
トグル式型締装置におけるトグル機構の劣化診断方法および装置
【課題】 ダイカストマシンや樹脂射出成形機の金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構の摩耗による劣化を運転中に測定、診断し、故障が発生することを未然に防ぎ、予防保全する。
【解決手段】 トグル機構における構成部品の相対位置(クロスヘッドの傾きなど)を、非接触式変位センサーで測定し、測定値と予め設定された基準値とを比較することにより、摩耗などによる劣化を自動判定し、警告を発してオペレータに知らせる。成形運転の安定化および生産設備の長寿命化に貢献できる。
【解決手段】 トグル機構における構成部品の相対位置(クロスヘッドの傾きなど)を、非接触式変位センサーで測定し、測定値と予め設定された基準値とを比較することにより、摩耗などによる劣化を自動判定し、警告を発してオペレータに知らせる。成形運転の安定化および生産設備の長寿命化に貢献できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダイカストマシンや樹脂射出成形機などの成形機で用いられているトグル式型締装置において、トグル機構を長期間運転することにより生じる磨耗などの経年劣化を、変位センサーによって運転中に測定および監視し、重大故障の発生を未然に防止するための、予防保全の方法およびその装置に関わる。
【背景技術】
【0002】
ダイカストマシンや樹脂射出成形機は、金型が閉じられ大きな型締力を負荷されている状態で、連動する射出装置から、溶融状態の軽金属や樹脂を金型内に射出充填し、冷却固化後に金型を大きく開いて成形品を取り出すことにより、所望の形状の成形品を生産することができる。よって、そのための型締装置には、金型を短時間で開閉動作するとともに、大きな型締力を金型に負荷する機能が要求される。そのような型締装置の機構の一つとして、トグル式型締装置が広く用いられている。
【0003】
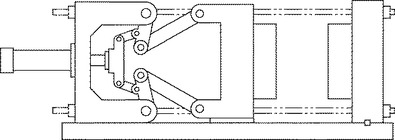
図7などを用いて、トグル式型締装置10のトグル機構について説明する。図7は、油圧駆動式のものを示す。
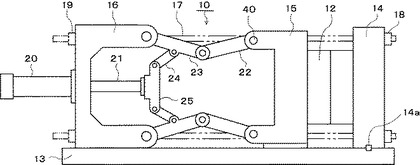
マシンベース13の上には、固定プラテン14が固定キー14aを介して固定的に載置されている。可動プラテン15は、マシンベース13上に摺動移動可能に載置されている。固定プラテン14と可動プラテン15には、固定側と可動側からなる金型12が取り付けられており、可動プラテン15が前後進移動することにより、金型12を開閉できる。
【0004】
可動プラテン15の後方(図の左側)には、トグル機構が装着されている。可動プラテン15にはトグルピン40を介してトグルリンク22が連結し、さらにミッドリンク23が連結する。ミッドリンク23は、リンクハウジング16と連結するとともに、クロスヘッドリンク24ともトグルピンを介して連結する。クロスヘッドリンク24はクロスヘッド25と連結する。クロスヘッド25は、リンクハウジング16に固定されている型締シリンダー20のシリンダーロッド21と結合している。
また、固定プラテン14、可動プラテン15、リンクハウジング16には、4本のタイバー17が貫通しており、固定プラテン側で固定ナット18により、リンクハウジング16側で可動ナット19により、ねじ固定される。可動ナット19は、図示せぬダイハイト調整装置によって回転させることが可能で、金型12の型厚に応じてリンクハウジング16およびトグル機構を移動調整することができる。
【0005】
型締シリンダー20のロッド側とヘッド側には、図示せぬ油圧装置により高圧の作動油が供給され、シリンダーロッド21を伸ばしたり、引き込んだりすることができる。この動作によって、クロスヘッド25が前後進運動し、さらにトグル機構が動作し、そして可動プラテン15を開閉動作させることができる。
【0006】
図8は、可動プラテン15が後退し、金型12が開いた状態を示す。型締シリンダー20のロッド室に作動油が供給されることにより、シリンダーロッド21およびクロスヘッド25が左側に動き、トグル機構が折れ曲がって可動プラテン15が後退する。この状態で、金型内で成形された成形品が金型から取り外され、取り出し装置によって機外へと運び出される。
【0007】
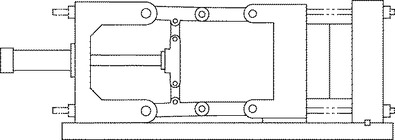
図8の状態から、型締シリンダー20のヘッド室に作動油が供給されると、シリンダーロッド21が伸ばされ、トグル機構が動き、可動プラテン15が右側に動く。そして、図7の様に、可動側の金型と固定側の金型がタッチした状態になる。
ここから、さらにシリンダーロッド21を伸ばすと、クロスヘッド25が右側に動き、図9の様に、トグル機構が一直線上に伸びて、金型12に型締力が負荷される状態になる。型締シリンダー20のヘッド室に作動油が高圧で供給されることにより、シリンダーロッド21およびクロスヘッド25が大きな力で右側に動き、ミッドリンク23がクロスヘッドリンク24に大きな力で押されることにより、ミッドリンク23およびトグルリンク22は一直線上に伸び、タイバー17が伸ばされ、その反力として、金型12に型締力が負荷される。また、4本のタイバー17は、均一に伸ばされるよう、それぞれの可動ナット19は調整されている。
【0008】
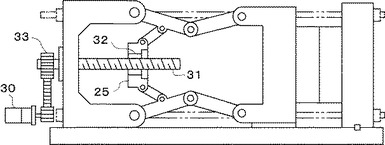
図10は、電動駆動式のトグル式型締装置を示す。クロスヘッド25には、ボールねじナット32が装着されている。ボールねじナット32と螺合するボールねじ軸31は、リンクハウジング16に回転自在且つ軸方向には拘束された状態で支持されている。また、ボールねじ軸31の左側は、ベルト&プーリ33が接続されており、それらは、サーボモータ30の回転軸と連結している。サーボモータ30は図示せぬ支持部品によって、リンクハウジング16に固定されている。この状態でサーボモータ30の回転軸が回転運動すると、ベルト&プーリ33によって、ボールねじ軸31も回転する。ボールねじ軸31が回転すると、螺合するボールねじナット32の作用により、クロスヘッド25が前後進運動し、油圧駆動式の型締装置と同様、型開閉や型締力の負荷が可能となる。
【0009】
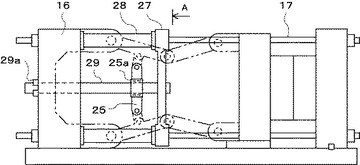
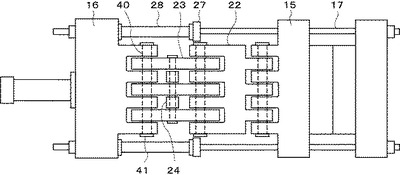
トグル式型締装置を横から見た図を、図11に示す。トグル機構の外側にはタイバー17が装着され、固定プラテン14、可動プラテン15、リンクハウジング16を貫通している。リンクハウジング16から、タイバーの外周を覆うようにスペーサ28が取り付けられており、スペーサ28の右側の端面にはガイドロッド固定板27が取り付けられている。ガイドロッド固定板27は、タイバー17によって上下方向に支持されている。リンクハウジング16には、ガイドロッドカラー29aを介してガイドロッド29が固定的に取り付けられ、その右側はガイドロッド固定板27に支持されている。
【0010】
クロスヘッド25には、円環状のガイドロッドブッシュ25aが取り付けられており、その中にガイドロッド29が貫通している。クロスヘッド25は、ガイドロッド29によって重量が支持されている。型締シリンダー20のシリンダーロッド21が伸び縮みすることにより、クロスヘッド25がガイドロッド29に支持されながら摺動運動し、トグル機構が動く。
【0011】
図12は、トグル式型締装置を上から見た図である。トグルピン40を介することによって、可動プラテン13、トグルリンク22、ミッドリンク23、クロスヘッドリンク24、リンクハウジング16が連結されている。トグルピン40は、リンクハウジング16などに、トグルピンカバー41により固定される。この図は、ミッドリンク23が3本の形式のトグル機構を示すが、ミッドリンク23が2本のトグル機構も使用されている。
【0012】
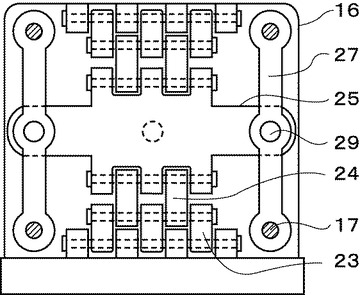
矢印Aの方向から見た図が、図13である。トグル機構の両側に、タイバー17に支持されてガイドロッド固定板27が左右に2個取り付けられている。さらに、ガイドロッド固定板27に支持されたガイドロッド29によって、クロスヘッド25が支持され、クロスヘッドリンク24など他のトグル機構と連結している。
【0013】
このようなトグル機構においては、クロスヘッドの位置により、型締シリンダー20が発揮する力と可動プラテンが金型を押す力の比率(いわゆるトグル倍率)が変化する。クロスヘッドが型締位置近くになり、トグルリンク22とミッドリンク23が一直線上近くに伸びると、トグル倍率が大きくなるので、小さな型締シリンダー20の力から大きな型締力を発生させることできるという利点がある。
図14に、正常なトグル型締状態での型締動作を示す。上の図の型締途中(型締力が上昇中)では、クロスヘッドが前進することにより、ミッドリンクおよびトグルリンクが一直線上に伸ばされる。この時、クロスヘッドリンクには圧縮力が作用している。そして、型締限(型締完了)になると、ミッドリンクとトグルリンクは一直線上になり、クロスヘッドリンクには力は作用しない。
【0014】
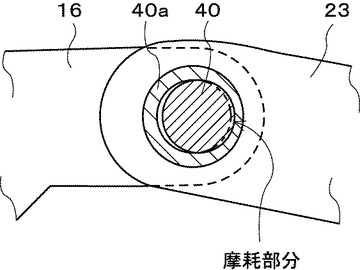
図15に、リンクハウジング16とミッドリンク24を連結する、トグルピン40とブッシュ40aの状態を示す。ピン40は、トグルピンカバーによってリンクハウジング16に固定されており、またブッシュ40aはミッドリンク24に嵌め込まれて固定されている。型開閉動作では、トグルピン40を回転中心としてミッドリンク24は回転運動する。その時、トグルピン40とブッシュ40aの間には潤滑油が供給されているので、大きな型締力が作用している状態でも、滑らかに摺動回転することができる。
しかし、使用期間が長くなったり、あるいは潤滑油の供給が不十分であったりすると、摩擦抵抗が大きくなり、ブッシュ40aの摩耗が進行して、図15が示すように、トグルピン40がブッシュ40aに食い込んでいく。すると、可動プラテン15とリンクハウジング16の相対的な位置関係が変わり、故障を起こすことになる。
【0015】
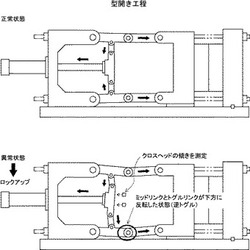
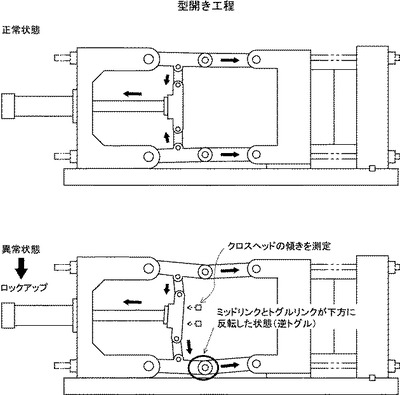
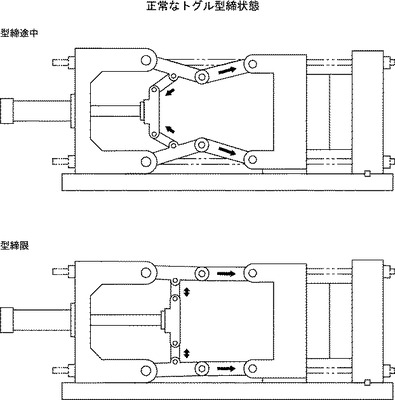
このようなトグル機構によって、型締状態から型開き工程に移行する時の状態を、図1に示す。上側の図は正常状態を示し、トグルリンクとミッドリンクが一直線上の状態から、上側のトグル機構も下側のトグル機構も中心線側に対称に内側へ折れ曲がり、スムーズな型開き工程が実施できる。
しかし、トグル機構に過度の摩耗による異常状態が生じバランスが崩れると、図9の下図のように、上側のトグル機構は内側に折れ、下側のトグル機構は外側に折れた状態になる。そうなると、クロスヘッド25が傾いた姿勢の型締状態が発生する。下側のトグル機構が下側(外側)に折れ曲がった状態(逆トグル状態)で型開き工程を行なうと、下側のトグル機構は中心線側(内側)に折れ曲がることが困難でロックアップ状態となり、動かなくなる。特に、油圧式では、型開きは面積の小さいロッド側室に高圧油を供給するので、大きな型開き力が出なく、ロックアップ状態になりやすい。
この状態になると、運転を即座に停止し、型締装置を分解するなどして修復をする必要がある。
【0016】
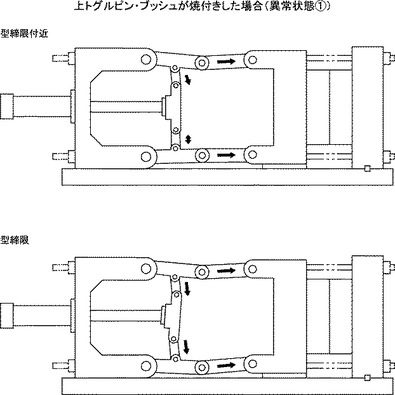
図2は、上側トグルピンとブッシュが焼付きした場合の状態を示す。上図は型締限付近の状態を示し、上側のトグル機構が焼付きのためスムーズに動かなくり、クロスヘッドに下向きの力が働く。下図の型締限においては、クロスヘッドが下側に押し下げられ傾いて、下側のトグル機構が逆トグル状態になっている。
【0017】
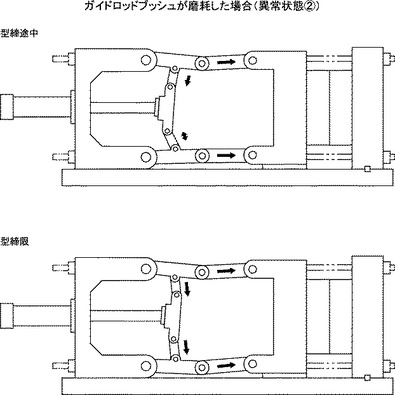
図3は、ガイドロッドブッシュ25aが摩耗して、クロスヘッドが下がり、下向きに傾いて逆トグルになる状態を示す。クロスヘッドには、ガイドロッドブッシュ25aが取り付けられており、ガイドロッド29上を摺動しながら型開閉動作する。よって、長期間の運転あるいは潤滑不良になると摩耗し、クロスヘッド25が下がって傾いた状態となる。
【0018】
このような、トグル機構の劣化による故障を未然に防ぐため、特許文献1において、トグル機構の各構成部品に加わる応力を計測し、あらかじめ設定された応力基準値と比較して摩耗量を推定する型締機構異常監視方法が開示されている。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2001−170752号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
しかしながら、トグル機構に加わる応力は、摩耗量を直接的に示すものではないため、十分な異常監視ができなかった。また、型締め毎に応力が作用するトグル機構に歪みゲージを貼って応力を測定すると、長期間に亘る測定では、歪みゲージ自体の劣化も生じるため、計測精度の信頼性が確保できなかった。さらに、可動部品であるミッドリンク等に歪みゲージを貼って配線をすると、配線の引き回しが困難であり、断線の可能性もあった。
【課題を解決するための手段】
【0021】
以上の課題を解決するために、本願発明の第1の発明では、トグル機構における構成部品の相対位置を非接触式変位センサーで測定し、構成部品の相対位置関係によりトグル機構の劣化を判定する診断方法とする。
第2の発明では、構成部品の相対位置関係は、クロスヘッドの傾きであるトグル機構の劣化診断方法とする。
第3の発明では、構成部品の相対位置関係は、可動プラテンとリンクハウジングの間の距離の偏差であるトグル機構の劣化診断方法とする。
第4の発明では、トグル機構の構成部品に装着されており他の構成部品との相対距離を測定する非接触式変位センサーと、あらかじめ相対距離の基準値が記憶されており、変位センサーの測定値と基準値を比較し、基準値を超えた場合は警告を発する制御装置からなるトグル機構の劣化診断装置である。
第5の発明では、非接触式変位センサーはレーザ式変位センサーであるトグル機構の劣化診断装置とする。
【発明の効果】
【0022】
以上のことから、本願発明においては、
(1)成形運転中に、トグル機構の劣化を常時測定、監視が可能であるため、重大故障の発生を未然に防止できる。
(2)センサーが非接触式であり経年劣化することが無いので、長期間にわたって正確にトグル機構の劣化を測定、監視できる。
【図面の簡単な説明】
【0023】
【図1】本願発明に係る、型開き工程での正常状態と、異常状態におけるクロスヘッドの傾きを測定する状態を示す図である。
【図2】上トグルピンおよびブッシュが焼付きした場合の異常状態を示す図である。
【図3】ガイドロッドブッシュが磨耗した場合の異常状態を示す図である。
【図4】変位センサーがクロスヘッドの傾きを測定している状態を示す図である。
【図5】可動プラテンとリンクハウジングの間隔を測定している状態を示す図である。
【図6】可動プラテンとリンクハウジングの間隔を測定する場所を示す図である。
【図7】ダイカストマシンや樹脂射出成形機に用いられている、一般的な油圧駆動のトグル式型締装置とそのトグル機構を示す図である。
【図8】トグル式型締装置の、金型を開いた状態を示す図である。
【図9】トグル式型締装置の、金型に型締力を負荷している状態を示す図である。
【図10】電動駆動のトグル式型締装置を示す図である。
【図11】トグル式型締装置を横から見た図である。
【図12】トグル式型締装置を上から見た図である。
【図13】トグル式型締装置を図11のA方向から見た図である。
【図14】トグル式型締装置における正常なトグル型締状態を示す図である。
【図15】トグル機構のブッシュが摩耗している状態を示す図である。
【発明を実施するための形態】
【0024】
以下、図面を参照しながら、本発明に係る実施例を説明する。
【実施例】
【0025】
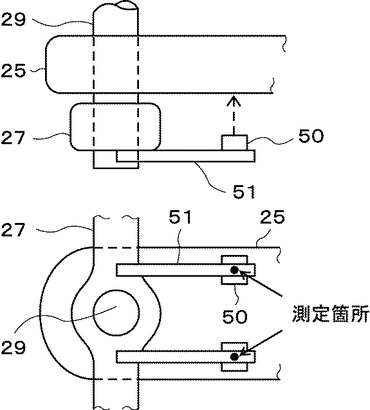
図4に、本発明に係るトグル機構の劣化診断装置の構造を示す。
下の図は、ガイドロッド固定板27およびクロスヘッド25を、可動プラテン側から見た図である。ガイドロッド固定板27上において、ガイドロッド29の上と下の位置に2個の取付け部品51が取り付けられ、それらに2個のレーザ式(非接触式)の変位センサー50が取り付けられている。上の図は、取付け部品51や変位センサー50を上から見た図である。レーザ式の変位センサー50からレーザ光線を照射し、反射光を受光することにより、クロスヘッド25までの距離を測定する状態を表わす。変位センサー50は、照射したレーザ光線が、反射物(クロスヘッド25)によってはね返り、受光した位置を微小に感知することにより、反射物までの距離が測定できる構造である。よって、上下の2個の変位センサー50によって測定したクロスヘッド25までの距離を比較することにより、クロスヘッド25の傾きが測定できる。レーザ光による非接触式の測定であるため、計測装置自体が劣化することはない。また、ガイドロッド固定板27の位置や姿勢は、摩耗などの影響を受けないので安定的である。
【0026】
正常状態における相対位置関係を把握しておくため、まず、組立て試運転時における、摩耗の無い初期状態(傾きが無い)でのクロスヘッドまでの位置を測定し、制御装置に記憶する。正常状態における測定値と、運転時での測定値の差が摩耗などの状態を示す。
クロスヘッド25の傾きは、型開きに支障がない許容できる基準値を、幾何学的計算や経験値によって予め設定しておく。型締動作毎に変位センサー50によって測定する傾きが、基準値を超えたかどうかを制御装置が判定することにより、トグル機構の劣化を診断することができる。そして、許容値を超えた場合は、アラーム表示などの警告を発してオペレータに知らせ、重大故障が発生する前に、適切なタイミングで分解、部品交換などの処置を施す。
【0027】
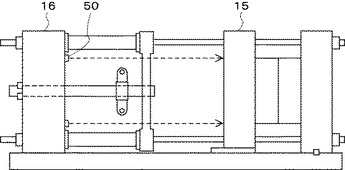
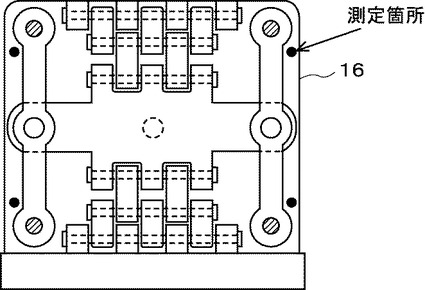
図5は、リンクハウジング16に変位センサー50を取り付け、可動プラテン15までの距離を測定している図である。図6にリンクハウジング16を可動プラテン側から見た図を示すが、変位センサー50は上下左右に4個取り付けられている。そして、型締め毎に、それぞれの変位センサー50で測定された可動プラテンまでの距離の偏差を、基準値と比較することにより、トグル機構の摩耗を診断することが可能となる。
例えば、上側の2個の変位センサーによる計測距離が小さくなれば、上側のトグル機構の摩耗が進行していることが予測できる。
【0028】
このように、型締動作を行なう毎に変位センサー50によって距離を測定し、トグル機構の劣化状態を診断しておけば、型締装置の運転が異常故障で動作不能となる前に、メインテナンスを行なうことができ、予防保全が可能となる。定期的に稼動を停止して行なう定期メインテナンスの時に、トグル機構の解体、部品交換をしておけば、安定的に生産活動を続けることが可能となる。
【0029】
以上説明した実施例は、トグル式型締装置であれば、油圧駆動式でも電動駆動式でも両方に適用可能である。また、ダイカストマシンあるいは樹脂射出成形機の、どちらにも適用することができる。
【0030】
上記の実施の形態は本発明の一例であり、本発明は、該実施の形態により制限されるものではなく、請求項に記載される事項によってのみ規定されており、上記以外の実施の形態も実施可能である。
【産業上の利用可能性】
【0031】
ダイカストマシンや樹脂射出成形機によって成形品を生産する生産工場において実用可能であり、生産活動の安定化および生産設備の長寿命化に貢献できる。
【符号の説明】
【0032】
10 トグル式型締装置
12 金型
13 マシンベース
14 固定プラテン
14a 固定キー
15 可動プラテン
16 リンクハウジング
17 タイバー
18 固定ナット
19 可動ナット
20 型締シリンダー
21 シリンダーロッド
22 トグルリンク
23 ミッドリンク
24 クロスヘッドリンク
25 クロスヘッド
25a ガイドロッドブッシュ
27 ガイドロッド固定板
28 スペーサ
29 ガイドロッド
29a ガイドロッドカラー
30 サーボモータ
31 ボールねじ軸
32 ボールねじナット
33 ベルト&プーリー
40 トグルピン
40a ブッシュ
41 トグルピンカバー
50 変位センサー
51 取付け部品
【技術分野】
【0001】
本発明は、ダイカストマシンや樹脂射出成形機などの成形機で用いられているトグル式型締装置において、トグル機構を長期間運転することにより生じる磨耗などの経年劣化を、変位センサーによって運転中に測定および監視し、重大故障の発生を未然に防止するための、予防保全の方法およびその装置に関わる。
【背景技術】
【0002】
ダイカストマシンや樹脂射出成形機は、金型が閉じられ大きな型締力を負荷されている状態で、連動する射出装置から、溶融状態の軽金属や樹脂を金型内に射出充填し、冷却固化後に金型を大きく開いて成形品を取り出すことにより、所望の形状の成形品を生産することができる。よって、そのための型締装置には、金型を短時間で開閉動作するとともに、大きな型締力を金型に負荷する機能が要求される。そのような型締装置の機構の一つとして、トグル式型締装置が広く用いられている。
【0003】
図7などを用いて、トグル式型締装置10のトグル機構について説明する。図7は、油圧駆動式のものを示す。
マシンベース13の上には、固定プラテン14が固定キー14aを介して固定的に載置されている。可動プラテン15は、マシンベース13上に摺動移動可能に載置されている。固定プラテン14と可動プラテン15には、固定側と可動側からなる金型12が取り付けられており、可動プラテン15が前後進移動することにより、金型12を開閉できる。
【0004】
可動プラテン15の後方(図の左側)には、トグル機構が装着されている。可動プラテン15にはトグルピン40を介してトグルリンク22が連結し、さらにミッドリンク23が連結する。ミッドリンク23は、リンクハウジング16と連結するとともに、クロスヘッドリンク24ともトグルピンを介して連結する。クロスヘッドリンク24はクロスヘッド25と連結する。クロスヘッド25は、リンクハウジング16に固定されている型締シリンダー20のシリンダーロッド21と結合している。
また、固定プラテン14、可動プラテン15、リンクハウジング16には、4本のタイバー17が貫通しており、固定プラテン側で固定ナット18により、リンクハウジング16側で可動ナット19により、ねじ固定される。可動ナット19は、図示せぬダイハイト調整装置によって回転させることが可能で、金型12の型厚に応じてリンクハウジング16およびトグル機構を移動調整することができる。
【0005】
型締シリンダー20のロッド側とヘッド側には、図示せぬ油圧装置により高圧の作動油が供給され、シリンダーロッド21を伸ばしたり、引き込んだりすることができる。この動作によって、クロスヘッド25が前後進運動し、さらにトグル機構が動作し、そして可動プラテン15を開閉動作させることができる。
【0006】
図8は、可動プラテン15が後退し、金型12が開いた状態を示す。型締シリンダー20のロッド室に作動油が供給されることにより、シリンダーロッド21およびクロスヘッド25が左側に動き、トグル機構が折れ曲がって可動プラテン15が後退する。この状態で、金型内で成形された成形品が金型から取り外され、取り出し装置によって機外へと運び出される。
【0007】
図8の状態から、型締シリンダー20のヘッド室に作動油が供給されると、シリンダーロッド21が伸ばされ、トグル機構が動き、可動プラテン15が右側に動く。そして、図7の様に、可動側の金型と固定側の金型がタッチした状態になる。
ここから、さらにシリンダーロッド21を伸ばすと、クロスヘッド25が右側に動き、図9の様に、トグル機構が一直線上に伸びて、金型12に型締力が負荷される状態になる。型締シリンダー20のヘッド室に作動油が高圧で供給されることにより、シリンダーロッド21およびクロスヘッド25が大きな力で右側に動き、ミッドリンク23がクロスヘッドリンク24に大きな力で押されることにより、ミッドリンク23およびトグルリンク22は一直線上に伸び、タイバー17が伸ばされ、その反力として、金型12に型締力が負荷される。また、4本のタイバー17は、均一に伸ばされるよう、それぞれの可動ナット19は調整されている。
【0008】
図10は、電動駆動式のトグル式型締装置を示す。クロスヘッド25には、ボールねじナット32が装着されている。ボールねじナット32と螺合するボールねじ軸31は、リンクハウジング16に回転自在且つ軸方向には拘束された状態で支持されている。また、ボールねじ軸31の左側は、ベルト&プーリ33が接続されており、それらは、サーボモータ30の回転軸と連結している。サーボモータ30は図示せぬ支持部品によって、リンクハウジング16に固定されている。この状態でサーボモータ30の回転軸が回転運動すると、ベルト&プーリ33によって、ボールねじ軸31も回転する。ボールねじ軸31が回転すると、螺合するボールねじナット32の作用により、クロスヘッド25が前後進運動し、油圧駆動式の型締装置と同様、型開閉や型締力の負荷が可能となる。
【0009】
トグル式型締装置を横から見た図を、図11に示す。トグル機構の外側にはタイバー17が装着され、固定プラテン14、可動プラテン15、リンクハウジング16を貫通している。リンクハウジング16から、タイバーの外周を覆うようにスペーサ28が取り付けられており、スペーサ28の右側の端面にはガイドロッド固定板27が取り付けられている。ガイドロッド固定板27は、タイバー17によって上下方向に支持されている。リンクハウジング16には、ガイドロッドカラー29aを介してガイドロッド29が固定的に取り付けられ、その右側はガイドロッド固定板27に支持されている。
【0010】
クロスヘッド25には、円環状のガイドロッドブッシュ25aが取り付けられており、その中にガイドロッド29が貫通している。クロスヘッド25は、ガイドロッド29によって重量が支持されている。型締シリンダー20のシリンダーロッド21が伸び縮みすることにより、クロスヘッド25がガイドロッド29に支持されながら摺動運動し、トグル機構が動く。
【0011】
図12は、トグル式型締装置を上から見た図である。トグルピン40を介することによって、可動プラテン13、トグルリンク22、ミッドリンク23、クロスヘッドリンク24、リンクハウジング16が連結されている。トグルピン40は、リンクハウジング16などに、トグルピンカバー41により固定される。この図は、ミッドリンク23が3本の形式のトグル機構を示すが、ミッドリンク23が2本のトグル機構も使用されている。
【0012】
矢印Aの方向から見た図が、図13である。トグル機構の両側に、タイバー17に支持されてガイドロッド固定板27が左右に2個取り付けられている。さらに、ガイドロッド固定板27に支持されたガイドロッド29によって、クロスヘッド25が支持され、クロスヘッドリンク24など他のトグル機構と連結している。
【0013】
このようなトグル機構においては、クロスヘッドの位置により、型締シリンダー20が発揮する力と可動プラテンが金型を押す力の比率(いわゆるトグル倍率)が変化する。クロスヘッドが型締位置近くになり、トグルリンク22とミッドリンク23が一直線上近くに伸びると、トグル倍率が大きくなるので、小さな型締シリンダー20の力から大きな型締力を発生させることできるという利点がある。
図14に、正常なトグル型締状態での型締動作を示す。上の図の型締途中(型締力が上昇中)では、クロスヘッドが前進することにより、ミッドリンクおよびトグルリンクが一直線上に伸ばされる。この時、クロスヘッドリンクには圧縮力が作用している。そして、型締限(型締完了)になると、ミッドリンクとトグルリンクは一直線上になり、クロスヘッドリンクには力は作用しない。
【0014】
図15に、リンクハウジング16とミッドリンク24を連結する、トグルピン40とブッシュ40aの状態を示す。ピン40は、トグルピンカバーによってリンクハウジング16に固定されており、またブッシュ40aはミッドリンク24に嵌め込まれて固定されている。型開閉動作では、トグルピン40を回転中心としてミッドリンク24は回転運動する。その時、トグルピン40とブッシュ40aの間には潤滑油が供給されているので、大きな型締力が作用している状態でも、滑らかに摺動回転することができる。
しかし、使用期間が長くなったり、あるいは潤滑油の供給が不十分であったりすると、摩擦抵抗が大きくなり、ブッシュ40aの摩耗が進行して、図15が示すように、トグルピン40がブッシュ40aに食い込んでいく。すると、可動プラテン15とリンクハウジング16の相対的な位置関係が変わり、故障を起こすことになる。
【0015】
このようなトグル機構によって、型締状態から型開き工程に移行する時の状態を、図1に示す。上側の図は正常状態を示し、トグルリンクとミッドリンクが一直線上の状態から、上側のトグル機構も下側のトグル機構も中心線側に対称に内側へ折れ曲がり、スムーズな型開き工程が実施できる。
しかし、トグル機構に過度の摩耗による異常状態が生じバランスが崩れると、図9の下図のように、上側のトグル機構は内側に折れ、下側のトグル機構は外側に折れた状態になる。そうなると、クロスヘッド25が傾いた姿勢の型締状態が発生する。下側のトグル機構が下側(外側)に折れ曲がった状態(逆トグル状態)で型開き工程を行なうと、下側のトグル機構は中心線側(内側)に折れ曲がることが困難でロックアップ状態となり、動かなくなる。特に、油圧式では、型開きは面積の小さいロッド側室に高圧油を供給するので、大きな型開き力が出なく、ロックアップ状態になりやすい。
この状態になると、運転を即座に停止し、型締装置を分解するなどして修復をする必要がある。
【0016】
図2は、上側トグルピンとブッシュが焼付きした場合の状態を示す。上図は型締限付近の状態を示し、上側のトグル機構が焼付きのためスムーズに動かなくり、クロスヘッドに下向きの力が働く。下図の型締限においては、クロスヘッドが下側に押し下げられ傾いて、下側のトグル機構が逆トグル状態になっている。
【0017】
図3は、ガイドロッドブッシュ25aが摩耗して、クロスヘッドが下がり、下向きに傾いて逆トグルになる状態を示す。クロスヘッドには、ガイドロッドブッシュ25aが取り付けられており、ガイドロッド29上を摺動しながら型開閉動作する。よって、長期間の運転あるいは潤滑不良になると摩耗し、クロスヘッド25が下がって傾いた状態となる。
【0018】
このような、トグル機構の劣化による故障を未然に防ぐため、特許文献1において、トグル機構の各構成部品に加わる応力を計測し、あらかじめ設定された応力基準値と比較して摩耗量を推定する型締機構異常監視方法が開示されている。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2001−170752号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
しかしながら、トグル機構に加わる応力は、摩耗量を直接的に示すものではないため、十分な異常監視ができなかった。また、型締め毎に応力が作用するトグル機構に歪みゲージを貼って応力を測定すると、長期間に亘る測定では、歪みゲージ自体の劣化も生じるため、計測精度の信頼性が確保できなかった。さらに、可動部品であるミッドリンク等に歪みゲージを貼って配線をすると、配線の引き回しが困難であり、断線の可能性もあった。
【課題を解決するための手段】
【0021】
以上の課題を解決するために、本願発明の第1の発明では、トグル機構における構成部品の相対位置を非接触式変位センサーで測定し、構成部品の相対位置関係によりトグル機構の劣化を判定する診断方法とする。
第2の発明では、構成部品の相対位置関係は、クロスヘッドの傾きであるトグル機構の劣化診断方法とする。
第3の発明では、構成部品の相対位置関係は、可動プラテンとリンクハウジングの間の距離の偏差であるトグル機構の劣化診断方法とする。
第4の発明では、トグル機構の構成部品に装着されており他の構成部品との相対距離を測定する非接触式変位センサーと、あらかじめ相対距離の基準値が記憶されており、変位センサーの測定値と基準値を比較し、基準値を超えた場合は警告を発する制御装置からなるトグル機構の劣化診断装置である。
第5の発明では、非接触式変位センサーはレーザ式変位センサーであるトグル機構の劣化診断装置とする。
【発明の効果】
【0022】
以上のことから、本願発明においては、
(1)成形運転中に、トグル機構の劣化を常時測定、監視が可能であるため、重大故障の発生を未然に防止できる。
(2)センサーが非接触式であり経年劣化することが無いので、長期間にわたって正確にトグル機構の劣化を測定、監視できる。
【図面の簡単な説明】
【0023】
【図1】本願発明に係る、型開き工程での正常状態と、異常状態におけるクロスヘッドの傾きを測定する状態を示す図である。
【図2】上トグルピンおよびブッシュが焼付きした場合の異常状態を示す図である。
【図3】ガイドロッドブッシュが磨耗した場合の異常状態を示す図である。
【図4】変位センサーがクロスヘッドの傾きを測定している状態を示す図である。
【図5】可動プラテンとリンクハウジングの間隔を測定している状態を示す図である。
【図6】可動プラテンとリンクハウジングの間隔を測定する場所を示す図である。
【図7】ダイカストマシンや樹脂射出成形機に用いられている、一般的な油圧駆動のトグル式型締装置とそのトグル機構を示す図である。
【図8】トグル式型締装置の、金型を開いた状態を示す図である。
【図9】トグル式型締装置の、金型に型締力を負荷している状態を示す図である。
【図10】電動駆動のトグル式型締装置を示す図である。
【図11】トグル式型締装置を横から見た図である。
【図12】トグル式型締装置を上から見た図である。
【図13】トグル式型締装置を図11のA方向から見た図である。
【図14】トグル式型締装置における正常なトグル型締状態を示す図である。
【図15】トグル機構のブッシュが摩耗している状態を示す図である。
【発明を実施するための形態】
【0024】
以下、図面を参照しながら、本発明に係る実施例を説明する。
【実施例】
【0025】
図4に、本発明に係るトグル機構の劣化診断装置の構造を示す。
下の図は、ガイドロッド固定板27およびクロスヘッド25を、可動プラテン側から見た図である。ガイドロッド固定板27上において、ガイドロッド29の上と下の位置に2個の取付け部品51が取り付けられ、それらに2個のレーザ式(非接触式)の変位センサー50が取り付けられている。上の図は、取付け部品51や変位センサー50を上から見た図である。レーザ式の変位センサー50からレーザ光線を照射し、反射光を受光することにより、クロスヘッド25までの距離を測定する状態を表わす。変位センサー50は、照射したレーザ光線が、反射物(クロスヘッド25)によってはね返り、受光した位置を微小に感知することにより、反射物までの距離が測定できる構造である。よって、上下の2個の変位センサー50によって測定したクロスヘッド25までの距離を比較することにより、クロスヘッド25の傾きが測定できる。レーザ光による非接触式の測定であるため、計測装置自体が劣化することはない。また、ガイドロッド固定板27の位置や姿勢は、摩耗などの影響を受けないので安定的である。
【0026】
正常状態における相対位置関係を把握しておくため、まず、組立て試運転時における、摩耗の無い初期状態(傾きが無い)でのクロスヘッドまでの位置を測定し、制御装置に記憶する。正常状態における測定値と、運転時での測定値の差が摩耗などの状態を示す。
クロスヘッド25の傾きは、型開きに支障がない許容できる基準値を、幾何学的計算や経験値によって予め設定しておく。型締動作毎に変位センサー50によって測定する傾きが、基準値を超えたかどうかを制御装置が判定することにより、トグル機構の劣化を診断することができる。そして、許容値を超えた場合は、アラーム表示などの警告を発してオペレータに知らせ、重大故障が発生する前に、適切なタイミングで分解、部品交換などの処置を施す。
【0027】
図5は、リンクハウジング16に変位センサー50を取り付け、可動プラテン15までの距離を測定している図である。図6にリンクハウジング16を可動プラテン側から見た図を示すが、変位センサー50は上下左右に4個取り付けられている。そして、型締め毎に、それぞれの変位センサー50で測定された可動プラテンまでの距離の偏差を、基準値と比較することにより、トグル機構の摩耗を診断することが可能となる。
例えば、上側の2個の変位センサーによる計測距離が小さくなれば、上側のトグル機構の摩耗が進行していることが予測できる。
【0028】
このように、型締動作を行なう毎に変位センサー50によって距離を測定し、トグル機構の劣化状態を診断しておけば、型締装置の運転が異常故障で動作不能となる前に、メインテナンスを行なうことができ、予防保全が可能となる。定期的に稼動を停止して行なう定期メインテナンスの時に、トグル機構の解体、部品交換をしておけば、安定的に生産活動を続けることが可能となる。
【0029】
以上説明した実施例は、トグル式型締装置であれば、油圧駆動式でも電動駆動式でも両方に適用可能である。また、ダイカストマシンあるいは樹脂射出成形機の、どちらにも適用することができる。
【0030】
上記の実施の形態は本発明の一例であり、本発明は、該実施の形態により制限されるものではなく、請求項に記載される事項によってのみ規定されており、上記以外の実施の形態も実施可能である。
【産業上の利用可能性】
【0031】
ダイカストマシンや樹脂射出成形機によって成形品を生産する生産工場において実用可能であり、生産活動の安定化および生産設備の長寿命化に貢献できる。
【符号の説明】
【0032】
10 トグル式型締装置
12 金型
13 マシンベース
14 固定プラテン
14a 固定キー
15 可動プラテン
16 リンクハウジング
17 タイバー
18 固定ナット
19 可動ナット
20 型締シリンダー
21 シリンダーロッド
22 トグルリンク
23 ミッドリンク
24 クロスヘッドリンク
25 クロスヘッド
25a ガイドロッドブッシュ
27 ガイドロッド固定板
28 スペーサ
29 ガイドロッド
29a ガイドロッドカラー
30 サーボモータ
31 ボールねじ軸
32 ボールねじナット
33 ベルト&プーリー
40 トグルピン
40a ブッシュ
41 トグルピンカバー
50 変位センサー
51 取付け部品
【特許請求の範囲】
【請求項1】
金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構における構成部品の相対位置を非接触式変位センサーで測定し、前記構成部品の相対位置関係によりトグル機構の劣化を判定することを特徴とするトグル機構の劣化診断方法。
【請求項2】
前記構成部品の相対位置関係は、クロスヘッドの傾きであることを特徴とする請求項1記載のトグル機構の劣化診断方法。
【請求項3】
前記構成部品の相対位置関係は、可動プラテンとリンクハウジングの間の距離の偏差であることを特徴とする請求項1記載のトグル機構の劣化診断方法。
【請求項4】
金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構の構成部品に装着されており他の構成部品との相対距離を測定する非接触式変位センサーと、あらかじめ前記相対距離の基準値が記憶されており、前記非接触式変位センサーの測定値と前記基準値を比較し、基準値を超えた場合は警告を発する制御装置からなることを特徴とするトグル機構の劣化診断装置。
【請求項5】
前記非接触式変位センサーはレーザ式変位センサーであることを特徴とする請求項4記載のトグル機構の劣化診断装置。
【請求項1】
金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構における構成部品の相対位置を非接触式変位センサーで測定し、前記構成部品の相対位置関係によりトグル機構の劣化を判定することを特徴とするトグル機構の劣化診断方法。
【請求項2】
前記構成部品の相対位置関係は、クロスヘッドの傾きであることを特徴とする請求項1記載のトグル機構の劣化診断方法。
【請求項3】
前記構成部品の相対位置関係は、可動プラテンとリンクハウジングの間の距離の偏差であることを特徴とする請求項1記載のトグル機構の劣化診断方法。
【請求項4】
金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構の構成部品に装着されており他の構成部品との相対距離を測定する非接触式変位センサーと、あらかじめ前記相対距離の基準値が記憶されており、前記非接触式変位センサーの測定値と前記基準値を比較し、基準値を超えた場合は警告を発する制御装置からなることを特徴とするトグル機構の劣化診断装置。
【請求項5】
前記非接触式変位センサーはレーザ式変位センサーであることを特徴とする請求項4記載のトグル機構の劣化診断装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−5796(P2011−5796A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−153153(P2009−153153)
【出願日】平成21年6月29日(2009.6.29)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月29日(2009.6.29)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]