
ドライマニキュアアップリケおよびその製造方法
装飾的アップリケの製造方法、および、アップリケ自体が開示される。液体ネイルエナメルなどの高粘度装飾液の少なくとも2つの調合物が提供されて加熱される。感圧性接着材料の層が基板上に形成され、調合物の層は、基板上の接着材料層の上に互いに隣接して形成される。2つの調合物は、好ましくは異なるカラーを有し、好ましくは、アップリケの別々の部分に限定して用いられる。1つの指の形状の実施形態では、小さい三日月形の部分が1つの調合物を含み、残りの部分が他の調合物を含む。2つの部分の間には刻み目またはミシン目が設けられて「フレンチネイル」としての適用性を促す。このようなアップリケの両頭には、サイドハンドリングタブが設けられることにより、アップリケの取り扱いを容易にすると共に、1つのアップリケの両端が使用できるようになる。
【発明の詳細な説明】
【関連出願】
【0001】
本国際出願は、2004年5月12日出願の米国特許仮出願第60/570,713号の国内優先権を主張する2005年5月11日出願の米国特許一部継続出願第11/126、862号である、2006年10月5日出願の米国特許出願第11/543、481号に基づき、その開示内容のすべては参照によりここに組み込まれる。
【技術分野】
【0002】
本発明は、概してマニキュアに関する。より詳しくは、本発明は、液体のマニキュアを施すまたは塗る代わりに、爪に貼り付けることができるマニキュアの速乾性フィルムコーティング関する。
【背景技術】
【0003】
人間が爪を着色または飾るためにマニキュアを用いてきた歴史は何百年にも及ぶ。従来、マニキュアはブラシを用いて塗る液状のものなので、乾かさなくてはならない。乾燥プロセスには時間がかかり、その間、マニキュアをした人は、爪に施したマニキュアを台無しにしないよう、非常に注意を払わなければならない。
【0004】
市販されているマニキュアは、主に1/4秒から1/2秒のニトロセルロースを用いている(60回転数/分で動作するブルックフィールド粘度計による測定では約300から800センチポアズ)。「秒」とは、材料の所定のサイズ円筒形容器の底に金属ボールが落下するのにかかる時間を示し、期間が長いほどニトロセルロースの粘度が高いということである。その後、わずかな(すなわち1から5w/w%)粘度調節が行われ、ニトロセルロースの粘度はさらに高くなる(すなわち40から60秒および60から80秒)。このような高粘度のニトロセルロースは、1から5%より高い濃度で用いられることはなかった。なぜなら、結果として生じたマニキュアは、ブラシで塗るには粘りが強すぎるからである。一般的なマニキュア(ネイルエナメルとも呼ばれる)の組成は、約25から32%が固形物で68%から73%が溶媒である。固形物は、6から12重量%のニトロセルロース(1/4秒または1/2秒)、約6から12重量%の樹脂、および、約6から10重量%の可塑剤を含む。残りの成分は、一般的に以下のとおりである。
マイカおよび着色顔料 8から15%
エチルアセテート 20から30%
n−ブチルアセテート 20から30%
イソプロピルアルコール 5から10%
その他−3から7%
市販のマニキュアは、溶媒含量が多く、可燃性なので、速達郵便扱いでない限り、陸または船便を用いなければならない。
【0005】
近年、開発が進み、マニキュアのドライまたはほぼドライタイプのフィルムコーティングを爪に貼ることができるようになっている。このタイプのアップリケを2つの特許が開示している(ソウの米国特許第4,903,840およびホフマンらの米国特許第5,415,903)。
【0006】
現在の代理人に譲渡されたソウの特許は、この種の自動接着性ネイルコーティングの製造方法を教示している。ソウ特許では、裏面粘着式シートを通すための注入孔およびスロットまたは通路を有するモールドを用いてネイルコーティングがなされる。従来の液体ネイルエナメルは、モールドからゆっくり引き出されながら接着剤で裏打ちされたシートに塗布される。このようにして均一にコーティングされた裏面粘着式ネイルコーティングシートが作製される。シートは、予め決められた時間および予め決められた温度で乾燥されるか、または、シートが半固形物状で完全に乾いていないネイルエナメルコーティングされるまで乾燥される。当該ストリップは、好ましくは、5つの指の爪のコーティングセットにカットされる。シートは、好ましくは、裏面粘着式の紙からコーティングを簡単に剥がすことにより、指の爪に個別にネイルコーティングを施すのを容易にするリボンまたは開封帯が設けられていてもよい。部分的に乾かされた後、コーティングセットは、使用するまで、実質的に気密のエンベロープに入れられる。
【0007】
ホフマンの特許は、同様のドライネイルコーティングを教示しており、当該コーティングは、少なくとも1つの可塑剤(従来のネイルエナメル同様)を含むフィルム形成ポリマー層、その上に配置された感圧性接着剤層、および、当該感圧性接着剤層を覆い、除去することができ、好ましくはシリコン処理されたキャリアフィルムまたはサポートフォイルからなる。フィルム形成ポリマー層は、ラミネートの他の成分、および、ラミネートの調合に用いられる材料に対して耐性のある、完全に除去することができる保護層を伴うもう一方の面(すなわち上部)も覆う。エナメル層の上部に完全に除去することができる保護層を追加する以外、ホフマン特許がソウ特許に追加する教示はほとんどなく、いずれにしても従来技術と思われる。
【0008】
ネイルコーティングラミネートの製造プロセスの速度を上げられることが望ましい。模様、メタリック仕上げ(これまでネイルコーティングラミネートでは実現できなかった)によるマルチカラーのネイルコーティングラミネートまたはアップリケを製造する方法を提供することが望ましい。
【0009】
また、「フレンチネイル」効果、すなわち、先端が白く、主部分はピンク、透明、または、半透明のアップリケが簡単に製造できて貼付できることが望ましい。さらに、使用する場合に、ユーザが自分でネイル製品をより簡単に使用および取扱いできることが望ましい。
【発明の概要】
【0010】
従来技術における上記および他の課題は、本発明に従う改良された自動接着性ネイルアップリケまたはラミネート、その製造方法、および、当該方法で用いられる本発明の液体ネイルエナメルにより解決される。本発明の方法では、さまざまな調合物による本発明の高粘度液体ネイルエナメルが華氏100度より高い温度、好ましくは、華氏100から150度に加熱される。少なくとも2つの材料層が剥離ライナ紙またはプラスチックフィルムの基板上に堆積される。実施形態のすべては、基板上に接着剤コーティングを少なくとも塗布し、当該接着剤層の上部に本発明の加熱された液体ネイルエナメルを塗布することを含む。
【0011】
オプションとして、本発明の高粘度液体ネイルエナメルの第2のコーティングが施されてよい。さらに、または、代わりに、グリッタ、または、マイカ、または、同様の望ましい粉粒体と、透明または半透明のコーティングとが混合されてよい(すなわち、本発明のネイルエナメルと同様だがほとんどまたは完全に着色顔料を除く)。この時点で、ホログラフィック画像のような印刷ステップが適用されてもよい。最後に、他のオプションとして、または、上記ステップのいずれかに加えて、透明また半透明のトップコートが仕上げ層として施されてよい。
【0012】
本発明の高粘度液体ネイルエナメルは、多数の方法のうちの1つで高粘度を実現する。いくつかの調合物では、1/4または1/2秒のニトロセルロースが用いられるが、実質的には従来のモアにキュアより高い重量%、すなわち、従来のマニキュアは、25から32重量%の固形物を有するのに対し、本発明のネイルエナメルは、35から60重量%の固形物を含む。他の調合物では、60から80秒のニトロセルロースが従来のマニキュアより高い比率で用いられる。すなわち、従来のマニキュアは、エナメルの粘度を弱めるために約1から5%だけ60から80秒のニトロセルロースを用いることもある。しかしながら、本発明は、60から80秒のニトロセルロースを主要なまたは主な固形物として6から25%のできるだけ高い割合で用いてよい。固形物の割合が高いまたは粘性がより高いエナメルを用いることにより、最終産物の耐久性および柔軟性をより高める。本発明の方法の結果としても、エナメル調合物における固形物の割合を高めることにより、用いる溶媒の割合を低くすることができる。溶媒の割合を低くすると、いくつかの利点がある。まず、処理の見地では、乾燥/蒸発を完了する(すなわち、完成品にする)のに必要な時間は、現在入手可能な液体調合物より約30から40%少ない。第2に、本発明のドライマニキュアフィルムは、乾燥プロセスの間に放出される溶媒が少ないので、環境にやさしい。
【0013】
より詳しくは、本発明は、ネイルアップリケを製造する方法を含む。方法は、上記のような高粘度を有する液体ネイルエナメル(すなわち、室温で1500センチポアズより高い)を提供する段階と、高粘度液体ネイルエナメルを少なくとも華氏100度に加熱する段階と、基板上に接着材料層を形成する段階と、接着材料層上に加熱された液体ネイルエナメルの少なくとも第1の層を形成する段階と、を備える。高粘度液体ネイルエナメルの第1の層の上には高粘度液体ネイルエナメルの第2の層が形成されてよい。第2の層は、実質的に透明であってよく(すなわち、実質的に無色または顔料を使用していない)、および/または、第2の層に形成される前にグリッタまたはマイカなどの粉粒体が加えられてよい。また、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションの少なくとも1つにより、高粘度ネイルエナメルの第1または第2の層の上に画像またはデザインが施されてよい。
【0014】
ネイルエナメル層は、好ましくは、次の層が堆積または形成される前に、赤外線ヒータ、または、温風器の少なくとも1つによって好ましくは部分的に乾燥される。最後に、最終層が形成された後、製品は、実質的に手の爪の形の薄片にカットされて包装される。
【0015】
上記本発明の方法に加えて、または、代えて、提供する段階は、高粘度液体ネイルエナメルの少なくとも2つの調合物を提供し、アップリケを製造する間に2つ以上の調合物は自然に混ざり合うようにしてもよい。2つ以上の調合物は、異なる濃度を有するか、または、異なるカラーを有してよい。オプションとして、調合物の1つ以上は、従来の液体ネイルエナメルの粘度を有してよい。パッシブ混合段階は、個別の入力ホースを介し、調合物のそれぞれを共通の収容タンクに送り込む段階を含んでよい。送り込む段階は、すべての入力ホースに共通のポンプ、または、それぞれの入力ホースに対し個別のポンプを利用してよい。各調合物の流量は、例えば、調合物それぞれに異なる直径の入力ホースを提供するか、または、入力ホースのそれぞれに対して個別のポンプを提供し、各ポンプの流量を個別に制御することにより、制御されてよい。
【0016】
上記方法に加え、本発明は、ネイルアップリケを製造するシステムも含む。本発明のシステムは、基板シートを搬送する手段と、好ましくは、システムの始まりに巻出ローラと、システムの終わりに巻き取りローラとを備える。基板シートの第1の位置の上に第1のステーションが配置され、基板シートに接着剤層を形成する。高粘度液体ネイルエナメルを加熱するために加熱デバイスが用いられる。基板シートの第1の位置の下流の第2の位置の上に第2のステーションが配置され、基板シートの接着剤層上に高粘度液体ネイルエナメル層を形成する。いくつかの実施形態では、基板シートの第2の位置の下流の第3の位置の上に第3のステーションが設けられ、同じまたは異なる加熱デバイスと連通する。第3のステーションは、基板シートの前のネイルエナメル層上に加熱された高粘度液体ネイルエナメル層を形成する。ヒータは、好ましくは、基板と熱連通する位置にあり、ヒータの少なくとも1つは、第1の位置の下流であって第2の位置の上流に位置し、少なくとも他のヒータは、第2の位置の下流に位置する。ヒータは赤外線ヒータ、熱送風器、または、両方でもよい。最終材料塗布ステーションの下流には、基板、および、そのさまざまな層を実質的に爪の形のアップリケにカットするダイカッターが配置される。ステーションのそれぞれは、好ましくは、スロットダイを含むが、それに加えてまたはその代わりにグラビア印刷デバイスを含んでもよい。
【0017】
本発明のシステムの一実施形態では、第2のステーションおよび第3のステーションは、加熱された高粘度液体エナメルの異なる調合物を受け取る。第1のポンプは、第2のステーションと連通して液体エナメルの第1の調合物を第2のステーションに送り込み、一方、第2のポンプは、第3のステーションと連通して液体エナメルの第2の調合物を第3のステーションに送り込んでよい。収納容器は、好ましくは加熱手段と第2のステーションとの間に配置され、加熱デバイスから加熱された高濃度液体ネイルエナメルを収容する。収納容器は、複数の入力ホースを有し、当該入力ホースのそれぞれは、高粘度液体ネイルエナメルの異なる調合物を受け取って収納容器に供給することができる。オプションとして、調合物の1つ以上は、従来の液体ネイルエナメルの濃度を有してもよい。他の選択的機能としては、第2のステーションの下流に印刷ステーションが設けられ、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションの少なくとも1つによってエナメル層上に画像またはデザインを印刷してもよい。印刷ステーション(または他の第3のステーション、または、最初の第2のステーション)の下流に最終ステーションが設けられて高粘度液体ネイルエナメルの透明層を形成してよい。
【0018】
本発明は、取り外し可能な基板、当該取り外し可能な基板上に配置された感圧性接着剤層、および、当該感圧性接着剤層に塗布される高粘度液体ネイルエナメルでできた少なくとも1つのネイルエナメル層を有する自動接着性ネイルアップリケをさらに備える。ネイルエナメルの層は、少なくとも35重量%の固形分を有する液体ネイルエナメル、または、60から80秒のニトロセルロースを主な固形物として(好ましくは6%以上の重量%)有する液体ネイルエナメルのいずれかにより形成される。本発明のアップリケは、第1の層とは異なる高粘度液体ネイルエナメルの調合物から形成されてもよい高粘度液体ネイルエナメルからなるネイルエナメルの第2の層を含む。製造中、グリッタまたはマイカなどの粉粒体がネイルエナメルのいずれかの層に適用されてよい。ネイルエナメルのオプションの第2の層は高粘度ネイルエナメルの略透明な調合物からできていてよい。ネイルエナメルの少なくとも1つの層の上に画像層が配置されてよく、当該画像層は、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションによって形成されてよい。
【0019】
概して、本発明は、略平坦な表面上に配置するための自動接着性装飾アップリケである。当該アップリケは、取り外し可能な基板と、当該取り外し可能な基板上に配置される感圧性接着剤層とを有する。当該感圧性接着剤層上に、高粘度装飾コーティング液でできた装飾コーティング層が形成される。
【0020】
本発明は、取り外し可能な基板と、当該取り外し可能な基板上に配置される感圧性接着剤層と、当該感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物からできたネイルエナメル層とを有する自動接着性ネイルアップリケを含む。好ましくは、ネイルエナメルの調合物は、少なくとも35重量%の固形分、および/または、60から80秒のニトロセルロースを主な固形物として含む。より好ましくは、ネイルエナメルの調合物は、60から80秒のニトロセルロースを6重量%以上含む。好適な実施形態では、調合物は、異なるカラーおよび/または粘度を有する。アップリケは、好ましくは、第1の部分および第2の部分を有する実質的に爪の形状をしている。第1の部分は、第1の調合物を含み、第2の部分は、第2の調合物を含む。より好ましくは、第1の部分は、第1のカラーの第1の調合物を含み、第2の部分は、第2のカラーの第2の調合物を含む。第1の部分は、好ましくは、比較的小さい実質的に三日月形の領域であり、第2の部分は、アップリケの実質的に残りの部分である。第1および第2の部分は、刻み目、ミシン目、または、部分カットにより実質的に分割され、「フレンチネイル」としての適用性を促す。
【0021】
本発明は、一組の自動接着性ネイルアップリケにも含む。それぞれのアップリケは、取り外し可能な基板と、当該取り外し可能な基板に配置される感圧性接着剤層と、当該感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物からできたネイルエナメル層とを有する。
【0022】
各アップリケは、実質的に手の爪の形状を有する。より好ましくは、各アップリケは、第1の端部および第2の端部を有し、各端部は、実質的に手の爪の形状をしており、別々の手の爪の上に用いられる。一組の自己接着性ネイルアップリケは、各アップリケの間に配置される一連のサイドタブも有してよく、各サイドタブは、アップリケの1つに一体的に取り付けられ、部分的アップリケに隣接して取り付けられる。
【図面の簡単な説明】
【0023】
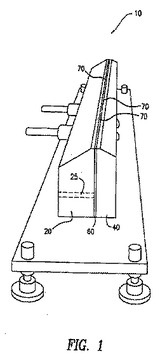
【図1】本発明の方法に用いられるスロットコーティングダイの下面透視図である。
【0024】
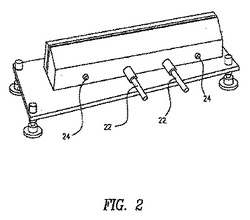
【図2】図1のスロットコーティングダイの上面透視図である。
【0025】
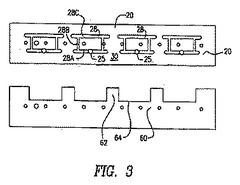
【図3】図1のシムおよびスロットコーティングダイの半分を分解した立面図である。
【0026】
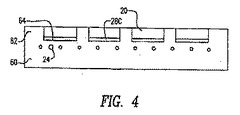
【図4】図3のシムおよびダイの半分を組み立てた立面図である。
【0027】
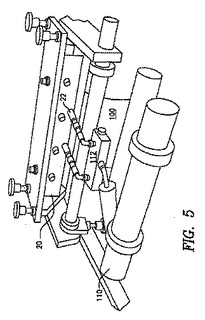
【図5】本発明の方法で用いられるコーティング装置の正面斜視図である。
【0028】
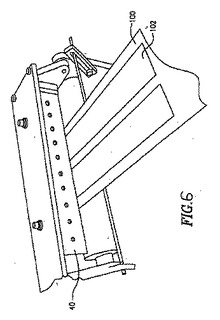
【図6】図5のコーティング装置の後面斜視図である。
【0029】
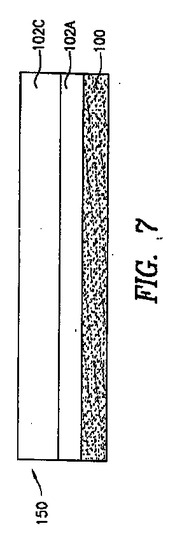
【図7】本発明における2層ネイル製品の断面概略図である。
【0030】
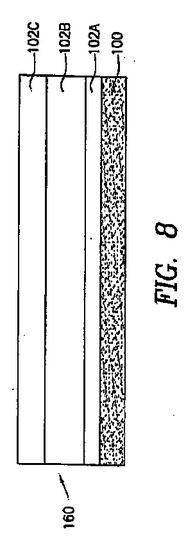
【図8】本発明における3層ネイル製品の断面該略図である。
【0031】
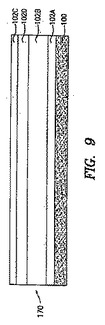
【図9】本発明における4層ネイル製品の断面該略図である。
【0032】
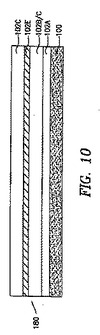
【図10】本発明における他の4層ネイル製品の断面該略図である。
【0033】
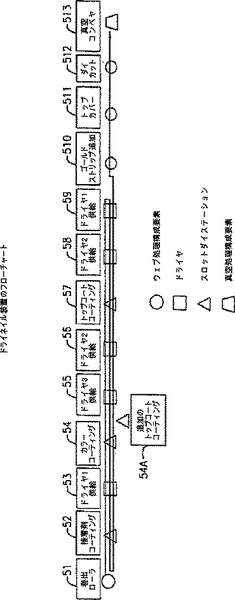
【図11】本発明の方法のフローチャートである。
【0034】
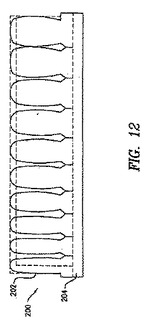
【図12】本発明におけるカットしたネイルアップリケの完成品を示す立面図である。
【0035】
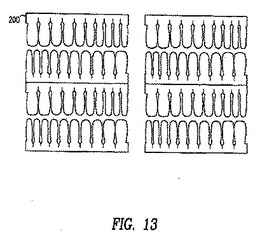
【図13】本発明における他のカットしたネイルアップリケの完成品を示す立面図である。
【0036】
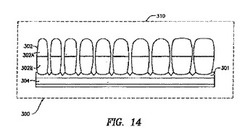
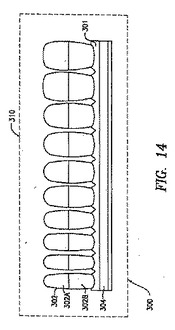
【図14】本発明における、両頭アップリケを有するさらなる他のカットしたネイルアップリケの完成品を示す立面図である。
【0037】
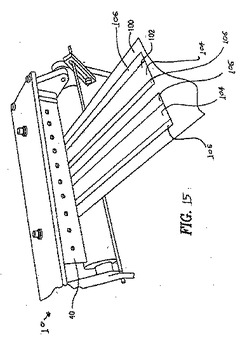
【図15】本発明における、ネイルアップリケ製品のさらなる実施形態を提供するために用いられる図5のコーティング装置の後面斜視図である。
【0038】
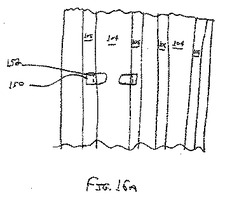
【図16A】本発明のさらなる実施形態のネイルアップリケの代表的なカッティングを示す概略図である。
【0039】
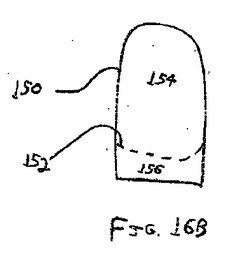
【図16B】図16Aにおけるカットされたネイルアップリケのさらなる実施形態を示す概略図である。
【0040】
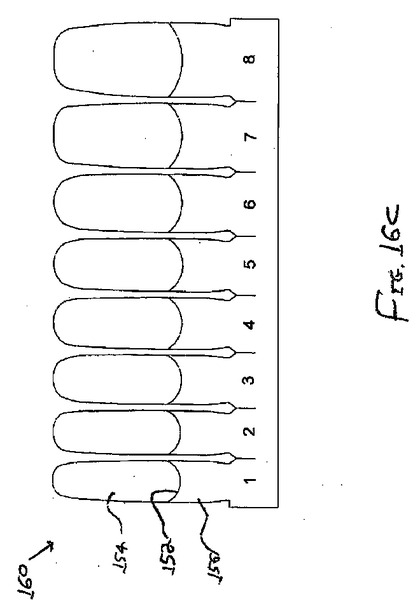
【図16C】図16Bの一組のネイルアップリケを示す上部立面図である。
【0041】
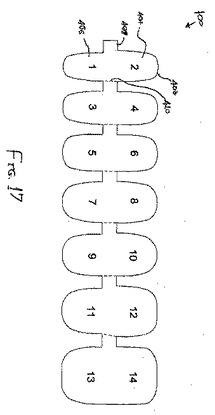
【図17】本発明における一組のネイルアップリケのさらなる他の実施形態を示す上部立面図である。
【0042】
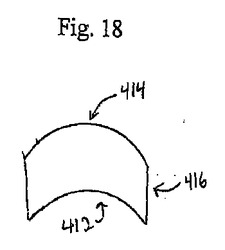
【図18】本発明の一実施形態における三日月形のフレンチネイルアップリケを示す斜視図である。
【0043】
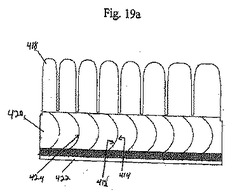
【図19a】本発明の一実施形態における複数のフレンチネイルアップリケ、および、複数のネイルアップリケの構成を示す斜視図である。
【0044】
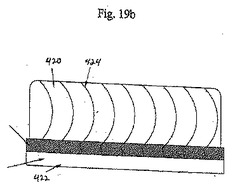
【図19b】実質的に線形構成のフレンチネイルアップリケを示す斜視図である。
【発明を実施するための形態】
【0045】
概して、本発明は、強くて耐久性があり、かつ、美しいドライネイルエナメルアップリケ、および、その製造方法を含む。本願明細書中で用いられる「アップリケ」という用語は、人の爪に貼付される最終産物を意味し、「フィルム」とは、広義のカットされていない製品のことを指す。本発明の方法においては、2から5層のさまざまな調合物が、以下に説明されるコーティングプロセスによって、一般的に基板と呼ばれる市販の4から5ミル(約100から130ミクロン)のシリコンコーティングされた剥離ライナ紙、または、アルミニウムラミネートプラスチックフィルム上に貼り付けられる。基板は、印刷技術における既知の方法で、最初は巻出ローラのロールまたは同様の構造に巻かれていない状態で、プロセスの終わりには巻き取りローラに巻き取られているのが好ましい。基板を前進または移動させる他の従来の手段も本発明の一部として考慮される。すべてが長持ちして従来のセミ/ドライマニキュアコーティングよりつややかであるさまざまな最終産物を提供すると共に、製品の効果をより高めるべく、複数のコーティングステップが用いられる。
【0046】
基本的なプロセスは、液体ネイルエナメルの新規な調合物を好ましくは華氏100度から150度まで加熱する段階を含む。この段階は、内部に発熱体を有する加熱ドラム、または、投げ込み電熱器、または、可撓性ラップアラウンドヒータ、または、スチールバンドドラムヒータ、あるいは、あらゆる既知のまたは考案されている液体を加熱する手段によって実現されてよい。約5から24g/m2の接着剤コーティング(層1)が剥離紙に塗布される。次に、約0.5から3.5ミルの厚さの液体ネイルエナメルがコーティング(層2)される。オプションとして、このステップが繰り返されてよい。すなわち、約0.5から3ミルのもう1つのネイルエナメルコーティング(層3)が施されてよい。グリッタまたはマイカ、あるいは、同様の所望の粉粒体が透明または半透明のコートと混ぜ合わされて、次にコーティング(約0.5から3ミルの層4)されてよい。最後に、透明なトップコートまたは半透明なカラーコーティング(0.5から3ミルの層5)が施される。
【0047】
本発明のネイルエナメルについて説明する。本発明のネイルエナメルは、固形含有量が非常に高く(35%以上)、および/または、従来のマニキュアよりニトロセルロースの粘性が高い(60から80秒以上)。このような特性は、ねばりが強すぎて(すなわち粘性が高すぎて)ブラシで塗ることができないので、従来のマニキュアに生かすことはできない。しかしながら、大量生産の観点では、調合物における揮発性溶媒が少ないほうが生産能力は高くなる。さらに、ニトロセルロースの粘性が高い(60から80秒)ほど、薄くても強靭であり、かつ、つやのあるフィルムを製造することができる。フィルムを多層にすることにより、製造の際の柔軟性をより高め、多種多様な製品を提供することができる。
【0048】
処理用の高粘度の生乾きのマニキュア液の基本組成、および、セミドライ/ドライ(以下セミ/ドライと称する)のマニキュアフィルム製品の3つの例を以下に示す。
<実施例1>
【0049】
本発明の非金属ドライマニキュアフィルムは、35から60%の固形物を用い、そのうち25から35%(w/w)は、1/4から1/2秒のニトロセルロースである。一方、従来のビン詰めされたマニキュア液のニトロセルロース含有量は、多くて13から17%である。このように、本発明の固形物含有量は、従来の2倍である。本発明は、約40から50%の溶媒を含み、これに対し、従来の液体ネイルエナメルは、約70%の溶媒を用いる。このように溶媒含有量が低いことがいくつかの利点をもたらす。処理の観点から言えば、完全に乾燥/蒸発させる(すなわち、完成品にする)のに必要な時間が現在手に入る液体調合物より約30から40%少なくてすむ。第2に、本発明のドライマニキュアフィルムは、環境にやさしく、溶媒を酸化させるエネルギーを節約する。本発明のマニキュア液調合物は、粘りが強すぎるのでブラシと共に用いることはできないが、本発明では、この調合物を約華氏100度から150度まで加熱することにより、粘度を低下させ、材料がノズル内を流れることができるようにした。まず、非金属調合物を以下に記す。
1/4または1/2秒のニトロセルロース 25%から35%
ポリマー、コポリマー樹脂(例えば、アクリル、ポリエステル、ポリウレタンなど)
8から12%
可塑剤 8から17%
色顔料 7から12%
エチルアセテート 18から25%
ブチルアセテート 18から25%
(全固形物 35から60%)
【0050】
上記調合物は、室温で約1500から4000センチポワズ(60rpm)である。
<実施例2>
【0051】
上述のごとく、高粘度のニトロセルロース(60から80秒)は、従来は、1から5%未満しか用いられておらず、その目的は、瓶詰めされたクロムマニキュアに5%未満使用してエナメルの粘度を調整することである。このような調合物のメーカーの1つに、ニュージャージー州のKirker社があり、ソッチらの米国特許第6,565,835号に記載されている。一方、本発明の金属または非金属調合物は、高粘度ニトロセルロース(60から80秒)を6%から25%より多く含む。このように非常に粘度の高いニトロセルロースを高いパーセンテージで用いることにより、強度および柔軟性にすぐれ、かつ、薄くてつやのあるフィルムを実現できる。この調合物は、以下の通りである。
60から80秒のニトロセルロース 6から25%
ポリマー、コポリマー樹脂 8から12%着色顔料 5から10%
可塑剤 4から15%他の固形物 1から2%
その他 溶媒(エセルおよびブチルアセテート、イソプロピルアルコールなど)
【0052】
この調合物は、室温で約1500から4000センチポワズ(60rpm)である。
<実施形態3>
【0053】
第3の調合物は、上記2つの「両者の最も良いところ」を組み合わせたものである。特に、当該調合物の組成は、高粘度ニトロセルロース(60から80秒)と、1/4または1/2秒のニトロセルロースとを40%から60%の調合(互いに対して)で含む。この調合物により、媒体強度および柔軟性と共につややかさも併せ持った薄いフィルムが実現する。
1/4または1/2秒のニトロセルロース 8から17%
60から80秒のニトロセルロース 6から15%
ポリマー、コポリマー樹脂 8から12%
着色顔料 5から10%
可塑剤 4から15%
他の固形物 1から2%
その他 溶媒(エチルおよびブチルアセテート、イソプロピルアルコールなど)
【0054】
この調合物は、室温で、約1500から4000センチポワズ(60rpm)である。
【0055】
上述の3つの実施例のそれぞれにおいて、従来のマニキュア液と比較した場合の、本発明のセミ/ドライネイルエナメル用調合物のさまざまな違いおよび利点が存在する。それらは、爪の上に、従来のマニキュア、または、従来のセミ/ドライネイルエナメルアップリケと比べてより長持ちする強靭なフィルムを作る。本発明のフィルムは、従来の製品よりつややかである。本発明のフィルムアップリケは、従来のネイルサロンでするマニキュアより、または、従来のアップリケよりも薄いので、爪の通気性がより良くなる。また、以前と比べ、溶媒残量が少ない(5%未満)ので、フィルムは、柔軟であり、爪をほぼ完全に覆うように簡単に引き伸ばすことができる。機械を大幅に取り替えることなく、多くの異なるタイプのフィルムを製造することができる。最後に、固形物の割合が非常に高いので、より多くのフィルムを速く安価に製造できる。
【0056】
ドライネイルエナメルフィルムを製造する従来のコーティングプロセスでは、ニトロセルロースのベースは、コーティングダイにおける非常に小さな開口(すなわち、300ミクロン未満のスロットまたは穴)を通過するために非常に低粘度でなければならない。1000センチポワズより高い粘度を有するマニキュア調合物(ニトロセルロースベースの)は、一般的に、すぐ流れず、ダイをたちまち詰まらせるので(特に、グリッタまたは粒子の大きなマイカを含む)、マニキュアの製造過程では、60から80秒のニトロセルロースなどは少量(例えば、上記のような最終産物の粘性を調整するために最大でも5%、通常1から3%)しか通常用いられない。本発明では、調合物を華氏100から150度、好ましくは、約華氏125度まで加熱することにより、粘度がより高いニトロセルロースが送り出されて用いられてよい。同様に、1/4または1/2秒のニトロセルロース含有量が組成物の約35重量%である場合、調合物は、約華氏100から150度、好ましくは、華氏125度まで加熱されなければならない。
【0057】
添付の図1から17を参照して説明する。これらの図は、本来単なる例に過ぎず、以下に示される請求項によって定義される本発明の範囲を限定するものではないことに留意されたい。
【0058】
製品のさまざまなコーティングは、本願明細書において「スロットカーテンダイコーティング」と称する技術によって施される。当該ダイは、さまざまな組立て状態のダイ10として図1から4に示されている。図1に最もわかりやすく示されているように、ダイ10は、ダイ正面20と、ダイ背面40と、その間に配置される特別な形状のシム60とを有する。3つのパーツすべては、好ましくは、ボルトで、例えば、ボルト24(図2を参照)で互いに固着されている。ダイ正面20は、液体ネイルエナメル、または,製品の他のいかなる成分を内ボア25に供給する入口22を含む。
【0059】
図3および4は、ダイ10の内部を示し、図3および4のどちらにおいても、明確に示すためにダイ背面40は、取り除かれている。ダイ正面20の内ボア25は、内面30における出口穴26で終端し、その上のフローチャネル28に存在する。フローチャネル28の役目は、一貫して均一に基板上にエナメルが塗布されるようにネイルエナメルを出口穴26から導くことである。このように、各フローチャネル28は、実質的に垂直な分岐28Bへと送り、それから下部の実質的に水平な分岐28Cへと送る上部の実質的に水平な分岐28Aを含む。図1から4に示されるダイ10は、上下さかさまであることに留意されたい。それ故、出口穴26に存在する流体は、垂直分岐28Bの下の水平分岐28Aからしみ出て、水平分岐28Cへと浸透する。エナメル液は、分岐28Cからしみ出て基板に行き渡る。
【0060】
シム60のない状態では、ダイ正面20およびダイ背面40の2つの内面は、しっかり当接して水平分岐28Cからしみ出たエナメルのための空間を与えない。しかしながら、図3および4に示すように、シム60は、カットアウト64の間に垂直の突起62を有する。シム60は、ボルト24(図4参照)によってダイ正面20に取り付けられている場合、下部水平分岐28Cの大部分を除くすべてのフローチャネル28を覆って保護する。このように、分岐28Aまたは28Bを流れるエナメルは、当該分岐28Aまたは28Bから漏出することはないが、最終的に分岐28Cへと移動するはずである。分岐28Cは、覆われていないので、エナメルは、そこから簡単に溢流してスロット70(図1参照)の外に出て、シート状またはカーテン状の基板に到達する。
【0061】
より詳しくは、図5および6に最もわかりやすく示すように、基板100は、ローラ110により機械に送られる。液体エナメルソース112は、入口22に取り付けられることにより、加熱されて加圧されたエナメル液がダイ10に圧入されるようになる。基板100がダイ10の下を通過するとき、エナメル液または他のコーティングされる成分がスロット70から基板100上に落下して、層102を形成する。
【0062】
すべての層がこの方法で形成される必要はない。例えば、接着剤層は、元々は固形物の状態から圧延加工されるか、または、熱溶解されてよい。また、すべての層が高粘度の液体ネイルエナメルである必要はない。従来の粘性の液体ネイルエナメルでできた層については、エナメルを加熱する必要はない。
【0063】
図7から10は、本発明に従い製造されうるさまざまな層を有するさまざまな異なる製品(すべてネイルエナメルアップリケまたはフィルム)を示す。図7は、基板層100、接着剤層102A、および、透明コート層(または半透明カラーコーティング)102Cを有する本発明の基本製品150を示す。この製品では、接着剤層102Aは、好ましくは、5から24g/m2の範囲で形成され、透明/半透明層102Cは、0.5から3.0ミルの範囲で形成される。図8は、図7と同じ層を有し、なおかつ色のついた他のマニキュア層102Bも有する製品160を示す。層102Bは、好ましくは、0.5から3.5ミルの範囲で形成される。
【0064】
図9は、図8と同じ層を有する製品170を示す。当該製品は、透明/半透明コート層102C(0.5から3.0ミル)を形成する前に、ネイルカラー層102Bの上に効果層102Dが形成される。「効果」とは、例えば、グリッタ、マイカ、同様の粉粒体などの特別な効果の形態を意味する。スパークリンググリッタは、本発明のセミ/ドライマニキュアを用いる際に、見た目に奥行きのある三次元効果をもたらし、「星のように輝く」効果を生み出す。このような製品を製造するには、市販のグリッタ(着色されたプラスチック、マイカなどからできた)を本発明の高粘度液体ネイルエナメルまたは従来の粘性液体ネイルエナメルなどのマニキュア液と混ぜる。ダイ10内では大き目のスロット70(粒径によるが、10から30ミル)を用いることが好ましく、これによってスロット70が詰まることなくエナメル内に含まれる粒子が最終的に基板100にうまく着地するのを容易にする。
【0065】
グリッタを用いることにより、多くの異なるタイプの製品および効果が生み出すことができる。一例としては、グリッタ(マイカおよび/またはプラスチックおよび/またはその他)と色素を有するあらゆる透明またはカラーマニキュア調合物とを混合し、本発明のコーティングプロセスを用いることにより、きらめくモノクロ仕上げのネイルアップリケを得ることができる。グリッタは、淡い半透明カラー(例えば、標準的なカラー層より色素が薄いライトブルーまたはライトピンク)と混合し、予め形成されているフィルムの上に乗せてもよく、それによって、新しいグリッタ効果が得られる。例えば、予め形成されている赤のネイルアップリケの上にライトブルーの半透明グリッタアップリケが重ねられると、紫になる。異なるカラーの1つ以上のネイルアップリケが同じパッケージに入れられて、ユーザはこのような方法でカラーを混ぜたり合わせたりできる。グリッタは、プレーン、マルチレイヤー、プリント(説明したような)、または、他のマニキュアコーティングの上に形成される透明コート層と混ぜてもよく、その後、もう1つのクリアトップコート層でカバーされてよい。こうすると、きらめきとなめらかさの効果も生じる。あるいは、カラーマニキュアコーティングまたは透明コーティングがまだ濡れているうちに乾燥したグリッタ(1から30ミクロンのマイカ、プラスチック他)を渦巻状に、または、カーテンのように落下させ、その後トップコートを塗布してもよい。上述のごとく、粉粒体は、従来の粘性液体ネイルエナメルにも、上記の高粘度液体ネイルエナメルにも加えられてよい。
【0066】
図10は、製品180を示す。当該製品180は、図9ですでに説明された層すべてを有し、かつ、層102B/C(すなわち、カラー層または透明層が用いられる)の上であり、トップクリアコート層102Cの下に印刷層102Eが形成される。印刷は、単一のカラーまたはマルチカラープロセスの印刷であってよく、工業的に利用できるフレキソ、グラビア、オフセット印刷、および、シルクスクリーン技術によってセミ/ドライマニキュアフィルムに印刷されることで生成される、さまざまなスタイルのデザイン、アニメーション、または、絵などによって実現しうる。
【0067】
上述のごとく、上記のソウ特許では、パッド転写式のみが可能であった。しかしながら、本発明の方法を用いることにより、セミ/ドライマニキュアに画像を印刷する多くの他のプロセスが可能になる。このようなプロセスの1つにフレキソ印刷がある。このプロセスでは、シリンダに貼付されたゴム、ポリマー、または、他の市販のプレートにデザインまたは画像が彫られ、セミまたはドライマニキュアの表面に印刷される。他のこのようなプロセスは、グラビア印刷であり、金属シリンダに彫られたデザインまたは画像がセミ/ドライマニキュアフィルムにプリントされる。他の可能性のある印刷は、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、および、シルクスクリーン印刷を含む。
【0068】
ソウ特許で請求されているパッド印刷プロセスを超える本発明の方法の利点は非常に多い。本発明のプロセスは、フィート毎分50までの速度では、ほぼ10倍速い。本発明のプロセスにより、メーカーは、4色プロセス(例えば、減法混色の原色であるCYMK(シアン、イエロー、マゼンタ、ブラック)を用いるカラー特定システム)を用いて、写真を含む画像を印刷することができる。さらに、本発明のプロセスは、より鮮明かつ解像度の高い画像を提供しうる。他の方法としては、ナイトクラブまたはバーのようなブラックライトの下で、標準およびUVインクを用いることにより、デザインが目に見えるようになるか、または、隠れたデザインが現れるようにできる。パノラマ画像または文、すなわち、爪ごとに1つの言葉または文字の画像を描くことができる(例えば、マンハッタンスカイラインの「I LOVE YOU」など)。
【0069】
本発明の方法を用いて多くの他の製品が製造できる。他の例としては、業界では「ぼかし(vignette)」として知られるデザインによるマルチカラーグラデーション、または、ストライプのマニキュアフィルムが製造できる。このタイプの製品では、2から5色のマニキュアが自然に混ざるか、または、混ぜられて輪郭をぼかした画像を形成する。
【0070】
マルチカラー効果は、複数の方法によって得られる。まず、単一のポンプを用い、同じまたは異なる粘度(従来の粘性または高粘度)の2色から5色の異なるカラーマニキュアが別々の異なる入口ホースを介しメインホースを通って、共通の収容タンクへと送り込まれる。当該ポンプ(収容タンクの下流にある)および単一のメインホース(ダイ10に供給する)内で、さらなる混合物をあえて混合することなく、すべての色が自然に混ざるかまたは混ぜられる。単一のコーティングダイは、混合したカラーを剥離ライナ上に堆積させる。さまざまなカラーが均一に混合していないことが、結果として色の変化や縞模様としてきわめて審美的な効果をもたらす。より詳しくは、400から2500センチポワズ、好ましくは、500から1700センチポワズの範囲の粘度の個別のカラーマニキュアが直径1/16から1インチ、好ましくは、1/8から3/4インチの別々の入力ホースを介し、共通の収納容器へと送り込まれる。収納容器から、混合されたマニキュア液がさらに混合されずに、好ましくは直径5/8から2インチの単一のメインホースへと送り込まれる。
【0071】
あるいは、複数のポンプが用いられてもよい。特に、同じまたは異なる粘度の2色から5色の異なるカラーマニキュア液の1つをそれぞれが送り込む2つから5つのポンプが用いられてよく、それぞれのポンプは、カラーマニキュア液の量を制御するための異なるポンプ速度を有する同じ直径の個別の入口ホースを介し、共通の収容タンクへと送り込む。上述のごとく、混合物は、収容タンク内で強制的に混ぜられずに、コーティングダイ10のいくつかの入口に送り込まれた後、基板100上に達する。
【0072】
本発明の方法を用いてメーカーが入手可能なさらなる製品は、ホログラフィック画像を利用したセミ/ドライマニキュアフィルムである。市販のホログラフィック画像は、セミ/ドライマニキュア上にラミネート加工されることができる。紙またはプラスチックフィルム上に形成されたホログラフィック画像は、さまざまな用途に広く用いられる。本発明の製造プロセスでは、市販の予め印刷されたホログラフィック画像(例えば、ニュージャージー州、パターソンのCrown Roll Leaf, Inc.による製品)は、ラミネーションプロセスにより、セミ/ドライマニキュアコーティングの表面に転写されることができる。特に、まず、接着剤(厚さ8から13ミクロン)のコーティングを剥離ライナに塗布し、接着剤コーティングを完全に乾かすことができる。次に、接着剤層の上に、透明なコロジオンまたはカラーネイルコーティングの液体調合物(上記実施形態2および3のいずれかが好ましいが、従来の粘度を有するものでも可)を塗布する。結果として生じたフィルムを溶媒残量が2から15%になるまで乾燥させることにより、フィルムの柔軟性が保持される。その後、当該フィルムは、当業者に知られるタイプの工業用加熱ラミネート装置を用い、1つ以上のホログラフィックデザインを有する市販の転写可能なホログラフィックフィルムによってラミネートされる。最後に、当該フィルムに透明なマニキュアコーティングを施し、溶媒残量が3から15%になるまで乾燥させ、爪の形状に打ち抜き、包装する。
【0073】
本発明の方法により入手可能な他の製品は、クロムセミ/ドライマニキュアフィルムである。この製品は、ホログラフィックのレベルほどの輝きはないが、それ自体が純粋な金属色の特徴を有し、金属的な輝きが美しい。当該製品は、上記実施形態2の調合物を用いて製造され、60から80秒のニトロセルロースを10から25%と多めに加える。このような高粘度ニトロセルロースは、より強靭で長持ちし、より光沢のあるドライマニキュアフィルムを生成する。より詳しくは、本発明のクロムドライマニキュアフィルムは、最長2週間保つ。一方、市販のクロムマニキュア液では、人がブラシで塗ってからの寿命は、たった2から5日である。
【0074】
本発明のプロセスにより製造されうるさらなる他の製品は、「フレンチネイル」のような白または他のカラーの先端を有するネイルフィルムまたはアップリケである。従来のほとんどのネイルサロンでは、フレンチネイルは、マニキュアを塗布するプロセスに2ステップ以上を要する。これは、自分でフレンチネイルをしてみようとする一般的な消費者にとって非常に高度な技術を要することを表している。しかしながら、本発明では、ユーザは、セミ/ドライアップリケを自身の爪にワンスステップで貼るだけでフレンチネイルのようなものが完成する。ソウ特許(4903840)では、「フレンチネイル」とは、「エレガント」または「ハイクラス」を意味する言葉として用いられ、特に白または他のカラーの先端を有する爪であることを通常意味するとは記載されていないことに留意されたい。
【0075】
フレンチネイルの効果は、以下のリストに従い製造された固形物の淡いカラーのドライマニキュアフィルム(例えば、ライトピンク、クリーム、ピーチ)の上に湾曲したフレンチネイルチップ(例えばホワイトまたはゴールド)をプリントすることによって生み出される。フレンチネイルチップをインプリントした後、透明なトップコートを塗布し、結果として生じたフィルムを溶媒残量が約3から8%になるまで乾燥させる。最終的な爪の形状が打ち抜かれ、包装される。フレンチネイルを完成させるのに最適な印刷方法は、シルクスクリーン、フレキソ印刷、グラビア印刷、デジタル印刷またはデジタルフレキソ、オフセット印刷、および、ホットスタンプを含むがこれらに限定されない。あるいは、先端部は、本発明による個別の部分として形成されてもよい。すなわち、やや三日月形の個別の部分が個別の基板から形成され、ネイルアップリケ本体とは別にカットされてよい。2つの部分は、別々に販売されてもよいし、同じパッケージ内で別々にされて販売されてもよく、あるいは、予め組立てられていてもよい(先端部が予めアップリケ本体の上部に予め貼り付けられている)。
【0076】
フレンチネイルアップリケを調製する非常に効果的かつ優れた1つの方法が図15および16に示されている。上記では、さまざまな方法において複数色のエナメルを用いた場合の基板におけるエナメルコーティングの見た目は、それぞれのエナメルのカラーのポンプ速度、それぞれのエナメルのカラーの粘度などによって変化すると述べた。これらおよび他の方法によれば、同じコーティングダイを用いても、2つのカラーを実質的に混ぜずに、異なるカラーのエナメルを隣接して置き、境界がはっきり定められた別々のストライプを実現することが可能である。図15に示すように、ダイ10は、基板100の上にエナメル層102の2つのセクションを形成している。エナメルの各セクションは、1つのカラーの中央部104と、異なるカラーの2つの縁部106とを含む。フレンチネイルを製造する場合、中央部104はライトピンクであり、縁部106は白であることが好ましいが、実質的にはいかなるカラーを用いてもよい。図16AおよびBでは、中央部104および縁部106からカットされることにより、単一のアップリケ150は、第1のカラー(例えばピンク)の第1のセクション154と、第2のカラー(例えば白)の第2のセクション156とを有するようになる。2つのセクション154および156は、カッティングプロセス(例えば同じ回転カッティングダイを用いる)の間に部分的に深いカットまたはキスカットである刻み目またはミシン目152によって分離される。図16Cは、このような2つのセクションを有するアップリケ150のセット160を示す。
【0077】
使用する際、フレンチネイルアップリケ150は、以下のように取り扱われる。まず、白い部分156がピンクの部分154から分離され、白い部分156の湾曲した縁(ミシン目152がある)が甘皮端部に近くなるようにユーザの指の爪の先端に貼付される。先端部分156は、滑らかにされ、爪の端からはみ出したいかなる部分も取り除かれる。次に、ピンクの部分154が甘皮から先端までの爪全体の上に載せられ、すでに貼付されている白い先端部分156を覆う。ピンクの部分は滑らかにされ、はみ出した部分は同様に除かれる。その結果、美しいフレンチネイルができる。ピンクの部分154は、まず白い部分156が貼付されてからその上に塗布されることに留意されたい。
【0078】
図18は、爪の先端にドライマニキュアの薄いストリップを貼付するために用いられる、実質的に三日月形または円形のドライネイル製品を含むフレンチネイルアップリケの他の実施形態を示す。本実施形態のフレンチアップリケは、好ましくは、略凹状エッジ412と対向する略凸状エッジ414とを有する三日月形のストリップであり、略凹状エッジ412と略凸状エッジ414とはそれぞれストリップの上縁および下縁をなす。当該ストリップの側部は、好ましくは、互いに略平行なストレートカットエッジ416によって示される。側部416は、したがって、ストリップの奥行きであり、好ましくは、1/2インチである。当業者であれば、フレンチネイルアップリケは、それぞれの指の爪の先端の湾曲に実質的に合うような円形部分を有する限り、いかなるサイズおよび形状で形成されることもできることが理解できよう。
【0079】
図19aおよび19bは、図18のアップリケを製造して包装する2つの可能な構成を示す。図19aでは、複数のネイルアップリケ418と、複数のフレンチネイルアップリケ420とが共通の裏打ち422に取り外し可能に貼付されている。フレンチネイルアップリケ420は、1つのフレンチネイルアップリケの凸状エッジ414が隣接するフレンチネイルアップリケの凹状エッジ412と当接するように略線形に裏打ちに固定されている。一実施形態では、凹部412および凸部414は、部分的に深いカット(キスカット)424により輪郭を示されることにより、アップリケ420が個別に裏打ち422から取り外せるようになっている。
【0080】
図19bは、ネイルアップリケとは別に製造される複数のフレンチネイルアップリケ420を示す。
【0081】
最後に、上述のごとく、ミックスアンドマッチ・セミ/ドライマニキュアが提供されうる。例えば、複数の半透明カラーまたはグリッタのセミ/ドライマニキュアアップリケが上に載せられることにより、カラーおよび効果が変化する。製品は、本質的に上記の2または3層の製品と同じであるが、各層(またはフィルム全体)の色素の量は、半透明のカラーフィルムにするのに必要な最小量でなければならない。例えば、アップリケのブルーのセットを販売してもよいし、そうでなければ、イエローのセットを重ねて、グリーンを作ってもよい。2つ(またはそれ以上)の異なるカラーアップリケは、厳密に同じサイズまたは形状である必要はない。一方が小さくて縁取り効果を作り出してもよい。あるいは、一方を小さくして爪の形とは別の形状(例えば、星、ハート、文字など)にしてもよい。
【0082】
好適な製造プロセスを以下にさらに詳しく説明する。図11は、本発明の製造プロセスのさまざまなステップを概略的に示すプロセス図である。前述のソウ特許では、基板は、モールドに対ししっかりと押圧され、マニキュアをコートするためにモールドの通路を介してゆっくりと引き出されていた(例えば、ソウ特許の図3Aおよび3B参照)。本発明の方法は、コーティングの間は基板と全く接しないスロットコーティングダイを用いる。コーティングの重量は、ポンプ速度(rpm)、ウェブ速度、または、両方を調整することで調整可能である。また、本発明の方法は、従来技術の単一コーティングおよび硬化ステップのかわりに複数のコーティングステップを利用する。
【0083】
図11に示すように、ステップS1では、基板ウェブ100は、スプールに巻かれていないで状態あり、本発明の(従来の)搬送システムに通される。ステップS2では、接着剤コーティング層102Aが形成される。このステップでは、スロットダイコーティング法により液状接着剤が塗布されるか、または、熱溶融法により固形物接着剤が塗布される。コーティングの厚さは、5から20ミクロンであり、理想的な重量は、5から24g/m2である。フィルムの剥離強度は、2.0から2.8PLI(ポンド/直線インチ)であり、標準偏差は0.2PLIである。検査は、PSTC(Pressure Sensitive Tape Council)テスト法1に従い、ステンレススチールのテストパネルに対し所定のドウェルタイム15分間で行われる。引きはがし粘着力は、180度に設定したインストロン(登録商標)の機械においてサンプルを引っ張ることにより決定された。ステップS3では、接着剤は、生産ラインに沿ったさまざまなスポットにおいて、華氏400から600度の赤外線ヒータ、および、ナイフノズルによる華氏130から200度の熱風を用いるドライヤで、1から5分間硬化される。
【0084】
第2のコーティングステップは、ステップS4に示されている。このコーティングは、第1の接着剤コーティングの上に堆積される(カラー)マニキュアコーティングである。このコーティングステップは、上記のスロットカーテンコーティングダイによって行われ、製造される製品にもよるが、コーティングの厚さは、15から40ミクロンである。硬化は、さまざまなスポットにおける約華氏400から700度の赤外線ヒータと、約華氏130度から230度のナイフノズルとを用いてステップS5およびS6において行われる。
【0085】
第3のコーティングは、ステップS4の下流にあるポイントS4Aにおいて行われるオプションのステップである。このステップは、スロットカーテンコーティングダイにより、クリアトップコーティングまたはグリッタトップコーティングを施す。このステップは、マニキュアフィルムおよび結果として生じたアップリケのつやを非常に良くし、かつ、より強靭で長持ちするフィルムにする。コーティングの厚さは15から30ミクロンであり、硬化は、さまざまなスポットで、華氏500から800度の赤外線ヒータ、および、ナイフノズルによる華氏160から250度の熱風を用いて行われる。
【0086】
第4の最終コーティングは、ステップS7において最終の好ましくは透明トップコートとして行われる。このプロセスは、表面を滑らかにし、フィルムを強化するために行う。コーティングの厚さは、10から20ミクロンであり、硬化は、ステップS8およびステップS9において華氏500から800度の赤外線ヒータ、および、ナイフノズルによる華氏160から250度の熱風を用いて行われる。
【0087】
その後、ステップS10において、好ましくは光沢のあるフォイルを有する保持用の細長い部分がローラによって供給され、ステップS11においてプラスチックのトップ層が形成される。ステップS12において、フィルムは、以下に説明する特定の爪の形状のアップリケに打ち抜かれる。最後に、ステップS13において、真空コンベヤが最終処理をしながら完成品を移動させる。
【0088】
アップリケのさまざまな最終版が図12から14に示されている。図12では、ネイルアップリケ202の基本セット200が示されている。各アップリケは、ほぼ爪の形をしており、10個の異なるサイズのアップリケを一組として好ましくは供される。フォイル204のストリップにより、製品をより適切かつ簡単に取り扱うことができる。爪の形状は、好ましくは、図11のダイカットステップS12の間に形成される。一般的に、複数のセット200がフィルムの同じ部分からカットされる。図13は、フィルムの単一の部分から、単一のダイカットステップにおいてカットされた複数のセット200を示す。
【0089】
図12および13におけるネイルアップリケ200の形状は、前述のソウ特許における形状と同様である。それらも10個の異なるサイズのアップリケを提供した。本発明の他の長所が図14に示されている。本発明のネイルアップリケ302のセット300は、両頭であり、対向する端部302Aおよび302Bのサイズは異なる。この構成では、20個の異なるサイズのアップリケがユーザの指の爪に用いられうる。
【0090】
使用に際し、ユーザは、プラスチック310(セミ/ドライ製品を完全に乾燥させないために提供される)を開封し、台紙301からアップリケ302を剥がす。一般的に、ユーザは、扱いが楽なようにセット300の細長い部分304を保持する。そして、選択されたアップリケのいずれか一端302Aまたは302Bを所定の指の爪または脚の爪に載せる。ユーザは接着剤が働くよう爪を押圧し、しわを伸ばし、爪のまわりのはみ出たフィルムをカットする(ネイルばさみまたは指で)。その結果、サロンに行かずに即席のマニキュアができる。
【0091】
図17は、図14の両頭のアップリケの改良を示す。さまざまな層(基板、エナメルなど)は、前の実施形態と同じなので、繰り返しの説明はしない。アップリケ402のセット400は、互いに接着されて一体となって提供される。各アップリケ402は、第1の端部404および第2の端部406を有する。端部404および406のそれぞれは、指の爪に載せられる。図14の両頭のアップリケを扱う際、および、指の爪に一端を載せる際は、同じアップリケのもう一方の端部が裂けるか折れ曲がるかし、あるいは、他の指には使用できなくなることがよくあることが判明していた。したがって、図14の実施形態を用いる場合、ユーザは、一般的に、所定のアップリケの両端を使用できず、当該のアップリケのどちらか一方しか使用できないという制限を受ける。図17の実施形態は、各アップリケ402がその側部のほぼ中間部に突設されたハンドリングタブ408を有する。このような方法で、ユーザがアップリケをつかんだとき、端部402および404のどちらかの代わりにハンドリングタブ408を保持することにより、1つのアップリケの両端を使用できるようになる。サイドタブ408は、それぞれのアップリケ402と一体的に形成され、部分カット410としてすべて表されている刻み目、部分カット、ミシン目などによって隣接するアップリケ402と部分的に接着している。好適な実施形態では、アップリケセット400の全体の形状をカットする回転カッティングダイが部分カット410も同時に形成する。
【0092】
本発明は、上記説明に限定されない。例えば、高粘度ネイルエナメルを塗布するためにはスロットダイコーティングが好ましいが、グラビア方法を用いてもよい。
【0093】
これまで好適な実施形態に関して本発明を説明してきたが、本発明は上記説明による範囲に限定されず、以下に示す請求項によって範囲を限定される。また、当業者にとっては既知のあらゆる均等物もその範囲に含まれる。
【関連出願】
【0001】
本国際出願は、2004年5月12日出願の米国特許仮出願第60/570,713号の国内優先権を主張する2005年5月11日出願の米国特許一部継続出願第11/126、862号である、2006年10月5日出願の米国特許出願第11/543、481号に基づき、その開示内容のすべては参照によりここに組み込まれる。
【技術分野】
【0002】
本発明は、概してマニキュアに関する。より詳しくは、本発明は、液体のマニキュアを施すまたは塗る代わりに、爪に貼り付けることができるマニキュアの速乾性フィルムコーティング関する。
【背景技術】
【0003】
人間が爪を着色または飾るためにマニキュアを用いてきた歴史は何百年にも及ぶ。従来、マニキュアはブラシを用いて塗る液状のものなので、乾かさなくてはならない。乾燥プロセスには時間がかかり、その間、マニキュアをした人は、爪に施したマニキュアを台無しにしないよう、非常に注意を払わなければならない。
【0004】
市販されているマニキュアは、主に1/4秒から1/2秒のニトロセルロースを用いている(60回転数/分で動作するブルックフィールド粘度計による測定では約300から800センチポアズ)。「秒」とは、材料の所定のサイズ円筒形容器の底に金属ボールが落下するのにかかる時間を示し、期間が長いほどニトロセルロースの粘度が高いということである。その後、わずかな(すなわち1から5w/w%)粘度調節が行われ、ニトロセルロースの粘度はさらに高くなる(すなわち40から60秒および60から80秒)。このような高粘度のニトロセルロースは、1から5%より高い濃度で用いられることはなかった。なぜなら、結果として生じたマニキュアは、ブラシで塗るには粘りが強すぎるからである。一般的なマニキュア(ネイルエナメルとも呼ばれる)の組成は、約25から32%が固形物で68%から73%が溶媒である。固形物は、6から12重量%のニトロセルロース(1/4秒または1/2秒)、約6から12重量%の樹脂、および、約6から10重量%の可塑剤を含む。残りの成分は、一般的に以下のとおりである。
マイカおよび着色顔料 8から15%
エチルアセテート 20から30%
n−ブチルアセテート 20から30%
イソプロピルアルコール 5から10%
その他−3から7%
市販のマニキュアは、溶媒含量が多く、可燃性なので、速達郵便扱いでない限り、陸または船便を用いなければならない。
【0005】
近年、開発が進み、マニキュアのドライまたはほぼドライタイプのフィルムコーティングを爪に貼ることができるようになっている。このタイプのアップリケを2つの特許が開示している(ソウの米国特許第4,903,840およびホフマンらの米国特許第5,415,903)。
【0006】
現在の代理人に譲渡されたソウの特許は、この種の自動接着性ネイルコーティングの製造方法を教示している。ソウ特許では、裏面粘着式シートを通すための注入孔およびスロットまたは通路を有するモールドを用いてネイルコーティングがなされる。従来の液体ネイルエナメルは、モールドからゆっくり引き出されながら接着剤で裏打ちされたシートに塗布される。このようにして均一にコーティングされた裏面粘着式ネイルコーティングシートが作製される。シートは、予め決められた時間および予め決められた温度で乾燥されるか、または、シートが半固形物状で完全に乾いていないネイルエナメルコーティングされるまで乾燥される。当該ストリップは、好ましくは、5つの指の爪のコーティングセットにカットされる。シートは、好ましくは、裏面粘着式の紙からコーティングを簡単に剥がすことにより、指の爪に個別にネイルコーティングを施すのを容易にするリボンまたは開封帯が設けられていてもよい。部分的に乾かされた後、コーティングセットは、使用するまで、実質的に気密のエンベロープに入れられる。
【0007】
ホフマンの特許は、同様のドライネイルコーティングを教示しており、当該コーティングは、少なくとも1つの可塑剤(従来のネイルエナメル同様)を含むフィルム形成ポリマー層、その上に配置された感圧性接着剤層、および、当該感圧性接着剤層を覆い、除去することができ、好ましくはシリコン処理されたキャリアフィルムまたはサポートフォイルからなる。フィルム形成ポリマー層は、ラミネートの他の成分、および、ラミネートの調合に用いられる材料に対して耐性のある、完全に除去することができる保護層を伴うもう一方の面(すなわち上部)も覆う。エナメル層の上部に完全に除去することができる保護層を追加する以外、ホフマン特許がソウ特許に追加する教示はほとんどなく、いずれにしても従来技術と思われる。
【0008】
ネイルコーティングラミネートの製造プロセスの速度を上げられることが望ましい。模様、メタリック仕上げ(これまでネイルコーティングラミネートでは実現できなかった)によるマルチカラーのネイルコーティングラミネートまたはアップリケを製造する方法を提供することが望ましい。
【0009】
また、「フレンチネイル」効果、すなわち、先端が白く、主部分はピンク、透明、または、半透明のアップリケが簡単に製造できて貼付できることが望ましい。さらに、使用する場合に、ユーザが自分でネイル製品をより簡単に使用および取扱いできることが望ましい。
【発明の概要】
【0010】
従来技術における上記および他の課題は、本発明に従う改良された自動接着性ネイルアップリケまたはラミネート、その製造方法、および、当該方法で用いられる本発明の液体ネイルエナメルにより解決される。本発明の方法では、さまざまな調合物による本発明の高粘度液体ネイルエナメルが華氏100度より高い温度、好ましくは、華氏100から150度に加熱される。少なくとも2つの材料層が剥離ライナ紙またはプラスチックフィルムの基板上に堆積される。実施形態のすべては、基板上に接着剤コーティングを少なくとも塗布し、当該接着剤層の上部に本発明の加熱された液体ネイルエナメルを塗布することを含む。
【0011】
オプションとして、本発明の高粘度液体ネイルエナメルの第2のコーティングが施されてよい。さらに、または、代わりに、グリッタ、または、マイカ、または、同様の望ましい粉粒体と、透明または半透明のコーティングとが混合されてよい(すなわち、本発明のネイルエナメルと同様だがほとんどまたは完全に着色顔料を除く)。この時点で、ホログラフィック画像のような印刷ステップが適用されてもよい。最後に、他のオプションとして、または、上記ステップのいずれかに加えて、透明また半透明のトップコートが仕上げ層として施されてよい。
【0012】
本発明の高粘度液体ネイルエナメルは、多数の方法のうちの1つで高粘度を実現する。いくつかの調合物では、1/4または1/2秒のニトロセルロースが用いられるが、実質的には従来のモアにキュアより高い重量%、すなわち、従来のマニキュアは、25から32重量%の固形物を有するのに対し、本発明のネイルエナメルは、35から60重量%の固形物を含む。他の調合物では、60から80秒のニトロセルロースが従来のマニキュアより高い比率で用いられる。すなわち、従来のマニキュアは、エナメルの粘度を弱めるために約1から5%だけ60から80秒のニトロセルロースを用いることもある。しかしながら、本発明は、60から80秒のニトロセルロースを主要なまたは主な固形物として6から25%のできるだけ高い割合で用いてよい。固形物の割合が高いまたは粘性がより高いエナメルを用いることにより、最終産物の耐久性および柔軟性をより高める。本発明の方法の結果としても、エナメル調合物における固形物の割合を高めることにより、用いる溶媒の割合を低くすることができる。溶媒の割合を低くすると、いくつかの利点がある。まず、処理の見地では、乾燥/蒸発を完了する(すなわち、完成品にする)のに必要な時間は、現在入手可能な液体調合物より約30から40%少ない。第2に、本発明のドライマニキュアフィルムは、乾燥プロセスの間に放出される溶媒が少ないので、環境にやさしい。
【0013】
より詳しくは、本発明は、ネイルアップリケを製造する方法を含む。方法は、上記のような高粘度を有する液体ネイルエナメル(すなわち、室温で1500センチポアズより高い)を提供する段階と、高粘度液体ネイルエナメルを少なくとも華氏100度に加熱する段階と、基板上に接着材料層を形成する段階と、接着材料層上に加熱された液体ネイルエナメルの少なくとも第1の層を形成する段階と、を備える。高粘度液体ネイルエナメルの第1の層の上には高粘度液体ネイルエナメルの第2の層が形成されてよい。第2の層は、実質的に透明であってよく(すなわち、実質的に無色または顔料を使用していない)、および/または、第2の層に形成される前にグリッタまたはマイカなどの粉粒体が加えられてよい。また、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションの少なくとも1つにより、高粘度ネイルエナメルの第1または第2の層の上に画像またはデザインが施されてよい。
【0014】
ネイルエナメル層は、好ましくは、次の層が堆積または形成される前に、赤外線ヒータ、または、温風器の少なくとも1つによって好ましくは部分的に乾燥される。最後に、最終層が形成された後、製品は、実質的に手の爪の形の薄片にカットされて包装される。
【0015】
上記本発明の方法に加えて、または、代えて、提供する段階は、高粘度液体ネイルエナメルの少なくとも2つの調合物を提供し、アップリケを製造する間に2つ以上の調合物は自然に混ざり合うようにしてもよい。2つ以上の調合物は、異なる濃度を有するか、または、異なるカラーを有してよい。オプションとして、調合物の1つ以上は、従来の液体ネイルエナメルの粘度を有してよい。パッシブ混合段階は、個別の入力ホースを介し、調合物のそれぞれを共通の収容タンクに送り込む段階を含んでよい。送り込む段階は、すべての入力ホースに共通のポンプ、または、それぞれの入力ホースに対し個別のポンプを利用してよい。各調合物の流量は、例えば、調合物それぞれに異なる直径の入力ホースを提供するか、または、入力ホースのそれぞれに対して個別のポンプを提供し、各ポンプの流量を個別に制御することにより、制御されてよい。
【0016】
上記方法に加え、本発明は、ネイルアップリケを製造するシステムも含む。本発明のシステムは、基板シートを搬送する手段と、好ましくは、システムの始まりに巻出ローラと、システムの終わりに巻き取りローラとを備える。基板シートの第1の位置の上に第1のステーションが配置され、基板シートに接着剤層を形成する。高粘度液体ネイルエナメルを加熱するために加熱デバイスが用いられる。基板シートの第1の位置の下流の第2の位置の上に第2のステーションが配置され、基板シートの接着剤層上に高粘度液体ネイルエナメル層を形成する。いくつかの実施形態では、基板シートの第2の位置の下流の第3の位置の上に第3のステーションが設けられ、同じまたは異なる加熱デバイスと連通する。第3のステーションは、基板シートの前のネイルエナメル層上に加熱された高粘度液体ネイルエナメル層を形成する。ヒータは、好ましくは、基板と熱連通する位置にあり、ヒータの少なくとも1つは、第1の位置の下流であって第2の位置の上流に位置し、少なくとも他のヒータは、第2の位置の下流に位置する。ヒータは赤外線ヒータ、熱送風器、または、両方でもよい。最終材料塗布ステーションの下流には、基板、および、そのさまざまな層を実質的に爪の形のアップリケにカットするダイカッターが配置される。ステーションのそれぞれは、好ましくは、スロットダイを含むが、それに加えてまたはその代わりにグラビア印刷デバイスを含んでもよい。
【0017】
本発明のシステムの一実施形態では、第2のステーションおよび第3のステーションは、加熱された高粘度液体エナメルの異なる調合物を受け取る。第1のポンプは、第2のステーションと連通して液体エナメルの第1の調合物を第2のステーションに送り込み、一方、第2のポンプは、第3のステーションと連通して液体エナメルの第2の調合物を第3のステーションに送り込んでよい。収納容器は、好ましくは加熱手段と第2のステーションとの間に配置され、加熱デバイスから加熱された高濃度液体ネイルエナメルを収容する。収納容器は、複数の入力ホースを有し、当該入力ホースのそれぞれは、高粘度液体ネイルエナメルの異なる調合物を受け取って収納容器に供給することができる。オプションとして、調合物の1つ以上は、従来の液体ネイルエナメルの濃度を有してもよい。他の選択的機能としては、第2のステーションの下流に印刷ステーションが設けられ、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションの少なくとも1つによってエナメル層上に画像またはデザインを印刷してもよい。印刷ステーション(または他の第3のステーション、または、最初の第2のステーション)の下流に最終ステーションが設けられて高粘度液体ネイルエナメルの透明層を形成してよい。
【0018】
本発明は、取り外し可能な基板、当該取り外し可能な基板上に配置された感圧性接着剤層、および、当該感圧性接着剤層に塗布される高粘度液体ネイルエナメルでできた少なくとも1つのネイルエナメル層を有する自動接着性ネイルアップリケをさらに備える。ネイルエナメルの層は、少なくとも35重量%の固形分を有する液体ネイルエナメル、または、60から80秒のニトロセルロースを主な固形物として(好ましくは6%以上の重量%)有する液体ネイルエナメルのいずれかにより形成される。本発明のアップリケは、第1の層とは異なる高粘度液体ネイルエナメルの調合物から形成されてもよい高粘度液体ネイルエナメルからなるネイルエナメルの第2の層を含む。製造中、グリッタまたはマイカなどの粉粒体がネイルエナメルのいずれかの層に適用されてよい。ネイルエナメルのオプションの第2の層は高粘度ネイルエナメルの略透明な調合物からできていてよい。ネイルエナメルの少なくとも1つの層の上に画像層が配置されてよく、当該画像層は、シルクスクリーン印刷、フレキソ印刷、グラビア印刷、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、または、ホログラフィックラミネーションによって形成されてよい。
【0019】
概して、本発明は、略平坦な表面上に配置するための自動接着性装飾アップリケである。当該アップリケは、取り外し可能な基板と、当該取り外し可能な基板上に配置される感圧性接着剤層とを有する。当該感圧性接着剤層上に、高粘度装飾コーティング液でできた装飾コーティング層が形成される。
【0020】
本発明は、取り外し可能な基板と、当該取り外し可能な基板上に配置される感圧性接着剤層と、当該感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物からできたネイルエナメル層とを有する自動接着性ネイルアップリケを含む。好ましくは、ネイルエナメルの調合物は、少なくとも35重量%の固形分、および/または、60から80秒のニトロセルロースを主な固形物として含む。より好ましくは、ネイルエナメルの調合物は、60から80秒のニトロセルロースを6重量%以上含む。好適な実施形態では、調合物は、異なるカラーおよび/または粘度を有する。アップリケは、好ましくは、第1の部分および第2の部分を有する実質的に爪の形状をしている。第1の部分は、第1の調合物を含み、第2の部分は、第2の調合物を含む。より好ましくは、第1の部分は、第1のカラーの第1の調合物を含み、第2の部分は、第2のカラーの第2の調合物を含む。第1の部分は、好ましくは、比較的小さい実質的に三日月形の領域であり、第2の部分は、アップリケの実質的に残りの部分である。第1および第2の部分は、刻み目、ミシン目、または、部分カットにより実質的に分割され、「フレンチネイル」としての適用性を促す。
【0021】
本発明は、一組の自動接着性ネイルアップリケにも含む。それぞれのアップリケは、取り外し可能な基板と、当該取り外し可能な基板に配置される感圧性接着剤層と、当該感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物からできたネイルエナメル層とを有する。
【0022】
各アップリケは、実質的に手の爪の形状を有する。より好ましくは、各アップリケは、第1の端部および第2の端部を有し、各端部は、実質的に手の爪の形状をしており、別々の手の爪の上に用いられる。一組の自己接着性ネイルアップリケは、各アップリケの間に配置される一連のサイドタブも有してよく、各サイドタブは、アップリケの1つに一体的に取り付けられ、部分的アップリケに隣接して取り付けられる。
【図面の簡単な説明】
【0023】
【図1】本発明の方法に用いられるスロットコーティングダイの下面透視図である。
【0024】
【図2】図1のスロットコーティングダイの上面透視図である。
【0025】
【図3】図1のシムおよびスロットコーティングダイの半分を分解した立面図である。
【0026】
【図4】図3のシムおよびダイの半分を組み立てた立面図である。
【0027】
【図5】本発明の方法で用いられるコーティング装置の正面斜視図である。
【0028】
【図6】図5のコーティング装置の後面斜視図である。
【0029】
【図7】本発明における2層ネイル製品の断面概略図である。
【0030】
【図8】本発明における3層ネイル製品の断面該略図である。
【0031】
【図9】本発明における4層ネイル製品の断面該略図である。
【0032】
【図10】本発明における他の4層ネイル製品の断面該略図である。
【0033】
【図11】本発明の方法のフローチャートである。
【0034】
【図12】本発明におけるカットしたネイルアップリケの完成品を示す立面図である。
【0035】
【図13】本発明における他のカットしたネイルアップリケの完成品を示す立面図である。
【0036】
【図14】本発明における、両頭アップリケを有するさらなる他のカットしたネイルアップリケの完成品を示す立面図である。
【0037】
【図15】本発明における、ネイルアップリケ製品のさらなる実施形態を提供するために用いられる図5のコーティング装置の後面斜視図である。
【0038】
【図16A】本発明のさらなる実施形態のネイルアップリケの代表的なカッティングを示す概略図である。
【0039】
【図16B】図16Aにおけるカットされたネイルアップリケのさらなる実施形態を示す概略図である。
【0040】
【図16C】図16Bの一組のネイルアップリケを示す上部立面図である。
【0041】
【図17】本発明における一組のネイルアップリケのさらなる他の実施形態を示す上部立面図である。
【0042】
【図18】本発明の一実施形態における三日月形のフレンチネイルアップリケを示す斜視図である。
【0043】
【図19a】本発明の一実施形態における複数のフレンチネイルアップリケ、および、複数のネイルアップリケの構成を示す斜視図である。
【0044】
【図19b】実質的に線形構成のフレンチネイルアップリケを示す斜視図である。
【発明を実施するための形態】
【0045】
概して、本発明は、強くて耐久性があり、かつ、美しいドライネイルエナメルアップリケ、および、その製造方法を含む。本願明細書中で用いられる「アップリケ」という用語は、人の爪に貼付される最終産物を意味し、「フィルム」とは、広義のカットされていない製品のことを指す。本発明の方法においては、2から5層のさまざまな調合物が、以下に説明されるコーティングプロセスによって、一般的に基板と呼ばれる市販の4から5ミル(約100から130ミクロン)のシリコンコーティングされた剥離ライナ紙、または、アルミニウムラミネートプラスチックフィルム上に貼り付けられる。基板は、印刷技術における既知の方法で、最初は巻出ローラのロールまたは同様の構造に巻かれていない状態で、プロセスの終わりには巻き取りローラに巻き取られているのが好ましい。基板を前進または移動させる他の従来の手段も本発明の一部として考慮される。すべてが長持ちして従来のセミ/ドライマニキュアコーティングよりつややかであるさまざまな最終産物を提供すると共に、製品の効果をより高めるべく、複数のコーティングステップが用いられる。
【0046】
基本的なプロセスは、液体ネイルエナメルの新規な調合物を好ましくは華氏100度から150度まで加熱する段階を含む。この段階は、内部に発熱体を有する加熱ドラム、または、投げ込み電熱器、または、可撓性ラップアラウンドヒータ、または、スチールバンドドラムヒータ、あるいは、あらゆる既知のまたは考案されている液体を加熱する手段によって実現されてよい。約5から24g/m2の接着剤コーティング(層1)が剥離紙に塗布される。次に、約0.5から3.5ミルの厚さの液体ネイルエナメルがコーティング(層2)される。オプションとして、このステップが繰り返されてよい。すなわち、約0.5から3ミルのもう1つのネイルエナメルコーティング(層3)が施されてよい。グリッタまたはマイカ、あるいは、同様の所望の粉粒体が透明または半透明のコートと混ぜ合わされて、次にコーティング(約0.5から3ミルの層4)されてよい。最後に、透明なトップコートまたは半透明なカラーコーティング(0.5から3ミルの層5)が施される。
【0047】
本発明のネイルエナメルについて説明する。本発明のネイルエナメルは、固形含有量が非常に高く(35%以上)、および/または、従来のマニキュアよりニトロセルロースの粘性が高い(60から80秒以上)。このような特性は、ねばりが強すぎて(すなわち粘性が高すぎて)ブラシで塗ることができないので、従来のマニキュアに生かすことはできない。しかしながら、大量生産の観点では、調合物における揮発性溶媒が少ないほうが生産能力は高くなる。さらに、ニトロセルロースの粘性が高い(60から80秒)ほど、薄くても強靭であり、かつ、つやのあるフィルムを製造することができる。フィルムを多層にすることにより、製造の際の柔軟性をより高め、多種多様な製品を提供することができる。
【0048】
処理用の高粘度の生乾きのマニキュア液の基本組成、および、セミドライ/ドライ(以下セミ/ドライと称する)のマニキュアフィルム製品の3つの例を以下に示す。
<実施例1>
【0049】
本発明の非金属ドライマニキュアフィルムは、35から60%の固形物を用い、そのうち25から35%(w/w)は、1/4から1/2秒のニトロセルロースである。一方、従来のビン詰めされたマニキュア液のニトロセルロース含有量は、多くて13から17%である。このように、本発明の固形物含有量は、従来の2倍である。本発明は、約40から50%の溶媒を含み、これに対し、従来の液体ネイルエナメルは、約70%の溶媒を用いる。このように溶媒含有量が低いことがいくつかの利点をもたらす。処理の観点から言えば、完全に乾燥/蒸発させる(すなわち、完成品にする)のに必要な時間が現在手に入る液体調合物より約30から40%少なくてすむ。第2に、本発明のドライマニキュアフィルムは、環境にやさしく、溶媒を酸化させるエネルギーを節約する。本発明のマニキュア液調合物は、粘りが強すぎるのでブラシと共に用いることはできないが、本発明では、この調合物を約華氏100度から150度まで加熱することにより、粘度を低下させ、材料がノズル内を流れることができるようにした。まず、非金属調合物を以下に記す。
1/4または1/2秒のニトロセルロース 25%から35%
ポリマー、コポリマー樹脂(例えば、アクリル、ポリエステル、ポリウレタンなど)
8から12%
可塑剤 8から17%
色顔料 7から12%
エチルアセテート 18から25%
ブチルアセテート 18から25%
(全固形物 35から60%)
【0050】
上記調合物は、室温で約1500から4000センチポワズ(60rpm)である。
<実施例2>
【0051】
上述のごとく、高粘度のニトロセルロース(60から80秒)は、従来は、1から5%未満しか用いられておらず、その目的は、瓶詰めされたクロムマニキュアに5%未満使用してエナメルの粘度を調整することである。このような調合物のメーカーの1つに、ニュージャージー州のKirker社があり、ソッチらの米国特許第6,565,835号に記載されている。一方、本発明の金属または非金属調合物は、高粘度ニトロセルロース(60から80秒)を6%から25%より多く含む。このように非常に粘度の高いニトロセルロースを高いパーセンテージで用いることにより、強度および柔軟性にすぐれ、かつ、薄くてつやのあるフィルムを実現できる。この調合物は、以下の通りである。
60から80秒のニトロセルロース 6から25%
ポリマー、コポリマー樹脂 8から12%着色顔料 5から10%
可塑剤 4から15%他の固形物 1から2%
その他 溶媒(エセルおよびブチルアセテート、イソプロピルアルコールなど)
【0052】
この調合物は、室温で約1500から4000センチポワズ(60rpm)である。
<実施形態3>
【0053】
第3の調合物は、上記2つの「両者の最も良いところ」を組み合わせたものである。特に、当該調合物の組成は、高粘度ニトロセルロース(60から80秒)と、1/4または1/2秒のニトロセルロースとを40%から60%の調合(互いに対して)で含む。この調合物により、媒体強度および柔軟性と共につややかさも併せ持った薄いフィルムが実現する。
1/4または1/2秒のニトロセルロース 8から17%
60から80秒のニトロセルロース 6から15%
ポリマー、コポリマー樹脂 8から12%
着色顔料 5から10%
可塑剤 4から15%
他の固形物 1から2%
その他 溶媒(エチルおよびブチルアセテート、イソプロピルアルコールなど)
【0054】
この調合物は、室温で、約1500から4000センチポワズ(60rpm)である。
【0055】
上述の3つの実施例のそれぞれにおいて、従来のマニキュア液と比較した場合の、本発明のセミ/ドライネイルエナメル用調合物のさまざまな違いおよび利点が存在する。それらは、爪の上に、従来のマニキュア、または、従来のセミ/ドライネイルエナメルアップリケと比べてより長持ちする強靭なフィルムを作る。本発明のフィルムは、従来の製品よりつややかである。本発明のフィルムアップリケは、従来のネイルサロンでするマニキュアより、または、従来のアップリケよりも薄いので、爪の通気性がより良くなる。また、以前と比べ、溶媒残量が少ない(5%未満)ので、フィルムは、柔軟であり、爪をほぼ完全に覆うように簡単に引き伸ばすことができる。機械を大幅に取り替えることなく、多くの異なるタイプのフィルムを製造することができる。最後に、固形物の割合が非常に高いので、より多くのフィルムを速く安価に製造できる。
【0056】
ドライネイルエナメルフィルムを製造する従来のコーティングプロセスでは、ニトロセルロースのベースは、コーティングダイにおける非常に小さな開口(すなわち、300ミクロン未満のスロットまたは穴)を通過するために非常に低粘度でなければならない。1000センチポワズより高い粘度を有するマニキュア調合物(ニトロセルロースベースの)は、一般的に、すぐ流れず、ダイをたちまち詰まらせるので(特に、グリッタまたは粒子の大きなマイカを含む)、マニキュアの製造過程では、60から80秒のニトロセルロースなどは少量(例えば、上記のような最終産物の粘性を調整するために最大でも5%、通常1から3%)しか通常用いられない。本発明では、調合物を華氏100から150度、好ましくは、約華氏125度まで加熱することにより、粘度がより高いニトロセルロースが送り出されて用いられてよい。同様に、1/4または1/2秒のニトロセルロース含有量が組成物の約35重量%である場合、調合物は、約華氏100から150度、好ましくは、華氏125度まで加熱されなければならない。
【0057】
添付の図1から17を参照して説明する。これらの図は、本来単なる例に過ぎず、以下に示される請求項によって定義される本発明の範囲を限定するものではないことに留意されたい。
【0058】
製品のさまざまなコーティングは、本願明細書において「スロットカーテンダイコーティング」と称する技術によって施される。当該ダイは、さまざまな組立て状態のダイ10として図1から4に示されている。図1に最もわかりやすく示されているように、ダイ10は、ダイ正面20と、ダイ背面40と、その間に配置される特別な形状のシム60とを有する。3つのパーツすべては、好ましくは、ボルトで、例えば、ボルト24(図2を参照)で互いに固着されている。ダイ正面20は、液体ネイルエナメル、または,製品の他のいかなる成分を内ボア25に供給する入口22を含む。
【0059】
図3および4は、ダイ10の内部を示し、図3および4のどちらにおいても、明確に示すためにダイ背面40は、取り除かれている。ダイ正面20の内ボア25は、内面30における出口穴26で終端し、その上のフローチャネル28に存在する。フローチャネル28の役目は、一貫して均一に基板上にエナメルが塗布されるようにネイルエナメルを出口穴26から導くことである。このように、各フローチャネル28は、実質的に垂直な分岐28Bへと送り、それから下部の実質的に水平な分岐28Cへと送る上部の実質的に水平な分岐28Aを含む。図1から4に示されるダイ10は、上下さかさまであることに留意されたい。それ故、出口穴26に存在する流体は、垂直分岐28Bの下の水平分岐28Aからしみ出て、水平分岐28Cへと浸透する。エナメル液は、分岐28Cからしみ出て基板に行き渡る。
【0060】
シム60のない状態では、ダイ正面20およびダイ背面40の2つの内面は、しっかり当接して水平分岐28Cからしみ出たエナメルのための空間を与えない。しかしながら、図3および4に示すように、シム60は、カットアウト64の間に垂直の突起62を有する。シム60は、ボルト24(図4参照)によってダイ正面20に取り付けられている場合、下部水平分岐28Cの大部分を除くすべてのフローチャネル28を覆って保護する。このように、分岐28Aまたは28Bを流れるエナメルは、当該分岐28Aまたは28Bから漏出することはないが、最終的に分岐28Cへと移動するはずである。分岐28Cは、覆われていないので、エナメルは、そこから簡単に溢流してスロット70(図1参照)の外に出て、シート状またはカーテン状の基板に到達する。
【0061】
より詳しくは、図5および6に最もわかりやすく示すように、基板100は、ローラ110により機械に送られる。液体エナメルソース112は、入口22に取り付けられることにより、加熱されて加圧されたエナメル液がダイ10に圧入されるようになる。基板100がダイ10の下を通過するとき、エナメル液または他のコーティングされる成分がスロット70から基板100上に落下して、層102を形成する。
【0062】
すべての層がこの方法で形成される必要はない。例えば、接着剤層は、元々は固形物の状態から圧延加工されるか、または、熱溶解されてよい。また、すべての層が高粘度の液体ネイルエナメルである必要はない。従来の粘性の液体ネイルエナメルでできた層については、エナメルを加熱する必要はない。
【0063】
図7から10は、本発明に従い製造されうるさまざまな層を有するさまざまな異なる製品(すべてネイルエナメルアップリケまたはフィルム)を示す。図7は、基板層100、接着剤層102A、および、透明コート層(または半透明カラーコーティング)102Cを有する本発明の基本製品150を示す。この製品では、接着剤層102Aは、好ましくは、5から24g/m2の範囲で形成され、透明/半透明層102Cは、0.5から3.0ミルの範囲で形成される。図8は、図7と同じ層を有し、なおかつ色のついた他のマニキュア層102Bも有する製品160を示す。層102Bは、好ましくは、0.5から3.5ミルの範囲で形成される。
【0064】
図9は、図8と同じ層を有する製品170を示す。当該製品は、透明/半透明コート層102C(0.5から3.0ミル)を形成する前に、ネイルカラー層102Bの上に効果層102Dが形成される。「効果」とは、例えば、グリッタ、マイカ、同様の粉粒体などの特別な効果の形態を意味する。スパークリンググリッタは、本発明のセミ/ドライマニキュアを用いる際に、見た目に奥行きのある三次元効果をもたらし、「星のように輝く」効果を生み出す。このような製品を製造するには、市販のグリッタ(着色されたプラスチック、マイカなどからできた)を本発明の高粘度液体ネイルエナメルまたは従来の粘性液体ネイルエナメルなどのマニキュア液と混ぜる。ダイ10内では大き目のスロット70(粒径によるが、10から30ミル)を用いることが好ましく、これによってスロット70が詰まることなくエナメル内に含まれる粒子が最終的に基板100にうまく着地するのを容易にする。
【0065】
グリッタを用いることにより、多くの異なるタイプの製品および効果が生み出すことができる。一例としては、グリッタ(マイカおよび/またはプラスチックおよび/またはその他)と色素を有するあらゆる透明またはカラーマニキュア調合物とを混合し、本発明のコーティングプロセスを用いることにより、きらめくモノクロ仕上げのネイルアップリケを得ることができる。グリッタは、淡い半透明カラー(例えば、標準的なカラー層より色素が薄いライトブルーまたはライトピンク)と混合し、予め形成されているフィルムの上に乗せてもよく、それによって、新しいグリッタ効果が得られる。例えば、予め形成されている赤のネイルアップリケの上にライトブルーの半透明グリッタアップリケが重ねられると、紫になる。異なるカラーの1つ以上のネイルアップリケが同じパッケージに入れられて、ユーザはこのような方法でカラーを混ぜたり合わせたりできる。グリッタは、プレーン、マルチレイヤー、プリント(説明したような)、または、他のマニキュアコーティングの上に形成される透明コート層と混ぜてもよく、その後、もう1つのクリアトップコート層でカバーされてよい。こうすると、きらめきとなめらかさの効果も生じる。あるいは、カラーマニキュアコーティングまたは透明コーティングがまだ濡れているうちに乾燥したグリッタ(1から30ミクロンのマイカ、プラスチック他)を渦巻状に、または、カーテンのように落下させ、その後トップコートを塗布してもよい。上述のごとく、粉粒体は、従来の粘性液体ネイルエナメルにも、上記の高粘度液体ネイルエナメルにも加えられてよい。
【0066】
図10は、製品180を示す。当該製品180は、図9ですでに説明された層すべてを有し、かつ、層102B/C(すなわち、カラー層または透明層が用いられる)の上であり、トップクリアコート層102Cの下に印刷層102Eが形成される。印刷は、単一のカラーまたはマルチカラープロセスの印刷であってよく、工業的に利用できるフレキソ、グラビア、オフセット印刷、および、シルクスクリーン技術によってセミ/ドライマニキュアフィルムに印刷されることで生成される、さまざまなスタイルのデザイン、アニメーション、または、絵などによって実現しうる。
【0067】
上述のごとく、上記のソウ特許では、パッド転写式のみが可能であった。しかしながら、本発明の方法を用いることにより、セミ/ドライマニキュアに画像を印刷する多くの他のプロセスが可能になる。このようなプロセスの1つにフレキソ印刷がある。このプロセスでは、シリンダに貼付されたゴム、ポリマー、または、他の市販のプレートにデザインまたは画像が彫られ、セミまたはドライマニキュアの表面に印刷される。他のこのようなプロセスは、グラビア印刷であり、金属シリンダに彫られたデザインまたは画像がセミ/ドライマニキュアフィルムにプリントされる。他の可能性のある印刷は、デジタル印刷、デジタルフレキソ印刷、オフセット印刷、ホットスタンプ、および、シルクスクリーン印刷を含む。
【0068】
ソウ特許で請求されているパッド印刷プロセスを超える本発明の方法の利点は非常に多い。本発明のプロセスは、フィート毎分50までの速度では、ほぼ10倍速い。本発明のプロセスにより、メーカーは、4色プロセス(例えば、減法混色の原色であるCYMK(シアン、イエロー、マゼンタ、ブラック)を用いるカラー特定システム)を用いて、写真を含む画像を印刷することができる。さらに、本発明のプロセスは、より鮮明かつ解像度の高い画像を提供しうる。他の方法としては、ナイトクラブまたはバーのようなブラックライトの下で、標準およびUVインクを用いることにより、デザインが目に見えるようになるか、または、隠れたデザインが現れるようにできる。パノラマ画像または文、すなわち、爪ごとに1つの言葉または文字の画像を描くことができる(例えば、マンハッタンスカイラインの「I LOVE YOU」など)。
【0069】
本発明の方法を用いて多くの他の製品が製造できる。他の例としては、業界では「ぼかし(vignette)」として知られるデザインによるマルチカラーグラデーション、または、ストライプのマニキュアフィルムが製造できる。このタイプの製品では、2から5色のマニキュアが自然に混ざるか、または、混ぜられて輪郭をぼかした画像を形成する。
【0070】
マルチカラー効果は、複数の方法によって得られる。まず、単一のポンプを用い、同じまたは異なる粘度(従来の粘性または高粘度)の2色から5色の異なるカラーマニキュアが別々の異なる入口ホースを介しメインホースを通って、共通の収容タンクへと送り込まれる。当該ポンプ(収容タンクの下流にある)および単一のメインホース(ダイ10に供給する)内で、さらなる混合物をあえて混合することなく、すべての色が自然に混ざるかまたは混ぜられる。単一のコーティングダイは、混合したカラーを剥離ライナ上に堆積させる。さまざまなカラーが均一に混合していないことが、結果として色の変化や縞模様としてきわめて審美的な効果をもたらす。より詳しくは、400から2500センチポワズ、好ましくは、500から1700センチポワズの範囲の粘度の個別のカラーマニキュアが直径1/16から1インチ、好ましくは、1/8から3/4インチの別々の入力ホースを介し、共通の収納容器へと送り込まれる。収納容器から、混合されたマニキュア液がさらに混合されずに、好ましくは直径5/8から2インチの単一のメインホースへと送り込まれる。
【0071】
あるいは、複数のポンプが用いられてもよい。特に、同じまたは異なる粘度の2色から5色の異なるカラーマニキュア液の1つをそれぞれが送り込む2つから5つのポンプが用いられてよく、それぞれのポンプは、カラーマニキュア液の量を制御するための異なるポンプ速度を有する同じ直径の個別の入口ホースを介し、共通の収容タンクへと送り込む。上述のごとく、混合物は、収容タンク内で強制的に混ぜられずに、コーティングダイ10のいくつかの入口に送り込まれた後、基板100上に達する。
【0072】
本発明の方法を用いてメーカーが入手可能なさらなる製品は、ホログラフィック画像を利用したセミ/ドライマニキュアフィルムである。市販のホログラフィック画像は、セミ/ドライマニキュア上にラミネート加工されることができる。紙またはプラスチックフィルム上に形成されたホログラフィック画像は、さまざまな用途に広く用いられる。本発明の製造プロセスでは、市販の予め印刷されたホログラフィック画像(例えば、ニュージャージー州、パターソンのCrown Roll Leaf, Inc.による製品)は、ラミネーションプロセスにより、セミ/ドライマニキュアコーティングの表面に転写されることができる。特に、まず、接着剤(厚さ8から13ミクロン)のコーティングを剥離ライナに塗布し、接着剤コーティングを完全に乾かすことができる。次に、接着剤層の上に、透明なコロジオンまたはカラーネイルコーティングの液体調合物(上記実施形態2および3のいずれかが好ましいが、従来の粘度を有するものでも可)を塗布する。結果として生じたフィルムを溶媒残量が2から15%になるまで乾燥させることにより、フィルムの柔軟性が保持される。その後、当該フィルムは、当業者に知られるタイプの工業用加熱ラミネート装置を用い、1つ以上のホログラフィックデザインを有する市販の転写可能なホログラフィックフィルムによってラミネートされる。最後に、当該フィルムに透明なマニキュアコーティングを施し、溶媒残量が3から15%になるまで乾燥させ、爪の形状に打ち抜き、包装する。
【0073】
本発明の方法により入手可能な他の製品は、クロムセミ/ドライマニキュアフィルムである。この製品は、ホログラフィックのレベルほどの輝きはないが、それ自体が純粋な金属色の特徴を有し、金属的な輝きが美しい。当該製品は、上記実施形態2の調合物を用いて製造され、60から80秒のニトロセルロースを10から25%と多めに加える。このような高粘度ニトロセルロースは、より強靭で長持ちし、より光沢のあるドライマニキュアフィルムを生成する。より詳しくは、本発明のクロムドライマニキュアフィルムは、最長2週間保つ。一方、市販のクロムマニキュア液では、人がブラシで塗ってからの寿命は、たった2から5日である。
【0074】
本発明のプロセスにより製造されうるさらなる他の製品は、「フレンチネイル」のような白または他のカラーの先端を有するネイルフィルムまたはアップリケである。従来のほとんどのネイルサロンでは、フレンチネイルは、マニキュアを塗布するプロセスに2ステップ以上を要する。これは、自分でフレンチネイルをしてみようとする一般的な消費者にとって非常に高度な技術を要することを表している。しかしながら、本発明では、ユーザは、セミ/ドライアップリケを自身の爪にワンスステップで貼るだけでフレンチネイルのようなものが完成する。ソウ特許(4903840)では、「フレンチネイル」とは、「エレガント」または「ハイクラス」を意味する言葉として用いられ、特に白または他のカラーの先端を有する爪であることを通常意味するとは記載されていないことに留意されたい。
【0075】
フレンチネイルの効果は、以下のリストに従い製造された固形物の淡いカラーのドライマニキュアフィルム(例えば、ライトピンク、クリーム、ピーチ)の上に湾曲したフレンチネイルチップ(例えばホワイトまたはゴールド)をプリントすることによって生み出される。フレンチネイルチップをインプリントした後、透明なトップコートを塗布し、結果として生じたフィルムを溶媒残量が約3から8%になるまで乾燥させる。最終的な爪の形状が打ち抜かれ、包装される。フレンチネイルを完成させるのに最適な印刷方法は、シルクスクリーン、フレキソ印刷、グラビア印刷、デジタル印刷またはデジタルフレキソ、オフセット印刷、および、ホットスタンプを含むがこれらに限定されない。あるいは、先端部は、本発明による個別の部分として形成されてもよい。すなわち、やや三日月形の個別の部分が個別の基板から形成され、ネイルアップリケ本体とは別にカットされてよい。2つの部分は、別々に販売されてもよいし、同じパッケージ内で別々にされて販売されてもよく、あるいは、予め組立てられていてもよい(先端部が予めアップリケ本体の上部に予め貼り付けられている)。
【0076】
フレンチネイルアップリケを調製する非常に効果的かつ優れた1つの方法が図15および16に示されている。上記では、さまざまな方法において複数色のエナメルを用いた場合の基板におけるエナメルコーティングの見た目は、それぞれのエナメルのカラーのポンプ速度、それぞれのエナメルのカラーの粘度などによって変化すると述べた。これらおよび他の方法によれば、同じコーティングダイを用いても、2つのカラーを実質的に混ぜずに、異なるカラーのエナメルを隣接して置き、境界がはっきり定められた別々のストライプを実現することが可能である。図15に示すように、ダイ10は、基板100の上にエナメル層102の2つのセクションを形成している。エナメルの各セクションは、1つのカラーの中央部104と、異なるカラーの2つの縁部106とを含む。フレンチネイルを製造する場合、中央部104はライトピンクであり、縁部106は白であることが好ましいが、実質的にはいかなるカラーを用いてもよい。図16AおよびBでは、中央部104および縁部106からカットされることにより、単一のアップリケ150は、第1のカラー(例えばピンク)の第1のセクション154と、第2のカラー(例えば白)の第2のセクション156とを有するようになる。2つのセクション154および156は、カッティングプロセス(例えば同じ回転カッティングダイを用いる)の間に部分的に深いカットまたはキスカットである刻み目またはミシン目152によって分離される。図16Cは、このような2つのセクションを有するアップリケ150のセット160を示す。
【0077】
使用する際、フレンチネイルアップリケ150は、以下のように取り扱われる。まず、白い部分156がピンクの部分154から分離され、白い部分156の湾曲した縁(ミシン目152がある)が甘皮端部に近くなるようにユーザの指の爪の先端に貼付される。先端部分156は、滑らかにされ、爪の端からはみ出したいかなる部分も取り除かれる。次に、ピンクの部分154が甘皮から先端までの爪全体の上に載せられ、すでに貼付されている白い先端部分156を覆う。ピンクの部分は滑らかにされ、はみ出した部分は同様に除かれる。その結果、美しいフレンチネイルができる。ピンクの部分154は、まず白い部分156が貼付されてからその上に塗布されることに留意されたい。
【0078】
図18は、爪の先端にドライマニキュアの薄いストリップを貼付するために用いられる、実質的に三日月形または円形のドライネイル製品を含むフレンチネイルアップリケの他の実施形態を示す。本実施形態のフレンチアップリケは、好ましくは、略凹状エッジ412と対向する略凸状エッジ414とを有する三日月形のストリップであり、略凹状エッジ412と略凸状エッジ414とはそれぞれストリップの上縁および下縁をなす。当該ストリップの側部は、好ましくは、互いに略平行なストレートカットエッジ416によって示される。側部416は、したがって、ストリップの奥行きであり、好ましくは、1/2インチである。当業者であれば、フレンチネイルアップリケは、それぞれの指の爪の先端の湾曲に実質的に合うような円形部分を有する限り、いかなるサイズおよび形状で形成されることもできることが理解できよう。
【0079】
図19aおよび19bは、図18のアップリケを製造して包装する2つの可能な構成を示す。図19aでは、複数のネイルアップリケ418と、複数のフレンチネイルアップリケ420とが共通の裏打ち422に取り外し可能に貼付されている。フレンチネイルアップリケ420は、1つのフレンチネイルアップリケの凸状エッジ414が隣接するフレンチネイルアップリケの凹状エッジ412と当接するように略線形に裏打ちに固定されている。一実施形態では、凹部412および凸部414は、部分的に深いカット(キスカット)424により輪郭を示されることにより、アップリケ420が個別に裏打ち422から取り外せるようになっている。
【0080】
図19bは、ネイルアップリケとは別に製造される複数のフレンチネイルアップリケ420を示す。
【0081】
最後に、上述のごとく、ミックスアンドマッチ・セミ/ドライマニキュアが提供されうる。例えば、複数の半透明カラーまたはグリッタのセミ/ドライマニキュアアップリケが上に載せられることにより、カラーおよび効果が変化する。製品は、本質的に上記の2または3層の製品と同じであるが、各層(またはフィルム全体)の色素の量は、半透明のカラーフィルムにするのに必要な最小量でなければならない。例えば、アップリケのブルーのセットを販売してもよいし、そうでなければ、イエローのセットを重ねて、グリーンを作ってもよい。2つ(またはそれ以上)の異なるカラーアップリケは、厳密に同じサイズまたは形状である必要はない。一方が小さくて縁取り効果を作り出してもよい。あるいは、一方を小さくして爪の形とは別の形状(例えば、星、ハート、文字など)にしてもよい。
【0082】
好適な製造プロセスを以下にさらに詳しく説明する。図11は、本発明の製造プロセスのさまざまなステップを概略的に示すプロセス図である。前述のソウ特許では、基板は、モールドに対ししっかりと押圧され、マニキュアをコートするためにモールドの通路を介してゆっくりと引き出されていた(例えば、ソウ特許の図3Aおよび3B参照)。本発明の方法は、コーティングの間は基板と全く接しないスロットコーティングダイを用いる。コーティングの重量は、ポンプ速度(rpm)、ウェブ速度、または、両方を調整することで調整可能である。また、本発明の方法は、従来技術の単一コーティングおよび硬化ステップのかわりに複数のコーティングステップを利用する。
【0083】
図11に示すように、ステップS1では、基板ウェブ100は、スプールに巻かれていないで状態あり、本発明の(従来の)搬送システムに通される。ステップS2では、接着剤コーティング層102Aが形成される。このステップでは、スロットダイコーティング法により液状接着剤が塗布されるか、または、熱溶融法により固形物接着剤が塗布される。コーティングの厚さは、5から20ミクロンであり、理想的な重量は、5から24g/m2である。フィルムの剥離強度は、2.0から2.8PLI(ポンド/直線インチ)であり、標準偏差は0.2PLIである。検査は、PSTC(Pressure Sensitive Tape Council)テスト法1に従い、ステンレススチールのテストパネルに対し所定のドウェルタイム15分間で行われる。引きはがし粘着力は、180度に設定したインストロン(登録商標)の機械においてサンプルを引っ張ることにより決定された。ステップS3では、接着剤は、生産ラインに沿ったさまざまなスポットにおいて、華氏400から600度の赤外線ヒータ、および、ナイフノズルによる華氏130から200度の熱風を用いるドライヤで、1から5分間硬化される。
【0084】
第2のコーティングステップは、ステップS4に示されている。このコーティングは、第1の接着剤コーティングの上に堆積される(カラー)マニキュアコーティングである。このコーティングステップは、上記のスロットカーテンコーティングダイによって行われ、製造される製品にもよるが、コーティングの厚さは、15から40ミクロンである。硬化は、さまざまなスポットにおける約華氏400から700度の赤外線ヒータと、約華氏130度から230度のナイフノズルとを用いてステップS5およびS6において行われる。
【0085】
第3のコーティングは、ステップS4の下流にあるポイントS4Aにおいて行われるオプションのステップである。このステップは、スロットカーテンコーティングダイにより、クリアトップコーティングまたはグリッタトップコーティングを施す。このステップは、マニキュアフィルムおよび結果として生じたアップリケのつやを非常に良くし、かつ、より強靭で長持ちするフィルムにする。コーティングの厚さは15から30ミクロンであり、硬化は、さまざまなスポットで、華氏500から800度の赤外線ヒータ、および、ナイフノズルによる華氏160から250度の熱風を用いて行われる。
【0086】
第4の最終コーティングは、ステップS7において最終の好ましくは透明トップコートとして行われる。このプロセスは、表面を滑らかにし、フィルムを強化するために行う。コーティングの厚さは、10から20ミクロンであり、硬化は、ステップS8およびステップS9において華氏500から800度の赤外線ヒータ、および、ナイフノズルによる華氏160から250度の熱風を用いて行われる。
【0087】
その後、ステップS10において、好ましくは光沢のあるフォイルを有する保持用の細長い部分がローラによって供給され、ステップS11においてプラスチックのトップ層が形成される。ステップS12において、フィルムは、以下に説明する特定の爪の形状のアップリケに打ち抜かれる。最後に、ステップS13において、真空コンベヤが最終処理をしながら完成品を移動させる。
【0088】
アップリケのさまざまな最終版が図12から14に示されている。図12では、ネイルアップリケ202の基本セット200が示されている。各アップリケは、ほぼ爪の形をしており、10個の異なるサイズのアップリケを一組として好ましくは供される。フォイル204のストリップにより、製品をより適切かつ簡単に取り扱うことができる。爪の形状は、好ましくは、図11のダイカットステップS12の間に形成される。一般的に、複数のセット200がフィルムの同じ部分からカットされる。図13は、フィルムの単一の部分から、単一のダイカットステップにおいてカットされた複数のセット200を示す。
【0089】
図12および13におけるネイルアップリケ200の形状は、前述のソウ特許における形状と同様である。それらも10個の異なるサイズのアップリケを提供した。本発明の他の長所が図14に示されている。本発明のネイルアップリケ302のセット300は、両頭であり、対向する端部302Aおよび302Bのサイズは異なる。この構成では、20個の異なるサイズのアップリケがユーザの指の爪に用いられうる。
【0090】
使用に際し、ユーザは、プラスチック310(セミ/ドライ製品を完全に乾燥させないために提供される)を開封し、台紙301からアップリケ302を剥がす。一般的に、ユーザは、扱いが楽なようにセット300の細長い部分304を保持する。そして、選択されたアップリケのいずれか一端302Aまたは302Bを所定の指の爪または脚の爪に載せる。ユーザは接着剤が働くよう爪を押圧し、しわを伸ばし、爪のまわりのはみ出たフィルムをカットする(ネイルばさみまたは指で)。その結果、サロンに行かずに即席のマニキュアができる。
【0091】
図17は、図14の両頭のアップリケの改良を示す。さまざまな層(基板、エナメルなど)は、前の実施形態と同じなので、繰り返しの説明はしない。アップリケ402のセット400は、互いに接着されて一体となって提供される。各アップリケ402は、第1の端部404および第2の端部406を有する。端部404および406のそれぞれは、指の爪に載せられる。図14の両頭のアップリケを扱う際、および、指の爪に一端を載せる際は、同じアップリケのもう一方の端部が裂けるか折れ曲がるかし、あるいは、他の指には使用できなくなることがよくあることが判明していた。したがって、図14の実施形態を用いる場合、ユーザは、一般的に、所定のアップリケの両端を使用できず、当該のアップリケのどちらか一方しか使用できないという制限を受ける。図17の実施形態は、各アップリケ402がその側部のほぼ中間部に突設されたハンドリングタブ408を有する。このような方法で、ユーザがアップリケをつかんだとき、端部402および404のどちらかの代わりにハンドリングタブ408を保持することにより、1つのアップリケの両端を使用できるようになる。サイドタブ408は、それぞれのアップリケ402と一体的に形成され、部分カット410としてすべて表されている刻み目、部分カット、ミシン目などによって隣接するアップリケ402と部分的に接着している。好適な実施形態では、アップリケセット400の全体の形状をカットする回転カッティングダイが部分カット410も同時に形成する。
【0092】
本発明は、上記説明に限定されない。例えば、高粘度ネイルエナメルを塗布するためにはスロットダイコーティングが好ましいが、グラビア方法を用いてもよい。
【0093】
これまで好適な実施形態に関して本発明を説明してきたが、本発明は上記説明による範囲に限定されず、以下に示す請求項によって範囲を限定される。また、当業者にとっては既知のあらゆる均等物もその範囲に含まれる。
【特許請求の範囲】
【請求項1】
自動接着性ネイルアップリケであって、
取り外し可能な基板と、
前記取り外し可能な基板上に配置される感圧性接着剤層と、
前記感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物により生成されるネイルエナメル層と、
を備え、
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1の前記調合物を含み、前記第2の部分は、第2の前記調合物を含む、
自動接着性ネイルアップリケ。
【請求項2】
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1のカラーの第1の前記調合物を含み、前記第2の部分は、第2のカラーの第2の前記調合物を含む、請求項1に記載の自動接着性ネイルアップリケ。
【請求項3】
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1の前記調合物を含み、前記第2の部分は、第2の前記調合物を含み、前記第1の部分は、比較的小さい略三日月形の領域を含み、前記第2の部分は、前記アップリケの実質的に残りの部分を含む、請求項2に記載の自動接着性ネイルアップリケ。
【請求項4】
前記第1の部分および前記第2の部分は、刻み目またはミシン目によって実質的に分離される、請求項1に記載の自動接着性ネイルアップリケ。
【請求項5】
一組の自動接着性ネイルアップリケであって、複数のアップリケを備え、
前記複数のアップリケのそれぞれは、
取り外し可能な基板と、
前記取り外し可能な基板上に配置される感圧性接着剤層と、
前記感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物により生成されるネイルエナメル層と、
を備え、
前記複数のアップリケのそれぞれは、第1の端部および第2の端部を有し、前記端部のそれぞれは、実質的に指の爪形状を有し、個別の指の爪に用いられ、前記複数のアップリケのそれぞれは、前記アップリケのそれぞれの間に配置されるサイドタブをさらに有し、前記サイドタブのそれぞれは、前記複数のアップリケの隣接するもの同士の一方には一体的に取り付けられ、他方には部分的に取り付けられる、
一組の自動接着性ネイルアップリケ。
【請求項6】
フレンチスタイルのネイルチップコーティングを提供する自動接着性フレンチネイルアップリケであって、ドライマニキュア材料を備え、
前記ドライマニキュア材料は、少なくとも一方の表面上に接着材料を有し、
前記ドライマニキュア材料は、支持体に取り外し可能に貼付され、
前記ネイルチップコーティングの製品は、少なくとも略凹状エッジを含むストリップを有し、前記略凹状エッジは、爪の先端の湾曲と略一致する形状である、自動接着性フレンチネイルアップリケ。
【請求項7】
略凸状エッジをさらに備え、前記略凸状エッジは、前記略凹状エッジに略対向して配置される、請求項6に記載のアップリケ。
【請求項8】
サイドエッジをさらに備え、前記サイドエッジは、互いに略平行である、請求項7に記載のアップリケ。
【請求項9】
前記アップリケは複数存在し、略直線状に整列配置され、1つのストリップの略凹状エッジは、隣接するストリップの略凸状エッジと当接する、請求項8に記載のアップリケ。
【請求項10】
前記複数のストリップは、キスカットにより互いに分離され、前記キスカットにより、前記裏打ちから1つのストリップを選択的に取り外すことができる、請求項9に記載のアップリケ。
【請求項11】
複数のネイルチップアップリケおよび複数のネイルアップリケは、共通の支持体に取り外し可能に貼付される、請求項6に記載のアップリケ。
【請求項1】
自動接着性ネイルアップリケであって、
取り外し可能な基板と、
前記取り外し可能な基板上に配置される感圧性接着剤層と、
前記感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物により生成されるネイルエナメル層と、
を備え、
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1の前記調合物を含み、前記第2の部分は、第2の前記調合物を含む、
自動接着性ネイルアップリケ。
【請求項2】
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1のカラーの第1の前記調合物を含み、前記第2の部分は、第2のカラーの第2の前記調合物を含む、請求項1に記載の自動接着性ネイルアップリケ。
【請求項3】
前記アップリケは、第1の部分および第2の部分を有し、前記第1の部分は、第1の前記調合物を含み、前記第2の部分は、第2の前記調合物を含み、前記第1の部分は、比較的小さい略三日月形の領域を含み、前記第2の部分は、前記アップリケの実質的に残りの部分を含む、請求項2に記載の自動接着性ネイルアップリケ。
【請求項4】
前記第1の部分および前記第2の部分は、刻み目またはミシン目によって実質的に分離される、請求項1に記載の自動接着性ネイルアップリケ。
【請求項5】
一組の自動接着性ネイルアップリケであって、複数のアップリケを備え、
前記複数のアップリケのそれぞれは、
取り外し可能な基板と、
前記取り外し可能な基板上に配置される感圧性接着剤層と、
前記感圧性接着剤層上に隣接して形成される、高粘度液体ネイルエナメルの少なくとも2つの調合物により生成されるネイルエナメル層と、
を備え、
前記複数のアップリケのそれぞれは、第1の端部および第2の端部を有し、前記端部のそれぞれは、実質的に指の爪形状を有し、個別の指の爪に用いられ、前記複数のアップリケのそれぞれは、前記アップリケのそれぞれの間に配置されるサイドタブをさらに有し、前記サイドタブのそれぞれは、前記複数のアップリケの隣接するもの同士の一方には一体的に取り付けられ、他方には部分的に取り付けられる、
一組の自動接着性ネイルアップリケ。
【請求項6】
フレンチスタイルのネイルチップコーティングを提供する自動接着性フレンチネイルアップリケであって、ドライマニキュア材料を備え、
前記ドライマニキュア材料は、少なくとも一方の表面上に接着材料を有し、
前記ドライマニキュア材料は、支持体に取り外し可能に貼付され、
前記ネイルチップコーティングの製品は、少なくとも略凹状エッジを含むストリップを有し、前記略凹状エッジは、爪の先端の湾曲と略一致する形状である、自動接着性フレンチネイルアップリケ。
【請求項7】
略凸状エッジをさらに備え、前記略凸状エッジは、前記略凹状エッジに略対向して配置される、請求項6に記載のアップリケ。
【請求項8】
サイドエッジをさらに備え、前記サイドエッジは、互いに略平行である、請求項7に記載のアップリケ。
【請求項9】
前記アップリケは複数存在し、略直線状に整列配置され、1つのストリップの略凹状エッジは、隣接するストリップの略凸状エッジと当接する、請求項8に記載のアップリケ。
【請求項10】
前記複数のストリップは、キスカットにより互いに分離され、前記キスカットにより、前記裏打ちから1つのストリップを選択的に取り外すことができる、請求項9に記載のアップリケ。
【請求項11】
複数のネイルチップアップリケおよび複数のネイルアップリケは、共通の支持体に取り外し可能に貼付される、請求項6に記載のアップリケ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16A】
【図16B】
【図16C】
【図17】
【図18】
【図19a】
【図19b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16A】
【図16B】
【図16C】
【図17】
【図18】
【図19a】
【図19b】
【公表番号】特表2010−505843(P2010−505843A)
【公表日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2009−531450(P2009−531450)
【出願日】平成19年10月4日(2007.10.4)
【国際出願番号】PCT/US2007/021305
【国際公開番号】WO2008/045282
【国際公開日】平成20年4月17日(2008.4.17)
【出願人】(508369641)イノベイティブ コスメティックス コンセプツ エルエルシー (1)
【Fターム(参考)】
【公表日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成19年10月4日(2007.10.4)
【国際出願番号】PCT/US2007/021305
【国際公開番号】WO2008/045282
【国際公開日】平成20年4月17日(2008.4.17)
【出願人】(508369641)イノベイティブ コスメティックス コンセプツ エルエルシー (1)
【Fターム(参考)】
[ Back to top ]