
トレー用イージーピール蓋材
【課題】本発明は、トレーからイージーピール蓋材を開封する際にデラミや裂けが発生しないトレー用イージーピール蓋材を提供することを目的とする。
【解決手段】少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【解決手段】少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カレー、シチューなどのルウを収納するポリプロピレン(PP)トレーの密閉に使用するトレー用イージーピール蓋材に関するものであり、さらに詳しくは、PPトレーからイージーピール蓋材を開封する際にデラミや裂けが発生しないトレー用イージーピール蓋材に関するものである。
【背景技術】
【0002】
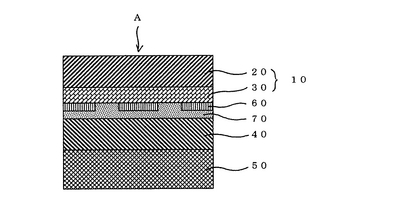
従来、カレー、シチューなどのルウを収納する包装形態には、ポリプロピレン(PP)樹脂などを使用して成形したトレーとそのトレーの上部開口部を密閉するために保香性、酸素ガスバリア性、水蒸気バリア性を有するイージーピール蓋材が使用されている。該蓋材(A)の層構成は、図3に示すように、例えば、酸化珪素などの無機酸化物からなる蒸着層(30)をポリエチレンテレフタレートフィルム(PET)からなるプラスチック基材層(20)上に形成させてバリア層(10)を作製し、次に、該バリア層(10)上に印刷インキ層(60)、押し出しラミネーション用のアンカーコート剤層(70)を順次設けた後、押し出しラミネーション法により、ポリエチレン樹脂からなる中間層(40)を介して、イージーピールフィルムからなるイージーピール層(50)を積層した構成になっている。
【0003】
前記トレーの開口部を該蓋材(A)で覆い、該トレーのフランジ部をヒートシール方式などによりシールし、密閉する包装方法が取られている。
【0004】
以上のように、従来のイージーピール蓋材(A)は、バリア層(10)とイージーピール層(50)を押し出しラミネーション法により、ポリエチレン樹脂からなる中間層(40)を介して、ラミネーションをしているが、この際該バリア層(10)とポリエチレン樹脂からなる中間層(40)間のラミネート強度が弱すぎると、該トレーのフランジ部にシールされた該蓋材(A)を開封したとき、該トレーのフランジ部から該蓋材(A)のイージーピール層(50)が剥離するのではなくて、該バリア層(10)と該中間層(40)間でデラミが発生してしまう。
【0005】
また、逆に強すぎると該蓋材(A)が裂けてしまう問題が発生する。したがって、従来は該バリア層(10)とポリエチレン樹脂からなる該中間層(40)間のラミネート強度は、70〜300gになるようにコントロールされている。
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、トレーの開口部を該蓋材(A)で覆い、該トレーのフランジ部をヒートシール方式などによりシールし、密閉した包装後、経時変化により、トレーと蓋材(A)との開封時におけるピール強度が強くなるなどの要因で該蓋材(A)の基材全体が伸び易くなるため、トレー開封時にバリア層(10)とポリエチレン樹脂からなる該中間層(40)間へのずれ応力がかかり易く、デラミが発生してしまう。
【0007】
本発明は、このような従来技術の問題点を解決しようとするものであり、トレーからイージーピール蓋材を開封する際にデラミや裂けが発生しないトレー用イージーピール蓋材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記の課題を解決するために成されたものであり、本発明の請求項1に係る
発明は、少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材(A)であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【0009】
本発明の請求項2に係る発明は、請求項1記載のトレー用イージーピール蓋材において、前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物からなることを特徴とするトレー用イージーピール蓋材である。
【0010】
本発明の請求項3に係る発明は、請求項1又は2記載のトレー用イージーピール蓋材において、前記プラスチック基材層(2)が、ポリエチレンテレフタレートフィルム(PET)からなることを特徴とするトレー用イージーピール蓋材である。
【発明の効果】
【0011】
本発明のトレー用イージーピール蓋材は、少なくとも、無機酸化物からなる蒸着層をプラスチック基材層上に形成させたバリア層と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層と、イージーピールフィルムからなるイージーピール層を順次積層してなるトレー用イージーピール蓋材であって、前記中間層とイージーピール層間の接着強度が、250g以上であり、被着体であるプラスチックトレーとのピール強度が1kg以下であることにより、トレーからイージーピール蓋材を開封する際に積層体間のデラミや裂けが発生しないトレー用イージーピール蓋材を提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の実施の形態を図1〜図2に基づいて詳細に説明する。
【0013】
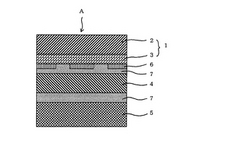
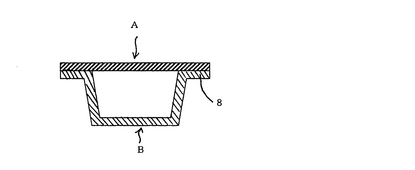
図1は本発明に係るトレー用イージーピール蓋材(A)の層構成の1実施例を示す側断面図であり、図2は本発明に係るトレー用イージーピール蓋材(A)をプラスチックトレー(B)に密閉した状態を示す側断面図である。
【0014】
本発明の1実施例のトレー用イージーピール蓋材(A)は、図1に示すように、少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【0015】
前記バリア層(1)は、内容物がカレールウなどであるので物性面においては、保香性、酸素ガスバリア性、水蒸気バリア性が必要であること、透明性があり容器内部が透視できること、電子レンジによる調理ができること、また廃棄処理面では、焼却しても有毒ガスの発生がなく、残渣もほとんどなく、焼却炉を傷めることもないこと、さらには製造面において、レトルト適性があること、品質管理面での金属探知器が使用できることなどの点を考慮して、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させた層構成にしている。
【0016】
次に、前記蒸着層(3)を形成する無機酸化物としては、基本的には金属の酸化物を使用することが可能であり、例えばアルミニウム、珪素、マグネシウム、カルシウム、カリウム、スズ、ナトリウム、ホウ素、チタン、鉛、ジルコニウム、イットリウムなどの酸化
物またはそれらの混合物が挙げられるが、透明性、物性面、生産性などから、酸化アルミニウム、酸化珪素、酸化マグネシウム、あるいはそれらの混合物を使用することが好ましい。
【0017】
このような蒸着層(3)を形成する方法は、真空蒸着法、スパッタリング法などを使用することができるが、生産性などを考慮すると、真空蒸着法が好ましい。
【0018】
前記真空蒸着法は、被蒸着体の形態から、3つの方式があり、1)バッチ方式:成形品の蒸着方式、2)巻き取り式半連続方式:ロール状のフィルム(ウェブ)が対象で真空系の中で巻き出し・蒸着・巻き取り後、大気系に再度戻し、蒸着製品を取り出す方式、3)巻き取り式完全連続方式:ロール状のフィルム(ウェブ)が対象でアンワインダー(巻き出し装置)とリワインダー(巻き取り装置)を大気系に配置し、蒸着ドラムや蒸発源を真空系に配置してロール状のフィルム(ウェブ)に蒸発物質を蒸着する方式であって、一般的にair−to−air方式と呼ばれる完全連続方式で生産性が高い特徴がある方式である。
【0019】
ロール状のフィルム(ウェブ)に蒸発物質を蒸着する場合は、特に巻き取り式半連続方式が普及しており、その巻き取り式真空蒸着装置の構成要素と作業工程の概略、更に真空蒸着装置の内部構造について記述する。
【0020】
先ず、構成要素は、ロール状フィルム(ウェブ)、蒸発源、蒸発物質、蒸着ドラム、真空系統、アンワインダー(巻き出し装置)、リワインダー(巻き取り装置)、ガイドロール等である。
【0021】
次に作業工程の概略について記述すると、先ず前準備として真空蒸着装置の扉を開け、ロール状のフィルム(ウェブ)をアンワインダー(巻き出し装置)にセットし、アンワインダーと蒸着ドラム間に配置されているガイドロールを介して、前記ウェブを蒸着ドラムまで走行させ、更にリワインダー(巻き取り装置)との間に配置されているガイドロールを介して、リワインダー(巻き取り装置)に巻き取り、該ウェブへの蒸発物質の蒸着準備が終了する。
【0022】
次に、真空蒸着装置の扉を閉じて、真空ポンプにより、真空蒸着装置内の真空吸引定圧室と隔壁により分割された真空蒸着室を所定の真空環境にして、アンワインダーから該ウェブを繰り出し、ガイドロールを介して走行させた該ウェブに、蒸着ドラムの下部に配置されている蒸発源から蒸発物質を加熱蒸発させて該ウェブに蒸着させる。前記蒸着ドラムは冷却されているので該ウェブに蒸発物質を再結晶化させて固着させ、更にリワインダー側のガイドロールを介して蒸着された該ウェブはリワインダーに巻き取られる。
【0023】
真空蒸着装置の内部構造は、真空吸引定圧室と真空蒸着室に隔壁で分割されており、真空吸引定圧室はアンワインダー、ガイドロール、張力制御装置、速度制御装置、位置制御装置、蒸着ドラムの一部、リワインダー等が配置されている。
【0024】
真空蒸着室は蒸着ドラムの一部と蒸発源とその加熱装置等が配置されており、真空蒸着装置本体の周辺に付属して配置されている真空ポンプにより、真空吸引定圧室は真空度が1×100MPa程度、隔壁を介して設けた真空蒸着室は1×10-2MPa(SI単位)程度にセットされる。
【0025】
2つに室が隔壁で分割されているので、真空吸引定圧室で該ウェブから発生したガスなどの不純物(ダスト)は、真空蒸着室での蒸着時に悪い影響を与えることは少ない。また、逆に真空蒸着室に配置されている蒸発源からの放射熱は、真空吸引定圧室への影響は少
ないので該ウェブへの熱の影響は少ない。
【0026】
真空蒸着法も、加熱方法により、1)間接抵抗法、2)直接抵抗加熱法(ワイヤフィード法)、3)高周波誘導加熱法、4)電子ビーム法(Electoron Beam、略してEB法)の4つの方法があるが、蒸発物質が酸化珪素や酸化アルミニウム等の絶縁性金属酸化物を使用する場合は、エネルギー変換効率の良い電子ビーム法が最適である。
【0027】
巻き取り式電子ビーム真空蒸着法は、蒸発物質に直接、電子ビームを照射し、蒸発物質表面上をスキャンすることで、蒸発物質表面を加熱する方法で、電子ビームがあたった部分でエネルギーを変換し、蒸発物質を蒸発させる方法である。
【0028】
該蒸着層(3)の厚みは、蒸着フィルムの最終用途によって、適宜選択されるが、5〜400nmの範囲内であることが好ましい。膜厚が5nm未満では均一な膜が設けられないので、十分なガスバリア性が得られず、膜厚が400nmを越えると、柔軟性がなくなり、折り曲げ、引張りなどの外的要因により、蒸着膜に亀裂や剥離が発生しやすくなるので好ましくない。
【0029】
次に、前記プラスチック基材層(2)に使用する材料は、特に制約はされないが、加工適性、物性面などを考慮して、単体フィルム及び各種の積層フィルムを使用することができる。
【0030】
例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)などのポリエステル、ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などのポリオレフィン、ナイロン−6、ナイロン−66などのポリアミド(PA)、ポリカーボネート(PC)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエーテルスルフォン(PES)、ポリメチルメタクリレート(PMMA)などやこれらの共重合体の無延伸あるいは延伸フィルムである。
【0031】
通常、これらのものを、フィルム状に加工して使用し、特に耐熱性、強度、コストなどの面から、二軸方向に任意に延伸されたポリエチレンテレフタレートフィルム(PET)を使用することが好ましい。
【0032】
該プラスチック基材層(2)の厚さは、加工性を考慮すると、3〜200μmの範囲であることが好ましく、6〜30μmがより好ましい。
【0033】
次に、本発明のトレー用イージーピール蓋材(A)は、バリア層(1)上に印刷インキ層(6)、アンカーコーティング層(図示せず)を含んでいても良い。
【0034】
該バリア層(1)への印刷インキ層(6)を設ける場合は、該バリア層(1)の表面であるプラスチック基材層(2)上か、或いは裏面である蒸着層(3)上のどちらの面でも印刷可能であるが、一般的には、インキの耐摩擦性、耐候性などを考慮して裏面である蒸着層(3)上に印刷インキ層(6)を設けることが好ましい。
【0035】
該印刷インキ層(6)を形成する印刷インキとしては、インキに色彩を与える顔料や染料などからなる色材と該色材を微細な粒子に分散・保持しつつ、被印刷体に固着させる樹脂と該樹脂を安定して溶解し、該顔料や染料などの分散性、インキの流動性を保持し、かつ印刷の版からインキの適正量を転移できる溶剤とから構成されるビヒクル、更に色材の分散性、発色性向上や沈殿防止、流動性の改良を目的に界面活性剤などからなる助剤から
形成されているが、特に色材は、耐候性の良い顔料が好ましい。
【0036】
該印刷インキ層(6)を設ける印刷方式は、例えば、グラビア印刷方式、シルクスクリーン印刷方式、フレキソ印刷方式など公知の印刷方式を使用できるが、鉄製の円筒(シリンダー)表面上に銅メッキを施して下地を形成し、該銅メッキ面上に剥離層を設け、更に銅メッキをして、その表面を鏡面状に研磨した銅面に彫刻方式や腐食方式により、凹部(セル)を作成し、該セル内の印刷インキを該蒸着層(3)上に転移させ、調子物でもカラフルに印刷ができ、且つ訴求効果も高いグラビア印刷方式が好ましい。
【0037】
尚、前記蒸着層(3)上に印刷インキ層(6)を設ける際、該蒸着層(3)と該印刷インキ層(6)との密着性を向上させるため必要ならば、該蒸着層(3)上にプライマー層(図示せず)をコーティングしても良い。
【0038】
プライマーとして使用されるポリエステル樹脂は、テレフタル酸、イソフタル酸、フタル酸、メチルフタル酸、トリメリット酸、ピロメリット酸、アジピン酸、セバシン酸、コハク酸、マレイン酸、フマル酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸、ヘキサヒドロフタル酸およびこれらの反応性誘導体などの酸原料と、エチレングリコール、プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、イソペンチルグリコール、ビスヒドロキシエチルテレフタレート、水添ビスフェノールA、水添ビスフェノールAAのアルキレンオキサイド付加物、トリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトール、2,2,4−トリメチルペンタン−1,3−ジオールなどのアルコール原料から公知の方法で製造したものであり、特に限定されるものではない。
【0039】
また、プライマーに添加されるイソシアネート系(ウレタン系)樹脂、エポキシ系樹脂、メラミン系樹脂、酸無水物系樹脂は、おもに硬化剤として作用する。該プライマーをコーティングする方法は、公知のグラビアロールコーティング方式、リバースロールコーティング方式などを使用することができるが、印刷インキ層(6)を設ける1色目としてコーティングができるグラビアロールコーティング方式が好ましい。
【0040】
次に、前記中間層(4)は、前記印刷インキ層(6)を設けたバリア層(1)とイージーピール層(5)との間に設けることで、図2に示すように、トレー(B)のフランジ部(8)にシールされている蓋材(A)の開封時にシール面からの該蓋材(A)の腰を強くするためや、デラミ防止、裂け防止の目的で設けられるもので、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)などのポリエステル、ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などのポリオレフィン、ナイロン−6、ナイロン−66などのポリアミド(PA)、ポリカーボネート(PC)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエーテルスルフォン(PES)、ポリメチルメタクリレート(PMMA)などやこれらの共重合体の無延伸あるいは延伸フィルムを使用することができるが、中でも伸びづらく、接着強度のでる2軸延伸ポリプロピレンフィルム(OPP)を使用することが好ましい。
【0041】
該中間層(4)の厚みは、強度、加工性を考慮すると、10〜200μmの範囲内であることが好ましく、15〜30μmの範囲内がより好ましい。
【0042】
次に、前記イージーピール層(5)には、例えば、ヒートシール性に優れる低密度ポリエチレン樹脂(LDPE)、直鎖状低密度ポリエチレン樹脂(L−LDPE)、高密度ポ
リエチレン樹脂(HDPE)、無延伸ポリプロピレン樹脂(CPP)などのポリオレフィン樹脂、またはエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)などのエチレン共重合体のフィルム、もしくは、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)などからなるホットメルト接着剤を塗布量15〜25g/m2程度で設けてもよく、図2に示すように、該蓋材(A)とトレー(B)のフランジ部(8)とのヒートシール時のシール条件の選択により、該トレー(B)の該フランジ部(8)との充分な密封性(シール性)と易開封性(イージーピール性)を可能とすることができる。
【0043】
ところで、本発明のトレー用イージーピール蓋材(A)においては、トレー(B)がポリプロピレン樹脂(PP)成形容器であり、被着体である該トレー(B)のフランジ部(8)の端面と強接着すると同時に該蓋材(A)を開封する時には、容易に開封できる易開封性(イージーピール性)をもつ、より完全なイージーピール層(5)を選択する必要がある。
【0044】
このような要求を満たすため、イージーピール層(5)には、易開封機構の設計が必要であり、それらの例として、界面剥離機構、層間剥離機構、凝集剥離機構が挙げられる。
【0045】
このうち、凝集剥離機構は熱可塑性樹脂からなるベース樹脂と非相溶系あるいは部分相溶系の熱可塑性樹脂とをブレンドすることで設計され、その剥離原理としては、非相溶系あるいは部分相溶系の熱可塑性樹脂ブレンド層が凝集力の小さいことを利用し、開封時は蓋材(A)の最内層であるイージーピール層(5)と被着体との界面ではなく、このような非相溶系あるいは部分相溶系のブレンド層の凝集破壊を利用することが挙げられる。
【0046】
以上のことから、該イージーピール層(5)を形成する樹脂は、熱可塑性樹脂をベース樹脂とし、該ベース樹脂に非相溶系あるいは部分相溶系の熱可塑性樹脂をポリマーブレンドした混合樹脂を使用する方法が好ましい。
【0047】
例えば、前記ベース樹脂としては、該トレー(B)のフランジ部(8)のシール端面の材質に応じて様々な樹脂を使用することが可能であり、例えば低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポリエチレン樹脂(L−LDPE)、ポリプロピレン樹脂(PP)、エチレン−プロピレン共重合体(EP)、エチレン−αオレフィン共重合体、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−メタクリル酸エステル共重合体、エチレン−アクリル酸エステル共重合体、アイオノマー樹脂、エチレン−酢酸ビニル共重合体(EVA)などを使用することができる。また、これらの樹脂は、前記の樹脂単体、または前記の樹脂を混合した樹脂を使用しても構わない。
【0048】
更に、該樹脂中に低分子量の石油樹脂、例えば脂肪族系石油樹脂、芳香族系石油樹脂、共重合系石油樹脂、脂環族系石油樹脂や、ロジン、重合ロジン、水素添加ロジン、ロジングリセリンエステル、およびその水添物または重合物、ロジンペンタエリストールおよびその水添物または重合物のようなロジン類を粘着付与剤として上記樹脂に適量を配合しても構わない。
【0049】
次に、該ベース樹脂に配合するブレンド用の熱可塑性樹脂としては、ベース樹脂と非相溶あるいは部分相溶する樹脂が使用される。
【0050】
該ベース樹脂の種類にもよるが、例えば低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポ
リエチレン樹脂(L−LDPE)、ポリプロピレン樹脂(PP)、ポリブテン樹脂(PB)、エチレン−プロピレン共重合体(EP)、エチレン−αオレフィン共重合体、ポリエチレンテレフタレート樹脂(PET)、ポリアミド樹脂(Ny)、エチレン−アクリル酸共重合体(EAA)やエチレン−メタクリル酸共重合体(EMAA)のような酸共重合物やエチレン・アクリル酸メチル共重合体(EMA)、エチレン・アクリル酸エチル共重合体(EEA)、エチレン・メタクリル酸メチル共重合体(EMMA)のようなエステル化物、またエチレン−酢酸ビニル共重合体(EVA)、あるいはその鹸化物、更にポリスチレン樹脂、ポリメチルメタクリレート樹脂などが使用可能であり、特に上述した熱可塑性樹脂以外にも、酸変性物など様々な樹脂の使用が可能であり、これらの樹脂はベース樹脂と同様に単体でも、複数の樹脂をブレンドした樹脂でも構わない。
【0051】
また、該ベース樹脂として微生物により合成される微生物分解性を有する共重合ポリエステルを使用することもできる。該共重合ポリエステルは、別名微生物ポリエステルと呼ばれており、動物の中性脂肪に相当する微生物のエネルギー貯蔵物質であり、高結晶性の熱可塑性プラスチックである。この高結晶性ポリエステルは、微生物分解性という機能を持つことから、環境的に無公害プラスチックとして注目されている。
【0052】
本発明のトレー用イージーピール蓋材(A)においては、該蓋材(A)で被覆するトレー(B)のフランジ部(8)におけるシール端面である被着体がポリプロピレン樹脂(PP)であるので、ベース樹脂/ブレンド用の熱可塑性樹脂の組合せとしては、ポリプロピレン樹脂(PP)/ポリスチレン樹脂(PS)、あるいはポリプロピレン樹脂(PP)/ポリエチレン樹脂(PE)の組合せが好ましい。
【0053】
また、該イージーピール層(4)の厚さは、シール強度、加工性を考慮すると、15〜100μmの範囲内であることが好ましく、さらには、30〜70μmの範囲内がより好ましい。
【0054】
次に、バリア層(1)と中間層(4)、および該中間層(4)とイージーピール層(5)とをラミネーションする方法と接着剤層(7)を形成する接着剤について詳細に説明する。
【0055】
先ず、接着剤層(7)を形成する接着剤としては、ポリウレタン系、ポリエステル系、エポキシ系、ポリアクリル系、ポリ酢酸ビニル系、セルロース系、その他などのラミネーション用接着剤を使用することができる。
【0056】
次に、ラミネーションの方法は、例えばドライラミネーション方法、ノンソルベントドライラミネーション方法、ホットメルトラミネーション方法、エクストルージョンラミネーション方法などの公知の方法を使用することができるが、レトルト適性、生産性、経済性などからドライラミネーション方法を使用することが好ましい。
【0057】
前記ドライラミネーション方法は、フィルム上に接着剤を塗布するコーティング部、乾燥装置、ニップローラー部の3つのセクションと、巻き出し、巻き取り、及びテンションコントロールシステムから構成されている。
【0058】
該コーティング部は、一般的にグラビアロールコーティング方式、又はリバースロールコーティング方式を採用している。
【0059】
以上のように、本発明のトレー用イージーピール蓋材(A)を構成する積層体は、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピー
ルフィルムからなるイージーピール層(5)を順次積層してなる積層体であるが、前記バリア層(1)と中間層(4)間のラミネート強度が弱すぎると、該トレー(B)のフランジ部(8)にシールされた該蓋材(A)を開封したとき、該トレー(B)のフランジ部(8)から該蓋材(A)のイージーピール層(5)が剥離するのではなくて、該バリア層(1)と該中間層(4)間でデラミが発生してしまう。また、逆に強すぎると蓋材(A)が裂けてしまう問題が発生する。
【0060】
したがって、本発明のトレー用イージーピール蓋材(A)においては、特に中間層(4)に2軸延伸ポリプロピレンフィルム(OPP)を使用して、イージーピール層(5)全体を伸びづらくすることと、該中間層(4)とイージーピール層(5)間の接着強度を、250g以上、また被着体であるトレー(B)のフランジ部(8)とのピール強度を1kg以下にすることにより、蓋材(A)をトレー(B)のフランジ部(8)から開封する際に発生する積層体間にずれ応力がかかりづらくなり、デラミと裂けの発生を防止することができるものである。
【0061】
以下に、本発明のトレー用イージーピール蓋材(A)について、具体的にいくつかの実施例を挙げて、さらに詳しく説明する。
【実施例1】
【0062】
本発明のトレー用イージーピール蓋材(A)に使用する積層体は、図1に示すように、最外層のプラスチック基材層(2)には、厚み12μmの二軸延伸ポリエチレンテレフタレートフィルム(PET)を使用し、該プラスチック基材層(2)上に酸化珪素を真空蒸着法により、膜厚20nmの蒸着層(3)を設けてバリア層(1)を得た。
【0063】
次に、該バリア層(1)を構成する蒸着層(3)上にポリウレタン系2液反応型インキを使用してグラビア印刷方式により、印刷インキ層(6)を形成した。次に、該印刷インキ層(6)上にドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を3.5〜4.0g/m2(dry)程度塗布し、接着剤層(7)を形成し、該接着剤層(7)上に、別に準備した厚さ20μmの2軸延伸ポリプロピレンフィルム(OPP)[東洋紡績株式会社製 商品名P1528]をドライラミネーション方法により積層して中間層(4)を形成した。この際、印刷インキ層(6)を含むバリア層(1)と中間層(4)間の接着強度を、200gになるようにコントロールしてドライラミネーションを行なった。
【0064】
さらに、前述したラミネーション済み原反[バリア層(1)/印刷インキ層(6)/接着剤層(7)/中間層(4)]の中間層(4)面に前記と同一の接着剤と方法により、厚さ30μmのイージーピールフィルム(ジェイフィルム株式会社製 商品名TH−1000)からなるイージーピール層(5)を形成し、本発明のイージーピール蓋材(A)の積層体を得た。この際、該中間層(4)とイージーピール層(5)間の接着強度を、300gになるようにコントロールしてドライラミネーションを行なった。
【0065】
次に、前記巻取状の積層体を枚葉状に大断ちした後、小断ち・打ち抜き加工を経て本発明のトレー用イージーピール蓋材(A)を得た。
【0066】
このようにして得た該蓋材(A)をあらかじめ成形されたポリプロピレン樹脂(PP)からなるトレー(B)のフランジ部(8)にシール温度:130℃、圧力:1kg/cm2、シール時間:1秒のシール条件のヒートシール機により、ヒートシールしてピール強度を0.2kgにコントロールしたイージーピール蓋材(A)を被せたカレールウ入りトレーを完成した。次に、該カレールウ入りトレーを使用し、開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフラン
ジ部(8)から開封することができた。
【実施例2】
【0067】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を140℃のシール温度に変更し、ピール強度を0.3kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例3】
【0068】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を150℃のシール温度に変更し、ピール強度を0.6kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例4】
【0069】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を160℃のシール温度に変更し、ピール強度を0.8kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例5】
【0070】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を170℃のシール温度に変更し、ピール強度を1.0kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【図面の簡単な説明】
【0071】
【図1】本発明に係るトレー用イージーピール蓋材の層構成の1実施例を示す側断面図である。
【図2】本発明に係るトレー用イージーピール蓋材をプラスチックトレーに密閉した状態を示す側断面図である。
【図3】従来のトレー用イージーピール蓋材の層構成の1実施例を示す側断面図である。
【符号の説明】
【0072】
A・・・トレー用イージーピール蓋材
B・・・プラスチックトレー
1・・・バリア層
2・・・プラスチック基材層
3・・・蒸着層
4・・・中間層
5・・・イージーピール層
6・・・印刷インキ層
7・・・接着剤層
8・・・フランジ部
10・・・バリア層
20・・・プラスチック基材層
30・・・蒸着層
40・・・中間層
50・・・イージーピール層
60・・・印刷インキ層
70・・・接着剤層
【技術分野】
【0001】
本発明は、カレー、シチューなどのルウを収納するポリプロピレン(PP)トレーの密閉に使用するトレー用イージーピール蓋材に関するものであり、さらに詳しくは、PPトレーからイージーピール蓋材を開封する際にデラミや裂けが発生しないトレー用イージーピール蓋材に関するものである。
【背景技術】
【0002】
従来、カレー、シチューなどのルウを収納する包装形態には、ポリプロピレン(PP)樹脂などを使用して成形したトレーとそのトレーの上部開口部を密閉するために保香性、酸素ガスバリア性、水蒸気バリア性を有するイージーピール蓋材が使用されている。該蓋材(A)の層構成は、図3に示すように、例えば、酸化珪素などの無機酸化物からなる蒸着層(30)をポリエチレンテレフタレートフィルム(PET)からなるプラスチック基材層(20)上に形成させてバリア層(10)を作製し、次に、該バリア層(10)上に印刷インキ層(60)、押し出しラミネーション用のアンカーコート剤層(70)を順次設けた後、押し出しラミネーション法により、ポリエチレン樹脂からなる中間層(40)を介して、イージーピールフィルムからなるイージーピール層(50)を積層した構成になっている。
【0003】
前記トレーの開口部を該蓋材(A)で覆い、該トレーのフランジ部をヒートシール方式などによりシールし、密閉する包装方法が取られている。
【0004】
以上のように、従来のイージーピール蓋材(A)は、バリア層(10)とイージーピール層(50)を押し出しラミネーション法により、ポリエチレン樹脂からなる中間層(40)を介して、ラミネーションをしているが、この際該バリア層(10)とポリエチレン樹脂からなる中間層(40)間のラミネート強度が弱すぎると、該トレーのフランジ部にシールされた該蓋材(A)を開封したとき、該トレーのフランジ部から該蓋材(A)のイージーピール層(50)が剥離するのではなくて、該バリア層(10)と該中間層(40)間でデラミが発生してしまう。
【0005】
また、逆に強すぎると該蓋材(A)が裂けてしまう問題が発生する。したがって、従来は該バリア層(10)とポリエチレン樹脂からなる該中間層(40)間のラミネート強度は、70〜300gになるようにコントロールされている。
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、トレーの開口部を該蓋材(A)で覆い、該トレーのフランジ部をヒートシール方式などによりシールし、密閉した包装後、経時変化により、トレーと蓋材(A)との開封時におけるピール強度が強くなるなどの要因で該蓋材(A)の基材全体が伸び易くなるため、トレー開封時にバリア層(10)とポリエチレン樹脂からなる該中間層(40)間へのずれ応力がかかり易く、デラミが発生してしまう。
【0007】
本発明は、このような従来技術の問題点を解決しようとするものであり、トレーからイージーピール蓋材を開封する際にデラミや裂けが発生しないトレー用イージーピール蓋材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記の課題を解決するために成されたものであり、本発明の請求項1に係る
発明は、少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材(A)であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【0009】
本発明の請求項2に係る発明は、請求項1記載のトレー用イージーピール蓋材において、前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物からなることを特徴とするトレー用イージーピール蓋材である。
【0010】
本発明の請求項3に係る発明は、請求項1又は2記載のトレー用イージーピール蓋材において、前記プラスチック基材層(2)が、ポリエチレンテレフタレートフィルム(PET)からなることを特徴とするトレー用イージーピール蓋材である。
【発明の効果】
【0011】
本発明のトレー用イージーピール蓋材は、少なくとも、無機酸化物からなる蒸着層をプラスチック基材層上に形成させたバリア層と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層と、イージーピールフィルムからなるイージーピール層を順次積層してなるトレー用イージーピール蓋材であって、前記中間層とイージーピール層間の接着強度が、250g以上であり、被着体であるプラスチックトレーとのピール強度が1kg以下であることにより、トレーからイージーピール蓋材を開封する際に積層体間のデラミや裂けが発生しないトレー用イージーピール蓋材を提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の実施の形態を図1〜図2に基づいて詳細に説明する。
【0013】
図1は本発明に係るトレー用イージーピール蓋材(A)の層構成の1実施例を示す側断面図であり、図2は本発明に係るトレー用イージーピール蓋材(A)をプラスチックトレー(B)に密閉した状態を示す側断面図である。
【0014】
本発明の1実施例のトレー用イージーピール蓋材(A)は、図1に示すように、少なくとも、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピールフィルムからなるイージーピール層(5)を順次積層してなるトレー用イージーピール蓋材であって、前記中間層(4)とイージーピール層(5)間の接着強度が、250g以上であり、被着体であるプラスチックトレー(B)とのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材である。
【0015】
前記バリア層(1)は、内容物がカレールウなどであるので物性面においては、保香性、酸素ガスバリア性、水蒸気バリア性が必要であること、透明性があり容器内部が透視できること、電子レンジによる調理ができること、また廃棄処理面では、焼却しても有毒ガスの発生がなく、残渣もほとんどなく、焼却炉を傷めることもないこと、さらには製造面において、レトルト適性があること、品質管理面での金属探知器が使用できることなどの点を考慮して、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させた層構成にしている。
【0016】
次に、前記蒸着層(3)を形成する無機酸化物としては、基本的には金属の酸化物を使用することが可能であり、例えばアルミニウム、珪素、マグネシウム、カルシウム、カリウム、スズ、ナトリウム、ホウ素、チタン、鉛、ジルコニウム、イットリウムなどの酸化
物またはそれらの混合物が挙げられるが、透明性、物性面、生産性などから、酸化アルミニウム、酸化珪素、酸化マグネシウム、あるいはそれらの混合物を使用することが好ましい。
【0017】
このような蒸着層(3)を形成する方法は、真空蒸着法、スパッタリング法などを使用することができるが、生産性などを考慮すると、真空蒸着法が好ましい。
【0018】
前記真空蒸着法は、被蒸着体の形態から、3つの方式があり、1)バッチ方式:成形品の蒸着方式、2)巻き取り式半連続方式:ロール状のフィルム(ウェブ)が対象で真空系の中で巻き出し・蒸着・巻き取り後、大気系に再度戻し、蒸着製品を取り出す方式、3)巻き取り式完全連続方式:ロール状のフィルム(ウェブ)が対象でアンワインダー(巻き出し装置)とリワインダー(巻き取り装置)を大気系に配置し、蒸着ドラムや蒸発源を真空系に配置してロール状のフィルム(ウェブ)に蒸発物質を蒸着する方式であって、一般的にair−to−air方式と呼ばれる完全連続方式で生産性が高い特徴がある方式である。
【0019】
ロール状のフィルム(ウェブ)に蒸発物質を蒸着する場合は、特に巻き取り式半連続方式が普及しており、その巻き取り式真空蒸着装置の構成要素と作業工程の概略、更に真空蒸着装置の内部構造について記述する。
【0020】
先ず、構成要素は、ロール状フィルム(ウェブ)、蒸発源、蒸発物質、蒸着ドラム、真空系統、アンワインダー(巻き出し装置)、リワインダー(巻き取り装置)、ガイドロール等である。
【0021】
次に作業工程の概略について記述すると、先ず前準備として真空蒸着装置の扉を開け、ロール状のフィルム(ウェブ)をアンワインダー(巻き出し装置)にセットし、アンワインダーと蒸着ドラム間に配置されているガイドロールを介して、前記ウェブを蒸着ドラムまで走行させ、更にリワインダー(巻き取り装置)との間に配置されているガイドロールを介して、リワインダー(巻き取り装置)に巻き取り、該ウェブへの蒸発物質の蒸着準備が終了する。
【0022】
次に、真空蒸着装置の扉を閉じて、真空ポンプにより、真空蒸着装置内の真空吸引定圧室と隔壁により分割された真空蒸着室を所定の真空環境にして、アンワインダーから該ウェブを繰り出し、ガイドロールを介して走行させた該ウェブに、蒸着ドラムの下部に配置されている蒸発源から蒸発物質を加熱蒸発させて該ウェブに蒸着させる。前記蒸着ドラムは冷却されているので該ウェブに蒸発物質を再結晶化させて固着させ、更にリワインダー側のガイドロールを介して蒸着された該ウェブはリワインダーに巻き取られる。
【0023】
真空蒸着装置の内部構造は、真空吸引定圧室と真空蒸着室に隔壁で分割されており、真空吸引定圧室はアンワインダー、ガイドロール、張力制御装置、速度制御装置、位置制御装置、蒸着ドラムの一部、リワインダー等が配置されている。
【0024】
真空蒸着室は蒸着ドラムの一部と蒸発源とその加熱装置等が配置されており、真空蒸着装置本体の周辺に付属して配置されている真空ポンプにより、真空吸引定圧室は真空度が1×100MPa程度、隔壁を介して設けた真空蒸着室は1×10-2MPa(SI単位)程度にセットされる。
【0025】
2つに室が隔壁で分割されているので、真空吸引定圧室で該ウェブから発生したガスなどの不純物(ダスト)は、真空蒸着室での蒸着時に悪い影響を与えることは少ない。また、逆に真空蒸着室に配置されている蒸発源からの放射熱は、真空吸引定圧室への影響は少
ないので該ウェブへの熱の影響は少ない。
【0026】
真空蒸着法も、加熱方法により、1)間接抵抗法、2)直接抵抗加熱法(ワイヤフィード法)、3)高周波誘導加熱法、4)電子ビーム法(Electoron Beam、略してEB法)の4つの方法があるが、蒸発物質が酸化珪素や酸化アルミニウム等の絶縁性金属酸化物を使用する場合は、エネルギー変換効率の良い電子ビーム法が最適である。
【0027】
巻き取り式電子ビーム真空蒸着法は、蒸発物質に直接、電子ビームを照射し、蒸発物質表面上をスキャンすることで、蒸発物質表面を加熱する方法で、電子ビームがあたった部分でエネルギーを変換し、蒸発物質を蒸発させる方法である。
【0028】
該蒸着層(3)の厚みは、蒸着フィルムの最終用途によって、適宜選択されるが、5〜400nmの範囲内であることが好ましい。膜厚が5nm未満では均一な膜が設けられないので、十分なガスバリア性が得られず、膜厚が400nmを越えると、柔軟性がなくなり、折り曲げ、引張りなどの外的要因により、蒸着膜に亀裂や剥離が発生しやすくなるので好ましくない。
【0029】
次に、前記プラスチック基材層(2)に使用する材料は、特に制約はされないが、加工適性、物性面などを考慮して、単体フィルム及び各種の積層フィルムを使用することができる。
【0030】
例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)などのポリエステル、ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などのポリオレフィン、ナイロン−6、ナイロン−66などのポリアミド(PA)、ポリカーボネート(PC)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエーテルスルフォン(PES)、ポリメチルメタクリレート(PMMA)などやこれらの共重合体の無延伸あるいは延伸フィルムである。
【0031】
通常、これらのものを、フィルム状に加工して使用し、特に耐熱性、強度、コストなどの面から、二軸方向に任意に延伸されたポリエチレンテレフタレートフィルム(PET)を使用することが好ましい。
【0032】
該プラスチック基材層(2)の厚さは、加工性を考慮すると、3〜200μmの範囲であることが好ましく、6〜30μmがより好ましい。
【0033】
次に、本発明のトレー用イージーピール蓋材(A)は、バリア層(1)上に印刷インキ層(6)、アンカーコーティング層(図示せず)を含んでいても良い。
【0034】
該バリア層(1)への印刷インキ層(6)を設ける場合は、該バリア層(1)の表面であるプラスチック基材層(2)上か、或いは裏面である蒸着層(3)上のどちらの面でも印刷可能であるが、一般的には、インキの耐摩擦性、耐候性などを考慮して裏面である蒸着層(3)上に印刷インキ層(6)を設けることが好ましい。
【0035】
該印刷インキ層(6)を形成する印刷インキとしては、インキに色彩を与える顔料や染料などからなる色材と該色材を微細な粒子に分散・保持しつつ、被印刷体に固着させる樹脂と該樹脂を安定して溶解し、該顔料や染料などの分散性、インキの流動性を保持し、かつ印刷の版からインキの適正量を転移できる溶剤とから構成されるビヒクル、更に色材の分散性、発色性向上や沈殿防止、流動性の改良を目的に界面活性剤などからなる助剤から
形成されているが、特に色材は、耐候性の良い顔料が好ましい。
【0036】
該印刷インキ層(6)を設ける印刷方式は、例えば、グラビア印刷方式、シルクスクリーン印刷方式、フレキソ印刷方式など公知の印刷方式を使用できるが、鉄製の円筒(シリンダー)表面上に銅メッキを施して下地を形成し、該銅メッキ面上に剥離層を設け、更に銅メッキをして、その表面を鏡面状に研磨した銅面に彫刻方式や腐食方式により、凹部(セル)を作成し、該セル内の印刷インキを該蒸着層(3)上に転移させ、調子物でもカラフルに印刷ができ、且つ訴求効果も高いグラビア印刷方式が好ましい。
【0037】
尚、前記蒸着層(3)上に印刷インキ層(6)を設ける際、該蒸着層(3)と該印刷インキ層(6)との密着性を向上させるため必要ならば、該蒸着層(3)上にプライマー層(図示せず)をコーティングしても良い。
【0038】
プライマーとして使用されるポリエステル樹脂は、テレフタル酸、イソフタル酸、フタル酸、メチルフタル酸、トリメリット酸、ピロメリット酸、アジピン酸、セバシン酸、コハク酸、マレイン酸、フマル酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸、ヘキサヒドロフタル酸およびこれらの反応性誘導体などの酸原料と、エチレングリコール、プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、イソペンチルグリコール、ビスヒドロキシエチルテレフタレート、水添ビスフェノールA、水添ビスフェノールAAのアルキレンオキサイド付加物、トリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトール、2,2,4−トリメチルペンタン−1,3−ジオールなどのアルコール原料から公知の方法で製造したものであり、特に限定されるものではない。
【0039】
また、プライマーに添加されるイソシアネート系(ウレタン系)樹脂、エポキシ系樹脂、メラミン系樹脂、酸無水物系樹脂は、おもに硬化剤として作用する。該プライマーをコーティングする方法は、公知のグラビアロールコーティング方式、リバースロールコーティング方式などを使用することができるが、印刷インキ層(6)を設ける1色目としてコーティングができるグラビアロールコーティング方式が好ましい。
【0040】
次に、前記中間層(4)は、前記印刷インキ層(6)を設けたバリア層(1)とイージーピール層(5)との間に設けることで、図2に示すように、トレー(B)のフランジ部(8)にシールされている蓋材(A)の開封時にシール面からの該蓋材(A)の腰を強くするためや、デラミ防止、裂け防止の目的で設けられるもので、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)などのポリエステル、ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などのポリオレフィン、ナイロン−6、ナイロン−66などのポリアミド(PA)、ポリカーボネート(PC)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエーテルスルフォン(PES)、ポリメチルメタクリレート(PMMA)などやこれらの共重合体の無延伸あるいは延伸フィルムを使用することができるが、中でも伸びづらく、接着強度のでる2軸延伸ポリプロピレンフィルム(OPP)を使用することが好ましい。
【0041】
該中間層(4)の厚みは、強度、加工性を考慮すると、10〜200μmの範囲内であることが好ましく、15〜30μmの範囲内がより好ましい。
【0042】
次に、前記イージーピール層(5)には、例えば、ヒートシール性に優れる低密度ポリエチレン樹脂(LDPE)、直鎖状低密度ポリエチレン樹脂(L−LDPE)、高密度ポ
リエチレン樹脂(HDPE)、無延伸ポリプロピレン樹脂(CPP)などのポリオレフィン樹脂、またはエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)などのエチレン共重合体のフィルム、もしくは、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)などからなるホットメルト接着剤を塗布量15〜25g/m2程度で設けてもよく、図2に示すように、該蓋材(A)とトレー(B)のフランジ部(8)とのヒートシール時のシール条件の選択により、該トレー(B)の該フランジ部(8)との充分な密封性(シール性)と易開封性(イージーピール性)を可能とすることができる。
【0043】
ところで、本発明のトレー用イージーピール蓋材(A)においては、トレー(B)がポリプロピレン樹脂(PP)成形容器であり、被着体である該トレー(B)のフランジ部(8)の端面と強接着すると同時に該蓋材(A)を開封する時には、容易に開封できる易開封性(イージーピール性)をもつ、より完全なイージーピール層(5)を選択する必要がある。
【0044】
このような要求を満たすため、イージーピール層(5)には、易開封機構の設計が必要であり、それらの例として、界面剥離機構、層間剥離機構、凝集剥離機構が挙げられる。
【0045】
このうち、凝集剥離機構は熱可塑性樹脂からなるベース樹脂と非相溶系あるいは部分相溶系の熱可塑性樹脂とをブレンドすることで設計され、その剥離原理としては、非相溶系あるいは部分相溶系の熱可塑性樹脂ブレンド層が凝集力の小さいことを利用し、開封時は蓋材(A)の最内層であるイージーピール層(5)と被着体との界面ではなく、このような非相溶系あるいは部分相溶系のブレンド層の凝集破壊を利用することが挙げられる。
【0046】
以上のことから、該イージーピール層(5)を形成する樹脂は、熱可塑性樹脂をベース樹脂とし、該ベース樹脂に非相溶系あるいは部分相溶系の熱可塑性樹脂をポリマーブレンドした混合樹脂を使用する方法が好ましい。
【0047】
例えば、前記ベース樹脂としては、該トレー(B)のフランジ部(8)のシール端面の材質に応じて様々な樹脂を使用することが可能であり、例えば低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポリエチレン樹脂(L−LDPE)、ポリプロピレン樹脂(PP)、エチレン−プロピレン共重合体(EP)、エチレン−αオレフィン共重合体、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−メタクリル酸エステル共重合体、エチレン−アクリル酸エステル共重合体、アイオノマー樹脂、エチレン−酢酸ビニル共重合体(EVA)などを使用することができる。また、これらの樹脂は、前記の樹脂単体、または前記の樹脂を混合した樹脂を使用しても構わない。
【0048】
更に、該樹脂中に低分子量の石油樹脂、例えば脂肪族系石油樹脂、芳香族系石油樹脂、共重合系石油樹脂、脂環族系石油樹脂や、ロジン、重合ロジン、水素添加ロジン、ロジングリセリンエステル、およびその水添物または重合物、ロジンペンタエリストールおよびその水添物または重合物のようなロジン類を粘着付与剤として上記樹脂に適量を配合しても構わない。
【0049】
次に、該ベース樹脂に配合するブレンド用の熱可塑性樹脂としては、ベース樹脂と非相溶あるいは部分相溶する樹脂が使用される。
【0050】
該ベース樹脂の種類にもよるが、例えば低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、直鎖状低密度ポ
リエチレン樹脂(L−LDPE)、ポリプロピレン樹脂(PP)、ポリブテン樹脂(PB)、エチレン−プロピレン共重合体(EP)、エチレン−αオレフィン共重合体、ポリエチレンテレフタレート樹脂(PET)、ポリアミド樹脂(Ny)、エチレン−アクリル酸共重合体(EAA)やエチレン−メタクリル酸共重合体(EMAA)のような酸共重合物やエチレン・アクリル酸メチル共重合体(EMA)、エチレン・アクリル酸エチル共重合体(EEA)、エチレン・メタクリル酸メチル共重合体(EMMA)のようなエステル化物、またエチレン−酢酸ビニル共重合体(EVA)、あるいはその鹸化物、更にポリスチレン樹脂、ポリメチルメタクリレート樹脂などが使用可能であり、特に上述した熱可塑性樹脂以外にも、酸変性物など様々な樹脂の使用が可能であり、これらの樹脂はベース樹脂と同様に単体でも、複数の樹脂をブレンドした樹脂でも構わない。
【0051】
また、該ベース樹脂として微生物により合成される微生物分解性を有する共重合ポリエステルを使用することもできる。該共重合ポリエステルは、別名微生物ポリエステルと呼ばれており、動物の中性脂肪に相当する微生物のエネルギー貯蔵物質であり、高結晶性の熱可塑性プラスチックである。この高結晶性ポリエステルは、微生物分解性という機能を持つことから、環境的に無公害プラスチックとして注目されている。
【0052】
本発明のトレー用イージーピール蓋材(A)においては、該蓋材(A)で被覆するトレー(B)のフランジ部(8)におけるシール端面である被着体がポリプロピレン樹脂(PP)であるので、ベース樹脂/ブレンド用の熱可塑性樹脂の組合せとしては、ポリプロピレン樹脂(PP)/ポリスチレン樹脂(PS)、あるいはポリプロピレン樹脂(PP)/ポリエチレン樹脂(PE)の組合せが好ましい。
【0053】
また、該イージーピール層(4)の厚さは、シール強度、加工性を考慮すると、15〜100μmの範囲内であることが好ましく、さらには、30〜70μmの範囲内がより好ましい。
【0054】
次に、バリア層(1)と中間層(4)、および該中間層(4)とイージーピール層(5)とをラミネーションする方法と接着剤層(7)を形成する接着剤について詳細に説明する。
【0055】
先ず、接着剤層(7)を形成する接着剤としては、ポリウレタン系、ポリエステル系、エポキシ系、ポリアクリル系、ポリ酢酸ビニル系、セルロース系、その他などのラミネーション用接着剤を使用することができる。
【0056】
次に、ラミネーションの方法は、例えばドライラミネーション方法、ノンソルベントドライラミネーション方法、ホットメルトラミネーション方法、エクストルージョンラミネーション方法などの公知の方法を使用することができるが、レトルト適性、生産性、経済性などからドライラミネーション方法を使用することが好ましい。
【0057】
前記ドライラミネーション方法は、フィルム上に接着剤を塗布するコーティング部、乾燥装置、ニップローラー部の3つのセクションと、巻き出し、巻き取り、及びテンションコントロールシステムから構成されている。
【0058】
該コーティング部は、一般的にグラビアロールコーティング方式、又はリバースロールコーティング方式を採用している。
【0059】
以上のように、本発明のトレー用イージーピール蓋材(A)を構成する積層体は、無機酸化物からなる蒸着層(3)をプラスチック基材層(2)上に形成させたバリア層(1)と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層(4)と、イージーピー
ルフィルムからなるイージーピール層(5)を順次積層してなる積層体であるが、前記バリア層(1)と中間層(4)間のラミネート強度が弱すぎると、該トレー(B)のフランジ部(8)にシールされた該蓋材(A)を開封したとき、該トレー(B)のフランジ部(8)から該蓋材(A)のイージーピール層(5)が剥離するのではなくて、該バリア層(1)と該中間層(4)間でデラミが発生してしまう。また、逆に強すぎると蓋材(A)が裂けてしまう問題が発生する。
【0060】
したがって、本発明のトレー用イージーピール蓋材(A)においては、特に中間層(4)に2軸延伸ポリプロピレンフィルム(OPP)を使用して、イージーピール層(5)全体を伸びづらくすることと、該中間層(4)とイージーピール層(5)間の接着強度を、250g以上、また被着体であるトレー(B)のフランジ部(8)とのピール強度を1kg以下にすることにより、蓋材(A)をトレー(B)のフランジ部(8)から開封する際に発生する積層体間にずれ応力がかかりづらくなり、デラミと裂けの発生を防止することができるものである。
【0061】
以下に、本発明のトレー用イージーピール蓋材(A)について、具体的にいくつかの実施例を挙げて、さらに詳しく説明する。
【実施例1】
【0062】
本発明のトレー用イージーピール蓋材(A)に使用する積層体は、図1に示すように、最外層のプラスチック基材層(2)には、厚み12μmの二軸延伸ポリエチレンテレフタレートフィルム(PET)を使用し、該プラスチック基材層(2)上に酸化珪素を真空蒸着法により、膜厚20nmの蒸着層(3)を設けてバリア層(1)を得た。
【0063】
次に、該バリア層(1)を構成する蒸着層(3)上にポリウレタン系2液反応型インキを使用してグラビア印刷方式により、印刷インキ層(6)を形成した。次に、該印刷インキ層(6)上にドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を3.5〜4.0g/m2(dry)程度塗布し、接着剤層(7)を形成し、該接着剤層(7)上に、別に準備した厚さ20μmの2軸延伸ポリプロピレンフィルム(OPP)[東洋紡績株式会社製 商品名P1528]をドライラミネーション方法により積層して中間層(4)を形成した。この際、印刷インキ層(6)を含むバリア層(1)と中間層(4)間の接着強度を、200gになるようにコントロールしてドライラミネーションを行なった。
【0064】
さらに、前述したラミネーション済み原反[バリア層(1)/印刷インキ層(6)/接着剤層(7)/中間層(4)]の中間層(4)面に前記と同一の接着剤と方法により、厚さ30μmのイージーピールフィルム(ジェイフィルム株式会社製 商品名TH−1000)からなるイージーピール層(5)を形成し、本発明のイージーピール蓋材(A)の積層体を得た。この際、該中間層(4)とイージーピール層(5)間の接着強度を、300gになるようにコントロールしてドライラミネーションを行なった。
【0065】
次に、前記巻取状の積層体を枚葉状に大断ちした後、小断ち・打ち抜き加工を経て本発明のトレー用イージーピール蓋材(A)を得た。
【0066】
このようにして得た該蓋材(A)をあらかじめ成形されたポリプロピレン樹脂(PP)からなるトレー(B)のフランジ部(8)にシール温度:130℃、圧力:1kg/cm2、シール時間:1秒のシール条件のヒートシール機により、ヒートシールしてピール強度を0.2kgにコントロールしたイージーピール蓋材(A)を被せたカレールウ入りトレーを完成した。次に、該カレールウ入りトレーを使用し、開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフラン
ジ部(8)から開封することができた。
【実施例2】
【0067】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を140℃のシール温度に変更し、ピール強度を0.3kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例3】
【0068】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を150℃のシール温度に変更し、ピール強度を0.6kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例4】
【0069】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を160℃のシール温度に変更し、ピール強度を0.8kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【実施例5】
【0070】
実施例1において、トレー用イージーピール蓋材(A)をトレー(B)のフランジ部(8)へのシール条件を170℃のシール温度に変更し、ピール強度を1.0kgにコントロールした以外は、同様にして開封状態を評価したところ、積層体間では、全くデラミも、裂けも発生せず、該蓋材(A)を該トレー(B)のフランジ部(8)から開封することができた。
【図面の簡単な説明】
【0071】
【図1】本発明に係るトレー用イージーピール蓋材の層構成の1実施例を示す側断面図である。
【図2】本発明に係るトレー用イージーピール蓋材をプラスチックトレーに密閉した状態を示す側断面図である。
【図3】従来のトレー用イージーピール蓋材の層構成の1実施例を示す側断面図である。
【符号の説明】
【0072】
A・・・トレー用イージーピール蓋材
B・・・プラスチックトレー
1・・・バリア層
2・・・プラスチック基材層
3・・・蒸着層
4・・・中間層
5・・・イージーピール層
6・・・印刷インキ層
7・・・接着剤層
8・・・フランジ部
10・・・バリア層
20・・・プラスチック基材層
30・・・蒸着層
40・・・中間層
50・・・イージーピール層
60・・・印刷インキ層
70・・・接着剤層
【特許請求の範囲】
【請求項1】
少なくとも、無機酸化物からなる蒸着層をプラスチック基材層上に形成させたバリア層と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層と、イージーピールフィルムからなるイージーピール層を順次積層してなるトレー用イージーピール蓋材であって、前記中間層とイージーピール層間の接着強度が、250g以上であり、被着体であるプラスチックトレーとのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材。
【請求項2】
前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物からなることを特徴とする請求項1記載のトレー用イージーピール蓋材。
【請求項3】
前記プラスチック基材層が、ポリエチレンテレフタレートフィルム(PET)からなることを特徴とする請求項1又は2記載のトレー用イージーピール蓋材。
【請求項1】
少なくとも、無機酸化物からなる蒸着層をプラスチック基材層上に形成させたバリア層と、2軸延伸ポリプロピレンフィルム(OPP)からなる中間層と、イージーピールフィルムからなるイージーピール層を順次積層してなるトレー用イージーピール蓋材であって、前記中間層とイージーピール層間の接着強度が、250g以上であり、被着体であるプラスチックトレーとのピール強度が1kg以下であることを特徴とするトレー用イージーピール蓋材。
【請求項2】
前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物からなることを特徴とする請求項1記載のトレー用イージーピール蓋材。
【請求項3】
前記プラスチック基材層が、ポリエチレンテレフタレートフィルム(PET)からなることを特徴とする請求項1又は2記載のトレー用イージーピール蓋材。
【図1】



【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−123915(P2006−123915A)
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願番号】特願2004−310480(P2004−310480)
【出願日】平成16年10月26日(2004.10.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願日】平成16年10月26日(2004.10.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]