
ドアパネル
【課題】多孔状の除塵スクリーンを立体的に成形可能なドアパネルを提供する。
【解決手段】外側板21の通気用開口部25aおよび内側板23の通気用開口部25bに、内側板23に固定した多孔状の除塵スクリーン71を設ける。この除塵スクリーン71には小さな多数の丸穴状の通気穴を予め穴開き加工してある。除塵スクリーン71は、通気用開口部25a,25bに膨出する膨出成形部74,76,78の周囲に、フランジ状部81をそれぞれ一体に形成する。これらのフランジ状部81は、内側板23の補強用凸部29bおよび補強用凸部29cに締着固定するとともに、内側板23の補強板収納凸部29aおよび補強用凸部29dの斜面部に押圧固定する。これらの各フランジ状部81の上下の角部に切欠部82をそれぞれ切欠形成する。
【解決手段】外側板21の通気用開口部25aおよび内側板23の通気用開口部25bに、内側板23に固定した多孔状の除塵スクリーン71を設ける。この除塵スクリーン71には小さな多数の丸穴状の通気穴を予め穴開き加工してある。除塵スクリーン71は、通気用開口部25a,25bに膨出する膨出成形部74,76,78の周囲に、フランジ状部81をそれぞれ一体に形成する。これらのフランジ状部81は、内側板23の補強用凸部29bおよび補強用凸部29cに締着固定するとともに、内側板23の補強板収納凸部29aおよび補強用凸部29dの斜面部に押圧固定する。これらの各フランジ状部81の上下の角部に切欠部82をそれぞれ切欠形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、除塵スクリーンを備えたドアパネルに関する。
【背景技術】
【0002】
油圧ショベルなどの作業機械のサイドドアなどに用いられるドアパネル構造としては、外側板の内側面に、外側板に対して凹凸状にプレス成形された内側板が固定された2重構造のカバー体構造がある(例えば、特許文献1参照)。
【特許文献1】特開平9−228412号公報(第3頁、図6−8)
【発明の開示】
【発明が解決しようとする課題】
【0003】
この種のカバー体構造は、外側板の内側面に凹凸状にプレス成形された内側板が固定された2重構造のドアパネルをラジエータ室などに適用する場合は、2重構造のカバー体に通気用開口部を設ける必要がある。
【0004】
その場合、通気用開口部にパンチングメタルなどの多孔性の除塵スクリーンを設ける必要が生じることもあるが、2重構造のカバー体構造の通気用開口部には厚みがあるため、その通気用開口部に設ける除塵スクリーンも立体的に成形する必要があり、その成形の際に無理な絞り成形をすると、多孔性の除塵スクリーンは破損しやすい問題がある。
【0005】
本発明は、このような点に鑑みなされたもので、多孔状の除塵スクリーンを立体的に成形することが可能なドアパネルを提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載された発明は、通気用開口部を有する外側板と、外側板の内側面に固定され、外側板から離反する方向に突出された窓枠状の凸部により厚みのある窓状の通気用開口部を有する内側板と、内側板および外側板の通気用開口部に設けられた多孔状の除塵スクリーンとを具備し、除塵スクリーンは、内側板から外側板の通気用開口部に膨出される形状に成形された膨出成形部と、膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部と、フランジ状部の角部に切欠形成された切欠部とを具備したドアパネルである。
【0007】
請求項2に記載された発明は、請求項1記載のドアパネルにおいて、除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部を具備したものである。
【発明の効果】
【0008】
請求項1に記載された発明によれば、内側板に固定された除塵スクリーンが、内側板の通気用開口部から外側板の通気用開口部に膨出される形状に成形され、その膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部の角部に切欠部が切欠形成されたので、絞り成形に適さない多孔状の除塵スクリーンを曲げ成形するだけで済み、多孔状の除塵スクリーンを立体的に成形することが容易に可能である。
【0009】
請求項2に記載された発明によれば、除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部により、通気穴の切断により鋸歯状になっている除塵スクリーンの端縁部を直線状に成形することが可能であり、除塵スクリーンの取扱を容易にすることができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明を、図1乃至図13に示された一実施の形態、図14および図15に示された他の実施の形態を参照しながら詳細に説明する。
【0011】
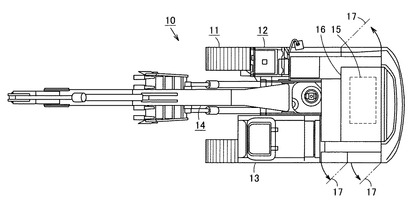
図12は、作業機械としての油圧ショベル10を示し、下部走行体11に上部旋回体12が旋回可能に設けられ、この上部旋回体12上にキャブ13、作業装置14、エンジンなどの動力装置15が搭載されている。動力装置15は、上部カバー16およびサイドドア17などにより覆われている。
【0012】
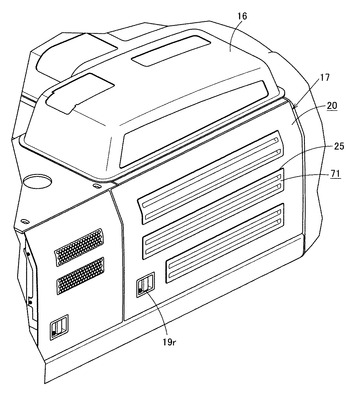
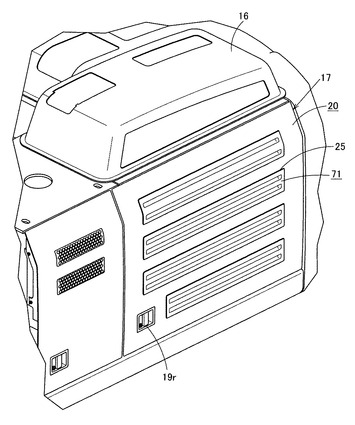
図13は、ラジエータ室に設けられたサイドドア17を示し、このサイドドア17は、後述するヒンジにより機体側フレームに開閉自在に取付けられ、反対側に取付けられたラッチ装置19rにより、閉じ状態が保持される。
【0013】
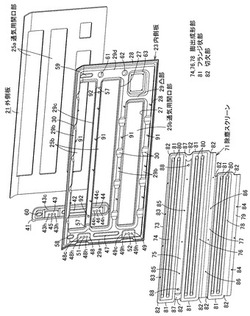
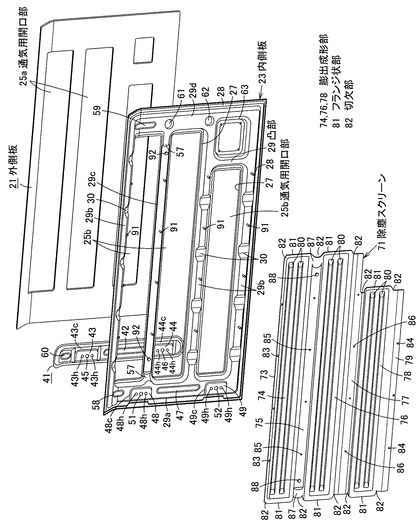
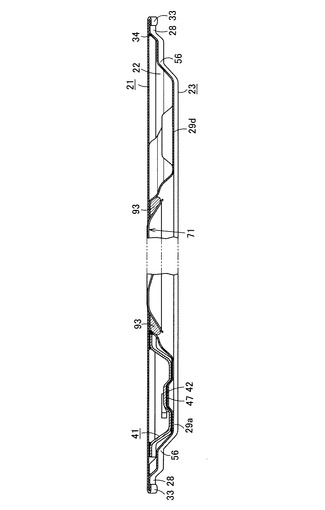
図1乃至図4は、サイドドア17のドアパネル20を示し、このドアパネル20は、外側板21と、この外側板21に対し凹凸状にプレス成形されて外側板21の内側面に凹部を固定されるとともに凸部と外側板21との間に空間22を形成する内側板23と、これらの外側板21と内側板23との間の空間22に充填された発泡材24とを具備している。外側板21および内側板23には、図13に示されるように3列の通気用開口部25が設けられている。
【0014】
外側板21は、内側板23の1.2〜5.0倍の板厚にする。言い換えれば、内側板23は、外側板21より薄い板厚の鉄板を用いる。例えば、外側板21を1.2mmの鉄板とした場合、内側板23は、相反する強度と加工性とを満足するために、0.6mm、0.8mmなどの鉄板を用いることが望ましい。
【0015】
発泡材24は、外側板21または内側板23の内面に貼付された未発泡状態のシート状の発泡素材を、外側板21と内側板23との間の空間22内で加熱して発泡させ、成形する。発泡素材は、20倍程度の体積膨張率を有する高発泡性のゴム系吸音材が望ましい。発泡素材の加熱は、焼付塗装用加熱炉を用いて、焼付塗装と同時に行なうことが望ましい。
【0016】
図1に示されるように、内側板23は、外側板21に接合された開口側の接合部27および外周側の接合部28と、これらの接合部27,28に対し外側板21から離反する方向に突出されて窓枠状に膨出成形された凸部29とを具備している。
【0017】
この内側板23の凸部29は、ヒンジ取付側の補強板収納凸部29aと、最上段、上から第3段および最下段の横方向に成形された大型断面の補強用凸部29bと、上から第2段の横方向に成形された小型断面の補強用凸部29cと、ラッチ取付側の補強用凸部29dとで構成されている。
【0018】
太い横梁状の補強用凸部29bには、縦方向に凹状の強化用凹部30が形成されている。小型断面の補強用凸部29cは、通気用開口部25の開口面積を確保するために、補強用凸部29bより小幅かつ低く形成され、補強用凸部29bの強化用凹部30が形成されていない。
【0019】
内側板23の接合部27には、外側板21に開口された3列の通気用開口部25aと対応して、これらの外側板21の通気用開口部25aよりやや大きな通気用開口部25bがそれぞれ穴加工により設けられている。内側板23の通気用開口部25bは、窓枠状の凸部29により厚みのある窓状の通気用開口部となっている。
【0020】
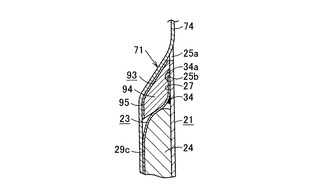
図3および図4に示されるように、外側板21の外周縁部は、内側板23の周縁部を包みこむように折返し平坦に押しつぶして形成したヘミング加工部33により、内側板23の周縁部を咬込み結合する。内側板23の接合部27,28は、接着剤34により外側板21に接着され、この接着剤34により外側板21と内側板23の接合部27,28とを接合するとともにシールする。接着剤34は、粘性と熱硬化性を有するペーストタイプ構造用接着剤が望ましい。
【0021】
図4に示されるように、外側板21と、この外側板21に対し位置決めされて外側板21の内側面に固定された内側板23との間で挟まれるようにして、ヒンジ取付用の内部補強板41が固定されている。
【0022】
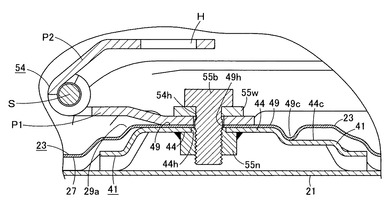
この内部補強板41は、図1に示されるように中央部に凹状補強部42が細長く設けられ、この凹状補強部42の一端側および他端側にヒンジ取付凸部43,44がそれぞれ平面状に成形され、これらのヒンジ取付凸部43,44に複数のボルト挿入孔43h,44hがそれぞれ穿設され、また、これらのヒンジ取付凸部43,44の周囲に補強凹部43c,44cがそれぞれ設けられ、また、各ヒンジ取付凸部43,44の中央部であって2つのボルト挿入孔43h,43hの間および2つのボルト挿入孔44h,44hの間に、一方の位置決め用嵌合部45および他方の位置決め用嵌合部46が凹状に形成されている。
【0023】
この内部補強板41に対し、内側板23のヒンジ取付側の補強板収納凸部29aの中央部には、内部補強板41の凹状補強部42と嵌合される凹状補強部47が細長く設けられ、この凹状補強部47の一端側および他端側にヒンジ取付面部48,49がそれぞれ平面状に成形され、これらのヒンジ取付面部48,49に複数のボルト挿入孔48h,49hがそれぞれ穿設され、また、これらのヒンジ取付面部48,49の周囲に補強凹溝部48c,49cがそれぞれ設けられ、また、各ヒンジ取付面部48,49の中央部であって2つのボルト挿入孔48h,48hの間および2つのボルト挿入孔49h,49hの間に、一方の位置決め用嵌合部51および他方の位置決め用嵌合部52がそれぞれ下方へ突出する凸状に形成されている。
【0024】
そして、内側板23のヒンジ取付面部48,49に設けられた位置決め用嵌合部51,52と、内部補強板41のヒンジ取付凸部43,44に設けられた位置決め用嵌合部45,46とが、相互に嵌合して、内側板23に対し内部補強板41を位置決めする。この位置決めにより、内部補強板41の凹状補強部42と内側板23の凹状補強部47とが嵌合されるとともに、内部補強板41のボルト挿入孔43h,44hと内側板23のボルト挿入孔48h,49hとが正確に位置決めされる。
【0025】
図5に示されるように、内側板23のヒンジ取付面部48,49上には、複数のボルト挿入孔54hをそれぞれ有するヒンジ54が当接される。これらのヒンジ54は、内側板23のヒンジ取付面部48,49上に固定される一側のプレートP1に対して、軸部材Sにより、他側のプレートP2が回動自在に連結され、この他側のプレートP2に、このサイドドア17を機体フレーム側に取付けるためのボルトを挿入する取付穴Hが穿設されている。
【0026】
そして、図5に示されるように、ワッシャ55wを通してヒンジ54のボルト挿入孔54hに挿入されたボルト55bを、内側板23のボルト挿入孔48h,49hを通して、内部補強板41のヒンジ取付凸部43,44の各ボルト挿入孔43h,44hの裏面にそれぞれ溶接されたナット55nに螺入し締付けることにより、ヒンジ54を取付ける。
【0027】
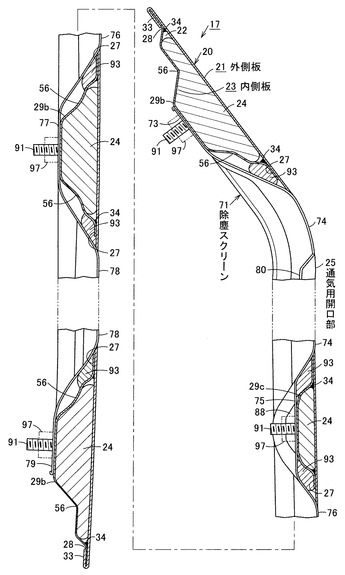
図3および図4に示されるように、内側板23は、外側板21に密着された接合部27,28に沿って膨出成形された凸部29の中間部に段差状の補強変形部56が形成され、この段差状の補強変形部56により外側板21に対し凸部29の十分な高さを確保するとともに強度を確保している。
【0028】
特に、大型断面の補強用凸部29bは、補強変形部56および強化用凹部30により、断面二次モーメントなどの断面性能に優れ、曲げ応力などに対して変形しにくい特性を有する。
【0029】
一方、図1および図3に示されるように、小型断面の補強用凸部29cは、補強用凸部29bより小幅に形成されているため、通気用開口部25の開口面積を大きく形成することができ、かつ、ヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dと接続される箇所の突出部57より低く形成されているため、容易に絞り加工できる。
【0030】
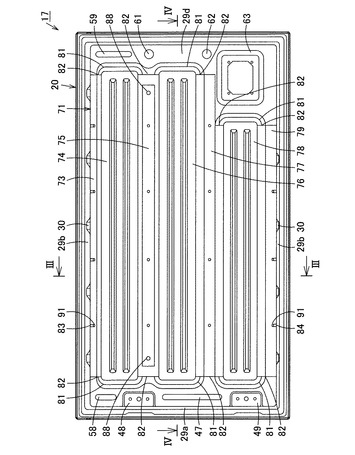
図1に示されるように、ドアパネル20の上部は、その下側のほぼ垂直部分よりも機体側に折曲されているが、この折曲加工をする際に内側板23のヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dの各上部に皺が発生しやすい。そこで、図1および図2に示されるように、内側板23のヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dを折曲加工する場所に、折曲加工の際に皺の発生を防止する皺発生防止凹部58,59が形成されている。
【0031】
内部補強板41にも、内側板23の一方の皺発生防止凹部58と嵌合する凹部60が形成され、皺発生防止凹部58との干渉を防止している。
【0032】
内側板23の他方の皺発生防止凹部59の下側に位置する補強用凸部29dには、制振凹部61,62およびラッチ取付穴63が設けられている。これらの制振凹部61,62は、ドアパネル20の振動防止に利用され、機体側フレームに取付けられた制振凸部(図示せず)と嵌合して、ドアパネル20の上下方向の振動を抑えることができる。
【0033】
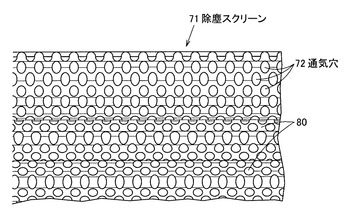
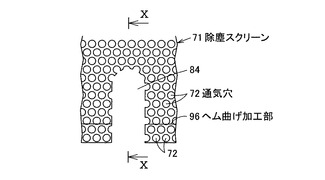
図1および図3に示されるように、外側板21の通気用開口部25aおよび内側板23の通気用開口部25bには、図6に示されるように成形されて内側板23に固定された多孔金属板の除塵スクリーン71が設けられている。この除塵スクリーン71には、図7および図9に示されるように小さな多数の丸穴状またはハニカムコア形状の通気穴72が予め穴開き加工されている。
【0034】
この除塵スクリーン71は、通気穴72が全領域に穴開き加工された市販のパンチングメタルを用いても良いし、プレス打抜き加工、ドリル加工、放電加工またはレーザ加工などの加工機により、外側板21および内側板23の通気用開口部25に対応する領域に通気穴72を穿設したものでも良い。この除塵スクリーン71をパンチングメタルで成形する場合は、板厚1.0mm以下のメタルシートに、穴径1.0mm〜5.0mmの通気穴72を、穴径の1/3程度の穴間ピッチで穿設したものが望ましい。
【0035】
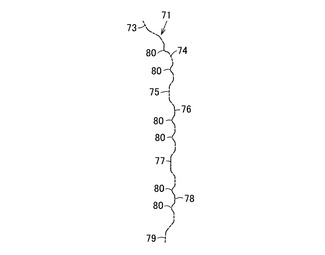
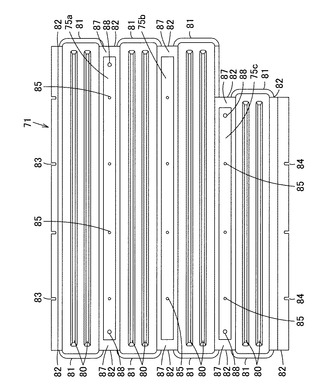
図1、図2および図6に示されるように、除塵スクリーン71は、内側板23の最上段の補強用凸部29bに固定される最上端固定部73と、ドアパネル20の最上段の通気用開口部25に膨出される最上段の膨出成形部74と、内側板23の上から第2段の補強用凸部29cに嵌着される中間固定部75と、ドアパネル20の中段の通気用開口部25に膨出される中段の膨出成形部76と、内側板23の上から第3段の補強用凸部29bに嵌着される中間固定部77と、ドアパネル20の最下段の通気用開口部25に膨出される最下段の膨出成形部78と、内側板23の最下段の補強用凸部29bに固定される最下端固定部79とを備えている。
【0036】
この除塵スクリーン71の各膨出成形部74,76,78は、図8に示されるように内側板23から外側板21の通気用開口部25aに膨出される形状に成形され、各膨出成形部74,76,78には、図1、図2および図6に示されるようにドアパネル20の各通気用開口部25に2列が対応するように小さな突条部80がそれぞれ形成されている。これらの突条部80は、除塵スクリーン71の濾過面積を平面の場合より拡大することができる。
【0037】
各膨出成形部74,76,78の周囲には、内側板23の補強用凸部29bおよび補強用凸部29cに締着固定されるとともに内側板23の補強板収納凸部29aおよび補強用凸部29dの斜面部に押圧固定されるフランジ状部81がそれぞれ一体に形成され、これらの各フランジ状部81の上下の角部には切欠部82がそれぞれ切欠形成されている。これらの切欠部82を設けることで、内側板23の各通気用開口部25bのコーナー部との干渉を防止できるとともに、除塵スクリーン71の過度な絞り加工を防止できる。
【0038】
除塵スクリーン71の一側縁部および反対側の他側縁部としての最上端固定部73および最下端固定部79には、相互に対向する方向に複数の固定溝83,84がそれぞれ切込み形成されている。さらに、各中間固定部75,77には、複数の固定穴85,86がそれぞれ穿設されている。
【0039】
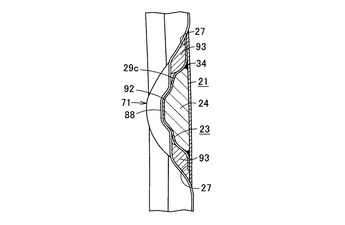
除塵スクリーン71の上から第2段の中間固定部75は、内側板23の上から第2段の補強用凸部29cの両端部に形成された突出部57より低く形成された部分の高さに合わせて、突出部57を覆う端部87より低く形成されている。この除塵スクリーン71の中間固定部75に上記固定穴85とともに、内側板23に向かって凹部を有する複数の位置決め用変形部88が一体に成形されている。
【0040】
一方、内側板23の最上段から最下段に至る各段の補強用凸部29bおよび補強用凸部29cには、除塵スクリーン71の各固定溝83,84および各固定穴85,86にそれぞれ挿入される複数のスタッドボルト91が、スタッド溶接によって予め一体的に取付けられている。
【0041】
さらに、図1および図11に示されるように、内側板23の第2段の補強用凸部29cには、除塵スクリーン71の複数の位置決め用変形部88と嵌合する凸状の複数の除塵スクリーン位置決め用変形部92が一体に成形されている。
【0042】
図3、図4および図8に示されるように、内側板23の各通気用開口部25bの周縁に沿ってシール部材93が貼付され、このシール部材93により、除塵スクリーン71と内側板23の各通気用開口部25bの周縁との間をシールする。
【0043】
このシール部材93は、図8に示されるように、撥水性を有するシール本体94と、このシール本体94の除塵スクリーン71との接触面側に設けられた保護フィルム95とを具備したものである。シール本体94としては、エチレン、プロピレン、ブタジエン類を重合して得られるEPDM系フォームシール材が望ましく、耐候性、耐熱老化性などに優れている。保護フィルム95は、ポリエチレン・テレフタラート(PET)フィルムが望ましく、比較的耐久性に優れ熱にも強い。
【0044】
この図8に示されるように、除塵スクリーン71の各膨出成形部74,76,78は、接着剤34aにより外側板21に接着された内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形されている。すなわち、除塵スクリーン71の各膨出成形部74,76,78は、外側板21の外表面より僅かに突出している。このため、除塵スクリーン71と外側板21との隙間を小さくすることができる。
【0045】
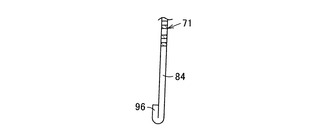
図9および図10に示されるように、除塵スクリーン71の上下の端縁部は、通気穴72に掛からない線上で折返して押潰されたヘム曲げ加工部96により、連続するように形成され、通気穴72での折返により通気穴72が鋸歯状になることを防止している。
【0046】
次に、サイドドア17の製造工程を説明する。
【0047】
外側板21と内側板23とを内部補強板41を介してヘミング加工部33により一体化するとともに熱硬化性の接着剤34により接着して一体化する。
【0048】
その内側板23に、図2および図3に示されるように除塵スクリーン71を取付ける。この除塵スクリーン71の取付は、先ず、内側板23の最上段または最下段のいずれか一方のスタッドボルト91に除塵スクリーン71の対応する一側縁部の固定溝83または84を差込むとともに内側板23に押付け、そこを軸または支えとして除塵スクリーン71の反対側の他側縁部を内側板23に押し当てることで、除塵スクリーン71の他側縁部に切込み形成された複数の固定溝84または83を、内側板23の対応するスタッドボルト91に嵌着するとともに、除塵スクリーン71の中間部に穿設された各固定穴85,86を、内側板23の対応するスタッドボルト91に嵌着する。
【0049】
このとき、除塵スクリーン71の各固定溝83,84および各固定穴85,86と、内側板23の対応するスタッドボルト91との間には僅かな隙間があり、これらの嵌着が円滑にできるものの、位置合わせは正確でない。そこで、図11に示されるように除塵スクリーン71の複数の位置決め用変形部88を、内側板23の第2段の補強用凸部29cに設けられた凸状の複数の除塵スクリーン位置決め用変形部92に嵌合させることで、除塵スクリーン71を正確に位置決めして、図3に示されるように、各スタッドボルト91にそれぞれ螺合されたナット97により、除塵スクリーン71を固定する。
【0050】
次に、上記実施の形態から得られる効果を説明する。
【0051】
ドアパネル20の通気用開口部25に対応する領域に微細な通気穴72が穴開き加工されるとともに膨出成形部74,76,78と突条部80が繰返し形成された除塵スクリーン71を内側板23に固定したので、外側板21に小さな穴を直接加工した場合より、除塵スクリーン71を介して、ドアパネル20に小さな穴を容易に設けることができるとともに、膨出成形部74,76,78と複数の突条部80により、除塵スクリーン71の剛性を上げて、小さな通気穴72を加工する上で必要な薄い金属板を用いても強度を確保できるとともに、必要な濾過面積を確保できる。
【0052】
すなわち、大きな外側板21に加工することができない加工機であっても、除塵スクリーン71であれば、飛散する粉塵をも吸込まないように捕捉することができる程度に微細な通気穴72を無数に加工することができ、極小な穴加工を予め施したプレートに凹凸を付けることで除塵スクリーン71の剛性を強化し、これを内側板23の通気用開口部25に裏側から装着することによって、十分な通気性能と剛性とを得ることが可能となる。
【0053】
内側板23に固定された除塵スクリーン71が、内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形され、その膨出成形部74,76,78の周囲に設けられて内側板23の凸部29に固定されるフランジ状部81の角部に切欠部82が切欠形成されたので、絞り成形に適さない多孔金属板の除塵スクリーン71を曲げ成形するだけで済み、多孔金属板の除塵スクリーン71を立体的に成形することが容易に可能である。
【0054】
除塵スクリーン71の端縁部を通気穴72に掛からない線上で折返して押潰されたヘム曲げ加工部96により、通気穴72の切断により鋸歯状になっている除塵スクリーン71の端縁部を直線状に成形することが可能であり、除塵スクリーン71の取扱を容易にすることができる。
【0055】
通気用開口部25を有する外側板21および内側板23からなる2重構造のドアパネル20において、内側板23に固定された除塵スクリーン71が、内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形されたので、この除塵スクリーン71を薄く軽量にしても、膨出形状により変形に対し一定の強度を保持でき、しかも内側板23および外側板21の通気用開口部25内に除塵スクリーン71の膨出部分を嵌合するようにしながら除塵スクリーン71を通気用開口部25に容易に取付けることができる。
【0056】
内側板23の通気用開口部25bの周縁に沿って貼付されたシール部材93により、除塵スクリーン71と内側板23の通気用開口部25bの周縁との間をシールするので、このシール部材93により、本来の除塵効果とともに、除塵スクリーン71と内側板23との間のメタルタッチを防止でき、損傷部から錆発生を引起すおそれもあるメタルタッチに配慮することなく、除塵スクリーン71を内側板23の通気用開口部25bに容易に取付けることができる。
【0057】
シール部材93は、撥水性を有するシール本体94により、このシール本体94が金属の錆の原因となる水分を吸収保持することがなく、内側板23などに錆が発生するおそれを防止でき、また、シール本体94の除塵スクリーン71との接触面に設けられた保護フィルム95により、多孔金属板の除塵スクリーン71が鑢のようにシール本体94を削る作用を防止でき、シール部材93の耐久性を向上できる。
【0058】
除塵スクリーン71は、厚さ1mm以下のメタルシートであれば穴径1mm〜5mmの通気穴72が穿設されたパンチングメタルを製造することが可能であり、この穴径のパンチングメタルによれば、空気中の塵埃除去にも一定の効果がある。
【0059】
除塵スクリーン71の複数の位置決め用変形部88を、内側板23の複数の除塵スクリーン位置決め用変形部92に嵌合することで、除塵スクリーン71を内側板23の通気用開口部25bに容易かつ正確に位置決めでき、除塵スクリーン71の組付け時の作業性および作業精度を向上できる。
【0060】
除塵スクリーン71の一側縁部に切込み形成された複数の固定溝83または84を、内側板23の対応するスタッドボルト91に一側端から差込むとともに内側板23に押付け、そこを軸または支えとして除塵スクリーン71の反対側の他側縁部を内側板23に押し当てることで、除塵スクリーン71の他側縁部に切込み形成された複数の固定溝84または83を、内側板23の対応するスタッドボルト91に容易に嵌着でき、各スタッドボルト91に螺合されたナット97により除塵スクリーン71を内側板23の通気用開口部25bに容易に固定でき、除塵スクリーン71の固定時の作業性を向上できる。
【0061】
次に、図14および図15は、他の実施の形態を示し、ドアパネル20のパネル全高がアップするとともに、ドアパネル20には、4列の通気用開口部25が設けられている。このドアパネル20に装着される除塵スクリーン71も、図15に示されるように4列の通気用開口部25に膨出するように形成されている。なお、この他の実施の形態は、図1乃至図13に示された実施の形態と同様であるので、同一符号を付して、その説明を省略する。
【0062】
本発明は、油圧ショベル、ローダ、ブルドーザなどの作業機械の例えばラジエータ室、バッテリ室またはポンプ室などのサイドドアなどに利用可能なドアパネルである。
【図面の簡単な説明】
【0063】
【図1】本発明に係るドアパネルの一実施の形態を示す分解斜視図である。
【図2】同上ドアパネルの内面図である。
【図3】図2のIII−III線断面図である。
【図4】図2のIV−IV線断面図である。
【図5】同上ドアパネルのヒンジ取付部分の断面図である。
【図6】同上ドアパネルの除塵スクリーンの全体を示す縦方向断面図である。
【図7】同上ドアパネルの除塵スクリーンの一部を拡大して示す斜視図である。
【図8】同上ドアパネルのシール部材の装着状態を示す断面図である。
【図9】同上ドアパネルの除塵スクリーンの端縁部を示す拡大正面図である。
【図10】図9のX−X線断面図である。
【図11】同上ドアパネルの除塵スクリーン位置決め部を示す断面図である。
【図12】同上ドアパネルを備えた作業機械の平面図である。
【図13】同上ドアパネルを作業機械に取付けた状態の斜視図である。
【図14】同上ドアパネルの他の実施の形態を作業機械に取付けた状態の斜視図である。
【図15】同上ドアパネルの除塵スクリーンのみを示す正面図である。
【符号の説明】
【0064】
20 ドアパネル
21 外側板
23 内側板
25a 通気用開口部
25b 通気用開口部
29 凸部
71 除塵スクリーン
72 通気穴
74,76,78 膨出成形部
81 フランジ状部
82 切欠部
96 ヘム曲げ加工部
【技術分野】
【0001】
本発明は、除塵スクリーンを備えたドアパネルに関する。
【背景技術】
【0002】
油圧ショベルなどの作業機械のサイドドアなどに用いられるドアパネル構造としては、外側板の内側面に、外側板に対して凹凸状にプレス成形された内側板が固定された2重構造のカバー体構造がある(例えば、特許文献1参照)。
【特許文献1】特開平9−228412号公報(第3頁、図6−8)
【発明の開示】
【発明が解決しようとする課題】
【0003】
この種のカバー体構造は、外側板の内側面に凹凸状にプレス成形された内側板が固定された2重構造のドアパネルをラジエータ室などに適用する場合は、2重構造のカバー体に通気用開口部を設ける必要がある。
【0004】
その場合、通気用開口部にパンチングメタルなどの多孔性の除塵スクリーンを設ける必要が生じることもあるが、2重構造のカバー体構造の通気用開口部には厚みがあるため、その通気用開口部に設ける除塵スクリーンも立体的に成形する必要があり、その成形の際に無理な絞り成形をすると、多孔性の除塵スクリーンは破損しやすい問題がある。
【0005】
本発明は、このような点に鑑みなされたもので、多孔状の除塵スクリーンを立体的に成形することが可能なドアパネルを提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載された発明は、通気用開口部を有する外側板と、外側板の内側面に固定され、外側板から離反する方向に突出された窓枠状の凸部により厚みのある窓状の通気用開口部を有する内側板と、内側板および外側板の通気用開口部に設けられた多孔状の除塵スクリーンとを具備し、除塵スクリーンは、内側板から外側板の通気用開口部に膨出される形状に成形された膨出成形部と、膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部と、フランジ状部の角部に切欠形成された切欠部とを具備したドアパネルである。
【0007】
請求項2に記載された発明は、請求項1記載のドアパネルにおいて、除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部を具備したものである。
【発明の効果】
【0008】
請求項1に記載された発明によれば、内側板に固定された除塵スクリーンが、内側板の通気用開口部から外側板の通気用開口部に膨出される形状に成形され、その膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部の角部に切欠部が切欠形成されたので、絞り成形に適さない多孔状の除塵スクリーンを曲げ成形するだけで済み、多孔状の除塵スクリーンを立体的に成形することが容易に可能である。
【0009】
請求項2に記載された発明によれば、除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部により、通気穴の切断により鋸歯状になっている除塵スクリーンの端縁部を直線状に成形することが可能であり、除塵スクリーンの取扱を容易にすることができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明を、図1乃至図13に示された一実施の形態、図14および図15に示された他の実施の形態を参照しながら詳細に説明する。
【0011】
図12は、作業機械としての油圧ショベル10を示し、下部走行体11に上部旋回体12が旋回可能に設けられ、この上部旋回体12上にキャブ13、作業装置14、エンジンなどの動力装置15が搭載されている。動力装置15は、上部カバー16およびサイドドア17などにより覆われている。
【0012】
図13は、ラジエータ室に設けられたサイドドア17を示し、このサイドドア17は、後述するヒンジにより機体側フレームに開閉自在に取付けられ、反対側に取付けられたラッチ装置19rにより、閉じ状態が保持される。
【0013】
図1乃至図4は、サイドドア17のドアパネル20を示し、このドアパネル20は、外側板21と、この外側板21に対し凹凸状にプレス成形されて外側板21の内側面に凹部を固定されるとともに凸部と外側板21との間に空間22を形成する内側板23と、これらの外側板21と内側板23との間の空間22に充填された発泡材24とを具備している。外側板21および内側板23には、図13に示されるように3列の通気用開口部25が設けられている。
【0014】
外側板21は、内側板23の1.2〜5.0倍の板厚にする。言い換えれば、内側板23は、外側板21より薄い板厚の鉄板を用いる。例えば、外側板21を1.2mmの鉄板とした場合、内側板23は、相反する強度と加工性とを満足するために、0.6mm、0.8mmなどの鉄板を用いることが望ましい。
【0015】
発泡材24は、外側板21または内側板23の内面に貼付された未発泡状態のシート状の発泡素材を、外側板21と内側板23との間の空間22内で加熱して発泡させ、成形する。発泡素材は、20倍程度の体積膨張率を有する高発泡性のゴム系吸音材が望ましい。発泡素材の加熱は、焼付塗装用加熱炉を用いて、焼付塗装と同時に行なうことが望ましい。
【0016】
図1に示されるように、内側板23は、外側板21に接合された開口側の接合部27および外周側の接合部28と、これらの接合部27,28に対し外側板21から離反する方向に突出されて窓枠状に膨出成形された凸部29とを具備している。
【0017】
この内側板23の凸部29は、ヒンジ取付側の補強板収納凸部29aと、最上段、上から第3段および最下段の横方向に成形された大型断面の補強用凸部29bと、上から第2段の横方向に成形された小型断面の補強用凸部29cと、ラッチ取付側の補強用凸部29dとで構成されている。
【0018】
太い横梁状の補強用凸部29bには、縦方向に凹状の強化用凹部30が形成されている。小型断面の補強用凸部29cは、通気用開口部25の開口面積を確保するために、補強用凸部29bより小幅かつ低く形成され、補強用凸部29bの強化用凹部30が形成されていない。
【0019】
内側板23の接合部27には、外側板21に開口された3列の通気用開口部25aと対応して、これらの外側板21の通気用開口部25aよりやや大きな通気用開口部25bがそれぞれ穴加工により設けられている。内側板23の通気用開口部25bは、窓枠状の凸部29により厚みのある窓状の通気用開口部となっている。
【0020】
図3および図4に示されるように、外側板21の外周縁部は、内側板23の周縁部を包みこむように折返し平坦に押しつぶして形成したヘミング加工部33により、内側板23の周縁部を咬込み結合する。内側板23の接合部27,28は、接着剤34により外側板21に接着され、この接着剤34により外側板21と内側板23の接合部27,28とを接合するとともにシールする。接着剤34は、粘性と熱硬化性を有するペーストタイプ構造用接着剤が望ましい。
【0021】
図4に示されるように、外側板21と、この外側板21に対し位置決めされて外側板21の内側面に固定された内側板23との間で挟まれるようにして、ヒンジ取付用の内部補強板41が固定されている。
【0022】
この内部補強板41は、図1に示されるように中央部に凹状補強部42が細長く設けられ、この凹状補強部42の一端側および他端側にヒンジ取付凸部43,44がそれぞれ平面状に成形され、これらのヒンジ取付凸部43,44に複数のボルト挿入孔43h,44hがそれぞれ穿設され、また、これらのヒンジ取付凸部43,44の周囲に補強凹部43c,44cがそれぞれ設けられ、また、各ヒンジ取付凸部43,44の中央部であって2つのボルト挿入孔43h,43hの間および2つのボルト挿入孔44h,44hの間に、一方の位置決め用嵌合部45および他方の位置決め用嵌合部46が凹状に形成されている。
【0023】
この内部補強板41に対し、内側板23のヒンジ取付側の補強板収納凸部29aの中央部には、内部補強板41の凹状補強部42と嵌合される凹状補強部47が細長く設けられ、この凹状補強部47の一端側および他端側にヒンジ取付面部48,49がそれぞれ平面状に成形され、これらのヒンジ取付面部48,49に複数のボルト挿入孔48h,49hがそれぞれ穿設され、また、これらのヒンジ取付面部48,49の周囲に補強凹溝部48c,49cがそれぞれ設けられ、また、各ヒンジ取付面部48,49の中央部であって2つのボルト挿入孔48h,48hの間および2つのボルト挿入孔49h,49hの間に、一方の位置決め用嵌合部51および他方の位置決め用嵌合部52がそれぞれ下方へ突出する凸状に形成されている。
【0024】
そして、内側板23のヒンジ取付面部48,49に設けられた位置決め用嵌合部51,52と、内部補強板41のヒンジ取付凸部43,44に設けられた位置決め用嵌合部45,46とが、相互に嵌合して、内側板23に対し内部補強板41を位置決めする。この位置決めにより、内部補強板41の凹状補強部42と内側板23の凹状補強部47とが嵌合されるとともに、内部補強板41のボルト挿入孔43h,44hと内側板23のボルト挿入孔48h,49hとが正確に位置決めされる。
【0025】
図5に示されるように、内側板23のヒンジ取付面部48,49上には、複数のボルト挿入孔54hをそれぞれ有するヒンジ54が当接される。これらのヒンジ54は、内側板23のヒンジ取付面部48,49上に固定される一側のプレートP1に対して、軸部材Sにより、他側のプレートP2が回動自在に連結され、この他側のプレートP2に、このサイドドア17を機体フレーム側に取付けるためのボルトを挿入する取付穴Hが穿設されている。
【0026】
そして、図5に示されるように、ワッシャ55wを通してヒンジ54のボルト挿入孔54hに挿入されたボルト55bを、内側板23のボルト挿入孔48h,49hを通して、内部補強板41のヒンジ取付凸部43,44の各ボルト挿入孔43h,44hの裏面にそれぞれ溶接されたナット55nに螺入し締付けることにより、ヒンジ54を取付ける。
【0027】
図3および図4に示されるように、内側板23は、外側板21に密着された接合部27,28に沿って膨出成形された凸部29の中間部に段差状の補強変形部56が形成され、この段差状の補強変形部56により外側板21に対し凸部29の十分な高さを確保するとともに強度を確保している。
【0028】
特に、大型断面の補強用凸部29bは、補強変形部56および強化用凹部30により、断面二次モーメントなどの断面性能に優れ、曲げ応力などに対して変形しにくい特性を有する。
【0029】
一方、図1および図3に示されるように、小型断面の補強用凸部29cは、補強用凸部29bより小幅に形成されているため、通気用開口部25の開口面積を大きく形成することができ、かつ、ヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dと接続される箇所の突出部57より低く形成されているため、容易に絞り加工できる。
【0030】
図1に示されるように、ドアパネル20の上部は、その下側のほぼ垂直部分よりも機体側に折曲されているが、この折曲加工をする際に内側板23のヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dの各上部に皺が発生しやすい。そこで、図1および図2に示されるように、内側板23のヒンジ取付側の補強板収納凸部29aおよびラッチ取付側の補強用凸部29dを折曲加工する場所に、折曲加工の際に皺の発生を防止する皺発生防止凹部58,59が形成されている。
【0031】
内部補強板41にも、内側板23の一方の皺発生防止凹部58と嵌合する凹部60が形成され、皺発生防止凹部58との干渉を防止している。
【0032】
内側板23の他方の皺発生防止凹部59の下側に位置する補強用凸部29dには、制振凹部61,62およびラッチ取付穴63が設けられている。これらの制振凹部61,62は、ドアパネル20の振動防止に利用され、機体側フレームに取付けられた制振凸部(図示せず)と嵌合して、ドアパネル20の上下方向の振動を抑えることができる。
【0033】
図1および図3に示されるように、外側板21の通気用開口部25aおよび内側板23の通気用開口部25bには、図6に示されるように成形されて内側板23に固定された多孔金属板の除塵スクリーン71が設けられている。この除塵スクリーン71には、図7および図9に示されるように小さな多数の丸穴状またはハニカムコア形状の通気穴72が予め穴開き加工されている。
【0034】
この除塵スクリーン71は、通気穴72が全領域に穴開き加工された市販のパンチングメタルを用いても良いし、プレス打抜き加工、ドリル加工、放電加工またはレーザ加工などの加工機により、外側板21および内側板23の通気用開口部25に対応する領域に通気穴72を穿設したものでも良い。この除塵スクリーン71をパンチングメタルで成形する場合は、板厚1.0mm以下のメタルシートに、穴径1.0mm〜5.0mmの通気穴72を、穴径の1/3程度の穴間ピッチで穿設したものが望ましい。
【0035】
図1、図2および図6に示されるように、除塵スクリーン71は、内側板23の最上段の補強用凸部29bに固定される最上端固定部73と、ドアパネル20の最上段の通気用開口部25に膨出される最上段の膨出成形部74と、内側板23の上から第2段の補強用凸部29cに嵌着される中間固定部75と、ドアパネル20の中段の通気用開口部25に膨出される中段の膨出成形部76と、内側板23の上から第3段の補強用凸部29bに嵌着される中間固定部77と、ドアパネル20の最下段の通気用開口部25に膨出される最下段の膨出成形部78と、内側板23の最下段の補強用凸部29bに固定される最下端固定部79とを備えている。
【0036】
この除塵スクリーン71の各膨出成形部74,76,78は、図8に示されるように内側板23から外側板21の通気用開口部25aに膨出される形状に成形され、各膨出成形部74,76,78には、図1、図2および図6に示されるようにドアパネル20の各通気用開口部25に2列が対応するように小さな突条部80がそれぞれ形成されている。これらの突条部80は、除塵スクリーン71の濾過面積を平面の場合より拡大することができる。
【0037】
各膨出成形部74,76,78の周囲には、内側板23の補強用凸部29bおよび補強用凸部29cに締着固定されるとともに内側板23の補強板収納凸部29aおよび補強用凸部29dの斜面部に押圧固定されるフランジ状部81がそれぞれ一体に形成され、これらの各フランジ状部81の上下の角部には切欠部82がそれぞれ切欠形成されている。これらの切欠部82を設けることで、内側板23の各通気用開口部25bのコーナー部との干渉を防止できるとともに、除塵スクリーン71の過度な絞り加工を防止できる。
【0038】
除塵スクリーン71の一側縁部および反対側の他側縁部としての最上端固定部73および最下端固定部79には、相互に対向する方向に複数の固定溝83,84がそれぞれ切込み形成されている。さらに、各中間固定部75,77には、複数の固定穴85,86がそれぞれ穿設されている。
【0039】
除塵スクリーン71の上から第2段の中間固定部75は、内側板23の上から第2段の補強用凸部29cの両端部に形成された突出部57より低く形成された部分の高さに合わせて、突出部57を覆う端部87より低く形成されている。この除塵スクリーン71の中間固定部75に上記固定穴85とともに、内側板23に向かって凹部を有する複数の位置決め用変形部88が一体に成形されている。
【0040】
一方、内側板23の最上段から最下段に至る各段の補強用凸部29bおよび補強用凸部29cには、除塵スクリーン71の各固定溝83,84および各固定穴85,86にそれぞれ挿入される複数のスタッドボルト91が、スタッド溶接によって予め一体的に取付けられている。
【0041】
さらに、図1および図11に示されるように、内側板23の第2段の補強用凸部29cには、除塵スクリーン71の複数の位置決め用変形部88と嵌合する凸状の複数の除塵スクリーン位置決め用変形部92が一体に成形されている。
【0042】
図3、図4および図8に示されるように、内側板23の各通気用開口部25bの周縁に沿ってシール部材93が貼付され、このシール部材93により、除塵スクリーン71と内側板23の各通気用開口部25bの周縁との間をシールする。
【0043】
このシール部材93は、図8に示されるように、撥水性を有するシール本体94と、このシール本体94の除塵スクリーン71との接触面側に設けられた保護フィルム95とを具備したものである。シール本体94としては、エチレン、プロピレン、ブタジエン類を重合して得られるEPDM系フォームシール材が望ましく、耐候性、耐熱老化性などに優れている。保護フィルム95は、ポリエチレン・テレフタラート(PET)フィルムが望ましく、比較的耐久性に優れ熱にも強い。
【0044】
この図8に示されるように、除塵スクリーン71の各膨出成形部74,76,78は、接着剤34aにより外側板21に接着された内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形されている。すなわち、除塵スクリーン71の各膨出成形部74,76,78は、外側板21の外表面より僅かに突出している。このため、除塵スクリーン71と外側板21との隙間を小さくすることができる。
【0045】
図9および図10に示されるように、除塵スクリーン71の上下の端縁部は、通気穴72に掛からない線上で折返して押潰されたヘム曲げ加工部96により、連続するように形成され、通気穴72での折返により通気穴72が鋸歯状になることを防止している。
【0046】
次に、サイドドア17の製造工程を説明する。
【0047】
外側板21と内側板23とを内部補強板41を介してヘミング加工部33により一体化するとともに熱硬化性の接着剤34により接着して一体化する。
【0048】
その内側板23に、図2および図3に示されるように除塵スクリーン71を取付ける。この除塵スクリーン71の取付は、先ず、内側板23の最上段または最下段のいずれか一方のスタッドボルト91に除塵スクリーン71の対応する一側縁部の固定溝83または84を差込むとともに内側板23に押付け、そこを軸または支えとして除塵スクリーン71の反対側の他側縁部を内側板23に押し当てることで、除塵スクリーン71の他側縁部に切込み形成された複数の固定溝84または83を、内側板23の対応するスタッドボルト91に嵌着するとともに、除塵スクリーン71の中間部に穿設された各固定穴85,86を、内側板23の対応するスタッドボルト91に嵌着する。
【0049】
このとき、除塵スクリーン71の各固定溝83,84および各固定穴85,86と、内側板23の対応するスタッドボルト91との間には僅かな隙間があり、これらの嵌着が円滑にできるものの、位置合わせは正確でない。そこで、図11に示されるように除塵スクリーン71の複数の位置決め用変形部88を、内側板23の第2段の補強用凸部29cに設けられた凸状の複数の除塵スクリーン位置決め用変形部92に嵌合させることで、除塵スクリーン71を正確に位置決めして、図3に示されるように、各スタッドボルト91にそれぞれ螺合されたナット97により、除塵スクリーン71を固定する。
【0050】
次に、上記実施の形態から得られる効果を説明する。
【0051】
ドアパネル20の通気用開口部25に対応する領域に微細な通気穴72が穴開き加工されるとともに膨出成形部74,76,78と突条部80が繰返し形成された除塵スクリーン71を内側板23に固定したので、外側板21に小さな穴を直接加工した場合より、除塵スクリーン71を介して、ドアパネル20に小さな穴を容易に設けることができるとともに、膨出成形部74,76,78と複数の突条部80により、除塵スクリーン71の剛性を上げて、小さな通気穴72を加工する上で必要な薄い金属板を用いても強度を確保できるとともに、必要な濾過面積を確保できる。
【0052】
すなわち、大きな外側板21に加工することができない加工機であっても、除塵スクリーン71であれば、飛散する粉塵をも吸込まないように捕捉することができる程度に微細な通気穴72を無数に加工することができ、極小な穴加工を予め施したプレートに凹凸を付けることで除塵スクリーン71の剛性を強化し、これを内側板23の通気用開口部25に裏側から装着することによって、十分な通気性能と剛性とを得ることが可能となる。
【0053】
内側板23に固定された除塵スクリーン71が、内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形され、その膨出成形部74,76,78の周囲に設けられて内側板23の凸部29に固定されるフランジ状部81の角部に切欠部82が切欠形成されたので、絞り成形に適さない多孔金属板の除塵スクリーン71を曲げ成形するだけで済み、多孔金属板の除塵スクリーン71を立体的に成形することが容易に可能である。
【0054】
除塵スクリーン71の端縁部を通気穴72に掛からない線上で折返して押潰されたヘム曲げ加工部96により、通気穴72の切断により鋸歯状になっている除塵スクリーン71の端縁部を直線状に成形することが可能であり、除塵スクリーン71の取扱を容易にすることができる。
【0055】
通気用開口部25を有する外側板21および内側板23からなる2重構造のドアパネル20において、内側板23に固定された除塵スクリーン71が、内側板23の通気用開口部25bから外側板21の通気用開口部25aに膨出される形状に成形されたので、この除塵スクリーン71を薄く軽量にしても、膨出形状により変形に対し一定の強度を保持でき、しかも内側板23および外側板21の通気用開口部25内に除塵スクリーン71の膨出部分を嵌合するようにしながら除塵スクリーン71を通気用開口部25に容易に取付けることができる。
【0056】
内側板23の通気用開口部25bの周縁に沿って貼付されたシール部材93により、除塵スクリーン71と内側板23の通気用開口部25bの周縁との間をシールするので、このシール部材93により、本来の除塵効果とともに、除塵スクリーン71と内側板23との間のメタルタッチを防止でき、損傷部から錆発生を引起すおそれもあるメタルタッチに配慮することなく、除塵スクリーン71を内側板23の通気用開口部25bに容易に取付けることができる。
【0057】
シール部材93は、撥水性を有するシール本体94により、このシール本体94が金属の錆の原因となる水分を吸収保持することがなく、内側板23などに錆が発生するおそれを防止でき、また、シール本体94の除塵スクリーン71との接触面に設けられた保護フィルム95により、多孔金属板の除塵スクリーン71が鑢のようにシール本体94を削る作用を防止でき、シール部材93の耐久性を向上できる。
【0058】
除塵スクリーン71は、厚さ1mm以下のメタルシートであれば穴径1mm〜5mmの通気穴72が穿設されたパンチングメタルを製造することが可能であり、この穴径のパンチングメタルによれば、空気中の塵埃除去にも一定の効果がある。
【0059】
除塵スクリーン71の複数の位置決め用変形部88を、内側板23の複数の除塵スクリーン位置決め用変形部92に嵌合することで、除塵スクリーン71を内側板23の通気用開口部25bに容易かつ正確に位置決めでき、除塵スクリーン71の組付け時の作業性および作業精度を向上できる。
【0060】
除塵スクリーン71の一側縁部に切込み形成された複数の固定溝83または84を、内側板23の対応するスタッドボルト91に一側端から差込むとともに内側板23に押付け、そこを軸または支えとして除塵スクリーン71の反対側の他側縁部を内側板23に押し当てることで、除塵スクリーン71の他側縁部に切込み形成された複数の固定溝84または83を、内側板23の対応するスタッドボルト91に容易に嵌着でき、各スタッドボルト91に螺合されたナット97により除塵スクリーン71を内側板23の通気用開口部25bに容易に固定でき、除塵スクリーン71の固定時の作業性を向上できる。
【0061】
次に、図14および図15は、他の実施の形態を示し、ドアパネル20のパネル全高がアップするとともに、ドアパネル20には、4列の通気用開口部25が設けられている。このドアパネル20に装着される除塵スクリーン71も、図15に示されるように4列の通気用開口部25に膨出するように形成されている。なお、この他の実施の形態は、図1乃至図13に示された実施の形態と同様であるので、同一符号を付して、その説明を省略する。
【0062】
本発明は、油圧ショベル、ローダ、ブルドーザなどの作業機械の例えばラジエータ室、バッテリ室またはポンプ室などのサイドドアなどに利用可能なドアパネルである。
【図面の簡単な説明】
【0063】
【図1】本発明に係るドアパネルの一実施の形態を示す分解斜視図である。
【図2】同上ドアパネルの内面図である。
【図3】図2のIII−III線断面図である。
【図4】図2のIV−IV線断面図である。
【図5】同上ドアパネルのヒンジ取付部分の断面図である。
【図6】同上ドアパネルの除塵スクリーンの全体を示す縦方向断面図である。
【図7】同上ドアパネルの除塵スクリーンの一部を拡大して示す斜視図である。
【図8】同上ドアパネルのシール部材の装着状態を示す断面図である。
【図9】同上ドアパネルの除塵スクリーンの端縁部を示す拡大正面図である。
【図10】図9のX−X線断面図である。
【図11】同上ドアパネルの除塵スクリーン位置決め部を示す断面図である。
【図12】同上ドアパネルを備えた作業機械の平面図である。
【図13】同上ドアパネルを作業機械に取付けた状態の斜視図である。
【図14】同上ドアパネルの他の実施の形態を作業機械に取付けた状態の斜視図である。
【図15】同上ドアパネルの除塵スクリーンのみを示す正面図である。
【符号の説明】
【0064】
20 ドアパネル
21 外側板
23 内側板
25a 通気用開口部
25b 通気用開口部
29 凸部
71 除塵スクリーン
72 通気穴
74,76,78 膨出成形部
81 フランジ状部
82 切欠部
96 ヘム曲げ加工部
【特許請求の範囲】
【請求項1】
通気用開口部を有する外側板と、
外側板の内側面に固定され、外側板から離反する方向に突出された窓枠状の凸部により厚みのある窓状の通気用開口部を有する内側板と、
内側板および外側板の通気用開口部に設けられた多孔状の除塵スクリーンとを具備し、
除塵スクリーンは、
内側板から外側板の通気用開口部に膨出される形状に成形された膨出成形部と、
膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部と、
フランジ状部の角部に切欠形成された切欠部と
を具備したことを特徴とするドアパネル。
【請求項2】
除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部
を具備したことを特徴とする請求項1記載のドアパネル。
【請求項1】
通気用開口部を有する外側板と、
外側板の内側面に固定され、外側板から離反する方向に突出された窓枠状の凸部により厚みのある窓状の通気用開口部を有する内側板と、
内側板および外側板の通気用開口部に設けられた多孔状の除塵スクリーンとを具備し、
除塵スクリーンは、
内側板から外側板の通気用開口部に膨出される形状に成形された膨出成形部と、
膨出成形部の周囲に設けられて内側板の凸部に固定されるフランジ状部と、
フランジ状部の角部に切欠形成された切欠部と
を具備したことを特徴とするドアパネル。
【請求項2】
除塵スクリーンの端縁部を通気穴に掛からない線上で折返して押潰されたヘム曲げ加工部
を具備したことを特徴とする請求項1記載のドアパネル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2010−43460(P2010−43460A)
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2008−207826(P2008−207826)
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000190297)キャタピラージャパン株式会社 (1,189)
【Fターム(参考)】
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000190297)キャタピラージャパン株式会社 (1,189)
【Fターム(参考)】
[ Back to top ]