
トップに開口部を設けた横ガセット袋およびこれを用いた包装体の製造方法
【課題】自立性を有し、かつ再封止可能な大きな開口部を有し、かさばる内容物の取出しが容易な新規な包装袋ならびに、これを用いた包装体の製造方法を提案するものである。
【解決手段】基材層とシーラント層を有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、ヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部に再封止手段を有する。
【解決手段】基材層とシーラント層を有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、ヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部に再封止手段を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、直方体形状の軟包装袋に関し、特に上部にファスナーを備えた再封止可能な大開口部を有し、一定期間継続的に使用する用途に適した横ガセット袋およびこれを用いた包装体の製造方法に関する。
【背景技術】
【0002】
熱シール可能なシーラント層を内面に有する軟包装フィルムを対向させ、周縁をシールしてなる軟包装袋は、食品を初めとするさまざまな内容物を収納するための包装容器として使用されている。
【0003】
小袋に収納された菓子や、ふりかけ、ティーバッグ、ウェットティシューなど、一度に使い切らない製品を収納するための外袋としては、開封後の保存性を考慮してポリチャックなどのファスナーを用いた再封止可能な外袋が使用されることが多い。
【0004】
ファスナーは通常包装体の短辺に設けられることが多く、このため大きな開口部が得られず、物品を取出しにくいという問題があった。特許文献1に記載された包装体は、ウェットティシューを収納し、その取出しを容易にするために、長手方向のフラップ部にファスナーを配置し、折畳んだフラップ部を反転させることにより、広い開口を確保し、ウェットティシューの取出しを容易にしたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4416584号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載された包装体は、ウェットティシュー用の包装体として開発されたものであるため、平たい形状であり、自立性については特に考慮されていない。しかし内容物の形状によっては、ある程度の高さを必要とし、かつ自立性を必要とする包装袋が求められている。
【0007】
本発明の解決しようとする課題は、軟包装材料を用いた包装袋であり、自立性を有し、かつ再封止可能な大きな開口部を有し、かさばる内容物の取出しが容易な新規な包装袋ならびに、これを用いた包装体の製造方法を提案するものである。
【課題を解決するための手段】
【0008】
上記の課題を解決するための手段として、請求項1に記載の発明は、基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有することを特徴とするトップに開口部を設けた横ガセット袋である。
【0009】
また、請求項2に記載の発明は、前記再封止手段が、合成樹脂製のファスナーであることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋である。
【0010】
また、請求項3に記載の発明は、前記再封止手段が、対向面の両面に設けた感圧接着剤層であることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋である。
【0011】
また、請求項4に記載の発明は、内容物がティーバッグであることを特徴とする請求項1〜3のいずれか1項に記載のトップに開口部を設けた横ガセット袋である。
【0012】
また、請求項5に記載の発明は、基材層とシーラント層を少なくとも有する帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程、3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、トップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程、前記U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、前記U字状のコーナーシール部の未シール部を切り欠く工程、前記四角柱状の筒の天面および底面の左右いずれかの端部をV字状に折り込んでガセット部を形成し、前面および背面の端部と共に垂直なサイドシール部を形成した後、内容物を収納し、次いで天面および底面の他の端部をV字状に折り込んでガセット部を形成し、前面および背面の他の端部と共に垂直なサイドシール部を形成して右側面および左側面を形成すると共に包装袋を密封する工程の各工程からなることを特徴とする請求項1〜4のいずれか1項に記載のトップに開口部を設けた横ガセット袋を用いた包装体の製造方法である。
【発明の効果】
【0013】
本発明に係るトップに開口部を設けた横ガセット袋は、直方体近似形状の包装袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有するので、このヘムシール部が補強効果を発揮するため、厚さの薄い積層体を用いた場合であっても、自立性を有する容器を実現することができる。
【0014】
また、背面が天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しているため、横長の形状の開口部と相まって、開口部を大きく開くことができる。従って、大型の内容物であっても容易に取出すことができる。
【0015】
また、取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有するので、例えばティーバッグのように、ある程度の期間継続して使用するような用途に対して適している。
【0016】
再封止手段として合成樹脂製のファスナーを使用する場合には、トップシール部を形成する工程に合せてファスナーを取付けることができるので、包装袋の製造が容易である。
【0017】
また再封止手段として対向面の両面に感圧接着剤層を設けた場合においては、再封止がワンタッチで可能であり、使い勝手が良好な包装袋となる。
【0018】
請求項5に記載の製造方法によれば、帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状となし、3本のヘムシール部を連続的に形成して天面、前面
、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、およびトップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程の各工程を一連の連続した工程としてセットできるので、包装袋を効率的に製造することができる。
【図面の簡単な説明】
【0019】
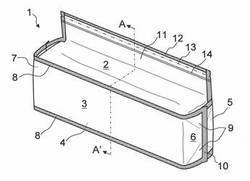
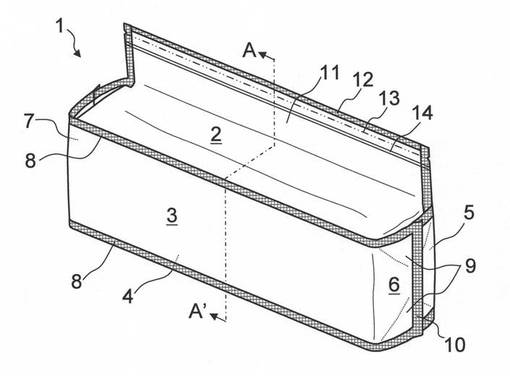
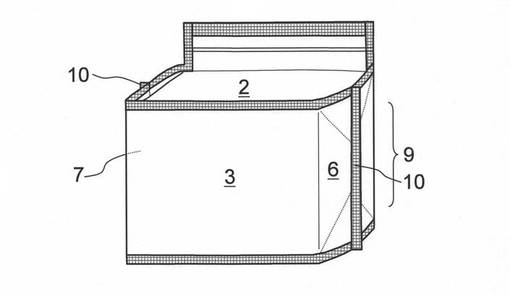
【図1】図1は、本発明に係るトップに開口部を設けた横ガセット袋の一実施態様を示した斜視図である。
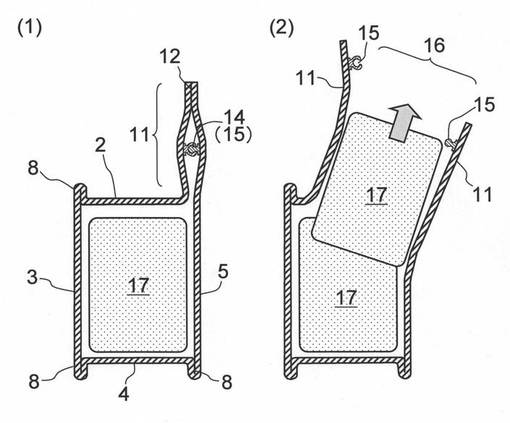
【図2】図2(1)は、図1のA−A’断面を示した断面模式図であり、図2(2)は、開口部を開いて内容物を取り出すところを示した断面説明図である。
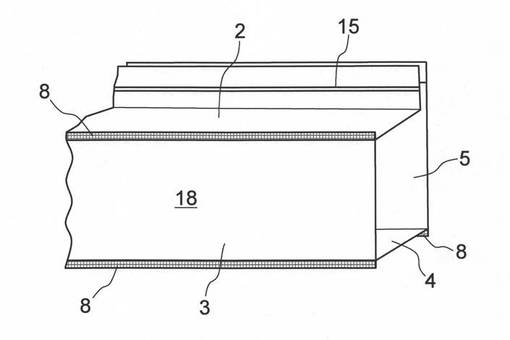
【図3】図3〜図9は、本発明の請求項5に係るトップに開口部を設けた横ガセット袋を用いた包装体の製造方法における工程を示した斜視説明図であり、図3は、帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程を示した斜視説明図である。
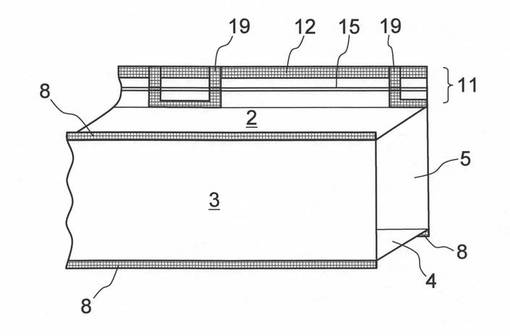
【図4】図4は、積層体の筒に3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程ならびに内面に再封止手段を設ける工程を示した斜視説明図である。
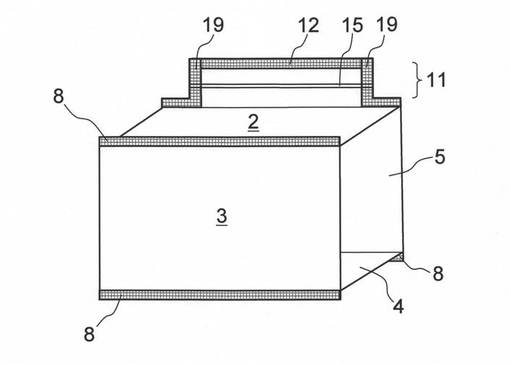
【図5】図5は、側端部同士を熱融着してトップシール部を形成する工程、ならびにU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程を示した斜視説明図である。
【図6】図6は、連続的に成形された積層体の筒を、U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、ならびにコーナーシール部の未シール部を切り欠く工程を示した斜視説明図である。
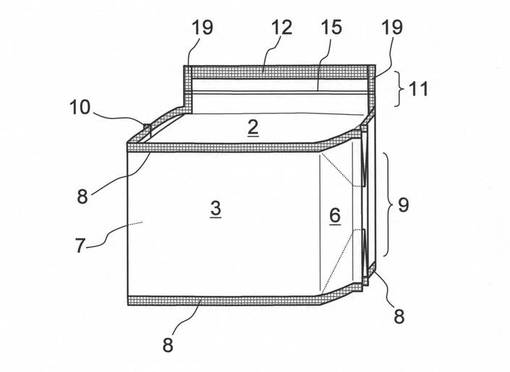
【図7】図7は、四角柱状の筒の天面および底面の左側の端部をV字状に折り込んでガセット部を形成し、前面および背面の左側端部と共に垂直なサイドシール部を形成して左側面を形成した後、内容物を収納し、次いで天面および底面の右側の端部をV字状に折り込んでガセット部を形成する工程を示した斜視説明図である。
【図8】図8は、右側のサイドシール部を形成して右側面を形成すると共に包装袋を密封する工程を示した斜視説明図である。
【図9】図9は、左右のサイドシール部を折り込んで、本発明に係る横ガセット袋を用いた包装体を整形した状態を示した斜視説明図である。
【発明を実施するための形態】
【0020】
以下本発明に係るトップに開口部を設けた横ガセット袋について図面を参照しながら詳細に説明する。
図1は、本発明に係るトップに開口部を設けた横ガセット袋の一実施態様を示した斜視図である。図2(1)は、図1のA−A’断面を示した断面模式図であり、図2(2)は、開口部を開いて内容物を取り出すところを示した断面説明図である。
【0021】
本発明に係る横ガセット袋(1)は、基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の包装袋であっ
て、天面(2)、前面(3)、底面(4)、背面(5)、右側面(6)、左側面(7)の各面を有し、天面(2)と前面(3)の間、前面(3)と底面(4)の間、底面(4)と背面(5)の間それぞれに、狭幅の線状シール部であるヘムシール部(8)を有し、天面(2)および底面(4)の左右両端部をV字状に折り込んでガセット部(9)を形成し、前面(3)および背面(5)の左右両端部と共に垂直なサイドシール部(10)を形成して右側面(6)および左側面(7)を形成してなる。
【0022】
本発明に係るトップに開口部を設けた横ガセット袋(1)において、背面(5)は天面(2)の高さより上方に延設され、天面(2)は背面(5)の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋(1)の開口部(16)となる取出し用フラップ(11)を形成している。取出し用フラップ(11)は、先端のトップシール部(12)の下部の開封予定線(13)の下部に再封止手段(14)を有する。
【0023】
本発明に係る横ガセット袋に用いる積層体としては、通常軟包装袋に使用される積層体を用いることができる。基材層としては、1層ないしは数層からなる紙や金属箔や合成樹脂フィルムを使用する。一例を挙げれば、低密度ポリエチレン樹脂(LDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポリエチレン樹脂(LLDPE)、ポリプロピレン樹脂(PP)、ポリオレフィン系エラストマー等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂(PBT)、ポリエチレンナフタレート樹脂(PEN)等のポリエステル系樹脂、セロハン、三酢酸セルロース(TAC)等のセルロース系樹脂、ポリメチルメタアクリレート(PMMA)樹脂、エチレン−酢酸ビニル系共重合樹脂(EVA)、アイオノマー樹脂、ポリブテン系樹脂、ポリアクリロニトリル系樹脂、ポリアミド系樹脂、ポリスチレン系樹脂(PS)、ポリ塩化ビニル系樹脂(PVC)、ポリ塩化ビニリデン系樹脂(PVDC)、ポリカーボネート樹脂(PC)、フッ素系樹脂、ウレタン系樹脂等の合成樹脂フィルムおよび紙、金属箔等が単体または、複合して使用される。基材層には、必要に応じて印刷層や接着剤層が含まれる。
【0024】
紙としては、上質紙、片アート紙、コート紙、キャストコート紙、模造紙などを用いることができる。環境配慮の点からも、紙を用いることは有効である。
【0025】
シーラント層としては、ポリオレフィン系樹脂が一般的に使用され、具体的には、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、エチレン・酢酸ビニル共重合体、エチレン・αオレフィン共重合体などのエチレン系樹脂や、ホモポリプロピレン樹脂、プロピレン・エチレンランダム共重合体、プロピレン・エチレンブロック共重合体、プロピレン・αオレフィン共重合体などのポリプロピレン系樹脂などが使用される。またこれらの樹脂を複合した多層フィルムが使用されることもある。
【0026】
積層体の具体的な構成例としては、PET/印刷層/接着剤層/延伸ポリアミド樹脂フィルム(ONY)/接着剤層/LLDPEからなる構成のフィルムや、ONY/接着剤層/LLDPE、ONY/接着剤層/ONY/接着剤層/LLDPE、紙/LDPE/アルミニウム箔/LDPE、紙/LDPEなどが挙げられる。アルミニウム箔の代替として、無機酸化物蒸着層を用いた透明ガスバリアフィルムやアルミニウム蒸着フィルムを使用してもよい。
【0027】
積層体としては、図3に示したように、1枚の積層体のシーラント層を内側にして筒状に丸めるように成形してもよいし、2枚〜4枚の積層体を準備して、ヘムシール部(8)で繋いで用いてもよい。複数枚の積層体を用いる場合には、使用部位に応じて積層体の仕様を変更することもできる。
【0028】
ヘムシール部(8)は、天面(2)と前面(3)の間、前面(3)と底面(4)の間、および底面(4)と背面(5)の間に設けた狭幅の線状シール部である。ヘムシール部(8)が存在するために、横ガセット袋全体の剛性が増し、形状保持性が高まり、自立しやすくなる。ヘムシール部(8)の幅は、横ガセット袋のサイズや積層体の厚さによって決定されるが、一般的には2〜10mm程度が適当である。
【0029】
本発明に係る横ガセット袋(1)は、天面(2)および底面(4)の左右両端部をV字状に折り込んでガセット部(9)を形成し、前面(3)および背面(5)の左右両端部と共に垂直なサイドシール部(10)を形成して右側面(6)および左側面(7)を形成してなる。通常のガセット袋は、底面と天面にガセット部を形成するのが一般的であるが、本発明に係る横ガセット袋では、ガセット部(9)を包装袋の左右両側面に設けたものである。
【0030】
このような構造としたことにより、背面(5)を天面(2)の高さより上方に延設し、天面(2)」を背面の位置で直角に曲げて上方に延設し、この両者を延設した先端において融着してトップシール部(12)を形成し、延設された部分を、包装袋の開口部となる取出し用フラップ(11)とすることが可能となった。取出し用フラップ(11)には、先端のトップシール部(12)の下部の開封予定線(13)の下部にポリチャック等の再封止手段(14)を設けたことにより、開封後の再封止が可能となった。
【0031】
図2(2)に示したように、ある程度の長さを持った取出し用フラップ(11)を設けることにより、開口部(16)が大きく開くようになる。このため、例えばティーバッグのように、かさばる内容物(17)でも容易に取出すことが可能となる。
【0032】
取出し用フラップ(11)の長さ(高さ)は、横ガセット袋のサイズと内容物のサイズによって決定されるが、20mm〜100mm程度が適当である。
【0033】
取出し用フラップ(11)に設けられた開封予定線(13)は、仮想的な線であって実際には何もない場合もあるが、レーザーカットや刃物などによるハーフカット線としてもよい。開封予定線(13)の両端部には開封時のきっかけとなるVカットやUカットなどを設けても良い。
【0034】
再封止手段(14)は、一旦開封した包装袋を再封止するためのものであり、ポリチャックなどの合成樹脂製ファスナーを取出し用フラップ(11)の対向面の両面に設ける方法や、感圧接着剤層を同様にして対向面の両面に設ける方法が用いられる。
【0035】
次に、本発明に係る横ガセット袋の製造方法について説明する。図3〜図9は、本発明の請求項5に係るトップに開口部を設けた横ガセット袋の製造方法における各製造工程を示した斜視説明図である。
【0036】
図3は、帯状の積層体(18)を連続的に供給し、シーラント層が内側になるように丸めて筒状とする工程を示した斜視説明図である。
【0037】
図4は、積層体(18)の筒に3本のヘムシール部(8)を連続的に形成して天面(2)、前面(3)、底面(4)、背面(5)を形成する工程ならびに内面に再封止手段(14)を設ける工程を示した斜視説明図である。この二つの工程は、前後しても良いし、同時でも良い。
【0038】
図5は、側端部同士を熱融着してトップシール部(12)を形成する工程、ならびにU
字状のコーナーシール部(19)を一定間隔で形成して取出し用フラップ(11)を形成する工程を示した斜視説明図である。
【0039】
図6は、連続的に成形された積層体の筒を、U字状のコーナーシール部(19)の中央部で切断して四角柱状の筒を形成する工程、ならびにコーナーシール部(19)の未シール部を切り欠く工程を示した斜視説明図である。なおU字状のコーナーシール部(19)を設ける工程からコーナーシール部(19)の未シール部を切り欠く工程までの3工程は、一括して同時に行っても良い。
【0040】
図7は、四角柱状の筒の天面(2)および底面の左側の端部をV字状に折り込んでガセット部を形成し、前面(3)および背面の左側端部と共に垂直なサイドシール部(10)を形成して左側面(7)を形成した後、内容物を収納し、次いで天面(2)および底面の右側の端部をV字状に折り込んでガセット部(9)を形成する工程を示した斜視説明図である。
【0041】
図8は、右側のサイドシール部(10)を形成して右側面(6)を形成すると共に包装袋を密封する工程を示した斜視説明図である。
【0042】
図9は、サイドシール部(10)を右側面(6)および左側面(7)の面に接するように折り込んで、本発明に係る横ガセット袋(1)を用いた包装体を整形した状態を示した斜視説明図である。以上により、本発明に係る横ガセット袋を用いた包装体が完成した。
【0043】
本発明に係るトップに開口部を設けた横ガセット袋は、横方向の長さが自由に設定可能であるため、内容物の入り数が異なるために長さの異なるような包装袋を自在に作成することができる。また長手方向に開口部を持ち、しかも天面から突出した取出し用フラップを有するので、開口部が大きく開き、このため嵩張る内容物でも取出し易いという特徴がある。
【符号の説明】
【0044】
1・・・横ガセット袋
2・・・天面
3・・・前面
4・・・底面
5・・・背面
6・・・右側面
7・・・左側面
8・・・ヘムシール部
9・・・ガセット部
10・・・サイドシール部
11・・・取出し用フラップ
12・・・トップシール部
13・・・開封予定線
14・・・再封止手段
15・・・ポリチャック
16・・・開口部
17・・・内容物
18・・・積層体
19・・・U字状のコーナーシール部
【技術分野】
【0001】
本発明は、直方体形状の軟包装袋に関し、特に上部にファスナーを備えた再封止可能な大開口部を有し、一定期間継続的に使用する用途に適した横ガセット袋およびこれを用いた包装体の製造方法に関する。
【背景技術】
【0002】
熱シール可能なシーラント層を内面に有する軟包装フィルムを対向させ、周縁をシールしてなる軟包装袋は、食品を初めとするさまざまな内容物を収納するための包装容器として使用されている。
【0003】
小袋に収納された菓子や、ふりかけ、ティーバッグ、ウェットティシューなど、一度に使い切らない製品を収納するための外袋としては、開封後の保存性を考慮してポリチャックなどのファスナーを用いた再封止可能な外袋が使用されることが多い。
【0004】
ファスナーは通常包装体の短辺に設けられることが多く、このため大きな開口部が得られず、物品を取出しにくいという問題があった。特許文献1に記載された包装体は、ウェットティシューを収納し、その取出しを容易にするために、長手方向のフラップ部にファスナーを配置し、折畳んだフラップ部を反転させることにより、広い開口を確保し、ウェットティシューの取出しを容易にしたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4416584号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載された包装体は、ウェットティシュー用の包装体として開発されたものであるため、平たい形状であり、自立性については特に考慮されていない。しかし内容物の形状によっては、ある程度の高さを必要とし、かつ自立性を必要とする包装袋が求められている。
【0007】
本発明の解決しようとする課題は、軟包装材料を用いた包装袋であり、自立性を有し、かつ再封止可能な大きな開口部を有し、かさばる内容物の取出しが容易な新規な包装袋ならびに、これを用いた包装体の製造方法を提案するものである。
【課題を解決するための手段】
【0008】
上記の課題を解決するための手段として、請求項1に記載の発明は、基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有することを特徴とするトップに開口部を設けた横ガセット袋である。
【0009】
また、請求項2に記載の発明は、前記再封止手段が、合成樹脂製のファスナーであることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋である。
【0010】
また、請求項3に記載の発明は、前記再封止手段が、対向面の両面に設けた感圧接着剤層であることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋である。
【0011】
また、請求項4に記載の発明は、内容物がティーバッグであることを特徴とする請求項1〜3のいずれか1項に記載のトップに開口部を設けた横ガセット袋である。
【0012】
また、請求項5に記載の発明は、基材層とシーラント層を少なくとも有する帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程、3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、トップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程、前記U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、前記U字状のコーナーシール部の未シール部を切り欠く工程、前記四角柱状の筒の天面および底面の左右いずれかの端部をV字状に折り込んでガセット部を形成し、前面および背面の端部と共に垂直なサイドシール部を形成した後、内容物を収納し、次いで天面および底面の他の端部をV字状に折り込んでガセット部を形成し、前面および背面の他の端部と共に垂直なサイドシール部を形成して右側面および左側面を形成すると共に包装袋を密封する工程の各工程からなることを特徴とする請求項1〜4のいずれか1項に記載のトップに開口部を設けた横ガセット袋を用いた包装体の製造方法である。
【発明の効果】
【0013】
本発明に係るトップに開口部を設けた横ガセット袋は、直方体近似形状の包装袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有するので、このヘムシール部が補強効果を発揮するため、厚さの薄い積層体を用いた場合であっても、自立性を有する容器を実現することができる。
【0014】
また、背面が天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しているため、横長の形状の開口部と相まって、開口部を大きく開くことができる。従って、大型の内容物であっても容易に取出すことができる。
【0015】
また、取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有するので、例えばティーバッグのように、ある程度の期間継続して使用するような用途に対して適している。
【0016】
再封止手段として合成樹脂製のファスナーを使用する場合には、トップシール部を形成する工程に合せてファスナーを取付けることができるので、包装袋の製造が容易である。
【0017】
また再封止手段として対向面の両面に感圧接着剤層を設けた場合においては、再封止がワンタッチで可能であり、使い勝手が良好な包装袋となる。
【0018】
請求項5に記載の製造方法によれば、帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状となし、3本のヘムシール部を連続的に形成して天面、前面
、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、およびトップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程の各工程を一連の連続した工程としてセットできるので、包装袋を効率的に製造することができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明に係るトップに開口部を設けた横ガセット袋の一実施態様を示した斜視図である。
【図2】図2(1)は、図1のA−A’断面を示した断面模式図であり、図2(2)は、開口部を開いて内容物を取り出すところを示した断面説明図である。
【図3】図3〜図9は、本発明の請求項5に係るトップに開口部を設けた横ガセット袋を用いた包装体の製造方法における工程を示した斜視説明図であり、図3は、帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程を示した斜視説明図である。
【図4】図4は、積層体の筒に3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程ならびに内面に再封止手段を設ける工程を示した斜視説明図である。
【図5】図5は、側端部同士を熱融着してトップシール部を形成する工程、ならびにU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程を示した斜視説明図である。
【図6】図6は、連続的に成形された積層体の筒を、U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、ならびにコーナーシール部の未シール部を切り欠く工程を示した斜視説明図である。
【図7】図7は、四角柱状の筒の天面および底面の左側の端部をV字状に折り込んでガセット部を形成し、前面および背面の左側端部と共に垂直なサイドシール部を形成して左側面を形成した後、内容物を収納し、次いで天面および底面の右側の端部をV字状に折り込んでガセット部を形成する工程を示した斜視説明図である。
【図8】図8は、右側のサイドシール部を形成して右側面を形成すると共に包装袋を密封する工程を示した斜視説明図である。
【図9】図9は、左右のサイドシール部を折り込んで、本発明に係る横ガセット袋を用いた包装体を整形した状態を示した斜視説明図である。
【発明を実施するための形態】
【0020】
以下本発明に係るトップに開口部を設けた横ガセット袋について図面を参照しながら詳細に説明する。
図1は、本発明に係るトップに開口部を設けた横ガセット袋の一実施態様を示した斜視図である。図2(1)は、図1のA−A’断面を示した断面模式図であり、図2(2)は、開口部を開いて内容物を取り出すところを示した断面説明図である。
【0021】
本発明に係る横ガセット袋(1)は、基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の包装袋であっ
て、天面(2)、前面(3)、底面(4)、背面(5)、右側面(6)、左側面(7)の各面を有し、天面(2)と前面(3)の間、前面(3)と底面(4)の間、底面(4)と背面(5)の間それぞれに、狭幅の線状シール部であるヘムシール部(8)を有し、天面(2)および底面(4)の左右両端部をV字状に折り込んでガセット部(9)を形成し、前面(3)および背面(5)の左右両端部と共に垂直なサイドシール部(10)を形成して右側面(6)および左側面(7)を形成してなる。
【0022】
本発明に係るトップに開口部を設けた横ガセット袋(1)において、背面(5)は天面(2)の高さより上方に延設され、天面(2)は背面(5)の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋(1)の開口部(16)となる取出し用フラップ(11)を形成している。取出し用フラップ(11)は、先端のトップシール部(12)の下部の開封予定線(13)の下部に再封止手段(14)を有する。
【0023】
本発明に係る横ガセット袋に用いる積層体としては、通常軟包装袋に使用される積層体を用いることができる。基材層としては、1層ないしは数層からなる紙や金属箔や合成樹脂フィルムを使用する。一例を挙げれば、低密度ポリエチレン樹脂(LDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポリエチレン樹脂(LLDPE)、ポリプロピレン樹脂(PP)、ポリオレフィン系エラストマー等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂(PBT)、ポリエチレンナフタレート樹脂(PEN)等のポリエステル系樹脂、セロハン、三酢酸セルロース(TAC)等のセルロース系樹脂、ポリメチルメタアクリレート(PMMA)樹脂、エチレン−酢酸ビニル系共重合樹脂(EVA)、アイオノマー樹脂、ポリブテン系樹脂、ポリアクリロニトリル系樹脂、ポリアミド系樹脂、ポリスチレン系樹脂(PS)、ポリ塩化ビニル系樹脂(PVC)、ポリ塩化ビニリデン系樹脂(PVDC)、ポリカーボネート樹脂(PC)、フッ素系樹脂、ウレタン系樹脂等の合成樹脂フィルムおよび紙、金属箔等が単体または、複合して使用される。基材層には、必要に応じて印刷層や接着剤層が含まれる。
【0024】
紙としては、上質紙、片アート紙、コート紙、キャストコート紙、模造紙などを用いることができる。環境配慮の点からも、紙を用いることは有効である。
【0025】
シーラント層としては、ポリオレフィン系樹脂が一般的に使用され、具体的には、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、エチレン・酢酸ビニル共重合体、エチレン・αオレフィン共重合体などのエチレン系樹脂や、ホモポリプロピレン樹脂、プロピレン・エチレンランダム共重合体、プロピレン・エチレンブロック共重合体、プロピレン・αオレフィン共重合体などのポリプロピレン系樹脂などが使用される。またこれらの樹脂を複合した多層フィルムが使用されることもある。
【0026】
積層体の具体的な構成例としては、PET/印刷層/接着剤層/延伸ポリアミド樹脂フィルム(ONY)/接着剤層/LLDPEからなる構成のフィルムや、ONY/接着剤層/LLDPE、ONY/接着剤層/ONY/接着剤層/LLDPE、紙/LDPE/アルミニウム箔/LDPE、紙/LDPEなどが挙げられる。アルミニウム箔の代替として、無機酸化物蒸着層を用いた透明ガスバリアフィルムやアルミニウム蒸着フィルムを使用してもよい。
【0027】
積層体としては、図3に示したように、1枚の積層体のシーラント層を内側にして筒状に丸めるように成形してもよいし、2枚〜4枚の積層体を準備して、ヘムシール部(8)で繋いで用いてもよい。複数枚の積層体を用いる場合には、使用部位に応じて積層体の仕様を変更することもできる。
【0028】
ヘムシール部(8)は、天面(2)と前面(3)の間、前面(3)と底面(4)の間、および底面(4)と背面(5)の間に設けた狭幅の線状シール部である。ヘムシール部(8)が存在するために、横ガセット袋全体の剛性が増し、形状保持性が高まり、自立しやすくなる。ヘムシール部(8)の幅は、横ガセット袋のサイズや積層体の厚さによって決定されるが、一般的には2〜10mm程度が適当である。
【0029】
本発明に係る横ガセット袋(1)は、天面(2)および底面(4)の左右両端部をV字状に折り込んでガセット部(9)を形成し、前面(3)および背面(5)の左右両端部と共に垂直なサイドシール部(10)を形成して右側面(6)および左側面(7)を形成してなる。通常のガセット袋は、底面と天面にガセット部を形成するのが一般的であるが、本発明に係る横ガセット袋では、ガセット部(9)を包装袋の左右両側面に設けたものである。
【0030】
このような構造としたことにより、背面(5)を天面(2)の高さより上方に延設し、天面(2)」を背面の位置で直角に曲げて上方に延設し、この両者を延設した先端において融着してトップシール部(12)を形成し、延設された部分を、包装袋の開口部となる取出し用フラップ(11)とすることが可能となった。取出し用フラップ(11)には、先端のトップシール部(12)の下部の開封予定線(13)の下部にポリチャック等の再封止手段(14)を設けたことにより、開封後の再封止が可能となった。
【0031】
図2(2)に示したように、ある程度の長さを持った取出し用フラップ(11)を設けることにより、開口部(16)が大きく開くようになる。このため、例えばティーバッグのように、かさばる内容物(17)でも容易に取出すことが可能となる。
【0032】
取出し用フラップ(11)の長さ(高さ)は、横ガセット袋のサイズと内容物のサイズによって決定されるが、20mm〜100mm程度が適当である。
【0033】
取出し用フラップ(11)に設けられた開封予定線(13)は、仮想的な線であって実際には何もない場合もあるが、レーザーカットや刃物などによるハーフカット線としてもよい。開封予定線(13)の両端部には開封時のきっかけとなるVカットやUカットなどを設けても良い。
【0034】
再封止手段(14)は、一旦開封した包装袋を再封止するためのものであり、ポリチャックなどの合成樹脂製ファスナーを取出し用フラップ(11)の対向面の両面に設ける方法や、感圧接着剤層を同様にして対向面の両面に設ける方法が用いられる。
【0035】
次に、本発明に係る横ガセット袋の製造方法について説明する。図3〜図9は、本発明の請求項5に係るトップに開口部を設けた横ガセット袋の製造方法における各製造工程を示した斜視説明図である。
【0036】
図3は、帯状の積層体(18)を連続的に供給し、シーラント層が内側になるように丸めて筒状とする工程を示した斜視説明図である。
【0037】
図4は、積層体(18)の筒に3本のヘムシール部(8)を連続的に形成して天面(2)、前面(3)、底面(4)、背面(5)を形成する工程ならびに内面に再封止手段(14)を設ける工程を示した斜視説明図である。この二つの工程は、前後しても良いし、同時でも良い。
【0038】
図5は、側端部同士を熱融着してトップシール部(12)を形成する工程、ならびにU
字状のコーナーシール部(19)を一定間隔で形成して取出し用フラップ(11)を形成する工程を示した斜視説明図である。
【0039】
図6は、連続的に成形された積層体の筒を、U字状のコーナーシール部(19)の中央部で切断して四角柱状の筒を形成する工程、ならびにコーナーシール部(19)の未シール部を切り欠く工程を示した斜視説明図である。なおU字状のコーナーシール部(19)を設ける工程からコーナーシール部(19)の未シール部を切り欠く工程までの3工程は、一括して同時に行っても良い。
【0040】
図7は、四角柱状の筒の天面(2)および底面の左側の端部をV字状に折り込んでガセット部を形成し、前面(3)および背面の左側端部と共に垂直なサイドシール部(10)を形成して左側面(7)を形成した後、内容物を収納し、次いで天面(2)および底面の右側の端部をV字状に折り込んでガセット部(9)を形成する工程を示した斜視説明図である。
【0041】
図8は、右側のサイドシール部(10)を形成して右側面(6)を形成すると共に包装袋を密封する工程を示した斜視説明図である。
【0042】
図9は、サイドシール部(10)を右側面(6)および左側面(7)の面に接するように折り込んで、本発明に係る横ガセット袋(1)を用いた包装体を整形した状態を示した斜視説明図である。以上により、本発明に係る横ガセット袋を用いた包装体が完成した。
【0043】
本発明に係るトップに開口部を設けた横ガセット袋は、横方向の長さが自由に設定可能であるため、内容物の入り数が異なるために長さの異なるような包装袋を自在に作成することができる。また長手方向に開口部を持ち、しかも天面から突出した取出し用フラップを有するので、開口部が大きく開き、このため嵩張る内容物でも取出し易いという特徴がある。
【符号の説明】
【0044】
1・・・横ガセット袋
2・・・天面
3・・・前面
4・・・底面
5・・・背面
6・・・右側面
7・・・左側面
8・・・ヘムシール部
9・・・ガセット部
10・・・サイドシール部
11・・・取出し用フラップ
12・・・トップシール部
13・・・開封予定線
14・・・再封止手段
15・・・ポリチャック
16・・・開口部
17・・・内容物
18・・・積層体
19・・・U字状のコーナーシール部
【特許請求の範囲】
【請求項1】
基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有することを特徴とするトップに開口部を設けた横ガセット袋。
【請求項2】
前記再封止手段は、合成樹脂製のファスナーであることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋。
【請求項3】
前記再封止手段は、対向面の両面に設けた感圧接着剤層であることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋。
【請求項4】
内容物がティーバッグであることを特徴とする請求項1〜3のいずれか1項に記載のトップに開口部を設けた横ガセット袋。
【請求項5】
基材層とシーラント層を少なくとも有する帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程、3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、トップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程、前記U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、前記U字状のコーナーシール部の未シール部を切り欠く工程、前記四角柱状の筒の天面および底面の左右いずれかの端部をV字状に折り込んでガセット部を形成し、前面および背面の端部と共に垂直なサイドシール部を形成した後、内容物を収納し、次いで天面および底面の他の端部をV字状に折り込んでガセット部を形成し、前面および背面の他の端部と共に垂直なサイドシール部を形成して右側面および左側面を形成すると共に包装袋を密封する工程の各工程からなることを特徴とする請求項1〜4のいずれか1項に記載のトップに開口部を設けた横ガセット袋を用いた包装体の製造方法。
【請求項1】
基材層とシーラント層を少なくとも有する積層体の、シーラント層同士を対向させて周縁をシールしてなる直方体近似形状の横ガセット袋であって、天面、前面、底面、背面、右側面、左側面の各面を有し、天面と前面の間、前面と底面の間、底面と背面の間それぞれに、狭幅の線状シール部であるヘムシール部を有し、天面および底面の左右両端部をV字状に折り込んでガセット部を形成し、前面および背面の左右両端部と共に垂直なサイドシール部を形成して右側面および左側面を形成してなり、背面は天面の高さより上方に延設され、天面は背面の位置で直角に折れ曲って上方に延設され、この両者は延設された先端において融着されて包装袋の開口部となる取出し用フラップを形成しており、該取出し用フラップは、先端のトップシール部の下部の開封予定線の下部に再封止手段を有することを特徴とするトップに開口部を設けた横ガセット袋。
【請求項2】
前記再封止手段は、合成樹脂製のファスナーであることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋。
【請求項3】
前記再封止手段は、対向面の両面に設けた感圧接着剤層であることを特徴とする請求項1に記載のトップに開口部を設けた横ガセット袋。
【請求項4】
内容物がティーバッグであることを特徴とする請求項1〜3のいずれか1項に記載のトップに開口部を設けた横ガセット袋。
【請求項5】
基材層とシーラント層を少なくとも有する帯状の積層体を連続的に供給し、シーラント層が内側になるように丸めて筒状にする工程、3本のヘムシール部を連続的に形成して天面、前面、底面、背面を形成する工程、積層体の筒の内面となる側に再封止手段を設ける工程、側端部同士を熱融着してトップシール部を形成する工程、トップシール部の下部にU字状のコーナーシール部を一定間隔で形成して取出し用フラップを形成する工程、前記U字状のコーナーシール部の中央部で切断して四角柱状の筒を形成する工程、前記U字状のコーナーシール部の未シール部を切り欠く工程、前記四角柱状の筒の天面および底面の左右いずれかの端部をV字状に折り込んでガセット部を形成し、前面および背面の端部と共に垂直なサイドシール部を形成した後、内容物を収納し、次いで天面および底面の他の端部をV字状に折り込んでガセット部を形成し、前面および背面の他の端部と共に垂直なサイドシール部を形成して右側面および左側面を形成すると共に包装袋を密封する工程の各工程からなることを特徴とする請求項1〜4のいずれか1項に記載のトップに開口部を設けた横ガセット袋を用いた包装体の製造方法。
【図3】


【図1】
【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図1】
【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−153400(P2012−153400A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−13861(P2011−13861)
【出願日】平成23年1月26日(2011.1.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月26日(2011.1.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]