
ドア用芯材及びドア
【課題】 ドアの反りを防止する。
【解決手段】 複数枚の木質単板と金属板1とを積層し、湾曲させながら圧着し、表裏に合成樹脂硬化物層15を形成してドア用芯材9を得る。ドア用芯材9は、芯材3の凸面側17を屋外側に向けて加工する。合成樹脂硬化物層15を形成するには、プレート7を敷き、芯材3の両端部に支承片5を介して載置し、表面にプレート8を置く。次にプレート7と芯材3、プレート8と芯材3の間に空隙10ができる。この空隙10にエポキシ樹脂、不飽和ポリエステル樹脂、ウレタン樹脂などの合成樹脂を注入し、硬化させる。
【解決手段】 複数枚の木質単板と金属板1とを積層し、湾曲させながら圧着し、表裏に合成樹脂硬化物層15を形成してドア用芯材9を得る。ドア用芯材9は、芯材3の凸面側17を屋外側に向けて加工する。合成樹脂硬化物層15を形成するには、プレート7を敷き、芯材3の両端部に支承片5を介して載置し、表面にプレート8を置く。次にプレート7と芯材3、プレート8と芯材3の間に空隙10ができる。この空隙10にエポキシ樹脂、不飽和ポリエステル樹脂、ウレタン樹脂などの合成樹脂を注入し、硬化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は反りを防止できるドア用芯材及びこの芯材を用いたドアに関する。
【背景技術】
【0002】
従来、木製のドアがあり、芯材にはドアの反りを防止するため木質系基材の表裏にアルミニウムのような金属箔を積層したものが使用されていた。
【特許文献1】特開2001−132341
【特許文献2】特開平10−29258
【特許文献3】特開平8−86157
【特許文献4】実開昭63−138392
【特許文献5】特開2001−132341
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、ドアの屋外側と屋内側とでは当然のことではあるが環境が異なり、屋外側は太陽光に曝されたり、1年を通じて寒暖の差が激しく、アルミニウムの線膨張の影響などからドアが屋内側に反り、開閉がスムーズにいかない場合があった。
【課題を解決するための手段】
【0004】
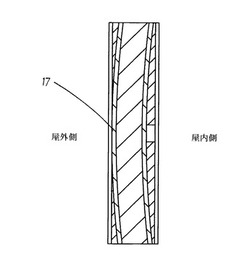
本発明は前記の課題を解決するために検討されたもので、請求項に記載の発明は、芯材3を強制的に湾曲させ、表裏に合成樹脂硬化物層15が形成されてなることを特徴とするドア用芯材9、また、請求項2記載の発明は、請求項1記載のドア用芯材9を、芯材3の凸面側17を屋外側に向けて加工されてなることを特徴とするドア19である。
【発明の効果】
【0005】
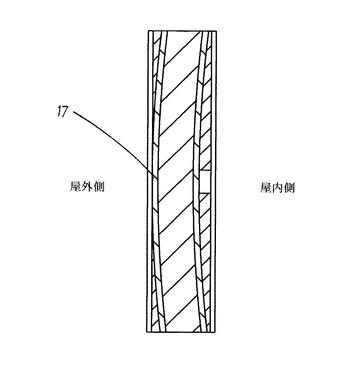
本発明のドア用芯材のように敢えてシンメトリーの構造を有する芯材ではなく、見かけは平板であっても内部構造が歪で、ドアが反る方向に対抗するような湾曲した芯材を内部に有した構造にし、ドアが屋外側に凹状に反る傾向であれば湾曲した芯材の凸面側を屋外側に向けて、また、ドアが屋外側に凸状に反る傾向であれば湾曲した芯材の凹面側を屋外側に向けてドアを組み立てることによりドアの反りを防止でき、開閉に支障をきたすことがない。
【発明を実施するための最良の形態】
【0006】
以下、本発明を図面に基づいて詳細に説明する。図5は本発明のドア用芯材9の構成断面図を示し、図1〜図4は本発明のドア用芯材9の製造方法を示す構成断面図である。
【0007】
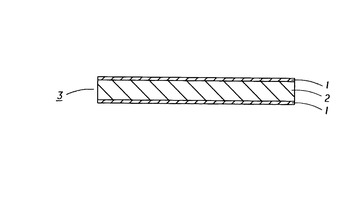
先ず、図1に示すように厚さ1〜5mm程度の薄単板を複数枚で積層して木質単板層2を得、表裏に金属板1を配して積層し、湾曲させながら熱圧一体化或いは冷圧一体化して芯材3を得る。薄単板はロ−タリ−、或いはスライス法によって得られる。
【0008】
金属板1は、薄板鋼板、アルミニウム板、ステンレス板、亜鉛鍍金鋼板、あるいは、亜鉛−アルミニウム浴に浸漬することにより得られるガルバリューム鋼板や、亜鉛−アルミニウム浴に浸漬することにより得られるガルファン鋼板等が用いられる。厚みは0.3〜1.5mmの範囲が好ましく、下限に満たないと、反りを抑制する効果が乏しく、上限を超えると撓ませにくくなる。
【0009】
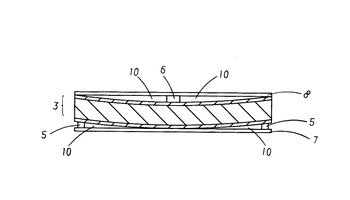
次に、図2に示すようにプレート7を敷き、芯材3の両端部に支承片5を介して載置し、表面中央部に支承片6を置きプレート8が撓まないようにするとプレート7と芯材3、プレート8と芯材3の間に空隙10ができる。プレート7,8は金属、プラスチック、木材等の平板状で支承片5,6を挿入した時に撓まない程度の腰のあるものであればよく、プレスの定盤を利用してもよい。また、後述の合成樹脂との離型性を確保するために、接着を阻害しない程度に離型剤を塗布しておくのが好ましい。
【0010】
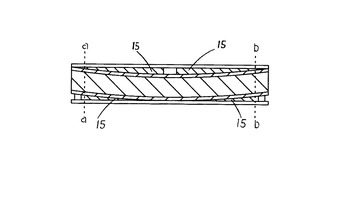
しかる後、図3に示すように、空隙10にエポキシ樹脂、不飽和ポリエステル樹脂、ウレタン樹脂などの合成樹脂を注入し、合成樹脂硬化物層15を形成する。続いてプレート7,8を除去し、a−a線、b−b線に沿って両端を切断する。
【0011】
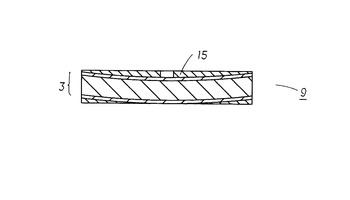
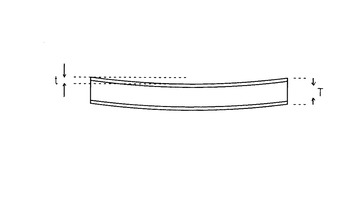
最後に表面及び裏面をプレナーにて仕上げると、図4に示すように、平板状で芯材3の凸面側17の頂点付近並びに凹面側の底部付近を除いて表裏が合成樹脂で被覆されたドア用芯材、すなわち、強制的に湾曲させた芯材の表裏に、合成樹脂硬化物層15が形成されたドア用芯材9が得られる。この際、図7に示す撓み量tは芯材3の厚みTに対して1/15〜1/3の範囲が好ましく、下限、上限ともこの範囲からはずれると反りの抑制効果が乏しくなる。
【実施例1】
【0012】
芯材の作成
厚み3mmのポプラ単板10枚を繊維方向が交差するように、また、表面、裏面には厚み0.6mmのガルバニウム鋼板を積層した後、撓み量が10mmとなるような湾曲プレスで、16時間かけて圧力3kgf/cm2の条件で固定化して、芯材3を得た。
次いで、金属プレート7を敷き、両端に高さ10mmの支承片5を置き、前記に芯材3を置き、表面の中央部に高さ10mmの押さえ片を置き、金属プレート8を置いた。
ドア用芯材の作成
次いで、金属プレート7と芯材3、金属プレート8と芯材3の間にできた空隙10にエポキシ樹脂を充填し硬化させた後、プレート7,8を除去し、両端を切断して、表面、裏面をプレナーにて仕上げてドア用芯材9を得た。
実施例1では、図7に示す芯材3は厚みTが32mmでt:T=10:32となった。
尚、単板同士の接着には水性ビニルウレタン系接着剤、単板とガルバニウム鋼板との接着には溶剤系のウレタン接着剤を用いた。
ドアの作成
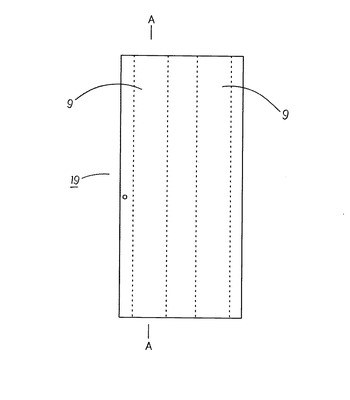
ドア用芯材9の芯材3の湾曲面の凸面側17が外側に向くように仕上げ、塗装加工して図6に示すような巾890mm、高さ2310mm、厚み40mmのドア19を得た。
[比較例1]
実施例1において、芯材3を撓ませず、そのまま用いた以外は同様に実施した。
【0013】
評価結果を表1に示す。
【0014】
【表1】

【0015】
試験方法は以下の通リとした。
熱赤外線ランプ照射試験で、表面温度が70℃、裏面温度が35℃の条件で屋外側を照射面として6時間照射し、加熱開始より6時間後の高さ方向の最大反り量を測定し、加熱を止め自然冷却し、加熱停止後16時間後の反りを測定した。照射面に対して凸に反る場合を+、凹に反る場合を−表示した。
【図面の簡単な説明】
【0016】
【図1】本発明のドア用芯材の製造方法を示す構成断面図。
【図2】本発明のドア用芯材の製造方法を示す構成断面図。
【図3】本発明のドア用芯材の製造方法を示す構成断面図。
【図4】本発明のドア用芯材の製造方法を示す構成断面図。
【図5】本発明のドア用芯材を用いたドアの透視正面図。
【図6】図5中のA−A線に沿う拡大断面図。
【図7】撓み量tと芯材3の厚みTを示す構成断面図。
【符号の説明】
【0017】
1 金属板
2 木質単板層
3 芯材
5 支承片
6 支承片
7 金属プレート
8 金属プレート
9 ドア用芯材
10 空隙
15 合成樹脂硬化物層
17 芯材3の凸面側
19 ドア
t 撓み量
T 芯材3の厚み
【技術分野】
【0001】
本発明は反りを防止できるドア用芯材及びこの芯材を用いたドアに関する。
【背景技術】
【0002】
従来、木製のドアがあり、芯材にはドアの反りを防止するため木質系基材の表裏にアルミニウムのような金属箔を積層したものが使用されていた。
【特許文献1】特開2001−132341
【特許文献2】特開平10−29258
【特許文献3】特開平8−86157
【特許文献4】実開昭63−138392
【特許文献5】特開2001−132341
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、ドアの屋外側と屋内側とでは当然のことではあるが環境が異なり、屋外側は太陽光に曝されたり、1年を通じて寒暖の差が激しく、アルミニウムの線膨張の影響などからドアが屋内側に反り、開閉がスムーズにいかない場合があった。
【課題を解決するための手段】
【0004】
本発明は前記の課題を解決するために検討されたもので、請求項に記載の発明は、芯材3を強制的に湾曲させ、表裏に合成樹脂硬化物層15が形成されてなることを特徴とするドア用芯材9、また、請求項2記載の発明は、請求項1記載のドア用芯材9を、芯材3の凸面側17を屋外側に向けて加工されてなることを特徴とするドア19である。
【発明の効果】
【0005】
本発明のドア用芯材のように敢えてシンメトリーの構造を有する芯材ではなく、見かけは平板であっても内部構造が歪で、ドアが反る方向に対抗するような湾曲した芯材を内部に有した構造にし、ドアが屋外側に凹状に反る傾向であれば湾曲した芯材の凸面側を屋外側に向けて、また、ドアが屋外側に凸状に反る傾向であれば湾曲した芯材の凹面側を屋外側に向けてドアを組み立てることによりドアの反りを防止でき、開閉に支障をきたすことがない。
【発明を実施するための最良の形態】
【0006】
以下、本発明を図面に基づいて詳細に説明する。図5は本発明のドア用芯材9の構成断面図を示し、図1〜図4は本発明のドア用芯材9の製造方法を示す構成断面図である。
【0007】
先ず、図1に示すように厚さ1〜5mm程度の薄単板を複数枚で積層して木質単板層2を得、表裏に金属板1を配して積層し、湾曲させながら熱圧一体化或いは冷圧一体化して芯材3を得る。薄単板はロ−タリ−、或いはスライス法によって得られる。
【0008】
金属板1は、薄板鋼板、アルミニウム板、ステンレス板、亜鉛鍍金鋼板、あるいは、亜鉛−アルミニウム浴に浸漬することにより得られるガルバリューム鋼板や、亜鉛−アルミニウム浴に浸漬することにより得られるガルファン鋼板等が用いられる。厚みは0.3〜1.5mmの範囲が好ましく、下限に満たないと、反りを抑制する効果が乏しく、上限を超えると撓ませにくくなる。
【0009】
次に、図2に示すようにプレート7を敷き、芯材3の両端部に支承片5を介して載置し、表面中央部に支承片6を置きプレート8が撓まないようにするとプレート7と芯材3、プレート8と芯材3の間に空隙10ができる。プレート7,8は金属、プラスチック、木材等の平板状で支承片5,6を挿入した時に撓まない程度の腰のあるものであればよく、プレスの定盤を利用してもよい。また、後述の合成樹脂との離型性を確保するために、接着を阻害しない程度に離型剤を塗布しておくのが好ましい。
【0010】
しかる後、図3に示すように、空隙10にエポキシ樹脂、不飽和ポリエステル樹脂、ウレタン樹脂などの合成樹脂を注入し、合成樹脂硬化物層15を形成する。続いてプレート7,8を除去し、a−a線、b−b線に沿って両端を切断する。
【0011】
最後に表面及び裏面をプレナーにて仕上げると、図4に示すように、平板状で芯材3の凸面側17の頂点付近並びに凹面側の底部付近を除いて表裏が合成樹脂で被覆されたドア用芯材、すなわち、強制的に湾曲させた芯材の表裏に、合成樹脂硬化物層15が形成されたドア用芯材9が得られる。この際、図7に示す撓み量tは芯材3の厚みTに対して1/15〜1/3の範囲が好ましく、下限、上限ともこの範囲からはずれると反りの抑制効果が乏しくなる。
【実施例1】
【0012】
芯材の作成
厚み3mmのポプラ単板10枚を繊維方向が交差するように、また、表面、裏面には厚み0.6mmのガルバニウム鋼板を積層した後、撓み量が10mmとなるような湾曲プレスで、16時間かけて圧力3kgf/cm2の条件で固定化して、芯材3を得た。
次いで、金属プレート7を敷き、両端に高さ10mmの支承片5を置き、前記に芯材3を置き、表面の中央部に高さ10mmの押さえ片を置き、金属プレート8を置いた。
ドア用芯材の作成
次いで、金属プレート7と芯材3、金属プレート8と芯材3の間にできた空隙10にエポキシ樹脂を充填し硬化させた後、プレート7,8を除去し、両端を切断して、表面、裏面をプレナーにて仕上げてドア用芯材9を得た。
実施例1では、図7に示す芯材3は厚みTが32mmでt:T=10:32となった。
尚、単板同士の接着には水性ビニルウレタン系接着剤、単板とガルバニウム鋼板との接着には溶剤系のウレタン接着剤を用いた。
ドアの作成
ドア用芯材9の芯材3の湾曲面の凸面側17が外側に向くように仕上げ、塗装加工して図6に示すような巾890mm、高さ2310mm、厚み40mmのドア19を得た。
[比較例1]
実施例1において、芯材3を撓ませず、そのまま用いた以外は同様に実施した。
【0013】
評価結果を表1に示す。
【0014】
【表1】
【0015】
試験方法は以下の通リとした。
熱赤外線ランプ照射試験で、表面温度が70℃、裏面温度が35℃の条件で屋外側を照射面として6時間照射し、加熱開始より6時間後の高さ方向の最大反り量を測定し、加熱を止め自然冷却し、加熱停止後16時間後の反りを測定した。照射面に対して凸に反る場合を+、凹に反る場合を−表示した。
【図面の簡単な説明】
【0016】
【図1】本発明のドア用芯材の製造方法を示す構成断面図。
【図2】本発明のドア用芯材の製造方法を示す構成断面図。
【図3】本発明のドア用芯材の製造方法を示す構成断面図。
【図4】本発明のドア用芯材の製造方法を示す構成断面図。
【図5】本発明のドア用芯材を用いたドアの透視正面図。
【図6】図5中のA−A線に沿う拡大断面図。
【図7】撓み量tと芯材3の厚みTを示す構成断面図。
【符号の説明】
【0017】
1 金属板
2 木質単板層
3 芯材
5 支承片
6 支承片
7 金属プレート
8 金属プレート
9 ドア用芯材
10 空隙
15 合成樹脂硬化物層
17 芯材3の凸面側
19 ドア
t 撓み量
T 芯材3の厚み
【特許請求の範囲】
【請求項1】
芯材3を強制的に湾曲させ、表裏に合成樹脂硬化物層15が形成されてなることを特徴とするドア用芯材9。
【請求項2】
請求項1記載のドア用芯材9を、芯材3の凸面側17を屋外側に向けて加工されてなることを特徴とするドア19。
【請求項1】
芯材3を強制的に湾曲させ、表裏に合成樹脂硬化物層15が形成されてなることを特徴とするドア用芯材9。
【請求項2】
請求項1記載のドア用芯材9を、芯材3の凸面側17を屋外側に向けて加工されてなることを特徴とするドア19。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−218011(P2007−218011A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−41871(P2006−41871)
【出願日】平成18年2月20日(2006.2.20)
【出願人】(000100698)アイカ工業株式会社 (566)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年2月20日(2006.2.20)
【出願人】(000100698)アイカ工業株式会社 (566)
【Fターム(参考)】
[ Back to top ]