
トゲのないワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索
【課題】ループ基端に最後に挿通したストランドの自由端が突出することなく一定の品質を維持しながら端部側に玉掛索を形成したワイヤロープを製作することのできるワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索を提供する。
【解決手段】トゲのないワイヤロープ11の玉掛索製造方法は、束ストランド形成工程と、第1編み込み工程と、第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【解決手段】トゲのないワイヤロープ11の玉掛索製造方法は、束ストランド形成工程と、第1編み込み工程と、第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ワイヤロープの端部側を輪状に丸く折り曲げてその折り曲げた端部の自由端をワイヤロープに連設固定してワイヤロープの先端にループ状の玉掛索を形成するトゲのないワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索に関する。
【背景技術】
【0002】
従来、金属製のワイヤロープは、数本ごとに金属素線を撚って形成したストランドという素線の束を更に多数撚ってロープとなるように構成している。
【0003】
そして、かかるワイヤロープを突起物に係合するためにはワイヤロープの先端に輪状のループ部を形成してこのループ部を突起物に係合する。
【0004】
従って、金属ワイヤロープの先端にはかかるループ部を形成して使用されることが多く、このループ形状を玉掛索と言っている。
【0005】
このようにループ部の玉掛索を形成する方法としては、まず、曲げられたワイヤロープの自由端をストランドの束毎に、すなわち、数本の金属素線を撚って形成した金属束毎にばらばらに解舒する。
【0006】
次いで、ワイヤロープのループ基端とすべき位置において鋭利なスパイキと呼ばれる針部材で撚られた各束ストランドの間に隙間をこじ開けて先ほどのばらばらにしたストランドのうちの一束目のストランドを差し込んで隙間から挿通する。
【0007】
このようにして、ばらばらにした各束ストランドを同じ様にして撚りストランドの異なる隙間に通していき、最終的には、すべてのばらばらにした各ストランドの自由端を、ワイヤロープのループ基端となるべき位置において形成されたストランド間隙に挿通する。これを数回繰り返すことを丸差し作業と称する。
【0008】
かかる丸差し作業が行われた後に間隙を挿通して突出した各束ストランド先端部を更に2組の細束に分岐し、その1組目の細束ストランドはワイヤロープ表面から所望の長さで切断すると共に、切断しない他の組の細束ストランドはそれぞれ異なるストランド間隙に挿通する。これを数回繰り返すことを半差し作業と称する。
【0009】
このようにして数回のストランド挿通作業を完了し間隙から突出した自由端を切断していくことによりワイヤロープのループ基端の連設固定作業を完了しループ状の玉掛索が出来上がる。
【0010】
すなわち、従来の手編み玉掛索の製作に使用されるワイヤロープは、心綱とその周囲に6組のストランドを六角状に配しこれを螺旋状に撚り込んで作られており、また、各ストランドは、内部側を構成する複数のワイヤ素線の束とから構成されている。
【0011】
一般に、ワイヤロープを用いて手編み玉掛索を製作する場合において、ワイヤロープの先端を折り返してループ状とする所謂アイ加工では、法規で定められた基準を守って、例えば、かご差しや巻差しなどと呼ばれる特定の編み込み方法を用いて作られる。
【0012】
折り返した先端側をワイヤロープを構成する6組の束ストランドと心綱とをバラバラに分け、先端部分が折り返される基側、すなわち、ループ部基端となるべき位置において撚り込まれた各撚りストランドの間に決められた順序で各ばらばらにした束ストランドの先端を通し決まった間から抜き出す。
【0013】
ループ部基端においてワイヤロープの本線表面から抜き出た6組のばらばらにした束ストランドの先端側を、編み込み方法の種類によって決まった順序で、撚りストランドの特定の間から通して、別の特定の間から抜き出す作業を最低3回以上繰り返す。
【0014】
3回以上繰り返した後、本線の表面から外部に出ている6組のばらばらの各ストランドの先端側を、各組毎に更に外層線の細束ストランドと内層線の細束ストランドとにそれぞれ識別して、二つの組に細分化し12組の細束ストランド先端自由端部を形成し、ワイヤロープの表面から外部に出ている6組の各内層線の細束ストランドのみをワイヤロープの表面位置で切断する。
【0015】
また、切断しなかった6組の各外層線の細束を前記の編み込み方法の種類に決まっている順序で、ワイヤロープの螺旋状に撚り込まれたストランドの特定の間から通して、別の特定の間から抜き出す作業を最低2回以上繰り返す(これを「半差し作業」という)。その後、ワイヤロープの表面から外部に出ている6組の各外層線の細束ストランドをワイヤロープの表面位置で切断する。
【0016】
なお、各束ストランド又は各外層線の細束ストランドをどの間から通して他のどの間から抜き出すかのこれらの作業手順は、編み込み方法の種類に決まっている。また、各工程の途中ではワイヤロープ表面はハンマで軽く均される。
【0017】
従来はこのような方法によりワイヤロープを用いて手編み玉掛索が作られている。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2006−69756号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
しかしながら、従来の一般的な玉掛索の形成作業では、ワイヤロープの表面位置で切断された各内層線や各外層線の細束ストランドは、複数の強度のあるワイヤ素線の集まりであるため、その切断部分の所謂トゲは鋭利になっており、トゲに手が直接触ると手の表面を切ったりして非常に危険である。しかも、トゲの箇所は6個の細束の内層線で6箇所、6個の細束の外層線も6箇所あり、分岐した12個の細束ストランドにより合計12箇所のトゲの箇所がワイヤロープの本線表面に分散しており、このため、ワイヤロープのループ部基端表面を掴む場合には手袋をはめないと危険であった。
【0020】
また、従来の手編み玉掛索においては、内層線及び外層線の細束は当初は本線表面のぎりぎりの位置で切断されているが、トゲの箇所が分散されている本線部分を何回も折り曲げたりするうちに、トゲが本線表面から次第に一部突出し、突出するトゲは場合によっては手袋を裂いて手を切ることもあり、非常に危険であった。
【0021】
このように玉掛索における最大の問題は、ばらばらにした複数の束ストランドの自由端をスパイキで形成した撚りストランドの間隙から挿通して引出し先端を切断するため、ワイヤロープ周面から切断部分が突出し作業中に解舒ストランドの切断部分先端が鋭利となり作業中に作業員がケガするという危険があり、更には、最終的に完成した玉掛索のループ基端にストランドの切断自由端が突出しているためワイヤロープの玉掛索を使用する使用者にも非常に危険であったということにある。
【0022】
例えば、ストランドの突出自由端がワイヤロープ周面から突出しないようなアイスプライス端部の処理方法が特許文献1に記載されている。
【0023】
かかる特許文献1に記載されたアイスプライス端部の処理方法は、束ストランドの切断先端、いわゆるトゲがワイヤロープ周面から突出しないようにワイヤロープの中心部に形成された芯部空隙に押込む技術が開示されているが、ワイヤロープの玉掛索の使用中に徐々に押込まれたトゲが撚りストランドの間からワイヤロープ周面に突出するおそれがあった。
【0024】
そこで、本願の発明者は、玉掛索のループ基端に最後に挿通したストランドの自由端がワイヤロープの使用中に徐々に表面から突出しないようにしてワイヤロープの使用者の安全を確保できるトゲのないワイヤロープの玉掛索製造方法を開発した。
【0025】
すなわち、本願発明は、ループ基端のワイヤロープ表面にストランドの自由端が突出することなく一定の品質を維持しながら端部側に玉掛索を形成したワイヤロープを製作することのできるワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索を提供することを目的とする。
【課題を解決するための手段】
【0026】
上記目的を達成するために、請求項1に記載の発明は、予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程と、第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程と、第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、2組或は3組ずつ束ねてワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなるトゲのないワイヤロープの玉掛索製造方法とした。
【0027】
請求項2に記載の発明は、請求項1に記載の発明において、第1編み込み工程では、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程では、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程では、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0028】
請求項3に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0029】
請求項4に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0030】
請求項5に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0031】
請求項6に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0032】
請求項7に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0033】
請求項8に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0034】
請求項9に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0035】
請求項10に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0036】
請求項11に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0037】
請求項12に記載の発明は、請求項1〜11の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索とした。
【発明の効果】
【0038】
請求項1に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドや細束ストランドを撚りストランド間に挿通するに際し、まず、ワイヤロープの撚りと同じ方向又は逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、ワイヤロープの撚りと同じ方向又は逆の方向に沿って束ストランドを編み込んでいき、その後、それぞれ2組の細束に分別し第1細束と第2細束とに分別した後の第2細束は、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。
従って、束ストランドや細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態又は同じ方向に巻回した巻差し状態で束ストランドや細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランドや細束ストランド又は/及び螺旋状に巻回した束ストランドや細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドや細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は/及び螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
さらに、細束ストランド切断先端部を2組或は3組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤロープの外部への突出できなくする効果がある。また、上記のように束ねることにより、2組或は3組の細束ストランド切断先端部同士を一体化して、ばらけないようにすることで、細束ストランド切断先端部が芯部領域の周囲の編み目から単線化して再突出しない効果がある。
そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤロープの長手方向に揃えてワイヤロープの外部への突出を防止する効果がある。
【0039】
請求項2に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態及び同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、さらに、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0040】
請求項3に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と同じ方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態で束ストランドや撚りの方向と同じ方向に巻回した巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目及び螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0041】
請求項4に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランド及び細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部及び細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに、逆の方向に交差したかご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び網目状になって交差した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランド及び網目状に交差した細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目及び網目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0042】
請求項5に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した状態及び逆の方向に交差した状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれ編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランドの切断先端部や細束ストランドの切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、さらに、網目状になって交差した束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランドの切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0043】
請求項6に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと逆の方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態及び同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらにかご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した束ストランド及び網目状になって交差した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドや細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、さらに、螺旋状に巻回した束ストランドも縮小し、すなわち、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0044】
請求項7に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と逆の方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに、かご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランドや細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランド及び細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0045】
請求項8に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と同じ方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0046】
請求項9に記載の発明によれば、その後、第1細束と第2細束とに分割した後の第2細束は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で第2細束の細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した第2細束の細束ストランド又は螺旋状に巻回した第2細束の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランドの切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した第2細束の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した第2細束の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0047】
請求項10に記載の発明によれば、その後、内層線と外層線とに分別した後の外層線は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、外層線の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した外層線の細束ストランド又は螺旋状に巻回した外層線の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した外層線の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した外層線の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0048】
請求項11に記載の発明によれば、その後、内層線と外層線とに分別した後の内層線は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、内層線の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ内層線の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で内層線の細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した内層線の細束ストランド又は螺旋状に巻回した内層線の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した内層線の細束ストランドが縮小することで、引張り応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した内層線の細束ストランドが縮小することで、引張り応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0049】
請求項12に記載の発明によれば、トゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索であるため、心綱と共にストランドの自由端も芯部領域の空隙中に戻すことにより、ワイヤロープの表面にストランドの切断部分が突出することなく、しかも、芯部領域の空洞部分を埋めることになり、使用時の安全性と共にワイヤロープの鋼性及び強度を飛躍的に向上しうる効果がある。
【図面の簡単な説明】
【0050】
【図1】ワイヤロープの端部を示す分解斜視図である。
【図2】束ストランドをワイヤロープの撚りストランド間に通し抜き出す準備作業工程を示す図である。
【図3】第1実施形態におけるかご差しの第1編み込み工程を示す図である。
【図4】第1実施形態における第1編み込み工程終了後の状態を示す図である。
【図5】第1実施形態における巻差しの第2編み込み工程を示す図である。
【図6】第1実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図7】第1実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図8】第1実施形態における第2細束先端押込み工程を示す図である。
【図9】第2実施形態における第2編み込み工程終了後の状態を示す図である。
【図10】第2実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図11】第2実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図12】第2実施形態における第2細束先端押込み工程を示す図である。
【図13】第3実施形態における巻差しの第1編み込み工程を示す図である。
【図14】第3実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図15】第3実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図16】第3実施形態における第2細束先端押込み工程を示す図である。
【図17】第4実施形態におけるかご差しの第2編み込み工程を示す図である。
【図18】第5実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図19】第5実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図20】第5実施形態における第2細束先端押込み工程を示す図である。
【図21】第8実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図22】第8実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図23】第8実施形態における外層線先端押込み工程を示す図である。
【図24】第9実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図25】第9実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図26】第9実施形態における外層線先端押込み工程を示す図である。
【図27】第10実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図28】第10実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図29】第10実施形態における外層線先端押込み工程を示す図である。
【図30】第12実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図31】第12実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図32】第12実施形態における外層線先端押込み工程を示す図である。
【図33】第15実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図34】第15実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図35】第15実施形態における内層線先端押込み工程を示す図である。
【図36】第16実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図37】第16実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図38】第16実施形態における内層線先端押込み工程を示す図である。
【図39】第17実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図40】第17実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図41】第17実施形態における内層線先端押込み工程を示す図である。
【図42】第19実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図43】第19実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図44】第19実施形態における内層線先端押込み工程を示す図である。
【図45】他の準備作業工程を示す図である。
【図46】かご差し作業終了後のワイヤロープと細束ストランドの状態を示めす斜視図である。
【図47】1本の束ストランドを内外層線に分けた状態を示す斜視図である。
【図48】ワイヤロープの心綱にスパイキを差し入れた状態を示す斜視図である。
【図49】1組の細束ストランドをワイヤロープの本線に収納する状態を示す斜視図である。
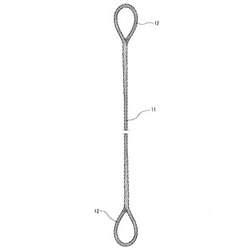
【図50】本ワイヤロープ玉掛索製造方法で製造したトゲのない玉掛ワイヤロープを示す平面図である。
【発明を実施するための最良の形態】
【0051】
一般に、ワイヤロープを用いて手編み玉掛索を製作する方法として以下の技術が知られている。即ち、「巻差し方法」と「かご差し方法」が用いられる。このうち、「巻差し方法」は、ワイヤロープの先端をストランドの単位にばらばらに解舒して、そのストランドをワイヤロープの撚りストランドの間に通して、ワイヤロープの撚り方向と「同方向」に巻いていく方法である。
【0052】
「かご差し方法」は、ワイヤロープの先端をストランドの単位に解舒して、その束ストランドをワイヤロープの撚りストランドの間に通して、ワイヤロープの撚り方向と「反対方向」に巻いていく方法である。
【0053】
このように巻差し方法とかご差し方法とは、ワイヤロープの撚り方向と同一か反対かによって区別する。
【0054】
これら巻差し及びかご差しの作業を用いることで、後述する本発明のトゲのないワイヤロープの玉掛索製造方法を行なうこととなる。
【0055】
(1)本発明のトゲのないワイヤロープの玉掛索製造方法は、予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程を行なう。
次いで、第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程を行なう。
次いで、第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、ワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなる。
【0056】
さらに、本発明のトゲのないワイヤロープの玉掛索製造方法は、以下の(2)〜(10)の特徴を有している。
【0057】
(2)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0058】
(3)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0059】
(4)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0060】
(5)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0061】
(6)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0062】
(7)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0063】
(8)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0064】
(9)細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなる。
【0065】
(10)細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる。
【0066】
(11)細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる。
【0067】
(12)上記(1)〜(11)のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索が完成することとした。
【0068】
以下、本願発明の玉掛索を製造する方法について図面に基づき説明する。
【0069】
[第1実施形態]
本発明の第1実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0070】
I-a1.[束ストランド形成工程]
束ストランド形成工程について説明する。図1に示すように、先ずワイヤロープ11の自由端部側に輪状のループ部12を作る。
【0071】
すなわち、ワイヤロープ11の先端側を折り返し、折り返した先端側でループ部12を構成すると同時に折り返したワイヤロープ11の先端部分において、6組の束ストランド1〜6とその中心にある心綱7とをばらばらに分ける。
【0072】
II-a1.[準備作業工程]
ここで、ワイヤロープ11の本線11aの撚りストランドA〜F内に各束ストランド1〜6を通す作業(いわゆるかご差し方法による束ストランド挿通作業)の前段階としての準備作業工程を行う。すなわち、この準備作業工程は、地差し法による口入れと称するものであり、6組の各束ストランド1〜6を図2に示すように、撚りストランドA〜Fの適宜の間にスパイキ145を入れて、撚りストランドA〜F間の間隙に挿通する。この作業を図3に基づき詳説する。この工程は次工程のかご差しの第1編み込み工程を行うためにばらばらの束ストランド1〜6の根元を撚りストランドA〜Fに係合し固定して束ストランドのかご差しが弛緩しないようにするためのものである。
【0073】
(1)束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の左を通して撚りストランドB・Cの間を抜く。
【0074】
(2)束ストランド2をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の左を通して撚りストランドC・Dの間を抜く。
【0075】
(3)束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の右を通して撚りストランドD・Eの間を抜く。
【0076】
(4)束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の右を通して撚りストランドE・Fの間を抜く。ここで通したストランド4を締め込む。
【0077】
(5)撚りストランドA・Fの間から撚りストランドB・Cの間にスパイキを差してストランドA・Fの間に心綱7を入れる。
【0078】
(6)束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜くと同時に、ストランドA〜Fの撚りを戻す。
【0079】
(7)束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドA・Bの間に抜くと同時に、ストランドA〜Fの撚りを戻す。そして、ストランドA〜Fの撚りを戻した部分をハンマで軽く均す。
【0080】
図2を用いて説明した地差し方法は、束ストランドを4対2に分けて撚りストランドに挿通したが、その他に束ストランドを5対1に分けて行う地差し方法と、束ストランドを3対3に分けて行う地差し方法があり、これらの方法においても本実施形態のワイヤロープの玉掛索を得るための準備作業工程となり得る。
【0081】
他の実施例として上記地差し法による口入れ方法の他にフレミッシュ法による口入れ方法がある。ここでは、図45に基づきフレミッシュ法を詳説する。なお、フレミッシュ法には、束ストランドを3対3の2組に分けて行う方法と、4対2の2組に分けて行う方法の2種類があり、ここでは、束ストランドを3対3の2組に分けて行う方法について説明する。
【0082】
(1)例えば、ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0083】
(2)ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0084】
(3)ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0085】
(4)ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0086】
(5)ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0087】
(6)ストランド6をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間に抜く。
【0088】
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通された状態となりフレミッシュ法による口入れを完了する。
【0089】
III-a1.[かご差しの第1編み込み工程]
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通され準備作業工程が終了した後(図2参照)に、以下に示すかご差し方法による6組の各束ストランド1〜6の挿通作業が行われる。
【0090】
(1)例えば、図3に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。ここで通した束ストランド1を締め込む。
【0091】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。ここで通した束ストランド2を締め込む。
【0092】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。ここで通した束ストランド3を締め込む。
【0093】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。ここで通したストランド4を締め込む。
【0094】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。ここで通した束ストランド5を締め込む。
【0095】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜くと同時に、ストランドA〜Fの撚りを戻す。ここで通した束ストランド6を締め込む。
【0096】
このようにして1回目の6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。
【0097】
次に、同じ手順(1)〜(6)で、2回目のかご差し方法による挿通作業が行われ、6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。
【0098】
さらに、同じ手順(1)〜(6)で、3回目のかご差し方法による挿通作業が行われ、6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。すなわち、図4に示すように、1組目の束ストランド1は、ワイヤロープ11の本線11a側の撚りストランドE・Fの間から抜き出し、さらに、2組目の束ストランド2は、ワイヤロープ11の本線11a側の撚りストランドA・Fの間から抜き出し、さらにまた、3組目の束ストランド3は、ワイヤロープ11の本線11a側の撚りストランドA・Bの間から抜き出し、さらに、4組目の束ストランド4は、ワイヤロープ11の本線11a側の撚りストランドB・Cの間から抜き出し、さらにまた、5組目の束ストランド5は、ワイヤロープ11の本線11a側の撚りストランドC・Dの間から抜き出し、さらに、6組目の束ストランド6は、ワイヤロープ11の本線11a側の撚りストランドD・Eの間から抜き出した態様となる。そして、この態様から、次の巻差しの第2編み込み工程を行う。
【0099】
なお、1回目〜3回目のかご差し方法による挿通作業においては、1回目の束ストランド1は、ワイヤロープの撚りの第1旋回目部分における撚りストランドA・B間から撚りストランドE・F間の間隙に挿通されるものであり、2回目の束ストランド1は、撚りの第2旋回目部分における撚りストランドD・E間から撚りストランドB・C間の間隙に挿通されるものであり、3回目の束ストランド1は、撚りの第3旋回目部分における撚りストランドA・B間から撚りストランドE・F間の間隙に挿通されるものである。
【0100】
従って、撚りの第1旋回目部分の上手側に、撚りの第2旋回目部分があり、更にその上手側に撚りの第3旋回目部分が位置し、各旋回目毎に1組目の束ストランド1が挿通される。
【0101】
かかる手順は、2組目の束ストランド2においても同じように撚りの第1旋回目部分、第2旋回目部分、第3旋回目部分にそれぞれ挿通される。
【0102】
以下、3組目以下も同じように6組目までの束ストランド3〜6が各旋回目部分に挿通されて、各組の束ストランド3〜6の3回のかご差し作業が完了する。
【0103】
IV-a1.[巻差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「巻差し方法」による作業で撚りストランド間に挿通する。
【0104】
すなわち、ワイヤロープの撚りと同じ方向に巻いていく巻差し方法を1回のみ実施する巻差し工程を行う。図5に示すのは1回のみ行う巻差し方法による各組の束ストランド1〜6の挿通状態である。以下詳説する。
【0105】
(1)例えば、図5に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0106】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0107】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0108】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0109】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0110】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0111】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0112】
V-a1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、かご差し、巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0113】
VI-a1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図6参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0114】
VII-a1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う(図6参照)。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0115】
VIII-a1.[巻差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図6に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0116】
(1)例えば、図6に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0117】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0118】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0119】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0120】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0121】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0122】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0123】
次に、同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目の巻差し方法による作業が行われる。図7を基に詳説する。
【0124】
(1)例えば、図7に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0125】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0126】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0127】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0128】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0129】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0130】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0131】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0132】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0133】
IX-a1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0134】
例えば、図8に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0135】
なお、図8で説明した6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0136】
以上のI-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0137】
[第2実施形態]
本発明の第2実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0138】
なお、本願発明の第2実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、IV-b1.かご差しの第2編み込み工程と、V-b1.細束ストランド形成工程と、VI-b1.第1細束切断工程と、VII-b1.第1細束先端押込み工程と、VIII-b1.巻差しの第3半差し編み込み工程と、IX-b1.第2細束切断工程と第2細束先端押込み工程とにおいて異なることとなることとなる。
【0139】
本願発明の第2実施形態の玉掛索製造方法における束ストランド形成工程〜かご差しの第1編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程と同一であり重複説明を省略する。
【0140】
IV-b1.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0141】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差し工程を行う(上記図3における説明の手順参照)。
【0142】
(1)例えば、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0143】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0144】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0145】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0146】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0147】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0148】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0149】
図9に示すように、6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0150】
V-b1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回のかご差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0151】
VI-b1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図10参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0152】
VII-b1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0153】
VIII-b1.[巻差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図10に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0154】
(1)例えば、図10に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0155】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0156】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0157】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0158】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0159】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0160】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0161】
次に、図11に示すように、上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目の巻差し方法による作業が行われる。
【0162】
そして、6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0163】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0164】
以上の巻差しの第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0165】
IX-b1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0166】
例えば、図12に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0167】
なお、図12で説明した6組の第2細束の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0168】
以上のI-a1〜III-a1、IV-b1〜IX-b1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0169】
[第3実施形態]
本発明の第3実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0170】
なお、本願発明の第3実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、III-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程、V-c1.細束ストランド形成工程VI-c1.第1細束切断工程と、VII-c1.第1細束先端押込み工程と、VIII-c1.かご差しの第3半差し編み込み工程と、IX-c1.第2細束切断工程と第2細束先端押込み工程とにおいて異なることとなる。
【0171】
本願発明の第3実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜II-a1.準備作業工程と同一であり重複説明を省略する。
【0172】
III-c1.[巻差しの第1編み込み工程]
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通され準備作業工程が終了した後(図2参照)に、以下に示す巻差し方法による6組の各束ストランド1〜6の挿通作業が行われる。
【0173】
(1)例えば、図13に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。ここで通した束ストランド1を締め込む。
【0174】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。ここで通した束ストランド2を締め込む。
【0175】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。ここで通した束ストランド3を締め込む。
【0176】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。ここで通したストランド4を締め込む。
【0177】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。ここで通した束ストランド5を締め込む。
【0178】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜くと同時に、ストランドA〜Fの撚りを戻す。ここで通した束ストランド6を締め込む。
【0179】
このようにして1回目の6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0180】
次に、同じ手順(1)〜(6)で、2回目の巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0181】
さらに、同じ手順(1)〜(6)で、3回目の巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0182】
なお、1回目〜3回目の巻差し方法による挿通作業においては、1回目の束ストランド1は、ワイヤロープの撚りの第1旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものであり、2回目の束ストランド1は、撚りの第2旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものであり、3回目の束ストランド1は、撚りの第3旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものである。
【0183】
従って、撚りの第1旋回目部分の上手側に、撚りの第2旋回目部分があり、更にその上手側に撚りの第3旋回目部分が位置し、各旋回目毎に1組目の束ストランド1が挿通される。
【0184】
かかる手順は、2組目以下も同じように6組目までの束ストランド2〜6が各旋回目部分に挿通されて、各組の束ストランド2〜6の3回の巻差し作業が完了する。
【0185】
IV-c1.[巻差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「巻差し方法」による作業で撚りストランド間に挿通する。
【0186】
すなわち、ワイヤロープの撚りと同じ方向に巻いていく巻差し方法を1回のみ実施する巻差しの第2編み込み工程を行う。すなわち、上記同じ手順(1)〜(6)で、巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0187】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0188】
V-c1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回の巻差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0189】
VI-c1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図14参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0190】
VII-c1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0191】
VIII-c1.[かご差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0192】
(1)例えば、図14に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0193】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0194】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0195】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0196】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0197】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0198】
以上で6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0199】
次に、図15に示すように、上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目のかご差し方法による作業が行われる。
【0200】
そして、6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0201】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0202】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0203】
IX-c1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0204】
例えば、図16に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0205】
なお、図16で説明した6組の第2細束の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0206】
以上のI-a1〜II-a1、III-c1〜IX-c1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0207】
[第4実施形態]
本発明の第4実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0208】
なお、本願発明の第4実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を同様に行い、その後の工程において異なることとなる。すなわち、IV-d1.かご差しの第2編み込み工程が異なることとなる。次いで、上述した第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程と、VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程までの作業を同様に行なう。
【0209】
本願発明の第4実施形態の玉掛索製造方法における束ストランド形成工程及び準備作業工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と同一であり重複説明を省略する。
【0210】
IV-d1.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0211】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差しの第2編み込み工程を行う。
【0212】
(1)例えば、図17に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0213】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0214】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0215】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0216】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0217】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0218】
6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0219】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0220】
次に、上述した第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程と、VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程と同一の作業を行うこととなり重複説明を省略する。
【0221】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0222】
[第5実施形態]
本発明の第5実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0223】
なお、本願発明の第5実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜VII-a1.第1細束先端押込み工程を行ない、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e1.かご差しの第3半差し編み込み工程と、IX-e1.第2細線切断工程と第2細線先端押込み工程とにおいて異なることとなる。
【0224】
先ず、本願発明の第5実施形態の玉掛索製造方法における束ストランド形成工程〜第1細束先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜VII-a1.第1細束先端押込み工程と同一であり重複説明を省略する。
【0225】
VIII-e1.[かご差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図18に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0226】
(1)例えば、図18に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0227】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0228】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0229】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0230】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0231】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0232】
以上で6組の第2細束の細束ストランド1d〜6dは、かご差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0233】
次に、図19に示すように上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目のかご差し方法による作業が行われる。
【0234】
そして、6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0235】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0236】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0237】
IX-e1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0238】
例えば、図20に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0239】
なお、図20で説明した6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0240】
以上のI-a1〜VII-a1、VIII-e1〜IX-e1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0241】
[第6実施形態]
本発明の第6実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0242】
すなわち、本願発明の第6実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、続いて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、V-b1.細束ストランド形成工程と、VI-b1.第1細束切断工程と、VII-b1.第1細束先端押込み工程を同様に行い、さらに、第3実施形態の玉掛索製造方法におけるVIII-c1.かご差しの第3半差し編み込み工程と、IX-c1.第2細束切断工程と第2細束先端押込み工程を同様に行うようにしている。
【0243】
以上のI-a1〜III-a1、IV-b1〜VII-b1、VIII-e1〜IX-e1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0244】
[第7実施形態]
本発明の第7実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0245】
なお、本願発明の第7実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、さらに第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程まで同様に行う。
【0246】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0247】
[第8実施形態]
本発明の第8実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0248】
なお、本願発明の第8実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、V-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と、VIII-a2.巻差しの第3半差し編み込み工程と、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0249】
本願発明の第8実施形態の玉掛索製造方法における束ストランド形成工程〜巻差しの第2編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程と同一であり重複説明を省略する。なお、第7実施形態においては、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0250】
V-a2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を第1細束としての内層線の細束ストランド1a〜6aと、第2細束としての外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。一般にストランド単体を構成する複合線は、内外層線の多層線よりなり、これらを内層線、外層線と称しており、ここでは、これら内外層線に分別する作業を行う。
【0251】
VI-a2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する内層線としての第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図21、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。図48中、符号145はスパイキである。
【0252】
VII-a2.[内層線としての第1細束先端押込み工程]
切断された6組の内層線としての第1細束の細束ストランド1a〜6aの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0253】
VIII-a2.[巻差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図21に示すように1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0254】
(1)例えば、図21に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0255】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0256】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0257】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0258】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0259】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0260】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0261】
次に、同じ手順で6組の外層線の細束ストランド1b〜6bの2回目の巻差し方法による作業が行われる。図22を基に詳説する。
【0262】
(1)例えば、図22に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0263】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0264】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0265】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0266】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0267】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0268】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0269】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0270】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0271】
IX-a2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0272】
例えば、図23に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0273】
なお、図23で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0274】
以上のI-a1〜IV-a1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0275】
[第9実施形態]
本発明の第9実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0276】
なお、本願発明の第9実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、IV-b2.かご差しの第2編み込み工程と、V-b2.細束ストランド形成工程と、VI-b2.内層線としての第1細束切断工程と、VII-b2.内層線としての第1細束端押込み工程と、VIII-b2.巻差しの第3半差し編み込み工程と、IX-b2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0277】
本願発明の第9実施形態の玉掛索製造方法における束ストランド形成工程〜かご差しの第1編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法と同一であり重複説明を省略する。
【0278】
IV-b2.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0279】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差し工程を行う(上記図3における説明の手順参照)。
【0280】
(1)例えば、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0281】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0282】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0283】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0284】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0285】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0286】
図9に示すように、6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0287】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0288】
V-b2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回のかご差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を第1細束としての内層線の細束ストランド1a〜6aと、第2細束としての外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。なお、第7実施形態においては、第6実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0289】
VI-b2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する内層線としての第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図24、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0290】
VII-b2.[内層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0291】
VIII-b2.[巻差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、図24に示すように、1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0292】
(1)例えば、図24に示すように、1組目の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0293】
(2)2組目の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0294】
(3)3組目の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0295】
(4)4組目の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0296】
(5)5組目の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0297】
(6)6組目の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0298】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0299】
次に、図25に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目の巻差し方法による作業が行われる。
【0300】
そして、6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0301】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0302】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0303】
IX-b2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0304】
例えば、図26に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0305】
なお、図26で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0306】
以上のI-a1〜III-a1、IV-b2〜IX-b2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0307】
[第10実施形態]
本発明の第10実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0308】
なお、本願発明の第10実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、V-c2.細束ストランド形成工程と、VI-c2.内層線としての第1細束切断工程と、VII-c2.内層線としての第1細束先端押込み工程と、VIII-c2.かご差しの第3半差し編み込み工程と、IX-c2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0309】
本願発明の第10実施形態の玉掛索製造方法における束ストランド形成工程及び巻差しの第2編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法のIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と同一であり重複説明を省略する。
【0310】
V-c2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回の巻差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を内層線の細束ストランド1a〜6aと、外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。一般にストランド単体を構成する複合線は、内外層線の多層線よりなり、これらを内層線、外層線と称しており、ここでは、これら内外層線に分別する作業を行う。なお、第9実施形態においては、第7実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0311】
VI-c2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図27、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0312】
VII-c2.[内層線としての第1細束先端押込み工程]
切断された6組の内層線としての第1細束の細束ストランド1a〜6aの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0313】
VIII-c2.[かご差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図27に示すように1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0314】
(1)例えば、図27に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0315】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0316】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0317】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0318】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0319】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Fの間に抜く。
【0320】
以上で6組の外層線の細束ストランド1b〜6bは、かご差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0321】
次に、同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0322】
(1)例えば、図28に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0323】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0324】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0325】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0326】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0327】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0328】
そして、6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0329】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0330】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0331】
IX-c2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0332】
例えば、図29に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0333】
なお、図29で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0334】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-c2〜IX-c2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0335】
[第11実施形態]
本発明の第11実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0336】
なお、本願発明の第11実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を行い、続いて、第4実施形態の玉掛索製造方法におけるIV-d1.かご差しの第2編み込み工程を行い、次いで、上述した第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程、VI-a2.内層線としての第1細束切断工程、VII-a2.内層線としての第1細束先端押込み工程、VIII-a2.巻差しの第3半差し編み込み工程、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程まで同様に行なう。
【0337】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0338】
[第12実施形態]
本発明の第12実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、まき差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0339】
なお、本願発明の第12実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.まき差しの第2編み込み工程まで同様に行い、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e2.かご差しの第3半差し編み込み工程と、IX-e2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0340】
本願発明の第12実施形態の玉掛索製造方法における束ストランド形成工程〜内層線としての第1細束先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.まき差しの第2編み込み工程及び第8実施形態の玉掛索製造方法のV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と同一であり重複説明を省略する。なお、第12実施形態においては、第8実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0341】
VIII-e2.[かご差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0342】
(1)例えば、図30に示すように、1組目の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0343】
(2)2組目の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0344】
(3)3組目の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0345】
(4)4組目の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランE・Fの間を抜く。
【0346】
(5)5組目の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0347】
(6)6組目の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0348】
以上で6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0349】
次に、図31に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0350】
そして、6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0351】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0352】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0353】
IX-e2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0354】
例えば、図32に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0355】
なお、図32で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0356】
以上のI-a1〜IV-a1、V-a2〜VII-a2、VIII-e2〜IX-e2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0357】
[第13実施形態]
本発明の第13実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0358】
なお、本願発明の第13実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、続いて、第9実施形態の玉掛索製造方法におけるIV-b2.かご差しの第2編み込み工程と、V-b2.細束ストランド形成工程と、VI-b2.内層線としての第1細束切断工程と、VII-b2.内層線としての第1細束端押込み工程まで同様に行い、第10実施形態の玉掛索製造方法におけるVIII-c2.かご差しの第3半差し編み込み工程と、IX-c2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程まで同様に行うこととなる。
【0359】
以上のI-a1〜III-a1、IV-b2〜VII-b2、VIII-c2〜IX-c2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0360】
[第14実施形態]
本発明の第14実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0361】
なお、本願発明の第14実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、さらに第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と、VIII-a2.巻差しの第3半差し編み込み工程と、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程を同様に行うこととなる。
【0362】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0363】
[第15実施形態]
本発明の第15実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0364】
なお、本願発明の第15実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程までを同等に行い、さらに第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-a3.外層線切断工程と、VII-a3.外層先端押込み工程と、VIII-a3.巻差しの第3半差し編み込み工程と、IX-a3.内層線切断工程と内層線先端押込み工程とにおいて異なることとなる。
【0365】
すなわち、上記第8実施形態におけるVI-a2〜IX-a2の各工程中、特に細束ストランド形成工程で内外層の細束ストランドに分別し、内層線の細束ストランド1a〜6aを先に切断し、切断部分の内層線トゲ6本を芯部領域の空隙11bに押し込み、その後に外層線の細束ストランド1b〜6bの巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行なうものであるが、以下の第15実施形態では、上記第8実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線の巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0366】
本願発明の第15実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法のV-a2.細束ストランド形成工程と同一であり重複説明を省略する。なお、第15実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0367】
VI-a3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図33、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0368】
VII-a3.[外層線としての第1細束先端押込み工程]
切断された6組の外層線としての第1細束の細束ストランド1b〜6bの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0369】
VIII-a3.[巻差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図33に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0370】
(1)例えば、図33に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0371】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0372】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0373】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0374】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0375】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0376】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0377】
次に、同じ手順で6組の内層線の細束ストランド1a〜6aの2回目の巻差し方法による作業が行われる。図34を基に詳説する。
【0378】
(1)例えば、図34に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0379】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0380】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0381】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0382】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0383】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0384】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0385】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0386】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0387】
IX-a3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0388】
例えば、図35に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0389】
なお、6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0390】
以上のI-a1〜IV-a1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0391】
[第16実施形態]
本発明の第16実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0392】
なお、本願発明の第16実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、さらに続けて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-b3.外層線としての第1細束切断工程と、VII-b3.外層線としての第1細束先端押込み工程と、VIII-b3.巻差しの第3半差し編み込み工程と、IX-b3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0393】
以下の第16実施形態では、上記第8実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線の巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0394】
先ず、本願発明の第16実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程及び第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程及び第6実施形態のV-a2.細束ストランド形成工程と同一であり重複説明を省略する。なお、第16実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0395】
VI-b3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図36参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0396】
VII-b3.[外層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0397】
VIII-b3.[巻差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図36に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0398】
(1)例えば、図36に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0399】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0400】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0401】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0402】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0403】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0404】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0405】
次に、図37に示すように、上記(1)〜(6)と同じ手順で6組の内層線の細束ストランド1a〜6aの2回目の巻差し方法による作業が行われる。
【0406】
そして、6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0407】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0408】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0409】
IX-b3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線(第2細束)先端押込み工程を行う。
【0410】
例えば、図38に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0411】
なお、図38で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0412】
以上のI-a1〜III-a1、IV-b1、V-a2、VI-b3〜IX-b3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0413】
[第17実施形態]
本発明の第17実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0414】
なお、本願発明の第17実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続けて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-c3.外層線としての第1細束切断工程と、VII-c3.外層線としての第1細束先端押込み工程と、VIII-c3.かご差しの第3半差し編み込み工程と、IX-c3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0415】
以下の第17実施形態では、上記第10実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線のかご差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0416】
本願発明の第17実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程、IV-c1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程までと同一であり重複説明を省略する。なお、第17実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0417】
VI-c3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図39参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0418】
VII-c3.[外層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0419】
VIII-c3.[かご差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図39に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0420】
(1)例えば、図39に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0421】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0422】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0423】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0424】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0425】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0426】
以上で6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0427】
次に、図40に示すように、上記(1)〜(6)と同じ手順で6組の内層線の細束ストランド1a〜6aの2回目のかご差し方法による作業が行われる。
【0428】
そして、6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0429】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0430】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0431】
IX-c3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0432】
例えば、図41に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0433】
なお、図41で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0434】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2、VI-c3〜IX-c3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0435】
[第18実施形態]
本発明の第18実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0436】
なお、本願発明の第18実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を行い、続いて、第4実施形態の玉掛索製造方法におけるIV-d1.かご差しの第2編み込み工程を行い、続いて、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、続いて、第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程、VII-a3.外層線としての第1細束先端押込み工程、VIII-a3.巻差しの第3半差し編み込み工程、IX-a3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程までの作業を同様に行なう。
【0437】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0438】
[第19実施形態]
本発明の第19実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0439】
なお、本願発明の第19実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、さらに続いて、第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程と、VII-a3.外層線としての第1細束先端押込み工程を行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e3.かご差しの第3半差し編み込み工程と、IX-e3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0440】
本願発明の第19実施形態の玉掛索製造方法における束ストランド形成工程〜外層先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程及び第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程〜VII-a3.外層線としての第1細束先端押込み工程までと同一であり重複説明を省略する。なお、第19実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0441】
VIII-e3.[かご差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0442】
(1)例えば、図42に示すように、1組目の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0443】
(2)2組目の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0444】
(3)3組目の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0445】
(4)4組目の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランE・Fの間を抜く。
【0446】
(5)5組目の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0447】
(6)6組目の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0448】
以上で6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0449】
次に、図43に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0450】
そして、6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0451】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0452】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0453】
IX-e3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0454】
例えば、図44に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0455】
なお、図44で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0456】
以上のI-a1〜IV-a1、V-a2、VI-a3〜VII-a3、VIII-e3〜IX-e3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0457】
[第20実施形態]
本発明の第20実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0458】
本願発明の第20実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、さらに続けて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、第16実施形態の玉掛索製造方法におけるVI-b3.外層線としての第1細束切断工程と、VII-b3.外層線としての第1細束先端押込み工程を行い、第17実施形態の玉掛索製造方法におけるVIII-c3.巻差しの第3半差し編み込み工程と、IX-c3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程と同一の作業を行う。
【0459】
以上のI-a1〜III-a1、IV-b1、V-a2、VI-b3〜VII-b3、VIII-c3〜IX-c3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0460】
[第21実施形態]
本発明の第21実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0461】
なお、本願発明の第21実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続けて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、さらに第15実施形態のの玉掛索製造方法におけるVI-a3.外層線切断工程と、VII-a3.外層先端押込み工程と、VIII-a3.巻差しの第3半差し編み込み工程と、IX-a3.内層線切断工程と内層線先端押込み工程まで同様に行うこととなる。
【0462】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【符号の説明】
【0463】
A〜F 撚りストランド
1〜6 束ストランド
1a〜6a 内層線の細束ストランド
1b〜6b 外層線の細束ストランド
1c〜6c 第1細束の細束ストランド
1d〜6d 第2細束の細束ストランド
7 心綱
11 ワイヤロープ
【技術分野】
【0001】
この発明は、ワイヤロープの端部側を輪状に丸く折り曲げてその折り曲げた端部の自由端をワイヤロープに連設固定してワイヤロープの先端にループ状の玉掛索を形成するトゲのないワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索に関する。
【背景技術】
【0002】
従来、金属製のワイヤロープは、数本ごとに金属素線を撚って形成したストランドという素線の束を更に多数撚ってロープとなるように構成している。
【0003】
そして、かかるワイヤロープを突起物に係合するためにはワイヤロープの先端に輪状のループ部を形成してこのループ部を突起物に係合する。
【0004】
従って、金属ワイヤロープの先端にはかかるループ部を形成して使用されることが多く、このループ形状を玉掛索と言っている。
【0005】
このようにループ部の玉掛索を形成する方法としては、まず、曲げられたワイヤロープの自由端をストランドの束毎に、すなわち、数本の金属素線を撚って形成した金属束毎にばらばらに解舒する。
【0006】
次いで、ワイヤロープのループ基端とすべき位置において鋭利なスパイキと呼ばれる針部材で撚られた各束ストランドの間に隙間をこじ開けて先ほどのばらばらにしたストランドのうちの一束目のストランドを差し込んで隙間から挿通する。
【0007】
このようにして、ばらばらにした各束ストランドを同じ様にして撚りストランドの異なる隙間に通していき、最終的には、すべてのばらばらにした各ストランドの自由端を、ワイヤロープのループ基端となるべき位置において形成されたストランド間隙に挿通する。これを数回繰り返すことを丸差し作業と称する。
【0008】
かかる丸差し作業が行われた後に間隙を挿通して突出した各束ストランド先端部を更に2組の細束に分岐し、その1組目の細束ストランドはワイヤロープ表面から所望の長さで切断すると共に、切断しない他の組の細束ストランドはそれぞれ異なるストランド間隙に挿通する。これを数回繰り返すことを半差し作業と称する。
【0009】
このようにして数回のストランド挿通作業を完了し間隙から突出した自由端を切断していくことによりワイヤロープのループ基端の連設固定作業を完了しループ状の玉掛索が出来上がる。
【0010】
すなわち、従来の手編み玉掛索の製作に使用されるワイヤロープは、心綱とその周囲に6組のストランドを六角状に配しこれを螺旋状に撚り込んで作られており、また、各ストランドは、内部側を構成する複数のワイヤ素線の束とから構成されている。
【0011】
一般に、ワイヤロープを用いて手編み玉掛索を製作する場合において、ワイヤロープの先端を折り返してループ状とする所謂アイ加工では、法規で定められた基準を守って、例えば、かご差しや巻差しなどと呼ばれる特定の編み込み方法を用いて作られる。
【0012】
折り返した先端側をワイヤロープを構成する6組の束ストランドと心綱とをバラバラに分け、先端部分が折り返される基側、すなわち、ループ部基端となるべき位置において撚り込まれた各撚りストランドの間に決められた順序で各ばらばらにした束ストランドの先端を通し決まった間から抜き出す。
【0013】
ループ部基端においてワイヤロープの本線表面から抜き出た6組のばらばらにした束ストランドの先端側を、編み込み方法の種類によって決まった順序で、撚りストランドの特定の間から通して、別の特定の間から抜き出す作業を最低3回以上繰り返す。
【0014】
3回以上繰り返した後、本線の表面から外部に出ている6組のばらばらの各ストランドの先端側を、各組毎に更に外層線の細束ストランドと内層線の細束ストランドとにそれぞれ識別して、二つの組に細分化し12組の細束ストランド先端自由端部を形成し、ワイヤロープの表面から外部に出ている6組の各内層線の細束ストランドのみをワイヤロープの表面位置で切断する。
【0015】
また、切断しなかった6組の各外層線の細束を前記の編み込み方法の種類に決まっている順序で、ワイヤロープの螺旋状に撚り込まれたストランドの特定の間から通して、別の特定の間から抜き出す作業を最低2回以上繰り返す(これを「半差し作業」という)。その後、ワイヤロープの表面から外部に出ている6組の各外層線の細束ストランドをワイヤロープの表面位置で切断する。
【0016】
なお、各束ストランド又は各外層線の細束ストランドをどの間から通して他のどの間から抜き出すかのこれらの作業手順は、編み込み方法の種類に決まっている。また、各工程の途中ではワイヤロープ表面はハンマで軽く均される。
【0017】
従来はこのような方法によりワイヤロープを用いて手編み玉掛索が作られている。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2006−69756号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
しかしながら、従来の一般的な玉掛索の形成作業では、ワイヤロープの表面位置で切断された各内層線や各外層線の細束ストランドは、複数の強度のあるワイヤ素線の集まりであるため、その切断部分の所謂トゲは鋭利になっており、トゲに手が直接触ると手の表面を切ったりして非常に危険である。しかも、トゲの箇所は6個の細束の内層線で6箇所、6個の細束の外層線も6箇所あり、分岐した12個の細束ストランドにより合計12箇所のトゲの箇所がワイヤロープの本線表面に分散しており、このため、ワイヤロープのループ部基端表面を掴む場合には手袋をはめないと危険であった。
【0020】
また、従来の手編み玉掛索においては、内層線及び外層線の細束は当初は本線表面のぎりぎりの位置で切断されているが、トゲの箇所が分散されている本線部分を何回も折り曲げたりするうちに、トゲが本線表面から次第に一部突出し、突出するトゲは場合によっては手袋を裂いて手を切ることもあり、非常に危険であった。
【0021】
このように玉掛索における最大の問題は、ばらばらにした複数の束ストランドの自由端をスパイキで形成した撚りストランドの間隙から挿通して引出し先端を切断するため、ワイヤロープ周面から切断部分が突出し作業中に解舒ストランドの切断部分先端が鋭利となり作業中に作業員がケガするという危険があり、更には、最終的に完成した玉掛索のループ基端にストランドの切断自由端が突出しているためワイヤロープの玉掛索を使用する使用者にも非常に危険であったということにある。
【0022】
例えば、ストランドの突出自由端がワイヤロープ周面から突出しないようなアイスプライス端部の処理方法が特許文献1に記載されている。
【0023】
かかる特許文献1に記載されたアイスプライス端部の処理方法は、束ストランドの切断先端、いわゆるトゲがワイヤロープ周面から突出しないようにワイヤロープの中心部に形成された芯部空隙に押込む技術が開示されているが、ワイヤロープの玉掛索の使用中に徐々に押込まれたトゲが撚りストランドの間からワイヤロープ周面に突出するおそれがあった。
【0024】
そこで、本願の発明者は、玉掛索のループ基端に最後に挿通したストランドの自由端がワイヤロープの使用中に徐々に表面から突出しないようにしてワイヤロープの使用者の安全を確保できるトゲのないワイヤロープの玉掛索製造方法を開発した。
【0025】
すなわち、本願発明は、ループ基端のワイヤロープ表面にストランドの自由端が突出することなく一定の品質を維持しながら端部側に玉掛索を形成したワイヤロープを製作することのできるワイヤロープの玉掛索製造方法及びトゲのないワイヤロープの玉掛索を提供することを目的とする。
【課題を解決するための手段】
【0026】
上記目的を達成するために、請求項1に記載の発明は、予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程と、第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程と、第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、2組或は3組ずつ束ねてワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなるトゲのないワイヤロープの玉掛索製造方法とした。
【0027】
請求項2に記載の発明は、請求項1に記載の発明において、第1編み込み工程では、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程では、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程では、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0028】
請求項3に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0029】
請求項4に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0030】
請求項5に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0031】
請求項6に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0032】
請求項7に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0033】
請求項8に記載の発明は、請求項1に記載の発明において、第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0034】
請求項9に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0035】
請求項10に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0036】
請求項11に記載の発明は、請求項1〜8の何れか1項に記載の発明において、細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなるトゲのないワイヤロープの玉掛索製造方法。
【0037】
請求項12に記載の発明は、請求項1〜11の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索とした。
【発明の効果】
【0038】
請求項1に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドや細束ストランドを撚りストランド間に挿通するに際し、まず、ワイヤロープの撚りと同じ方向又は逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、ワイヤロープの撚りと同じ方向又は逆の方向に沿って束ストランドを編み込んでいき、その後、それぞれ2組の細束に分別し第1細束と第2細束とに分別した後の第2細束は、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。
従って、束ストランドや細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態又は同じ方向に巻回した巻差し状態で束ストランドや細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランドや細束ストランド又は/及び螺旋状に巻回した束ストランドや細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドや細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は/及び螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
さらに、細束ストランド切断先端部を2組或は3組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤロープの外部への突出できなくする効果がある。また、上記のように束ねることにより、2組或は3組の細束ストランド切断先端部同士を一体化して、ばらけないようにすることで、細束ストランド切断先端部が芯部領域の周囲の編み目から単線化して再突出しない効果がある。
そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤロープの長手方向に揃えてワイヤロープの外部への突出を防止する効果がある。
【0039】
請求項2に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態及び同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、さらに、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0040】
請求項3に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と同じ方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態で束ストランドや撚りの方向と同じ方向に巻回した巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目及び螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0041】
請求項4に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランド及び細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部及び細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに、逆の方向に交差したかご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び網目状になって交差した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランド及び網目状に交差した細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目及び網目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0042】
請求項5に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した状態及び逆の方向に交差した状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれ編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び網目状になって交差した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランドの切断先端部や細束ストランドの切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、さらに、網目状になって交差した束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランドの切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0043】
請求項6に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚りと逆の方向に沿って第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態及び同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらにかご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランド及び螺旋状に巻回した束ストランド及び網目状になって交差した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランドや細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、さらに、螺旋状に巻回した束ストランドも縮小し、すなわち、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0044】
請求項7に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと逆の方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと逆の方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と逆の方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差したかご差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに、かご差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した束ストランドや細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した束ストランド及び細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0045】
請求項8に記載の発明によれば、ワイヤロープのループ基端部において、束ストランドを撚りストランド間に挿通するに際し、まず、第1編み込み工程においては、ワイヤロープの撚りと同じ方向の撚りに沿って束ストランドを撚りストランド間に挿通して編み込んでいき、この作業を複数回行い、次いで、第2編み込み工程において、ワイヤロープの撚りと同じ方向に沿って束ストランドを編み込んでいき、第3半差し編み込み工程において、ワイヤロープの撚り方向と同じ方向に第2細束よりなる6組の細束ストランドを編み込んで行くものである。
従って、束ストランドや第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域中に押込んだ束ストランドの切断先端部や細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と同じ方向に巻回した巻差し状態で束ストランドが編み込まれ編込み収納部を形成し、さらに巻差し状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、螺旋状に巻回した束ストランド及び螺旋状に巻回した細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部や細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、螺旋状に巻回した束ストランドや細束ストランドも縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0046】
請求項9に記載の発明によれば、その後、第1細束と第2細束とに分割した後の第2細束は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、第2細束の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ第2細束の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で第2細束の細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した第2細束の細束ストランド又は螺旋状に巻回した第2細束の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランドの切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した第2細束の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した第2細束の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0047】
請求項10に記載の発明によれば、その後、内層線と外層線とに分別した後の外層線は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、外層線の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した外層線の細束ストランド又は螺旋状に巻回した外層線の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した外層線の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した外層線の細束ストランドが縮小することで、引張り応力や曲げ応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域の空隙に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0048】
請求項11に記載の発明によれば、その後、内層線と外層線とに分別した後の内層線は、第3半差し編み込み工程において、ワイヤロープの撚りと同じ方向又は逆の方向で撚りストランド間に挿通して編み込んでいくものである。従って、内層線の細束ストランドの編み込みにより、ワイヤロープの芯部領域の空隙中に押込んだ内層線の細束ストランドの切断先端部を格納するための、ワイヤロープの撚りの方向と逆の方向に交差した状態又は同じ方向に巻回した状態で内層線の細束ストランドが編み込まれて編込み収納部を形成することになる。
すなわち、網目状になって交差した内層線の細束ストランド又は螺旋状に巻回した内層線の細束ストランドが芯部領域の周囲を囲繞した編込み収納部により、細束ストランド切断先端部たるトゲを包み込んでワイヤロープの外部に突出できないように封止することができる効果がある。
そして、ワイヤロープの玉掛索として使用時に引張り応力や曲げ応力が掛かると、網目状になって交差した内層線の細束ストランドが縮小することで、引張り応力が大きいほど網目がより緊密に小さくなり、又は、螺旋状に巻回した内層線の細束ストランドが縮小することで、引張り応力が大きいほど螺旋状に巻回した目がより緊密に小さくなり、間隙のない円周状の側壁いわゆる編込み収納部を形成した状態になるため、編込み収納部における芯部領域に束ストランド切断先端部および2組或は3組に束ねた細束ストランド切断先端部たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる効果がある。
【0049】
請求項12に記載の発明によれば、トゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索であるため、心綱と共にストランドの自由端も芯部領域の空隙中に戻すことにより、ワイヤロープの表面にストランドの切断部分が突出することなく、しかも、芯部領域の空洞部分を埋めることになり、使用時の安全性と共にワイヤロープの鋼性及び強度を飛躍的に向上しうる効果がある。
【図面の簡単な説明】
【0050】
【図1】ワイヤロープの端部を示す分解斜視図である。
【図2】束ストランドをワイヤロープの撚りストランド間に通し抜き出す準備作業工程を示す図である。
【図3】第1実施形態におけるかご差しの第1編み込み工程を示す図である。
【図4】第1実施形態における第1編み込み工程終了後の状態を示す図である。
【図5】第1実施形態における巻差しの第2編み込み工程を示す図である。
【図6】第1実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図7】第1実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図8】第1実施形態における第2細束先端押込み工程を示す図である。
【図9】第2実施形態における第2編み込み工程終了後の状態を示す図である。
【図10】第2実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図11】第2実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図12】第2実施形態における第2細束先端押込み工程を示す図である。
【図13】第3実施形態における巻差しの第1編み込み工程を示す図である。
【図14】第3実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図15】第3実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図16】第3実施形態における第2細束先端押込み工程を示す図である。
【図17】第4実施形態におけるかご差しの第2編み込み工程を示す図である。
【図18】第5実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図19】第5実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図20】第5実施形態における第2細束先端押込み工程を示す図である。
【図21】第8実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図22】第8実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図23】第8実施形態における外層線先端押込み工程を示す図である。
【図24】第9実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図25】第9実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図26】第9実施形態における外層線先端押込み工程を示す図である。
【図27】第10実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図28】第10実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図29】第10実施形態における外層線先端押込み工程を示す図である。
【図30】第12実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図31】第12実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図32】第12実施形態における外層線先端押込み工程を示す図である。
【図33】第15実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図34】第15実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図35】第15実施形態における内層線先端押込み工程を示す図である。
【図36】第16実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図37】第16実施形態における巻差しの第3半差し編み込み工程を示す図である。
【図38】第16実施形態における内層線先端押込み工程を示す図である。
【図39】第17実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図40】第17実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図41】第17実施形態における内層線先端押込み工程を示す図である。
【図42】第19実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図43】第19実施形態におけるかご差しの第3半差し編み込み工程を示す図である。
【図44】第19実施形態における内層線先端押込み工程を示す図である。
【図45】他の準備作業工程を示す図である。
【図46】かご差し作業終了後のワイヤロープと細束ストランドの状態を示めす斜視図である。
【図47】1本の束ストランドを内外層線に分けた状態を示す斜視図である。
【図48】ワイヤロープの心綱にスパイキを差し入れた状態を示す斜視図である。
【図49】1組の細束ストランドをワイヤロープの本線に収納する状態を示す斜視図である。
【図50】本ワイヤロープ玉掛索製造方法で製造したトゲのない玉掛ワイヤロープを示す平面図である。
【発明を実施するための最良の形態】
【0051】
一般に、ワイヤロープを用いて手編み玉掛索を製作する方法として以下の技術が知られている。即ち、「巻差し方法」と「かご差し方法」が用いられる。このうち、「巻差し方法」は、ワイヤロープの先端をストランドの単位にばらばらに解舒して、そのストランドをワイヤロープの撚りストランドの間に通して、ワイヤロープの撚り方向と「同方向」に巻いていく方法である。
【0052】
「かご差し方法」は、ワイヤロープの先端をストランドの単位に解舒して、その束ストランドをワイヤロープの撚りストランドの間に通して、ワイヤロープの撚り方向と「反対方向」に巻いていく方法である。
【0053】
このように巻差し方法とかご差し方法とは、ワイヤロープの撚り方向と同一か反対かによって区別する。
【0054】
これら巻差し及びかご差しの作業を用いることで、後述する本発明のトゲのないワイヤロープの玉掛索製造方法を行なうこととなる。
【0055】
(1)本発明のトゲのないワイヤロープの玉掛索製造方法は、予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程を行なう。
次いで、第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程を行なう。
次いで、第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、ワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなる。
【0056】
さらに、本発明のトゲのないワイヤロープの玉掛索製造方法は、以下の(2)〜(10)の特徴を有している。
【0057】
(2)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0058】
(3)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0059】
(4)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0060】
(5)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0061】
(6)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0062】
(7)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる。
【0063】
(8)第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる。
【0064】
(9)細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなる。
【0065】
(10)細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる。
【0066】
(11)細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる。
【0067】
(12)上記(1)〜(11)のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索が完成することとした。
【0068】
以下、本願発明の玉掛索を製造する方法について図面に基づき説明する。
【0069】
[第1実施形態]
本発明の第1実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0070】
I-a1.[束ストランド形成工程]
束ストランド形成工程について説明する。図1に示すように、先ずワイヤロープ11の自由端部側に輪状のループ部12を作る。
【0071】
すなわち、ワイヤロープ11の先端側を折り返し、折り返した先端側でループ部12を構成すると同時に折り返したワイヤロープ11の先端部分において、6組の束ストランド1〜6とその中心にある心綱7とをばらばらに分ける。
【0072】
II-a1.[準備作業工程]
ここで、ワイヤロープ11の本線11aの撚りストランドA〜F内に各束ストランド1〜6を通す作業(いわゆるかご差し方法による束ストランド挿通作業)の前段階としての準備作業工程を行う。すなわち、この準備作業工程は、地差し法による口入れと称するものであり、6組の各束ストランド1〜6を図2に示すように、撚りストランドA〜Fの適宜の間にスパイキ145を入れて、撚りストランドA〜F間の間隙に挿通する。この作業を図3に基づき詳説する。この工程は次工程のかご差しの第1編み込み工程を行うためにばらばらの束ストランド1〜6の根元を撚りストランドA〜Fに係合し固定して束ストランドのかご差しが弛緩しないようにするためのものである。
【0073】
(1)束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の左を通して撚りストランドB・Cの間を抜く。
【0074】
(2)束ストランド2をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の左を通して撚りストランドC・Dの間を抜く。
【0075】
(3)束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の右を通して撚りストランドD・Eの間を抜く。
【0076】
(4)束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して心綱7の右を通して撚りストランドE・Fの間を抜く。ここで通したストランド4を締め込む。
【0077】
(5)撚りストランドA・Fの間から撚りストランドB・Cの間にスパイキを差してストランドA・Fの間に心綱7を入れる。
【0078】
(6)束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜くと同時に、ストランドA〜Fの撚りを戻す。
【0079】
(7)束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドA・Bの間に抜くと同時に、ストランドA〜Fの撚りを戻す。そして、ストランドA〜Fの撚りを戻した部分をハンマで軽く均す。
【0080】
図2を用いて説明した地差し方法は、束ストランドを4対2に分けて撚りストランドに挿通したが、その他に束ストランドを5対1に分けて行う地差し方法と、束ストランドを3対3に分けて行う地差し方法があり、これらの方法においても本実施形態のワイヤロープの玉掛索を得るための準備作業工程となり得る。
【0081】
他の実施例として上記地差し法による口入れ方法の他にフレミッシュ法による口入れ方法がある。ここでは、図45に基づきフレミッシュ法を詳説する。なお、フレミッシュ法には、束ストランドを3対3の2組に分けて行う方法と、4対2の2組に分けて行う方法の2種類があり、ここでは、束ストランドを3対3の2組に分けて行う方法について説明する。
【0082】
(1)例えば、ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0083】
(2)ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0084】
(3)ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0085】
(4)ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0086】
(5)ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0087】
(6)ストランド6をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間に抜く。
【0088】
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通された状態となりフレミッシュ法による口入れを完了する。
【0089】
III-a1.[かご差しの第1編み込み工程]
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通され準備作業工程が終了した後(図2参照)に、以下に示すかご差し方法による6組の各束ストランド1〜6の挿通作業が行われる。
【0090】
(1)例えば、図3に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。ここで通した束ストランド1を締め込む。
【0091】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。ここで通した束ストランド2を締め込む。
【0092】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。ここで通した束ストランド3を締め込む。
【0093】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。ここで通したストランド4を締め込む。
【0094】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。ここで通した束ストランド5を締め込む。
【0095】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜くと同時に、ストランドA〜Fの撚りを戻す。ここで通した束ストランド6を締め込む。
【0096】
このようにして1回目の6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。
【0097】
次に、同じ手順(1)〜(6)で、2回目のかご差し方法による挿通作業が行われ、6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。
【0098】
さらに、同じ手順(1)〜(6)で、3回目のかご差し方法による挿通作業が行われ、6組の束ストランド1〜6のかご差し方法による挿通作業が完了する。すなわち、図4に示すように、1組目の束ストランド1は、ワイヤロープ11の本線11a側の撚りストランドE・Fの間から抜き出し、さらに、2組目の束ストランド2は、ワイヤロープ11の本線11a側の撚りストランドA・Fの間から抜き出し、さらにまた、3組目の束ストランド3は、ワイヤロープ11の本線11a側の撚りストランドA・Bの間から抜き出し、さらに、4組目の束ストランド4は、ワイヤロープ11の本線11a側の撚りストランドB・Cの間から抜き出し、さらにまた、5組目の束ストランド5は、ワイヤロープ11の本線11a側の撚りストランドC・Dの間から抜き出し、さらに、6組目の束ストランド6は、ワイヤロープ11の本線11a側の撚りストランドD・Eの間から抜き出した態様となる。そして、この態様から、次の巻差しの第2編み込み工程を行う。
【0099】
なお、1回目〜3回目のかご差し方法による挿通作業においては、1回目の束ストランド1は、ワイヤロープの撚りの第1旋回目部分における撚りストランドA・B間から撚りストランドE・F間の間隙に挿通されるものであり、2回目の束ストランド1は、撚りの第2旋回目部分における撚りストランドD・E間から撚りストランドB・C間の間隙に挿通されるものであり、3回目の束ストランド1は、撚りの第3旋回目部分における撚りストランドA・B間から撚りストランドE・F間の間隙に挿通されるものである。
【0100】
従って、撚りの第1旋回目部分の上手側に、撚りの第2旋回目部分があり、更にその上手側に撚りの第3旋回目部分が位置し、各旋回目毎に1組目の束ストランド1が挿通される。
【0101】
かかる手順は、2組目の束ストランド2においても同じように撚りの第1旋回目部分、第2旋回目部分、第3旋回目部分にそれぞれ挿通される。
【0102】
以下、3組目以下も同じように6組目までの束ストランド3〜6が各旋回目部分に挿通されて、各組の束ストランド3〜6の3回のかご差し作業が完了する。
【0103】
IV-a1.[巻差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「巻差し方法」による作業で撚りストランド間に挿通する。
【0104】
すなわち、ワイヤロープの撚りと同じ方向に巻いていく巻差し方法を1回のみ実施する巻差し工程を行う。図5に示すのは1回のみ行う巻差し方法による各組の束ストランド1〜6の挿通状態である。以下詳説する。
【0105】
(1)例えば、図5に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0106】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0107】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0108】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0109】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0110】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0111】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0112】
V-a1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、かご差し、巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0113】
VI-a1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図6参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0114】
VII-a1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う(図6参照)。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0115】
VIII-a1.[巻差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図6に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0116】
(1)例えば、図6に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0117】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0118】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0119】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0120】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0121】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0122】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0123】
次に、同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目の巻差し方法による作業が行われる。図7を基に詳説する。
【0124】
(1)例えば、図7に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0125】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0126】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0127】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0128】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0129】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0130】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0131】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0132】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0133】
IX-a1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0134】
例えば、図8に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0135】
なお、図8で説明した6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0136】
以上のI-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0137】
[第2実施形態]
本発明の第2実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0138】
なお、本願発明の第2実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、IV-b1.かご差しの第2編み込み工程と、V-b1.細束ストランド形成工程と、VI-b1.第1細束切断工程と、VII-b1.第1細束先端押込み工程と、VIII-b1.巻差しの第3半差し編み込み工程と、IX-b1.第2細束切断工程と第2細束先端押込み工程とにおいて異なることとなることとなる。
【0139】
本願発明の第2実施形態の玉掛索製造方法における束ストランド形成工程〜かご差しの第1編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程と同一であり重複説明を省略する。
【0140】
IV-b1.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0141】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差し工程を行う(上記図3における説明の手順参照)。
【0142】
(1)例えば、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0143】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0144】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0145】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0146】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0147】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0148】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0149】
図9に示すように、6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0150】
V-b1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回のかご差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0151】
VI-b1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図10参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0152】
VII-b1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0153】
VIII-b1.[巻差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図10に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0154】
(1)例えば、図10に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0155】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0156】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0157】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0158】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0159】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0160】
以上で6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0161】
次に、図11に示すように、上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目の巻差し方法による作業が行われる。
【0162】
そして、6組の第2細束の細束ストランド1d〜6dは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0163】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0164】
以上の巻差しの第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0165】
IX-b1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0166】
例えば、図12に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0167】
なお、図12で説明した6組の第2細束の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0168】
以上のI-a1〜III-a1、IV-b1〜IX-b1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0169】
[第3実施形態]
本発明の第3実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0170】
なお、本願発明の第3実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、III-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程、V-c1.細束ストランド形成工程VI-c1.第1細束切断工程と、VII-c1.第1細束先端押込み工程と、VIII-c1.かご差しの第3半差し編み込み工程と、IX-c1.第2細束切断工程と第2細束先端押込み工程とにおいて異なることとなる。
【0171】
本願発明の第3実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜II-a1.準備作業工程と同一であり重複説明を省略する。
【0172】
III-c1.[巻差しの第1編み込み工程]
このように6組の各束ストランド1〜6がそれぞれ撚りストランドA〜F間に挿通され準備作業工程が終了した後(図2参照)に、以下に示す巻差し方法による6組の各束ストランド1〜6の挿通作業が行われる。
【0173】
(1)例えば、図13に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。ここで通した束ストランド1を締め込む。
【0174】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。ここで通した束ストランド2を締め込む。
【0175】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。ここで通した束ストランド3を締め込む。
【0176】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。ここで通したストランド4を締め込む。
【0177】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。ここで通した束ストランド5を締め込む。
【0178】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜くと同時に、ストランドA〜Fの撚りを戻す。ここで通した束ストランド6を締め込む。
【0179】
このようにして1回目の6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0180】
次に、同じ手順(1)〜(6)で、2回目の巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0181】
さらに、同じ手順(1)〜(6)で、3回目の巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0182】
なお、1回目〜3回目の巻差し方法による挿通作業においては、1回目の束ストランド1は、ワイヤロープの撚りの第1旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものであり、2回目の束ストランド1は、撚りの第2旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものであり、3回目の束ストランド1は、撚りの第3旋回目部分における撚りストランドC・D間から撚りストランドB・C間の間隙に挿通されるものである。
【0183】
従って、撚りの第1旋回目部分の上手側に、撚りの第2旋回目部分があり、更にその上手側に撚りの第3旋回目部分が位置し、各旋回目毎に1組目の束ストランド1が挿通される。
【0184】
かかる手順は、2組目以下も同じように6組目までの束ストランド2〜6が各旋回目部分に挿通されて、各組の束ストランド2〜6の3回の巻差し作業が完了する。
【0185】
IV-c1.[巻差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「巻差し方法」による作業で撚りストランド間に挿通する。
【0186】
すなわち、ワイヤロープの撚りと同じ方向に巻いていく巻差し方法を1回のみ実施する巻差しの第2編み込み工程を行う。すなわち、上記同じ手順(1)〜(6)で、巻差し方法による挿通作業が行われ、6組の束ストランド1〜6の巻差し方法による挿通作業が完了する。
【0187】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0188】
V-c1.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回の巻差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を更に2組の束に分割し、第1細束と第2細束とする。すなわち、第1細束の細束ストランド1c〜6cと、第2細束の細束ストランド1d〜6dとに2分割する細束ストランド形成工程を行う。
【0189】
VI-c1.[第1細束切断工程]
6組の束ストランド1〜6の第1細束の細束ストランド1c〜6cは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の第2細束、すなわち6組の細束ストランド1d〜6dを残す(図14参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0190】
VII-c1.[第1細束先端押込み工程]
切断された6組の第1細束の細束ストランド1c〜6cの先端切断部分、いわゆる第1細束トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0191】
VIII-c1.[かご差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0192】
(1)例えば、図14に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0193】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0194】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0195】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0196】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0197】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0198】
以上で6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0199】
次に、図15に示すように、上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目のかご差し方法による作業が行われる。
【0200】
そして、6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0201】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0202】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0203】
IX-c1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0204】
例えば、図16に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0205】
なお、図16で説明した6組の第2細束の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0206】
以上のI-a1〜II-a1、III-c1〜IX-c1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0207】
[第4実施形態]
本発明の第4実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0208】
なお、本願発明の第4実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を同様に行い、その後の工程において異なることとなる。すなわち、IV-d1.かご差しの第2編み込み工程が異なることとなる。次いで、上述した第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程と、VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程までの作業を同様に行なう。
【0209】
本願発明の第4実施形態の玉掛索製造方法における束ストランド形成工程及び準備作業工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と同一であり重複説明を省略する。
【0210】
IV-d1.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0211】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差しの第2編み込み工程を行う。
【0212】
(1)例えば、図17に示すように、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0213】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0214】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0215】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0216】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0217】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0218】
6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0219】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0220】
次に、上述した第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程と、VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程と同一の作業を行うこととなり重複説明を省略する。
【0221】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0222】
[第5実施形態]
本発明の第5実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0223】
なお、本願発明の第5実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜VII-a1.第1細束先端押込み工程を行ない、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e1.かご差しの第3半差し編み込み工程と、IX-e1.第2細線切断工程と第2細線先端押込み工程とにおいて異なることとなる。
【0224】
先ず、本願発明の第5実施形態の玉掛索製造方法における束ストランド形成工程〜第1細束先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜VII-a1.第1細束先端押込み工程と同一であり重複説明を省略する。
【0225】
VIII-e1.[かご差しの第3半差し編み込み工程]
突出したままのかかる第2細束の細束ストランド1d〜6dは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図18に示すように1組目〜6組目の第2細束の細束ストランド1d〜6dは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0226】
(1)例えば、図18に示すように、1組目の第2細束の細束ストランド1dをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0227】
(2)2組目の第2細束の細束ストランド2dをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0228】
(3)3組目の第2細束の細束ストランド3dをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0229】
(4)4組目の第2細束の細束ストランド4dをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0230】
(5)5組目の第2細束の細束ストランド5dをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0231】
(6)6組目の第2細束の細束ストランド6dをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0232】
以上で6組の第2細束の細束ストランド1d〜6dは、かご差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0233】
次に、図19に示すように上記(1)〜(6)と同じ手順で6組の第2細束の細束ストランド1d〜6dの2回目のかご差し方法による作業が行われる。
【0234】
そして、6組の第2細束の細束ストランド1d〜6dは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0235】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0236】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0237】
IX-e1.[第2細束切断工程及び第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の第2細束の細束ストランド1d〜6dを切断する第2細束切断工程を行う。切断した第2細束の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む第2細束先端押込み工程を行う。
【0238】
例えば、図20に示すように、6組の第2細束の各細束ストランド1d〜6dのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0239】
なお、図20で説明した6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0240】
以上のI-a1〜VII-a1、VIII-e1〜IX-e1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0241】
[第6実施形態]
本発明の第6実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0242】
すなわち、本願発明の第6実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、続いて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、V-b1.細束ストランド形成工程と、VI-b1.第1細束切断工程と、VII-b1.第1細束先端押込み工程を同様に行い、さらに、第3実施形態の玉掛索製造方法におけるVIII-c1.かご差しの第3半差し編み込み工程と、IX-c1.第2細束切断工程と第2細束先端押込み工程を同様に行うようにしている。
【0243】
以上のI-a1〜III-a1、IV-b1〜VII-b1、VIII-e1〜IX-e1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0244】
[第7実施形態]
本発明の第7実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、第1細束切断工程と、第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、第2細束切断工程と、第2細束先端押込み工程とよりなる。
【0245】
なお、本願発明の第7実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、さらに第1実施形態の玉掛索製造方法におけるV-a1.細束ストランド形成工程VI-a1.第1細束切断工程と、VII-a1.第1細束先端押込み工程と、VIII-a1.巻差しの第3半差し編み込み工程と、IX-a1.第2細束切断工程と第2細束先端押込み工程まで同様に行う。
【0246】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a1〜IX-a1の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0247】
[第8実施形態]
本発明の第8実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0248】
なお、本願発明の第8実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、V-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と、VIII-a2.巻差しの第3半差し編み込み工程と、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0249】
本願発明の第8実施形態の玉掛索製造方法における束ストランド形成工程〜巻差しの第2編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程と同一であり重複説明を省略する。なお、第7実施形態においては、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0250】
V-a2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を第1細束としての内層線の細束ストランド1a〜6aと、第2細束としての外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。一般にストランド単体を構成する複合線は、内外層線の多層線よりなり、これらを内層線、外層線と称しており、ここでは、これら内外層線に分別する作業を行う。
【0251】
VI-a2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する内層線としての第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図21、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。図48中、符号145はスパイキである。
【0252】
VII-a2.[内層線としての第1細束先端押込み工程]
切断された6組の内層線としての第1細束の細束ストランド1a〜6aの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0253】
VIII-a2.[巻差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図21に示すように1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0254】
(1)例えば、図21に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0255】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0256】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0257】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0258】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0259】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0260】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0261】
次に、同じ手順で6組の外層線の細束ストランド1b〜6bの2回目の巻差し方法による作業が行われる。図22を基に詳説する。
【0262】
(1)例えば、図22に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0263】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0264】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0265】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0266】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0267】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0268】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0269】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0270】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0271】
IX-a2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0272】
例えば、図23に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0273】
なお、図23で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0274】
以上のI-a1〜IV-a1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0275】
[第9実施形態]
本発明の第9実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0276】
なお、本願発明の第9実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、IV-b2.かご差しの第2編み込み工程と、V-b2.細束ストランド形成工程と、VI-b2.内層線としての第1細束切断工程と、VII-b2.内層線としての第1細束端押込み工程と、VIII-b2.巻差しの第3半差し編み込み工程と、IX-b2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0277】
本願発明の第9実施形態の玉掛索製造方法における束ストランド形成工程〜かご差しの第1編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法と同一であり重複説明を省略する。
【0278】
IV-b2.[かご差しの第2編み込み工程]
次いで、各組の束ストランド1〜6を「かご差し方法」による作業で撚りストランド間に挿通する。
【0279】
すなわち、ワイヤロープの撚りと逆の方向に巻いていくかご差し方法を1回のみ実施するかご差し工程を行う(上記図3における説明の手順参照)。
【0280】
(1)例えば、1組目の束ストランド1をワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0281】
(2)2組目の束ストランド2をワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0282】
(3)3組目の束ストランド3をワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0283】
(4)4組目の束ストランド4をワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0284】
(5)5組目の束ストランド5をワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0285】
(6)6組目の束ストランド6をワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0286】
図9に示すように、6組の束ストランド1〜6は、かご差しの方法による撚りストランドA〜Fへの挿通作業が完了する。
【0287】
このようにワイヤーロープの撚りストランドに束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0288】
V-b2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回のかご差し、1回のかご差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を第1細束としての内層線の細束ストランド1a〜6aと、第2細束としての外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。なお、第7実施形態においては、第6実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0289】
VI-b2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する内層線としての第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図24、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0290】
VII-b2.[内層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0291】
VIII-b2.[巻差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、図24に示すように、1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0292】
(1)例えば、図24に示すように、1組目の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0293】
(2)2組目の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0294】
(3)3組目の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0295】
(4)4組目の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0296】
(5)5組目の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0297】
(6)6組目の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0298】
以上で6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0299】
次に、図25に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目の巻差し方法による作業が行われる。
【0300】
そして、6組の外層線の細束ストランド1b〜6bは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0301】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0302】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0303】
IX-b2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0304】
例えば、図26に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0305】
なお、図26で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0306】
以上のI-a1〜III-a1、IV-b2〜IX-b2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0307】
[第10実施形態]
本発明の第10実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0308】
なお、本願発明の第10実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、V-c2.細束ストランド形成工程と、VI-c2.内層線としての第1細束切断工程と、VII-c2.内層線としての第1細束先端押込み工程と、VIII-c2.かご差しの第3半差し編み込み工程と、IX-c2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0309】
本願発明の第10実施形態の玉掛索製造方法における束ストランド形成工程及び巻差しの第2編み込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法のIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と同一であり重複説明を省略する。
【0310】
V-c2.[細束ストランド形成工程]
以上で6組の束ストランド1〜6は、3回の巻差し、1回の巻差しの各方法による撚りストランドA〜Fへの挿通作業が完了する。そして、束ストランド1〜6の各突出端を内層線の細束ストランド1a〜6aと、外層線の細束ストランド1b〜6bとに分別する細束ストランド形成工程を行う。一般にストランド単体を構成する複合線は、内外層線の多層線よりなり、これらを内層線、外層線と称しており、ここでは、これら内外層線に分別する作業を行う。なお、第9実施形態においては、第7実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0311】
VI-c2.[内層線としての第1細束切断工程]
6組の束ストランド1〜6の内層線の細束ストランド1a〜6aは、ワイヤロープ表面の位置で切断する第1細束切断工程を行い、6組の外層線、すなわち6組の細束ストランド1b〜6bを残す(図27、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0312】
VII-c2.[内層線としての第1細束先端押込み工程]
切断された6組の内層線としての第1細束の細束ストランド1a〜6aの先端切断部分、いわゆる内層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む内層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0313】
VIII-c2.[かご差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図27に示すように1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0314】
(1)例えば、図27に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0315】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0316】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0317】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0318】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0319】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Fの間に抜く。
【0320】
以上で6組の外層線の細束ストランド1b〜6bは、かご差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0321】
次に、同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0322】
(1)例えば、図28に示すように、1組目の外層線の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0323】
(2)2組目の外層線の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0324】
(3)3組目の外層線の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0325】
(4)4組目の外層線の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0326】
(5)5組目の外層線の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0327】
(6)6組目の外層線の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0328】
そして、6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0329】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0330】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0331】
IX-c2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0332】
例えば、図29に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0333】
なお、図29で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0334】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-c2〜IX-c2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0335】
[第11実施形態]
本発明の第11実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0336】
なお、本願発明の第11実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を行い、続いて、第4実施形態の玉掛索製造方法におけるIV-d1.かご差しの第2編み込み工程を行い、次いで、上述した第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程、VI-a2.内層線としての第1細束切断工程、VII-a2.内層線としての第1細束先端押込み工程、VIII-a2.巻差しの第3半差し編み込み工程、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程まで同様に行なう。
【0337】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0338】
[第12実施形態]
本発明の第12実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、まき差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0339】
なお、本願発明の第12実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.まき差しの第2編み込み工程まで同様に行い、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e2.かご差しの第3半差し編み込み工程と、IX-e2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0340】
本願発明の第12実施形態の玉掛索製造方法における束ストランド形成工程〜内層線としての第1細束先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.まき差しの第2編み込み工程及び第8実施形態の玉掛索製造方法のV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と同一であり重複説明を省略する。なお、第12実施形態においては、第8実施形態と同様に、第1細束を内層線とし、第2細束を外層線として説明を行う。
【0341】
VIII-e2.[かご差しの第3半差し編み込み工程]
突出したままのかかる外層線の細束ストランド1b〜6bは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、1組目〜6組目の外層線の細束ストランド1b〜6bは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0342】
(1)例えば、図30に示すように、1組目の細束ストランド1bをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0343】
(2)2組目の細束ストランド2bをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0344】
(3)3組目の細束ストランド3bをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0345】
(4)4組目の細束ストランド4bをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランE・Fの間を抜く。
【0346】
(5)5組目の細束ストランド5bをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0347】
(6)6組目の細束ストランド6bをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0348】
以上で6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0349】
次に、図31に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0350】
そして、6組の外層線の細束ストランド1b〜6bは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0351】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0352】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0353】
IX-e2.[外層線としての第2細束切断工程及び外層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の外層線の細束ストランド1b〜6bを切断する外層線としての第2細束切断工程を行う。切断した外層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む外層線としての第2細束先端押込み工程を行う。
【0354】
例えば、図32に示すように、6組の外層線の各細束ストランド1b〜6bのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0355】
なお、図32で説明した6組の外層線の細束ストランド1b〜6bを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の外層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0356】
以上のI-a1〜IV-a1、V-a2〜VII-a2、VIII-e2〜IX-e2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0357】
[第13実施形態]
本発明の第13実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0358】
なお、本願発明の第13実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、続いて、第9実施形態の玉掛索製造方法におけるIV-b2.かご差しの第2編み込み工程と、V-b2.細束ストランド形成工程と、VI-b2.内層線としての第1細束切断工程と、VII-b2.内層線としての第1細束端押込み工程まで同様に行い、第10実施形態の玉掛索製造方法におけるVIII-c2.かご差しの第3半差し編み込み工程と、IX-c2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程まで同様に行うこととなる。
【0359】
以上のI-a1〜III-a1、IV-b2〜VII-b2、VIII-c2〜IX-c2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0360】
[第14実施形態]
本発明の第14実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、内層線としての第1細束切断工程と、内層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、外層線としての第2細束切断工程と、外層線としての第2細束先端押込み工程とよりなる。
【0361】
なお、本願発明の第14実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、続いて第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程まで同様に行い、さらに第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程と、VI-a2.内層線としての第1細束切断工程と、VII-a2.内層線としての第1細束先端押込み工程と、VIII-a2.巻差しの第3半差し編み込み工程と、IX-a2.外層線としての第2細束切断工程と外層線としての第2細束先端押込み工程を同様に行うこととなる。
【0362】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2〜IX-a2の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0363】
[第15実施形態]
本発明の第15実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0364】
なお、本願発明の第15実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程までを同等に行い、さらに第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-a3.外層線切断工程と、VII-a3.外層先端押込み工程と、VIII-a3.巻差しの第3半差し編み込み工程と、IX-a3.内層線切断工程と内層線先端押込み工程とにおいて異なることとなる。
【0365】
すなわち、上記第8実施形態におけるVI-a2〜IX-a2の各工程中、特に細束ストランド形成工程で内外層の細束ストランドに分別し、内層線の細束ストランド1a〜6aを先に切断し、切断部分の内層線トゲ6本を芯部領域の空隙11bに押し込み、その後に外層線の細束ストランド1b〜6bの巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行なうものであるが、以下の第15実施形態では、上記第8実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線の巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0366】
本願発明の第15実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法のI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法のV-a2.細束ストランド形成工程と同一であり重複説明を省略する。なお、第15実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0367】
VI-a3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図33、図46及び図47参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0368】
VII-a3.[外層線としての第1細束先端押込み工程]
切断された6組の外層線としての第1細束の細束ストランド1b〜6bの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0369】
VIII-a3.[巻差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する巻差しの第3半差し編み込み工程を行う。すなわち、図33に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0370】
(1)例えば、図33に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0371】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0372】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0373】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0374】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0375】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0376】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0377】
次に、同じ手順で6組の内層線の細束ストランド1a〜6aの2回目の巻差し方法による作業が行われる。図34を基に詳説する。
【0378】
(1)例えば、図34に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0379】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0380】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間を抜く。
【0381】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0382】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0383】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0384】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0385】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0386】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0387】
IX-a3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0388】
例えば、図35に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む(図49参照)。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0389】
なお、6組の第2細束の細束ストランド1d〜6dを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の第2細束の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0390】
以上のI-a1〜IV-a1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0391】
[第16実施形態]
本発明の第16実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0392】
なお、本願発明の第16実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、さらに続けて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-b3.外層線としての第1細束切断工程と、VII-b3.外層線としての第1細束先端押込み工程と、VIII-b3.巻差しの第3半差し編み込み工程と、IX-b3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0393】
以下の第16実施形態では、上記第8実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線の巻差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0394】
先ず、本願発明の第16実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程及び第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程及び第6実施形態のV-a2.細束ストランド形成工程と同一であり重複説明を省略する。なお、第16実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0395】
VI-b3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図36参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断(図48参照)して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0396】
VII-b3.[外層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0397】
VIII-b3.[巻差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによる巻差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図36に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと同じ方向に巻回しながら挿通する。
【0398】
(1)例えば、図36に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドB・Cの間を抜く。
【0399】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドC・Dの間を抜く。
【0400】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0401】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドE・Fの間を抜く。
【0402】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドA・Fの間を抜く。
【0403】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Bの間に抜く。
【0404】
以上で6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0405】
次に、図37に示すように、上記(1)〜(6)と同じ手順で6組の内層線の細束ストランド1a〜6aの2回目の巻差し方法による作業が行われる。
【0406】
そして、6組の内層線の細束ストランド1a〜6aは、巻差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0407】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0408】
以上の第3半差し編み込み工程において、半差しにおける巻差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0409】
IX-b3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回の巻差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線(第2細束)先端押込み工程を行う。
【0410】
例えば、図38に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0411】
なお、図38で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0412】
以上のI-a1〜III-a1、IV-b1、V-a2、VI-b3〜IX-b3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0413】
[第17実施形態]
本発明の第17実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0414】
なお、本願発明の第17実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続けて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VI-c3.外層線としての第1細束切断工程と、VII-c3.外層線としての第1細束先端押込み工程と、VIII-c3.かご差しの第3半差し編み込み工程と、IX-c3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0415】
以下の第17実施形態では、上記第10実施形態の内層線と外層線との押し込み工程の順序を逆にして、先に外層線の細束ストランド1b〜6bを切断し、芯部領域の空隙11bに押し込み、その後に内層線のかご差しの第3半差し編み込み工程を行い、次いで切断して先端押込み工程を行うようにした。
【0416】
本願発明の第17実施形態の玉掛索製造方法における束ストランド形成工程〜細束ストランド形成工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程及び第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程、IV-c1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程までと同一であり重複説明を省略する。なお、第17実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0417】
VI-c3.[外層線としての第1細束切断工程]
6組の束ストランド1〜6の外層線の細束ストランド1b〜6bは、ワイヤロープ表面の位置で切断する外層線としての第1細束切断工程を行い、6組の内層線、すなわち6組の細束ストランド1a〜6aを残す(図39参照)。このとき、撚りストランドA〜F間から心綱7を引き出し切断して、同撚りストランドA〜Fの中心部の心綱7の一部を抜いた箇所に芯部領域の空隙11bを形成する。
【0418】
VII-c3.[外層線としての第1細束先端押込み工程]
切断された6組の細束ストランドの先端切断部分、いわゆる外層線トゲ6本は、撚りストランドA〜Fの中心部の心綱7の一部を抜いて生じた芯部領域の空隙11b中に押し込む外層線としての第1細束先端押込み工程を行う。このとき束ストランドが芯部領域の周囲を囲繞した編込み収納部により、ストランド切断先端部たるトゲを包み込んだ状態となる。
【0419】
VIII-c3.[かご差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込み工程を行う。すなわち、図39に示すように1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0420】
(1)例えば、図39に示すように、1組目の内層線の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランドE・Fの間を抜く。
【0421】
(2)2組目の内層線の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0422】
(3)3組目の内層線の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間を抜く。
【0423】
(4)4組目の内層線の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0424】
(5)5組目の内層線の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0425】
(6)6組目の内層線の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間に抜く。
【0426】
以上で6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0427】
次に、図40に示すように、上記(1)〜(6)と同じ手順で6組の内層線の細束ストランド1a〜6aの2回目のかご差し方法による作業が行われる。
【0428】
そして、6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0429】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0430】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0431】
IX-c3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0432】
例えば、図41に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0433】
なお、図41で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0434】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2、VI-c3〜IX-c3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0435】
[第18実施形態]
本発明の第18実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0436】
なお、本願発明の第18実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続いて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程を行い、続いて、第4実施形態の玉掛索製造方法におけるIV-d1.かご差しの第2編み込み工程を行い、続いて、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、続いて、第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程、VII-a3.外層線としての第1細束先端押込み工程、VIII-a3.巻差しの第3半差し編み込み工程、IX-a3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程までの作業を同様に行なう。
【0437】
以上のI-a1〜II-a1、III-c1、IV-d1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0438】
[第19実施形態]
本発明の第19実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0439】
なお、本願発明の第19実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、さらに続いて、第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程と、VII-a3.外層線としての第1細束先端押込み工程を行い、その後の各工程が次ぎのように異なる。すなわち、各工程は、VIII-e3.かご差しの第3半差し編み込み工程と、IX-e3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程とにおいて異なることとなる。
【0440】
本願発明の第19実施形態の玉掛索製造方法における束ストランド形成工程〜外層先端押込み工程までの説明については、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜IV-a1.巻差しの第2編み込み工程及び第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程及び第15実施形態の玉掛索製造方法におけるVI-a3.外層線としての第1細束切断工程〜VII-a3.外層線としての第1細束先端押込み工程までと同一であり重複説明を省略する。なお、第19実施形態においては、第1細束を外層線とし、第2細束を内層線として説明を行う。
【0441】
VIII-e3.[かご差しの第3半差し編み込み工程]
突出したままのかかる内層線の細束ストランド1a〜6aは、半差しによるかご差し方法による作業で撚りストランドA〜F間に挿通する第3半差し編み込みを行う。すなわち、1組目〜6組目の内層線の細束ストランド1a〜6aは、所定の撚りストランドA〜F間に、撚りと逆の方向に巻回しながら挿通する。
【0442】
(1)例えば、図42に示すように、1組目の細束ストランド1aをワイヤロープ11の本線11a側の撚りストランドD・Eの間から挿入して撚りストランドB・Cの間を抜く。
【0443】
(2)2組目の細束ストランド2aをワイヤロープ11の本線11a側の撚りストランドE・Fの間から挿入して撚りストランドC・Dの間を抜く。
【0444】
(3)3組目の細束ストランド3aをワイヤロープ11の本線11a側の撚りストランドA・Fの間から挿入して撚りストランドD・Eの間を抜く。
【0445】
(4)4組目の細束ストランド4aをワイヤロープ11の本線11a側の撚りストランドA・Bの間から挿入して撚りストランE・Fの間を抜く。
【0446】
(5)5組目の細束ストランド5aをワイヤロープ11の本線11a側の撚りストランドB・Cの間から挿入して撚りストランドA・Fの間を抜く。
【0447】
(6)6組目の細束ストランド6aをワイヤロープ11の本線11a側の撚りストランドC・Dの間から挿入して撚りストランドA・Bの間に抜く。
【0448】
以上で6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの1回目の挿通作業が完了する。
【0449】
次に、図43に示すように、上記(1)〜(6)と同じ手順で6組の外層線の細束ストランド1b〜6bの2回目のかご差し方法による作業が行われる。
【0450】
そして、6組の内層線の細束ストランド1a〜6aは、かご差しの各方法による撚りストランドA〜Fへの2回目の挿通作業が完了する。
【0451】
このようにワイヤーロープの撚りストランドに細束ストランドを編み込むことで編込み収納部が形成されることとなる。
【0452】
以上の第3半差し編み込み工程において、半差しにおけるかご差し作業は2回行われるが、特に2回に限定されるものではなく2回以上であってもよい。
【0453】
IX-e3.[内層線としての第2細束切断工程及び内層線としての第2細束先端押込み工程]
2〜3回のかご差しの作業が終了するとワイヤロープ表面位置において突出した6組の内層線の細束ストランド1a〜6aを切断する内層線としての第2細束切断工程を行う。切断した内層線の切断部分は、撚りストランドA〜Fの芯部領域の空隙11b中に押込む内層線としての第2細束先端押込み工程を行う。
【0454】
例えば、図44に示すように、6組の内層線の各細束ストランド1a〜6aのうち2組ずつを束ねて根元をテーピングし、新たに3組のテーピングストランド束を形成し、その後、テーピングの先端から突出した細束ストランドを切断して3組のテーピング束ストランドの先端部分を芯部領域の空隙11b内に差し込む。そして、外部に引出していた心綱7を芯部領域の空隙11bに戻す。この編込み収納部における芯部領域の空隙に2組に束ねたテーピング束ストランドの先端部分たるトゲを封じ込めてワイヤロープの外部に突出できないように完全に封入することができる。このとき、細束ストランドを2組ずつ束ねると、束ストランドの直径と略同一径となり、芯部領域の空隙からワイヤーロープの外部への突出できなくすることができる。そして、一旦外部に引出した切断芯線を、芯部領域の空隙に戻すことによりその空隙をなくし、2組或は3組に束ねた細束ストランド切断先端部たるトゲの方向をワイヤーロープの長手方向に揃えてワイヤーロープの外部への突出を防止することができる。
【0455】
なお、図44で説明した6組の内層線の細束ストランド1a〜6aを2本ずつ束ねて芯部領域の空隙11bに収めるようにしたが、6組の内層線の細束ストランドを3本ずつ束ねて芯部領域の空隙11bに収めるようにしてもよい。
【0456】
以上のI-a1〜IV-a1、V-a2、VI-a3〜VII-a3、VIII-e3〜IX-e3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0457】
[第20実施形態]
本発明の第20実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、かご差しの第1編み込み工程と、かご差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、かご差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0458】
本願発明の第20実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程〜III-a1.かご差しの第1編み込み工程まで同様に行い、さらに続けて、第2実施形態の玉掛索製造方法におけるIV-b1.かご差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程を行い、第16実施形態の玉掛索製造方法におけるVI-b3.外層線としての第1細束切断工程と、VII-b3.外層線としての第1細束先端押込み工程を行い、第17実施形態の玉掛索製造方法におけるVIII-c3.巻差しの第3半差し編み込み工程と、IX-c3.内層線としての第2細束切断工程と内層線としての第2細束先端押込み工程と同一の作業を行う。
【0459】
以上のI-a1〜III-a1、IV-b1、V-a2、VI-b3〜VII-b3、VIII-c3〜IX-c3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【0460】
[第21実施形態]
本発明の第21実施形態のトゲのないワイヤロープの玉掛索製造方法は、束ストランド形成工程と、準備作業工程と、巻差しの第1編み込み工程と、巻差しの第2編み込み工程と、細束ストランド形成工程と、外層線としての第1細束切断工程と、外層線としての第1細束先端押込み工程と、巻差しの第3半差し編み込み工程と、内層線としての第2細束切断工程と、内層線としての第2細束先端押込み工程とよりなる。
【0461】
なお、本願発明の第21実施形態のトゲのないワイヤロープの玉掛索製造方法は、上述した第1実施形態の玉掛索製造方法におけるI-a1.束ストランド形成工程、II-a1.準備作業工程まで同様に行い、さらに続けて、第3実施形態の玉掛索製造方法におけるIII-c1.巻差しの第1編み込み工程と、IV-c1.巻差しの第2編み込み工程と、第8実施形態の玉掛索製造方法におけるV-a2.細束ストランド形成工程まで同様に行い、さらに第15実施形態のの玉掛索製造方法におけるVI-a3.外層線切断工程と、VII-a3.外層先端押込み工程と、VIII-a3.巻差しの第3半差し編み込み工程と、IX-a3.内層線切断工程と内層線先端押込み工程まで同様に行うこととなる。
【0462】
以上のI-a1〜II-a1、III-c1〜IV-c1、V-a2、VI-a3〜IX-a3の各工程を経て、トゲなしのワイヤロープ玉掛索が完成する(図50参照)。
【符号の説明】
【0463】
A〜F 撚りストランド
1〜6 束ストランド
1a〜6a 内層線の細束ストランド
1b〜6b 外層線の細束ストランド
1c〜6c 第1細束の細束ストランド
1d〜6d 第2細束の細束ストランド
7 心綱
11 ワイヤロープ
【特許請求の範囲】
【請求項1】
予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、
束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、
第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程と、
第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、
細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、
第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、
第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程と、
第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、
第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、2組或は3組ずつ束ねてワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなる
ことを特徴とするトゲのないワイヤロープの玉掛索製造方法。
【請求項2】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項3】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項4】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項5】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項6】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項7】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項8】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項9】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項10】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項11】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項12】
請求項1〜11の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索。
【請求項1】
予め折り曲げられたワイヤロープ本体の自由端をストランド毎にばらばらに解舒してワイヤロープ先端部分に6組の束ストランドに形成する束ストランド形成工程と、
束ストランド形成工程終了後に、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第1編み込み工程と、
第1編み込み工程終了後に、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差し又はかご差しの何れか一方の第2編み込み工程と、
第2編み込み工程終了後に、突出した6組の各束ストランドの先端を更にそれぞれ2組の細束に分別し第1細束と第2細束として12組の細束ストランドを形成する細束ストランド形成工程と、
細束ストランド形成工程終了後に、第1細束よりなる6組の細束ストランドの突出先端を切断する第1細束切断工程と、
第1細束切断工程終了後に、切断した第1細束である6組の細束ストランドの先端をワイヤロープの撚り束ストランドの中心に形成された芯部領域中心に押込む第1細束先端押込み工程と、
第1細束先端押込み工程終了後に、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向又は逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差し又はかご差しの何れか一方の第3半差し編み込み工程と、
第3半差し編み込み工程終了後に、突出した第2細束たる6組の各細束ストランドの突出先端を切断する第2細束切断工程と、
第2細束切断工程終了後に、切断した第2細束たる6組の細束ストランドの先端を、2組或は3組ずつ束ねてワイヤロープの撚りストランドの中心の芯部領域の空隙中に押込む第2細束先端押込み工程とよりなる
ことを特徴とするトゲのないワイヤロープの玉掛索製造方法。
【請求項2】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項3】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項4】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項5】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項6】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項7】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行うかご差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と逆の方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行うかご差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項8】
第1編み込み工程は、ワイヤロープのループ部基端とすべき位置において、撚られた各ストランドの間に6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなり、
第2編み込み工程は、撚られた各ストランドの間に差し込んだ前記6組の束ストランドをそれぞれ別々にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を行う巻差しを行う工程よりなり、
第3半差し編み込み工程は、第2細束よりなる6組の細束ストランドをワイヤロープの撚られた各ストランドの間にワイヤロープの撚り方向と同じ方向に差し込んでワイヤロープ周面から突出させる編み込み作業を複数回行う巻差しを行う工程よりなる
ことを特徴とする請求項1に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項9】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を更に2組の束に分割し、第1細束と第2細束とし、合計で12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項10】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を第1細束としての内層線と第2細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項11】
細束ストランド形成工程は、突出した6組の各束ストランドの先端を第2細束としての内層線と第1細束としての外層線とに分別して12組の細束ストランドを形成する工程よりなる
ことを特徴とする請求項1〜8の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法。
【請求項12】
請求項1〜11の何れか1項に記載のトゲのないワイヤロープの玉掛索製造方法により製造したトゲのないワイヤロープの玉掛索。
【図1】


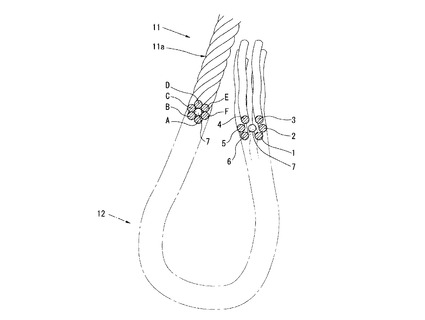
【図2】
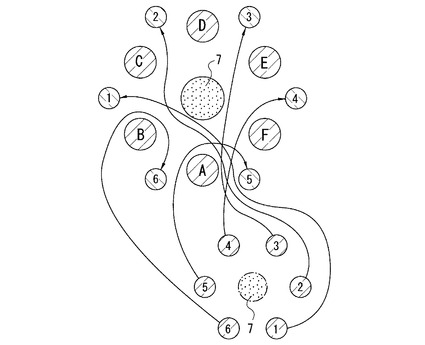
【図3】
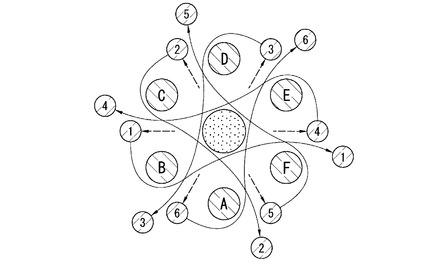
【図4】
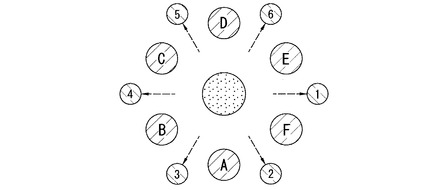
【図5】
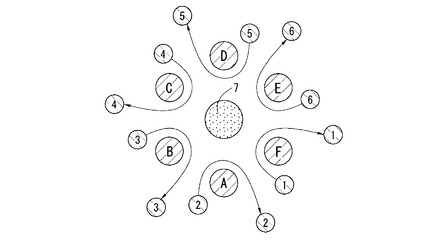
【図6】
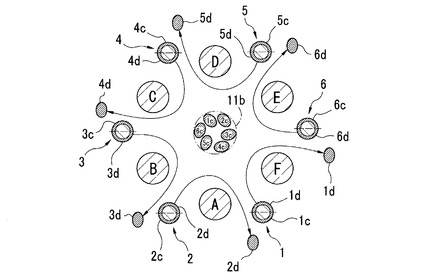
【図7】
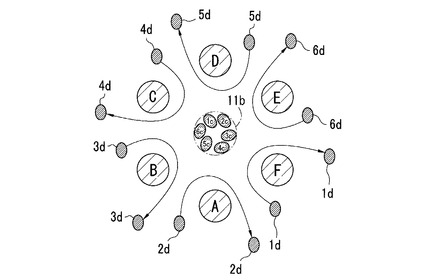
【図8】
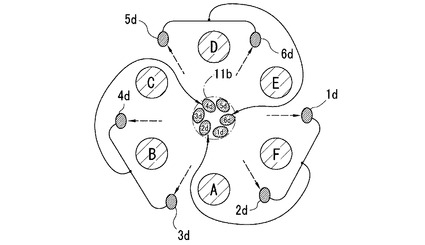
【図9】
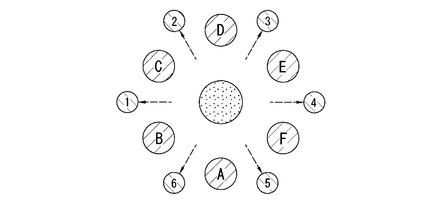
【図10】
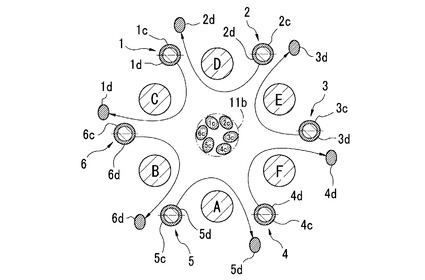
【図11】
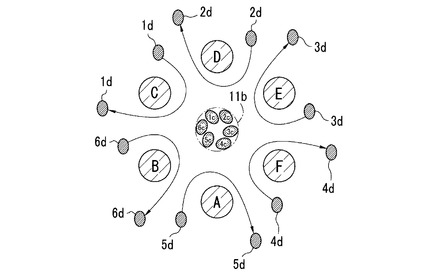
【図12】
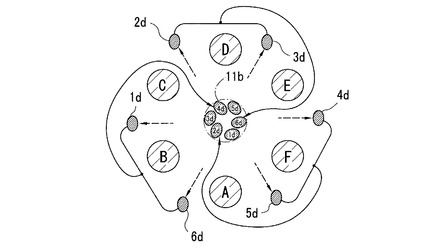
【図13】
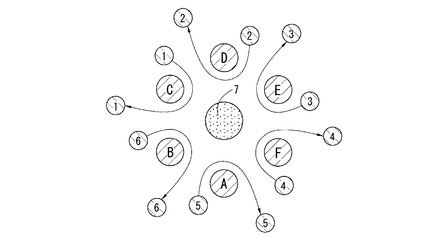
【図14】
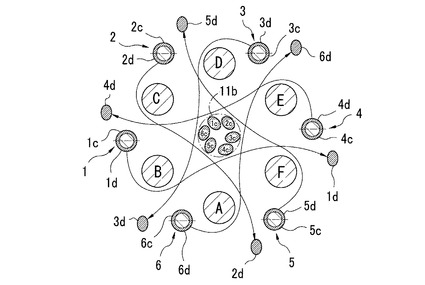
【図15】
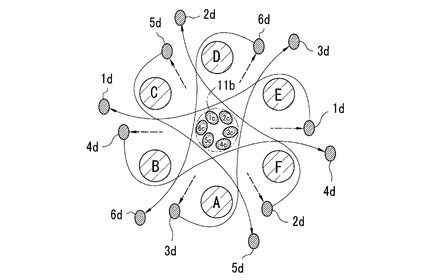
【図16】
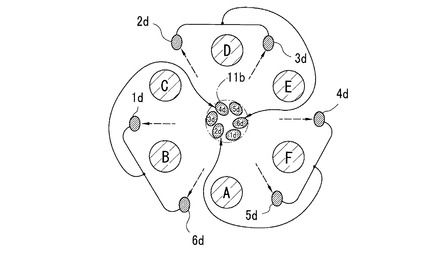
【図17】
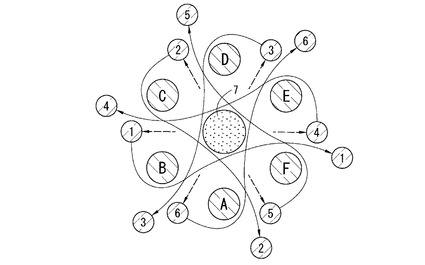
【図18】
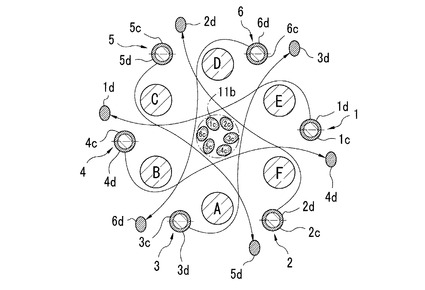
【図19】
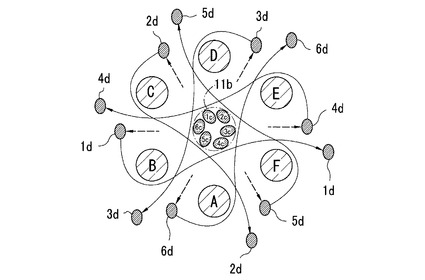
【図20】
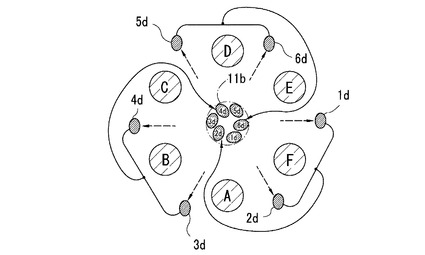
【図21】
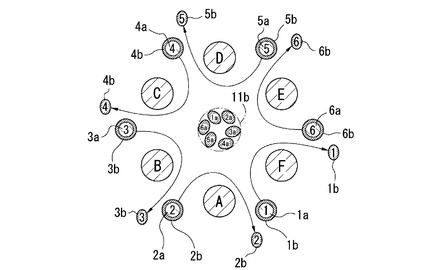
【図22】
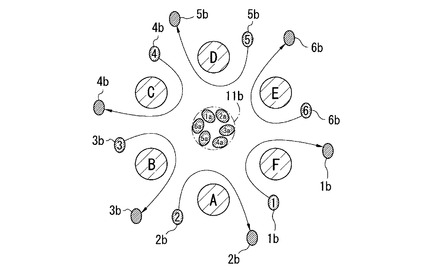
【図23】
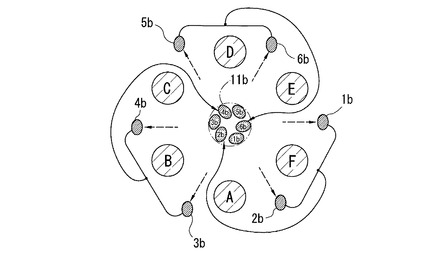
【図24】
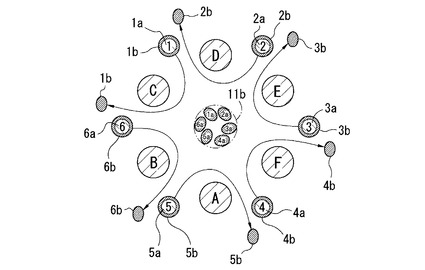
【図25】
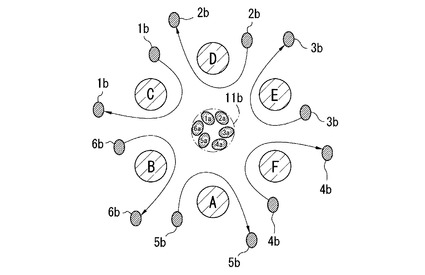
【図26】
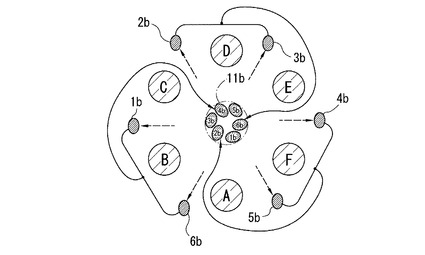
【図27】
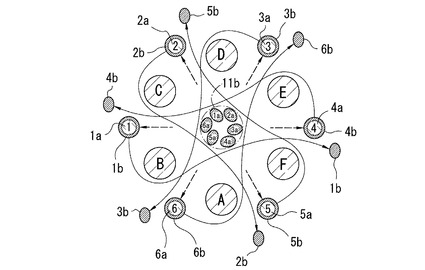
【図28】
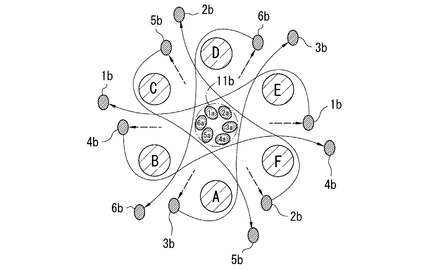
【図29】
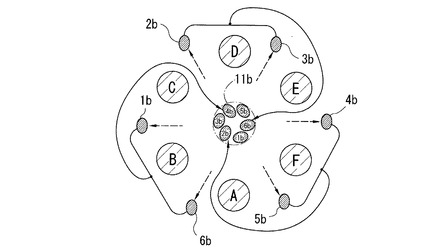
【図30】
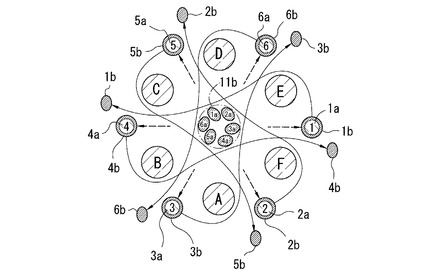
【図31】
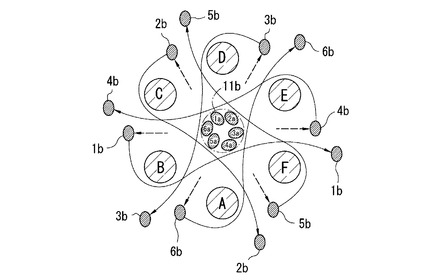
【図32】
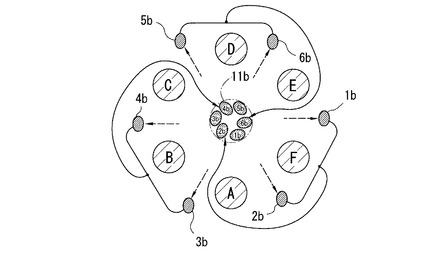
【図33】
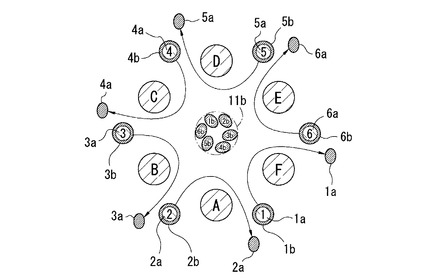
【図34】
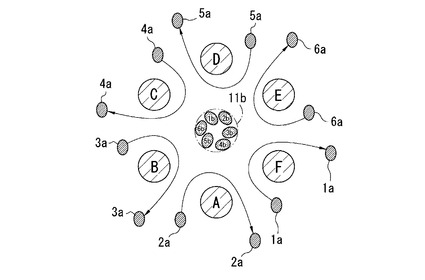
【図35】
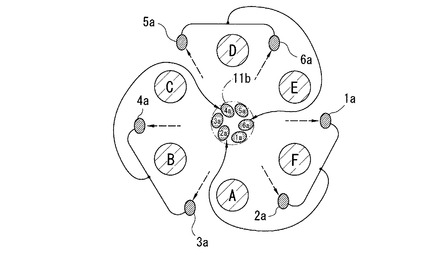
【図36】
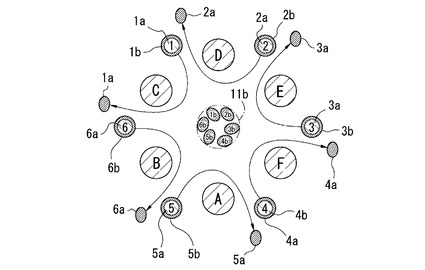
【図37】
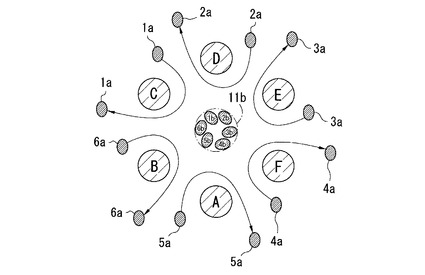
【図38】
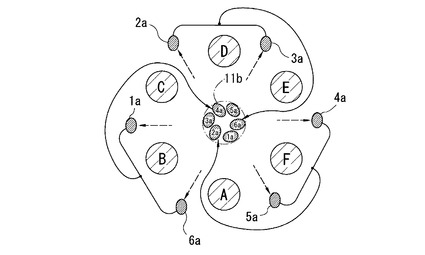
【図39】
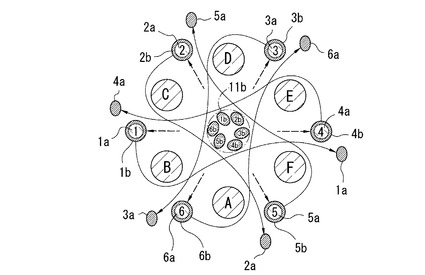
【図40】
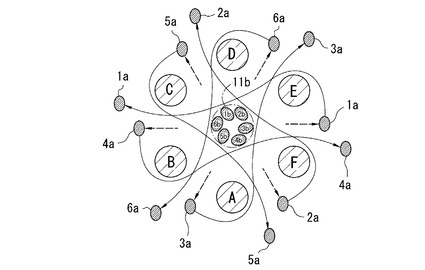
【図41】
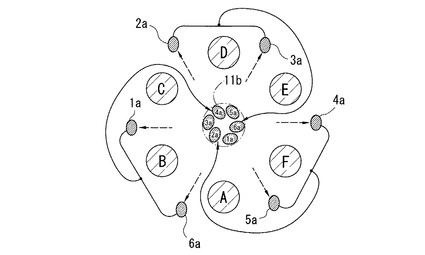
【図42】
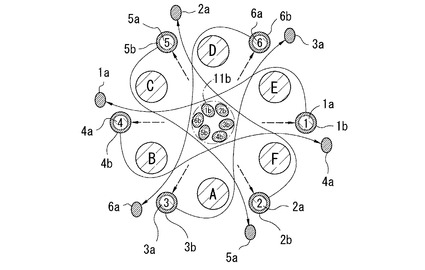
【図43】
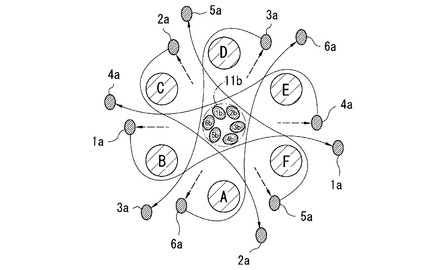
【図44】
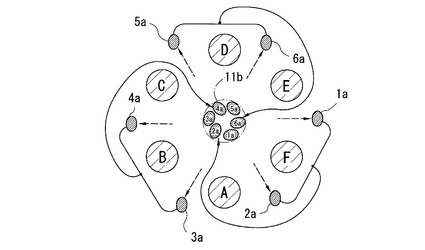
【図45】
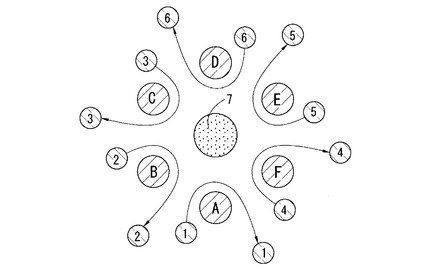
【図46】
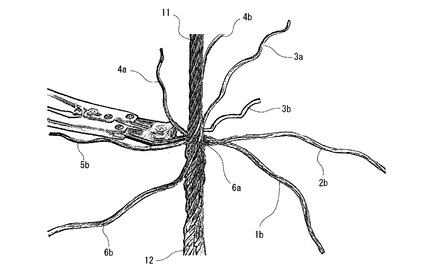
【図47】
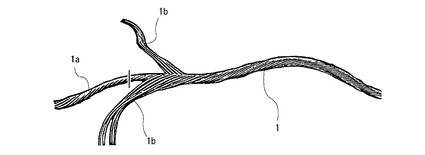
【図48】
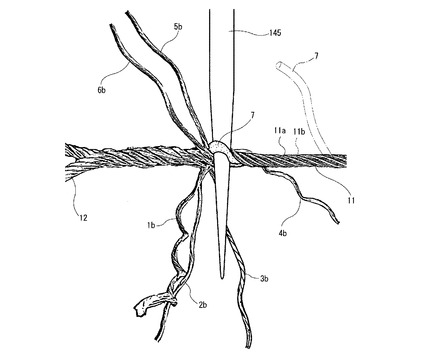
【図49】
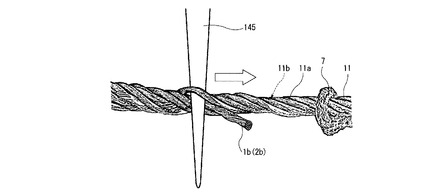
【図50】
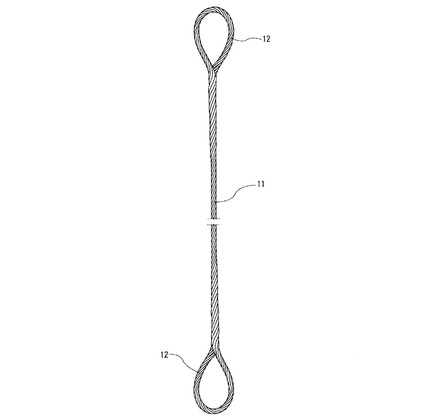
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【図48】
【図49】
【図50】
【公開番号】特開2011−68474(P2011−68474A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2009−222478(P2009−222478)
【出願日】平成21年9月28日(2009.9.28)
【出願人】(511005549)株式会社スタス (4)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成21年9月28日(2009.9.28)
【出願人】(511005549)株式会社スタス (4)
【Fターム(参考)】
[ Back to top ]