
ドクタ−ナイフ
【目的】過酷な環境下(例えば、高温環境下)での製鉄装置・塗工装置・製紙装置、塗工装置、紙加工装置、フイルム・シ−ト製造装置若しくはマ−キング装置等の回転ロ−ルの長時間の連続運転での使用(特に、約9m程度の長尺形状での使用)においてロ−ル表面の付着物・汚染物・異物の除去等に代表されるドクタ−ナイフ効果を高水準で発現するドクタ−ナイフを提供する。
【構成】ドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、基部の幅方向が、温度変化に対して曲げ強度及び複合体に構成されている
【構成】ドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、基部の幅方向が、温度変化に対して曲げ強度及び複合体に構成されている
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、過酷な環境下(例えば、高温環境下)で運転される製鉄装置・塗工装置・製紙装置等の回転ロ−ルに使用されて、ロ−ル表面の付着物・汚染物・異物の除去等に代表されるドクタ−ナイフ効果を高水準で発現するドクタ−ナイフに関する。
【背景技術】
【0002】
工業用装置の回転ロ−ルに用いるドクタ−ナイフは、回転ロ−ルの損傷防止・接触火花による防止等の理由から、プラスチック板が使用される傾向にあって、その長辺端部(一般的には、刃先、刃先部、作業端等と称される)の長手方向を相手ロ−ルに押圧接触させてロ−ル表面の汚染物・異物の除去等を行う。
なお、相手ロ−ルと接触する長辺端部を含む近傍領域は刃の形状に形成されていて、一般的には、刃部、エッジ部若しくは作業部等と称されている。
なお、以下において、「ドクタ−ナイフ」という場合は、特に言及しない限り、プラスチック板のドクタ−ナイフの意味で使用し、相手ロ−ルと接触する長辺端部を「刃先部」と称し、刃先部を含む近傍領域若しくは刃に形成されている領域を「刃部」と称する。
【0003】
ドクタ−ナイフは、水蒸気による高温環境下(例えば、約150℃の高温環境下)で長時間運転される回転ロール(例えば、製紙装置の抄紙機用ロ−ルでは、約10mの長さになる)の表面の付着物・汚染物・異物の完全に除去等を行うために、刃先部を相手ロールの長さと同様にして、相手ロールに押圧接触させる。
従って、ドクタ−ナイフが高水準のドクタ−ナイフによる効果(以下において、ドクタ−ナイフ効果と略称する)を保持するには、刃先部が回転ロ−ルに押圧接触してドクタ−ナイフ効果を生じさせる状態を保持する性能(以下において、形態保持性ということがある)と相手ロ−ルからの異物衝突(特に、、高温下での異物衝突)等により刃先部及び刃部に対する変形・たわみ等の発生を招く状況が生じても、直ちに最適な原形態に復帰する性能(以下において、原形態復帰性ということがある)を有することが必要になる。ドクタ−ナイフ効果を与える要素については、剛性・強度・弾性・耐摩耗性・耐熱性等が関与すると推論されてはいるが、従来にあっては、刃先部の特性・能力とそれらの要素との具体的関係について何らの提案もなされていない。
【0004】
本出願人は、既に、それらの性能を備え得るドクタ−ナイフとして、平織クロスと一方向ストランドとの交互積層の補強繊維状強化材とエポキシ樹脂との複合体のドクタ−ナイフを提案している(特許文献1を参照)。
しかし、その提案(特許文献1を参照)に係るドクタ−ナイフでも、工業的大規模装置(例えば、製鉄装置・製紙装置等)の過酷な環境で運転される回転ロールに使用して、高水準のドクタ−ナイフ効果を得るには不十分であった。
しかも、ドクタ−ナイフに関する従来の提案の多くは、使用環境の改
善に関するものが殆どで、例えば、ドクタ−ナイフの交換を容易にする治具の提案(特許文献2を参照)、塗工装置の塗布量を一定にドクタ−ナイフと塗布剤溜との相対的な位置関係の提案(特許文献3を参照)、ドクタ−ナイフに孔又はスリットを設けて塗布量調節用の孔またはスリットをドクタ−ナイフに設ける提案(特許文献4を参照)、水性グラビア印刷でのかすれ防止用に複数枚のドクタ−ナイフを配列する提案(特許文献5を参照)、ドクタ−ナイフとロ−ルとの組み合わせに関する提案(特許文献6参照)及びそれに類する内容のものが殆どである。
【0005】
従って、過酷な環境下(例えば、高温環境下)で使用して、刃先部及び刃部が形態保持性及び原形態復帰性等を備えて、高水準のドクタ−ナイフ効果を発現するドクタ−ナイフが提案されていなかった。
【0006】
特許文献1 特開2002−173887号公報
特許文献2 特開2003−80157号公報
特許文献3 特開平11−47655号公報
特許文献4 特開平05−185010号公報
特許文献5 特開2001−287335号公報
特許文献6 特開2004−174367号公報
【0007】
そこで、本発明者により実験主体に検討されて、製鉄装置・塗工装置・製紙装置等の過酷な環境下(特に、高温環境下)で運転される回転ロ−ルに使用されて高水準のドクタ−ナイフ効果が得られ、しかも、操作性及び経済性においても優れるドクタ−ナイフが本発明で見出された。
【発明の開示】
【発明が解決しようとする課題】
【0008】
(イ)本発明は、過酷な環境下(例えば、高温環境下)での回転ロ−ルの長時間の連続運転に使用して高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、を目的とする。
(ロ)本発明は、製鉄装置・塗工装置・製紙装置等の回転ロ−ルの長時間の連続運転に使用して高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、をも目的とする。
(ハ)本発明は、長尺(例えば、約9m)にしても長時間にわたって高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、をも目的とする。
(ニ)本発明は、ドクタ−ナイフの厚みを薄くして相手ロールとの接触(特に、押圧接触)状態の最適化を可能して、それによって、高水準のドクタ−ナイフ効果の発現を容易にするドクタ−ナイフを提供すること、をも目的とする。
(ホ)本発明は、製造費用を低減可能なドクタ−ナイフを提供すること、をも目的とする。
(へ)本発明は、ドクタ−ナイフの支持装置及び操作(例えば、押圧調整、接触角調整等)が容易であるドクタ−ナイフを提供すること、をも目的とする。
【課題を解決するための手段】
【0009】
第一の本発明(請求項1に記載の本発明)によるドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体からなるもので、
(1)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、
(2)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、
(3)刃部には、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、
(4)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とする。
第二の本発明(請求項2に記載の本発明)によるドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体からなるもので、
(i)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部及び基部に区分されて、
(ii)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との三次元的配置の集合面が配置されて、
(iii)刃部には、基部の三次元的配置の集合面から刃部に延長されている繊維状強化材が刃先部の長手方向に向かって並列し、
(vi)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とする。
【発明の効果】
【0010】
本発明(第一及び第二の本発明)によるドクタ−ナイフによれば、下記(i)〜(viii)に代表される効果が得られる。
(i)過酷な環境下(例えば、高温下)の回転ロ−ルに長時間使用されても、高水準のドクタ−ナイフ効果(例えば、ロ−ル表面の汚染物・付着物・異物の除去である場合には、高水準の除去効率)が享受される。
(ii)製鉄装置及び製紙装置等の過酷な環境下(例えば、高温環境下)で運転される回転ロ−ルに使用して高水準のドクタ−ナイフ効果が持続的に得られる。
(iii)使用目的が相違しても、目的に対応する高水準のドクタ−ナイフ効果(例えば、塗工液塗布用の回転ロ−ルでの気泡滞留防止・塗液固化物の除去・塗布量制御・塗布膜厚の均一化等)が享受される。
(iv)長尺(例えば、約9m程度)にしても高水準のドクタ−ナイフ効果が享受される。
(v)ドクタ−ナイフの刃先部及び刃部を所望の高水準の形態保持性及び原形態復帰性に制御することが可能になる。
(vi)製造費用の低減が可能である。
(vii)軽量化・支持装置の簡略化が容易である。
(viii)ドクタ−ナイフの厚みを薄くして相手ロールとの接触(特に、押圧接触)状態の最適化が可能になる。
【発明を実施するための最良の形態】
【0011】
第一の本発明は、前述の発明の構成からなるもので、第二の本発明は、第一の本発明を具体的レベルで把握している。ドクタ−ナイフを図1〜図7に基づいて具体的に説明する。図1〜図7は、本発明の最良の形態の好適な具体例ではあるが、本発明に包含される多くの具体例の一部の例示である。なお、図1〜図7において、同一付与を付したものは、同一若しくは同等のものを示している。
【0012】
〔本発明のドクタ−ナイフの概要〕:
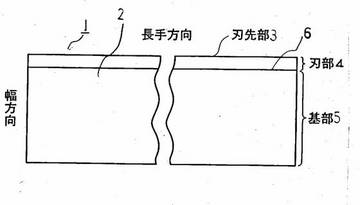
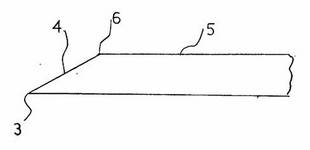
図1はドクタ−ナイフの一具体例を示す平面図であって、図2はその側面図である。図1において、ドクタ−ナイフ1は、繊維状強化材とプラスチックとの複合体からなる薄板状体2(すなわち、本発明の薄板状複合体)に形成されて、その長方形平面の長辺端縁の刃先部3が相手ロールと接触する。
刃部4は刃先部3を含むその近傍平面領域から形成されて、刃部4と基部5の境界6から刃先部3に向けて厚みが減少する刃の形状になっている(図2を参照)。薄板状体2の平面領域は、基部5が大部分を占めて、刃部4は、刃先部3及び刃部4への形態保持性及び原形態復帰性の付与が容易な薄板状体2の平面領域全体の0.5〜25%(好ましくは、3〜25%)を占める範囲である。
刃部4が0.5%未満であると、相手ロールの運転に対する応答性が低下してドクタ−ナイフ効果が低下する傾向があって、刃部4が25%を超えると、基部5の物性による刃先部3及び刃部4の形態保持性及び原形態復帰性の制御が困難になる傾向が生じる。
【0013】
なお、ドクタ−ナイフ1は、長方形平面が代表的な形状ではあるが、幅方向、長手方向及び厚み方向により特定可能な形状であれば、使用目的に対応して所望の形状にすることが可能である。
【0014】
また、ドクタ−ナイフ1は、基部5の厚みを従来のプラスチック板のドクタ−ナイフよりも相当に薄くしても、ドクタ−ナイフとしての物理的及び機械的な特性が保持可能で、しかも、基部5を薄くすることによって相手ロールに対する刃先部3の接触機能の向上及び接触の最適化が可能になって、刃先部3及び刃部4の形態保持性及び原形態復帰性が向上して高水準になる。
基部5は、その厚みを、例えば、2mm以下、好ましくは、1.4mm以下、特に好ましくは、1.2mm以下に形成可能であって、厚みの下限は、例えば、約0.2mm程度まで可能である。ドクタ−ナイフ1は、本発明に適する状態に修正する等した繊維状強化材の集合体を予め用意して、それに熱硬化性樹脂を含浸するプリプレグを加熱により成形して、ドクタ−ナイフの製造を簡単・容易に行うことができる。
【0015】
〔基部の繊維状強化材の配置〕:
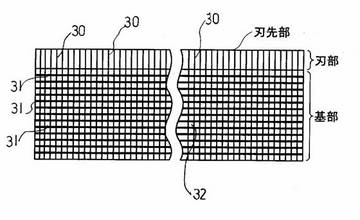
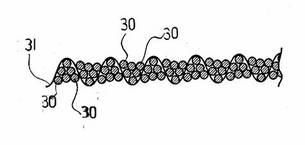
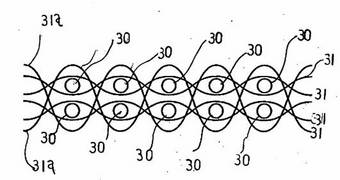
図3は、薄板状体2の平面全体の繊維状強化材の配置・配列の一具体例を示す説明図であって、図4〜図6は、基部5の長手方向断面の繊維状強化材の配置のいくつかの具体例を示す説明図である。図3〜図6に基いて、基部5における繊維状強化材の配置を説明する。
図3において、基部5には、刃先部3の長手方向に向かって繊維状強化材30、…30が幅方向(図1を参照)に密に略等間隔も並列して、基部5の長手方向(図1を参照)に並列する繊維状強化材31、…31との交叉により織物状の集合面32にして配置される。
織物状の集合面32は、基部5の複合体物性を本発明で定義する範囲に制御可能であれば、刃先部3及び刃部4に高水準の形態保持性及び原形態復帰性への付与が可能であるので、繊維状強化材30、…30、31、…31の種類・形態・交叉条件等において任意である。
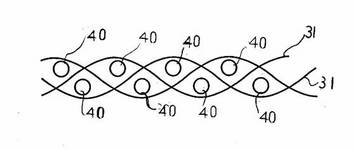
ただし、基部5の集合面32が、三次元化されて三次元化集合面にされている場合には、基部5の複合体物性を本発明で定義する範囲に制御が容易で、本発明の効果の最大に享受が容易になるのが実験的に本発明で見出されている。三次元化集合面は、集合面の三次元化が可能であれば任意の手段によることが可能で、例えば、繊維状強化材の束の交叉による三次元化、直径の大きい繊維状強化材の交叉による三次元化、交叉面の複数化による三次元化若しくは繊維状強化材の立体的交叉による三次元化等からなる。
繊維状強化材の束の交叉による三次元化は、例えば、刃先部3の長手方向に向かって幅方向(図1を参照)に並列する繊維状強化材30、…30を束にして繊維状強化材31、…31と交叉する。図4は、繊維状強化材束40…40が交叉する集合面32を基部5の長手方向から視た状態を示す説明図で、図5は、繊維状強化材束40…40の構成を模式的に示す説明図である。直径の大きい繊維状強化材の交叉による三次元化は、例えば、繊維状強化材束40…40に代えて繊維状強化材の直径の拡大化による。交叉面の複数化による三次元化は、例えば、繊維状強化材30、…30、31、…31の交叉面の複数を繊維状強化材31a,…31aで連結したものである。図6は、繊維状強化材30、…30、31、…31の交叉面を繊維状強化材31a,…31aで連結する集合面32を基部5の長手方向から視た状態示す説明図である。また、立体的交叉による三次元化としては、例えば、既存の立体織物の構造の立体的交叉を利用する場合等がある。
【0016】
集合面32は、繊維状強化材30、…30/繊維状強化材31、…31の比率(例えば、重量比率)を例えば、2〜15倍にして、繊維状強化材30、…30と繊維状強化材31、…31の交叉による織物状の集合面32にされている。基部5の集合面32が、例えば、図3〜図6に図示の例示と同様若しくは近似である場合には、基部5の幅方向の複合体物性を本発明の定義の範囲にすることが容易になって、刃先部3及び刃部4の形態保持性及び原形態復帰性等が著しく高水準で本発明による効果を最大に享受するのが容易になる。
【0017】
〔刃部の繊維状強化材の配置〕:
基部5の集合面32から刃部4に延長されている繊維状強化材30、…30が刃部4に直線状に延長されて密に略等間隔に並列する(図3を参照)。刃部4は、刃先部3の長手方向に向かう方向(すなわち、相手ロールの回転方向)の繊維状強化材30、…30を配列されて、基部5の制御された複合体物性の影響を直接的に受けて、高水準の形態保持性及び原形態復帰性の保持が可能にされている。
【0018】
〈基部の曲げ強度及び曲げ弾性〉:
ドクタ−ナイフ1の薄板状体2は、基部5の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされている。この本発明の複合体構造に関する条件は、本発明での実験による検討から見出されている(後記の表1を参照)。
本発明での実験的検討において、基部5の幅方向の曲げ強度及び曲げ弾性率が20℃〜150℃での低下率が上述の範囲である場合には、刃先部3及び刃部4の形態保持性及び原形態復帰性等が高水準に保持されて、本発明による効果が享受されることが見出されている。
【0019】
なお、基部5の幅方向において、150℃の曲げ強度が20℃の曲げ強度の25%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の50%以上であれば、ドクタ−ナイフ1について本発明の効果の享受が容易になる。
また、基部5の幅方向において、150℃の曲げ強度が20℃の曲げ強度の約80%で、150℃の曲げ弾性率が20℃の曲げ弾性率の90%であることが可能であるが、経済性の確保が著しく困難になる。
また、基部5が、幅方向の曲げ強度(20℃)が長手方向の曲げ強度(20℃)の3倍以上(好ましくは、5倍以上)である場合には、ドクタ−ナイフ1について本発明の効果の享受が容易になる。ただし、その上限は工業的経済性・複合体製造装置等からの制約から、例えば、15倍程度である。
【0020】
表1は、本発明で得られた実験結果の一例であって、本発明の試験用ドクタ−ナイフとして、基部5の幅方向にカーボン繊維の束を並列し、基部5の長手方向にガラス繊維を並列し、カーボン繊維とガラス繊維との重量比率を90(カーボン繊維)対10(ガラス繊維)にした平織状の織物状集合面を基部5に配置し、織物状集合面のカーボン繊維を刃部4に延長して図3に示す配置の繊維状強化材を作成し、それをエポキシ樹脂に含浸・一体化したプリプレグを加熱・成形した。
【0021】
比較用ドクタ−ナイフとして、カーボン繊維/ガラス繊維の交織織物とエポキシ樹脂の複合体からなるドクタ−ナイフを製作して対比した。なお、表1の曲げ強度及び曲げ弾性率は、JISK6911により測定している。また、本発明の曲げ強度及び曲げ弾性率の評価もJISK6911による。
【0022】
【表1】

【0023】
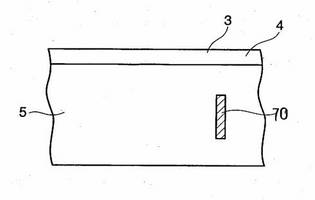
図6は、基部5からの矩形状試験片(JISK6911に定める試験片)の切り出しを示す説明図であって、矩形状試験片60は、幅方向の曲げ強度及び曲げ弾性率を測定するための切り出し配置を示している。
表1の実験によれば、プラスチックとして同じエポキシ樹脂を使用する複合体であって、比較用ドクタ−ナイフは、カーボン繊維/ガラス繊維の交織織物(すなわち、強度が著しく大きい織物)の積層を使用したが、150℃の高温での基部の幅方向の曲げ強度及び曲げ弾性率の低下が著しく、刃部4の幅方向の曲げ強度及び曲げ弾性率も著しく低下し、刃先部3の形態保持性及び原形態復帰性も低下した。
これに対して、本発明の試験用ドクタ−ナイフは、基部5の幅方向の物性が比較用ドクタ−ナイフと同様になって、しかも、150℃の高温での基部の幅方向の曲げ強度及び曲げ弾性率の低下を大幅に抑制可能になって(表1を参照)、高温下で運転する回転ロールに使用して高水準のドクタ−ナイフ効果(特に、ロ−ル表面の付着物・汚染物・異物の完璧に近い除去)が発現して持続することが大型装置を使用する実験で見出された。
【0024】
〔繊維状強化材〕:
繊維状強化材は、プラスチック複合体用の線状の強化材であって、プラスチックとの複合化によって、基部5に本発明に定義する曲げ強度及び曲げ弾性を与えるものである。繊維状強化材は、例えば、無機質または有機質の、繊維、糸若しくはそれらの組合せ等であって、任意の断面形状であり得る。なお、「フィラメント」の用語が使用されているが、「繊維」と同義語であるので、本明細書では、「繊維」の用語を「フィラメント」を含む語義で使用している。無機質の繊維状強化材は、例えば、カーボン質、グラファイト質、ガラス質、金属質(アルミ合金等)、シリカ質、アルミナ質等の繊維状強化材である。有機質の繊維状強化材は、例えば、ナイロン、ビニロン、ポリエステル等の繊維状強化材である。
【0025】
〔ドクタ−ナイフ複合体用のプラスチック〕:
プラスチックは、繊維状強化材との複合化によって、基部5に本発明に定義する曲げ強度及び曲げ弾性を与えるものが使用可能で、例えば、フェノ−ル樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリアミド樹脂若しくはポリフェニレンサルファイド樹脂等である。エポキシ樹脂及びフェノ−ル樹脂の使用によって、本発明の効果が大きくなる。ドクタ−ナイフの成形に際しての複合化は、公知の技術であってもよく、本発明のために新たに創作した技術であってもよい。
ドクタ−ナイフの成形に際しては、必要に応じて、例えば、安定剤(例えば、酸化防止剤、光安定剤等)、着色剤、滑剤、滞電防止剤、難燃剤、充填剤、抗菌剤及び防かび剤等の一種若しくは複数種の必要量を混入することが可能である。
【0026】
〈ドクタ−ナイフの使用の態様〉:
本発明のドクタ−ナイフは、軽量で厚みが薄く、かつ、物理的及び機械的な特性が大きいので、長尺にすることが可能で、支持装置の構造を簡単化することができる。支持装置及びその支持部は、公知の固着手段によることが可能である。
本発明のドクタ−ナイフは、塗工装置の回転ロールに使用すれば、塗工液の精密な流出量の精密な制御が可能である。
なお、本発明のドクタ−ナイフを装備する回転ロ−ルについて、特に制約がなく、各種産業の各種装置の回転ロ−ルへの装備が可能であって、例えば、印刷装置、各種塗工装置、製紙装置、紙加工装置、フイルム・シ−ト製造装置、フイルム・シ−ト加工装置若しくはマ−キング装置等がある。
【0027】
〈本発明の他の具体例〉:
なお、本発明には、実施のための最良の手段として、他の多様な具体例が含まれる。以下にその一部の具体例を例示する。
(1)薄板状体2は、相手ロ−ルの使用目的若しくは必要に応じて、基部5その他に溝若しくは孔等を設けることが可能である。
(2)薄板状体2は、繊維状強化材を立体織物等からなる繊維状強化材を複合強化材として配置することが可能である。
(3)基部の幅方向には、繊維状強化材束に代えて太い繊維状強化材を並列して長手方向の繊維状強化材と交叉する集合面にしてもよい。
(4)ドクタ−ナイフは、支持装置用の固着手段を設けてもよい。
【産業上の利用可能性】
【0028】
本発明のドクタ−ナイフは、各種産業装置の過酷な環境下(特に、高温環境下)の回転ロ−ルに使用して、使用目的に対応する高水準のドクタ−ナイフ効果が得られる。
【図面の簡単な説明】
【0029】
【図1】ドクタ−ナイフの一具体例の平面図である。
【図2】ドクタ−ナイフの一具体例の側面図である。
【図3】薄板状体の平面全体の繊維状強化材の配置・配列の一具体例を示す説明図である。
【図4】繊維状強化材束が交叉する集合面を基部の長手方向から視た状態示す説明図である。
【図5】繊維状強化材束の構成を模式的に示す説明図である。
【図6】繊維状強化材の交叉面を繊維状強化材で連結する集合面を基部の長手方向から視た状態示す説明図である。
【図7】矩形状試験片を基部から切り出す説明図である。
【符号の説明】
【0030】
1 ドクタ−ナイフ
2 薄板
3 刃先部
4 刃部
5 基部
30 繊維状強化材
31 繊維状強化材
32 集合面
40 繊維状強化材束
41 連結用の繊維状強化材
70 矩形状試験片
【技術分野】
【0001】
本発明は、過酷な環境下(例えば、高温環境下)で運転される製鉄装置・塗工装置・製紙装置等の回転ロ−ルに使用されて、ロ−ル表面の付着物・汚染物・異物の除去等に代表されるドクタ−ナイフ効果を高水準で発現するドクタ−ナイフに関する。
【背景技術】
【0002】
工業用装置の回転ロ−ルに用いるドクタ−ナイフは、回転ロ−ルの損傷防止・接触火花による防止等の理由から、プラスチック板が使用される傾向にあって、その長辺端部(一般的には、刃先、刃先部、作業端等と称される)の長手方向を相手ロ−ルに押圧接触させてロ−ル表面の汚染物・異物の除去等を行う。
なお、相手ロ−ルと接触する長辺端部を含む近傍領域は刃の形状に形成されていて、一般的には、刃部、エッジ部若しくは作業部等と称されている。
なお、以下において、「ドクタ−ナイフ」という場合は、特に言及しない限り、プラスチック板のドクタ−ナイフの意味で使用し、相手ロ−ルと接触する長辺端部を「刃先部」と称し、刃先部を含む近傍領域若しくは刃に形成されている領域を「刃部」と称する。
【0003】
ドクタ−ナイフは、水蒸気による高温環境下(例えば、約150℃の高温環境下)で長時間運転される回転ロール(例えば、製紙装置の抄紙機用ロ−ルでは、約10mの長さになる)の表面の付着物・汚染物・異物の完全に除去等を行うために、刃先部を相手ロールの長さと同様にして、相手ロールに押圧接触させる。
従って、ドクタ−ナイフが高水準のドクタ−ナイフによる効果(以下において、ドクタ−ナイフ効果と略称する)を保持するには、刃先部が回転ロ−ルに押圧接触してドクタ−ナイフ効果を生じさせる状態を保持する性能(以下において、形態保持性ということがある)と相手ロ−ルからの異物衝突(特に、、高温下での異物衝突)等により刃先部及び刃部に対する変形・たわみ等の発生を招く状況が生じても、直ちに最適な原形態に復帰する性能(以下において、原形態復帰性ということがある)を有することが必要になる。ドクタ−ナイフ効果を与える要素については、剛性・強度・弾性・耐摩耗性・耐熱性等が関与すると推論されてはいるが、従来にあっては、刃先部の特性・能力とそれらの要素との具体的関係について何らの提案もなされていない。
【0004】
本出願人は、既に、それらの性能を備え得るドクタ−ナイフとして、平織クロスと一方向ストランドとの交互積層の補強繊維状強化材とエポキシ樹脂との複合体のドクタ−ナイフを提案している(特許文献1を参照)。
しかし、その提案(特許文献1を参照)に係るドクタ−ナイフでも、工業的大規模装置(例えば、製鉄装置・製紙装置等)の過酷な環境で運転される回転ロールに使用して、高水準のドクタ−ナイフ効果を得るには不十分であった。
しかも、ドクタ−ナイフに関する従来の提案の多くは、使用環境の改
善に関するものが殆どで、例えば、ドクタ−ナイフの交換を容易にする治具の提案(特許文献2を参照)、塗工装置の塗布量を一定にドクタ−ナイフと塗布剤溜との相対的な位置関係の提案(特許文献3を参照)、ドクタ−ナイフに孔又はスリットを設けて塗布量調節用の孔またはスリットをドクタ−ナイフに設ける提案(特許文献4を参照)、水性グラビア印刷でのかすれ防止用に複数枚のドクタ−ナイフを配列する提案(特許文献5を参照)、ドクタ−ナイフとロ−ルとの組み合わせに関する提案(特許文献6参照)及びそれに類する内容のものが殆どである。
【0005】
従って、過酷な環境下(例えば、高温環境下)で使用して、刃先部及び刃部が形態保持性及び原形態復帰性等を備えて、高水準のドクタ−ナイフ効果を発現するドクタ−ナイフが提案されていなかった。
【0006】
特許文献1 特開2002−173887号公報
特許文献2 特開2003−80157号公報
特許文献3 特開平11−47655号公報
特許文献4 特開平05−185010号公報
特許文献5 特開2001−287335号公報
特許文献6 特開2004−174367号公報
【0007】
そこで、本発明者により実験主体に検討されて、製鉄装置・塗工装置・製紙装置等の過酷な環境下(特に、高温環境下)で運転される回転ロ−ルに使用されて高水準のドクタ−ナイフ効果が得られ、しかも、操作性及び経済性においても優れるドクタ−ナイフが本発明で見出された。
【発明の開示】
【発明が解決しようとする課題】
【0008】
(イ)本発明は、過酷な環境下(例えば、高温環境下)での回転ロ−ルの長時間の連続運転に使用して高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、を目的とする。
(ロ)本発明は、製鉄装置・塗工装置・製紙装置等の回転ロ−ルの長時間の連続運転に使用して高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、をも目的とする。
(ハ)本発明は、長尺(例えば、約9m)にしても長時間にわたって高水準のドクタ−ナイフ効果が得られるドクタ−ナイフを提供すること、をも目的とする。
(ニ)本発明は、ドクタ−ナイフの厚みを薄くして相手ロールとの接触(特に、押圧接触)状態の最適化を可能して、それによって、高水準のドクタ−ナイフ効果の発現を容易にするドクタ−ナイフを提供すること、をも目的とする。
(ホ)本発明は、製造費用を低減可能なドクタ−ナイフを提供すること、をも目的とする。
(へ)本発明は、ドクタ−ナイフの支持装置及び操作(例えば、押圧調整、接触角調整等)が容易であるドクタ−ナイフを提供すること、をも目的とする。
【課題を解決するための手段】
【0009】
第一の本発明(請求項1に記載の本発明)によるドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体からなるもので、
(1)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、
(2)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、
(3)刃部には、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、
(4)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とする。
第二の本発明(請求項2に記載の本発明)によるドクタ−ナイフは、繊維状強化材とプラスチックとの薄板状複合体からなるもので、
(i)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部及び基部に区分されて、
(ii)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との三次元的配置の集合面が配置されて、
(iii)刃部には、基部の三次元的配置の集合面から刃部に延長されている繊維状強化材が刃先部の長手方向に向かって並列し、
(vi)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とする。
【発明の効果】
【0010】
本発明(第一及び第二の本発明)によるドクタ−ナイフによれば、下記(i)〜(viii)に代表される効果が得られる。
(i)過酷な環境下(例えば、高温下)の回転ロ−ルに長時間使用されても、高水準のドクタ−ナイフ効果(例えば、ロ−ル表面の汚染物・付着物・異物の除去である場合には、高水準の除去効率)が享受される。
(ii)製鉄装置及び製紙装置等の過酷な環境下(例えば、高温環境下)で運転される回転ロ−ルに使用して高水準のドクタ−ナイフ効果が持続的に得られる。
(iii)使用目的が相違しても、目的に対応する高水準のドクタ−ナイフ効果(例えば、塗工液塗布用の回転ロ−ルでの気泡滞留防止・塗液固化物の除去・塗布量制御・塗布膜厚の均一化等)が享受される。
(iv)長尺(例えば、約9m程度)にしても高水準のドクタ−ナイフ効果が享受される。
(v)ドクタ−ナイフの刃先部及び刃部を所望の高水準の形態保持性及び原形態復帰性に制御することが可能になる。
(vi)製造費用の低減が可能である。
(vii)軽量化・支持装置の簡略化が容易である。
(viii)ドクタ−ナイフの厚みを薄くして相手ロールとの接触(特に、押圧接触)状態の最適化が可能になる。
【発明を実施するための最良の形態】
【0011】
第一の本発明は、前述の発明の構成からなるもので、第二の本発明は、第一の本発明を具体的レベルで把握している。ドクタ−ナイフを図1〜図7に基づいて具体的に説明する。図1〜図7は、本発明の最良の形態の好適な具体例ではあるが、本発明に包含される多くの具体例の一部の例示である。なお、図1〜図7において、同一付与を付したものは、同一若しくは同等のものを示している。
【0012】
〔本発明のドクタ−ナイフの概要〕:
図1はドクタ−ナイフの一具体例を示す平面図であって、図2はその側面図である。図1において、ドクタ−ナイフ1は、繊維状強化材とプラスチックとの複合体からなる薄板状体2(すなわち、本発明の薄板状複合体)に形成されて、その長方形平面の長辺端縁の刃先部3が相手ロールと接触する。
刃部4は刃先部3を含むその近傍平面領域から形成されて、刃部4と基部5の境界6から刃先部3に向けて厚みが減少する刃の形状になっている(図2を参照)。薄板状体2の平面領域は、基部5が大部分を占めて、刃部4は、刃先部3及び刃部4への形態保持性及び原形態復帰性の付与が容易な薄板状体2の平面領域全体の0.5〜25%(好ましくは、3〜25%)を占める範囲である。
刃部4が0.5%未満であると、相手ロールの運転に対する応答性が低下してドクタ−ナイフ効果が低下する傾向があって、刃部4が25%を超えると、基部5の物性による刃先部3及び刃部4の形態保持性及び原形態復帰性の制御が困難になる傾向が生じる。
【0013】
なお、ドクタ−ナイフ1は、長方形平面が代表的な形状ではあるが、幅方向、長手方向及び厚み方向により特定可能な形状であれば、使用目的に対応して所望の形状にすることが可能である。
【0014】
また、ドクタ−ナイフ1は、基部5の厚みを従来のプラスチック板のドクタ−ナイフよりも相当に薄くしても、ドクタ−ナイフとしての物理的及び機械的な特性が保持可能で、しかも、基部5を薄くすることによって相手ロールに対する刃先部3の接触機能の向上及び接触の最適化が可能になって、刃先部3及び刃部4の形態保持性及び原形態復帰性が向上して高水準になる。
基部5は、その厚みを、例えば、2mm以下、好ましくは、1.4mm以下、特に好ましくは、1.2mm以下に形成可能であって、厚みの下限は、例えば、約0.2mm程度まで可能である。ドクタ−ナイフ1は、本発明に適する状態に修正する等した繊維状強化材の集合体を予め用意して、それに熱硬化性樹脂を含浸するプリプレグを加熱により成形して、ドクタ−ナイフの製造を簡単・容易に行うことができる。
【0015】
〔基部の繊維状強化材の配置〕:
図3は、薄板状体2の平面全体の繊維状強化材の配置・配列の一具体例を示す説明図であって、図4〜図6は、基部5の長手方向断面の繊維状強化材の配置のいくつかの具体例を示す説明図である。図3〜図6に基いて、基部5における繊維状強化材の配置を説明する。
図3において、基部5には、刃先部3の長手方向に向かって繊維状強化材30、…30が幅方向(図1を参照)に密に略等間隔も並列して、基部5の長手方向(図1を参照)に並列する繊維状強化材31、…31との交叉により織物状の集合面32にして配置される。
織物状の集合面32は、基部5の複合体物性を本発明で定義する範囲に制御可能であれば、刃先部3及び刃部4に高水準の形態保持性及び原形態復帰性への付与が可能であるので、繊維状強化材30、…30、31、…31の種類・形態・交叉条件等において任意である。
ただし、基部5の集合面32が、三次元化されて三次元化集合面にされている場合には、基部5の複合体物性を本発明で定義する範囲に制御が容易で、本発明の効果の最大に享受が容易になるのが実験的に本発明で見出されている。三次元化集合面は、集合面の三次元化が可能であれば任意の手段によることが可能で、例えば、繊維状強化材の束の交叉による三次元化、直径の大きい繊維状強化材の交叉による三次元化、交叉面の複数化による三次元化若しくは繊維状強化材の立体的交叉による三次元化等からなる。
繊維状強化材の束の交叉による三次元化は、例えば、刃先部3の長手方向に向かって幅方向(図1を参照)に並列する繊維状強化材30、…30を束にして繊維状強化材31、…31と交叉する。図4は、繊維状強化材束40…40が交叉する集合面32を基部5の長手方向から視た状態を示す説明図で、図5は、繊維状強化材束40…40の構成を模式的に示す説明図である。直径の大きい繊維状強化材の交叉による三次元化は、例えば、繊維状強化材束40…40に代えて繊維状強化材の直径の拡大化による。交叉面の複数化による三次元化は、例えば、繊維状強化材30、…30、31、…31の交叉面の複数を繊維状強化材31a,…31aで連結したものである。図6は、繊維状強化材30、…30、31、…31の交叉面を繊維状強化材31a,…31aで連結する集合面32を基部5の長手方向から視た状態示す説明図である。また、立体的交叉による三次元化としては、例えば、既存の立体織物の構造の立体的交叉を利用する場合等がある。
【0016】
集合面32は、繊維状強化材30、…30/繊維状強化材31、…31の比率(例えば、重量比率)を例えば、2〜15倍にして、繊維状強化材30、…30と繊維状強化材31、…31の交叉による織物状の集合面32にされている。基部5の集合面32が、例えば、図3〜図6に図示の例示と同様若しくは近似である場合には、基部5の幅方向の複合体物性を本発明の定義の範囲にすることが容易になって、刃先部3及び刃部4の形態保持性及び原形態復帰性等が著しく高水準で本発明による効果を最大に享受するのが容易になる。
【0017】
〔刃部の繊維状強化材の配置〕:
基部5の集合面32から刃部4に延長されている繊維状強化材30、…30が刃部4に直線状に延長されて密に略等間隔に並列する(図3を参照)。刃部4は、刃先部3の長手方向に向かう方向(すなわち、相手ロールの回転方向)の繊維状強化材30、…30を配列されて、基部5の制御された複合体物性の影響を直接的に受けて、高水準の形態保持性及び原形態復帰性の保持が可能にされている。
【0018】
〈基部の曲げ強度及び曲げ弾性〉:
ドクタ−ナイフ1の薄板状体2は、基部5の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされている。この本発明の複合体構造に関する条件は、本発明での実験による検討から見出されている(後記の表1を参照)。
本発明での実験的検討において、基部5の幅方向の曲げ強度及び曲げ弾性率が20℃〜150℃での低下率が上述の範囲である場合には、刃先部3及び刃部4の形態保持性及び原形態復帰性等が高水準に保持されて、本発明による効果が享受されることが見出されている。
【0019】
なお、基部5の幅方向において、150℃の曲げ強度が20℃の曲げ強度の25%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の50%以上であれば、ドクタ−ナイフ1について本発明の効果の享受が容易になる。
また、基部5の幅方向において、150℃の曲げ強度が20℃の曲げ強度の約80%で、150℃の曲げ弾性率が20℃の曲げ弾性率の90%であることが可能であるが、経済性の確保が著しく困難になる。
また、基部5が、幅方向の曲げ強度(20℃)が長手方向の曲げ強度(20℃)の3倍以上(好ましくは、5倍以上)である場合には、ドクタ−ナイフ1について本発明の効果の享受が容易になる。ただし、その上限は工業的経済性・複合体製造装置等からの制約から、例えば、15倍程度である。
【0020】
表1は、本発明で得られた実験結果の一例であって、本発明の試験用ドクタ−ナイフとして、基部5の幅方向にカーボン繊維の束を並列し、基部5の長手方向にガラス繊維を並列し、カーボン繊維とガラス繊維との重量比率を90(カーボン繊維)対10(ガラス繊維)にした平織状の織物状集合面を基部5に配置し、織物状集合面のカーボン繊維を刃部4に延長して図3に示す配置の繊維状強化材を作成し、それをエポキシ樹脂に含浸・一体化したプリプレグを加熱・成形した。
【0021】
比較用ドクタ−ナイフとして、カーボン繊維/ガラス繊維の交織織物とエポキシ樹脂の複合体からなるドクタ−ナイフを製作して対比した。なお、表1の曲げ強度及び曲げ弾性率は、JISK6911により測定している。また、本発明の曲げ強度及び曲げ弾性率の評価もJISK6911による。
【0022】
【表1】
【0023】
図6は、基部5からの矩形状試験片(JISK6911に定める試験片)の切り出しを示す説明図であって、矩形状試験片60は、幅方向の曲げ強度及び曲げ弾性率を測定するための切り出し配置を示している。
表1の実験によれば、プラスチックとして同じエポキシ樹脂を使用する複合体であって、比較用ドクタ−ナイフは、カーボン繊維/ガラス繊維の交織織物(すなわち、強度が著しく大きい織物)の積層を使用したが、150℃の高温での基部の幅方向の曲げ強度及び曲げ弾性率の低下が著しく、刃部4の幅方向の曲げ強度及び曲げ弾性率も著しく低下し、刃先部3の形態保持性及び原形態復帰性も低下した。
これに対して、本発明の試験用ドクタ−ナイフは、基部5の幅方向の物性が比較用ドクタ−ナイフと同様になって、しかも、150℃の高温での基部の幅方向の曲げ強度及び曲げ弾性率の低下を大幅に抑制可能になって(表1を参照)、高温下で運転する回転ロールに使用して高水準のドクタ−ナイフ効果(特に、ロ−ル表面の付着物・汚染物・異物の完璧に近い除去)が発現して持続することが大型装置を使用する実験で見出された。
【0024】
〔繊維状強化材〕:
繊維状強化材は、プラスチック複合体用の線状の強化材であって、プラスチックとの複合化によって、基部5に本発明に定義する曲げ強度及び曲げ弾性を与えるものである。繊維状強化材は、例えば、無機質または有機質の、繊維、糸若しくはそれらの組合せ等であって、任意の断面形状であり得る。なお、「フィラメント」の用語が使用されているが、「繊維」と同義語であるので、本明細書では、「繊維」の用語を「フィラメント」を含む語義で使用している。無機質の繊維状強化材は、例えば、カーボン質、グラファイト質、ガラス質、金属質(アルミ合金等)、シリカ質、アルミナ質等の繊維状強化材である。有機質の繊維状強化材は、例えば、ナイロン、ビニロン、ポリエステル等の繊維状強化材である。
【0025】
〔ドクタ−ナイフ複合体用のプラスチック〕:
プラスチックは、繊維状強化材との複合化によって、基部5に本発明に定義する曲げ強度及び曲げ弾性を与えるものが使用可能で、例えば、フェノ−ル樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリアミド樹脂若しくはポリフェニレンサルファイド樹脂等である。エポキシ樹脂及びフェノ−ル樹脂の使用によって、本発明の効果が大きくなる。ドクタ−ナイフの成形に際しての複合化は、公知の技術であってもよく、本発明のために新たに創作した技術であってもよい。
ドクタ−ナイフの成形に際しては、必要に応じて、例えば、安定剤(例えば、酸化防止剤、光安定剤等)、着色剤、滑剤、滞電防止剤、難燃剤、充填剤、抗菌剤及び防かび剤等の一種若しくは複数種の必要量を混入することが可能である。
【0026】
〈ドクタ−ナイフの使用の態様〉:
本発明のドクタ−ナイフは、軽量で厚みが薄く、かつ、物理的及び機械的な特性が大きいので、長尺にすることが可能で、支持装置の構造を簡単化することができる。支持装置及びその支持部は、公知の固着手段によることが可能である。
本発明のドクタ−ナイフは、塗工装置の回転ロールに使用すれば、塗工液の精密な流出量の精密な制御が可能である。
なお、本発明のドクタ−ナイフを装備する回転ロ−ルについて、特に制約がなく、各種産業の各種装置の回転ロ−ルへの装備が可能であって、例えば、印刷装置、各種塗工装置、製紙装置、紙加工装置、フイルム・シ−ト製造装置、フイルム・シ−ト加工装置若しくはマ−キング装置等がある。
【0027】
〈本発明の他の具体例〉:
なお、本発明には、実施のための最良の手段として、他の多様な具体例が含まれる。以下にその一部の具体例を例示する。
(1)薄板状体2は、相手ロ−ルの使用目的若しくは必要に応じて、基部5その他に溝若しくは孔等を設けることが可能である。
(2)薄板状体2は、繊維状強化材を立体織物等からなる繊維状強化材を複合強化材として配置することが可能である。
(3)基部の幅方向には、繊維状強化材束に代えて太い繊維状強化材を並列して長手方向の繊維状強化材と交叉する集合面にしてもよい。
(4)ドクタ−ナイフは、支持装置用の固着手段を設けてもよい。
【産業上の利用可能性】
【0028】
本発明のドクタ−ナイフは、各種産業装置の過酷な環境下(特に、高温環境下)の回転ロ−ルに使用して、使用目的に対応する高水準のドクタ−ナイフ効果が得られる。
【図面の簡単な説明】
【0029】
【図1】ドクタ−ナイフの一具体例の平面図である。
【図2】ドクタ−ナイフの一具体例の側面図である。
【図3】薄板状体の平面全体の繊維状強化材の配置・配列の一具体例を示す説明図である。
【図4】繊維状強化材束が交叉する集合面を基部の長手方向から視た状態示す説明図である。
【図5】繊維状強化材束の構成を模式的に示す説明図である。
【図6】繊維状強化材の交叉面を繊維状強化材で連結する集合面を基部の長手方向から視た状態示す説明図である。
【図7】矩形状試験片を基部から切り出す説明図である。
【符号の説明】
【0030】
1 ドクタ−ナイフ
2 薄板
3 刃先部
4 刃部
5 基部
30 繊維状強化材
31 繊維状強化材
32 集合面
40 繊維状強化材束
41 連結用の繊維状強化材
70 矩形状試験片
【特許請求の範囲】
【請求項1】
繊維状強化材とプラスチックとの薄板状複合体からなるドクタ−ナイフであって、
(1)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、
(2)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、
(3)刃部には、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、
(4)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とするドクタ−ナイフ。
【請求項2】
繊維状強化材とプラスチックとの薄板状複合体からなるドクタ−ナイフであって、
(i)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部及び基部に区分されて、
(ii)基部には、刃先部の長手方向に向かって並列の繊維状強化材が他の繊維状強化材との交叉による三次元化集合面が配置されて、
(iii)刃部には、基部の三次元化集合面から刃部に延長されている繊維状強化材が刃先部の長手方向に向かって並列し、
(vi)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とするドクタ−ナイフ。
【請求項3】
下記(1)〜(9)の特徴の一つ若しく複数を備えること、を特徴とする請求項1若しくは請求項2に記載のドクタ−ナイフ。
(1)前記繊維状強化材が、無機質または有機質の、繊維、糸若しくはそれらの組み合わせからなる。
(2)前記基部は、20℃の幅方向の曲げ強度が、20℃の長手方向の曲げ強度の3倍以上からなる。
(3)前記集合面が、平織若しくは平織の変化組織からなる。
(4)前記基部の平均厚みが、2mm以下からなる。
(5)前記刃部は、刃先部の長手方向端縁から薄板状複合体の平面の0.5〜25%を占める。
(6)前記刃先部の長手方向に向かって刃部に並列する繊維状強化材が、基部から刃部に直線状に延長されている。
(7)前記三次元化集合面が、繊維状強化材の束の交叉による三次元化、直径の大きい繊維状強化材の交叉による三次元化、交叉面の複数化による三次元化若しくは繊維状強化材の立体的交叉による三次元化からなる。
(8)前記プラスチックが、フエノール樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリアミド樹脂若しくはポリフェニレンサルファイド樹脂からなる。
(9)前記ドクタ−ナイフが、製鉄装置、印刷装置、塗工装置、製紙装置、紙加工装置、フイルム・シ−ト製造装置若しくはマ−キング装置のロールに使用されるドクタ−ナイフからなる。
【請求項4】
下記(i)〜(v)の特徴の一つ若しく複数を備えること、を特徴とする請求項1〜3のいずれかに記載のドクタ−ナイフ。
(i)前記基部が、平均厚みが平均1.4mm以下からなる。
(ii)前記無機質の繊維状強化材は、カーボン質、グラファイト質、ガラス質、金属質、シリカ質若しくはアルミナ質からなる。
(iii)前記有機質の繊維状強化材は、ナイロン、ビニロン若しくはポリエステルからなる。
(iv)前記基部は、幅方向の曲げ強度が、長手方向の曲げ強度の3倍以上である複合体からなる。
(v)前記刃部は、ドクタ−ナイフの薄板平面の0.5〜25%を占める。
【請求項1】
繊維状強化材とプラスチックとの薄板状複合体からなるドクタ−ナイフであって、
(1)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部と基部に区分されて、
(2)基部には、刃先部の長手方向に向かって並列の繊維状強化材と交叉する繊維状強化材との集合面が配置されて、
(3)刃部には、集合面から刃部に延長されている繊維状強化材が、刃先部の長手方向に向かって並列し、
(4)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とするドクタ−ナイフ。
【請求項2】
繊維状強化材とプラスチックとの薄板状複合体からなるドクタ−ナイフであって、
(i)薄板状複合体の平面が、長手方向端縁の刃先部を含む刃部及び基部に区分されて、
(ii)基部には、刃先部の長手方向に向かって並列の繊維状強化材が他の繊維状強化材との交叉による三次元化集合面が配置されて、
(iii)刃部には、基部の三次元化集合面から刃部に延長されている繊維状強化材が刃先部の長手方向に向かって並列し、
(vi)基部の幅方向が、150℃の曲げ強度が20℃の曲げ強度の15%以上で、150℃の曲げ弾性率が20℃の曲げ弾性率の20%以上になる複合体にされていること、を特徴とするドクタ−ナイフ。
【請求項3】
下記(1)〜(9)の特徴の一つ若しく複数を備えること、を特徴とする請求項1若しくは請求項2に記載のドクタ−ナイフ。
(1)前記繊維状強化材が、無機質または有機質の、繊維、糸若しくはそれらの組み合わせからなる。
(2)前記基部は、20℃の幅方向の曲げ強度が、20℃の長手方向の曲げ強度の3倍以上からなる。
(3)前記集合面が、平織若しくは平織の変化組織からなる。
(4)前記基部の平均厚みが、2mm以下からなる。
(5)前記刃部は、刃先部の長手方向端縁から薄板状複合体の平面の0.5〜25%を占める。
(6)前記刃先部の長手方向に向かって刃部に並列する繊維状強化材が、基部から刃部に直線状に延長されている。
(7)前記三次元化集合面が、繊維状強化材の束の交叉による三次元化、直径の大きい繊維状強化材の交叉による三次元化、交叉面の複数化による三次元化若しくは繊維状強化材の立体的交叉による三次元化からなる。
(8)前記プラスチックが、フエノール樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリアミド樹脂若しくはポリフェニレンサルファイド樹脂からなる。
(9)前記ドクタ−ナイフが、製鉄装置、印刷装置、塗工装置、製紙装置、紙加工装置、フイルム・シ−ト製造装置若しくはマ−キング装置のロールに使用されるドクタ−ナイフからなる。
【請求項4】
下記(i)〜(v)の特徴の一つ若しく複数を備えること、を特徴とする請求項1〜3のいずれかに記載のドクタ−ナイフ。
(i)前記基部が、平均厚みが平均1.4mm以下からなる。
(ii)前記無機質の繊維状強化材は、カーボン質、グラファイト質、ガラス質、金属質、シリカ質若しくはアルミナ質からなる。
(iii)前記有機質の繊維状強化材は、ナイロン、ビニロン若しくはポリエステルからなる。
(iv)前記基部は、幅方向の曲げ強度が、長手方向の曲げ強度の3倍以上である複合体からなる。
(v)前記刃部は、ドクタ−ナイフの薄板平面の0.5〜25%を占める。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−207094(P2006−207094A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−23989(P2005−23989)
【出願日】平成17年1月31日(2005.1.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【出願人】(000238234)シキボウ株式会社 (33)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月31日(2005.1.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【出願人】(000238234)シキボウ株式会社 (33)
【Fターム(参考)】
[ Back to top ]