
トイレットペーパーの製造方法及びトイレットペーパー
【課題】エンボス加工及び水系薬液塗布がされた家庭用衛生薄葉紙における、使用時、製造時に破れ等の問題を解決する。
【解決手段】
帯状の連続クレープ紙に対して印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、を有するトイレットペーパーの製造方法により解決される。
【解決手段】
帯状の連続クレープ紙に対して印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、を有するトイレットペーパーの製造方法により解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トイレットペーパーの製造方法及びトイレットペーパーに関する。
【背景技術】
【0002】
トイレットペーパーには、水系のローション薬液(以下、水系ローション薬液ともいう)が含浸されているとともに、エンボス加工が施されたものがある。
このトイレットペーパーでは、エンボス加工による表面の凹凸により拭き取り性と嵩高性(手肉感、嵩高さ)が高められているとともに、水系ローション薬液によって保湿性(しっとり感)、柔軟性(柔らかさ感)、表面の滑らかさ性(滑らかさ感)が高められている。
【0003】
ところで、日本国内における痔疾患患者は人口の1/3にも上るとも言われており、かかる痔疾患患者では、排泄後の清拭作業において強く擦るといった清拭が行ない難い。このため、かかる痔疾患患者においては、拭取り性、嵩高性と保湿性、柔軟性、表面の滑らかさ性が高められたトイレットペーパーに極めて関心があり、その機能に優れる製品を求める傾向がある。また、その清拭態様については、疾患部分を刺激しないように押える、押し当てるといった清拭態様を採る傾向にある。
【0004】
他方、痔疾患患者ではない需用者においても、高品質なトイレットペーパーを求めるものもおり、特に、そのような需用者層においては上記機能を重視する傾向にある。
【0005】
また、近年、シャワートイレが普及しており、このようなシャワートイレ使用後における清拭作業は、擦るよりも押しつけるようにして行なわれることが多く、トイレットペーパーにおいては、高い吸水性と吸水した状態において上記押しつけ態様の清拭を効果的に行えることが求められる。
【0006】
しかしながら、従来の水系ローション薬液が含浸されているとともに、エンボス加工が施されたトイレットペーパーには、機能向上、上記拭取り態様に関して以下の欠点があった。
【0007】
従来、このエンボス加工と薬液含浸との双方がされたトイレットペーパーは、原紙となる単層で或いは積層後の連続クレープ紙の一方面全面に薬液を塗布した後、エンボスロールによって型押しをしてエンボス加工を施して製造されている。
【0008】
ここで、トイレットペーパーでは水解性等を考慮して、一般的には湿潤紙力増強剤を含まないため、紙の厚み方向に浸透しやすい水系ローション薬液を用いると、繊維間の水素結合が著しく減少し強度が低下する。
【0009】
したがって、上記拭取り性、嵩高性と保湿性、柔軟性、表面の滑らかさ性を高めるべく、水系ローション薬液の塗布量の増量、エンボス凹部の深さを深める等の改善を行なおうとすると、エンボス付与時に断紙が発生してしまい、機能向上を行なうことが困難であった。特に、エンボス付与を行なう際には、エンボスロールに付与された凸部を原紙に押し当てて付与するため、この際のエンボス凹部の繊維の疎密状態の変化は、底部から凸部によって押されてない非エンボス付与部までのエンボス凹部の側壁部分が引っ張られ、繊維密度が疎になる傾向にある。上述のとおり従来の製造方法では、エンボス付与時に当該側壁部分においても薬液が含浸されていることとなるため、この部分の引張強度が弱く、エンボス付与時に当該側壁部分で断紙が発生してしまう。
【0010】
また、製法上の問題点以外にも、従来製品は当該側壁部分の引張り強度が弱くなっているため、上記痔疾患患者やシャワートイレ使用後における押し当てる態様の清拭態様では、当該側壁部分が裂かれる方向で清拭作業が行なわれるため、当該側壁部分が破れる事故の発生が顕著となっているという製品上の問題もあった。
【0011】
なお、油系のローション薬液を塗布するトイレットロールも市場にあるが、トイレで使用後に流すことを前提にしない、いわゆる汲み取り式トイレを対象にしたトイレットロールであったり、また国内で普及している節水型トイレに適応させた水解性を持たせたトイレットロールはなかった。また油系のローション薬液はべとつき感があり、消費者に受け入れられている商品はなかった。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2009−183411号公報
【特許文献2】特開2009−178572号公報
【特許文献3】特開2009−240721号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
そこで、本発明の主たる課題は、エンボス加工及び水系ローション薬液が含浸されたトイレットペーパーにおける、使用時、製造時における破れ等の問題を解決することにある。
【課題を解決するための手段】
【0014】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
水系のローション薬液が含浸されたトイレットペーパーの製造方法であって、
帯状の連続クレープ紙に対して刷版ロールと圧胴ロールとを用いた印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
薬液塗布工程を経て薬液が塗布された連続クレープ紙を、エンボス凸部を有するエンボスロールをこれと対となる受けロールとの間に通し、連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、
を有することを特徴とするトイレットペーパーの製造方法。
【0015】
<請求項2記載の発明>
前記圧胴ロールと前記受けロールとを同一のものとして、薬液塗布とエンボス付与を一つの圧胴ロール上で連続的に行なう請求項1記載のトイレットペーパーの製造方法。
【0016】
<請求項3記載の発明>
薬液塗布工程後に、連続クレープ紙の薬液の塗布位置を塗布位置検出装置によって確認し、これに応じてエンボス付与の位置を調整する請求項1又は2記載のトイレットペーパーの製造方法。
【0017】
<請求項4記載の発明>
薬液塗布部分を、平面視で網目状又は格子状の規則正しいパターンとする請求項1〜3の何れか1項に記載のトイレットペーパーの製造方法。
【0018】
<請求項5記載の発明>
前記薬液塗布部分の総面積を紙面の一方面の全面積の30〜70%とする請求項1〜4の何れか1項に記載のトイレットペーパーの製造方法。
【0019】
<請求項6記載の発明>
前記エンボスロールは、
前記エンボス凸部が離間して配置され、
そのエンボス凸部の密度が2.0〜32.0個/cm2であり、
そのエンボス凸部の一つの平面視の面積が0.64〜4.0mm2である、請求項1〜5の何れか1項に記載のトイレットペーパーの製造方法。
【0020】
<請求項7記載の発明>
エンボス凸部の平面視形状を角取り四角形とする請求項1〜6の何れか1項に記載のトイレットペーパーの製造方法。
【0021】
<請求項8記載の発明>
前記エンボス凸部の高さが1.1〜1.5mmである請求項1〜7の何れか1項に記載のトイレットペーパーの製造方法。
【0022】
<請求項9記載の発明>
前記エンボス凸部が、縦横規則正しく配列されている凸エンボスロールを用いる請求項1〜8の何れか1項に記載のトイレットペーパーの製造方法。
【0023】
<請求項10記載の発明>
連続クレープ紙の一方面からのみエンボス凸部を押し当てて、一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがあるトイレットペーパーとする請求項1〜9の何れか1項に記載のトイレットペーパーの製造方法。
【0024】
<請求項11記載の発明>
請求項1〜10の何れか1項に記載のトイレットペーパーの製造方法により製造されることを特徴とするトイレットペーパー。
【発明の効果】
【0025】
以上の本発明によれば、エンボス加工及び薬液塗布が含浸されたトイレットペーパーにおける、使用時、製造時に破れ等の問題が解決される。
【図面の簡単な説明】
【0026】
【図1】本発明のトイレットペーパーの製造方法を説明するための図である。
【図2】本発明のトイレットペーパーの他の製造方法を説明するための図である。
【図3】本発明のトイレットペーパーの各製造過程を説明するための平面図である。
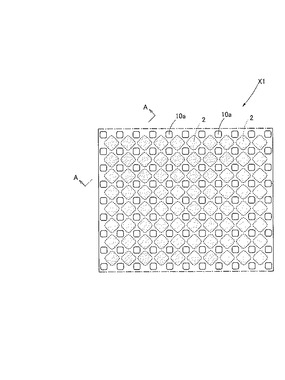
【図4】本発明のトイレットペーパーのエンボス付与直後の平面図である。
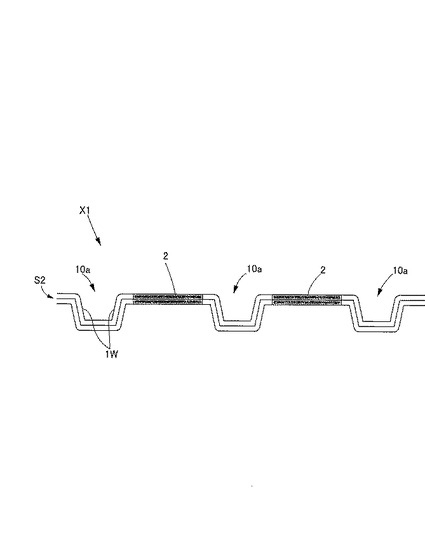
【図5】そのA−A断面拡大図である。
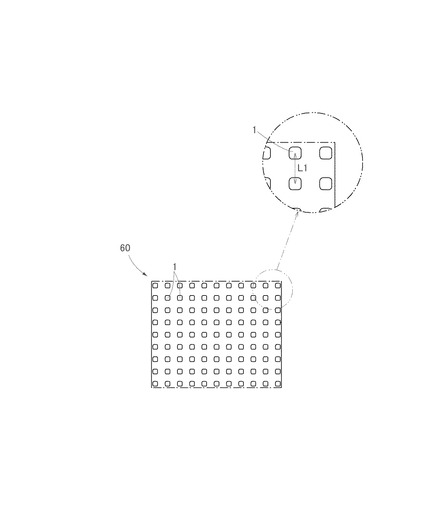
【図6】本発明にかかる凸エンボスロールの表面を平面とした平面図である。
【図7】本発明のトイレットペーパーの別の製造方法を説明するための図である。
【発明を実施するための形態】
【0027】
次いで、本発明の実施の形態を図1〜7を参照しながら以下に詳述する。
〔家庭用衛生薄葉紙の製造方法例の概要〕
本発明にかかるエンボスが付与されているとともに水系ローション薬液が含浸されたトイレットペーパーX1の製造方法の概要について説明する。
【0028】
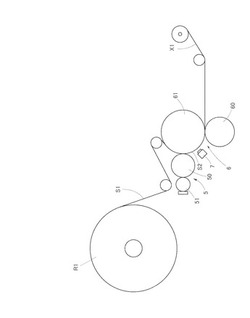
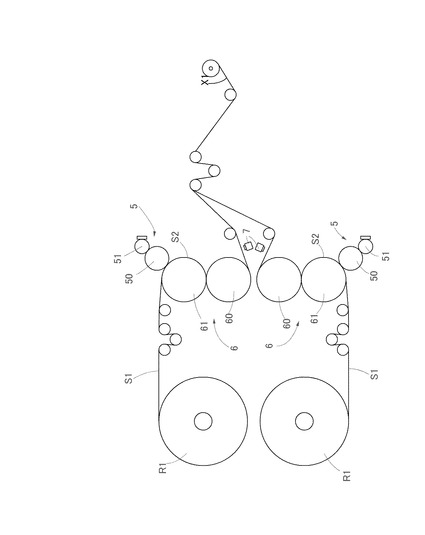
まず、原反ロールR1から適宜のプライ構造の帯状の連続クレープ紙S1を繰り出し、印刷機5に供給し、この印刷機5によって水系ローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する。なお、非プライの原反ロールから連続クレープ紙を繰り出し、印刷機5の前段で積層してもよい。
【0029】
印刷機5による印刷は、片面であっても両面であってもよいが、片面のみのほうが両面の印刷部位の調整をする必要がなく精度よくパターン塗布できるので片面塗布が望ましい。また、印刷機5は、パターン印刷が容易なフレキソ印刷機、グラビア印刷機が望ましく、特に、刷版ロール50の柔軟性、印刷パターンの正確性、塗布量の調整が容易である等の理由からフレキソ印刷が適する。図示例は、ドクターチャンバー51を用いたドクターチャンバー形式のフレキソ印刷機としている。
【0030】
次いで、その薬液が塗布された連続クレープ紙S2を連続的にエンボス付与装置6に供給して、前記非薬液付与部分のみに、エンボス凸部を押し当てて、エンボス付与を行なう。エンボスを付与するエンボス加工工程では、周面に多数のエンボス凸部が形成された金属製の凸エンボスロール60とこの凸エンボスロール60と周面を接するゴム製受けロール61で構成される公知のスチールラバー式のエンボス付与装置6を用いることができる。
【0031】
前記印刷機5に用いる凹刷版ロール50又凸刷版ロール50の印刷パターンと凸エンボスロール60の複数のエンボス凸部によるエンボスパターンとが対応するように各ロールの回転及び連続クレープ紙S1,S2の搬送を調整させることで、本発明にかかる水系ローション薬液が含浸され、しかもエンボスが付与されたトイレットペーパーX1が製造される。
【0032】
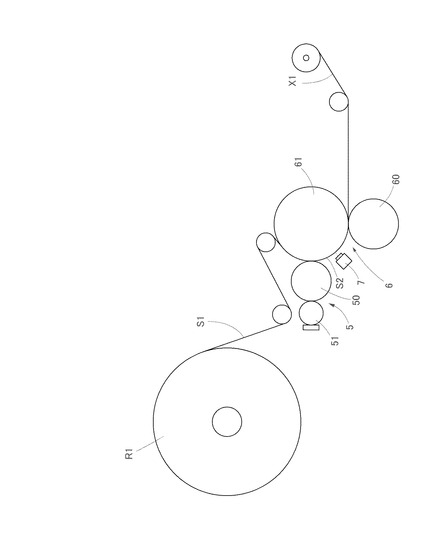
ここで、本発明の規則的なパターンの薬液塗布部分2,2…と、これに続く薬液塗布部分2,2…を避けて行なわれるエンボス付与位置10,10…の位置関係ができる限り正確であるのが望ましいため、連続クレープ紙S1,S2の伸縮等に起因する位置ズレが最小となるように、図1、図7に示されるように、刷版ロール50と対となる圧胴ロール61とゴム製受けロール61を同一として、薬液塗布とエンボス付与を一つの圧胴ロール61上で連続的に行なうこととし、特に薬液塗布の直後にエンボス付与を行なうのが望ましい。
【0033】
また、薬液が塗布された連続クレープ紙S2の搬送中に、既知の赤外可視反射光を用いた塗布位置検出装置7によって薬液の塗布位置を確認し、これに応じてエンボス付与位置を調整するようにすることができる。なお、塗布位置検出装置7による薬液の塗布位置の確認は、エンボス付与後の連続クレープ紙において行なってもよい。
【0034】
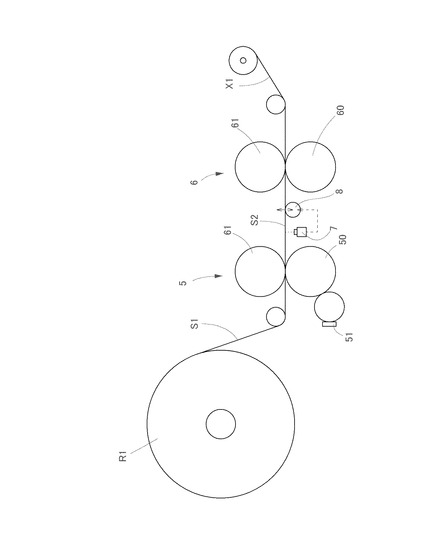
このような位置調整は、図1、図7の例のように一つの圧胴ロール61上にて薬液塗布とエンボス付与とを行なう場合には、例えば、刷版ロール50の回転速度をサーボモータにより制御し調整することにより行なうことができる。また、図2に示すように印刷機5の圧胴ロール61とエンボス付与装置6のゴム製受けロール61とを別のものとして、薬液塗布とエンボス付与とを行なう場合には、例えば、印刷機5とエンボス付与装置6との間にテンションロール8を介在させて当該テンションロールの位置調整によって、薬液塗布位置2,2…とエンボス付与位置10,10…の調整をすることができる。
【0035】
このように、本発明では連続クレープ紙S1に対する水系ローション薬液の塗布直後に、塗布部分以外にエンボス凸部1が押し当てられてエンボス加工がなされる。したがって、エンボス付与位置が水系ローション薬液によってその強度が弱められていないために、エンボス付与時に破れることがない。また、エンボス圧を従来以上に高めることもできしっかりとエンボスを付与することができる。なお、水系ローション薬液は、塗布後に経時的に連続クレープ紙S1の平面方向へ拡散する。この拡散は比較的時間をかけて生ずるため、トイレットペーパーに形成されたエンボス凹部の稜線、エンボス底面の角部の繊維の圧縮が必要以上に崩れるようなことはなく、もってエンボスの形状が水系ローション薬液の拡散に起因して崩れるということはない。
【0036】
なお、薬液塗布後にエンボス付与までの時間を十分に確保すべく、クレープ紙S1をサイズ剤が含むものとすることができる。クレープ紙がサイズ剤を含む場合、薬液の浸透・拡散時間が遅くなるため、薬液塗布後、エンボス付与までの時間を十分に確保することができるようになり、もって、エンボス付与時に当該エンボス付与位置に薬液が含浸されていない態様を確実に採ることができる。
【0037】
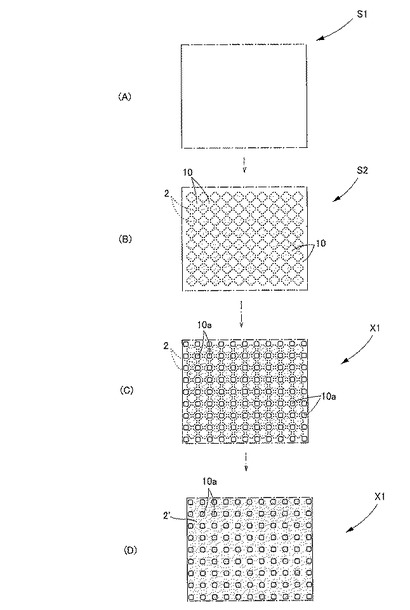
ここで、上述のとおり水系ローション薬液の経時的に連続クレープ紙S1の平面方向への拡散は比較的時間をかけて生ずる。図3(A)〜(D)に製造過程における連続クレープ紙からトイレットペーパーに至る過程を示す。なお、図3(D)は所定時間経過後のトイレットペーパーを示してあり、その薬液含浸部分は符号2’としている。ここで、図3(D)においては、薬液が紙面の平面視で全体に拡散しているが、本発明ではもちろんエンボス付与部分には薬液が拡散していない態様となる場合もあり得る。また、エンボス付与部分と他の部分で薬液含浸量が相違する態様となる場合もあり得る。
【0038】
なお、衛生薄葉紙製品における通常の製造ラインであれば薬液拡散に至るまえにエンボスが付与される。薬液塗布からエンボス付与までの好ましい具体的な時間を示すならば、薬液の塗布からエンボス付与までの時間が0.3秒以下であれば十分である。また、トイレットペーパーX1における水系ローション薬液の経時的な平面方向への拡散が十分になされるには、概ね8時間程度要する。この時間はトイレットペーパーX1の塗布及びエンボス加工から製品化(梱包)終了までに通常かかる時間として担保される。
【0039】
以上の水系ローション薬液の経過時的なクレープ紙の平面方向への拡散とクレープ紙の原紙強度で担保されるエンボス形成とによって、本発明にかかるトイレットペーパーX1は、エンボス付与による高い拭き取り性、嵩高性と水系ローション薬液による保湿性、柔軟性、滑らかさ性が向上される。また水解性については、水に容易に溶解する水系ローション薬液を用いることで水解性が担保される。なお、本発明にかかるトイレットぺーパーX1は、湿潤紙力増強剤を含まないようにするのが水解性の点で望ましい。すなわち、製造過程において湿潤紙力増強剤の添加する工程を有さないのが望ましい。
【0040】
ここで、本発明のおけるエンボスとは、嵩高さ、拭取り性を向上すべく行なわれるエンボスであり、プライ同士の接合のみを目的とするいわゆるコンタクトエンボスとは別異のものである。
【0041】
本発明の製造方法による薬液が含浸されかつエンボスが付与されたトイレットペーパーX1は、上述の背景技術の欄でも述べたように、痔疾患患者の使用、シャワートイレでの使用、すなわち擦らずに押し当てる態様の拭取り態様では、紙面全体に必ずしも薬液が含浸されている必要はない。従って、本発明によって製造されるトイレットペーパーにおいては、エンボス凹部、特にエンボス凹部の底部に薬液が含浸されていなくてもよいし、エンボス付与部分とエンボス非付与部分において薬液含浸量に差があってもよい。なお、このような部分的な薬液含浸の有無、薬液含浸量の差があるか否かは、近赤外分光法等によって紙面における薬液濃度分布を測定することにより理解することができる。
【0042】
ただし、水系ローション薬液が少なくとも平面視で紙面の95%以上において薬液含浸されているのが望ましい。もちろん、本発明によって製造されるトイレットペーパーは、紙面全体に薬液が含浸され、平面視において薬液非存在部分がないようになっていてもよい。
【0043】
なお、プライ構造に関しては、吸水性などの点から2プライ以上のプライ構造(積層構造)を有するのが望ましい。
【0044】
以下、本発明における薬液含浸されたトイレットペーパーにおいてより望ましい、クレープ紙の物性・組成、プライ構造、エンボス態様、薬液種、薬液塗布態様についてさらに詳述する。
【0045】
〔クレープ紙について〕
他方、本発明に係る(連続)クレープ紙S1の原料パルプは、既知のものが使用できる、例えば、木材パルプ、古紙パルプなどが挙げられる。
【0046】
特には、原料パルプは、NBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)とを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0047】
原料パルプ等の抄紙原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどしてクレープ紙とする。抄紙に際しては、例えば、分散剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤などの適宜の薬品を添加することができる。
【0048】
水系薬液ローション塗布前のクレープ紙S1の紙質は、水系ローション薬液の経時的な拡散性が適度な速度となり、そのような水系ローション薬液の含浸があってもエンボス付与後に経時的にエンボスが崩れず、製品時においてもエンボス形状が確実に保持される点から、JIS P 8124で測定する米坪が1プライあたり12.0〜30.0g/m2であるのが望ましい。米坪が12.0g/m2未満であると塗布及びエンボス加工後に厚み感が無くなったり、断紙し易くなる。米坪が30.0g/m2超過であるとごわごわして使用感が悪くなったり、水解性が悪化する。また、薬液を含浸させるのに過度の薬液を消費する必要性が生じたり、或いは薬液が十分に含浸しないことがある。
【0049】
連続クレープ紙S1の紙厚(1プライあたり)はダイヤルシックネスゲージ(ピーコック紙厚計)により測定し、2枚で100〜330μmが望ましい。紙厚が100μm未満であると製品での厚み感が不足したり、紙が伸びやすくなるとともに薬液浸透速度が速くなり、非薬液塗布位置にエンボス付与位置を正確に位置せしめることが難しくなる。また、紙厚が330μm超過であるとごわごわして使用感が悪くなるとともに、薬液含浸が不十分になるおそれがある。特にプライ構造とした場合にこの問題が顕著となる。
【0050】
JIS P 8113で測定する引張り強度は、製品態様で測定する。つまり、1プライの製品であれば1プライで、2プライの製品であれば2プライで測定する。例えば、2プライの製品での引張り強度(縦)は320〜500cN/25mm、引張り強度(横)は140〜250cN/25mmとすることが望ましい。連続クレープ紙の引張り強度が前記の縦及び横強度に満たない場合、加工中に断紙し生産が低下したり、使用途中で破れたり、エンボスの凹凸が無くなったりして好ましくない。連続クレープ紙の引張り強度が前記の縦及び横強度を超過する場合、水系ローション薬液の塗布後に肌触りが悪化するため望ましくない。
【0051】
〔サイズ剤〕
上記のとおり、本発明ではクレープ紙としてサイズ剤を含むものを好ましく用いることができる。サイズ剤としては既知のものを用いることができ特に限定されないが、例示すればロジンサイズ剤、スチレン系サイズ剤、アルケニル無水琥珀酸、アルキルケテンダイマーなど中性領域で有効なサイズ剤が挙げられる。
【0052】
サイズ剤は、抄紙段階でクレープ紙の抄紙原料に内添してもよいし、抄紙後にクレープ紙に外添してもよい。サイズ剤の添加量としては、抄紙原料に対して0.5〜3.0kg/tとするのが好ましい。
【0053】
サイズ剤は紙層内部での薬液の浸透を適度に抑える効果があるとともに、それ自身が滑剤としての効果がありクレープ紙表面の肌触りを向上させる効果がある。
【0054】
〔プライ数〕
ここで、帯状の連続クレープ紙S1のプライ数は特に限定はされないが、過度に多プライとするとエンボス付与性及び薬液含浸性が悪化するため、好ましくは2〜3プライである。また、過度の多プライは、水解性を付与する場合にこれを悪化させる。この点からも、好ましくは2〜3プライである。なお、本発明でプライとは、紙を重ねることをいう。したがって、2〜3プライとは、2〜3枚重ねのことである。但し、1プライについては、1枚のみのことである。
【0055】
〔薬液塗布について〕
水系ローション薬液の塗布量は、プライ数に関係なく、両面合わせて1.0〜6.5g/m2、好ましくは2.0〜5.0g/m2、より好ましくは2.5〜4.5g/m2である。6.5g/m2超過すると、紙力低下や伸びなどにより断紙したり、品質的にべたつき感が過ぎる場合も出てくる。1.0g/m2未満であると滑らかさやしっとり感など未塗工品との品質差を感じられなくなってしまう。より好ましく、2.5〜4.5g/m2とすると厚み感、しっとり感といった官能評価において極めて優れたものとなる。また、特に2〜3プライの場合に、薬液含浸の効果が十分に、確実に発揮される。
【0056】
ここで、薬液塗布部分2,2は、点在され紙面の縦横に全体的に規則正しく配列されているのが望ましい。本発明では薬液非塗布部分に、エンボスが付与されるため、エンボスの効果が紙面全体で発揮されるようになる。なお、薬液塗布部分2,2を平面視で格子状(図3(B)、(C)、図4に示す例)又は網目状であると薬液塗布部分2,2の面積を大きくすることができるとともに、広範かつ多数のエンボス付与位置10,10を確保することができる。
【0057】
他方、薬液塗布部分2,2については、紙面の一方面全体に対する割合を30〜70%とする。30%未満では、しっとり感、柔軟性、表面の滑らかさが十分に発現しない。ここで、薬液塗布部分の紙面の一方面全体に対する割合は、平面直視における紙面積に対する総薬液付与部分の面積である。従って、図示例のように薬液塗布部分2,2が点在する場合には、それらの合計面積である。そして、かかる点在的な配置とともに当該塗布部分の面積の割合とすることで、エンボス付与位置10,10の担保、すなわちエンボスによる十分な効果が発揮されるとともに、薬液含浸が十分になされ、薬液含浸とエンボスが付与されたトイレットペーパーにおける機能がより一層向上される。
【0058】
以上の薬液塗布パターンは、刷版ロールのパターンを調整することができ、塗布量はアニロックスロールの線数等により調整することができる。
【0059】
(薬液)
他方、本発明にかかる水系ローション薬液は、水及びポリオールを含む。水系ローション薬液であると、断紙改善など、本発明の効果がより明確に発揮される。特にポリオールとしてグリセリンを70〜90%を含む水系ローション薬液、さらに水分を1〜15%、機能性薬品を0.01〜22%含む水系ローション薬液であるのが望ましい。より好ましくは水分が5〜10%のものである。なお、薬液中の水分はカール・フィッシャー法により測定することができる。また、塗布時における薬液の粘度は50〜300mPa・sとするのが望ましい。薬液粘度が50mPa・s未満であると、シート中のローション薬液が細かな繊維間への浸透が速く、所望のエンボス形状を失わせやすい。薬液粘度が300mPa・s超過であると、シート中のローション薬液が細かな繊維間へ浸透しずらく、平面的な均一感、肌触りが失われるため好ましくない。
【0060】
前記機能性薬剤としては、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。界面活性剤はティシューに一層の柔軟性を与えたり表面を滑らかにしたりする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
【0061】
また機能性薬剤としてグリセリンの保湿性を維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
【0062】
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え塗工を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。薬液中の含有成分は水に容易に溶解する成分であるか、もしくは容易に溶解する形態に変性して配合する。
【0063】
〔エンボスについて〕
本発明においては、凸エンボスロール60の周面に形成されたエンボス凸部1,1…によって連続クレープ紙S2が押される際に、そのエンボス凸部1,1…によって押される部分(エンボス付与位置10,10)に水系ローション薬液が塗布されていないことから、当該エンボス凸部によって押される部分は薬液塗布に起因する紙力強度の低下がない。
【0064】
したがって、図4、図5から理解されるように、特にエンボス凸部1,1が押し当てられて連続クレープ紙S2に形成される凹エンボス10a、10aの側壁1Wの強度の低下が小さい。よって、背景技術の欄でも述べた製造時の問題が解決される。そして、本発明はとりわけ薬液組成、薬液塗布態様をとることで、クレープ紙の平面方向への薬液の含浸がなされ、もって製品時においては、薬液が全体に含浸された柔軟性、保湿性、滑らか性に優れたものとなる。
【0065】
この際、上述のとおりサイズ剤を用いることでクレープ紙の平面方向への薬液の含浸がコントロールされエンボスの薬液含浸による崩れがより防止される。
【0066】
ここで、凸エンボスロール60は、一つのエンボス凸部1の平面視における面積が0.64〜4.0mm2であり、そのエンボス凸部1のエンボス密度が2.0〜32.0個/cm2であるのが望ましい。エンボス凸部1の大きさが0.64mm2未満であると、得られるトイレットペーパーX1がエンボスによる排泄物の掻き取りが十分ではなくなり拭取り性の向上が小さいものとなる。また、4.0mm2を超えるとトイレットペーパーの嵩高さが発現し難くなる。それとともに、エンボス密度が2.0個/cm2未満であるとトイレットペーパーX1のエンボスによる拭取り性及び嵩高さの効果が発現し難くなり、反対に32個/cm2超であると十分な薬液塗布部分を得ることが難しくなるとともに、薬液含浸が十分ではなくなるおそれがある。本発明では、薬液非塗布部分にエンボスを付与するため、上記エンボス付与態様は換言すれば、製造時にはエンボス付与部分以外の部分において薬液が塗布されていることになる。
【0067】
但し、製造時に薬液塗布部分2,2とエンボス凸部1によって押される部分10が完全に一致している必要はなく、薬液塗布部分2とエンボス付与部分10とに間隙があるほうが、エンボス付与時の断紙等の発生が好適に抑制される。したがって、経時的な薬液含浸を妨げない範囲で間隙があるのが望ましい。具体的には、その間隙は0.15〜2.0mm以下であるのが望ましい。なお、ここでの間隙はエンボス凸部1により押される部分10と、これに最も近い薬液塗布部2との間の距離と同意である。
【0068】
ここで、エンボス凸部1とは、凸エンボスロールの周面に形成されたエンボスパターンを構成する凸部1のことである。エンボス凸部1の平面視における面積とはエンボスロールを平面に展開した際における平面視の面積を意味する。また、エンボス密度とは、エンボスロールを平面に展開した際における平面における単位面積あたりのエンボス凸部1の数のことである。
【0069】
また、前記エンボス凸部1の高さは、1.1〜1.5mmである望ましい。1.1mm未満であると、嵩高さが発現し難くなる。1.5mmを超えると本発明をもってしても製造時の破れの問題を回避し難くなる。なお、このエンボス凸部の高さは、エンボス付与態様からして、紙面の凹エンボス10aの深さとほぼ同一となる。また、高さはエンボスロールの最も低い位置を通る仮想周面からエンボス凸部頂面までの距離である。
【0070】
ここで、本発明においてはエンボス凸部1が、図示例の如く紙面に縦横規則正しく配列されるようにするのが望ましい。エンボス凸部1がムラなく配置され、エンボスの効果が紙面全体で発揮されるようになる。
【0071】
ここで、エンボス凸部1の形状については、特に限定されないが、好ましくは、円形、楕円形、四角形、角取り四角形である。なお、ここでのエンボス凸部1の形状とはエンボスロールを平面に展開した際における平面視における形状である。特に好ましいのは角取り四角形、その中でも図6例示の角取り正四角形が特に望ましい。角取り四角形であると、エンボスが潰れがたく嵩高さが発現しやすく、しかも、拭取り時の排泄物の掻き取り性に優れるとともに、表面の滑らかさ感に優れたものとなる。また、角がないことによって水系薬液の含浸も均一になりやすい。
【0072】
なお、前記エンボス凸部1間のピッチ(離間間隔)L1は、3.0〜5.0mmとするのが望ましい。上記エンボスの構成のもとかかる数値範囲とすると滑らかさ、意匠性により優れたものとなる。また、3.0mm未満であると厚み感がなく嵩高さが得られない。また、5.0mmを超えるとエンボス凸部1間において付与中に破れるおそれが極めて高まり、生産性の悪いものとなる。なお、ピッチとは、エンボス凸部1の頂点間間隔又は頂面の重心間の間隔である。
【0073】
他方、本発明の製造方法においては、連続クレープ紙の一方面のみからエンボス凸部を押し当てて形成するのがよい。このようにした上で、紙面の一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがある所謂シングルエンボスのトイレットペーパーX1とすることができる。また、凸エンボスが形成された面同士を対面するようにして所謂ダブルエンボスのトイレットペーパーX1とすることができる(ダブルエンボスの製造方法例については図7に示している)。
【0074】
上記シングルエンボスとする場合、特に積層構造とするにあたって、糊を使わずにクレープ紙同士を積層一体化することができ、水解性の点で利点がある。また、型押しにより積層一体化する場合の穴開き、裂け、紙粉を防止することができる。さらに、各クレープ紙に別途にエンボスを付与する必要はないので製造も容易となる。
【0075】
なお、シングルエンボスのトイレットペーパーX1では、凸エンボスが形成された面(凸部1が押し当てられた面と反対の面)で拭取りを行なう場合、当該凸エンボスが肌に触れることとなる。本発明では、この凸エンボスの部分は製造時には薬液非塗布部分であるが、上記エンボス態様、薬液組成、薬液含浸態様等を採ることにより、当該凸エンボスの部分にも経時的に薬液が含浸させることができ、十分に滑らかさ等の薬液付与による効果を得たものとすることができる。
【0076】
他方、上記ダブルエンボスのトイレットペーパーX1では、凸エンボス面間に空隙ができるため嵩高さの点で利点がある。また、製造時には薬液非塗布部分である凸エンボスの部分が積層内面となる構造であるため、当該部分に薬液が含浸されているか否かに関係なく、十分に滑らかさ等の薬液塗布による効果を得たものとすることができる。
【0077】
〔水解性〕
ここで、本発明にかかるトイレットペーパーX1は水解性を有するものである。具体的には、水解性の値が5〜20秒とするのが望ましい。なお、ここでの水解性とは、ほぐれやすさ試験(JIS P 4501で規定される、ほぐれやすさの試験方法に基づく)における秒数で表したものである。水解性の値が5秒未満であると、シャワートイレ等で使用した際に、拭き取り操作をするとほぐれたクレープ紙が皮膚に付着するおそれが高まる。なお、この水解性5〜20秒という数値は、極めて高い水解性である。本発明では、シャワートイレなどにおける拭取り時を十分に行えるにもかかわらず、かかる水解性を達成可能であるのは、本発明の特徴的な薬液付与とエンボスとの関係によるところがある。
【0078】
〔試験例1〕
本発明による製造時の問題の改善について検討すべく、実施例と比較例とについて、表面の滑らか感と製造時、使用時の破れについて評価したので、結果を下記に示す。なお、製造条件は、エンボス態様、薬液塗布態様以外は同一とした。
各実施例及び比較例におけるエンボス態様、薬液塗布態様は表1のとおりであり、評価結果も合わせて表1に示す。
【0079】
なお、表中の評価は下記のとおりである。
〔表面性〕
「○」滑らかさに優れる、「△」滑らかさは感じる、「×」滑らかであるとは感じない。
〔製造時の破れ〕
「○」製造時に破れることはない、「△」製造時に破れることがある、「×」破ることが頻繁にある。
〔使用時の破れ〕
「○」使用時に破れることはない、「△」使用時に破れることはあるが使用に問題がある程度ではない。「×」使用時に破れやすい。
【0080】
【表1】

【0081】
表1に示されるとおり、本発明にかかる実施例は、表面性に優れ、しかも製造時、使用時における問題がなく良好な結果であるのに対して、比較例では何れかの評価が劣る結果となった。
【0082】
〔試験例2〕
主に本発明の製造方法により得られるトイレットペーパーにおける滑らか感等の使用感について検討すべく、実施例と参考例(薬液非塗布+エンボス)とについて、物性、使用感等に測定・評価したので、結果を下記に示す。
なお、各実施例、参考例における製造条件は、エンボス態様、薬液塗布態様等は下記表1、表2に示すとおりである。評価等の結果も合わせて表2、表3に示す。なお、表2は1プライ、シングルエンボスの形態、表3は2プライ、ダブルエンボスの形態である。
【0083】
【表2】
【0084】
【表3】
【0085】
なお、表中の各欄の意味及び官能評価の基準は下記の通りである。
※A「薬液塗布面積率」とは、「紙面の一方面の薬液塗布面積に対する版から紙へ転移された薬液塗布部分の総面積」である。
※B「薬液塗布部分の総面積」とは、「紙面の一方面の全面積に対する薬液塗布の対象となる部分の面積」である。
※C「エンボス凸部の形状」の「長方形」とは、「MD方向とCD方向の2直線に囲まれる長方形」であり、「菱形」とは「各対角を結ぶ直線がMD方向、CD方向である菱形」である。
※1「表面」とは、薬液を塗布し、エンボス凸部と接する面である。
※2「裏面」とは、「表面」の反対側の面である。
【0086】
<官能評価>
〔なめらかさ〕
「5」従来品より滑らかで肌ざわりが非常によい、「4」従来品より滑らかで肌ざわりがよい、「3」従来品の表面と同等の滑らかさである、「2」従来品より滑らかさに劣る、「1」従来品より滑らかさに非常に劣る。
〔しっとり感〕
「5」従来品より明らかにしっとりしている、「4」従来品よりしっとりしている、「3」従来品と同程度のしっとり感である、「2」従来品よりもしっとり感に劣る、「1」従来品よりかさついた感じがありしっとり感に非常に劣る。
〔ふきとり感〕
「5」従来品より拭き取り時に非常に心地よい、「4」従来品より拭き取り時に心地よい、「3」従来品と同程度の感覚である、「2」従来品よりやや劣る、「1」従来品より非常に劣る。
〔吸水性〕
「5」従来品より吸水が非常に速くよい、「4」従来品より吸水が速い、「3」従来品と同程度の吸水速度である、「2」従来品より吸水が遅い、「1」従来品より吸水が非常に遅い。
〔丈夫さ〕
「5」従来品より丈夫で拭き取り時に破れない「4」従来品よりも拭き取り時に破れない、「3」従来品と同程度の丈夫さである、「2」従来品よりも拭き取り時の丈夫さは劣る、「1」従来品よりも拭き取り時の丈夫さが大きく劣る。
【0087】
表2、表3より、本願発明の実施例は、薬液非塗布+エンボスの参考例と比較して、格段に使用感が向上することが知見された。すなわち、エンボス部分に薬液を塗布しない態様で製造したとしても、十分に使用感を向上させることができることが知見された。
【0088】
上記試験例1に示した製造方法時の問題の改善と合わせてみれば、本願発明によれば、製造時における破断等の問題が改善されるとともに、使用感においても優れたトイレットペーパーを得ることができる。
【符号の説明】
【0089】
X1…トイレットペーパー、1…エンボス凸部、10…エンボス付与位置(エンボス付与部分)、10a…凹エンボス、2…薬液塗布部分、S1,S2…連続クレープ紙、5…印刷機、50…刷版ロール、6…エンボス付与装置、60…凸エンボスロール、61…圧胴ロール、ゴム製受けロール、7…塗布位置検出装置、8…テンションロール。
【技術分野】
【0001】
本発明は、トイレットペーパーの製造方法及びトイレットペーパーに関する。
【背景技術】
【0002】
トイレットペーパーには、水系のローション薬液(以下、水系ローション薬液ともいう)が含浸されているとともに、エンボス加工が施されたものがある。
このトイレットペーパーでは、エンボス加工による表面の凹凸により拭き取り性と嵩高性(手肉感、嵩高さ)が高められているとともに、水系ローション薬液によって保湿性(しっとり感)、柔軟性(柔らかさ感)、表面の滑らかさ性(滑らかさ感)が高められている。
【0003】
ところで、日本国内における痔疾患患者は人口の1/3にも上るとも言われており、かかる痔疾患患者では、排泄後の清拭作業において強く擦るといった清拭が行ない難い。このため、かかる痔疾患患者においては、拭取り性、嵩高性と保湿性、柔軟性、表面の滑らかさ性が高められたトイレットペーパーに極めて関心があり、その機能に優れる製品を求める傾向がある。また、その清拭態様については、疾患部分を刺激しないように押える、押し当てるといった清拭態様を採る傾向にある。
【0004】
他方、痔疾患患者ではない需用者においても、高品質なトイレットペーパーを求めるものもおり、特に、そのような需用者層においては上記機能を重視する傾向にある。
【0005】
また、近年、シャワートイレが普及しており、このようなシャワートイレ使用後における清拭作業は、擦るよりも押しつけるようにして行なわれることが多く、トイレットペーパーにおいては、高い吸水性と吸水した状態において上記押しつけ態様の清拭を効果的に行えることが求められる。
【0006】
しかしながら、従来の水系ローション薬液が含浸されているとともに、エンボス加工が施されたトイレットペーパーには、機能向上、上記拭取り態様に関して以下の欠点があった。
【0007】
従来、このエンボス加工と薬液含浸との双方がされたトイレットペーパーは、原紙となる単層で或いは積層後の連続クレープ紙の一方面全面に薬液を塗布した後、エンボスロールによって型押しをしてエンボス加工を施して製造されている。
【0008】
ここで、トイレットペーパーでは水解性等を考慮して、一般的には湿潤紙力増強剤を含まないため、紙の厚み方向に浸透しやすい水系ローション薬液を用いると、繊維間の水素結合が著しく減少し強度が低下する。
【0009】
したがって、上記拭取り性、嵩高性と保湿性、柔軟性、表面の滑らかさ性を高めるべく、水系ローション薬液の塗布量の増量、エンボス凹部の深さを深める等の改善を行なおうとすると、エンボス付与時に断紙が発生してしまい、機能向上を行なうことが困難であった。特に、エンボス付与を行なう際には、エンボスロールに付与された凸部を原紙に押し当てて付与するため、この際のエンボス凹部の繊維の疎密状態の変化は、底部から凸部によって押されてない非エンボス付与部までのエンボス凹部の側壁部分が引っ張られ、繊維密度が疎になる傾向にある。上述のとおり従来の製造方法では、エンボス付与時に当該側壁部分においても薬液が含浸されていることとなるため、この部分の引張強度が弱く、エンボス付与時に当該側壁部分で断紙が発生してしまう。
【0010】
また、製法上の問題点以外にも、従来製品は当該側壁部分の引張り強度が弱くなっているため、上記痔疾患患者やシャワートイレ使用後における押し当てる態様の清拭態様では、当該側壁部分が裂かれる方向で清拭作業が行なわれるため、当該側壁部分が破れる事故の発生が顕著となっているという製品上の問題もあった。
【0011】
なお、油系のローション薬液を塗布するトイレットロールも市場にあるが、トイレで使用後に流すことを前提にしない、いわゆる汲み取り式トイレを対象にしたトイレットロールであったり、また国内で普及している節水型トイレに適応させた水解性を持たせたトイレットロールはなかった。また油系のローション薬液はべとつき感があり、消費者に受け入れられている商品はなかった。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2009−183411号公報
【特許文献2】特開2009−178572号公報
【特許文献3】特開2009−240721号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
そこで、本発明の主たる課題は、エンボス加工及び水系ローション薬液が含浸されたトイレットペーパーにおける、使用時、製造時における破れ等の問題を解決することにある。
【課題を解決するための手段】
【0014】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
水系のローション薬液が含浸されたトイレットペーパーの製造方法であって、
帯状の連続クレープ紙に対して刷版ロールと圧胴ロールとを用いた印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
薬液塗布工程を経て薬液が塗布された連続クレープ紙を、エンボス凸部を有するエンボスロールをこれと対となる受けロールとの間に通し、連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、
を有することを特徴とするトイレットペーパーの製造方法。
【0015】
<請求項2記載の発明>
前記圧胴ロールと前記受けロールとを同一のものとして、薬液塗布とエンボス付与を一つの圧胴ロール上で連続的に行なう請求項1記載のトイレットペーパーの製造方法。
【0016】
<請求項3記載の発明>
薬液塗布工程後に、連続クレープ紙の薬液の塗布位置を塗布位置検出装置によって確認し、これに応じてエンボス付与の位置を調整する請求項1又は2記載のトイレットペーパーの製造方法。
【0017】
<請求項4記載の発明>
薬液塗布部分を、平面視で網目状又は格子状の規則正しいパターンとする請求項1〜3の何れか1項に記載のトイレットペーパーの製造方法。
【0018】
<請求項5記載の発明>
前記薬液塗布部分の総面積を紙面の一方面の全面積の30〜70%とする請求項1〜4の何れか1項に記載のトイレットペーパーの製造方法。
【0019】
<請求項6記載の発明>
前記エンボスロールは、
前記エンボス凸部が離間して配置され、
そのエンボス凸部の密度が2.0〜32.0個/cm2であり、
そのエンボス凸部の一つの平面視の面積が0.64〜4.0mm2である、請求項1〜5の何れか1項に記載のトイレットペーパーの製造方法。
【0020】
<請求項7記載の発明>
エンボス凸部の平面視形状を角取り四角形とする請求項1〜6の何れか1項に記載のトイレットペーパーの製造方法。
【0021】
<請求項8記載の発明>
前記エンボス凸部の高さが1.1〜1.5mmである請求項1〜7の何れか1項に記載のトイレットペーパーの製造方法。
【0022】
<請求項9記載の発明>
前記エンボス凸部が、縦横規則正しく配列されている凸エンボスロールを用いる請求項1〜8の何れか1項に記載のトイレットペーパーの製造方法。
【0023】
<請求項10記載の発明>
連続クレープ紙の一方面からのみエンボス凸部を押し当てて、一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがあるトイレットペーパーとする請求項1〜9の何れか1項に記載のトイレットペーパーの製造方法。
【0024】
<請求項11記載の発明>
請求項1〜10の何れか1項に記載のトイレットペーパーの製造方法により製造されることを特徴とするトイレットペーパー。
【発明の効果】
【0025】
以上の本発明によれば、エンボス加工及び薬液塗布が含浸されたトイレットペーパーにおける、使用時、製造時に破れ等の問題が解決される。
【図面の簡単な説明】
【0026】
【図1】本発明のトイレットペーパーの製造方法を説明するための図である。
【図2】本発明のトイレットペーパーの他の製造方法を説明するための図である。
【図3】本発明のトイレットペーパーの各製造過程を説明するための平面図である。
【図4】本発明のトイレットペーパーのエンボス付与直後の平面図である。
【図5】そのA−A断面拡大図である。
【図6】本発明にかかる凸エンボスロールの表面を平面とした平面図である。
【図7】本発明のトイレットペーパーの別の製造方法を説明するための図である。
【発明を実施するための形態】
【0027】
次いで、本発明の実施の形態を図1〜7を参照しながら以下に詳述する。
〔家庭用衛生薄葉紙の製造方法例の概要〕
本発明にかかるエンボスが付与されているとともに水系ローション薬液が含浸されたトイレットペーパーX1の製造方法の概要について説明する。
【0028】
まず、原反ロールR1から適宜のプライ構造の帯状の連続クレープ紙S1を繰り出し、印刷機5に供給し、この印刷機5によって水系ローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する。なお、非プライの原反ロールから連続クレープ紙を繰り出し、印刷機5の前段で積層してもよい。
【0029】
印刷機5による印刷は、片面であっても両面であってもよいが、片面のみのほうが両面の印刷部位の調整をする必要がなく精度よくパターン塗布できるので片面塗布が望ましい。また、印刷機5は、パターン印刷が容易なフレキソ印刷機、グラビア印刷機が望ましく、特に、刷版ロール50の柔軟性、印刷パターンの正確性、塗布量の調整が容易である等の理由からフレキソ印刷が適する。図示例は、ドクターチャンバー51を用いたドクターチャンバー形式のフレキソ印刷機としている。
【0030】
次いで、その薬液が塗布された連続クレープ紙S2を連続的にエンボス付与装置6に供給して、前記非薬液付与部分のみに、エンボス凸部を押し当てて、エンボス付与を行なう。エンボスを付与するエンボス加工工程では、周面に多数のエンボス凸部が形成された金属製の凸エンボスロール60とこの凸エンボスロール60と周面を接するゴム製受けロール61で構成される公知のスチールラバー式のエンボス付与装置6を用いることができる。
【0031】
前記印刷機5に用いる凹刷版ロール50又凸刷版ロール50の印刷パターンと凸エンボスロール60の複数のエンボス凸部によるエンボスパターンとが対応するように各ロールの回転及び連続クレープ紙S1,S2の搬送を調整させることで、本発明にかかる水系ローション薬液が含浸され、しかもエンボスが付与されたトイレットペーパーX1が製造される。
【0032】
ここで、本発明の規則的なパターンの薬液塗布部分2,2…と、これに続く薬液塗布部分2,2…を避けて行なわれるエンボス付与位置10,10…の位置関係ができる限り正確であるのが望ましいため、連続クレープ紙S1,S2の伸縮等に起因する位置ズレが最小となるように、図1、図7に示されるように、刷版ロール50と対となる圧胴ロール61とゴム製受けロール61を同一として、薬液塗布とエンボス付与を一つの圧胴ロール61上で連続的に行なうこととし、特に薬液塗布の直後にエンボス付与を行なうのが望ましい。
【0033】
また、薬液が塗布された連続クレープ紙S2の搬送中に、既知の赤外可視反射光を用いた塗布位置検出装置7によって薬液の塗布位置を確認し、これに応じてエンボス付与位置を調整するようにすることができる。なお、塗布位置検出装置7による薬液の塗布位置の確認は、エンボス付与後の連続クレープ紙において行なってもよい。
【0034】
このような位置調整は、図1、図7の例のように一つの圧胴ロール61上にて薬液塗布とエンボス付与とを行なう場合には、例えば、刷版ロール50の回転速度をサーボモータにより制御し調整することにより行なうことができる。また、図2に示すように印刷機5の圧胴ロール61とエンボス付与装置6のゴム製受けロール61とを別のものとして、薬液塗布とエンボス付与とを行なう場合には、例えば、印刷機5とエンボス付与装置6との間にテンションロール8を介在させて当該テンションロールの位置調整によって、薬液塗布位置2,2…とエンボス付与位置10,10…の調整をすることができる。
【0035】
このように、本発明では連続クレープ紙S1に対する水系ローション薬液の塗布直後に、塗布部分以外にエンボス凸部1が押し当てられてエンボス加工がなされる。したがって、エンボス付与位置が水系ローション薬液によってその強度が弱められていないために、エンボス付与時に破れることがない。また、エンボス圧を従来以上に高めることもできしっかりとエンボスを付与することができる。なお、水系ローション薬液は、塗布後に経時的に連続クレープ紙S1の平面方向へ拡散する。この拡散は比較的時間をかけて生ずるため、トイレットペーパーに形成されたエンボス凹部の稜線、エンボス底面の角部の繊維の圧縮が必要以上に崩れるようなことはなく、もってエンボスの形状が水系ローション薬液の拡散に起因して崩れるということはない。
【0036】
なお、薬液塗布後にエンボス付与までの時間を十分に確保すべく、クレープ紙S1をサイズ剤が含むものとすることができる。クレープ紙がサイズ剤を含む場合、薬液の浸透・拡散時間が遅くなるため、薬液塗布後、エンボス付与までの時間を十分に確保することができるようになり、もって、エンボス付与時に当該エンボス付与位置に薬液が含浸されていない態様を確実に採ることができる。
【0037】
ここで、上述のとおり水系ローション薬液の経時的に連続クレープ紙S1の平面方向への拡散は比較的時間をかけて生ずる。図3(A)〜(D)に製造過程における連続クレープ紙からトイレットペーパーに至る過程を示す。なお、図3(D)は所定時間経過後のトイレットペーパーを示してあり、その薬液含浸部分は符号2’としている。ここで、図3(D)においては、薬液が紙面の平面視で全体に拡散しているが、本発明ではもちろんエンボス付与部分には薬液が拡散していない態様となる場合もあり得る。また、エンボス付与部分と他の部分で薬液含浸量が相違する態様となる場合もあり得る。
【0038】
なお、衛生薄葉紙製品における通常の製造ラインであれば薬液拡散に至るまえにエンボスが付与される。薬液塗布からエンボス付与までの好ましい具体的な時間を示すならば、薬液の塗布からエンボス付与までの時間が0.3秒以下であれば十分である。また、トイレットペーパーX1における水系ローション薬液の経時的な平面方向への拡散が十分になされるには、概ね8時間程度要する。この時間はトイレットペーパーX1の塗布及びエンボス加工から製品化(梱包)終了までに通常かかる時間として担保される。
【0039】
以上の水系ローション薬液の経過時的なクレープ紙の平面方向への拡散とクレープ紙の原紙強度で担保されるエンボス形成とによって、本発明にかかるトイレットペーパーX1は、エンボス付与による高い拭き取り性、嵩高性と水系ローション薬液による保湿性、柔軟性、滑らかさ性が向上される。また水解性については、水に容易に溶解する水系ローション薬液を用いることで水解性が担保される。なお、本発明にかかるトイレットぺーパーX1は、湿潤紙力増強剤を含まないようにするのが水解性の点で望ましい。すなわち、製造過程において湿潤紙力増強剤の添加する工程を有さないのが望ましい。
【0040】
ここで、本発明のおけるエンボスとは、嵩高さ、拭取り性を向上すべく行なわれるエンボスであり、プライ同士の接合のみを目的とするいわゆるコンタクトエンボスとは別異のものである。
【0041】
本発明の製造方法による薬液が含浸されかつエンボスが付与されたトイレットペーパーX1は、上述の背景技術の欄でも述べたように、痔疾患患者の使用、シャワートイレでの使用、すなわち擦らずに押し当てる態様の拭取り態様では、紙面全体に必ずしも薬液が含浸されている必要はない。従って、本発明によって製造されるトイレットペーパーにおいては、エンボス凹部、特にエンボス凹部の底部に薬液が含浸されていなくてもよいし、エンボス付与部分とエンボス非付与部分において薬液含浸量に差があってもよい。なお、このような部分的な薬液含浸の有無、薬液含浸量の差があるか否かは、近赤外分光法等によって紙面における薬液濃度分布を測定することにより理解することができる。
【0042】
ただし、水系ローション薬液が少なくとも平面視で紙面の95%以上において薬液含浸されているのが望ましい。もちろん、本発明によって製造されるトイレットペーパーは、紙面全体に薬液が含浸され、平面視において薬液非存在部分がないようになっていてもよい。
【0043】
なお、プライ構造に関しては、吸水性などの点から2プライ以上のプライ構造(積層構造)を有するのが望ましい。
【0044】
以下、本発明における薬液含浸されたトイレットペーパーにおいてより望ましい、クレープ紙の物性・組成、プライ構造、エンボス態様、薬液種、薬液塗布態様についてさらに詳述する。
【0045】
〔クレープ紙について〕
他方、本発明に係る(連続)クレープ紙S1の原料パルプは、既知のものが使用できる、例えば、木材パルプ、古紙パルプなどが挙げられる。
【0046】
特には、原料パルプは、NBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)とを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0047】
原料パルプ等の抄紙原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどしてクレープ紙とする。抄紙に際しては、例えば、分散剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤などの適宜の薬品を添加することができる。
【0048】
水系薬液ローション塗布前のクレープ紙S1の紙質は、水系ローション薬液の経時的な拡散性が適度な速度となり、そのような水系ローション薬液の含浸があってもエンボス付与後に経時的にエンボスが崩れず、製品時においてもエンボス形状が確実に保持される点から、JIS P 8124で測定する米坪が1プライあたり12.0〜30.0g/m2であるのが望ましい。米坪が12.0g/m2未満であると塗布及びエンボス加工後に厚み感が無くなったり、断紙し易くなる。米坪が30.0g/m2超過であるとごわごわして使用感が悪くなったり、水解性が悪化する。また、薬液を含浸させるのに過度の薬液を消費する必要性が生じたり、或いは薬液が十分に含浸しないことがある。
【0049】
連続クレープ紙S1の紙厚(1プライあたり)はダイヤルシックネスゲージ(ピーコック紙厚計)により測定し、2枚で100〜330μmが望ましい。紙厚が100μm未満であると製品での厚み感が不足したり、紙が伸びやすくなるとともに薬液浸透速度が速くなり、非薬液塗布位置にエンボス付与位置を正確に位置せしめることが難しくなる。また、紙厚が330μm超過であるとごわごわして使用感が悪くなるとともに、薬液含浸が不十分になるおそれがある。特にプライ構造とした場合にこの問題が顕著となる。
【0050】
JIS P 8113で測定する引張り強度は、製品態様で測定する。つまり、1プライの製品であれば1プライで、2プライの製品であれば2プライで測定する。例えば、2プライの製品での引張り強度(縦)は320〜500cN/25mm、引張り強度(横)は140〜250cN/25mmとすることが望ましい。連続クレープ紙の引張り強度が前記の縦及び横強度に満たない場合、加工中に断紙し生産が低下したり、使用途中で破れたり、エンボスの凹凸が無くなったりして好ましくない。連続クレープ紙の引張り強度が前記の縦及び横強度を超過する場合、水系ローション薬液の塗布後に肌触りが悪化するため望ましくない。
【0051】
〔サイズ剤〕
上記のとおり、本発明ではクレープ紙としてサイズ剤を含むものを好ましく用いることができる。サイズ剤としては既知のものを用いることができ特に限定されないが、例示すればロジンサイズ剤、スチレン系サイズ剤、アルケニル無水琥珀酸、アルキルケテンダイマーなど中性領域で有効なサイズ剤が挙げられる。
【0052】
サイズ剤は、抄紙段階でクレープ紙の抄紙原料に内添してもよいし、抄紙後にクレープ紙に外添してもよい。サイズ剤の添加量としては、抄紙原料に対して0.5〜3.0kg/tとするのが好ましい。
【0053】
サイズ剤は紙層内部での薬液の浸透を適度に抑える効果があるとともに、それ自身が滑剤としての効果がありクレープ紙表面の肌触りを向上させる効果がある。
【0054】
〔プライ数〕
ここで、帯状の連続クレープ紙S1のプライ数は特に限定はされないが、過度に多プライとするとエンボス付与性及び薬液含浸性が悪化するため、好ましくは2〜3プライである。また、過度の多プライは、水解性を付与する場合にこれを悪化させる。この点からも、好ましくは2〜3プライである。なお、本発明でプライとは、紙を重ねることをいう。したがって、2〜3プライとは、2〜3枚重ねのことである。但し、1プライについては、1枚のみのことである。
【0055】
〔薬液塗布について〕
水系ローション薬液の塗布量は、プライ数に関係なく、両面合わせて1.0〜6.5g/m2、好ましくは2.0〜5.0g/m2、より好ましくは2.5〜4.5g/m2である。6.5g/m2超過すると、紙力低下や伸びなどにより断紙したり、品質的にべたつき感が過ぎる場合も出てくる。1.0g/m2未満であると滑らかさやしっとり感など未塗工品との品質差を感じられなくなってしまう。より好ましく、2.5〜4.5g/m2とすると厚み感、しっとり感といった官能評価において極めて優れたものとなる。また、特に2〜3プライの場合に、薬液含浸の効果が十分に、確実に発揮される。
【0056】
ここで、薬液塗布部分2,2は、点在され紙面の縦横に全体的に規則正しく配列されているのが望ましい。本発明では薬液非塗布部分に、エンボスが付与されるため、エンボスの効果が紙面全体で発揮されるようになる。なお、薬液塗布部分2,2を平面視で格子状(図3(B)、(C)、図4に示す例)又は網目状であると薬液塗布部分2,2の面積を大きくすることができるとともに、広範かつ多数のエンボス付与位置10,10を確保することができる。
【0057】
他方、薬液塗布部分2,2については、紙面の一方面全体に対する割合を30〜70%とする。30%未満では、しっとり感、柔軟性、表面の滑らかさが十分に発現しない。ここで、薬液塗布部分の紙面の一方面全体に対する割合は、平面直視における紙面積に対する総薬液付与部分の面積である。従って、図示例のように薬液塗布部分2,2が点在する場合には、それらの合計面積である。そして、かかる点在的な配置とともに当該塗布部分の面積の割合とすることで、エンボス付与位置10,10の担保、すなわちエンボスによる十分な効果が発揮されるとともに、薬液含浸が十分になされ、薬液含浸とエンボスが付与されたトイレットペーパーにおける機能がより一層向上される。
【0058】
以上の薬液塗布パターンは、刷版ロールのパターンを調整することができ、塗布量はアニロックスロールの線数等により調整することができる。
【0059】
(薬液)
他方、本発明にかかる水系ローション薬液は、水及びポリオールを含む。水系ローション薬液であると、断紙改善など、本発明の効果がより明確に発揮される。特にポリオールとしてグリセリンを70〜90%を含む水系ローション薬液、さらに水分を1〜15%、機能性薬品を0.01〜22%含む水系ローション薬液であるのが望ましい。より好ましくは水分が5〜10%のものである。なお、薬液中の水分はカール・フィッシャー法により測定することができる。また、塗布時における薬液の粘度は50〜300mPa・sとするのが望ましい。薬液粘度が50mPa・s未満であると、シート中のローション薬液が細かな繊維間への浸透が速く、所望のエンボス形状を失わせやすい。薬液粘度が300mPa・s超過であると、シート中のローション薬液が細かな繊維間へ浸透しずらく、平面的な均一感、肌触りが失われるため好ましくない。
【0060】
前記機能性薬剤としては、界面活性剤、無機および有機の微粒子粉体、油性成分などがある。界面活性剤はティシューに一層の柔軟性を与えたり表面を滑らかにしたりする効果があり、アニオン性界面活性剤、カチオン性界面活性剤及び両性イオン界面活性剤を適用する。無機および有機の微粒子粉体は表面を滑らかな肌触りとする。油性成分は滑性を高める働きがあり、流動パラフィン、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコールを用いることができる。
【0061】
また機能性薬剤としてグリセリンの保湿性を維持させる薬剤として親水性高分子ゲル化剤、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、ヒアルロン酸若しくはその塩、セラミド等の1種以上を任意の組合せ等の保湿剤を加えることができる。
【0062】
また機能性薬剤として香料、各種天然エキス等のエモリエント剤、ビタミン類、配合成分を安定させる乳化剤、薬液の発泡を抑え塗工を安定させるための消泡剤、防黴剤、有機酸などの消臭剤を適宜配合することができる。さらには、ビタミンC、ビタミンEの抗酸化剤を含有させてもよい。薬液中の含有成分は水に容易に溶解する成分であるか、もしくは容易に溶解する形態に変性して配合する。
【0063】
〔エンボスについて〕
本発明においては、凸エンボスロール60の周面に形成されたエンボス凸部1,1…によって連続クレープ紙S2が押される際に、そのエンボス凸部1,1…によって押される部分(エンボス付与位置10,10)に水系ローション薬液が塗布されていないことから、当該エンボス凸部によって押される部分は薬液塗布に起因する紙力強度の低下がない。
【0064】
したがって、図4、図5から理解されるように、特にエンボス凸部1,1が押し当てられて連続クレープ紙S2に形成される凹エンボス10a、10aの側壁1Wの強度の低下が小さい。よって、背景技術の欄でも述べた製造時の問題が解決される。そして、本発明はとりわけ薬液組成、薬液塗布態様をとることで、クレープ紙の平面方向への薬液の含浸がなされ、もって製品時においては、薬液が全体に含浸された柔軟性、保湿性、滑らか性に優れたものとなる。
【0065】
この際、上述のとおりサイズ剤を用いることでクレープ紙の平面方向への薬液の含浸がコントロールされエンボスの薬液含浸による崩れがより防止される。
【0066】
ここで、凸エンボスロール60は、一つのエンボス凸部1の平面視における面積が0.64〜4.0mm2であり、そのエンボス凸部1のエンボス密度が2.0〜32.0個/cm2であるのが望ましい。エンボス凸部1の大きさが0.64mm2未満であると、得られるトイレットペーパーX1がエンボスによる排泄物の掻き取りが十分ではなくなり拭取り性の向上が小さいものとなる。また、4.0mm2を超えるとトイレットペーパーの嵩高さが発現し難くなる。それとともに、エンボス密度が2.0個/cm2未満であるとトイレットペーパーX1のエンボスによる拭取り性及び嵩高さの効果が発現し難くなり、反対に32個/cm2超であると十分な薬液塗布部分を得ることが難しくなるとともに、薬液含浸が十分ではなくなるおそれがある。本発明では、薬液非塗布部分にエンボスを付与するため、上記エンボス付与態様は換言すれば、製造時にはエンボス付与部分以外の部分において薬液が塗布されていることになる。
【0067】
但し、製造時に薬液塗布部分2,2とエンボス凸部1によって押される部分10が完全に一致している必要はなく、薬液塗布部分2とエンボス付与部分10とに間隙があるほうが、エンボス付与時の断紙等の発生が好適に抑制される。したがって、経時的な薬液含浸を妨げない範囲で間隙があるのが望ましい。具体的には、その間隙は0.15〜2.0mm以下であるのが望ましい。なお、ここでの間隙はエンボス凸部1により押される部分10と、これに最も近い薬液塗布部2との間の距離と同意である。
【0068】
ここで、エンボス凸部1とは、凸エンボスロールの周面に形成されたエンボスパターンを構成する凸部1のことである。エンボス凸部1の平面視における面積とはエンボスロールを平面に展開した際における平面視の面積を意味する。また、エンボス密度とは、エンボスロールを平面に展開した際における平面における単位面積あたりのエンボス凸部1の数のことである。
【0069】
また、前記エンボス凸部1の高さは、1.1〜1.5mmである望ましい。1.1mm未満であると、嵩高さが発現し難くなる。1.5mmを超えると本発明をもってしても製造時の破れの問題を回避し難くなる。なお、このエンボス凸部の高さは、エンボス付与態様からして、紙面の凹エンボス10aの深さとほぼ同一となる。また、高さはエンボスロールの最も低い位置を通る仮想周面からエンボス凸部頂面までの距離である。
【0070】
ここで、本発明においてはエンボス凸部1が、図示例の如く紙面に縦横規則正しく配列されるようにするのが望ましい。エンボス凸部1がムラなく配置され、エンボスの効果が紙面全体で発揮されるようになる。
【0071】
ここで、エンボス凸部1の形状については、特に限定されないが、好ましくは、円形、楕円形、四角形、角取り四角形である。なお、ここでのエンボス凸部1の形状とはエンボスロールを平面に展開した際における平面視における形状である。特に好ましいのは角取り四角形、その中でも図6例示の角取り正四角形が特に望ましい。角取り四角形であると、エンボスが潰れがたく嵩高さが発現しやすく、しかも、拭取り時の排泄物の掻き取り性に優れるとともに、表面の滑らかさ感に優れたものとなる。また、角がないことによって水系薬液の含浸も均一になりやすい。
【0072】
なお、前記エンボス凸部1間のピッチ(離間間隔)L1は、3.0〜5.0mmとするのが望ましい。上記エンボスの構成のもとかかる数値範囲とすると滑らかさ、意匠性により優れたものとなる。また、3.0mm未満であると厚み感がなく嵩高さが得られない。また、5.0mmを超えるとエンボス凸部1間において付与中に破れるおそれが極めて高まり、生産性の悪いものとなる。なお、ピッチとは、エンボス凸部1の頂点間間隔又は頂面の重心間の間隔である。
【0073】
他方、本発明の製造方法においては、連続クレープ紙の一方面のみからエンボス凸部を押し当てて形成するのがよい。このようにした上で、紙面の一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがある所謂シングルエンボスのトイレットペーパーX1とすることができる。また、凸エンボスが形成された面同士を対面するようにして所謂ダブルエンボスのトイレットペーパーX1とすることができる(ダブルエンボスの製造方法例については図7に示している)。
【0074】
上記シングルエンボスとする場合、特に積層構造とするにあたって、糊を使わずにクレープ紙同士を積層一体化することができ、水解性の点で利点がある。また、型押しにより積層一体化する場合の穴開き、裂け、紙粉を防止することができる。さらに、各クレープ紙に別途にエンボスを付与する必要はないので製造も容易となる。
【0075】
なお、シングルエンボスのトイレットペーパーX1では、凸エンボスが形成された面(凸部1が押し当てられた面と反対の面)で拭取りを行なう場合、当該凸エンボスが肌に触れることとなる。本発明では、この凸エンボスの部分は製造時には薬液非塗布部分であるが、上記エンボス態様、薬液組成、薬液含浸態様等を採ることにより、当該凸エンボスの部分にも経時的に薬液が含浸させることができ、十分に滑らかさ等の薬液付与による効果を得たものとすることができる。
【0076】
他方、上記ダブルエンボスのトイレットペーパーX1では、凸エンボス面間に空隙ができるため嵩高さの点で利点がある。また、製造時には薬液非塗布部分である凸エンボスの部分が積層内面となる構造であるため、当該部分に薬液が含浸されているか否かに関係なく、十分に滑らかさ等の薬液塗布による効果を得たものとすることができる。
【0077】
〔水解性〕
ここで、本発明にかかるトイレットペーパーX1は水解性を有するものである。具体的には、水解性の値が5〜20秒とするのが望ましい。なお、ここでの水解性とは、ほぐれやすさ試験(JIS P 4501で規定される、ほぐれやすさの試験方法に基づく)における秒数で表したものである。水解性の値が5秒未満であると、シャワートイレ等で使用した際に、拭き取り操作をするとほぐれたクレープ紙が皮膚に付着するおそれが高まる。なお、この水解性5〜20秒という数値は、極めて高い水解性である。本発明では、シャワートイレなどにおける拭取り時を十分に行えるにもかかわらず、かかる水解性を達成可能であるのは、本発明の特徴的な薬液付与とエンボスとの関係によるところがある。
【0078】
〔試験例1〕
本発明による製造時の問題の改善について検討すべく、実施例と比較例とについて、表面の滑らか感と製造時、使用時の破れについて評価したので、結果を下記に示す。なお、製造条件は、エンボス態様、薬液塗布態様以外は同一とした。
各実施例及び比較例におけるエンボス態様、薬液塗布態様は表1のとおりであり、評価結果も合わせて表1に示す。
【0079】
なお、表中の評価は下記のとおりである。
〔表面性〕
「○」滑らかさに優れる、「△」滑らかさは感じる、「×」滑らかであるとは感じない。
〔製造時の破れ〕
「○」製造時に破れることはない、「△」製造時に破れることがある、「×」破ることが頻繁にある。
〔使用時の破れ〕
「○」使用時に破れることはない、「△」使用時に破れることはあるが使用に問題がある程度ではない。「×」使用時に破れやすい。
【0080】
【表1】
【0081】
表1に示されるとおり、本発明にかかる実施例は、表面性に優れ、しかも製造時、使用時における問題がなく良好な結果であるのに対して、比較例では何れかの評価が劣る結果となった。
【0082】
〔試験例2〕
主に本発明の製造方法により得られるトイレットペーパーにおける滑らか感等の使用感について検討すべく、実施例と参考例(薬液非塗布+エンボス)とについて、物性、使用感等に測定・評価したので、結果を下記に示す。
なお、各実施例、参考例における製造条件は、エンボス態様、薬液塗布態様等は下記表1、表2に示すとおりである。評価等の結果も合わせて表2、表3に示す。なお、表2は1プライ、シングルエンボスの形態、表3は2プライ、ダブルエンボスの形態である。
【0083】
【表2】
【0084】
【表3】
【0085】
なお、表中の各欄の意味及び官能評価の基準は下記の通りである。
※A「薬液塗布面積率」とは、「紙面の一方面の薬液塗布面積に対する版から紙へ転移された薬液塗布部分の総面積」である。
※B「薬液塗布部分の総面積」とは、「紙面の一方面の全面積に対する薬液塗布の対象となる部分の面積」である。
※C「エンボス凸部の形状」の「長方形」とは、「MD方向とCD方向の2直線に囲まれる長方形」であり、「菱形」とは「各対角を結ぶ直線がMD方向、CD方向である菱形」である。
※1「表面」とは、薬液を塗布し、エンボス凸部と接する面である。
※2「裏面」とは、「表面」の反対側の面である。
【0086】
<官能評価>
〔なめらかさ〕
「5」従来品より滑らかで肌ざわりが非常によい、「4」従来品より滑らかで肌ざわりがよい、「3」従来品の表面と同等の滑らかさである、「2」従来品より滑らかさに劣る、「1」従来品より滑らかさに非常に劣る。
〔しっとり感〕
「5」従来品より明らかにしっとりしている、「4」従来品よりしっとりしている、「3」従来品と同程度のしっとり感である、「2」従来品よりもしっとり感に劣る、「1」従来品よりかさついた感じがありしっとり感に非常に劣る。
〔ふきとり感〕
「5」従来品より拭き取り時に非常に心地よい、「4」従来品より拭き取り時に心地よい、「3」従来品と同程度の感覚である、「2」従来品よりやや劣る、「1」従来品より非常に劣る。
〔吸水性〕
「5」従来品より吸水が非常に速くよい、「4」従来品より吸水が速い、「3」従来品と同程度の吸水速度である、「2」従来品より吸水が遅い、「1」従来品より吸水が非常に遅い。
〔丈夫さ〕
「5」従来品より丈夫で拭き取り時に破れない「4」従来品よりも拭き取り時に破れない、「3」従来品と同程度の丈夫さである、「2」従来品よりも拭き取り時の丈夫さは劣る、「1」従来品よりも拭き取り時の丈夫さが大きく劣る。
【0087】
表2、表3より、本願発明の実施例は、薬液非塗布+エンボスの参考例と比較して、格段に使用感が向上することが知見された。すなわち、エンボス部分に薬液を塗布しない態様で製造したとしても、十分に使用感を向上させることができることが知見された。
【0088】
上記試験例1に示した製造方法時の問題の改善と合わせてみれば、本願発明によれば、製造時における破断等の問題が改善されるとともに、使用感においても優れたトイレットペーパーを得ることができる。
【符号の説明】
【0089】
X1…トイレットペーパー、1…エンボス凸部、10…エンボス付与位置(エンボス付与部分)、10a…凹エンボス、2…薬液塗布部分、S1,S2…連続クレープ紙、5…印刷機、50…刷版ロール、6…エンボス付与装置、60…凸エンボスロール、61…圧胴ロール、ゴム製受けロール、7…塗布位置検出装置、8…テンションロール。
【特許請求の範囲】
【請求項1】
水系のローション薬液が含浸されたトイレットペーパーの製造方法であって、
帯状の連続クレープ紙に対して刷版ロールと圧胴ロールとを用いた印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
薬液塗布工程を経て薬液が塗布された連続クレープ紙を、エンボス凸部を有するエンボスロールをこれと対となる受けロールとの間に通し、連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、
を有することを特徴とするトイレットペーパーの製造方法。
【請求項2】
前記圧胴ロールと受けロールとを同一のものとして、薬液塗布とエンボス付与を一つの圧胴ロール上で連続的に行なう請求項1記載のトイレットペーパーの製造方法。
【請求項3】
薬液塗布工程後に、連続クレープ紙の薬液の塗布位置を塗布位置検出装置によって確認し、これに応じてエンボス付与位置を調整する請求項1又は2記載のトイレットペーパーの製造方法。
【請求項4】
薬液塗布部分を、平面視で網目状又は格子状の規則正しいパターンとする請求項1〜3の何れか1項に記載のトイレットペーパーの製造方法。
【請求項5】
前記薬液塗布部分の総面積を紙面の一方面の全面積の30〜70%とする請求項1〜4の何れか1項に記載のトイレットペーパーの製造方法。
【請求項6】
前記エンボスロールは、
前記エンボス凸部が離間して配置され、
そのエンボス凸部の密度が2.0〜32.0個/cm2であり、
そのエンボス凸部の一つの平面視の面積が0.64〜4.0mm2である、請求項1〜5の何れか1項に記載のトイレットペーパーの製造方法。
【請求項7】
エンボス凸部の平面視形状を角取り四角形とする請求項1〜6の何れか1項に記載のトイレットペーパーの製造方法。
【請求項8】
前記エンボス凸部の高さが1.1〜1.5mmである請求項1〜7の何れか1項に記載のトイレットペーパーの製造方法。
【請求項9】
前記エンボス凸部が、縦横規則正しく配列されている凸エンボスロールを用いる請求項1〜8の何れか1項に記載のトイレットペーパーの製造方法。
【請求項10】
連続クレープ紙の一方面からのみエンボス凸部を押し当てて、一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがあるトイレットペーパーとする請求項1〜9の何れか1項に記載のトイレットペーパーの製造方法。
【請求項11】
請求項1〜10の何れか1項に記載のトイレットペーパーの製造方法により製造されることを特徴とするトイレットペーパー。
【請求項1】
水系のローション薬液が含浸されたトイレットペーパーの製造方法であって、
帯状の連続クレープ紙に対して刷版ロールと圧胴ロールとを用いた印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
薬液塗布工程を経て薬液が塗布された連続クレープ紙を、エンボス凸部を有するエンボスロールをこれと対となる受けロールとの間に通し、連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、
を有することを特徴とするトイレットペーパーの製造方法。
【請求項2】
前記圧胴ロールと受けロールとを同一のものとして、薬液塗布とエンボス付与を一つの圧胴ロール上で連続的に行なう請求項1記載のトイレットペーパーの製造方法。
【請求項3】
薬液塗布工程後に、連続クレープ紙の薬液の塗布位置を塗布位置検出装置によって確認し、これに応じてエンボス付与位置を調整する請求項1又は2記載のトイレットペーパーの製造方法。
【請求項4】
薬液塗布部分を、平面視で網目状又は格子状の規則正しいパターンとする請求項1〜3の何れか1項に記載のトイレットペーパーの製造方法。
【請求項5】
前記薬液塗布部分の総面積を紙面の一方面の全面積の30〜70%とする請求項1〜4の何れか1項に記載のトイレットペーパーの製造方法。
【請求項6】
前記エンボスロールは、
前記エンボス凸部が離間して配置され、
そのエンボス凸部の密度が2.0〜32.0個/cm2であり、
そのエンボス凸部の一つの平面視の面積が0.64〜4.0mm2である、請求項1〜5の何れか1項に記載のトイレットペーパーの製造方法。
【請求項7】
エンボス凸部の平面視形状を角取り四角形とする請求項1〜6の何れか1項に記載のトイレットペーパーの製造方法。
【請求項8】
前記エンボス凸部の高さが1.1〜1.5mmである請求項1〜7の何れか1項に記載のトイレットペーパーの製造方法。
【請求項9】
前記エンボス凸部が、縦横規則正しく配列されている凸エンボスロールを用いる請求項1〜8の何れか1項に記載のトイレットペーパーの製造方法。
【請求項10】
連続クレープ紙の一方面からのみエンボス凸部を押し当てて、一方面に凹エンボスのみがあり、他方面に前記凹エンボスに対応する凸エンボスのみがあるトイレットペーパーとする請求項1〜9の何れか1項に記載のトイレットペーパーの製造方法。
【請求項11】
請求項1〜10の何れか1項に記載のトイレットペーパーの製造方法により製造されることを特徴とするトイレットペーパー。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−179071(P2012−179071A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−41981(P2011−41981)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]