は2個以上設けるのが好ましく、2〜4個設けるのがより好ましい。図2に示す例では、隔壁23の側面231の上部に温風排出口230を設けているが、隔壁23の上面232に設けてもよい。但し温風排出口230の数及び口径は、隔壁23による保温性が損なわれない程度とする。
【0040】
図2に示すように、隔壁23の内側上部にリング状の整流板28を設けるのが好ましい。整流板28を設けることにより、第一〜第三温風吹出装置から噴出した温風を整流する能力が向上し、バブル3の横揺れ防止性が一層向上する。図2に示すように、整流板28は円筒状ネット25の近傍から隔壁23の内側面近傍まで延在するのが好ましい。整流板28の構造に制限はなく、図2及び図3(a)に示すような一方向に並んだ板材により仕切られた構造のもの、図3(b)に示すような格子状に仕切られた構造のもの、図3(c)に示すような多数の丸孔が設けられたパンチングプレート状のもの、ネット状のもの等が挙げられる。整流板28の開孔率は40〜60%であるのが好ましい。整流板28を構成する材料に特に制限はなく、アルミニウム、合成樹脂等が挙げられる。整流板28の設置枚数にも特に制限はないが、通常は一枚設ければよい。
【0041】
円筒状ネット25を構成する繊維としては、シルク、綿等の天然繊維、ナイロン、ポリプロピレン、ポリエステル等のプラスチック繊維、ステンレススチール、銅、黄銅、ニッケル等の金属繊維等を用いることができる。円筒状ネット25としてネット状のものを用いる場合、その網目が5〜20メッシュのものが好ましく、特に8〜10メッシュのものが好ましい。
【0042】
本発明におけるPES樹脂組成物の空冷インフレーション成形法による製膜は以上の要件を保持することにより可能であり、他の条件はインフレーション方式の一般的な条件が適用できる。即ちクロスヘッドダイを用いて、上方又は下方にチューブ状PES樹脂組成物を押出し、端をピンチロールで挟んでその中に空気を送り込んで所定のサイズに膨らませつつ連続的に巻き取り、この間ダイを回転又は反転して偏肉を防止する事もできる。
【0043】
本発明の製造方法によれば、常にバブルの各部(押し出し直後、ネック部、膨張部、フロストライン領域、バブル領域)がそれぞれ所望の温度に維持されるので、品質が常に均一である。さらに高速製膜が可能である。
【0044】
以上説明した空冷インフレーション成形により得られたデッドホールド性PESフィルム(インフレーションPESフィルム)を、必要に応じてMD方向もしくはTD方向に一軸冷延伸するか、又はMD方向及びTD方向に二軸冷延伸してもよい。これによりインフレーションPESフィルムをさらに薄膜化でき、かつフィルムの膜厚の均一性及び透明性が向上する。冷延伸の温度はPES樹脂組成物のTg超〜Tg+40℃以下の範囲が好ましい。具体的には、冷延伸温度は75〜85℃の範囲がより好ましい。係る一軸冷延伸の延伸率は、MD方向又はTD方向に2倍以上とするのが好ましく、2〜6倍とするのがより好ましい。一軸冷延伸を行う場合は、MD方向に行うのが好ましい。係る二軸冷延伸の延伸率は、面倍率で4倍以上とするのが好ましく、4〜16倍とするのがより好ましい。二軸冷延伸は逐次二軸延伸でも同時二軸延伸でもよいが、逐次二軸延伸が好ましい。
【0045】
一般的にPESフィルムを、Tg+40℃超の温度で延伸すると、延伸方向に結晶が配向するので、配向方向における引張強度、弾性率、剛性等は大幅に向上する。しかし配向していない方向における強度が低下するので、Tg+40℃超の温度で逐次二軸延伸を行うとフィルムが裂けるといった問題がある。これに対して、Tg超〜Tg+40℃以下の温度でPESフィルムを冷延伸した場合、Tg+40℃超の温度で延伸した場合に比べて延伸方向への分子鎖の配向が少ない。このためTg超〜Tg+40℃以下の温度で、インフレーションPESフィルムに対して逐次二軸延伸を行ってもフィルムは裂けない。しかもTg超〜Tg+40℃以下の温度で冷延伸することにより、一軸延伸を行った場合でも易裂性を生じない。またTg超〜Tg+40℃以下の温度で冷延伸することにより、結晶が破壊されて微小な球晶が生成するので、フィルムの透明性が向上する。一軸冷延伸及び逐次二軸冷延伸に使用する装置については、例えばWO 2004/026558に記載のものを挙げることができる。
【0046】
[3] デッドホールド性ポリエステルフィルム
上記空冷インフレーション成形により得られたPESフィルム3は、デッドホールド性、ひねり保持性及び透明性に優れている。具体的には空冷インフレーション成形PESフィルム3の回復角度は30度以下であり、ひねり保持角度は450度以上であり、ヘイズ値(JIS K7105)は15%以下である。ここで「回復角度」は、PESフィルム3から図4(a)に示すような4cm×2cmの短冊状試験片を切り出し、得られた短冊状試験片を図4(b)に示すように長手方向に折り曲げ、屈曲部に200 gの直方体状おもりを載せて5秒間放置し、図4(c)に示すようにおもりを取り去り、立ち上がり角度θを測定し、5回の試験の平均値を算出したものである。この値が小さいほうが良好な結果であることを意味する。ここで「ひねり保持角度」は、PESフィルム3から16 cm×16 cm角の正方形状試験片を切り出し、得られた各正方形状試験片の中心部に直径2cmの鉄球を置き、これを正方形状試験片フィルムで包み、鉄球の両側でそれぞれ反対方向に1.5回(540度)ひねり、23℃の温度、50%の相対湿度の環境下で24時間放置した後、鉄球の両側においてひねられた状態で保持されている角度を測定し、5回の試験の平均値を算出したものである。
【0047】
空冷インフレーション成形PESフィルム3はまた、膜厚の均一性及び耐熱収縮性に優れている。具体的には、平均膜厚8〜30μmのフィルムの膜厚差は1〜3μmであり、熱収縮率はMD方向が0.1%以下、TD方向が0.15%以下である[本明細書において、膜厚差とは、PESフィルムの幅方向における中心部及び両端部の厚みをそれぞれ2点ずつ計6点測定し、そのうちの最大値と最小値との差を算出した値である。この値が小さいほうが良好な結果であることを意味する。また熱収縮率とは、PESフィルム3を150℃で10分間暴露したときのMD及びTDの収縮率をそれぞれ測定した値である。]。このためムラの少ない印刷層や金属蒸着層を形成することができる。またヒートシール、印刷等の二次加工においてフィルム寸法の変化が少ない。
【0048】
空冷インフレーション成形法により製造されたPESフィルム3のデッドホールド性、特にひねり保持性が上述のように優れているのは、バブルのネック部からフロストラインまでの領域を徐冷し、非晶質状態に保持しながらMD方向及びTD方向にほぼ均一に延伸するとともに、バブル領域をPES樹脂組成物のTg超〜Tg+45℃以下に保持するので、生じたバブルに歪み(ストレス)が生じていないためと考えられる。
【0049】
デッドホールド性PESフィルム3の厚さは、用途に応じて適宜設定すればよいが、通常5〜40μmとする。この厚さが5μm以上であれば、十分なデッドホールド性、ひねり保持性、保香性及びガスバリア性を有するとともに、光沢性及び印刷特性も良好である。一方40μm超にしてもフィルムのコストが高騰するだけで、意味がない。デッドホールド性PESフィルム3の好ましい厚さは10〜30μmである。
【0050】
[4] デッドホールド性ポリエステルフィルムへの加工
(1) 線状痕の形成
デッドホールド性PESフィルムの易裂性を高めるために、以下に述べる方法により多数の実質的に平行な線状痕を形成してもよい。フィルム強度と良好な直線的易裂性を両立するために、線状痕の深さはデッドホールド性PESフィルムの厚さの1〜40%であるのが好ましく、具体的には0.1〜10μmであるのが好ましい。線状痕の幅は0.1〜10μmであるのが好ましく、線状痕同士の間隔は10〜200μmであるのが好ましい。
【0051】
デッドホールド性PESフィルムに線状痕を形成するには、例えばWO 03/091003に開示の方法を採用することができる。この方法では、多数のモース硬度5以上の微粒子を表面に有するロール又はプレートに、連続走行するフィルムを押し付けながら摺接させることにより、フィルムに多数の実質的に平行な線状痕を形成する。微粒子としてはダイヤモンド微粒子が好ましい。フィルムをロール又はプレートに押し付ける手段としては、空気を吹き付ける手段、又はフィルムに摺接するブラシが好ましい。この方法により得られた線状痕はフィルムを貫通していないため、線状痕を形成したデッドホールド性PESフィルムには十分な保香性及びガスバリア性を確保することができる。
【0052】
線状痕はデッドホールド性PESフィルムの少なくとも一面に全体的に形成するのが好ましい。これにより、デッドホールド性PESフィルムは一方向の直線的易裂性が付与され、任意の部位から線状痕に沿って直線的に裂くことができる。
【0053】
(2) 微細孔の形成
デッドホールド性PESフィルムの易裂性及び屈曲保持性を高めるために、以下に述べる方法により多数の微細孔を全面に形成してもよい。微細孔は、0.5〜100μmの平均開口径及び約500個/cm2以上の分布密度を有するのが好ましい。微細孔の分布密度が約500個/cm2未満であると、引裂性が不十分である。フィルム強度の観点から、微細孔の分布密度は1×103〜1×104個/cm2であるのがより好ましく、1×103〜5×103個/cm2であるのが特に好ましい。
【0054】
デッドホールド性PESフィルムに微細孔を形成するのに、例えば日本国特許第2063411号及び特開2002-59487号に開示の方法を採用することができる。例えば日本国特許第2063411号の方法では、鋭い角部を有する多数のモース硬度5以上の微粒子が表面に付着した第一のロール(上記線状痕形成用ロールと同じ)と、表面が平滑な第二のロールとの間を均一な押圧力を受けながらフィルムが通過するので、フィルムに微細孔が多数形成される。第二ロールとしては、Niメッキ、Crメッキ等を施した鉄系ロール、ステンレス系ロール、特殊鋼ロール等を用いることができる。微細孔は、デッドホールド性PESフィルムの用途に応じて貫通孔又は未貫通孔のいずれかを選択的に形成すればよい。第一ロール及び第二ロール間の押圧力を調節することにより、貫通孔及び未貫通孔の一方又は両方を形成することができる。
【0055】
(3) セラミック又は金属の蒸着
デッドホールド性PESフィルムのガスバリア性向上を目的として、金属、セラミック等を蒸着してもよい。蒸着するセラミックの具体例としてシリカ、アルミナ等が挙げられる。金属、セラミック等の蒸着は、公知の方法により行うことができる。
【0056】
(4) 樹脂のコーティング
デッドホールド性PESフィルムのガスバリア性、透明性等の向上を目的として、樹脂をコーティングしてもよい。透明樹脂としてポリビニルアルコール系重合体が挙げられる。
【0057】
[5] 包装用フィルム
本発明のデッドホールド性PESフィルムは、上記のようにひねり保持性、透明性等に優れているので、包装用フィルムとして好適である。包装用フィルムは、(a) 本発明のデッドホールド性PESフィルム、又は(b) 本発明のデッドホールド性PESフィルムと、紙シート及び/又は他の樹脂フィルムとからなる積層体(デッドホールド性PESフィルム積層体)からなる。包装用フィルムの用途に応じて、デッドホールド性PESフィルム単体又はデッドホールド性PESフィルム積層体のいずれかを選択すればよい。例えばデッドホールド性PESフィルムのみからなる包装用フィルムは、キャンディー、飴等の比較的小さな食品のみならず、野菜、果物等の比較的大きな食品のひねり包装に好適である。
【0058】
(1) 積層体の層構成例
以下デッドホールド性PESフィルム積層体の層構成例について説明する。図5に示す例では、印刷層301、紙シート302、接着剤層303及びデッドホールド性PESフィルム3が順に積層されてなる。このデッドホールド性PESフィルム積層体30は屈曲保持性に優れているので、折り曲げ包装用途に好適である。例えば従来チョコレート、バター、タバコ等の包装に使用されているアルミニウム箔及び紙シートからなる積層体の代替材として適している。
【0059】
図6に示す例では、印刷層301、紙シート302、ポリエチレン層304、デッドホールド性PESフィルム3、接着剤層305、紙シート302、接着剤層306、剛性プラスチックフィルム307、接着剤層308及びシーラント層309が順に積層されてなる。このデッドホールド性PESフィルム積層体30は、例えばカップラーメン、カップ焼きそば等を収容する即席麺用容器の蓋材用途に好適である。このデッドホールド性PESフィルム積層体30からなる蓋体は、開封保持性に優れている。
【0060】
図7に示す例では、印刷層301、紙シート302、ポリエチレン層304、デッドホールド性PESフィルム3、接着剤層310、シーラント層309が順に積層されてなる。このデッドホールド性PESフィルム積層体30は、例えば菓子等を収容する紙容器の蓋材用途に好適である。このデッドホールド性PESフィルム積層体30からなる蓋体も開封保持性に優れている。
【0061】
以下、各層について詳述する。
(i) 印刷層
印刷層301は、グラビア印刷、インクジェット印刷等により設けることができる。印刷インキとしては、アクリル樹脂系、ポリエステル樹脂系、ポリウレタン樹脂系等のベース熱可塑性樹脂に顔料や種々の添加剤を配合したものを用いることができる。二液型ポリウレタン樹脂系の印刷インキは耐水性に優れている。
【0062】
(ii) 紙シート
紙シート302もデッドホールド性付与層として機能する。紙の種類は限定されず、合成紙も含む。紙シート302の目付は、約20〜120 g/m2とするのが好ましく、約30〜80 g/m2とするのがより好ましい。紙シート302の目付が約20 g/m2未満であると、紙シート302の腰が弱すぎて、十分なデッドホールド性を付与することができない。一方、紙シート302の目付を約120 g/m2超にしても、コスト高になるだけで、さらなるデッドホールド性の向上は認められない。
【0063】
(iii) 剛性プラスチックフィルム
剛性プラスチックフィルム307は好ましくはPETフィルムからなる。PESフィルム積層体30の直線易裂性を高めるために、PETフィルムとして一軸配向又は配向度が異なる二軸配向のPETフィルムを用いるのが好ましい。配向度が異なる二軸配向のPETフィルムは、「エンブレットPC」(ユニチカ(株))として市販されている。また剛性プラスチックフィルム307に、上記のような多数の実質的に平行な線状痕及び/又は多数の微細孔を形成すると、PESフィルム積層体30の直線易裂性が向上する。
【0064】
(iv) シーラント層
シーラントフィルム309は、ポリエチレンフィルム、無延伸ポリプロピレンフィルム、アイオノマー樹脂フィルム、ポリスチレンフィルム等により形成できる。またPESフィルム積層体30からなる蓋体を容器本体から容易に剥離できるように、シーラントフィルム309はイージーピール性を有するのが好ましい。そのために、シーラントフィルム309は比較的弱い熱接着性を有するのが好ましい。シーラント層309として公知のホットメルトも用いることができる。
【0065】
シーラントフィルム309として、例えば紙シート302側から順にポリエチレンベースフィルムと低分子量ポリエチレンフィルムとを有する積層フィルムを使用できる。このポリエチレンベースフィルムの厚さは約10〜40μmが好ましく、約20〜30μmがより好ましい。また低分子量ポリエチレンフィルムの厚さは約5〜20μmが好ましく、約7〜15μmがより好ましい。このような積層ポリエチレンフィルムは、例えば760FD(東レ合成フイルム(株)製)として市販されている。またシーラントフィルム211としては、エチレン-酢酸ビニル共重合体(EVA)とポリエチレンとの混合物からなるフィルムも使用できる。この混合物からなるフィルムにおいて、ポリエチレンとしては線状低密度ポリエチレン(LLDPE)が好ましい。この混合物からなるフィルムの厚さも約10〜40μmが好ましく、約20〜30μmがより好ましい。またホットメルト層の厚さは10〜50μmが好ましく、20〜40μmがより好ましい。
【0066】
シーラントフィルム309として、エチレンと炭素数3〜18のα-オレフィンとを共重合して得られた直鎖状エチレン・α-オレフィン共重合体[密度(JIS K6922):0.870〜0.910 g/cm3、MFR(JIS K6921、190℃、2.16kg荷重):1〜100 g/10分]及びポリスチレンを含む樹脂組成物からなるシーラントフィルム(特開2004-26190号)が挙げられる。このシーラントフィルムからなる熱シール層を有する蓋体を容器本体に熱シールすると、密封性と易開封性を両立できる。
【0067】
PESフィルム積層体30に優れた直線引裂性を付与するために、シーラントフィルム309に、上記のような多数の実質的に平行な線状痕及び/又は多数の微細孔を形成してもよい。
【0068】
(v) 接着層
接着層に特に制限はないが、接着性を有するフィルム状のプラスチックからなるのが好ましい。PESフィルム積層体30を食品用包装フィルムとして用いる場合、低臭性のアクリル系水溶性樹脂(例えば商品名「ライフボンド RA-1A」、日榮化工(株)製)を用いるのが好ましい。PESフィルム積層体30を押出ラミネーション法により形成する場合、接着層としてポリエチレンを使用するのが好ましい。
【0069】
(vi) その他の層
包装した内容物が日光や紫外線により変質するのを防止するために、PESフィルム積層体30は遮光性インク層を有してもよい。遮光性インク層はPESフィルム3に設けるのが好ましい。遮光性インクは、例えばカーボンブラックのような黒色もしくは暗色の顔料又は染料を含むインクであれば、特に限定されない。遮光性インク層は、焼却処理時に環境への悪影響がないという利点を有するとともに、密封した容器内の金属系異物の探知を金属探知機により行うことができるという利点もある。従って、即席食品等の安全性がいっそう高まるだけでなく、金属探知機の利用により検査コストを著しく低減できる。
【0070】
(2) デッドホールド性ポリエステルフィルム積層体の製造方法
図5に示すデッドホールド性PESフィルム積層体30を製造する場合、予め印刷層301を設けた紙シート302と、PESフィルム3をドライラミネーション法により接着すればよい。
【0071】
図6に示すデッドホールド性PESフィルム積層体30を製造する場合、まず図8(a)に示す印刷層301、紙シート302、ポリエチレン層304及びPESフィルム3からなる積層体[積層体(a)]を作製する。図9は、積層体(a)を製造する装置の一例を示す。PESフィルム原反を巻いたリール40から巻き戻したPESフィルム3は、圧力調整ロール41,41及びガイドロール42を経て、ダイ43より押出した溶融ポリエチレン304を介して、リール44から巻き戻した印刷済み紙シート302を重ねながら一対の冷却ロール45,45'間を通し(押出ラミネーション)、賦形用の冷却ロール45で搬送しながらPESのTg超〜融点未満の温度T1で賦形処理する。これにより積層体(a)のPESフィルム3にカール形状を記憶させることができる。本明細書において、カール形状の記憶とは、PESフィルム積層体30を反らした時にその状態を維持できるデッドホールド性とは異なり、賦形処理した温度T1以上にPESフィルム積層体30を曝すことにより、賦形処理後に与えられた形状(平坦な形状、逆カール形状等)からカール形状に戻る(PESフィルム積層体30を反らすことができる)性質を意味する。例えばポリエチレン304の溶融温度を約300℃とすることにより、PESフィルム3を約130℃で賦形処理することができる。
【0072】
積層体(a)を形成する際、PESフィルム3に弾性変形領域(1〜3%の伸度)内のMD方向延伸を施した状態で紙シート302に接着するのが好ましい。これにより、PESフィルム積層体30にカール性を付与できる。1〜3%の延伸を行うには、PESフィルム3に10〜20 kgf/m幅の張力をかければよい。PESフィルム3を延伸せずに紙シート302と接着する場合、PESフィルム3にかける張力は5kgf/m幅以下である。
【0073】
温度T1で上記賦形処理することにより得られる積層体(a)、特にPESフィルム3に張力をかけながら紙シート302と接着してなるものは、PESフィルム3に反るカール性を有するので、図9に示すように、PESフィルム3を外側にしてリール46に巻回しながらPESのTg以下の温度T2まで冷却する。これにより、巻き戻したときに積層体(a)は実質的にカールしない(もちろん積層体(a)は経時的にはカールする)。
【0074】
次いで上記のようにして作製した積層体(a)のPESフィルム3側に、もう一つの紙シート302をドライラミネーション法により接着することにより、図8(b)に示す積層体(積層体(b))を形成する。得られた積層体(b)の紙シート302側に、予め形成した剛性プラスチックフィルム307及びシーラントフィルム309からなる積層体をドライラミネーション法により接着すると、図8(c)に示すデッドホールド性PESフィルム30が得られる。
【0075】
積層体(a)に紙シート302を接着する際、及び積層体(b)に剛性プラスチックフィルム307及びシーラントフィルム309からなる積層体を接着する際、積層体(a)及び積層体(b)をフラットな状態に保持しながらPESのTg超〜T1未満の温度T3でドライラミネートし、PESのTg以下の温度T4まで冷却する。これにより最終的に得られるデッドホールド性PESフィルム積層体30は、平坦な形状となる。ドライラミネーション温度T3は例えば約90℃とする。平坦な形状のデッドホールド性PESフィルム積層体30を形成することにより、蓋体への打ち抜き/熱シールの作業に支障がない。熱シールした蓋体は、通常熱シール時にT1以上の温度で処理され、形状回復能により実質的にカール形状を回復するので、容器本体から剥離すると、カールした状態になる。
【0076】
図7に示すデッドホールド性PESフィルムの作製方法は、積層体(a)にシーラントフィルム309を接着する以外、上記と同じである。
【0077】
本発明を以下の実施例によりさらに詳細に説明するが、本発明はこれらの例に限定されるものではない。
【実施例】
【0078】
実施例1
図1に示す装置を用いて空冷インフレーション成形法によりPESフィルムを作製した。60質量部のPBTペレット(商品名「トレコン1200S」、東レ(株)製、融点:220℃、極限粘度:1.2)、及び40質量部のPETペレット(イソフタル酸を共重合成分として含む。融点:260℃。)を混合し(ドライブレンド)、得られた混合物を一軸押出機(スクリュー径:50 mm、押出量:50 kg/hr)に投入し、240℃で溶融混練し、押出機中で溶融樹脂組成物を調製した。続いて押出機出口から、240℃の押出樹脂温度及び11.8 MPa(120 kgf/cm2)の押出樹脂圧力で溶融樹脂組成物を押し出し、さらにダイヘッド(ダイ径:150 mm、ダイリップの間隙:0.9 mm)から溶融樹脂組成物のチューブを押し出した。押し出した溶融樹脂組成物のチューブを3.6のブローアップ比で膨張させるとともに、(1) 第一の温風吹出装置より温風(30℃)を噴出させることによりバブルのネック部を185℃に徐冷し、(2) 第二温風吹出装置から温風(30℃)を噴出させることによりバブルの膨張部を160℃に徐冷し、(3) 第三温風吹出装置から温風(50℃)を噴出させることによりフロストライン領域を125℃に徐冷し、(4) バブル領域を100℃に保持しながら20 m/分で引き取り、デッドホールド性PESフィルムを作製した。バブル領域を包囲する円筒状ネットはナイロン製のものとし、アクリル樹脂製の円筒型隔壁は、その上部側面に温風排出口が2箇所設けられており、内側に棒状ヒーターが設けられており、内部上部に開孔率60%の整流板が設けられたものを用いた。
【0079】
実施例2
PBTとPETとの配合割合をPBT/PET=50/50(質量比)とした以外、実施例1と同様にしてデッドホールド性PESフィルムを作製した。
【0080】
実施例3
PBTとPETとの配合割合をPBT/PET=40/60(質量比)とした以外、実施例1と同様にしてデッドホールド性PESフィルムを作製した。
【0081】
比較例1
PBTとPETとの配合割合をPBT/PET=70/30(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0082】
比較例2
PBTとPETとの配合割合をPBT/PET=80/20(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0083】
比較例3
PBTとPETとの配合割合をPBT/PET=30/70(質量比)とした以外、実施例1と同様にしてPESフィルムを作製した。
【0084】
<デッドホールド性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムから、図4(a)に示すような4cm×2cmの短冊状試験片を切り出した。短冊状試験片は、その長手方向をフィルムのMD方向としたものと、フィルムのTD方向としたものの二種を、各PESフィルムから切り出した。得られた各短冊状試験片を、図4(b)に示すように長手方向に折り曲げ、屈曲部に200 gの直方体状おもりを載せて5秒間放置し、図4(c)に示すようにおもりを取り去り、立ち上がり角度θを測定し、5回の試験の平均値を算出し、これを回復角度とした。結果を表1及び図10に示す。
【0085】
<ひねり保持性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムから、16 cm×16 cm角の正方形状試験片を切り出した。得られた各正方形状試験片の中心部に直径2cmの鉄球を置き、これを正方形状試験片フィルムで包み、鉄球の両側でそれぞれ反対方向に1.5回(540度)ひねり、23℃の温度、50%の相対湿度の環境下で24時間放置した後、鉄球の両側においてひねられた状態で保持されている角度(ひねり保持角度)を測定した。5回の試験の平均値を算出し、下記の基準;
〇:ひねり保持角度が450度以上。
△:ひねり保持角度が300度以上、450度未満。
×:ひねり保持角度が300度未満。
により評価した。結果を表1に示す。
【0086】
<透明性の評価>
実施例1〜3及び比較例1〜3で得られたPESフィルムについて、JIS K7105によりヘイズ値を測定した。結果を表1に示す。
【0087】
比較例4
市販二軸延伸ポリプロピレン(OPP)フィルム[商品名「パイレン」(東洋紡績(株)製)、厚さ:20μm]について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0088】
比較例5
市販防湿セロファン[商品名「MST」(積水化学(株)製)、厚さ:20μm](比較例5)について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0089】
比較例6
市販二軸延伸PETフィルム[商品名:「エステルフィルム」(東洋紡績(株)製)、厚さ:12μm](比較例6)について上記と同様にして、デッドホールド性及びひねり保持性を評価した。結果を表1に示す。
【0090】
【表1】
表1(続き)
【0091】
注:(1) 東レ(株)商品名「トレコン」。
(2) イソフタル酸を共重合成分として含む。
(3) 接触厚さ計により、シートの幅方向における中心部及び両端部の厚さをそれぞれ2点ずつ計6点の膜厚を測定した値を平均した。
(4) 短冊状試験片の長手方向がフィルムのMD方向。
(5) 短冊状試験片の長手方向がフィルムのTD方向。
【0092】
表1及び図10から明らかなように、実施例1〜3のPESフィルムは、デッドホールド性、ひねり保持性及び透明性のいずれにも優れている。これに対して、比較例1〜3ではPBTとPETの配合割合が本発明の範囲外であるので、デッドホールド性及びひねり保持性に劣っており、特に比較例1及び2では透明性も劣っていた。従来の包装用フィルムである比較例4〜6では、デッドホールド性及びひねり保持性のいずれも劣っていた。
【図面の簡単な説明】
【0093】
【図1】本発明のデッドホールド性ポリエステルフィルムを、空冷インフレーション成形法により製造する装置の一例を示す概略図である。
【図2】バブルを徐冷する装置の一例を示す概略断面図である。
【図3】図3(a)は整流板の一例を示す平面図であり、図3(b)は整流板の別の例を示す平面図であり、図3(c)は整流板のさらに別の例を示す平面図である。
【図4】図4(a)はデッドホールド性評価用試験片を示す斜視図であり、図4(b)は図4(a)の試験片を折り曲げ、屈曲部におもりを載せた状態を示す斜視図であり、図4(c)は図4(b)のおもりを取り去った後の試験片の屈曲状態を示す斜視図である。
【図5】本発明の包装用フィルムの層構成例を示す断面図である。
【図6】本発明の包装用フィルムの別の層構成例を示す断面図である。
【図7】本発明の包装用フィルムのさらに別の層構成例を示す断面図である。
【図8】図8 (a)は紙シートと、PESフィルムを接着した状態を示す断面図であり、図8(b)は図8(a)の積層体に紙シートを接着した状態を示す断面図であり、図8(c)は図8(b)の積層体に剛性プラスチックフィルム及びシーラントフィルムを積層した状態を示す断面図である。
【図9】図8(a)の積層体を形成する装置の一例を示す概略図である。
【図10】実施例1、比較例1及び2のポリエステルフィルムについて、PBT含有量と回復角度の関係を示すグラフである。
【符号の説明】
【0094】
1・・・インフレーションダイ
10・・・ダイヘッド
100・・・環状オリフィス
11・・・ウェルド部
110・・・押出機出口
111・・・ダイヘッド入口
112・・・温度検出器
12・・・押出機
120・・・スクリーンパック
121・・・圧力検出器
13・・・引取り機ニップロール
14・・・巻き取りリール
15・・・断熱材
16・・・ガイドロール
17・・・ニップロール
20・・・第一温風吹出装置
21・・・第二温風吹出装置
22・・・第三温風吹出装置
23・・・隔壁
230・・・温風排出口
231・・・隔壁側面
232・・・隔壁上面
24・・・加熱手段
25・・・円筒状ネット
26・・・空気注入管
28・・・整流板
3・・・バブル、デッドホールド性PESフィルム
30・・・デッドホールド性PESフィルム積層体
31・・・ネック部
32・・・膨張部
33・・・バブル領域
34・・・フロストライン
301・・・印刷層
302・・・紙シート
303,305,306,308・・・接着剤層
304・・・ポリエチレン層
307・・・剛性プラスチックフィルム
309・・・シーラントフィルム
40,44,46・・・リール
41・・・圧力調整ロール
42・・・ガイドロール
43・・・ダイ
45,45'・・・冷却ロール
【特許請求の範囲】
【請求項1】
ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、デッドホールド性を有するフィルムであって、前記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた前記樹脂組成物を徐冷し、非晶質状態に保持しながら延伸してなることを特徴とするデッドホールド性ポリエステルフィルム。
【請求項2】
請求項1に記載のデッドホールド性ポリエステルフィルムにおいて、溶融させた前記樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法により成膜されたことを特徴とするデッドホールド性ポリエステルフィルム。
【請求項3】
請求項1又は2に記載のデッドホールド性ポリエステルフィルムにおいて、ヘイズ値が15%以下であることを特徴とするデッドホールド性ポリエステルフィルム。
【請求項4】
請求項1〜3のいずれかに記載のデッドホールド性ポリエステルフィルムにおいて、多数の微細な貫通孔及び/又は未貫通孔が均一に形成されており、もって易裂性及び屈曲保持性を有することを特徴とするデッドホールド性ポリエステルフィルム。
【請求項5】
請求項1〜4のいずれかに記載のデッドホールド性ポリエステルフィルムからなることを特徴とする包装用フィルム。
【請求項6】
請求項5に記載の包装用フィルムにおいて、ひねり包装用であることを特徴とする包装用フィルム。
【請求項7】
請求項1〜4のいずれかに記載のデッドホールド性ポリエステルフィルムと、紙シート及び/又は他の樹脂フィルムとからなる積層体からなることを特徴とする包装用フィルム。
【請求項8】
請求項7に記載の包装用フィルムにおいて、前記デッドホールド性ポリエステルフィルムと紙シートとが積層されており、折り曲げ包装用であることを特徴とする包装用フィルム。
【請求項9】
請求項7に記載の包装用フィルムにおいて、少なくとも紙シート、前記デッドホールド性ポリエステルフィルム、もう一つの紙シート、剛性プラスチックフィルム及びシーラント層を有し、即席麺用容器の蓋材用であることを特徴とする包装用フィルム。
【請求項10】
請求項7に記載の包装用フィルムにおいて、少なくとも紙シート、前記デッドホールド性ポリエステルフィルム及びシーラント層を有し、菓子用容器の蓋材用であることを特徴とする包装用フィルム。
【請求項1】
ポリブチレンテレフタレート及びポリエチレンテレフタレートを含む樹脂組成物からなり、デッドホールド性を有するフィルムであって、前記樹脂組成物はポリブチレンテレフタレート及びポリエチレンテレフタレートの合計を100質量%としてポリブチレンテレフタレートを35〜65質量%含有し、溶融させた前記樹脂組成物を徐冷し、非晶質状態に保持しながら延伸してなることを特徴とするデッドホールド性ポリエステルフィルム。
【請求項2】
請求項1に記載のデッドホールド性ポリエステルフィルムにおいて、溶融させた前記樹脂組成物を環状ダイから押し出して得られるチューブを空気の注入により膨張させる空冷インフレーション法により成膜されたことを特徴とするデッドホールド性ポリエステルフィルム。
【請求項3】
請求項1又は2に記載のデッドホールド性ポリエステルフィルムにおいて、ヘイズ値が15%以下であることを特徴とするデッドホールド性ポリエステルフィルム。
【請求項4】
請求項1〜3のいずれかに記載のデッドホールド性ポリエステルフィルムにおいて、多数の微細な貫通孔及び/又は未貫通孔が均一に形成されており、もって易裂性及び屈曲保持性を有することを特徴とするデッドホールド性ポリエステルフィルム。
【請求項5】
請求項1〜4のいずれかに記載のデッドホールド性ポリエステルフィルムからなることを特徴とする包装用フィルム。
【請求項6】
請求項5に記載の包装用フィルムにおいて、ひねり包装用であることを特徴とする包装用フィルム。
【請求項7】
請求項1〜4のいずれかに記載のデッドホールド性ポリエステルフィルムと、紙シート及び/又は他の樹脂フィルムとからなる積層体からなることを特徴とする包装用フィルム。
【請求項8】
請求項7に記載の包装用フィルムにおいて、前記デッドホールド性ポリエステルフィルムと紙シートとが積層されており、折り曲げ包装用であることを特徴とする包装用フィルム。
【請求項9】
請求項7に記載の包装用フィルムにおいて、少なくとも紙シート、前記デッドホールド性ポリエステルフィルム、もう一つの紙シート、剛性プラスチックフィルム及びシーラント層を有し、即席麺用容器の蓋材用であることを特徴とする包装用フィルム。
【請求項10】
請求項7に記載の包装用フィルムにおいて、少なくとも紙シート、前記デッドホールド性ポリエステルフィルム及びシーラント層を有し、菓子用容器の蓋材用であることを特徴とする包装用フィルム。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−187886(P2006−187886A)
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願番号】特願2004−382125(P2004−382125)
【出願日】平成16年12月28日(2004.12.28)
【出願人】(391009408)
【Fターム(参考)】
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願日】平成16年12月28日(2004.12.28)
【出願人】(391009408)
【Fターム(参考)】
[ Back to top ]