
デンタルテープおよびその製造方法
本発明は、135℃のデカリン中で測定した際に、少なくとも5dl/gの固有粘度を有する超高モル質量のポリエチレンの単一テープを含むデンタルフロス製品であって、テープの厚さが約0.02〜0.1mmおよび幅が約0.25〜6mm、および引張強度が少なくとも1.8GPaである、デンタルフロス製品に関する。デンタルフロス製品は、非常に高い機械的強度、特に、引張強度を有し、高い引裂き抵抗を示し、および低い摩擦係数を有する。テープを、破損することなく、密接する歯の間に挿入することができる。デンタルテープのさらなる利点は、デンタルフロスでの清掃中、テープがフィラメントに分かれても、その初期の強度のほとんどをテープが維持することである。本発明はさらに、デンタルフロス製品への使用に適した単一テープの製造方法に関する。
【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本発明は、135℃のデカリン中で測定した際に少なくとも5dl/gの固有粘度を有する超高モル質量のポリエチレンの単一テープであって、厚さが約0.02〜0.1mm、および幅が約0.25〜6mmであるテープを含むデンタルフロス製品に関する。
【0002】
本発明はさらに、デンタルフロス製品への使用に適した単一テープの製造方法に関する。
【0003】
デンタルフロス製品は一般的に、歯磨きでの不足を補うために口腔内の隣接面領域および歯肉下領域の処置を行う手段として勧められる。デンタルフロスでの清掃には、歯間にフロス製品を入れ、歯の表面に対して上下に優しく動かして、歯肉下の歯垢を含めて歯間部の歯垢と食物残渣を除去することを含む。歯垢は絶えず歯の表面に形成され、定期的に歯垢を除去しないと、虫歯および歯周病の原因となる。デンタルフロスでの清掃中、フロス製品は、歯の表面から歯垢を浮かせたり砕いたりして、歯から取り去らなければならない。それゆえデンタルフロス製品は、歯の間に挿入して磨くことができる寸法を有するが、強度はそれに伴う力に耐えるのに十分であるべきである。
【0004】
最も一般的に使用されているデンタルフロスは、ポリアミドやポリオレフィンなどのポリマーから作られた複数のフィラメントを含む。そのようなマルチフィラメントのフロスは通常ワックス加工されて、フィラメントを一つにまとめ、フロスを滑りやすくしている。欧州特許出願EP第0339935A3号明細書には、機械的性質の良い超高分子量ポリエチレンのマルチフィラメントで構成されているデンタルフロスの特定の実施形態が開示されている。デンタルフロスは、多数の延伸配向されたフィラメントを束ねて準備されてから、引張強度2.5GPa、弾性率90GPAおよび破断点伸び4.1%のマルチフィラメントを製造していた。
【0005】
デンタルフロスの代替的な形態はデンタルテープであり、これも随意にワックス加工され、着香される。マルチフィラメントフロス製品もテープフロス製品も特有の利点と欠点を有すると言われているが、最適な製品を選択することは、使用者の個人的な好みにかなり依存するようにも思われる。
【0006】
単一テープを含むそのようなデンタルフロス製品は、EP第0662388B1号明細書から知られている。この特許明細書においては、厚さ約0.03〜0.13mmおよび幅約0.25〜6.4mmの単一テープを含み、テープは、モル質量が300〜6000kg/molの範囲である超高モル質量のポリエチレンから作られており、およびテープのヤング率が0.5〜10GPaの範囲であり、引張強度が0.1〜1.2GPaの範囲であるデンタルフロスを説明している。このテープは使用中にフィラメントに裂かれることがないので、デンタルフロスでの清掃をより簡便にすることを示している。該製品の他に示されている利点は、自己潤滑性であるためにワックス様固体で被覆されていないことである。フロスとして用いられるテープは、前記ポリエチレンの前駆体テープをパラフィン油で疑似ゲル状態まで膨潤させ、制御された条件で疑似ゲルを周囲温度に冷却し、膨潤したテープを軽く搾ってパラフィン油を除去し、ヘキサン中でテープを処理しかつテープを約70℃まで加熱して残留ヘキサンを除去して、前記前駆体テープよりも多孔度が高い多孔性テープにし、多孔性テープを圧縮し、および次いでテープを80〜130℃で伸張して延伸製品を得ることによって製造された。
【0007】
公知のデンタルフロステープの欠点は、特に、例えば歯間距離が小さいか、ある点において事実上互いに接触している歯の間への挿入時か、またはデンタルフロスでの清掃中に、例えば歯列矯正器や橋義歯の鋭い端部に接触する場合に、テープの早期の引裂きおよび破損が起こるかもしれず、その機械的性質があらゆる状況に対して十分なわけではないことである。
【0008】
それゆえ本発明の目的は、前記欠点を示さないか、または少なくとも欠点の程度が軽い、超高モル質量のポリエチレンから作られた単一テープを含むデンタルフロス製品を提供することである。
【0009】
この目的は、テープの引張強度が少なくとも1.8GPaであるデンタルフロス製品により本発明によって達成される。
【0010】
本発明によるデンタルフロス製品は、機械的強度、特に引張強度が非常に高く、引裂きに対する高い抵抗を示し、かつ摩擦係数が低い。テープを、破損することなくしっかりと一体となっている状態で歯の間に挿入できる。本発明によるデンタルテープのさらなる利点は、デンタルフロスでの清掃中、テープがフィラメントに分かれても、その初期の強度のほとんどをデンタルテープが維持することである。さらに他の利点は、フィブリル化の際にもテープのピリングがほとんど起こらないことである。これは、局所的に厚くなった結果、テープが歯の間で動きが取れなくなる危険がほとんどないということである。さらにデンタルテープは高弾性率を有し、使用中にほとんど伸びを示さないので、的確で制御されたデンタルフロスでの清掃動作を行うことができる。
【0011】
本発明によるデンタルフロス製品は、超高モル質量のポリエチレンの単一テープを含み、そのテープは、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、超高モル質量のポリエチレンマルチフィラメント前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前駆体を伸張する方法によって得られる(以下で詳細に説明する)。
【0012】
デンタルフロス製品は、超高モル質量のポリエチレン(UHPE)の単一テープを含む。この文脈における単一テープとは、マルチフィラメント糸を含むフロスとは対照的に、供給されたフロスが1つの単層テープを含むことを意味する。
【0013】
UHPEの単一テープとは、UHPEが主要な高分子材料であり、それからテープが作られ、それが機械的性質をもたらすことを意味する。好ましくは、テープは、少なくとも75%(m/m)、一層好ましくは少なくとも80%、または少なくとも85%のUHPEからなる。テープはさらに、融解温度超すなわち150℃超または160℃超において、UHPEと相容性または混和性がある油またはワックスまたはその組み合わせを25%(m/m)以下含んでもよい。適切な油およびワックスの例としては、鉱物油(例えば平均モル質量が約250〜700である熱伝達グレードの鉱物油)、植物油(例えばヤシ油)、または、パラフィン油またはパラフィンワックスのような、好ましくは不揮発性の、ポリオレフィン用溶媒が挙げられる。好ましい実施形態においては、テープは、約1〜20%、または2〜16%または2.5〜12%(m/m)の前記オイルまたはワックスを含む。
【0014】
超高モル質量のポリエチレンの固有粘度(IV)は5dl/g超である。IVは、PTC−179(Hercules Inc.Rev.、1982年4月29日)の方法に従って、135℃のデカリン中で、溶解時間を16時間とし、DBPCを抗酸化剤として2g/lの量の溶液で使用して決定し、および異なる濃度における粘度は濃度をゼロに外挿して、推定する。固有粘度は、MnおよびMwのような実際のモル質量パラメータよりも簡単にモル質量(分子量ともいう)を求めることができる尺度である。IVとMwとの間にはいくつかの経験的関係がある。例えばMw=5.37×104[IV]1.37(EP第0504954A1号明細書参照)であるが、そのような関係はモル質量分布に依存する。UHPEテープは好ましくはIVが約6〜40dl/g、一層好ましくは7〜35dl/gであり、または8〜30dl/gまでにもなる。好ましくは、UHPEは100炭素原子当たり1分岐未満の、および好ましくは300炭素原子当たり1分岐未満の線状ポリエチレンであり、分岐または側鎖が少なくとも10炭素原子を含んでいる、線状ポリエチレンである。線状ポリエチレンはさらに、5mol%以下の1種類以上のコモノマー、例えばプロピレン、ブテン、ペンテン、4−メチルペンテンまたはオクテンのようなアルケンを含んでもよい。
【0015】
UHPEは、単一ポリマーグレードである場合もあるが、例えばIVまたはモル質量分布が異なる、および/またはコモノマーまたは側鎖の種類と数が異なる2種類以上の異なるポリエチレングレードの混合物である場合もある。本発明によるフロス製品のUHPEテープはさらに、少量の、一般的に5%(m/m)未満、好ましくは3%(m/m)未満の通常の添加剤、例えば抗酸化剤、熱安定剤、着色剤、流れ促進剤などを含んでもよい。
【0016】
本発明によるデンタルフロス製品は、厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの、超高モル質量のポリエチレンの単一テープを含む。テープ厚は、人によってかなり変化するであろう歯の間の平均距離に関わる。厚さは、容易な挿入、簡単な取り扱い、強度の間のバランスをもたらすために、好ましくは約0.03〜0.09mmまたは0.04〜0.08mmである。テープの幅もかなり変わってもよいが、簡単な操作と効果的な歯垢除去との間のバランスをとるために、好ましくは約0.3〜5mm、0.4〜4mmであり、または0.5〜3mmまでにもなる。デンタルテープの幅の厚さに対する比すなわちアスペクト比は重要ではなく、大きく異なるであろう。テキスタイルの単位で表現されると、テープは一般に線密度またはタイター(titre)が約50〜5000dtex、好ましくは約100〜3000dtex、または150〜2500dtexである。タイターの低いテープは一般的により可撓性があり使いやすい。
【0017】
本発明によるデンタルフロス製品は、引張強度が少なくとも1.8GPaの超高モル質量のポリエチレンの単一テープを含む。そのような強度のテープは、使用者が相当強い力をかけても簡単に破損してしまうことはないが、強度が高いと、密接した歯の間に通している間の断裂を防ぐという利点があることがわかっている。それゆえ好ましくは、テープは少なくとも2.0、2.2、2.4または2.6GPaの引張強度(単に強度ともいわれる)を有する。テープの最大強度は、前駆体としての適切な糸の入手可能性などの実用的な理由から制限されており(以下参照)、約5GPaである。引張強度(単に強度)または靭性は、ASTM D885−85またはD2256−97を基にした公知の方法から求められる。
【0018】
本発明によるデンタルフロス製品の一実施形態においては、UHPEテープは使用中のフィブリル化がない。デンタルフロスでの清掃にはそのようなデンタルテープがより便利でより効率的であると思う使用者もいる。フィブリル化がないテープを、例えば、前駆体マルチフィラメントUHPE糸を熱溶融する一方で、温度および曝す時間を注意深く制御して溶融を促進し、および溶融中随意に圧力をかける方法によって得ることができた。
【0019】
本発明によるデンタルフロス製品の他の実施形態においては、UHPEテープは使用中に、テープが1つ以上のフィラメントの房に分かれるというフィブリル化を示す。そのようなフィブリル化テープの利点は、デンタルフロスでの清掃中、テープが広がってフィラメントまたはフィラメントの房になり、これにより、より効果的な歯の表面の清浄動作を生じることである。本発明によるテープの利点は、形成されたフィラメントにかなり可撓性があり柔らかく、かつ歯ぐきを損傷する危険性をほとんど示さないことである。そのようなフィブリル化テープを、例えば、前駆体マルチフィラメントUHPE糸を熱溶融する一方で、温度および曝す時間のような条件を調整することによって融合度を注意深く制御して、初めにフィブリル化可能である単一テープを生じる方法によって得ることができた。
【0020】
デンタルフロスとして使用するための、初めにフィブリル化可能なテープが米国特許第4646766号明細書に説明されていることは事実であるが、この文献は、マルチフィラメント糸を熱溶融する方法によることはもちろんのこと、UHPE製の強度の高いテープを製造することについて開示または提案していない。
【0021】
好ましい実施形態においては、UHPEテープは使用中フィブリル化可能であるが、フィブリル化後にその初期の強度の少なくとも75%を維持する。本発明によるテープは細かくしても破損はしないが、同様に強度が高いフィラメントまたはその房にフィブリル化する。好ましくは、フィブリル化したまたは少なくとも部分的にフィブリル化したテープはまだ、その初期の強度の少なくとも80%、または90%もの強度を有する。そのようなテープの利点は、破損したフィラメントが全くないか、または非常に少ないことである。通常破損したフィラメントは丸まって局所的に厚みのある部分を形成する傾向がある。これはピリングと呼ばれることが多い。ピリングのあるデンタルフロスは歯の間で動きが取れなくなるかもしれず、これに対して使用者が高い力をかけると、歯ぐきまたは歯さえも損傷させる危険が高くなる。
【0022】
好ましい実施形態においては、本発明によるデンタルフロス製品は超高モル質量のポリエチレンの単一テープを含み、そのテープは、完全に滑らかではないが一定の表面構造または表面粗さのある表面を有する。そのようなテクスチャー加工テープは、例えば、マルチフィラメント糸を、随意に撚りにして熱溶融することを含む方法でUHPEテープを製造することにより得ることができ、それにより元のフィラメント構造がまだ部分的に維持されるか、または一部のフィラメントがテープの表面において融合されなかった。そのようなテープには、その表面に突起および/または溝があり(以下、共に単に溝と呼ぶ)、これらは一般に主に長さ方向に向いており、好ましくはサイズが、テープ自体の寸法に依存して0.002〜0.05mmの範囲である。そのようなデンタルテープの利点としては、歯の間および上を容易に滑るが、その小さな表面の溝によって歯垢を砕いて除去させて、より効果的に清浄できるということが挙げられる。
【0023】
好ましくは、より効果的に歯垢を砕くための、溝のサイズ、すなわち幅および深さまたは高さは、少なくとも約0.003mm、0.004mmであり、または0.005mmまでにもなる。良好な強度のテープをもたらすための、溝の寸法、特に深さは、好ましくは最大限でも約0.04mm、または最大限でも0.03mmである。複数のフィラメントを熱溶融することによって製造したテープの場合には、溝の寸法は一般に、フィラメントの寸法と同様であるかまたはそれ未満である。
【0024】
テープ表面上の溝は主にテープの長さに沿って向けられているが、長さ方向に対してある角度をなしていてもよい。好ましくは約0〜45°、一層好ましくは約0〜30°であり、または0〜20°までもの角度でもよい。そのような表面に溝のあるテープが、浮いた粒子/歯垢を歯の間からより効果的に除去することが分かっている。
【0025】
本発明によるデンタルフロス製品はさらに、通常のワックスおよび他の添加剤を含んでもよい。テープを例えば、好ましくは唾液可溶性ではないが鉱物油またはパラフィンワックスのような無極性の薬剤には可溶性である着色剤で着色することもできる。デンタルフロス製品はまた、(上述した油またはワックス以外の)ワックスなどの様々なコーティング剤、またはその他、好ましくは唾液可溶性の添加剤を含んでもよい。通例の添加剤としては、フッ化物含有化合物、着香料、香料、小研磨粒子、または例えば歯垢中のバクテリアを攻撃する薬用材料が挙げられる。
【0026】
本発明はさらに、UHPE前駆体材料からの、デンタルフロス製品への使用に適した単一テープの製造方法に関する。
【0027】
そのような単一テープの製造方法は、EP第0662388B1号明細書から知られている。この特許明細書においては、UHPEの前駆体テープをパラフィン油で疑似ゲル状態まで膨潤させ、制御された条件で疑似ゲルを周囲温度に冷却し、膨潤したテープを軽く搾ってパラフィン油を除去し、ヘキサン中でテープを処理しかつテープを約70℃まで加熱して残留ヘキサンを除去して、前記前駆体テープよりも多孔度が高い多孔性テープにし、多孔性テープを圧縮し、および次いでテープを80〜130℃で伸張して延伸製品を得ることを含む方法によって製造された単一テープを含むデンタルフロスが説明されている。
【0028】
この公知の方法の欠点は、密接した歯の間に挿入すると断裂しやすいテープを生じることである。
【0029】
本発明の目的は、前記欠点を示さない、超高モル質量のポリエチレン前駆体から作られる厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの単一テープを製造することを可能にする方法を提供することである。
【0030】
この目的は、前駆体がマルチフィラメントストランドであり、および隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前駆体を伸張することを含む方法により本発明によって達成される。
【0031】
本発明による方法を使用すると、高い引張強度を示す特定の寸法のテープを製造することができる。さらなる利点は、テープのフィブリル化する傾向および表面粗さを、曝す時間および温度などの融合条件によって、制御できることである。
【0032】
UHPEフィラメントが高温において少なくとも部分的に融合される方法が、EP第0740002B1号明細書から知られているが、この文献においては、本発明の寸法のテープの製造ではなく、モノフィラメントの釣り糸を製造することが説明されている。
【0033】
マルチフィラメントストランドは、UHPEから作られる複数のフィラメントを含む、長さが不定の物品であると理解される。前駆体を様々な構成にできる。例えば、編み組したまたは撚り合わせたコードまたはロープ、または諸撚糸(plied yarn)、諸撚糸(folded yarn)または撚糸、または空気交絡糸(air−entangled yarn)である。任意に撚りの、マルチフィラメント糸の使用は、前駆体およびテープを容易におよびコスト効率よく作ることができるので有利である。好ましくは、マルチフィラメントストランドの少なくとも80%(m/m)、一層好ましくは少なくとも90%(m/m)のフィラメントがUHPEフィラメントであり、および最も好ましくはストランドは本質的にUHPEフィラメントからなり、強度が高くおよび耐摩耗性の低いテープを生じる。
【0034】
UHPEフィラメントおよびマルチフィラメント糸を、適切な溶媒中でUHPEの溶液をゲル繊維に紡ぎ、および部分的なまたは完全な溶媒の除去前、除去中、および/または除去後に繊維を延伸すること、すなわちいわゆるゲル紡糸法によって準備できる。UHPEの溶液のゲル紡糸は当業者に周知であり、EP第0205960A号明細書、EP第0213208A1号明細書、米国特許第4413110号明細書、GB第2042414A号明細書、EP第0200547B1号明細書、EP第0472114B1号明細書、国際公開第01/73173A1号パンフレット、およびAdvanced Fiber Spinning Technology、編集者、T.ナカジマ(Nakajima)、Woodhead Publ.Ltd(1994)、ISBN1−855−73182−7、およびそこに引用される参照文献を含めて、多くの文献で説明されている。
【0035】
本発明による方法は、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前駆体をUHPEの融点範囲内の温度に曝すステップを含む。この融合ステップの条件を、曝す温度と時間が特にフィラメントの表面層を軟化させ、それらを少なくとも部分的に融合して単一テープを形成するのに十分であるように選択する。UHPEの融点範囲は、走査速度20℃/分を使用してDSC分析によって求められる非配向ポリマーのピーク融点と拘束された高配向UHPE繊維のピーク融点との間の温度範囲である。UHPEフィラメントについては、一般に138〜162℃の融点範囲を示し、曝す温度は好ましくは約150℃〜約157℃以下の範囲内である。前駆体が溶融温度に曝される滞留時間は、広い範囲内で変化してもよいが、一般に約5秒〜約1500秒の範囲内である。高い温度が融合プロセスを促進する傾向があるが、温度が高すぎたりまたは時間が長すぎたりしないように注意するべきである。なぜなら、これは、例えば部分融解またはフィラメントのコア内の他の分子緩和の効果によって製品の強度を損失させるかもしれないからである。このプロセスを行う適切な手段は、正確な温度制御ができるオーブン、および延伸手段が含まれる。これらは、当業者に公知であるとともに、本発明による方法を行うための代替的な手段である。
【0036】
融合プロセス中、前駆体の外観は一般に、融合度、前駆体材料の種類、および任意選択の添加剤によって、初期の例えば白色の不透明な外観から、半透明、乳白色へまたは実質的に透明な外観のテープへさえも変化してもよい。フィラメント間の融合度の増大により、製品の光透過率は一般的に増大する。
【0037】
事実上全てのフィラメントが融合されて滑らかな表面の製品を形成する半透明テープを生じる高い融合度が、使用中にほとんどまたは全くフィブリル化の傾向を示さないデンタルテープ製品を製造するのに好ましい。本発明による方法において曝す温度と時間を変えることによって融合度を調整できる。融合度を、プロセス中にテープの片面または両面に力をかけることによって、例えば、対のローラの間に案内することにより、または自由回転ローラもしくは駆動ローラなどの部材上もしくはバー上で引っ張ることにより前駆体を圧縮することによって、付加的に促進することができる。特に非フィブリル化テープを製造する場合には、この部材も好ましくは温度制御されており、一層好ましくはオーブン空気よりも1度または2度高い温度設定にされている。これにより、より滑らかな外観の表面を生じ、モノフィラメント様製品の耐摩耗性を改善する。前駆体(またはテープ)にかけられる圧力を、糸の張力を変更することによっておよび/または前駆体の糸と部材との間の接触面の長さを変更することによって(例えば円筒型のローラまたはバーの直径を調整することによって)調整することができる。当業者は、いくつかの実験によって望ましい組み合わせを見つけることができる。
【0038】
滑らかなテープを製造するために、上述の部材の表面も平らで滑らかである。テープに特定の表面性状が望まれる場合、部材は好ましくは表面性状を備える。
【0039】
例えば裸眼でのまたは光学または電子顕微鏡を使用する、例えば、表面および/または断面の目視評価によって、得られた製品上で融合度を決定できる。例えばマーカーからの、着色液体の吸収の量と割合を決定するための他の可能性は、EP第0740002B1号明細書に説明されている。融合度はまた、製品を例えば金属棒の表面上で製品を繰り返し磨耗させ、単一テープ製品がその構成しているフィラメントに分解されるまでの動作回数を決定する簡単な試験から導き出すことができる。
【0040】
本発明による方法は、同時に前駆体を伸張することを含む。伸張とは、1.0超の、伸張比(stretch ratio)とも呼ばれる延伸比(draw ratio)を前駆体にかけ、このように張力を受けている状態にフィラメントを保ち、熱的分子緩和過程の結果、フィラメントの強度が減少することを防ぐことを意味する。好ましくは、少なくとも1.5、2.0または少なくとも2.5さえもの延伸比が、得られるテープの特に引張強度の性質をさらに改善するためにかけられる。一定の延伸比超においては、この効果は横ばいになるか、またはフィラメントの部分的な損傷または破損の結果、性質が下がりさえもするかもしれない。さらに、延伸比が高いほど、得られる製品のタイターが低くなる。それゆえ最大延伸比は、前駆体およびそのフィラメントの種類に依存し、一般的に最大でも約10、または最大でも8または6である。
【0041】
得られるテープの寸法を、前駆体ストランドのタイター、そのフィラメントの数と厚さ(フィラメントのタイター、一般にフィラメント当たりのデニールすなわちdpfで表される)、糸の撚りまたはもつれのレベル、融合前のフィラメントの広がり度、および融合中の伸張度などの要因によって制御できる。
【0042】
好ましい実施形態においては、本発明による方法は、融合前に前駆体のフィラメントを広げることをさらに含む。フィラメントの広がりの程度は、テープの厚さと幅を調節する一方法である。例えばマルチフィラメント糸を広げることを、例えばいわゆる拡幅棒(spreading bar)の上に糸を案内することにより公知の方法によって行うことができる。最小のテープ厚は、互いに接触する少なくとも2層のフィラメントに主に対応し、そうでなければ溶融は効果的でない。好ましくは、より良い融合と融合度の調節のために、広げた後、前駆体は少なくとも3層のフィラメントを含む。同じ理由から、前駆体は好ましくは、わずかに撚れている少なくとも1つのマルチフィラメント糸、具体的には、0〜0.5、一層好ましくは0.01〜0.4の撚り係数(twist factor)(撚り係数(twist multiplier)とも呼ばれる)によって規定される撚りのレベルの糸を含む。そのような撚りのレベルによって、広がり後のフィラメントの層の数を制御でき、かつフィラメントがよく接触しているので融合を促進でき、それゆえ薄い単一テープを製造できるようになる。そのような撚りのレベルはまた、少なくとも一部がテープの長さ方向とある角度をなして配向されるフィラメントを生じる。撚りのレベルが高いと一般的に厚いテープ、および大きな配向角度を生じる。
【0043】
広がり度、それゆえテープの幅を、プロセス中の拡幅棒および/または続く案内ローラおよびバーに溝または隆起を設けることによって、さらに制限および調節することができる。隆起間の距離または溝の幅が達成できる最大のテープ幅を規定する。隆起間の表面または溝内部および他の全ての案内部材がテープの形態に影響し、および好ましくは平らである。
【0044】
本発明による方法において使用される前駆体は、フィラメント径またはタイターが広く変化するUHPEフィラメントを含むことができる。一般に、厚いフィラメントが、例えば2超または2.5の比較的高い延伸比を含むプロセスにかけられる。適切なフィラメントの厚さは0.2〜15dpfの範囲であり、好ましくは前駆体は、厚さ約0.3〜12、または0.5〜10dpfのフィラメントを含み、強度の高いテープを生じる。
【0045】
本発明によるプロセス中、フィラメントは延伸および融合され、および一定の強度のテープが製造される。好ましくは、テープの強度は少なくとも1.8GPaである。好ましくは、前駆体の初期の強度は、少なくとも1.0GPa、一層好ましくは少なくとも1.5、1.8であり、または2.0GPaまでにもなる。前駆体の強度が高いほど、強度が高いテープを製造するのに必要な融合プロセス中の伸張が少なくなる。
【0046】
本発明による方法は、フィラメントの融合および伸張後にテープを冷却することをさらに含む。好ましくは、本発明による方法によって得られたテープは、テープが張力を受けている状態を維持している間に冷却される。これは、融合および伸張によって得られた製品の配向がフィラメントレベルと分子レベルの両方で、より良い状態で維持されるので有利である。このような張力は、例えば、プロセスの先行するステップの後でテープ製品をパッケージに巻き上げ、パッケージを冷却することからもたらすことができる。
【0047】
本発明による方法は、融合ステップ中にフィラメント間の結合を高めるために、前駆体またはその中の1つ以上の糸を前処理する、先行するステップをさらに含むことができる。そのような前処理ステップは、前駆体をある成分または組成物で被覆すること、前駆体を洗い流すこと、すなわち、スピン仕上げ剤などのような表面の成分を洗い落とすこと、または高電圧プラズマまたはコロナ処理またはその任意の組み合わせを施すことを含んでもよい。好ましくは、前駆体は、実質的にスピン仕上げ剤を使用していないフィラメントを含む。これは、その製品に全くスピン仕上げ剤を施さなかったか、または存在するスピン仕上げ剤が実質的に前処理ステップにおいて除去されることを意味する。これは、融合効果が改善され、およびテープ製品の耐摩耗性がさらに改善されるので有利である。
【0048】
他の好ましい実施形態においては、例えば浸漬または湿潤により、例えば鉱物油、植物油、または、パラフィン油またはワックスのような、好ましくは、不揮発性の、ポリオレフィン用溶媒などの有効量の油またはワックスを適用することによって、前駆体を前処理する。この前処理ステップを、周囲条件、またはポリオレフィン繊維の融解温度範囲未満までの高温において行ってもよく、かつ伸張および溶融と同時でもよい。この実施形態の利点は、融合プロセスの効率がさらに高まることである。すなわち、同じ条件において高い融合度、またはわずかに低い温度、短い時間または少ない圧力において同様の融合度を得ることができる。
【0049】
特別な実施形態においては、油または溶媒は、着色剤、香料または着香料のような他の添加剤さらに含んでもよい。そのような添加剤は当然、続く融合および伸張プロセスに耐えるのに十分な安定性があるべきである。この実施形態の利点は、一段階過程において着色されたまたは着香されたテープを得ることができることである。これらの添加剤は、口腔への添加剤の浸出がデンタルフロスでの清掃中に望まれるかどうかによって油溶性または唾液可溶性であることができる。
【0050】
本発明による方法は、融合および延伸後にコーティング組成物がテープに被着されて被覆層を形成するステップをさらに含む。そのようなコーティング組成物は、他のワックスおよびデンタルフロス用の他の通常の添加剤、好ましくは唾液可溶性添加剤を含んでもよい。
【0051】
デンタルフロス製品は、デンタルテープを含み、デンタルフロスでの清掃に適した、任意の公知の製品であることができる。一般的な例としては、1本のテープを含む手持ち式の容器またはディスペンサー容器を含み、そこから所望の長さを小出しすることができるか、またはテープ片が間から提供される2つの突出部のある手持ち式装置を含む。
【0052】
本発明はさらに、本発明によるデンタルフロス製品による隣接面領域および歯肉下領域のデンタルフロスでの清掃を含む、口腔内の前記領域を処置するための方法に関する。
【0053】
本発明をこれから、以下の実験によりさらに説明する。
【0054】
実施例1
前駆体(供給)材料として、非撚のゲル紡糸されたUHPE糸が適用された。その糸は100フィラメントで構成され、糸のタイターは243dtex、引張強度は35.1cN/dtex、引張弾性率は1242cN/dtex、および破断点伸びは3.3%であった。
【0055】
前駆体を、前処理ステップとして流動パラフィン浴に通過させ、および不織布の間を通過させることにより余分な油をふき取った。パラフィン分は、このステップによる質量増加を決定することにより、約11重量%であると計算した。前駆体を、4.0m/分の等速で、第1のセットの駆動ローラ上に、次に153.6℃の一定温度に保たれたオーブン中の拡幅棒上に案内した。オーブンの内部で、前駆体は、滑らかな表面を有するいくつかの円筒型のバー上に案内されて、オーブン内で8.4mの長さに達した。オーブンの出口では、糸は、第2のセットの駆動ローラ上に案内された。第2のローラの速度は7.2m/分であり、延伸比1.8をもたらし、かつオーブン内の延伸速度は約0.4分−1であった。
【0056】
得られたテープは幾分半透明であり、かつ指の間の摩擦中に結合性を示した。
【0057】
マルチフィラメント糸およびテープの引張強度(または強度)、引張弾性率(また弾性率)および破断点伸び(eab)を、ASTM D885Mに定めるように、ツヴィック(Zwick)1435試験機を用い、公称ゲージ長500mmの繊維、50%/分のクロスヘッド速度およびインストロン(Instron)2714クランプを使用して、規定および決定する。強度計算のために、決定された引張力を、10メートル(または他の長さ)の繊維の重みを量ることにより求められたタイターで割る。伸びは、測定された破断点伸びであり、クランプ後の試験片の元の長さに対する%で表される。
【0058】
得られたテープのタイターは146dtex、引張強度は36.7cN/dtex、弾性率は1447cN/dtex、および破断点伸びは3.2%である。
【0059】
テープの幅は約0.5mm、および厚さは約30ミクロンである。光学顕微鏡の下では、主に長さ方向において、かつ特に表面の1つに小さな溝が見えた。
【0060】
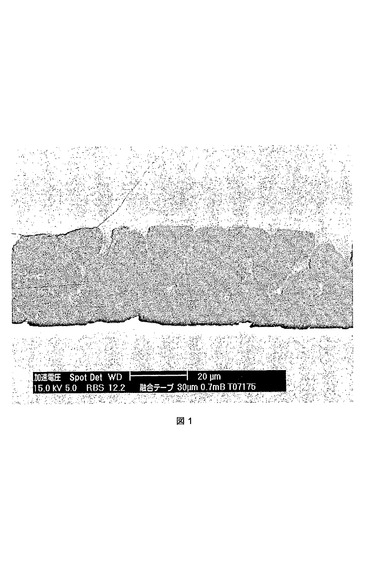
テープはさらに電子顕微鏡によって調べられた。まず、パラフィン油が、数分間n−ヘキサンによりテープから抽出された。乾燥後、テープをエポキシ樹脂中に埋め込んだ。テープの断面を、ダイヤモンド刃を使用してクライオ−ミクロトームを用いて準備した。切断後、ブロック面の試料を試料ホルダに固定し、導電性カーボン層で被覆した。撮像するために、フィリップス(Philips)CP SEM XL30を15kVの加速電圧で、ロビンソン(Robinson)後方散乱検出器と一緒に使用した。図1においては、暗い領域がフィラメントであり、および明るい部分は埋め込み樹脂の断面の一部を示す。一方の側面では、全てのフィラメントが融合されたように見え、かつ表面がかなり滑らかに見えることが分かる。他方の側面では、フィラメント間にはっきりといくつか開口部があり、表面上の主に長さ方向の溝として見える。樹脂で満たされた領域は、フィラメントが部分的に融合されたことを示す。
【0061】
テープがフィブリル化する傾向を、約25cmの長さのテープを、約1Hzの周波数およびテープの引張強度の約4%に等しい張力、周囲温度および乾燥状態において3mmの直径の金属棒の上に往復させることによって決定した。15サイクル後、いくつかのフィラメントがテープから分かれた。そのうち破損したのはわずかのみであった。35サイクル後、フィラメントの数は増加したが、まだテープであった。実験は、テープが完全にフィブリル化した100サイクル後に終了した。
【0062】
実施例2
実施例1と同じ方法で、指示された前駆体糸からテープを製造したが、今回は、糸は撚り係数0.2で撚られていた。引張特性は事実上同じであったが、テープは高い融合度を示し、また、フィブリル化の傾向が低いことから明らかであるように、第1のフィラメントが30サイクル後のみに現れ、および100サイクル後もまだ、テープは完全にフィブリル化していなかった。
【図面の簡単な説明】
【0063】
【図1】暗い領域がフィラメントであり、および明るい部分は埋め込み樹脂の断面の一部を示す。
【発明の詳細な説明】
【0001】
本発明は、135℃のデカリン中で測定した際に少なくとも5dl/gの固有粘度を有する超高モル質量のポリエチレンの単一テープであって、厚さが約0.02〜0.1mm、および幅が約0.25〜6mmであるテープを含むデンタルフロス製品に関する。
【0002】
本発明はさらに、デンタルフロス製品への使用に適した単一テープの製造方法に関する。
【0003】
デンタルフロス製品は一般的に、歯磨きでの不足を補うために口腔内の隣接面領域および歯肉下領域の処置を行う手段として勧められる。デンタルフロスでの清掃には、歯間にフロス製品を入れ、歯の表面に対して上下に優しく動かして、歯肉下の歯垢を含めて歯間部の歯垢と食物残渣を除去することを含む。歯垢は絶えず歯の表面に形成され、定期的に歯垢を除去しないと、虫歯および歯周病の原因となる。デンタルフロスでの清掃中、フロス製品は、歯の表面から歯垢を浮かせたり砕いたりして、歯から取り去らなければならない。それゆえデンタルフロス製品は、歯の間に挿入して磨くことができる寸法を有するが、強度はそれに伴う力に耐えるのに十分であるべきである。
【0004】
最も一般的に使用されているデンタルフロスは、ポリアミドやポリオレフィンなどのポリマーから作られた複数のフィラメントを含む。そのようなマルチフィラメントのフロスは通常ワックス加工されて、フィラメントを一つにまとめ、フロスを滑りやすくしている。欧州特許出願EP第0339935A3号明細書には、機械的性質の良い超高分子量ポリエチレンのマルチフィラメントで構成されているデンタルフロスの特定の実施形態が開示されている。デンタルフロスは、多数の延伸配向されたフィラメントを束ねて準備されてから、引張強度2.5GPa、弾性率90GPAおよび破断点伸び4.1%のマルチフィラメントを製造していた。
【0005】
デンタルフロスの代替的な形態はデンタルテープであり、これも随意にワックス加工され、着香される。マルチフィラメントフロス製品もテープフロス製品も特有の利点と欠点を有すると言われているが、最適な製品を選択することは、使用者の個人的な好みにかなり依存するようにも思われる。
【0006】
単一テープを含むそのようなデンタルフロス製品は、EP第0662388B1号明細書から知られている。この特許明細書においては、厚さ約0.03〜0.13mmおよび幅約0.25〜6.4mmの単一テープを含み、テープは、モル質量が300〜6000kg/molの範囲である超高モル質量のポリエチレンから作られており、およびテープのヤング率が0.5〜10GPaの範囲であり、引張強度が0.1〜1.2GPaの範囲であるデンタルフロスを説明している。このテープは使用中にフィラメントに裂かれることがないので、デンタルフロスでの清掃をより簡便にすることを示している。該製品の他に示されている利点は、自己潤滑性であるためにワックス様固体で被覆されていないことである。フロスとして用いられるテープは、前記ポリエチレンの前駆体テープをパラフィン油で疑似ゲル状態まで膨潤させ、制御された条件で疑似ゲルを周囲温度に冷却し、膨潤したテープを軽く搾ってパラフィン油を除去し、ヘキサン中でテープを処理しかつテープを約70℃まで加熱して残留ヘキサンを除去して、前記前駆体テープよりも多孔度が高い多孔性テープにし、多孔性テープを圧縮し、および次いでテープを80〜130℃で伸張して延伸製品を得ることによって製造された。
【0007】
公知のデンタルフロステープの欠点は、特に、例えば歯間距離が小さいか、ある点において事実上互いに接触している歯の間への挿入時か、またはデンタルフロスでの清掃中に、例えば歯列矯正器や橋義歯の鋭い端部に接触する場合に、テープの早期の引裂きおよび破損が起こるかもしれず、その機械的性質があらゆる状況に対して十分なわけではないことである。
【0008】
それゆえ本発明の目的は、前記欠点を示さないか、または少なくとも欠点の程度が軽い、超高モル質量のポリエチレンから作られた単一テープを含むデンタルフロス製品を提供することである。
【0009】
この目的は、テープの引張強度が少なくとも1.8GPaであるデンタルフロス製品により本発明によって達成される。
【0010】
本発明によるデンタルフロス製品は、機械的強度、特に引張強度が非常に高く、引裂きに対する高い抵抗を示し、かつ摩擦係数が低い。テープを、破損することなくしっかりと一体となっている状態で歯の間に挿入できる。本発明によるデンタルテープのさらなる利点は、デンタルフロスでの清掃中、テープがフィラメントに分かれても、その初期の強度のほとんどをデンタルテープが維持することである。さらに他の利点は、フィブリル化の際にもテープのピリングがほとんど起こらないことである。これは、局所的に厚くなった結果、テープが歯の間で動きが取れなくなる危険がほとんどないということである。さらにデンタルテープは高弾性率を有し、使用中にほとんど伸びを示さないので、的確で制御されたデンタルフロスでの清掃動作を行うことができる。
【0011】
本発明によるデンタルフロス製品は、超高モル質量のポリエチレンの単一テープを含み、そのテープは、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、超高モル質量のポリエチレンマルチフィラメント前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前駆体を伸張する方法によって得られる(以下で詳細に説明する)。
【0012】
デンタルフロス製品は、超高モル質量のポリエチレン(UHPE)の単一テープを含む。この文脈における単一テープとは、マルチフィラメント糸を含むフロスとは対照的に、供給されたフロスが1つの単層テープを含むことを意味する。
【0013】
UHPEの単一テープとは、UHPEが主要な高分子材料であり、それからテープが作られ、それが機械的性質をもたらすことを意味する。好ましくは、テープは、少なくとも75%(m/m)、一層好ましくは少なくとも80%、または少なくとも85%のUHPEからなる。テープはさらに、融解温度超すなわち150℃超または160℃超において、UHPEと相容性または混和性がある油またはワックスまたはその組み合わせを25%(m/m)以下含んでもよい。適切な油およびワックスの例としては、鉱物油(例えば平均モル質量が約250〜700である熱伝達グレードの鉱物油)、植物油(例えばヤシ油)、または、パラフィン油またはパラフィンワックスのような、好ましくは不揮発性の、ポリオレフィン用溶媒が挙げられる。好ましい実施形態においては、テープは、約1〜20%、または2〜16%または2.5〜12%(m/m)の前記オイルまたはワックスを含む。
【0014】
超高モル質量のポリエチレンの固有粘度(IV)は5dl/g超である。IVは、PTC−179(Hercules Inc.Rev.、1982年4月29日)の方法に従って、135℃のデカリン中で、溶解時間を16時間とし、DBPCを抗酸化剤として2g/lの量の溶液で使用して決定し、および異なる濃度における粘度は濃度をゼロに外挿して、推定する。固有粘度は、MnおよびMwのような実際のモル質量パラメータよりも簡単にモル質量(分子量ともいう)を求めることができる尺度である。IVとMwとの間にはいくつかの経験的関係がある。例えばMw=5.37×104[IV]1.37(EP第0504954A1号明細書参照)であるが、そのような関係はモル質量分布に依存する。UHPEテープは好ましくはIVが約6〜40dl/g、一層好ましくは7〜35dl/gであり、または8〜30dl/gまでにもなる。好ましくは、UHPEは100炭素原子当たり1分岐未満の、および好ましくは300炭素原子当たり1分岐未満の線状ポリエチレンであり、分岐または側鎖が少なくとも10炭素原子を含んでいる、線状ポリエチレンである。線状ポリエチレンはさらに、5mol%以下の1種類以上のコモノマー、例えばプロピレン、ブテン、ペンテン、4−メチルペンテンまたはオクテンのようなアルケンを含んでもよい。
【0015】
UHPEは、単一ポリマーグレードである場合もあるが、例えばIVまたはモル質量分布が異なる、および/またはコモノマーまたは側鎖の種類と数が異なる2種類以上の異なるポリエチレングレードの混合物である場合もある。本発明によるフロス製品のUHPEテープはさらに、少量の、一般的に5%(m/m)未満、好ましくは3%(m/m)未満の通常の添加剤、例えば抗酸化剤、熱安定剤、着色剤、流れ促進剤などを含んでもよい。
【0016】
本発明によるデンタルフロス製品は、厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの、超高モル質量のポリエチレンの単一テープを含む。テープ厚は、人によってかなり変化するであろう歯の間の平均距離に関わる。厚さは、容易な挿入、簡単な取り扱い、強度の間のバランスをもたらすために、好ましくは約0.03〜0.09mmまたは0.04〜0.08mmである。テープの幅もかなり変わってもよいが、簡単な操作と効果的な歯垢除去との間のバランスをとるために、好ましくは約0.3〜5mm、0.4〜4mmであり、または0.5〜3mmまでにもなる。デンタルテープの幅の厚さに対する比すなわちアスペクト比は重要ではなく、大きく異なるであろう。テキスタイルの単位で表現されると、テープは一般に線密度またはタイター(titre)が約50〜5000dtex、好ましくは約100〜3000dtex、または150〜2500dtexである。タイターの低いテープは一般的により可撓性があり使いやすい。
【0017】
本発明によるデンタルフロス製品は、引張強度が少なくとも1.8GPaの超高モル質量のポリエチレンの単一テープを含む。そのような強度のテープは、使用者が相当強い力をかけても簡単に破損してしまうことはないが、強度が高いと、密接した歯の間に通している間の断裂を防ぐという利点があることがわかっている。それゆえ好ましくは、テープは少なくとも2.0、2.2、2.4または2.6GPaの引張強度(単に強度ともいわれる)を有する。テープの最大強度は、前駆体としての適切な糸の入手可能性などの実用的な理由から制限されており(以下参照)、約5GPaである。引張強度(単に強度)または靭性は、ASTM D885−85またはD2256−97を基にした公知の方法から求められる。
【0018】
本発明によるデンタルフロス製品の一実施形態においては、UHPEテープは使用中のフィブリル化がない。デンタルフロスでの清掃にはそのようなデンタルテープがより便利でより効率的であると思う使用者もいる。フィブリル化がないテープを、例えば、前駆体マルチフィラメントUHPE糸を熱溶融する一方で、温度および曝す時間を注意深く制御して溶融を促進し、および溶融中随意に圧力をかける方法によって得ることができた。
【0019】
本発明によるデンタルフロス製品の他の実施形態においては、UHPEテープは使用中に、テープが1つ以上のフィラメントの房に分かれるというフィブリル化を示す。そのようなフィブリル化テープの利点は、デンタルフロスでの清掃中、テープが広がってフィラメントまたはフィラメントの房になり、これにより、より効果的な歯の表面の清浄動作を生じることである。本発明によるテープの利点は、形成されたフィラメントにかなり可撓性があり柔らかく、かつ歯ぐきを損傷する危険性をほとんど示さないことである。そのようなフィブリル化テープを、例えば、前駆体マルチフィラメントUHPE糸を熱溶融する一方で、温度および曝す時間のような条件を調整することによって融合度を注意深く制御して、初めにフィブリル化可能である単一テープを生じる方法によって得ることができた。
【0020】
デンタルフロスとして使用するための、初めにフィブリル化可能なテープが米国特許第4646766号明細書に説明されていることは事実であるが、この文献は、マルチフィラメント糸を熱溶融する方法によることはもちろんのこと、UHPE製の強度の高いテープを製造することについて開示または提案していない。
【0021】
好ましい実施形態においては、UHPEテープは使用中フィブリル化可能であるが、フィブリル化後にその初期の強度の少なくとも75%を維持する。本発明によるテープは細かくしても破損はしないが、同様に強度が高いフィラメントまたはその房にフィブリル化する。好ましくは、フィブリル化したまたは少なくとも部分的にフィブリル化したテープはまだ、その初期の強度の少なくとも80%、または90%もの強度を有する。そのようなテープの利点は、破損したフィラメントが全くないか、または非常に少ないことである。通常破損したフィラメントは丸まって局所的に厚みのある部分を形成する傾向がある。これはピリングと呼ばれることが多い。ピリングのあるデンタルフロスは歯の間で動きが取れなくなるかもしれず、これに対して使用者が高い力をかけると、歯ぐきまたは歯さえも損傷させる危険が高くなる。
【0022】
好ましい実施形態においては、本発明によるデンタルフロス製品は超高モル質量のポリエチレンの単一テープを含み、そのテープは、完全に滑らかではないが一定の表面構造または表面粗さのある表面を有する。そのようなテクスチャー加工テープは、例えば、マルチフィラメント糸を、随意に撚りにして熱溶融することを含む方法でUHPEテープを製造することにより得ることができ、それにより元のフィラメント構造がまだ部分的に維持されるか、または一部のフィラメントがテープの表面において融合されなかった。そのようなテープには、その表面に突起および/または溝があり(以下、共に単に溝と呼ぶ)、これらは一般に主に長さ方向に向いており、好ましくはサイズが、テープ自体の寸法に依存して0.002〜0.05mmの範囲である。そのようなデンタルテープの利点としては、歯の間および上を容易に滑るが、その小さな表面の溝によって歯垢を砕いて除去させて、より効果的に清浄できるということが挙げられる。
【0023】
好ましくは、より効果的に歯垢を砕くための、溝のサイズ、すなわち幅および深さまたは高さは、少なくとも約0.003mm、0.004mmであり、または0.005mmまでにもなる。良好な強度のテープをもたらすための、溝の寸法、特に深さは、好ましくは最大限でも約0.04mm、または最大限でも0.03mmである。複数のフィラメントを熱溶融することによって製造したテープの場合には、溝の寸法は一般に、フィラメントの寸法と同様であるかまたはそれ未満である。
【0024】
テープ表面上の溝は主にテープの長さに沿って向けられているが、長さ方向に対してある角度をなしていてもよい。好ましくは約0〜45°、一層好ましくは約0〜30°であり、または0〜20°までもの角度でもよい。そのような表面に溝のあるテープが、浮いた粒子/歯垢を歯の間からより効果的に除去することが分かっている。
【0025】
本発明によるデンタルフロス製品はさらに、通常のワックスおよび他の添加剤を含んでもよい。テープを例えば、好ましくは唾液可溶性ではないが鉱物油またはパラフィンワックスのような無極性の薬剤には可溶性である着色剤で着色することもできる。デンタルフロス製品はまた、(上述した油またはワックス以外の)ワックスなどの様々なコーティング剤、またはその他、好ましくは唾液可溶性の添加剤を含んでもよい。通例の添加剤としては、フッ化物含有化合物、着香料、香料、小研磨粒子、または例えば歯垢中のバクテリアを攻撃する薬用材料が挙げられる。
【0026】
本発明はさらに、UHPE前駆体材料からの、デンタルフロス製品への使用に適した単一テープの製造方法に関する。
【0027】
そのような単一テープの製造方法は、EP第0662388B1号明細書から知られている。この特許明細書においては、UHPEの前駆体テープをパラフィン油で疑似ゲル状態まで膨潤させ、制御された条件で疑似ゲルを周囲温度に冷却し、膨潤したテープを軽く搾ってパラフィン油を除去し、ヘキサン中でテープを処理しかつテープを約70℃まで加熱して残留ヘキサンを除去して、前記前駆体テープよりも多孔度が高い多孔性テープにし、多孔性テープを圧縮し、および次いでテープを80〜130℃で伸張して延伸製品を得ることを含む方法によって製造された単一テープを含むデンタルフロスが説明されている。
【0028】
この公知の方法の欠点は、密接した歯の間に挿入すると断裂しやすいテープを生じることである。
【0029】
本発明の目的は、前記欠点を示さない、超高モル質量のポリエチレン前駆体から作られる厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの単一テープを製造することを可能にする方法を提供することである。
【0030】
この目的は、前駆体がマルチフィラメントストランドであり、および隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前駆体を伸張することを含む方法により本発明によって達成される。
【0031】
本発明による方法を使用すると、高い引張強度を示す特定の寸法のテープを製造することができる。さらなる利点は、テープのフィブリル化する傾向および表面粗さを、曝す時間および温度などの融合条件によって、制御できることである。
【0032】
UHPEフィラメントが高温において少なくとも部分的に融合される方法が、EP第0740002B1号明細書から知られているが、この文献においては、本発明の寸法のテープの製造ではなく、モノフィラメントの釣り糸を製造することが説明されている。
【0033】
マルチフィラメントストランドは、UHPEから作られる複数のフィラメントを含む、長さが不定の物品であると理解される。前駆体を様々な構成にできる。例えば、編み組したまたは撚り合わせたコードまたはロープ、または諸撚糸(plied yarn)、諸撚糸(folded yarn)または撚糸、または空気交絡糸(air−entangled yarn)である。任意に撚りの、マルチフィラメント糸の使用は、前駆体およびテープを容易におよびコスト効率よく作ることができるので有利である。好ましくは、マルチフィラメントストランドの少なくとも80%(m/m)、一層好ましくは少なくとも90%(m/m)のフィラメントがUHPEフィラメントであり、および最も好ましくはストランドは本質的にUHPEフィラメントからなり、強度が高くおよび耐摩耗性の低いテープを生じる。
【0034】
UHPEフィラメントおよびマルチフィラメント糸を、適切な溶媒中でUHPEの溶液をゲル繊維に紡ぎ、および部分的なまたは完全な溶媒の除去前、除去中、および/または除去後に繊維を延伸すること、すなわちいわゆるゲル紡糸法によって準備できる。UHPEの溶液のゲル紡糸は当業者に周知であり、EP第0205960A号明細書、EP第0213208A1号明細書、米国特許第4413110号明細書、GB第2042414A号明細書、EP第0200547B1号明細書、EP第0472114B1号明細書、国際公開第01/73173A1号パンフレット、およびAdvanced Fiber Spinning Technology、編集者、T.ナカジマ(Nakajima)、Woodhead Publ.Ltd(1994)、ISBN1−855−73182−7、およびそこに引用される参照文献を含めて、多くの文献で説明されている。
【0035】
本発明による方法は、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前駆体をUHPEの融点範囲内の温度に曝すステップを含む。この融合ステップの条件を、曝す温度と時間が特にフィラメントの表面層を軟化させ、それらを少なくとも部分的に融合して単一テープを形成するのに十分であるように選択する。UHPEの融点範囲は、走査速度20℃/分を使用してDSC分析によって求められる非配向ポリマーのピーク融点と拘束された高配向UHPE繊維のピーク融点との間の温度範囲である。UHPEフィラメントについては、一般に138〜162℃の融点範囲を示し、曝す温度は好ましくは約150℃〜約157℃以下の範囲内である。前駆体が溶融温度に曝される滞留時間は、広い範囲内で変化してもよいが、一般に約5秒〜約1500秒の範囲内である。高い温度が融合プロセスを促進する傾向があるが、温度が高すぎたりまたは時間が長すぎたりしないように注意するべきである。なぜなら、これは、例えば部分融解またはフィラメントのコア内の他の分子緩和の効果によって製品の強度を損失させるかもしれないからである。このプロセスを行う適切な手段は、正確な温度制御ができるオーブン、および延伸手段が含まれる。これらは、当業者に公知であるとともに、本発明による方法を行うための代替的な手段である。
【0036】
融合プロセス中、前駆体の外観は一般に、融合度、前駆体材料の種類、および任意選択の添加剤によって、初期の例えば白色の不透明な外観から、半透明、乳白色へまたは実質的に透明な外観のテープへさえも変化してもよい。フィラメント間の融合度の増大により、製品の光透過率は一般的に増大する。
【0037】
事実上全てのフィラメントが融合されて滑らかな表面の製品を形成する半透明テープを生じる高い融合度が、使用中にほとんどまたは全くフィブリル化の傾向を示さないデンタルテープ製品を製造するのに好ましい。本発明による方法において曝す温度と時間を変えることによって融合度を調整できる。融合度を、プロセス中にテープの片面または両面に力をかけることによって、例えば、対のローラの間に案内することにより、または自由回転ローラもしくは駆動ローラなどの部材上もしくはバー上で引っ張ることにより前駆体を圧縮することによって、付加的に促進することができる。特に非フィブリル化テープを製造する場合には、この部材も好ましくは温度制御されており、一層好ましくはオーブン空気よりも1度または2度高い温度設定にされている。これにより、より滑らかな外観の表面を生じ、モノフィラメント様製品の耐摩耗性を改善する。前駆体(またはテープ)にかけられる圧力を、糸の張力を変更することによっておよび/または前駆体の糸と部材との間の接触面の長さを変更することによって(例えば円筒型のローラまたはバーの直径を調整することによって)調整することができる。当業者は、いくつかの実験によって望ましい組み合わせを見つけることができる。
【0038】
滑らかなテープを製造するために、上述の部材の表面も平らで滑らかである。テープに特定の表面性状が望まれる場合、部材は好ましくは表面性状を備える。
【0039】
例えば裸眼でのまたは光学または電子顕微鏡を使用する、例えば、表面および/または断面の目視評価によって、得られた製品上で融合度を決定できる。例えばマーカーからの、着色液体の吸収の量と割合を決定するための他の可能性は、EP第0740002B1号明細書に説明されている。融合度はまた、製品を例えば金属棒の表面上で製品を繰り返し磨耗させ、単一テープ製品がその構成しているフィラメントに分解されるまでの動作回数を決定する簡単な試験から導き出すことができる。
【0040】
本発明による方法は、同時に前駆体を伸張することを含む。伸張とは、1.0超の、伸張比(stretch ratio)とも呼ばれる延伸比(draw ratio)を前駆体にかけ、このように張力を受けている状態にフィラメントを保ち、熱的分子緩和過程の結果、フィラメントの強度が減少することを防ぐことを意味する。好ましくは、少なくとも1.5、2.0または少なくとも2.5さえもの延伸比が、得られるテープの特に引張強度の性質をさらに改善するためにかけられる。一定の延伸比超においては、この効果は横ばいになるか、またはフィラメントの部分的な損傷または破損の結果、性質が下がりさえもするかもしれない。さらに、延伸比が高いほど、得られる製品のタイターが低くなる。それゆえ最大延伸比は、前駆体およびそのフィラメントの種類に依存し、一般的に最大でも約10、または最大でも8または6である。
【0041】
得られるテープの寸法を、前駆体ストランドのタイター、そのフィラメントの数と厚さ(フィラメントのタイター、一般にフィラメント当たりのデニールすなわちdpfで表される)、糸の撚りまたはもつれのレベル、融合前のフィラメントの広がり度、および融合中の伸張度などの要因によって制御できる。
【0042】
好ましい実施形態においては、本発明による方法は、融合前に前駆体のフィラメントを広げることをさらに含む。フィラメントの広がりの程度は、テープの厚さと幅を調節する一方法である。例えばマルチフィラメント糸を広げることを、例えばいわゆる拡幅棒(spreading bar)の上に糸を案内することにより公知の方法によって行うことができる。最小のテープ厚は、互いに接触する少なくとも2層のフィラメントに主に対応し、そうでなければ溶融は効果的でない。好ましくは、より良い融合と融合度の調節のために、広げた後、前駆体は少なくとも3層のフィラメントを含む。同じ理由から、前駆体は好ましくは、わずかに撚れている少なくとも1つのマルチフィラメント糸、具体的には、0〜0.5、一層好ましくは0.01〜0.4の撚り係数(twist factor)(撚り係数(twist multiplier)とも呼ばれる)によって規定される撚りのレベルの糸を含む。そのような撚りのレベルによって、広がり後のフィラメントの層の数を制御でき、かつフィラメントがよく接触しているので融合を促進でき、それゆえ薄い単一テープを製造できるようになる。そのような撚りのレベルはまた、少なくとも一部がテープの長さ方向とある角度をなして配向されるフィラメントを生じる。撚りのレベルが高いと一般的に厚いテープ、および大きな配向角度を生じる。
【0043】
広がり度、それゆえテープの幅を、プロセス中の拡幅棒および/または続く案内ローラおよびバーに溝または隆起を設けることによって、さらに制限および調節することができる。隆起間の距離または溝の幅が達成できる最大のテープ幅を規定する。隆起間の表面または溝内部および他の全ての案内部材がテープの形態に影響し、および好ましくは平らである。
【0044】
本発明による方法において使用される前駆体は、フィラメント径またはタイターが広く変化するUHPEフィラメントを含むことができる。一般に、厚いフィラメントが、例えば2超または2.5の比較的高い延伸比を含むプロセスにかけられる。適切なフィラメントの厚さは0.2〜15dpfの範囲であり、好ましくは前駆体は、厚さ約0.3〜12、または0.5〜10dpfのフィラメントを含み、強度の高いテープを生じる。
【0045】
本発明によるプロセス中、フィラメントは延伸および融合され、および一定の強度のテープが製造される。好ましくは、テープの強度は少なくとも1.8GPaである。好ましくは、前駆体の初期の強度は、少なくとも1.0GPa、一層好ましくは少なくとも1.5、1.8であり、または2.0GPaまでにもなる。前駆体の強度が高いほど、強度が高いテープを製造するのに必要な融合プロセス中の伸張が少なくなる。
【0046】
本発明による方法は、フィラメントの融合および伸張後にテープを冷却することをさらに含む。好ましくは、本発明による方法によって得られたテープは、テープが張力を受けている状態を維持している間に冷却される。これは、融合および伸張によって得られた製品の配向がフィラメントレベルと分子レベルの両方で、より良い状態で維持されるので有利である。このような張力は、例えば、プロセスの先行するステップの後でテープ製品をパッケージに巻き上げ、パッケージを冷却することからもたらすことができる。
【0047】
本発明による方法は、融合ステップ中にフィラメント間の結合を高めるために、前駆体またはその中の1つ以上の糸を前処理する、先行するステップをさらに含むことができる。そのような前処理ステップは、前駆体をある成分または組成物で被覆すること、前駆体を洗い流すこと、すなわち、スピン仕上げ剤などのような表面の成分を洗い落とすこと、または高電圧プラズマまたはコロナ処理またはその任意の組み合わせを施すことを含んでもよい。好ましくは、前駆体は、実質的にスピン仕上げ剤を使用していないフィラメントを含む。これは、その製品に全くスピン仕上げ剤を施さなかったか、または存在するスピン仕上げ剤が実質的に前処理ステップにおいて除去されることを意味する。これは、融合効果が改善され、およびテープ製品の耐摩耗性がさらに改善されるので有利である。
【0048】
他の好ましい実施形態においては、例えば浸漬または湿潤により、例えば鉱物油、植物油、または、パラフィン油またはワックスのような、好ましくは、不揮発性の、ポリオレフィン用溶媒などの有効量の油またはワックスを適用することによって、前駆体を前処理する。この前処理ステップを、周囲条件、またはポリオレフィン繊維の融解温度範囲未満までの高温において行ってもよく、かつ伸張および溶融と同時でもよい。この実施形態の利点は、融合プロセスの効率がさらに高まることである。すなわち、同じ条件において高い融合度、またはわずかに低い温度、短い時間または少ない圧力において同様の融合度を得ることができる。
【0049】
特別な実施形態においては、油または溶媒は、着色剤、香料または着香料のような他の添加剤さらに含んでもよい。そのような添加剤は当然、続く融合および伸張プロセスに耐えるのに十分な安定性があるべきである。この実施形態の利点は、一段階過程において着色されたまたは着香されたテープを得ることができることである。これらの添加剤は、口腔への添加剤の浸出がデンタルフロスでの清掃中に望まれるかどうかによって油溶性または唾液可溶性であることができる。
【0050】
本発明による方法は、融合および延伸後にコーティング組成物がテープに被着されて被覆層を形成するステップをさらに含む。そのようなコーティング組成物は、他のワックスおよびデンタルフロス用の他の通常の添加剤、好ましくは唾液可溶性添加剤を含んでもよい。
【0051】
デンタルフロス製品は、デンタルテープを含み、デンタルフロスでの清掃に適した、任意の公知の製品であることができる。一般的な例としては、1本のテープを含む手持ち式の容器またはディスペンサー容器を含み、そこから所望の長さを小出しすることができるか、またはテープ片が間から提供される2つの突出部のある手持ち式装置を含む。
【0052】
本発明はさらに、本発明によるデンタルフロス製品による隣接面領域および歯肉下領域のデンタルフロスでの清掃を含む、口腔内の前記領域を処置するための方法に関する。
【0053】
本発明をこれから、以下の実験によりさらに説明する。
【0054】
実施例1
前駆体(供給)材料として、非撚のゲル紡糸されたUHPE糸が適用された。その糸は100フィラメントで構成され、糸のタイターは243dtex、引張強度は35.1cN/dtex、引張弾性率は1242cN/dtex、および破断点伸びは3.3%であった。
【0055】
前駆体を、前処理ステップとして流動パラフィン浴に通過させ、および不織布の間を通過させることにより余分な油をふき取った。パラフィン分は、このステップによる質量増加を決定することにより、約11重量%であると計算した。前駆体を、4.0m/分の等速で、第1のセットの駆動ローラ上に、次に153.6℃の一定温度に保たれたオーブン中の拡幅棒上に案内した。オーブンの内部で、前駆体は、滑らかな表面を有するいくつかの円筒型のバー上に案内されて、オーブン内で8.4mの長さに達した。オーブンの出口では、糸は、第2のセットの駆動ローラ上に案内された。第2のローラの速度は7.2m/分であり、延伸比1.8をもたらし、かつオーブン内の延伸速度は約0.4分−1であった。
【0056】
得られたテープは幾分半透明であり、かつ指の間の摩擦中に結合性を示した。
【0057】
マルチフィラメント糸およびテープの引張強度(または強度)、引張弾性率(また弾性率)および破断点伸び(eab)を、ASTM D885Mに定めるように、ツヴィック(Zwick)1435試験機を用い、公称ゲージ長500mmの繊維、50%/分のクロスヘッド速度およびインストロン(Instron)2714クランプを使用して、規定および決定する。強度計算のために、決定された引張力を、10メートル(または他の長さ)の繊維の重みを量ることにより求められたタイターで割る。伸びは、測定された破断点伸びであり、クランプ後の試験片の元の長さに対する%で表される。
【0058】
得られたテープのタイターは146dtex、引張強度は36.7cN/dtex、弾性率は1447cN/dtex、および破断点伸びは3.2%である。
【0059】
テープの幅は約0.5mm、および厚さは約30ミクロンである。光学顕微鏡の下では、主に長さ方向において、かつ特に表面の1つに小さな溝が見えた。
【0060】
テープはさらに電子顕微鏡によって調べられた。まず、パラフィン油が、数分間n−ヘキサンによりテープから抽出された。乾燥後、テープをエポキシ樹脂中に埋め込んだ。テープの断面を、ダイヤモンド刃を使用してクライオ−ミクロトームを用いて準備した。切断後、ブロック面の試料を試料ホルダに固定し、導電性カーボン層で被覆した。撮像するために、フィリップス(Philips)CP SEM XL30を15kVの加速電圧で、ロビンソン(Robinson)後方散乱検出器と一緒に使用した。図1においては、暗い領域がフィラメントであり、および明るい部分は埋め込み樹脂の断面の一部を示す。一方の側面では、全てのフィラメントが融合されたように見え、かつ表面がかなり滑らかに見えることが分かる。他方の側面では、フィラメント間にはっきりといくつか開口部があり、表面上の主に長さ方向の溝として見える。樹脂で満たされた領域は、フィラメントが部分的に融合されたことを示す。
【0061】
テープがフィブリル化する傾向を、約25cmの長さのテープを、約1Hzの周波数およびテープの引張強度の約4%に等しい張力、周囲温度および乾燥状態において3mmの直径の金属棒の上に往復させることによって決定した。15サイクル後、いくつかのフィラメントがテープから分かれた。そのうち破損したのはわずかのみであった。35サイクル後、フィラメントの数は増加したが、まだテープであった。実験は、テープが完全にフィブリル化した100サイクル後に終了した。
【0062】
実施例2
実施例1と同じ方法で、指示された前駆体糸からテープを製造したが、今回は、糸は撚り係数0.2で撚られていた。引張特性は事実上同じであったが、テープは高い融合度を示し、また、フィブリル化の傾向が低いことから明らかであるように、第1のフィラメントが30サイクル後のみに現れ、および100サイクル後もまだ、テープは完全にフィブリル化していなかった。
【図面の簡単な説明】
【0063】
【図1】暗い領域がフィラメントであり、および明るい部分は埋め込み樹脂の断面の一部を示す。
【特許請求の範囲】
【請求項1】
135℃のデカリン中で測定した際に、少なくとも5dl/gの固有粘度を有する超高モル質量のポリエチレンの単一テープを含むデンタルフロス製品であって、前記テープの厚さが約0.02〜0.1mm、および幅が約0.25〜6mmである、デンタルフロス製品において、
前記テープの引張強度が少なくとも1.8GPaであることを特徴とするデンタルフロス製品。
【請求項2】
前記ポリエチレンが線状であり、かつ7〜35dl/gの固有粘度を有する、請求項1に記載のデンタルフロス製品。
【請求項3】
前記テープの引張強度が少なくとも2.0GPaである、請求項1または2に記載のデンタルフロス製品。
【請求項4】
使用中に前記テープのフィブリル化がない、請求項1〜3のいずれか一項に記載のデンタルフロス製品。
【請求項5】
使用中に前記テープがフィブリル化を示す、請求項1〜3のいずれか一項に記載のデンタルフロス製品。
【請求項6】
前記テープが、フィブリル化後にその初期の強度の少なくとも75%を維持する、請求項5に記載のデンタルフロス製品。
【請求項7】
前記テープが、その表面上に溝を示す、請求項1〜6のいずれか一項に記載のデンタルフロス製品。
【請求項8】
超高モル質量のポリエチレン前駆体からの、厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの単一テープの製造方法であって、
前記前駆体がマルチフィラメントストランドであり、および方法が、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前記前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前記前駆体を伸張することを含むことを特徴とする方法。
【請求項9】
前記温度が約150℃〜約157℃以下までの範囲内である、請求項8に記載の方法。
【請求項10】
前記前駆体は、撚り係数が0.01〜0.4の、少なくとも1つの撚りマルチフィラメント糸を含む、請求項8または9に記載の方法。
【請求項11】
前記前駆体は、実質的にスピン仕上げ剤を使用していないフィラメントを含む、請求項8または9に記載の方法。
【請求項12】
油またはワックスを被着することによって前記前駆体を前処理することをさらに含む、請求項8または9に記載の方法。
【請求項13】
前記油またはワックスが添加剤を含む、請求項12に記載の方法。
【請求項1】
135℃のデカリン中で測定した際に、少なくとも5dl/gの固有粘度を有する超高モル質量のポリエチレンの単一テープを含むデンタルフロス製品であって、前記テープの厚さが約0.02〜0.1mm、および幅が約0.25〜6mmである、デンタルフロス製品において、
前記テープの引張強度が少なくとも1.8GPaであることを特徴とするデンタルフロス製品。
【請求項2】
前記ポリエチレンが線状であり、かつ7〜35dl/gの固有粘度を有する、請求項1に記載のデンタルフロス製品。
【請求項3】
前記テープの引張強度が少なくとも2.0GPaである、請求項1または2に記載のデンタルフロス製品。
【請求項4】
使用中に前記テープのフィブリル化がない、請求項1〜3のいずれか一項に記載のデンタルフロス製品。
【請求項5】
使用中に前記テープがフィブリル化を示す、請求項1〜3のいずれか一項に記載のデンタルフロス製品。
【請求項6】
前記テープが、フィブリル化後にその初期の強度の少なくとも75%を維持する、請求項5に記載のデンタルフロス製品。
【請求項7】
前記テープが、その表面上に溝を示す、請求項1〜6のいずれか一項に記載のデンタルフロス製品。
【請求項8】
超高モル質量のポリエチレン前駆体からの、厚さ約0.02〜0.1mmおよび幅約0.25〜6mmの単一テープの製造方法であって、
前記前駆体がマルチフィラメントストランドであり、および方法が、隣接するフィラメントを少なくとも部分的に融合するのに十分な時間、前記前駆体をポリエチレンの融点範囲内の温度に曝す一方で、同時に前記前駆体を伸張することを含むことを特徴とする方法。
【請求項9】
前記温度が約150℃〜約157℃以下までの範囲内である、請求項8に記載の方法。
【請求項10】
前記前駆体は、撚り係数が0.01〜0.4の、少なくとも1つの撚りマルチフィラメント糸を含む、請求項8または9に記載の方法。
【請求項11】
前記前駆体は、実質的にスピン仕上げ剤を使用していないフィラメントを含む、請求項8または9に記載の方法。
【請求項12】
油またはワックスを被着することによって前記前駆体を前処理することをさらに含む、請求項8または9に記載の方法。
【請求項13】
前記油またはワックスが添加剤を含む、請求項12に記載の方法。
【図1】


【公表番号】特表2008−526406(P2008−526406A)
【公表日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願番号】特願2007−550718(P2007−550718)
【出願日】平成17年12月27日(2005.12.27)
【国際出願番号】PCT/EP2005/014185
【国際公開番号】WO2006/074823
【国際公開日】平成18年7月20日(2006.7.20)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
【公表日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願日】平成17年12月27日(2005.12.27)
【国際出願番号】PCT/EP2005/014185
【国際公開番号】WO2006/074823
【国際公開日】平成18年7月20日(2006.7.20)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
[ Back to top ]