
トリポード型等速自在継手およびその製造方法

【課題】トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ったトリポード型等速自在継手およびその製造方法を提供する。
【解決手段】脚軸7’の軸線Oと直交する横断面が略円弧状の部分を有し、脚軸の外周面が、継手の軸線と直交する方向でインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、インナリングの内周面と接触する脚軸の外周面部分7a’が研削仕上げされ、外周面部分の周方向の端部に研削ヌスミ17が形成されていることを特徴とする。
【解決手段】脚軸7’の軸線Oと直交する横断面が略円弧状の部分を有し、脚軸の外周面が、継手の軸線と直交する方向でインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、インナリングの内周面と接触する脚軸の外周面部分7a’が研削仕上げされ、外周面部分の周方向の端部に研削ヌスミ17が形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、トリポード型等速自在継手およびその製造方法に関する。
【背景技術】
【0002】
自動車や各種産業機械の動力伝達系を構成する等速自在継手は、駆動側と従動側の二軸をトルク伝達可能に連結すると共に、前記二軸が作動角をとっても等速で回転トルクを伝達することができる。等速自在継手は、角度変位のみを許容する固定式等速自在継手と、角度変位および軸方向変位の両方を許容する摺動式等速自在継手とに大別され、例えば、自動車のエンジンから駆動車輪に動力を伝達するドライブシャフトにおいては、デフ側(インボード側)に摺動式等速自在継手が使用され、駆動車輪側(アウトボード側)には固定式等速自在継手が使用される。
【0003】
摺動式等速自在継手の一つとしてトリポード型等速自在継手がある。このトリポード型等速自在継手は、トルク伝達部材であるローラがシングルローラタイプと、ダブルローラタイプが知られている。図12〜図15に、ダブルローラタイプのトリポード型等速自在継手を例示する(例えば、特許文献1参照)。
【0004】
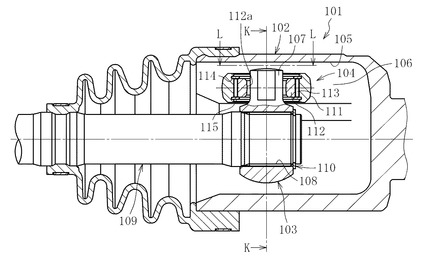
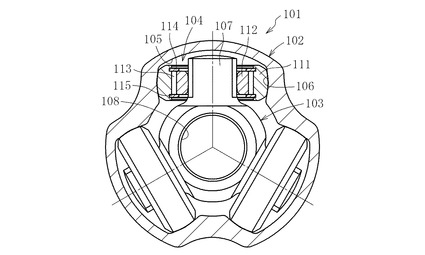
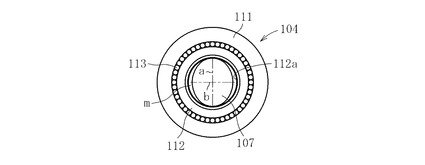
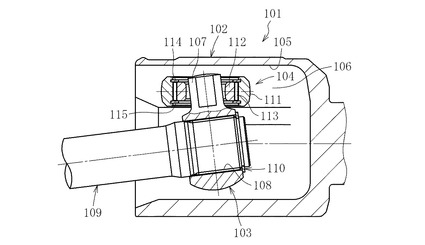
図12はトリポード型等速自在継手の部分縦断面図であり、図13は図12のK−K線で矢視した部分横断面図である。図12および図13に示すように、このトリポード型等速自在継手101は、外側継手部材102と、内側継手部材としてのトリポード部材103と、トルク伝達部材としてのローラユニット104とで主要部が構成されている。外側継手部材102は、一端が開口したカップ状をなし、内周面に軸方向に延びる3本の直線状トラック溝105が周方向等間隔に形成され、各トラック溝105の両側には、円周方向に対向して配置され、それぞれ軸方向に延びるローラ案内面106が形成されている。外側継手部材102の内部には、トリポード部材103とローラユニット104が収容されている。トリポード部材103は、半径方向に突出した3本の脚軸107を有する。トリポード部材103の中心孔108にシャフト109がスプライン嵌合し、止め輪110により軸方向に固定されている。ローラユニット104は、ローラであるアウタリング111と、このアウタリング111の内側に配置されて脚軸107に外嵌されたインナリング112と、アウタリング111とインナリング112との間に介在された針状ころ113とで主要部が構成されており、外側継手部材102のトラック溝105に収容されている。インナリング112の内周面112aは、インナリング112の軸線を含む縦断面において円弧状凸面をなす。インナリング112、針状ころ113およびアウタリング111からなるローラユニット104は、ワッシャ114、115により分離しない構造となっている。
【0005】
トリポード部材103の各脚軸107の外周面は、脚軸107の軸線を含んだ縦断面においてストレート形状をなす。また、図12のL−L線で矢視した平面図である図14に示すように、脚軸107の外周面は、脚軸107の軸線に直交する横断面において略楕円形状をなし、継手の軸線と直交する方向、すなわち長軸aの方向でインナリング112の内周面112aと接触し、継手の軸線方向、すなわち短軸bの方向でインナリング112の内周面112aとの間に隙間mが形成されている。この等速自在継手101では、トリポード部材103の脚軸107に装着されたローラユニット104のアウタリング111が、外側継手部材102のトラック溝105のローラ案内面106上を転動する。脚軸107の横断面が略楕円形状であるので、図15に示すように、等速自在継手101が作動角を取ったとき、外側継手部材102の軸線に対してトリポード部材103の軸線は傾斜するが、ローラユニット104はトリポード部材103の脚軸107の軸線に対して傾斜可能である。したがって、ローラユニット104のアウタリング111とローラ案内面106とが斜交した状態になることを回避し、正しく転動するので、誘起スラストやスライド抵抗の低減を図ることができ、継手の低振動化を実現することができる。
【0006】
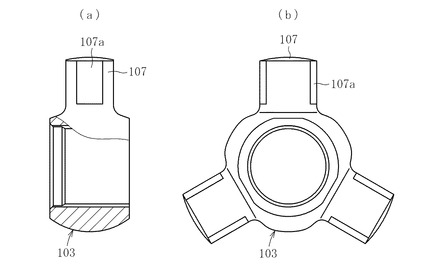
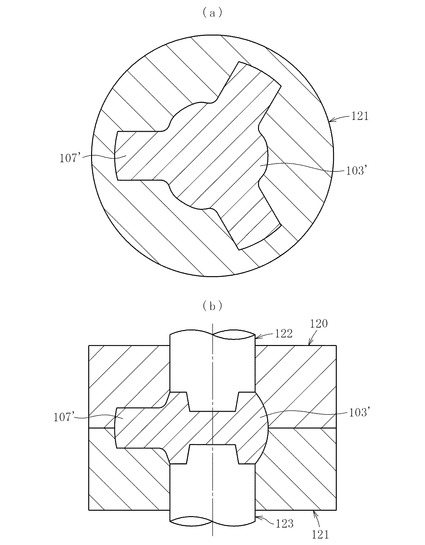
次に、トリポード部材103の製造工程を説明する。トリポード部材103は、図18(a)、(b)に示すように、上側ダイス120、下側ダイス121、上側パンチ122、下側パンチ123からなる金型により閉塞鍛造によりトリポード部材103の鍛造品103’が成形される。具体的には、上側ダイス120と下側ダイス121を型締めして成形空間を形成し、その中に円筒状のビレットを投入する。そして、上側パンチ122と下側パンチ123を接近させて、ビレットを加圧しダイス120、121内に充足させて、3本の脚軸107’を有する鍛造品103’が得られる。その後、スプライン孔や脚軸端部などを機械加工により仕上げた後、熱処理を施す。
【0007】
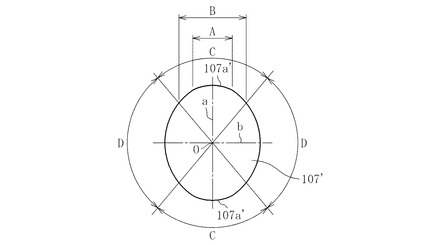
熱処理工程の後、図16および図17に示すように、インナリング112の内周面112aと接触する脚軸107の外周面部分(図14参照)を研削仕上げする。図16は熱処理完了状態の脚軸107’を示す。図示のように脚軸107’の外周面のうち、略楕円形状の長軸aを含む外周面部分107a’の研削幅の許容寸法をAで示し、脚軸107’の軸心O回りの回転における低速の研削送りの範囲をBで示す。図示は省略するが、この研削加工は、トリポード部材103’を研削装置にチャックし、脚軸107’の軸心Oを中心に、例えば、反時計方向に回転させ、研削砥石で楕円形状の長軸aを含む外周面部分107a’を研削する。この際、外周面部分107a’は楕円形状であるので、脚軸107’の軸心O回りの回転に同期させて研削砥石を微量進退させて、楕円形状に研削加工する。
【0008】
本来必要な研削範囲は図16の許容寸法Aである。しかし、不可避的に生じる鍛造寸法バラツキや熱処理変形を考慮して研削幅の許容寸法Aに対して研削送りの範囲Bをかなり大きく設定している。その詳細は後述する。研削加工時の脚軸107’の軸心O回りの回転速度は、範囲Bに対応する角度Cの範囲を低速の研削送りとし、角度Dの範囲を研削せずに早送りとしている。このようにして脚軸107の外周面部分107aを研削仕上げした完成品としてのトリポード部材103を図17に示す。図17(a)はトリポード部材103の部分縦断面図であり、図17(b)は、図17(a)の右側面図である。図示のように研削仕上げされた部分は、略楕円形状の長軸aを含む外周面部分107aで、この研削幅が許容寸法A以上に確保されたものが良品である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−195284号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところが、前述した脚軸107’の長軸aを含む外周面部分107a’の研削加工では、本来必要な研削範囲を研削した後も、研削砥石が脚軸107’から離れるまで研削送り速度で加工する必要があるため、本来必要な研削範囲より広い範囲を低速の研削送りで加工することになる。そのため、従来の方法では、研削送りが必要な角度Cの範囲を小さくすることができず、その結果、早送りのできる角度Dの範囲を拡大することができないので、サイクルタイムの短縮を図るのに限度があり、生産性を悪化させる要因となっていることが判明した。
【0011】
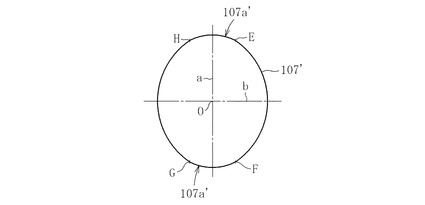
その詳細を図10および図11に基づいて詳細に説明する。図10に熱処理完了後(研削加工前)の脚軸107’の軸線に直交する横断面を拡大して示す。図示のように脚軸107’の横断面形状は、長軸aを含むE〜Hの範囲とF〜Gの範囲とが第1の楕円形状で形成され、短軸bを含むE〜Fの範囲とG〜Hの範囲とが第2の楕円形状で形成された略楕円形状となっている。第2の楕円形状の短軸bは第1の楕円形状の短軸(図示省略)よりも若干短く設定されている。そして、第1の楕円形状を形成するE〜Hの範囲とF〜Gの範囲は、完成品の楕円形状に対してほぼ均一な研削取代を付加して形状が設定されている。このような形状になるように鍛造品の脚軸107’の横断面形状が設定されているので、長軸aを含む外周面部分107a’が部分的に研削できる。
【0012】
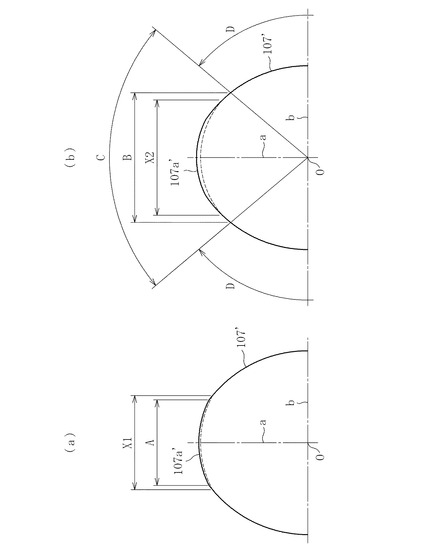
上記横断面形状からなる脚軸107’の研削の状態を図11に基づいて説明する。図11(a)は、図10に示した脚軸107’の長軸aを含む外周面部分107a’の研削取代が少ない場合の研削状態を示し、図11(b)は研削取代が多い場合の研削状態を示す。図11(a)、図11(b)は、脚軸107’の半径方向の上側半分を示し、破線は研削仕上げ後の面を示す。また、説明を分かりやすくするため、研削取代を誇張して表している。図11(a)の場合、研削取代が少ないので実際の研削幅X1は狭いが、許容寸法Aを確保した良品である。一方、図11(b)の場合は、許容寸法Aを確保した良品であるが、研削取代が多いので実際の研削幅X2は広くなっている。その理由は、図11(a)、(b)から明らかなように研削幅X1、X2の両端において、図10に示す長軸aを含むE〜Hの範囲とF〜Gの範囲を形成する第1の楕円形状と、短軸bを含むE〜Fの範囲とG〜Hの範囲を形成する第2の楕円形状との斜交角度が極めて小さいので、研削取代のわずかな違いでも、実際の研削幅X1、X2に大きな差が生じることになる。しかしながら、研削加工上、このように大きな研削幅X2の製品の場合にも研削砥石が脚軸107’から離れるまで研削送り速度で加工する必要があるので、本来必要な研削範囲(許容寸法A)を越えて研削せざるを得ない。
【0013】
具体的には、脚軸107’の軸心Oを中心に、例えば、反時計方向に脚軸107’を回転させて研削する場合、この回転速度は、図11(b)の左側の角度Dの範囲を早送り速度で進み、角度Cの範囲の左端に達したときに研削送り速度となる。その後、研削幅X2の左端から研削を開始し、研削幅X2の右端で研削が終了し研削砥石が脚軸107’から離れるが、角度Cの範囲の右端に達するまで研削送り速度で進み、角度Dの範囲に達すると再び早送り速度に上げられる。研削取代のバラツキは微量ではあるが、不可避的なものであるので、上記のような研削送りの角度Cと早送りの角度Dに設定する必要があった。ところが、研削送り速度が必要な角度Cに対応する範囲Bは、図11(a)に示す本来必要な研削範囲である許容寸法Aに対してかなり大きなものとなる結果、早送りのできる角度Dの範囲を大きくすることができず、サイクルタイム短縮には限度があるという問題が判明した。なお、この対策として研削送りを早くすると、研削焼けが発生し、ワークが損傷すると同時に研削砥石も目詰まりなどのダメージが生じるため、技術的に問題がある。
【0014】
また、研削後の製品の良否は、研削幅X1、X2を実測して、許容寸法A以上を確保したものかどうかを判定していたので、良否検査に手間がかかり煩雑なものであった。
【0015】
上記のような問題に鑑み、本発明は、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ったトリポード型等速自在継手およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記の目的を達成するため種々検討した結果、トリポード部材の脚軸の略楕円形状等をなす特殊な外周面を、研削取代の大小にかかわらず、その部分研削範囲を安定して確保するという新たな着想に至った。
【0017】
前述の目的を達成するための技術的手段として、本発明は、円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、前記インナリングの内周面と接触する脚軸の外周面部分が研削仕上げされ、この外周面部分の周方向の端部に研削ヌスミが形成されていることを特徴とする。ここで、上記の略円弧状という用語は、円形状に限られず、擬似円形状、長円形状や楕円形状などを含む意味を有する。
【0018】
上記の構成により、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0019】
具体的には、上記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、脚軸の横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、研削仕上げされた前記外周面部分が上記長軸を含む構成にすることができる。これにより、特殊な略楕円形状等の脚軸を有する低振動なトリポード型等速自在継手において、脚軸外周面の研削幅の安定確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0020】
上記の研削ヌスミは、平坦面形状の他、凹曲面形状や凹角面形状に形成することができる。研削ヌスミの凹み量は微量であるので継手強度への影響はなく、脚軸外周面の研削幅の安定確保と研削良否検査の簡素化・効率化を図ることができる。
【0021】
上記の研削ヌスミの形態として、インナリングの内周面との間に隙間が形成される脚軸の外周面を、一方の研削ヌスミから他方の研削ヌスミまで連続して凹ませて形成することができる。また、上記の研削ヌスミを脚軸の外周面の周方向の4箇所に形成することができる。これにより、トリポード部材の鍛造金型の設計自由度を向上させることができる。
【0022】
上記の研削ヌスミにより区画された外周面部分の研削幅を研削良否の検査項目としたことにより、研削の良否が目視により判別できるので、検査作業が確実かつ効率的で生産性を向上することができる。
【0023】
本発明に係る製造方法として、円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手の製造方法において、前記トリポード部材の鍛造加工において前記インナリングの内周面と接触する脚軸の外周面部分の周方向の端部に研削ヌスミを形成し、この外周面部分を研削仕上げすることを特徴とする。このように構成した製造方法により、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0024】
具体的な製造方法として、インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、脚軸の横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、インナリングの内周面と接触する略楕円形状の長軸を含んだ前記外周面部分を研削加工する際、前記脚軸の軸心回りの回転と同期して研削砥石を微量進退させる形態が好ましい。これにより、特殊な略楕円形状の脚軸を有する低振動なトリポード型等速自在継手において、脚軸外周面の研削幅の安定確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0025】
上記の鍛造加工の金型に研削ヌスミを形成する成形面を形成することにより、追加の工程がなく生産性も優れたものになる。
【0026】
上記の研削ヌスミを設けることにより、必要な研削範囲のみ研削すればよくなり、早送りの範囲を拡大可能であるので、上記の鍛造加工された脚軸の外周面を研削加工する際、インナリングの内周面と接触する脚軸の外周面部分を除いた範囲は、脚軸の軸心回りの回転を早送りすることにより、大幅なサイクルタイムの短縮が可能となる。
【発明の効果】
【0027】
本発明に係るトリポード型等速自在継手およびその製造方法は、トリポード部材の脚軸外周面の研削範囲の安定確保による品質向上と検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【図面の簡単な説明】
【0028】
【図1】本発明に係るトリポード型等速自在継手についての第1の実施形態を示す縦断面図である。
【図2】図1のI−I線で矢視した横断面図である。
【図3】図1のJ−J線で矢視した平面図である。
【図4】本実施形態のトリポード型等速自在継手が作動角を取った状態を示す縦断面図である。
【図5】本実施形態のトリポード型等速自在継手の脚軸を示す横断面図である。
【図6】本実施形態のトリポード型等速自在継手のトリポード部材を示す部分縦断面図および右側面図である。
【図7】本発明に係るトリポード型等速自在継手の製造方法についての実施形態の鍛造金型を示す横断面図および縦断面図である。
【図8】本発明に係るトリポード型等速自在継手についての第2の実施形態を示す縦断面図である。
【図9】本発明に係るトリポード型等速自在継手についての第3の実施形態を示す縦断面図である。
【図10】本発明に至る過程における技術的知見を説明する図である。
【図11】本発明に至る過程における技術的知見を説明する図である。
【図12】従来技術のトリポード型等速自在継手を示す縦断面図である。
【図13】図12のK−K線で矢視した横断面図である。
【図14】図12のL−L線で矢視した平面図である。
【図15】従来技術のトリポード型等速自在継手が作動角を取った状態を示す縦断面図である。
【図16】従来技術のトリポード部材の脚軸を示す横断面図である。
【図17】従来技術のトリポード部材を示す部分縦断面図および右側面図である。
【図18】従来技術のトリポード部材の鍛造金型を示す横断面図および縦断面図である。
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態を図面に基づいて説明する。
【0030】
本発明に係るトリポード型等速自在継手についての第1の実施形態を図1〜図6に示す。トリポード部材の脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成した形式のトリポード型等速自在継手の一例として、図1〜図4に示すトリポード型等速自在継手がある。このトリポード型等速自在継手の基本的な構造および作動については、図12〜図15に示す従来技術のものと同じである。
【0031】
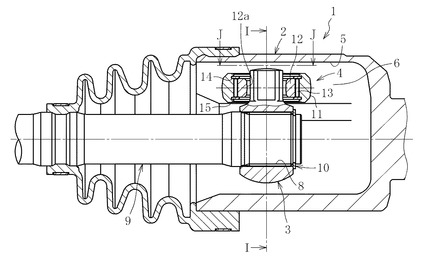
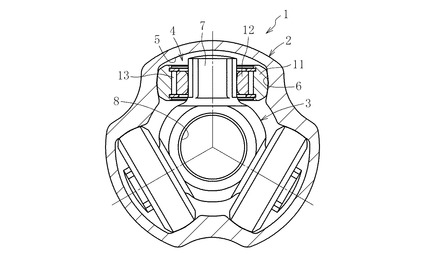
図1および図2に示すように、このトリポード型等速自在継手1は、外側継手部材2と、内側継手部材としてのトリポード部材3と、トルク伝達部材としてのローラユニット4とで主要部が構成されている。外側継手部材2は、一端が開口したカップ状をなし、内周面に軸方向に延びる3本の直線状トラック溝5が周方向等間隔に形成され、各トラック溝5の両側には、円周方向に対向して配置され、それぞれ軸方向に延びるローラ案内面6が形成されている。外側継手部材2の内部には、トリポード部材3とローラユニット4が収容されている。トリポード部材3は、半径方向に突出した3本の脚軸7を有する。トリポード部材3の中心孔8にシャフト9がスプライン嵌合し、止め輪10により軸方向に固定されている。ローラユニット4は、ローラであるアウタリング11と、このアウタリング11の内側に配置されて脚軸7に外嵌されたインナリング12と、アウタリング11とインナリング12との間に介在された針状ころ13とで主要部が構成されており、外側継手部材2のトラック溝5に収容されている。インナリング12の内周面12aは、インナリング12の軸線を含む縦断面において円弧状凸面をなす。インナリング12、針状ころ13およびアウタリング11からなるローラユニット4は、ワッシャ14、15により分離しない構造となっている。
【0032】
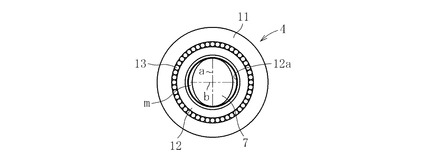
トリポード部材3の各脚軸7の外周面は、脚軸7の軸線を含んだ縦断面においてストレート形状をなす。また、図1のJ−J線で矢視した平面図である図3に示すように脚軸7の外周面は、脚軸7の軸線に直交する横断面において略楕円形状をなし、継手の軸線と直交する方向、すなわち長軸aの方向でインナリング12の内周面12aと接触し、継手の軸線方向、すなわち短軸bの方向でインナリング12の内周面12aとの間に隙間mが形成されている。この等速自在継手1では、トリポード部材3の脚軸7に装着されたローラユニット4のアウタリング11が、外側継手部材2のトラック溝5のローラ案内面6上を転動する。脚軸7の横断面が略楕円形状であるので、図4に示すように、等速自在継手1が作動角を取ったとき、外側継手部材2の軸線に対してトリポード部材3の軸線は傾斜するが、ローラユニット4はトリポード部材3の脚軸7の軸線に対して傾斜可能である。したがって、ローラユニット4のアウタリング11とローラ案内面6とが斜交した状態になることを回避し、正しく転動するので、誘起スラストやスライド抵抗の低減を図ることができ、継手の低振動化を実現することができる。
【0033】
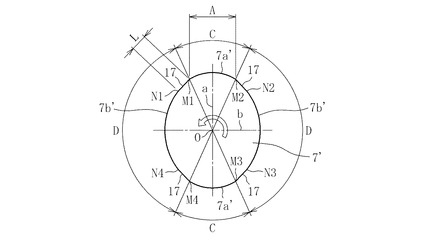
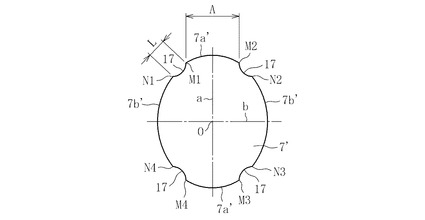
本実施形態のトリポード型等速自在継手1のトリポード部材3の脚軸7について説明する。図5は、熱処理完了状態(研削加工前)の脚軸7’を拡大して示したもので、脚軸7’の軸線Oと直交する横断面である。脚軸7’は、長軸aを含む外周面部分7a’と短軸bを含む外周面部分7b’とからなり、外周面部分7a’と外周面部分7b’との間に平坦面形状の研削ヌスミ17が円周方向の4箇所に形成されている。脚軸7’の軸線Oと直交する横断面は、長軸aを含む外周面部分7a’は第1の楕円形状に形成され、短軸bを含む外周面部分7b’は第2の楕円形状に形成され、第1の楕円形状、第2の楕円形状および研削ヌスミ17とからなる略楕円形状となっている。長軸aを含む外周面部分7a’がインナリング12の内周面12aと接触する脚軸7’の外周面部分である。第2の楕円形状の短軸bは第1の楕円形状の短軸(図示省略)よりも若干短く設定されている。そして、第1の楕円形状を形成する長軸aを含む外周面部分7a’は、完成品の楕円形状に対してほぼ均一な研削取代を付加して形状が設定されている。
【0034】
研削ヌスミ17は、脚軸7’の円周方向にLの幅をもって形成され、その両端M1、N1、M2、N2、M3、N3、M4、N4が、それぞれ、長軸aを含む外周面部分7a’と短軸bを含む外周面部分7b’に接続している。研削ヌスミ17は、その端部M1、M2、M3、M4において長軸aを含む外周面部分7a’と適宜の逃げ角度をもって形成されている。短軸bを含む外周面部分7b’の両端は、図5の短軸bを基準にして上下の研削ヌスミ17の端部N1、N4およびN2、N3に接続しており、外周面部分7b’は一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んでいる。
【0035】
図5に示すように、長軸aを含む外周面部分7a’の研削幅の許容寸法はAである。外周面部分7a’の周方向の両端部に研削ヌスミ17が形成されているので、略楕円形状をなす特殊な外周面部分7a’にもかかわらず、また、外周面部分7a’の研削取代の大小にかかわらず、研削範囲はほぼ一定となる。したがって、トリポード部材の略楕円形状をなす脚軸外周面の部分研削範囲を安定して確保することができる。また、研削ヌスミ17により区画された外周面部分7a’の研削幅を研削良否の検査項目とすることにより、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。さらに、研削ヌスミ17により研削領域と早送り領域とが区画されているので、低速の研削送りを必要とする許容寸法Aに対応する角度を研削送りの範囲、すなわち、角度Cとすることができる。これにより、研削送りが必要な角度Cを従来技術に比較して大幅に小さくすることができ、研削しない早送りのできる角度Dを大幅に拡大することができる。これにより、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。本発明に係る製造方法についての詳細は後述する。
【0036】
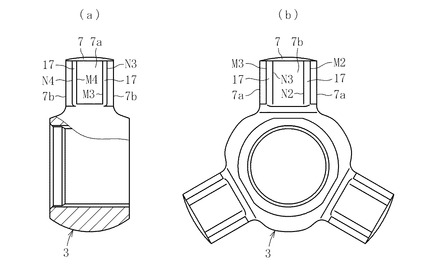
図6に、脚軸7の外周面部分7aを研削仕上げした完成品としてのトリポード部材3を示す。図6(a)はトリポード部材3の部分縦断面図であり、図6(b)は、図6(a)の右側面図である。図示のように研削仕上げされた部分は、楕円形状の長軸aを含む外周面部分7aで、この外周面部分7aの円周方向の両端部に研削ヌスミ17が形成されている。長軸aを含む外周面部分7aがインナリング12の内周面12aと接触する脚軸7の外周面部分である。図6(a)および図6(b)に示すように、短軸bを含む外周面部分7bは、一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んで形成されている。このようなトリポード部材3の完成品であるので、前述したように、脚軸外周面の部分研削範囲を安定して確保することができ、かつ、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。
【0037】
次に、本発明に係るトリポード型等速自在継手の製造方法についての実施形態を図5および図7に基づいて説明する。
【0038】
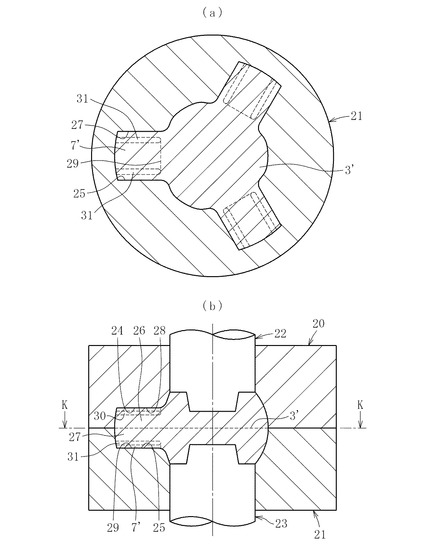
まず、本実施形態の製造方法における鍛造工程を図7に基づいて説明する。鍛造工程も従来技術と基本的に同じである。図7(b)は金型の部分縦断面であり、図7(a)は、図7(b)のK−K線で矢視した横断面図である。図7(a)、図7(b)に示すように、上側ダイス20、下側ダイス21、上側パンチ22、下側パンチ23からなる金型により閉塞鍛造により、トリポード部材の鍛造品3’が成形される。具体的には、上側ダイス20と下側ダイス21を型締めして成形空間を形成し、その中に円筒状のビレットを投入する。そして、上側パンチ22と下側パンチ23を接近させて、ビレットを加圧しダイス20、21内に充足させて、3本の脚軸7’を有する鍛造品3’が得られる。
【0039】
金型の成形面について詳述する。金型である上側ダイス20と下側ダイス21に研削ヌスミ17(図5、図6参照)を形成する成形面が形成されている。具体的には、上側ダイス20と下側ダイス21は、それぞれ、脚軸7’を成形する金型部24、25を有する。上側ダイス20の金型部24には、長軸aを含む外周面部分7a’を形成する成形面26と短軸bを含む外周面部分7b’を形成する成形面28と、これら成形面26、28との間に研削ヌスミ17を形成する成形面30が形成されている。同様に、下側ダイス21の金型部25には、長軸aを含む外周面部分7a’を形成する成形面27と短軸bを含む外周面部分7b’を形成する成形面29と、これら成形面27、29との間に研削ヌスミ17を形成する成形面31が形成されている。
【0040】
上側ダイス20と下側ダイス21の金型部24、25が上記のように構成されているので、トリポード部材3の鍛造工程において、図5に示すような長軸aを含む外周面部分7a’、短軸bを含む外周面部分7b’および研削ヌスミ17を同時に成形することができる。したがって、研削ヌスミ17を形成するための追加の工程がなく、生産性も優れている。また、研削ヌスミ17の凹み量は微量であるので、金型への負担も少ない。鍛造工程の後、従来と同様、トリポード部材3の鍛造品にスプライン孔や脚軸端部などを機械加工により仕上げた後、熱処理を施す。
【0041】
次に研削工程を図5に基づいて説明する。前述したように、熱処理完了状態(研削加工前)の脚軸7’は、長軸aを含む外周面部分7a’の周方向の両端部に研削ヌスミ17が形成されている。このため、略楕円形状をなす特殊な外周面部分7a’にもかかわらず、また、外周面部分7a’の研削取代の大小にかかわらず、許容寸法Aを確保して研削範囲はほぼ一定となる。
【0042】
具体的な研削加工の状態を説明する。脚軸7’の軸心Oの芯出しを行った後、図示しない研削装置にチャックする。この状態は、図5を90°右に回転した状態、すなわち、長軸aが水平の状態となっている。脚軸7’の軸心Oを中心に、反時計方向(白抜き矢印の方向)に低速の研削送り速度で回転させて、図5の角度Cの範囲の左端M1から外周面部分7a’の研削加工を開始する。この際、加工位置に前進した研削砥石の回転中心は、脚軸107’の軸心O回りの回転に同期させて図5の水平方向にのみ微量進退して、外周面部分7a’を楕円形状に研削加工する。角度Cの右端M2に達したとき脚軸7’の外周面部分7a’から研削砥石が離れ、その後、角度Dの範囲は脚軸7’が早送りで回転される。そして、図5の下側の角度Cの端部M3が研削砥石に接近したとき、再び、脚軸7’の回転が低速の研削送り速度に変わり、外周面部分7a’の研削加工が行われる。そして、端部M4に達すると脚軸7’の外周面部分7a’から研削砥石が離れ、1本目の脚軸7’の研削加工が終了する。脚軸7’1本当たり、ほぼ1回転により研削加工が終了する。その後、脚軸7’がインデックスされて、2本目の脚軸7’の軸心Oを芯出した後、研削装置にチャックし、前述した研削加工を繰り返す。
【0043】
本実施形態の製造方法における研削工程では、前述したように、長軸aを含む外周面部分7a’の周方向の両端部に研削ヌスミ17が形成され、この研削ヌスミ17により研削領域と早送り領域とが区画されている。これにより、許容寸法Aを確保して研削範囲がほぼ一定となるので、研削送り速度が必要な角度Cを許容寸法Aに対応した本来研削範囲が必要な小さな角度にすることができる。その結果、早送りのできる角度Dを大幅に拡大することができ、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0044】
また、長軸aを含む外周面部分7a’の周方向の両端部が研削ヌスミ17により区画された研削仕上げ面であるので、製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。
【0045】
次に、本発明に係るトリポード型等速自在継手についての第2の実施形態を図8に示す。この実施形態においては、脚軸に形成した研削ヌスミ17と短軸bを含む外周面部分7b’の形態が第1の実施形態と異なり、他の構成は第1の実施形態と同じである。本実施形態においても第1の実施形態と同様の機能を有する箇所には同一の符号を付して重複説明は省略する。以降の実施形態でも同様とする。
【0046】
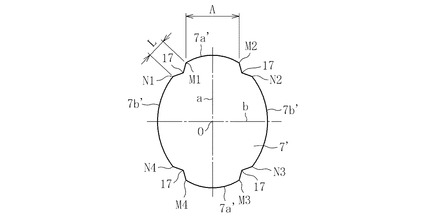
図8に熱処理完了状態(研削加工前)の脚軸7’を示す。本実施形態では、研削ヌスミ17は凹局面形状を有し、円周方向の4箇所に形成されている。短軸bを含む外周面部分7b’は、長軸aを含む外周面部分7a’を形成する第1の楕円形状の短軸(図示省略)より若干短く設定された第2の楕円形状で形成されているが、第1の実施形態のように、一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んだ形態とはなっていない。本実施形態では、従来技術に対して凹局面形状の研削ヌスミ17を円周方向に4箇所に形成するだけでよいので、鍛造金型の設計を容易にすることができる。また、前述したトリポード型等速自在継手についての第1の実施形態における利点や製造方法における鍛造工程、研削加工工程については同様であるので、重複説明は省略する。
【0047】
本発明に係るトリポード型等速自在継手についての第3の実施形態を図8に示す。この実施形態は、第2の実施形態に対して脚軸に形成した研削ヌスミの形態のみが異なる。図9に示すように、本実施形態では、研削ヌスミ17は凹角面形状を有し、円周方向の4箇所に形成されている。従来技術に対して凹角面形状の研削ヌスミ17を円周方向に4箇所に形成するだけでよいので、鍛造金型の設計を容易にすることができる。この実施形態においても、前述したトリポード型等速自在継手についての第1の実施形態における利点や製造方法における鍛造工程、研削加工工程については同様であるので、重複説明は省略する。
【0048】
前述した実施形態では、トリポード部材の脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成した形式のトリポード型等速自在継手の例として、トリポード部材の脚軸の軸線と直交する横断面が略楕円形状のものを示したが、これに限られるものではない。
【0049】
他の形態のトリポード型等速自在継手として、トリポード部材の脚軸が円筒状に形成され、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手にも本発明は適用できる。
【0050】
さらに、他の形態のトリポード型等速自在継手として、トリポード部材の脚軸が球面状に形成され、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手にも本発明は適用することができる。
【0051】
要は、トリポード部材の脚軸の略円弧状外周面を部分研削する構成のトリポード型等速自在継手であれば、適宜実施することができる。すなわち、研削仕上げする外周面部分に研削ヌスミを形成することにより研削領域と早送り領域とを区画することにより、部分研削範囲を安定して確保することができる。また、研削ヌスミにより区画された外周面部分の研削幅を研削良否の検査項目とすることにより、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。さらには、本来研削範囲が必要な角度を小さな角度にすることができ、その結果、早送りのできる角度を大幅に拡大することができ、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0052】
本発明は前述した実施形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲内において、さらに種々の形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【符号の説明】
【0053】
1 トリポード型等速自在継手
2 外側継手部材
3 トリポード部材
4 ローラユニット
5 トラック溝
6 ローラ案内面
7 脚軸
7a 長軸aを含む外周面部分
7b 短軸bを含む外周面部分
9 シャフト
11 アウタリング(ローラ)
12 インナリング
12a 内周面
13 針状ころ
17 研削ヌスミ
20 上側ダイス
21 下側ダイス
22 上側パンチ
23 下側パンチ
30 成形面
31 成形面
73 端部
74 端部
75 端部
A 研削幅の許容寸法
C 研削送りの角度
D 早送りの角度
L 研削ヌスミの幅
O 脚軸の軸心(軸線)
a 長軸
b 短軸
m 隙間
【技術分野】
【0001】
この発明は、トリポード型等速自在継手およびその製造方法に関する。
【背景技術】
【0002】
自動車や各種産業機械の動力伝達系を構成する等速自在継手は、駆動側と従動側の二軸をトルク伝達可能に連結すると共に、前記二軸が作動角をとっても等速で回転トルクを伝達することができる。等速自在継手は、角度変位のみを許容する固定式等速自在継手と、角度変位および軸方向変位の両方を許容する摺動式等速自在継手とに大別され、例えば、自動車のエンジンから駆動車輪に動力を伝達するドライブシャフトにおいては、デフ側(インボード側)に摺動式等速自在継手が使用され、駆動車輪側(アウトボード側)には固定式等速自在継手が使用される。
【0003】
摺動式等速自在継手の一つとしてトリポード型等速自在継手がある。このトリポード型等速自在継手は、トルク伝達部材であるローラがシングルローラタイプと、ダブルローラタイプが知られている。図12〜図15に、ダブルローラタイプのトリポード型等速自在継手を例示する(例えば、特許文献1参照)。
【0004】
図12はトリポード型等速自在継手の部分縦断面図であり、図13は図12のK−K線で矢視した部分横断面図である。図12および図13に示すように、このトリポード型等速自在継手101は、外側継手部材102と、内側継手部材としてのトリポード部材103と、トルク伝達部材としてのローラユニット104とで主要部が構成されている。外側継手部材102は、一端が開口したカップ状をなし、内周面に軸方向に延びる3本の直線状トラック溝105が周方向等間隔に形成され、各トラック溝105の両側には、円周方向に対向して配置され、それぞれ軸方向に延びるローラ案内面106が形成されている。外側継手部材102の内部には、トリポード部材103とローラユニット104が収容されている。トリポード部材103は、半径方向に突出した3本の脚軸107を有する。トリポード部材103の中心孔108にシャフト109がスプライン嵌合し、止め輪110により軸方向に固定されている。ローラユニット104は、ローラであるアウタリング111と、このアウタリング111の内側に配置されて脚軸107に外嵌されたインナリング112と、アウタリング111とインナリング112との間に介在された針状ころ113とで主要部が構成されており、外側継手部材102のトラック溝105に収容されている。インナリング112の内周面112aは、インナリング112の軸線を含む縦断面において円弧状凸面をなす。インナリング112、針状ころ113およびアウタリング111からなるローラユニット104は、ワッシャ114、115により分離しない構造となっている。
【0005】
トリポード部材103の各脚軸107の外周面は、脚軸107の軸線を含んだ縦断面においてストレート形状をなす。また、図12のL−L線で矢視した平面図である図14に示すように、脚軸107の外周面は、脚軸107の軸線に直交する横断面において略楕円形状をなし、継手の軸線と直交する方向、すなわち長軸aの方向でインナリング112の内周面112aと接触し、継手の軸線方向、すなわち短軸bの方向でインナリング112の内周面112aとの間に隙間mが形成されている。この等速自在継手101では、トリポード部材103の脚軸107に装着されたローラユニット104のアウタリング111が、外側継手部材102のトラック溝105のローラ案内面106上を転動する。脚軸107の横断面が略楕円形状であるので、図15に示すように、等速自在継手101が作動角を取ったとき、外側継手部材102の軸線に対してトリポード部材103の軸線は傾斜するが、ローラユニット104はトリポード部材103の脚軸107の軸線に対して傾斜可能である。したがって、ローラユニット104のアウタリング111とローラ案内面106とが斜交した状態になることを回避し、正しく転動するので、誘起スラストやスライド抵抗の低減を図ることができ、継手の低振動化を実現することができる。
【0006】
次に、トリポード部材103の製造工程を説明する。トリポード部材103は、図18(a)、(b)に示すように、上側ダイス120、下側ダイス121、上側パンチ122、下側パンチ123からなる金型により閉塞鍛造によりトリポード部材103の鍛造品103’が成形される。具体的には、上側ダイス120と下側ダイス121を型締めして成形空間を形成し、その中に円筒状のビレットを投入する。そして、上側パンチ122と下側パンチ123を接近させて、ビレットを加圧しダイス120、121内に充足させて、3本の脚軸107’を有する鍛造品103’が得られる。その後、スプライン孔や脚軸端部などを機械加工により仕上げた後、熱処理を施す。
【0007】
熱処理工程の後、図16および図17に示すように、インナリング112の内周面112aと接触する脚軸107の外周面部分(図14参照)を研削仕上げする。図16は熱処理完了状態の脚軸107’を示す。図示のように脚軸107’の外周面のうち、略楕円形状の長軸aを含む外周面部分107a’の研削幅の許容寸法をAで示し、脚軸107’の軸心O回りの回転における低速の研削送りの範囲をBで示す。図示は省略するが、この研削加工は、トリポード部材103’を研削装置にチャックし、脚軸107’の軸心Oを中心に、例えば、反時計方向に回転させ、研削砥石で楕円形状の長軸aを含む外周面部分107a’を研削する。この際、外周面部分107a’は楕円形状であるので、脚軸107’の軸心O回りの回転に同期させて研削砥石を微量進退させて、楕円形状に研削加工する。
【0008】
本来必要な研削範囲は図16の許容寸法Aである。しかし、不可避的に生じる鍛造寸法バラツキや熱処理変形を考慮して研削幅の許容寸法Aに対して研削送りの範囲Bをかなり大きく設定している。その詳細は後述する。研削加工時の脚軸107’の軸心O回りの回転速度は、範囲Bに対応する角度Cの範囲を低速の研削送りとし、角度Dの範囲を研削せずに早送りとしている。このようにして脚軸107の外周面部分107aを研削仕上げした完成品としてのトリポード部材103を図17に示す。図17(a)はトリポード部材103の部分縦断面図であり、図17(b)は、図17(a)の右側面図である。図示のように研削仕上げされた部分は、略楕円形状の長軸aを含む外周面部分107aで、この研削幅が許容寸法A以上に確保されたものが良品である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−195284号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところが、前述した脚軸107’の長軸aを含む外周面部分107a’の研削加工では、本来必要な研削範囲を研削した後も、研削砥石が脚軸107’から離れるまで研削送り速度で加工する必要があるため、本来必要な研削範囲より広い範囲を低速の研削送りで加工することになる。そのため、従来の方法では、研削送りが必要な角度Cの範囲を小さくすることができず、その結果、早送りのできる角度Dの範囲を拡大することができないので、サイクルタイムの短縮を図るのに限度があり、生産性を悪化させる要因となっていることが判明した。
【0011】
その詳細を図10および図11に基づいて詳細に説明する。図10に熱処理完了後(研削加工前)の脚軸107’の軸線に直交する横断面を拡大して示す。図示のように脚軸107’の横断面形状は、長軸aを含むE〜Hの範囲とF〜Gの範囲とが第1の楕円形状で形成され、短軸bを含むE〜Fの範囲とG〜Hの範囲とが第2の楕円形状で形成された略楕円形状となっている。第2の楕円形状の短軸bは第1の楕円形状の短軸(図示省略)よりも若干短く設定されている。そして、第1の楕円形状を形成するE〜Hの範囲とF〜Gの範囲は、完成品の楕円形状に対してほぼ均一な研削取代を付加して形状が設定されている。このような形状になるように鍛造品の脚軸107’の横断面形状が設定されているので、長軸aを含む外周面部分107a’が部分的に研削できる。
【0012】
上記横断面形状からなる脚軸107’の研削の状態を図11に基づいて説明する。図11(a)は、図10に示した脚軸107’の長軸aを含む外周面部分107a’の研削取代が少ない場合の研削状態を示し、図11(b)は研削取代が多い場合の研削状態を示す。図11(a)、図11(b)は、脚軸107’の半径方向の上側半分を示し、破線は研削仕上げ後の面を示す。また、説明を分かりやすくするため、研削取代を誇張して表している。図11(a)の場合、研削取代が少ないので実際の研削幅X1は狭いが、許容寸法Aを確保した良品である。一方、図11(b)の場合は、許容寸法Aを確保した良品であるが、研削取代が多いので実際の研削幅X2は広くなっている。その理由は、図11(a)、(b)から明らかなように研削幅X1、X2の両端において、図10に示す長軸aを含むE〜Hの範囲とF〜Gの範囲を形成する第1の楕円形状と、短軸bを含むE〜Fの範囲とG〜Hの範囲を形成する第2の楕円形状との斜交角度が極めて小さいので、研削取代のわずかな違いでも、実際の研削幅X1、X2に大きな差が生じることになる。しかしながら、研削加工上、このように大きな研削幅X2の製品の場合にも研削砥石が脚軸107’から離れるまで研削送り速度で加工する必要があるので、本来必要な研削範囲(許容寸法A)を越えて研削せざるを得ない。
【0013】
具体的には、脚軸107’の軸心Oを中心に、例えば、反時計方向に脚軸107’を回転させて研削する場合、この回転速度は、図11(b)の左側の角度Dの範囲を早送り速度で進み、角度Cの範囲の左端に達したときに研削送り速度となる。その後、研削幅X2の左端から研削を開始し、研削幅X2の右端で研削が終了し研削砥石が脚軸107’から離れるが、角度Cの範囲の右端に達するまで研削送り速度で進み、角度Dの範囲に達すると再び早送り速度に上げられる。研削取代のバラツキは微量ではあるが、不可避的なものであるので、上記のような研削送りの角度Cと早送りの角度Dに設定する必要があった。ところが、研削送り速度が必要な角度Cに対応する範囲Bは、図11(a)に示す本来必要な研削範囲である許容寸法Aに対してかなり大きなものとなる結果、早送りのできる角度Dの範囲を大きくすることができず、サイクルタイム短縮には限度があるという問題が判明した。なお、この対策として研削送りを早くすると、研削焼けが発生し、ワークが損傷すると同時に研削砥石も目詰まりなどのダメージが生じるため、技術的に問題がある。
【0014】
また、研削後の製品の良否は、研削幅X1、X2を実測して、許容寸法A以上を確保したものかどうかを判定していたので、良否検査に手間がかかり煩雑なものであった。
【0015】
上記のような問題に鑑み、本発明は、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ったトリポード型等速自在継手およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記の目的を達成するため種々検討した結果、トリポード部材の脚軸の略楕円形状等をなす特殊な外周面を、研削取代の大小にかかわらず、その部分研削範囲を安定して確保するという新たな着想に至った。
【0017】
前述の目的を達成するための技術的手段として、本発明は、円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、前記インナリングの内周面と接触する脚軸の外周面部分が研削仕上げされ、この外周面部分の周方向の端部に研削ヌスミが形成されていることを特徴とする。ここで、上記の略円弧状という用語は、円形状に限られず、擬似円形状、長円形状や楕円形状などを含む意味を有する。
【0018】
上記の構成により、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0019】
具体的には、上記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、脚軸の横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、研削仕上げされた前記外周面部分が上記長軸を含む構成にすることができる。これにより、特殊な略楕円形状等の脚軸を有する低振動なトリポード型等速自在継手において、脚軸外周面の研削幅の安定確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0020】
上記の研削ヌスミは、平坦面形状の他、凹曲面形状や凹角面形状に形成することができる。研削ヌスミの凹み量は微量であるので継手強度への影響はなく、脚軸外周面の研削幅の安定確保と研削良否検査の簡素化・効率化を図ることができる。
【0021】
上記の研削ヌスミの形態として、インナリングの内周面との間に隙間が形成される脚軸の外周面を、一方の研削ヌスミから他方の研削ヌスミまで連続して凹ませて形成することができる。また、上記の研削ヌスミを脚軸の外周面の周方向の4箇所に形成することができる。これにより、トリポード部材の鍛造金型の設計自由度を向上させることができる。
【0022】
上記の研削ヌスミにより区画された外周面部分の研削幅を研削良否の検査項目としたことにより、研削の良否が目視により判別できるので、検査作業が確実かつ効率的で生産性を向上することができる。
【0023】
本発明に係る製造方法として、円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手の製造方法において、前記トリポード部材の鍛造加工において前記インナリングの内周面と接触する脚軸の外周面部分の周方向の端部に研削ヌスミを形成し、この外周面部分を研削仕上げすることを特徴とする。このように構成した製造方法により、トリポード部材の脚軸外周面の部分研削範囲の安定した確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0024】
具体的な製造方法として、インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、脚軸の横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、インナリングの内周面と接触する略楕円形状の長軸を含んだ前記外周面部分を研削加工する際、前記脚軸の軸心回りの回転と同期して研削砥石を微量進退させる形態が好ましい。これにより、特殊な略楕円形状の脚軸を有する低振動なトリポード型等速自在継手において、脚軸外周面の研削幅の安定確保と良否検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0025】
上記の鍛造加工の金型に研削ヌスミを形成する成形面を形成することにより、追加の工程がなく生産性も優れたものになる。
【0026】
上記の研削ヌスミを設けることにより、必要な研削範囲のみ研削すればよくなり、早送りの範囲を拡大可能であるので、上記の鍛造加工された脚軸の外周面を研削加工する際、インナリングの内周面と接触する脚軸の外周面部分を除いた範囲は、脚軸の軸心回りの回転を早送りすることにより、大幅なサイクルタイムの短縮が可能となる。
【発明の効果】
【0027】
本発明に係るトリポード型等速自在継手およびその製造方法は、トリポード部材の脚軸外周面の研削範囲の安定確保による品質向上と検査の簡素化・効率化や研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【図面の簡単な説明】
【0028】
【図1】本発明に係るトリポード型等速自在継手についての第1の実施形態を示す縦断面図である。
【図2】図1のI−I線で矢視した横断面図である。
【図3】図1のJ−J線で矢視した平面図である。
【図4】本実施形態のトリポード型等速自在継手が作動角を取った状態を示す縦断面図である。
【図5】本実施形態のトリポード型等速自在継手の脚軸を示す横断面図である。
【図6】本実施形態のトリポード型等速自在継手のトリポード部材を示す部分縦断面図および右側面図である。
【図7】本発明に係るトリポード型等速自在継手の製造方法についての実施形態の鍛造金型を示す横断面図および縦断面図である。
【図8】本発明に係るトリポード型等速自在継手についての第2の実施形態を示す縦断面図である。
【図9】本発明に係るトリポード型等速自在継手についての第3の実施形態を示す縦断面図である。
【図10】本発明に至る過程における技術的知見を説明する図である。
【図11】本発明に至る過程における技術的知見を説明する図である。
【図12】従来技術のトリポード型等速自在継手を示す縦断面図である。
【図13】図12のK−K線で矢視した横断面図である。
【図14】図12のL−L線で矢視した平面図である。
【図15】従来技術のトリポード型等速自在継手が作動角を取った状態を示す縦断面図である。
【図16】従来技術のトリポード部材の脚軸を示す横断面図である。
【図17】従来技術のトリポード部材を示す部分縦断面図および右側面図である。
【図18】従来技術のトリポード部材の鍛造金型を示す横断面図および縦断面図である。
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態を図面に基づいて説明する。
【0030】
本発明に係るトリポード型等速自在継手についての第1の実施形態を図1〜図6に示す。トリポード部材の脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成した形式のトリポード型等速自在継手の一例として、図1〜図4に示すトリポード型等速自在継手がある。このトリポード型等速自在継手の基本的な構造および作動については、図12〜図15に示す従来技術のものと同じである。
【0031】
図1および図2に示すように、このトリポード型等速自在継手1は、外側継手部材2と、内側継手部材としてのトリポード部材3と、トルク伝達部材としてのローラユニット4とで主要部が構成されている。外側継手部材2は、一端が開口したカップ状をなし、内周面に軸方向に延びる3本の直線状トラック溝5が周方向等間隔に形成され、各トラック溝5の両側には、円周方向に対向して配置され、それぞれ軸方向に延びるローラ案内面6が形成されている。外側継手部材2の内部には、トリポード部材3とローラユニット4が収容されている。トリポード部材3は、半径方向に突出した3本の脚軸7を有する。トリポード部材3の中心孔8にシャフト9がスプライン嵌合し、止め輪10により軸方向に固定されている。ローラユニット4は、ローラであるアウタリング11と、このアウタリング11の内側に配置されて脚軸7に外嵌されたインナリング12と、アウタリング11とインナリング12との間に介在された針状ころ13とで主要部が構成されており、外側継手部材2のトラック溝5に収容されている。インナリング12の内周面12aは、インナリング12の軸線を含む縦断面において円弧状凸面をなす。インナリング12、針状ころ13およびアウタリング11からなるローラユニット4は、ワッシャ14、15により分離しない構造となっている。
【0032】
トリポード部材3の各脚軸7の外周面は、脚軸7の軸線を含んだ縦断面においてストレート形状をなす。また、図1のJ−J線で矢視した平面図である図3に示すように脚軸7の外周面は、脚軸7の軸線に直交する横断面において略楕円形状をなし、継手の軸線と直交する方向、すなわち長軸aの方向でインナリング12の内周面12aと接触し、継手の軸線方向、すなわち短軸bの方向でインナリング12の内周面12aとの間に隙間mが形成されている。この等速自在継手1では、トリポード部材3の脚軸7に装着されたローラユニット4のアウタリング11が、外側継手部材2のトラック溝5のローラ案内面6上を転動する。脚軸7の横断面が略楕円形状であるので、図4に示すように、等速自在継手1が作動角を取ったとき、外側継手部材2の軸線に対してトリポード部材3の軸線は傾斜するが、ローラユニット4はトリポード部材3の脚軸7の軸線に対して傾斜可能である。したがって、ローラユニット4のアウタリング11とローラ案内面6とが斜交した状態になることを回避し、正しく転動するので、誘起スラストやスライド抵抗の低減を図ることができ、継手の低振動化を実現することができる。
【0033】
本実施形態のトリポード型等速自在継手1のトリポード部材3の脚軸7について説明する。図5は、熱処理完了状態(研削加工前)の脚軸7’を拡大して示したもので、脚軸7’の軸線Oと直交する横断面である。脚軸7’は、長軸aを含む外周面部分7a’と短軸bを含む外周面部分7b’とからなり、外周面部分7a’と外周面部分7b’との間に平坦面形状の研削ヌスミ17が円周方向の4箇所に形成されている。脚軸7’の軸線Oと直交する横断面は、長軸aを含む外周面部分7a’は第1の楕円形状に形成され、短軸bを含む外周面部分7b’は第2の楕円形状に形成され、第1の楕円形状、第2の楕円形状および研削ヌスミ17とからなる略楕円形状となっている。長軸aを含む外周面部分7a’がインナリング12の内周面12aと接触する脚軸7’の外周面部分である。第2の楕円形状の短軸bは第1の楕円形状の短軸(図示省略)よりも若干短く設定されている。そして、第1の楕円形状を形成する長軸aを含む外周面部分7a’は、完成品の楕円形状に対してほぼ均一な研削取代を付加して形状が設定されている。
【0034】
研削ヌスミ17は、脚軸7’の円周方向にLの幅をもって形成され、その両端M1、N1、M2、N2、M3、N3、M4、N4が、それぞれ、長軸aを含む外周面部分7a’と短軸bを含む外周面部分7b’に接続している。研削ヌスミ17は、その端部M1、M2、M3、M4において長軸aを含む外周面部分7a’と適宜の逃げ角度をもって形成されている。短軸bを含む外周面部分7b’の両端は、図5の短軸bを基準にして上下の研削ヌスミ17の端部N1、N4およびN2、N3に接続しており、外周面部分7b’は一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んでいる。
【0035】
図5に示すように、長軸aを含む外周面部分7a’の研削幅の許容寸法はAである。外周面部分7a’の周方向の両端部に研削ヌスミ17が形成されているので、略楕円形状をなす特殊な外周面部分7a’にもかかわらず、また、外周面部分7a’の研削取代の大小にかかわらず、研削範囲はほぼ一定となる。したがって、トリポード部材の略楕円形状をなす脚軸外周面の部分研削範囲を安定して確保することができる。また、研削ヌスミ17により区画された外周面部分7a’の研削幅を研削良否の検査項目とすることにより、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。さらに、研削ヌスミ17により研削領域と早送り領域とが区画されているので、低速の研削送りを必要とする許容寸法Aに対応する角度を研削送りの範囲、すなわち、角度Cとすることができる。これにより、研削送りが必要な角度Cを従来技術に比較して大幅に小さくすることができ、研削しない早送りのできる角度Dを大幅に拡大することができる。これにより、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。本発明に係る製造方法についての詳細は後述する。
【0036】
図6に、脚軸7の外周面部分7aを研削仕上げした完成品としてのトリポード部材3を示す。図6(a)はトリポード部材3の部分縦断面図であり、図6(b)は、図6(a)の右側面図である。図示のように研削仕上げされた部分は、楕円形状の長軸aを含む外周面部分7aで、この外周面部分7aの円周方向の両端部に研削ヌスミ17が形成されている。長軸aを含む外周面部分7aがインナリング12の内周面12aと接触する脚軸7の外周面部分である。図6(a)および図6(b)に示すように、短軸bを含む外周面部分7bは、一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んで形成されている。このようなトリポード部材3の完成品であるので、前述したように、脚軸外周面の部分研削範囲を安定して確保することができ、かつ、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。
【0037】
次に、本発明に係るトリポード型等速自在継手の製造方法についての実施形態を図5および図7に基づいて説明する。
【0038】
まず、本実施形態の製造方法における鍛造工程を図7に基づいて説明する。鍛造工程も従来技術と基本的に同じである。図7(b)は金型の部分縦断面であり、図7(a)は、図7(b)のK−K線で矢視した横断面図である。図7(a)、図7(b)に示すように、上側ダイス20、下側ダイス21、上側パンチ22、下側パンチ23からなる金型により閉塞鍛造により、トリポード部材の鍛造品3’が成形される。具体的には、上側ダイス20と下側ダイス21を型締めして成形空間を形成し、その中に円筒状のビレットを投入する。そして、上側パンチ22と下側パンチ23を接近させて、ビレットを加圧しダイス20、21内に充足させて、3本の脚軸7’を有する鍛造品3’が得られる。
【0039】
金型の成形面について詳述する。金型である上側ダイス20と下側ダイス21に研削ヌスミ17(図5、図6参照)を形成する成形面が形成されている。具体的には、上側ダイス20と下側ダイス21は、それぞれ、脚軸7’を成形する金型部24、25を有する。上側ダイス20の金型部24には、長軸aを含む外周面部分7a’を形成する成形面26と短軸bを含む外周面部分7b’を形成する成形面28と、これら成形面26、28との間に研削ヌスミ17を形成する成形面30が形成されている。同様に、下側ダイス21の金型部25には、長軸aを含む外周面部分7a’を形成する成形面27と短軸bを含む外周面部分7b’を形成する成形面29と、これら成形面27、29との間に研削ヌスミ17を形成する成形面31が形成されている。
【0040】
上側ダイス20と下側ダイス21の金型部24、25が上記のように構成されているので、トリポード部材3の鍛造工程において、図5に示すような長軸aを含む外周面部分7a’、短軸bを含む外周面部分7b’および研削ヌスミ17を同時に成形することができる。したがって、研削ヌスミ17を形成するための追加の工程がなく、生産性も優れている。また、研削ヌスミ17の凹み量は微量であるので、金型への負担も少ない。鍛造工程の後、従来と同様、トリポード部材3の鍛造品にスプライン孔や脚軸端部などを機械加工により仕上げた後、熱処理を施す。
【0041】
次に研削工程を図5に基づいて説明する。前述したように、熱処理完了状態(研削加工前)の脚軸7’は、長軸aを含む外周面部分7a’の周方向の両端部に研削ヌスミ17が形成されている。このため、略楕円形状をなす特殊な外周面部分7a’にもかかわらず、また、外周面部分7a’の研削取代の大小にかかわらず、許容寸法Aを確保して研削範囲はほぼ一定となる。
【0042】
具体的な研削加工の状態を説明する。脚軸7’の軸心Oの芯出しを行った後、図示しない研削装置にチャックする。この状態は、図5を90°右に回転した状態、すなわち、長軸aが水平の状態となっている。脚軸7’の軸心Oを中心に、反時計方向(白抜き矢印の方向)に低速の研削送り速度で回転させて、図5の角度Cの範囲の左端M1から外周面部分7a’の研削加工を開始する。この際、加工位置に前進した研削砥石の回転中心は、脚軸107’の軸心O回りの回転に同期させて図5の水平方向にのみ微量進退して、外周面部分7a’を楕円形状に研削加工する。角度Cの右端M2に達したとき脚軸7’の外周面部分7a’から研削砥石が離れ、その後、角度Dの範囲は脚軸7’が早送りで回転される。そして、図5の下側の角度Cの端部M3が研削砥石に接近したとき、再び、脚軸7’の回転が低速の研削送り速度に変わり、外周面部分7a’の研削加工が行われる。そして、端部M4に達すると脚軸7’の外周面部分7a’から研削砥石が離れ、1本目の脚軸7’の研削加工が終了する。脚軸7’1本当たり、ほぼ1回転により研削加工が終了する。その後、脚軸7’がインデックスされて、2本目の脚軸7’の軸心Oを芯出した後、研削装置にチャックし、前述した研削加工を繰り返す。
【0043】
本実施形態の製造方法における研削工程では、前述したように、長軸aを含む外周面部分7a’の周方向の両端部に研削ヌスミ17が形成され、この研削ヌスミ17により研削領域と早送り領域とが区画されている。これにより、許容寸法Aを確保して研削範囲がほぼ一定となるので、研削送り速度が必要な角度Cを許容寸法Aに対応した本来研削範囲が必要な小さな角度にすることができる。その結果、早送りのできる角度Dを大幅に拡大することができ、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0044】
また、長軸aを含む外周面部分7a’の周方向の両端部が研削ヌスミ17により区画された研削仕上げ面であるので、製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。
【0045】
次に、本発明に係るトリポード型等速自在継手についての第2の実施形態を図8に示す。この実施形態においては、脚軸に形成した研削ヌスミ17と短軸bを含む外周面部分7b’の形態が第1の実施形態と異なり、他の構成は第1の実施形態と同じである。本実施形態においても第1の実施形態と同様の機能を有する箇所には同一の符号を付して重複説明は省略する。以降の実施形態でも同様とする。
【0046】
図8に熱処理完了状態(研削加工前)の脚軸7’を示す。本実施形態では、研削ヌスミ17は凹局面形状を有し、円周方向の4箇所に形成されている。短軸bを含む外周面部分7b’は、長軸aを含む外周面部分7a’を形成する第1の楕円形状の短軸(図示省略)より若干短く設定された第2の楕円形状で形成されているが、第1の実施形態のように、一方の研削ヌスミ17の端部N1、N2から他方の研削ヌスミ17の端部N4、N3まで連続して凹んだ形態とはなっていない。本実施形態では、従来技術に対して凹局面形状の研削ヌスミ17を円周方向に4箇所に形成するだけでよいので、鍛造金型の設計を容易にすることができる。また、前述したトリポード型等速自在継手についての第1の実施形態における利点や製造方法における鍛造工程、研削加工工程については同様であるので、重複説明は省略する。
【0047】
本発明に係るトリポード型等速自在継手についての第3の実施形態を図8に示す。この実施形態は、第2の実施形態に対して脚軸に形成した研削ヌスミの形態のみが異なる。図9に示すように、本実施形態では、研削ヌスミ17は凹角面形状を有し、円周方向の4箇所に形成されている。従来技術に対して凹角面形状の研削ヌスミ17を円周方向に4箇所に形成するだけでよいので、鍛造金型の設計を容易にすることができる。この実施形態においても、前述したトリポード型等速自在継手についての第1の実施形態における利点や製造方法における鍛造工程、研削加工工程については同様であるので、重複説明は省略する。
【0048】
前述した実施形態では、トリポード部材の脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成した形式のトリポード型等速自在継手の例として、トリポード部材の脚軸の軸線と直交する横断面が略楕円形状のものを示したが、これに限られるものではない。
【0049】
他の形態のトリポード型等速自在継手として、トリポード部材の脚軸が円筒状に形成され、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手にも本発明は適用できる。
【0050】
さらに、他の形態のトリポード型等速自在継手として、トリポード部材の脚軸が球面状に形成され、継手の軸線と直交する方向でローラユニットのインナリングの内周面と接触し、継手の軸線方向ではインナリングの内周面との間に隙間を形成したトリポード型等速自在継手にも本発明は適用することができる。
【0051】
要は、トリポード部材の脚軸の略円弧状外周面を部分研削する構成のトリポード型等速自在継手であれば、適宜実施することができる。すなわち、研削仕上げする外周面部分に研削ヌスミを形成することにより研削領域と早送り領域とを区画することにより、部分研削範囲を安定して確保することができる。また、研削ヌスミにより区画された外周面部分の研削幅を研削良否の検査項目とすることにより、研削仕上げした製品の良否検査が目視により簡単にかつ確実に実施することができ、検査工程の効率化を図ることができる。さらには、本来研削範囲が必要な角度を小さな角度にすることができ、その結果、早送りのできる角度を大幅に拡大することができ、研削サイクルタイムの短縮化、製造コストの低減を図ることができる。
【0052】
本発明は前述した実施形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲内において、さらに種々の形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【符号の説明】
【0053】
1 トリポード型等速自在継手
2 外側継手部材
3 トリポード部材
4 ローラユニット
5 トラック溝
6 ローラ案内面
7 脚軸
7a 長軸aを含む外周面部分
7b 短軸bを含む外周面部分
9 シャフト
11 アウタリング(ローラ)
12 インナリング
12a 内周面
13 針状ころ
17 研削ヌスミ
20 上側ダイス
21 下側ダイス
22 上側パンチ
23 下側パンチ
30 成形面
31 成形面
73 端部
74 端部
75 端部
A 研削幅の許容寸法
C 研削送りの角度
D 早送りの角度
L 研削ヌスミの幅
O 脚軸の軸心(軸線)
a 長軸
b 短軸
m 隙間
【特許請求の範囲】
【請求項1】
円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、
前記インナリングの内周面と接触する脚軸の外周面部分が研削仕上げされ、この外周面部分の周方向の端部に研削ヌスミが形成されていることを特徴とするトリポード型等速自在継手。
【請求項2】
前記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、前記脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、前記脚軸の前記横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、研削仕上げされた前記外周面部分が、前記長軸を含んでいることを特徴とする請求項1に記載のトリポード型等速自在継手。
【請求項3】
前記研削ヌスミが平坦面形状であることを特徴とする請求項1又は請求項2に記載のトリポード型等速自在継手。
【請求項4】
前記研削ヌスミが凹曲面ないし凹角面のいずれかの形状であることを特徴とする請求項1又は請求項2に記載のトリポード型等速自在継手。
【請求項5】
前記研削ヌスミにより区画された前記外周面部分の研削幅を研削良否の検査項目としたことを特徴とする請求項1〜4のいずれか一項に記載のトリポード型等速自在継手。
【請求項6】
円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手の製造方法において、
前記トリポード部材の鍛造加工において前記インナリングの内周面と接触する脚軸の外周面部分の周方向の端部に研削ヌスミを形成し、この外周面部分を研削仕上げすることを特徴とするトリポード型等速自在継手の製造方法。
【請求項7】
前記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、前記脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、前記脚軸の前記横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、インナリングの内周面と接触する略楕円形状の長軸を含んだ前記外周面部分を研削加工する際、前記脚軸の軸心回りの回転と同期して研削砥石が微量進退することを特徴とする請求項6に記載のトリポード型等速自在継手の製造方法。
【請求項8】
前記鍛造加工の金型に前記研削ヌスミを形成する成形面が形成されていることを特徴とする請求項6に記載のトリポード型等速自在継手の製造方法。
【請求項9】
前記鍛造加工された脚軸の外周面を研削加工する際、インナリングの内周面と接触する脚軸の前記外周面部分を除いた範囲を早送りすることを特徴とする請求項6又は請求項7に記載のトリポード型等速自在継手の製造方法。
【請求項1】
円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手において、
前記インナリングの内周面と接触する脚軸の外周面部分が研削仕上げされ、この外周面部分の周方向の端部に研削ヌスミが形成されていることを特徴とするトリポード型等速自在継手。
【請求項2】
前記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、前記脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、前記脚軸の前記横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、研削仕上げされた前記外周面部分が、前記長軸を含んでいることを特徴とする請求項1に記載のトリポード型等速自在継手。
【請求項3】
前記研削ヌスミが平坦面形状であることを特徴とする請求項1又は請求項2に記載のトリポード型等速自在継手。
【請求項4】
前記研削ヌスミが凹曲面ないし凹角面のいずれかの形状であることを特徴とする請求項1又は請求項2に記載のトリポード型等速自在継手。
【請求項5】
前記研削ヌスミにより区画された前記外周面部分の研削幅を研削良否の検査項目としたことを特徴とする請求項1〜4のいずれか一項に記載のトリポード型等速自在継手。
【請求項6】
円周方向に対向して配置されたローラ案内面を有する3つのトラック溝が形成された外側継手部材と、半径方向に突出した3つの脚軸を備えたトリポード部材と、ローラと該ローラを回転自在に支持するインナリングとを備えたローラユニットとからなり、前記インナリングが前記脚軸に外嵌されると共に前記ローラが前記トラック溝のローラ案内面に沿って移動可能に構成されたものであって、前記脚軸の軸線と直交する横断面が略円弧状の部分を有し、この脚軸の外周面が、継手の軸線と直交する方向で前記インナリングの内周面と接触し、継手の軸線方向では前記インナリングの内周面との間に隙間を形成したトリポード型等速自在継手の製造方法において、
前記トリポード部材の鍛造加工において前記インナリングの内周面と接触する脚軸の外周面部分の周方向の端部に研削ヌスミを形成し、この外周面部分を研削仕上げすることを特徴とするトリポード型等速自在継手の製造方法。
【請求項7】
前記インナリングの内周面をインナリングの軸線を含む縦断面において円弧状凸面に形成すると共に、前記脚軸の外周面を脚軸の軸線を含む縦断面においてはストレートな形状とし、前記脚軸の前記横断面を略楕円形状とし、この略楕円形状の長軸が継手の軸線と直交する方向に形成され、短軸が継手の軸線方向に形成されたものであって、インナリングの内周面と接触する略楕円形状の長軸を含んだ前記外周面部分を研削加工する際、前記脚軸の軸心回りの回転と同期して研削砥石が微量進退することを特徴とする請求項6に記載のトリポード型等速自在継手の製造方法。
【請求項8】
前記鍛造加工の金型に前記研削ヌスミを形成する成形面が形成されていることを特徴とする請求項6に記載のトリポード型等速自在継手の製造方法。
【請求項9】
前記鍛造加工された脚軸の外周面を研削加工する際、インナリングの内周面と接触する脚軸の前記外周面部分を除いた範囲を早送りすることを特徴とする請求項6又は請求項7に記載のトリポード型等速自在継手の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−113360(P2013−113360A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259180(P2011−259180)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]